Embed Size (px)
Citation preview
DULIN Asaph Académie de ToulouseBTS 2 Lycée Jean Jaurès
12400 Saint-Affrique
Rapport de stage ouvrier
Roquefort Société Avenue François Galtier
12250 Roquefort sur Soulzon
Durée du stage : Du 4 Juin 2012 au 15 Juin 2012

Sommaire
I / Présentation de l'entreprise : 31. Historique de l'entreprise 32. Localisation géographique 43. Organisation et structure 4
a. Fiche signalétique 4b. Organigramme 5c. Plan 6d. Liens avec l'extérieur 7
II / Rapport journalier et organisation du service maintenance affinage
1.Rapport journalier 82. Organisation du service 15
III / Tâche principale 17
Annexe 21


Remerciements
Effectuant mon stage ouvrier clôturant ma première année de BTS, il apparaît opportun de commencer ce rapport par des remerciements, à ceux qui m’ont beaucoup appris au cours de ce stage, et même à ceux qui ont eu la gentillesse de faire de ce dernier un moment très profitable.
Aussi je remercie Monsieur CUSSAC, mon maître de stage pour sa présence. Je remercie également tous les membres de l'équipe de maintenance de la partie affinage, Monsieur Levêque qui m'a suivi tout le long de cette expérience professionnelle avec beaucoup de patience.
Je remercie l'ensemble des employés de l'équipe maintenance et en particulier les techniciens frigoristes, Monsieur ROHI et Monsieur SAUMADE pour les conseils qu’ils ont pu me prodiguer au cours de ces deux semaines.
Je remercie M BONNEFOUS pour ses explications détaillées vis-à-vis de la réparation des transpalettes et chariots élévateurs qui m'a ainsi introduit dans un domaine d'activité que je ne connaissais pas et qui m'a donc beaucoup apporté.
Grâce à ces personnes patientes et usant de pédagogie dans un cadre de travail, ce stage m'a beaucoup instruit et appris à mettre en œuvre les acquis théoriques de la première année de BTS en pratique.
Introduction
Je suis particulièrement motivé à l'idée de réaliser ce stage dans l'entreprise Roquefort Société. D'une part, je souhaite mettre en application les connaissances que j'ai acquises durant ma première année de BTS dans un cadre professionnel.
De plus, cette firme est mondialement connue pour les produits qu'elle produit que ce soit en France, en Europe ainsi que dans le monde. Roquefort Société et également un acteur de la vie économique régionale et donc rurale. C'est donc une expérience unique pour moi de constater le travail effectué dans cette firme. Cette entreprise a une production industrielle riche ce qui nécessite donc des équipements modernes qui touche directement à la formation que j'effectue.
C'est également pour moi un cadre nouveau où il va falloir que je m'adapte rapidement afin d'exécuter les tâches qui me sont confiées. La polyvalence étant une qualité requise d'un technicien supérieur.
I / Présentation de l'entreprise
1. Historique de l'entreprise
Cela fait exactement 170 ans que le groupe Roquefort Société a été crée.
− L'histoire de l'entreprise commence en effet en 1842 lorsque les 15 plus importants maître affineurs et industriel du Roquefort fondent une société commune, la Société Civile des Caves Réunies.
− - En 1863, la marque Société naît avec son sempiternel logo ovale.
− En 1925 le label A.O.C ( Appellation d'Origine Contrôlée ) est crée et le premier fromage à en bénéficier est le Roquefort.
− En 1930, le Roquefort reçoit le label « Garantie d'origine et de qualité ».
− En 1957 et 1959, l'entreprise Roquefort Société lance une vaste campagne de marketing, avec des publicités à la télévision en 57 et des emballages libre-service en 59.
− En 1961, l'entreprise lance sur le marché « Société Crème », un sous-produit de la marque.
− En 1992, le groupe Besnier ( aujourd'hui Lactalis ), rachète l'entreprise.
− En Août 2011, le Roquefort n'est plus surtaxé aux Etats-Unis. On se souvient en effet qu'en 1999 Les États-Unis avaient décidé jeudi de tripler les droits de douane qui pèsent sur les importations de roquefort dont seule la France a le secret. Une sanction prise en réponse au refus de Bruxelles de faire évoluer l'interdiction en vigueur depuis dix ans d'importer du bœuf aux hormones américain sur le Vieux Continent. Désormais la taxe a été levé. Pour quelle raison ? La décision prise par les eurodéputés d'avaliser les accords signés en 2009 et 2011 qui prévoient d'augmenter les importations de viande bovine de qualité en provenance des Etats-Unis en échange d'une levée partielle des sanctions américaines.
− En 2011, Société Crème fête ses 50 ans .Pour célébrer cet anniversaire, la marque a lancé son édition collector sixties! Trois pots à collecter, illustrant les trois tendances phares des années 1960: Hippies, Sixties et Liberty.
2. Localisation de l'entreprise
3

