Embed Size (px)
Citation preview

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 1/14
Chapter 7Surface PreparationFor Electroless Nickel Plating
J uan Hajdu
Electroless nickel is plated over a large number of metallic and nonmetallic
substrates of very different compositions and properties. For these reasons, it isimpossible to select a single general approach to surface preparation. Specificprocedures are required for each type of substrate.
In broad terms, we can classify the substrates as metallic and nonmetallic.Most electroless nickel plating is done on metal parts, and in this chapter we willdiscuss mainly the preparation of metal surfaces.
An important characteristic of plating metals is the strength of the bond thatcan develop between the base metal and the coating. Metal-to-metal bonds withhigh adhesion values require thorough surface preparation-removing from the
base metal surface foreign contaminants (soil, dirt, corrosion products, oxides,tarnish, and others), and eliminating mechanically distorted surface layers-topresent a clean, healthy surface structure.
The removal of foreign contaminants is generally accomplished by usingcommercial alkaline cleaners. The selection is based on the nature of thecontaminants and the type of substrate. The suppliers of cleaners will assist inthe selection of the right material; there are also numerous literature sourcesthat discuss metal surface cleaning (1-5).
The removal of surface oxidation and unwanted metal is accomplished by
chemical attack. Acid pickling solutions and alkaline deoxidizing materials,similar to those used in electroplating, are also effective for electroless nickelplating. I n some cases, mechanical surface treatments, such as shot peening orsandblasting, are used in surface finishing prior to chemical treatment,especially with large, expensive parts that allow the use of manual processing.
Electroless plating differs from other metal coating techniques (electroplating,vacuum metallizing, hot dip galvanizing) in that the substrate initiates theautocatalytic chemical reduction process. Some of the metals, such as nickel,are catalytic when immersed in an electroless plating solution, while steel andaluminum become catalytic by the formation of an immersion nickel deposit inthe electroless nickel bath. Other metals, such as copper, are passive andrequire activating steps in order to initiate the electroless nickel plating process.It should be noted that even naturally active surfaces can become passive whencontaminated by foreign residues or oxide layers. For this reason, surfacepreparation for electroless nickel plating requires the highest degree of care andcontrol of all metal finishing procedures.
193

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 2/14

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 3/14

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 4/14
196 ELECTROLESS PLATING
Alkaline soak clean or electroclean
Water rinseDeoxidize in 40 percent HCI (and/or alkaline electrolytic deoxidize)Water rinseElectroless nickel plate
Stainless Steel or Nick el AlloysAlkaline cleanWater rinseAlkaline deoxidizer with periodic reverse currentWater rinseActivate with 40 percent HCIWoods strike-cathodic 2 A/dm'Electroless nickel plate
Cast Iro nAlkaline cleanWater rinseAlkaline deoxidizer with periodic reverse currentWater rinseElectroless nickel plate
Wood8 Strlke (4)Nickel chloride 240 g/LHydrochloric acid (32 percent) 320 mL/LCurrent density:anodic 1 A/dm2, 30 to 60 sec.cathodic 2 A/dm2, 2 o 6 min.
Sulfamate Strlke (4 )Nickel sulfamateBoric acidHydrochloric acidSulfamic acidCurrent density
320 g/i30 g/i12 g/i20 g/L
1 to 10 A/dm2
Glycolate Strlke ( 4 )Nickel acetate 65 g/L
Glycolic acid (70 ercent) 60 mL/L
Sodium acetate 50 g/LPH 6.0Current density 2.7 A/dm2
Boric acid 45 g/L
Sodium saccharin 1.5 g/L

