Embed Size (px)
DESCRIPTION
salam de sibiu
Citation preview
PROIECT PENTRU SUSTINEREA NIVELULUI 3
CALIFICARE : TEHNICIAN IN INDUSTRIA ALIMENTARA
INDRUMATOR : ELEV : Prof :Parvu Pavelina Comanaru Alexandru 2011
Tehnologia de fabricare a salamului
de Sibiu
2
ArgumentAerul de munte, mireasma padurii de conifere, aroma fumului de lemn de esenta tare... poate ca sunt cateva din secretele pe care Dozzi le-a descoperit si care l-au ajutat sa produca acest salam care dainuieste de un secol. In Sinaia, conditiile climaterice erau proprii desfasurarii procesului de productie. In acea perioada erau necesare aproximativ 6-9 luni pentru incheierea maturarii, de aceea, acest produs era greu de gasit si era exclusiv destinat meselor oamenilor instariti. Astazi, in fabrica Salsi Sinaia, faza de uscare-maturare s-a redus considerabil, acum fiind necesare doar 3 luni pentru ca produsul sa fie gata de consum.Totusi orice "legenda" are un sambure de adevar. La inceputuri se foloseau intestine de cal in care se umpleau "rudele" de salam de calibru mare. Matele de cal ajutau si la dezvoltarea mucegaiului. Astazi se folosesc membrane special care participa si ele la optimizarea procesului tehnologic. Ca si acum un veac, afumarea produselor se face numai cu fum de lemn de fag, care asigura o aroma deosebita, specifica acestui salam. Salamul de Sibiu face parte din categoria salamurilor crud-uscate care in cursul procesului tehnologic nu sufera tratamente termice (cum ar fi fierberea), maturarea lor facandu-se pe seama mucegaiului cu care este "innobilat" salamul. Acest mucegai ajuta la conservarea produsului, dar mai ales ii da aroma, gustul si culoarea specifice si in acelasi timp unice ale produsului.
3
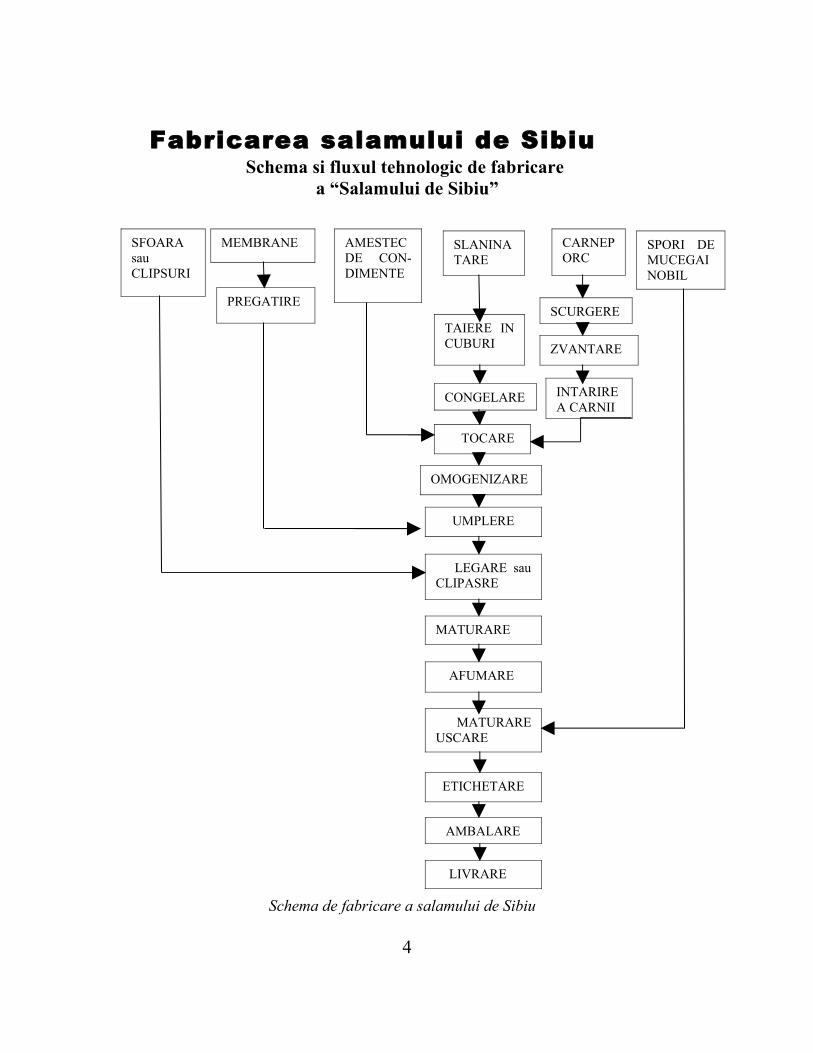
Fabricarea salamului de SibiuSchema si fluxul tehnologic de fabricare
a “Salamului de Sibiu”
Schema de fabricare a salamului de Sibiu
4
MEMBRANE
PREGATIRE
SFOARA sau CLIPSURI
AMESTEC DE CON-DIMENTE
SLANINA TARE
CARNEPORC
SPORI DE MUCEGAI NOBIL
TAIERE IN CUBURI
SCURGERE
CONGELARE
ZVANTARE
TOCARE
OMOGENIZARE
UMPLERE
LEGARE sau CLIPASRE
MATURARE
AFUMARE
MATURARE USCAREUSCARE
ETICHETARE
AMBALARE
LIVRARE
INTARIREA CARNII
Datorita posibilitatilor de a crea conditii artificiale de climat acest produs se poate fabrica in toate partile tarii, pe toata durata anului.Salamul de Sibiu face parte din categoria salamurilor din carne crude-maturate. Materia prima utilizata este carnea de porc si slanina.