L'entreprise Roquefort Société se situe dans le Sud de la France en Aveyron au cœur du parc Naturel Régional des Grands Causses.
3. Organisation et structure
a. Fiche signalétique
Roquefort Société - Société des Caves – Groupe Lactalis
- Siège social : 2 av. François Galtier 12250 Roquefort-sur-Soulzon
- Effectif : 310 personnes- Capital : 4880048 euros- Président : M. Daniel Jaouen
-Répartition de la production à partir du lait de brebis en 2009 :
Carte de la région Roquefortaise
4

-Chiffre d'affaire en 2010 : 23,30 millions d’euros -Production de Roquefort : 1769 tonnes de Roquefort-Forme juridique : SAS-Site internet : www.roquefort-societe.com
b. Organigramme
Je vais maintenant présenter l'organigramme de l'entreprise. Roquefort appartient au groupe Lactalis. C'est la division Lactalis AOP ( qui regroupe les fromages AOP au lait de vache et de brebis ) qui gère l'entreprise Roquefort Société.
Organigramme de la division Lactalis AOP :
5

Organigramme de la division Roquefort AOP :
c. Plan
Et voici un plan précis des installations ( en 1,2,3, et 4 )Plan des installations
6

d. Liens de l'entreprise avec l'extérieur :
Reconnu appellation d’origine protégée par l’Union européenne le 12 juin 1996, le roquefort défend une organisation atypique et son lien au terroir. En effet le ramassage du lait de Brebis « Lacaune » est opéré par camions sur la zone d'exploitation directement du producteur à la zone industrielle. Cette zone d’appellation s’étend sur six départements (Aveyron, Lozère, Tarn, Hérault et Aude) avec 91 % des exploitations en zone de montagne. La mise à jour du décret de l’AOC Roquefort du 22 janvier 2001 a permis de préciser les conditions de production, tandis que le décret du 17 mai 2005 a défini l’aire géographique.
Cette zone de production du lait de brebis de Lacaune a été baptisée le « rayon du Roquefort ». Avec 2 086 exploitations laitières en 2009, la production de lait de brebis dans le rayon a atteint 159,6 millions d’hectolitres. Alors que la campagne du lait de brebis s’étale du 15 novembre au 31 juillet, le syndicat de défense et de promotion du Roquefort travaille sur la viabilité d’un système d’étalement de la production et de sa pérennisation. Le pic de production entre janvier et avril entraîne actuellement la saturation des outils de production des fromageries, les excédents n’étant alors pas valorisés en roquefort.
Afin d'écouler ces stocks de denrées périssables mais surtout pour répondre à la demande du consommateur, l'entreprise c'est spécialisés dans la création de différents produits tels : - Fêta
- Pécora- Le fromage en cubes- Le société crème- Roquefort, produit phare ( abeille, templier, Baragnaude )- La sauce Roquefort- Le « Lou Pérac » produit à Saint-Georges de Luzençon
Plan du ramassage du lait
7

II/ Rapport journalier et organisation du service maintenance affinage
1. Rapport journalierJe décrirais dans ce rapport les travaux effectués en déroulé chronologique, en précisant avec quel(s) technicien(s) ils ont été effectués.
1ère semaineLundi 4 Juin : ( travail effectué avec M SAUMADE )Matin : Intervention au frigo Tendigues avec M SAUMADE pour un changement des pressostat usagés.
Ces pressostats mesurent la pression du compresseur ( moteur qui utilise la compression et la dilatation d'un gaz pour créer du froid, ici le compresseur utilise de l'ammoniac pour « fabriquer » le froid ). Donc ils sont intégrés dans le circuit de refroidissement et pour les changer il a fallu purger le système, c'est-à-dire vider le gaz du système de refroidissement. Les pressostats sont très importants pour le bon fonctionnement de l'usine, car ils donnent des données de pression qui permettent au technicien de détecter une panne ( fuite si la pression est très basse ).
Après-midi : Intervention avec M SAUMADE au garage auto de l'entreprise Société. C'est ici que l'on dépanne les voitures de fonction des cadres et représentants commerciaux. Là il y avait un problème de climatisation sur la voiture de M ANGEL. On a tout d'abord purgé le gaz de la climatisation, puis on l'a remplacé par du gaz « neuf ». Pour autant la température ne chutait as dans l'habitacle. Le problème provenait d'un loquet qui s'était fermé derrière la grille de ventilation ce qui empêchait la circulation de l'air conditionné.
Photographie d'un pressostat
8