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 5/14

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 6/14
198 ELECTROLESS PLA TING
of a zincate bath consists of zinc oxide (50 to 100 g/L) and sodium hydroxide(250 to 50 0 g/L). Proprietary zincate solutions contain other ingredients, such as
copper and iron salts and organic chelating agents, to produce more uniformcoatings and to permit the use of lower concentrations of zinc ("dilute zincates").Many formulations for this type of material can be found in the patent literature(13,14). Typical formulationsfordilutezincatesolutionscontain5 to l o g ofzincoxide and 5 0 to 120 g/L of sodium hydroxide. Acid zinc immersion systems havealso been reported (16) using zinc sulfate (720 g/L) and hydrofluoric acid (17.5m L/L) .
The mechanism of zincating and the reaction of the zinc immersion depositsin the electroless plating bath have been reported in several papers (8,12,15).
The basic mechanism of zincating is the displacement of zinc from an alkalinezincate solution by aluminum:
3ZnOf + 2AI" + 2H20 = 3Zn" + 40H- + 2AIOi
The rate of this reaction is determined by the composition of the zincatesolution and the type of aluminum alloy. There is a strong relation between thestructure, uniformity, and thickness of the zinc film and the adhesion andprotective value of the electroless nickel coating. In general, fine-grained, thin,
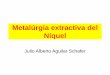
and tight zinc films produce the best results. Thus, the zincating bath'scomposition, temperature, and immersion times must be controlled andadjusted to the nature of the aluminum alloy to be treated. A zincating processthat performs well for one type of aluminum alloy may not be effective if thesubstratealloy ischanged (17,19,20). Figures7.1 and 7.2illustrate the influenceof temperature and alloy composition on the thickness of the zinc immersiondeposit.
One important aspect of the zincating process to be considered is themechanism of the initiation of the electroless deposition on zincated aluminumsurfaces. The bulk of the zinc immersion deposit is dissolved in acid electrolessnickel plating solutions, exposing the aluminum, which is covered by nickel byimmersion, initiating the autocatalytic deposition process. Still, this dissolutionprocess is not complete, and in general, residual zinc is found under the nickellayer. The influence of this zinc-rich layer has been investigated by Mallory (18),and its presence can be considered beneficial to the performance of theelectroless nickel plating.
An approach that has been widely used for cast and wrought aluminum alloysis the double zincating procedure. In this process, the initial zinc layer isremoved by a dip in 50 percent nitric acid, and a second zinc layer is depositedby ashort immersion in thezincatesolution. The benefitsof this treatment comefrom the use of a less critical first zincating step to deoxidize the substrate andremove alloying inclusions, while the second zincate treatment can be adjustedto produce a thin, tight zinc deposit on the uniformly conditioned surface(1 1,12,17).
An important factor to consider here is change in composition of electrolessnickel solutions as they age, by accumulation of byproducts of the chemical

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 7/14
199Sur face Preparation f or Electroless Nickel Plating
w .C
T
F
g
h
Ia
.-ac
m00
0c
.I
is
Immersion time, minFig. 7.1-Effect 01 temperature of zincate solution on weight of zinc film deposited on aluminum
sheet.
reduction of nickel (21). Older solutions become more aggressive and give lessadherent nickel coatings, and for this reason, surface preparation proceduresthat produce good results with relatively fresh electroless nickel plating bathsmay yield nonadherent or blistered deposits as the bath ages. This is the mainreason why electroless nickel baths have a shorter life when used for platingaluminum than when used on steel. The use of a non-aggressive electrolessnickel strike has been proposed to remedy this problem (22) and extend theuseful life of the electroless plating bath.
While the plating of aluminum may appear too complex for consistentprocessing, industry has been very successful in resolving the requirements ofdepositing electroless nickel on a broad variety of alloys and satisfying manyend use requirements. Experience is the key to success in the plating ofaluminum and it cannot be substituted by standard pre-established procedures.The following cycles are presented to illustrate industry practice:

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 8/14
200 ELECTROLESS PLATING
w .
c?
F
s
--CD.
CDS
(000
0r
.CI
i3
Immersion time, minFig. 7.2-Weight of rl nc fi lm obtained from the alkaline rlnc lmmerslon process wlth severalaluminum alloys.
Wrought Aluminum AlloysSolvent preclean (if necessary)Water rinse
Alkaline soak cleanWater rinseEtch in 15 percent by vol. sulfuric acid (80" C) or 50 g/L sodium hydroxide
Water rinseNitric acid (50 percent) 30 to 60 secWater rinseSecond zincate treatment 10 to 20 secWater rinse
Electroless nickel plate
(50" C) for 1 to 3 min.
NOT E : Fo r aluminum alloys conta ining 99 percent A I (1000 eries), etch ing andthe secon d zincate t reatment may b e om it ted.
Aluminum CastingsSolvent preclean (if necessary)Water rinse

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 9/14
Surface Preparation fo r Electroless Nic kel Plating 20 1
Alkaline soak cleanWater rinseAcid etch 30 sec in nitric acid (50 percent), sulfuric acid (25 percent), and
Water rinseZincate treatment 20 to 30 secWater rinseElectroless nickel plate
ammonium bifluoride (120 g/L)
COPPER AND COPPER ALLOYS
As mentioned earlier, copper is one of the metals that will not catalytically initiatehypophosphite electroless nickel solutions. Copper can initiate aminoboraneand borohydride-reduced baths.
To render copper and copper alloys catalytic, the following approaches areused in commercial operations:
1. Electrochemically initiating by contacting the parts with active metals (steelor aluminum), or by striking the parts electrolytically in a dilute nickel chloride
strike, or in the electroless nickel bath.2. Treat the surface with a strong reducer, such as dimethylamino borane
(22,23).3. Catalyzing the surface by immersion in dilute palladium chloride solutions
(not recommended).
A typical sequence could be:
Soak cleanRinseElectroclean anodicallyRinseAcid dip in 1 to 2 percent HzSO rinseActivate, using either method 1 or 2 above.
A special hypophosphite-reduced bath using nickel chloride was proposedfor direct plating (24), but is not used commercially. The cleaning andconditioning of copper and copper alloys is done with commercial alkalinecleaners and mild acids.
There is a great interest in using magnesium alloys for weight reduction, andelectroless nickel offers good protection for magnesium-based parts. Whileused for commercial applications, plating magnesium alloys is not an easy task.Magnesium s a highly reactive metal and conventional cleaning and deoxidizing

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 10/14
202 E L E C T R O L E S S P L AT IN G
solutions are not adequate for preparing magnesium. A general discussion ofPreparation of magnesium can be found in the literature of electroplating (1.25).
The two recommended approaches are based on zincating or fluoride predipsafter alkaline cleaning and pickling with chromic acid solutions. The most widelyused processes are based on fluoride predips and use special electroless nickelplating solutions that contain fluorides to improve adhesion (26). A typical cycleis:
Alkaline rack cleanRinseActivate in mineral acids containing fluoridesRinseCyanide copper plateRinseProceed as with copper parts
BERYLLIUM
Beryllium surfaces require protective, corrosion-resistant coatings for nuclearenergy and aerospace applications. Since beryllium exposed to air is covered byan oxide layer, zincate treatment is used to remove the oxide and protect thebase metal (1,27). A typical surface preparation uses double zincating afteralkaline cleaning and acid deoxidation (28).
TI TAN U M
Titanium surfacesarealwayscovered bya tight oxide film that interferes with thegood bonding of plated metal coatings. The oxide layer must be removed,preferably by mechanical and chemical attack. The pickling solutions are, ingeneral, based on nitric and hydrofluoric acids (1,29).
After removing the oxide, the surface is protected by a conversion coatingusing fluorides (30), hromates (31), or zinc immersion deposits (1). The mostwidely used processes are based on fluoride-containing acid solutions, appliedeither by immersion or anodically prior toelectroless nickel plating. It should benoted that both electroless and electrolytic plating of titanium are plagued byadhesion problems. A possible cycle could be:
Mechanically treat surface
Activate in 50 percent HCI solutionWoods nickel strikeElectroless nickel plate
ZINC
At the present time, a number of commercial zinc die casting operations involvedirect plating of electroless nickel for enhanced appearance and protection. The