• Carnea de porc trebuie sa indeplineasca urmatoarele conditii : sa fie salubra, sa aiba grad de contaminare redus, sa fie corect refrigerata, sa nu provina de la animale prea tinere sau prea grase, sa prezintae una numit raport apa/proteina si grasime/proteina, sa fie bogata in compusi heminici (mioglobina), sa aiba o cantitate redusa de tesut conjunctiv, sa aiba o capacitate de retinere a apei optima(se exclud carnurile PSE si DFD).Nu se admite carnea de vier, scroafe gestante sau animale hranite cu oleaginoase sau faina de peste.
• Slanina utilizata trebuie sa indeplineasac de asemena unele conditii : sa nu aiba trama proteica fragila si abundenta, sa nu fie « uleioasa », sa aiba grad de prospetime ridicat(sa nu fii suferit procesul de lipoliza).
Materiile auxiliare folosite sunt : NaCl, glucono δ-lactona, glucide, acid ascorbic/ascorbati, acizi organici alimentari(citric, lactic, tartric), condimente(sare, piper alb, enibahar, usturoi, zahar), culturi starter.Fiind un produs de durata nu se foloseste NO2. Pentru ambalare sunt folosite membrane artificiale proteice sau mate naturale de cal. Se impune respectarea riguroasa a parametrilor tehnologici de la receptie pana la livrare pentru a nu aparea rebuturi.
Fluxul tehnologic de fabricare a salamului de Sibiu
Transarea carnii
Transarea carnii de proc pentru salamul de Sibiu trebuie efectuat cat mai corect, deoarece calitatea salamului de Sibiu depinde in mod direct de calitatea materiei prime , el fiind un salam crud( prelucrat numai prin afumare la rece si maturare uscata, deci fara tratamente termice), de durata. Operatia de baza in pregatirea materiei prime pentru salamul de Sibiu este alesul deoarece trebuie sa se inlature complet fragmentele de oase, flaxurile, portiunile sangerate.
5
Pentru fabricarea salamului de Sibiu se folosesc semicarcasele de porc provenite de la porci a caror greutate in viu a fost peste 130 kg apartinand raselor Mangalita sau altor rase de porci de grasime sau de carne , obligatoriu degresate si refrigerate minimum 72 ore. Carenea pentru salamul de Sibiu poate proveni dintr-o transare integrala a carcasei sau din carne rezultata dupa indepartarea unor specialitati.Cand exista posibilitatea valorificari superioare a cantitatii de cafa si a cranii de pe coasta (dezosata sau nu), rezultatele din transare, ele nu se introduc in carnea pentru salamul de Sibiu, deoarece contin multa slanina moale si sunt foarrte greu de ales. Transarea se realizeaza in Sali cu temperatura de 12ºC, iar carnea aleasa se taie in bucati de 100-150g fara a se admite abateri si de asemena trebuie amestecata la capatul de banda.
Scurgerea
Scuregerea are drept scop reducerea umiditatii carnii. Bucatile de carne rezultate de la ales sunt aduse cu carucioarele din sala de transare si asezate in grunduri cu manta perforata sau pe priciuri etajate perforate ,care se incarca cu ajutorul unui dispozitiv de ridicat carucioare. Atat pe granduri cat si pe priciuri se aseaza o panza de in alba cu ajutorul careia se aciopera complet carnea care este asezata astfel :
• in granduri intr-un strat mai inalt pe margini si mai putin gros in mijlocul grundului, scurgerea durand circa 48 ore cu o intoarcere a carnii
• pe priciuri intr-un strat uniform, dar numai pe jumatatea din fata, care este perforata, in acest caz scurgerea durand circa 20 ore, facandu-se totodata si o intoarcere a carnii
Scurgerea carnii de porc se face 48-72 de ore la temperaturi cuprinse intre +2-+4ºC, umezeala relativa a aerului de 85-90%, la o viteza a aerului de 0,5 m/s. Pierderile de suc la scuregere sunt de 6-7%.