Mardi 5 Juin ( travail effectué avec M BONNEFOUS )
Matin : Intervention avec Mr BONNEFOUS sur un transpalette qui avait un problème de vitesse. Le tranpalette ne pouvait pas être en régime moteur haut, ce qui influait sur sa vitesse qui restait basse.
Le problème provenait de la boucle de régulation de vitesse dont il manquait un élément.
Comme on peut le voir, l'axe moteur est cranté, un capteur qui est fixé sur le boîtiermoteur peut donc avoir la fréquence d'un trou puis d'une crête pour avoir la vitesse du moteur.
Par le moyen d'une boucle de régulation on peut asservir le moteur :
Ici il y avait un problème de capteur. Le capteur étant hors service, n'émettait aucune donnée et donc le comparateur ne pouvait pas comparer la vitesse réelle à la consigne et le régulateur maintenait le moteur en sous-régime, ce qui explique la faible vitesse du chariot. Il a suffit de remplacer ce capteur pour résoudre ce problème. ( Voir annexe 1 pour plus de détails )
Photographie d'un transpalette
9

Après-midi : Intervention à cave rue pour une réparation d'une porte dessoudée d'un ascenseur. Il y avait un problème sur le rail sur lequel la porte coulisse et pour la fermeture de la porte. Le problème est que si la porte ne peut se fermer, un capteur est désactivé et on ne peut plus commander l’ascenseur. De plus ce problème était pressant car le fromage devant être stocké dans des délais bref dans cette cave. Donc la porte à été soudée par une soudure à l'arc et réparée.
Mercredi 6 Juin ( travail effectué avec M ROHI )Toute la journée : Intervention à cave rue pour la réparation d'un compresseur. Le tuyau d'admission était fissuré, le problème repéré par une faible pression. En fait quand le compresseur est en fonctionnement il cause des vibrations, et les tuyaux n'étant pas flexibles, les tuyaux subissent les vibrations et là un tuyau était fissuré. On l'a donc remplacé par un tuyau flexible.
Quand un frigoriste est amené à purger un compresseur puis à remettre la pression, au moyen de gaz ( type performax LT ), il doit remplacer le gaz perdu et souillé ( poussière et impuretés ) lors de la purge. Pour ce faire il doit consigner le volume de gaz exact injecté dans le compresseur. Le technicien se base sur la masse de la bouteille de gaz avant d'injecter le fluide et précise ensuite la masse après avoir mis sous pression le compresseur. Ensuite il en déduis le volume total de gaz injecté en se basant sur la masse volumique totale (kg/m^3). Ensuite il doit remplir le rapport de Gestion des fluides frigorigènes : Rapport d'intervention ( Annexe 2 Rapport vierge ). Ce rapport dûment remplis est donné au chef de l'équipe maintenance Monsieur LEVEQUE.
Compresseur Cave Rue
10

Jeudi 7 Juin : ( travail effectué avec Mr ROHI et Mr SAUMADE )
Matin et après-midiOn a inspecté avec Mr ROHI des chambres froides pour contrôler un éventuel problème. Pour ce faire on regarde les sondes de température fixés sur la porte des chambres froide et on vérifie que la valeur de température est exacte en contrôlant avec un thermomètre classique.
On a également inspecté avec M ROHI de l'adoucisseur d'eau qui est utilisé pour adoucir l'eau calcaire pompé afin de prévenir tout risque d'encrassement dans le réseau d'eau puis on a remplis les cuves avec les sels adoucisseur d'eau.
Puis après inspection à Cave Rue, on constate une hausse de température. On a contrôlé la présence de gaz en aval du compresseur avec un détecteur de gaz. Après avoir inspecté tout le circuit on trouve une fuite.
Schéma de fonctionnement d'un circuit de refroidissement :
Comme une fuite se trouvait en aval du compresseur, la pression chute et donc le fait de détendre le gaz ( qui doit normalement être sous pression au niveau du détendeur )contribuer à faire chuter la température ne fonctionne plus. Il faut donc colmater la fuite, purger le système et remplacer le fluide frigorifique. On a donc colmaté la fuite par soudure au gaz.
Détecteur de gaz RD 99
11

Vendredi 8 Juin :
Matin et Après-midi ( M ROHI )Un autre problème est constaté à la chambre froide du restaurant d'entreprise. Le diffuseur de froid est plein de givre. Ceci est dû a une pression de gaz trop faible. Dans un premier temps on a dégivré le panneau puis purgé le circuit et remit la pression avec le gaz. La température remonte à son seuil normal.
Pour contrôler l'évolution de la température, on affiche sur la porte de chaque chambres froide un relevé journalier de la température.
Lundi 11 Juin : ( travail effectué avec M LEVEQUE et M SAUMADE )
Matin On a changé le klaxon d'alarme au niveau de Tendigues ou le Roquefort opère sa maturation en chambre froide. Ce klaxon est essentiel en cas de problème. Il se situe au niveau de la salle des machines où les compresseurs utilisent de l'ammoniac pour
garder à température constante la salle de maturation. Or si en raison d'une fuite ou autre la concentration dans l'air de l'ammoniac devient trop importante, l'alarme doit se déclencher par le moyen du klaxon d'où son importance.
Relevé de la température
Klaxon
12