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 11/14
Surface Preparation for Electroless Nickel Plating 203
largest single use of electroless nickel-plated zinc die castings is for carburetorsused with alcohol fuel, especially in Brazil.
In many operations, the partsare striked first with electrolytic cyanide copperprior to electroless nickel plating. The copper strike baths typically contain 20 to45 g/L cuprous cyanide, 10 to 20 g/L free sodium cyanide, and 15 to 75 g/Lsodium carbonate. Copper strike baths have the ability to cover complex shapesand recessed areas when used under the right operating conditions. Mosttextbooks on electroplating extensively describe the operation of copper strikebaths and the cleaning of parts prior to copper plating (1,32).
While this approach gives excellent results, there is a continuous interest infinding a less costly process that requires no electroplating and avoids the use of
cyanide compounds. Several methods have been proposed, and proprietarymaterials are available commercially that allow direct electroless plating of zincdie castings.
MOLYBDENUM AND TUNGSTEN
Molybdenum and tungsten have been reported to require contact or electrolyticactivation prior to electroless nickel plating. Mixtures of nitric, sulfuric, andchromic acids are used to deoxidize the surfaces. A typical cycle for tungstenuses 50 percent nitric acid followed by hot potassium hydroxide (100 g/L) etch.For molybdenum, parts are activated in a 10 percent nitric and 12 percentsulfuric acid mixture after cleaning. Both metals require activation withpalladium or with a Woods nickel strike.
A typical cycle for plating on molybdenum or tungsten is as follows:
Alkaline potassium ferrocyanide 215 g/L in 75 g/L KOH), 1 min at room
Water rinseKOH 10 percent), 10 min at boilingWater rinseHCI (10 percent), 30 sec at room temperatureRinseActivate with PdCI: (0.1 to 0.5 g/L PdCI: in 1 to 3 mL/L HC L)RinseElectroless plate
temperature
NONMETALLIC SUBSTRATES
The main difference between metallic and nonmetallic surfaces resides in thenature of the bond between substrate and coating. While adhesion to metal is ofan atomic nature, the adhesion to organic and inorganic substrates is onlymechanical. The basis for obtaining adhesion to these materials is to develop theright topography on the surface by means of chemical or mechanical treatment.

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 12/14

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 13/14
Surtace Preparation for Electroless Nick el Plating 205
The roughened parts are rinsed and then rendered catalytic either by thetwo-step sensitizing and activating process or by using commercial activators.Sensitizing is accomplished by immersing the parts in an acid stannous chloridesolution (10 to 100 g/L of SnCIz, 2Hz0), then rinsing and activating with asolution of palladium chloride (0.1 to 0.5 g/L PdCl in 1 to 3 mL/L HCI).Commercial activators containing mixed palladium-tin compounds are alsoused at 1 to 5 percent dilution. After activation, the parts should be ready forelectroless plating either with hydrophosphite- or amino borane-reducedelectroless nickel solutions. I t must be remembered that the final adherence ofthe electroless nickel deposit will depend not only on the pretreatment, but alsoon the characteristics of the plating process. Aggressive plating baths ordeposits with high internal stresses should be avoided, and thick deposits arevery difficult to produce on this type of substrate.
MASKING
Many parts may require only partial coverage with electroless nickel, andportions of the substrate must be prctected by masking. Many stop-off materials(tapes and coatings) used for electroplating can be applied for masking partsfor
electroless plating. Since most electroless nickel solutions operate at hightemperatures, and the parts may stay in the bath for a long time, the maskingmaterials should be tested thoroughly before using them on expensive parts.Masking materials may also release organic or metallic contaminants that mayharm the nickel deposits.
A problem commonly encountered when plating small areas in large parts ishow to adjust the plating process to very low surface-to-volume ratios. Allelectroless plating solutions will perform best above minimum loading levels,which may be difficult to reach with masked parts.
1.
2.
3.
4.
5.
6.
7.
REFERENCES
F.A. Lowenheim, Modern E lec t rop la t ing , third edition, J ohn Wiley andSons, New York, 1974F.A. Lowenheim, Elec t rop la t ing , McGraw-Hill Book Co., New York, 1978.
L.J . Durney, Elec t rop la t ing Eng ineer ing Handbook , fourth edition, VanNostrand Reinholt, New York, 1984.ASTM 6656-86, “Standard Guide for Autocatalytic Nickel-PhosphorusDeposits on Metals for Engineering Use.”ASTM 6322-68, “Standard P ractice for C leaning Metals P rior toElectroplating.”E.B. Saubestre and J . Haydu, Ober f l aeche-Su r face , 9(3), 53 (1968).G.S. Petit et al., Plat ing , 59, 567 (1972).