6
Zvantarea
Zvantarea are acelasi scop ca si scuregerea, adica , de reducere a umiditatii carnii.Carnea scursa este trecuta din granduri in camera cu priciuri, unde este intinsa intr-un strat subtire si lasata la zvantat cu o intoarcere de la intervale regulate de timp , sau se intinde pe intreaga suprafata a priciului, inclusiv pe jumatatea din spate neperforata. Zvantarea se realizeaza la temperaturi cuprinse intre -3 si 0ºC, la o umezeala relativa a aerului de 85% cu viteza aerului de 0,8 m/s timp de 12 ore. Aceasta operatie se realizeaza tot pe priciuri sau tavi din inox in straturi de 5-8 cm , pierderiile de umiditate fiind de 2-3 %.In acest timp carnea se intoarce de cel putin 2 ori. In timpul zvantarii volumul aerului din incapere trebuie schimbat aporximativ de 50 de ori.
Intarirea carnii
Intarirea carnii are drept scop formarea consistentei carnii, necesara unei bune maruntiri, precum si reducerea temperaturii acesteia pentru a evita incalzirea compozitiei in timpul maruntirii. Intarirea se realizeaza la temperaturi de -5…-7ºC, la o umezeala a aerului de 80-85% si o viteza a aerului de 1 m/s timp de 12 ore. Intarirea slaninii taiate in cuburi de 3-4 cm de face prin congelare la taer=-10ºC, timp de 2-3 zile, astfel ca temperatura acesteia sa ajunga la -5…-7ºC. Pierderile de umiditate sunt de 2-3% .
7
Amestecul de condimente
Amestecul de condimente se face poate face dupa diferite retete, conform cerintri beneficiarul.Exemplu : 80,24 kg sare 0,912 kg enibahar 2,440 kg NaNO3
5,49 kg zahar 8,24 kg piper alb 2,13 kg resturi Din acest amestec se folosesc aprozimativ 33kg la 100 kg compozitie, 100 kg compozitie echivaleaza cu 94 kg carne zvantata plus 6 kg slanina.
Taierea slaninii in cuburi sicongelarea slaninii
Taierea poate fi executata ata manual, in sectia de transare, in acest caz operatia fiind anevoioasa si necesitand manopera multa , sau direct din sectia producatoare a salamului de Sibiu , cu ajutorul unei masini speciale pentru taiat slanina in cuburi. In ambele cazuri dimensiunile cuburilor trebuie sa fie de 3-4 cm ; ata dimensiunile mai mari cat si cele mai mici influenteaza negativ operatia de tocare. Slanina astfel pregatita se transporta cu ajutorul carucioarelor in depozitul special pentru congelat slanina. Congelarea se face intr-o camera frigorifica , cuburile de slanina fiind asezate pe tavi de aluminiu sau inox , perforate sau neperforate, dar cu margine cat mai joasa pentru ca prin circulatia sa aerul sa spele suprafata cuburilor. Pentru realizarea congelarii, temperatura aerului trebuie sa fie de -8…-10ºC, facand posibila atingerea in masa de slanina a temperaturii de -5…-6ºC, timpul necesar fiimd de minimum o zi putand ajunge la max. 3 zile.
8
Formarea amestecului pentru tocare.Tocare.Omogenizare
Formarea amestecului cand carnea de porc este aleasa la « rosu »se face prin cantarirea a 70% carne de porc si 70% slanina, astfel ca produsul uscat pana la 30% umiditate sa nu depaseasca procentul de 42-45% lipide. Daca, insa , de foloseste carne de porc din diferite portiuni anatomice, deci cu diferite continuturi de grasime , atunci la formarea compozitiei se adopta tehnica preamestecarii si se preleveaza probe la care se determina continutul de lipide si porteine iar componentele se determina prin calcul sau aplicand patratul lui Pearson. Tocarea ( maruntirea) materiilor prime se face la cutere care au un motor foarte puternic si cu turatie mare.In tocari, temperatura nu trebuie sa depaseasca 2ºC. In cazul unor temperaturi mai mari bucatie de carne si slanina pot avea muchiile bine reliefate iar sectiunea produluilui nu va avea un desen adecvat. Maruntirea se face pana la marimea unui bob de orez ( apox. 4 mm) , cu introducerea materiilor prime si auxuliare in urmatoarea ordine : slanina, carne de porc, amestec de sarare, amestec de condimente. Amestecul de ingrediente se adauga catre sfarsitul tocarii, cand pasta a ajuns aproape de granulatia dorita si nu la inceput, odata cu carnea deoarece consistenta tare obtinuta in faza de intarire si congelare a componentelor s-ar modifica , inmuindu-se datorita actiunii sarii asupra apei inghetate, care o topeste.In acest fel nu se mai poate obtine o maruntire fina, granulata. Fabricile de salam de Sibiu au ca utilaj linia KRAMER GREBER.Aceasta linie este o line care are un cuter astfel construit incat descarcarea compozitiei se face intr-o presa-melc ce o preseaza sub vid de 500-600 mmHg. Pasta dezaerata si comprimat este introdusa in interiorul unor cilindrii de umplere ce au suprafata laterala ( fara fund, capac, ) cu diametru de 30-40 cm, care sunt adusi la masina de umplere pe o cale de rulare, la care se racordeaza si se umple in membrane.8Umplerea si legarea batoanelorPasta obtinuta se trece din cuva cuterului cu ajutorul descarcatorului cuterului in dispozitivul de presare cu melc (presa), in care se realizeaza o dezaerare a pastei. Pasta dezaerata si comprimata se introduce in cilindrii
9
liniei de umplere K-G, care ruleaza apoi, fiind cuplati la masinile de umplut hidraulice ale liniei K-G. Cilindrii umpluti cu pasta trbuie goliti imediat prin umplerea in membrane. Membranele au diametrul de 60-85 mmm si sunt legate in prealabil la un capat si inmuiate in apa calduta circa 30 minute inainte de utilizare. Ele trebuie sa fie bine scurse de apa. Pregatirea membranelor, inmuierea si bobinarea sforii cat si pregatirea etichetelor de urmarire a lotului se fac intr-o camera speciala. Muncitorul care deserveste spritul trebuie sa faca legarea batoanelor la capatul liber, dupa umplere, punandu-le apoi pe banda de transport ce alimenteaza posturile de legare.Batoanele se leaga la capete, longitudinal ( 2 legaturi) si transversal (circular) tot 2 legaturi. Umplerea se face in membrane cu φ=20-120 mm, legate la un capat si inmuiate in apa calda la 40-50ºC.Batoanele cu φ = 60-75mm se leaga la capatul deschis, apoi cu doua legatrui transversale( circulare) si cu doua legatrui longitudinale.Batoabele cu φ=85-100 mm se leaga la capatul deschis cu 3-4 legaturi transversale si cu patru legartui longitudinale. Mai nou legatura cu sfoara este inlocuita cu clipsarea .Pentru ca produsul sa se aseze bine , fiecare baton se stufuieste( inteapa) si se maseaza cu mana chiar si dupa legare. Dupa legare, batoanele se agata pe betele rastelului carucior.
Afumarea la rece
Scopul afumarii la rece este de a mari rezistenta produsului la pastrare si se executa la urmatorii parametrii : temperatura de 9-12ºC (15ºC) , durata de 4-10 zile.Pierderile in grutate la afumare sunt de aprox. 10 %.O varianta aplicata in Romania implica : linistire 24 de ore, la 10-12ºC si φ=90-75% ; zvantare la aceeasi parametrii ; afumarea intercalata cu zvantare 4 zile la 10-12ºC si φ=95-75% ( 8 ore zvantare si 16 ore afumare). In concluzie la inceput se tin 12 ore la temperatura de 6ºC pentru zvantarea membranei.Se afuma , in primele 2 zile la temperatura fumului de 8-10ºC, iar in urmatoarele 6-8 zile se ridica temperatura la 12ºC.Umiditatea aerului in afumatorie este de 80-90%, iar cirulatia aerului realizeaza 30 de schimburi pe ora. In timpul afumarii, umiditatea salamului trebuie sa scada pana la aproximativ 45%.Dupa afumare se lasa salamul fara fum , 12 ore
10
Pentru o afumare corespunzaroare trebuie sa se asigure permanent debitul de fum necesar.Operatia se executa in boxe de afumare cu foc direct sau in afumatorii cu generatoare de fum care pot fii turnuri de afumare sau tunele de afumare. Salamul dupa afumare primeste o culaore rosiatica deoarece membranele se usuca , iar prin suprafata semitransparenta se vede umplutura.
Maturarea –Uscarea.
In tehnologia salamurilor de tip Sibiu procesul de uscare decurge in trei subfaze si anume :
• faza I : 9-13 zile, temperatura de 8-12ºC, umiditatea relativa a aerului de 85-90%.In aceasta subfaza productia din depozit se insemanteaza cu spori de mucegai nobil.Dupa insamantare, depozitul se lasa in repaus 24 de ore , dupa care se practica sistemul de ventilatie de 16 ore si 8 ore repaus.Dupa aproximativ 10-15 zile de la insemantare , batoanele sunt acoperite cu miceliu verde de mucegai si , in acest caz, se reduce φ la 85%, pentru ca mucegaiul sa sporuleze si sa fie apt de perie, operatie care se face dupa 35-40 de zile de la insemantare ,adica in sub faza a II-a.