7/28/2019 Remover Niquel 1
http://slidepdf.com/reader/full/remover-niquel-1 14/14
206 ELECTROLESS PLA TING
8. D.S. Lashmore, Plat. and Surf. Fin., 65(4), 74 (1978).9. D.S. Lashmore, ibid., 68(4), 48 (1981).
10. E.W. Hewiston, U.S. patent 1,627,900 (1927).11. J . Korpinn, US . patent 2,142,564 (1939).12. D.S. Lashmore, Plat. and Surf. Fin., 67(1), 37 (1980).13. W.G. Zelley, US. atent 2,650,886 (1953).14. E.B. Saubestre and L.J . Durney, US. patent 3,329,522 (1967).15. E.B. Saubestre and J .L. Morrico, Plating, 53,899 (1966).16. J . Heiman, J . Electrochem. SOC., 95, 205 (1949).17. I. Keller and W.G. Zelley, ibid.. 97, 145 (1950).18. G. Mallory, Proc. 70th A ES Annual Technical Conference, 1983.
19. D.S. Lashmore, J . Electrochem, SOC., 127,543 (1980).20. .A.W. Blackwood, E.F. Yarkosky and J . Boupo, Proc. 68th AES Annual
21. E.F. Yarkosky, M. Alexsinas and A. Marzak, Proc. 66th AES Annual
22. J . Haydu, E.F. Yarkosky and P. Schultz, Proc. 3rd AES Electroless P lating
23. T. Brezins, U.S. patent 3,096,182 (1963).24. N. Feldstein, U.S. patent 3,993,380 (1976); U.S. patent 4,305,997 (1981).
25. D.G. McBride, Plating, 59(9), 858 (1972).26. ASTM 8480-68, “Recommended Practices for Preparation of Magnesiumand Magnesium Alloys for Electroplating.”
27. H.K. DeLong, US. patent 3,152,209 (1 967).28. K. Parker and H. Shah, J . Electrochem. SOC., 117, 1091 (1970).29. W.H. Roberts, “Coating Beryllium with Electroless Nickel,” U.S. Atomic
Energy Commission Contract AT(29-1) 1106, Ber RFP-478.30. ASTM 8418-69, “Recommended Practices for P reparation of Titanium and
Titanium Alloys.”31. D.S. Harshorn, U.S. patent 3,725,217 (1973).32. M. Thoma, Plat. and Surf. Fin., 59(6), 76 (1983).33. ASTM 8252, “Practice for P lating Zinc Alloy Die Castings for Electroplating
Technical Conference, 1981.
Technical Conference, 1979.
Symp., 1986.
and Conversion Coatings.”
















![Niquel - Volcan Scope Sep 24 - Spanish Niquel[1].pdf](https://img.dokumen.tips/doc/110x75/55cf91e9550346f57b91b16c/niquel-volcan-scope-sep-24-spanish-niquel1pdf.jpg)