• faza a II-a 30-40 zile, temperatura de 12-14ºC , umiditatea relativa a aerului de 75-85%.Instalatia de conditionare lucreaza in regim de 12 ore /zi si 12 ore/zi repaus.In aceasta faza cu 4-5 zile inainte de periere φ se reduce la 75-80% si apoi are loc perierea , timp de 2-4 zile prin insuflare de aer comprimat.Dupa periere pe suprafata salamului ramane un strat de mucegai alb uscat ce da aspect specific salamului de Sibiu (acest mucegai , prin enzimele pe care le contine, va contribui la formarea gustului si aromei salamului de Sibiu ; acest mucegai nu este toxic si este nobil) si tot atunci depozitul se ventileaza o zi si apoi se lasa in repaus 2-3 zile la 12-14ºC si φ= 84-85, dupa care se mentin parametrii mentionati anterior pana la terminarea fazei.
• faza a III-a : 30-40zile, temperatura de 14-16ºC , umiditatea relativa a aerului de 85%.Agregatul de conditionare functioneaza 10 ore/zi, 14 ore/zi va fi repaus.
11
Pierderile in greutate pe toata faza uscarii vor fi de 30-34%.Durata procesului de maturare-uscare este de 110 zile .
Etichetarea si ambalarea
Ambalarea salamului impune o atentie deosebita, deoarece greselile de am balare pot provoca deteriorari calitative considerabile. Pregatirea pentru ambalare consta din taierea sforii cu care batoanele au fost legate la umplere( in cazul livrarii la export) sau numai a sforii pentru formarea perechilor ( in cazul livrarii la intern) si perierea mucegaiului de pe suprafata batonului. Ambalarea se executa in incaperi separate in care temperatura trebuie sa fie de max. +15…+16ºC si sa fie bine uscate si ventilate.Ea consta in legarea batonului cu sfori comerciale (tricolora pentru export) si etichetarea fiecarui baton.Ambalarea batoanelor in lazi sau cutii se face alternand un rand de batoane cu un strat de talaj astfel ca sa nu se atinga unele de altele sau de peretii ambalajului. La introducerea in lazi trebuie multa atentie pentru ca batoanele sa nu fie comprimate deoarece pasta se poate fisura iar dupa taierea lui aerul patrunde in fisuri si locurile respective capoata o culoare cenusie. Ambalajele astfel pregatite si umplute se inchid prin baterea capacelor si balotarea lor sau prin lipirea lor cu banda adeziva( in cazul celor de carton).
12
Utilaje folosite lafabricarea salamului de SIBIU
CUTERE
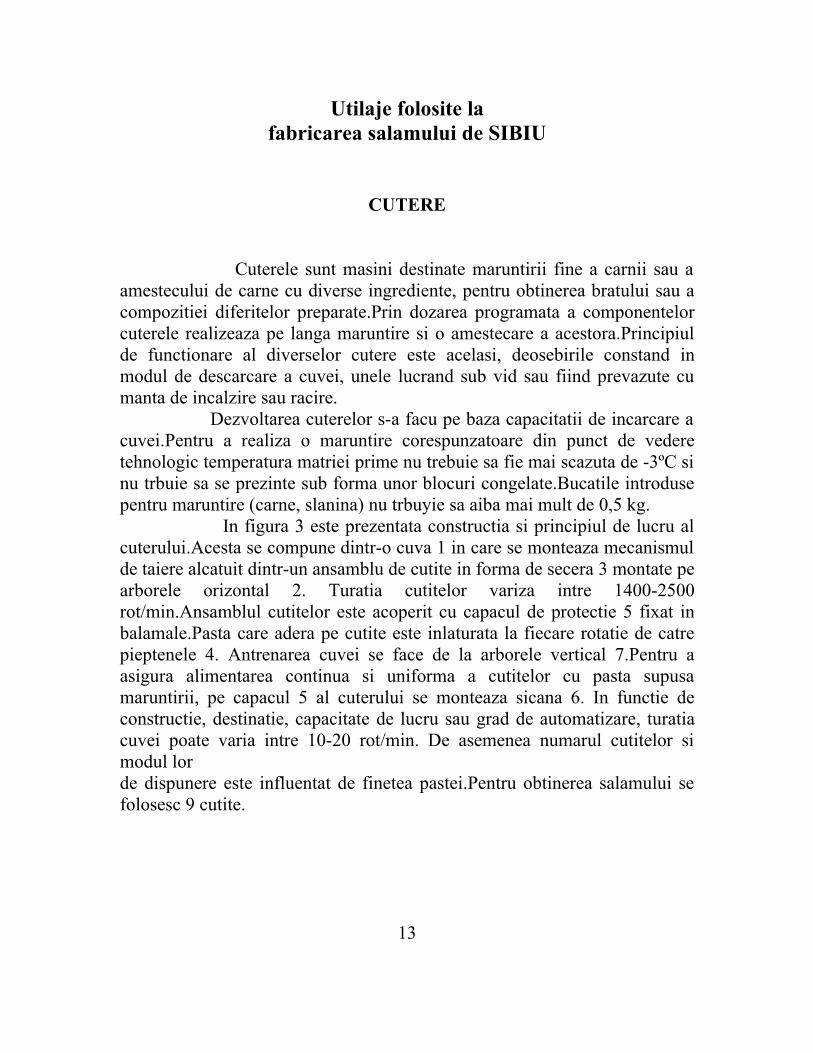
Cuterele sunt masini destinate maruntirii fine a carnii sau a amestecului de carne cu diverse ingrediente, pentru obtinerea bratului sau a compozitiei diferitelor preparate.Prin dozarea programata a componentelor cuterele realizeaza pe langa maruntire si o amestecare a acestora.Principiul de functionare al diverselor cutere este acelasi, deosebirile constand in modul de descarcare a cuvei, unele lucrand sub vid sau fiind prevazute cu manta de incalzire sau racire. Dezvoltarea cuterelor s-a facu pe baza capacitatii de incarcare a cuvei.Pentru a realiza o maruntire corespunzatoare din punct de vedere tehnologic temperatura matriei prime nu trebuie sa fie mai scazuta de -3ºC si nu trbuie sa se prezinte sub forma unor blocuri congelate.Bucatile introduse pentru maruntire (carne, slanina) nu trbuyie sa aiba mai mult de 0,5 kg. In figura 3 este prezentata constructia si principiul de lucru al cuterului.Acesta se compune dintr-o cuva 1 in care se monteaza mecanismul de taiere alcatuit dintr-un ansamblu de cutite in forma de secera 3 montate pe arborele orizontal 2. Turatia cutitelor variza intre 1400-2500 rot/min.Ansamblul cutitelor este acoperit cu capacul de protectie 5 fixat in balamale.Pasta care adera pe cutite este inlaturata la fiecare rotatie de catre pieptenele 4. Antrenarea cuvei se face de la arborele vertical 7.Pentru a asigura alimentarea continua si uniforma a cutitelor cu pasta supusa maruntirii, pe capacul 5 al cuterului se monteaza sicana 6. In functie de constructie, destinatie, capacitate de lucru sau grad de automatizare, turatia cuvei poate varia intre 10-20 rot/min. De asemenea numarul cutitelor si modul lor de dispunere este influentat de finetea pastei.Pentru obtinerea salamului se folosesc 9 cutite.
13
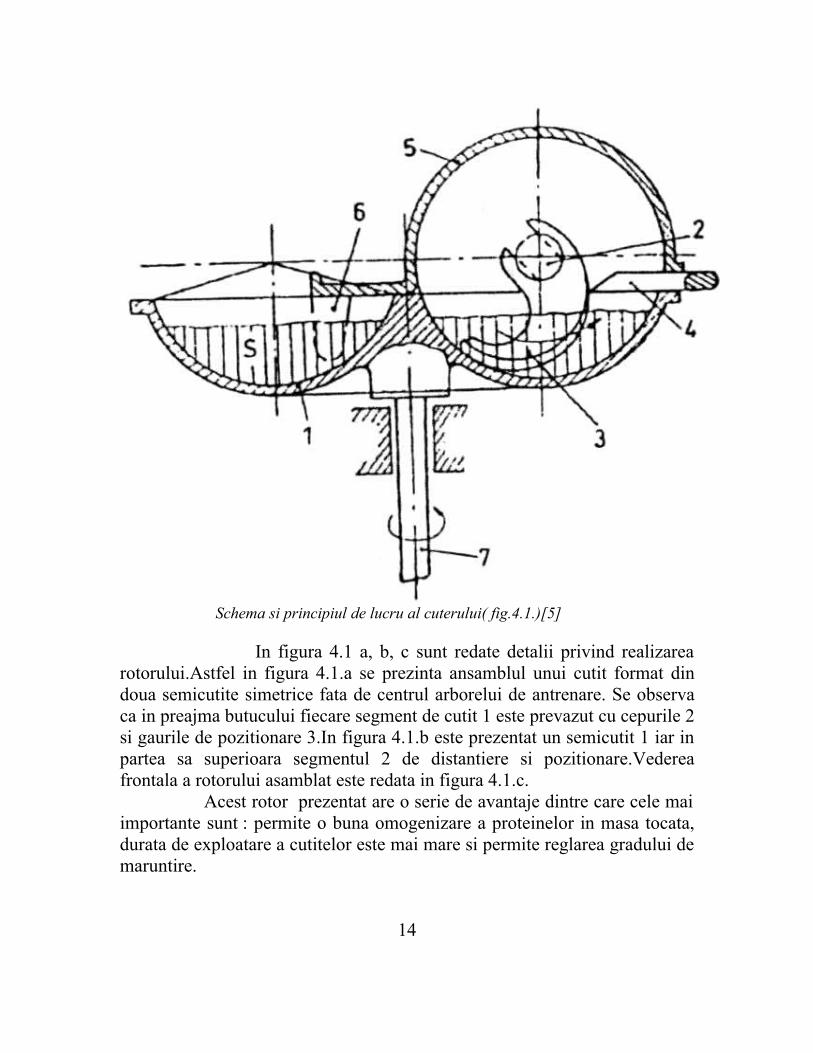
Schema si principiul de lucru al cuterului( fig.4.1.)[5]
In figura 4.1 a, b, c sunt redate detalii privind realizarea rotorului.Astfel in figura 4.1.a se prezinta ansamblul unui cutit format din doua semicutite simetrice fata de centrul arborelui de antrenare. Se observa ca in preajma butucului fiecare segment de cutit 1 este prevazut cu cepurile 2 si gaurile de pozitionare 3.In figura 4.1.b este prezentat un semicutit 1 iar in partea sa superioara segmentul 2 de distantiere si pozitionare.Vederea frontala a rotorului asamblat este redata in figura 4.1.c. Acest rotor prezentat are o serie de avantaje dintre care cele mai importante sunt : permite o buna omogenizare a proteinelor in masa tocata, durata de exploatare a cutitelor este mai mare si permite reglarea gradului de maruntire.
14
Masini de umplere in mambrana
Procesul de umplere se realizeaza prin crearea unei presiuni asupa compozitiei sub efectul careia masa de material este impinsa prin teava masinii de umplut in interiorul membranei.Curgerea de rezistenta se produce numai pe linia de minima rezistenta atunci cand presiunea de umplere atinge o anumita valoare. Masinile de umplere utilizate la fabricarea salamului de Sibiu pot fi cu actinue periodica sau continuua , verticale sau orizontale , melcate sau cu piston.
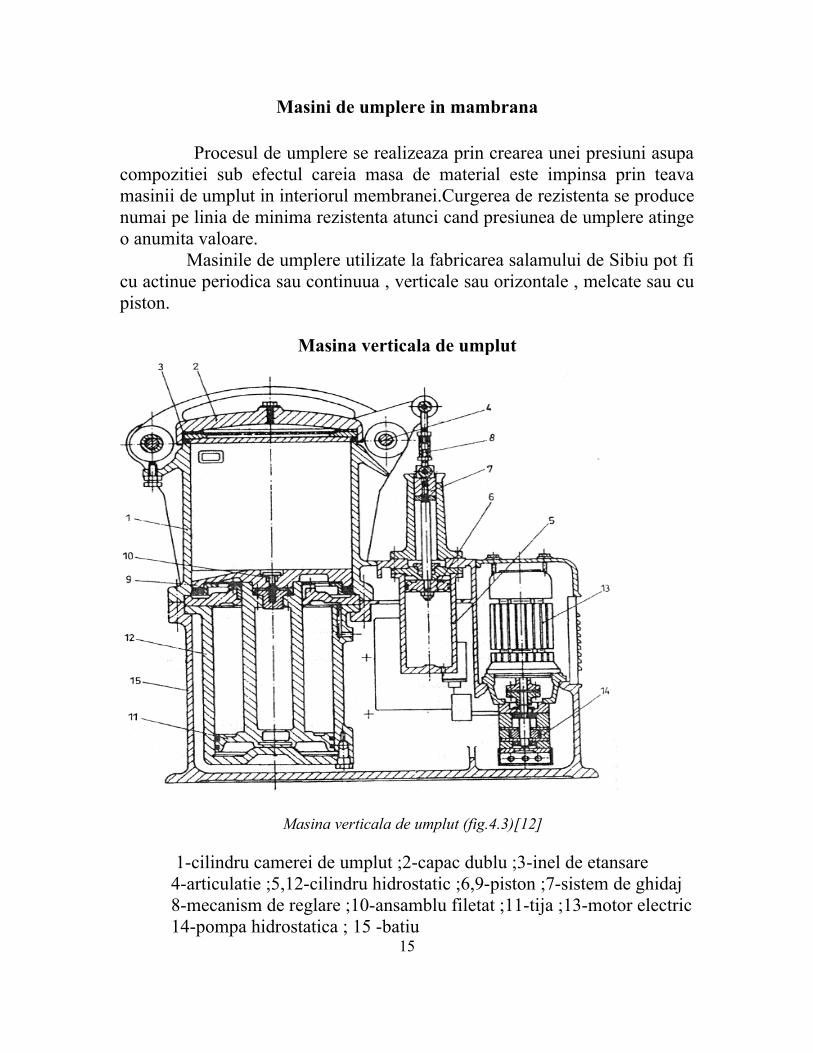
Masina verticala de umplut
Masina verticala de umplut (fig.4.3)[12]
1-cilindru camerei de umplut ;2-capac dublu ;3-inel de etansare 4-articulatie ;5,12-cilindru hidrostatic ;6,9-piston ;7-sistem de ghidaj 8-mecanism de reglare ;10-ansamblu filetat ;11-tija ;13-motor electric 14-pompa hidrostatica ; 15 -batiu
15
Concluzii
1. Salamul de Sibiu are in componenta carne de porc si slanina2. Procesul tehnologic de fabricare este afumare-uscare-maturare3. Maruntirea si omogenizarea materiei prime se realizeaza in cutere4. Cuterele au capacitatea de productie de 6.66 kg/s5. Rotorul cuterului are o serie de avantaje cum ar fii :
• permite o buna omogenizare a proteinelor din masa tocata• durata de exploatare a cutitelor este mai mare • permite reglarea gradului de maruntire
6. Umplerea in membrane a compozitiei se realizeaza in masini de umplere cu cu actiune periodica continuua sau discontinuua, verticale sau orizontale, melcate sau cu piston.
7. Diametrul batoanelor este de aproximativ 90 mm8. Are o durata lunga de maturare aproximativ 110 zile9. Forma batoanelor este cilindrica cu un diametru mare10. Nu se aplica la fabricarea acestuia un tratament termic special (fara
etuvare)11.Afumarea la rece se realizeaza in tunele sau turnuri de afumare.12.Ambalarea se realizeaza in incaperi separate care nu trbuie sa
depaseasca temperatura de +15…+16ºC si sa fie bine uscate si ventilare
13. Caracteristicile produsului finit sunt : -la exterior : - batoanele sunt acoperite cu pulbere uscata de mucegai, de culoare alb-cenusie -pe sectiune- compozitia trebuie sa fie compacta, lucioasa, rosu-rubiniu, aspect mozaicat, gust si miros placut, la masticatienu trebuie sa aiba gust iute sau sa se lipeasca de dinti.
16
6.BIBLIOGRAFIE
1. Berbentea, F., Georgescu, L. : « Carnea si tehnologia carnii »Ed. Risoprint, Cluj-Napoca, 2007
2. Bejan, C., Dogaru, V. : « Cartea muncitorului din industria carnii »Ed. Tehnica, Bucuresti, 1975
3. Cherciu, I., Grigoriu, V. : « Tehnologia preparatelor din carne » Ed. Didactica si Pedagogica, Bucuresti, 1971
4. Alexandru, R. : « Operatii si utilaje in industria alimentara » Ed. Universitatea Galati, 1981
5. Ioancea, L. : « Masini, utilaje si instalatii in industria alimentara » Ed. Ceres, 1986
6. Jiscanu, V. : « Operatii si utilaje in industria alimentara » Ed. Universitatea Galati, 1972
7. *** « Manualul inginerului de industrie alimentara » Ed.Tehnica, Bucuresti, 1999
8. *** « Manualul inginerului de industrie alimentara » Ed.Tehnica, Bucuresti, 1986
9. *** www.agravista.md10. ***www.kaboo.ro 11. ***www.preferatele.com12. ***www.library.utm.md13. ***www.referate.ro14. *** www.ecursuri.ro15. ***www.facultate.regielive.ro

17Cuprins
Fabricarea salamului de SibiuArgument..............................................................................3Schema tehnologica de fabricare a salamului de Sibiu…….4Fluxul tehologic de fabricare a salamului de Sibiu………….5Transarea carnii………………………………………………...5Scurgerea……………………………………………………….6Zvantarea..............................................................................7Intarirea carnii.......................................................................7Amestecul de condimente.....................................................8Taierea slaninii in cuburi si congelarea slaninii.....................8Formarea amestecului pentru tocare omogenizare...............9Umperea si legarea batonelor...............................................9Afumarea la rece...................................................................10Maurarea-Uscarea...............................................................11Etichetarea-Ambalarea........................................................12UtilajeCuterele...............................................................................13Masini de umplere in membrana.........................................14Masina verticala de umplut..................................................15
Concluzii..............................................................................16Bibliografie...........................................................................17Cuprins.................................................................................18
18





