Après-midi :
Dans la chambre froide Tendigues, les pains de Roquefort poursuivent leur maturation en chambre froide. Pendant cette période, comme le Roquefort mûrit, il suinte. Une substance est produite par tout les pains durant une période précise. Cette substance épaisse qui a la consistance du miel se déverse par la suite dans les canalisations puis vers les égouts. Le problème avec cette substance c'est qu'elle a tendance a stagner dans les tuyaux d'évacuation et au final de boucher les canalisations. Pour solutionner ce problème, l'entreprise Roquefort Société sous-traite le nettoyage de l'installation à une entreprise indépendante d'assainissement de Millau, ESPINOSA André. Cette entreprise est venue sur les lieux avec un camion vidangeur. Après ouverture des bouches d'égouts, deux employés ont utilisés le furet ( sorte de Kärcher de grosse taille ) et en le glissant des les canaux, ont pu nettoyer ces derniers.
Mardi 12 Juin Matin ( travail effectué avec M BONNEFOUS )Un chariot élévateur ne fonctionnait pas. Mr BONNEFOUS l'avait examiné durant la journée précédente sans parvenir à localiser la panne. On a donc fait appel à l'entreprise Fenwick pour la réparation de celui-ci. Un technicien du service après-vente de Fenwick a utilisé un ordinateur pour déceler la panne.
Il a finalement trouvé une panne au niveau de la carte électronique du chariot. Il a fallu la remplacer.
Mardi 12 et Mercredi 13 Juin sont explicités dans ma tâche principale.
Jeudi 14 Mai ( Mr LAUR Mr GARRIC )
Matin
On a effectué avec Mr LAUR une inspection générale des températures des chambres froides. On a pas relevé de problèmes particuliers. Par contre on a rencontré un problème Cave Rigal ( Minidés ). L'automate présentait un message d'erreur incohérent avec la situation rencontrée. Dans cette chaine de production on est juste avant le plombage ( emballage ) mécanique. Les Roqueforts sont initialement en position « debout » et ils doivent rentrer dans la machine en position couchée. Pour éviter ce problème, un capteur est fixé sur la chaîne de production. Ce capteur émet un signal à
Carte électronique changée
Signal capteur=1
Automate chaîne plombage
Signal capteur=0
13

l'automate si le roquefort est en position debout. L'automate recevant l'information arrête la chaîne de production et l'interface émet le message « Pain debout ». Donc, Mr GARRIC a remplacé le capteur mais le message d'erreur restait sur l'automate. Le problème ne provenant pas du capteur, il devait venir de l'automate.
En vérifiant dans l'armoire automate, on a compris la cause du problème :Une goutte d'eau entre les entrées 16 et 17 ( en rouge sur la photo ). Comme il y avait cette goutte d'eau, les entrées étaient shuntées ( mises en court-circuit ) et donc l'automate lisait la valeur 1 pour le capteur et du coup affichait le message pain debout et arrêtait la chaîne de production. Avec une soufflette d'air comprimé Mr GARRIC a enlevé cette goutte ( sans doute due à la condensation ) et le problème a été résolu.
Après-midi : Mr Laur nous a montré les programmes qui pilotent les machines dans les différentes parties de Roquefort Société. Ces programmes très différents ( Grafcet, LADDER etc...) commandent les automates et donc le cycle de production des différentes chaînes opératives. Il nous a également montré les écrans des interfaces hommes-machines correspondant à chaque programme. Puis nous sommes allés à Tendigues pour mettre à jour le programme de l'automate qui gère toute la production de froid. Il fait ceci en contrôlant la température et en activant ou non les compresseurs afin de préserver une température constante ou bien la modifier selon les besoins.
Vendredi 15 Juin ( Mr ROHI )Matin et après-midi
On a aidé les cuisiniers et les employés du Restaurant d'entreprise à déménager des produits alimentaires d'une chambre froide - qui devait subir un dégivrage complet - à un camion frigorifique.
Les horaires
On commençait le travail à 8h00, pause à 10h00 puis reprise à 10h15 jusqu'à 12h00 et l'après-midi on commençait à 13h00, pause à 14h30 puis reprise à 14h45 et travail terminé à 16h00.
14
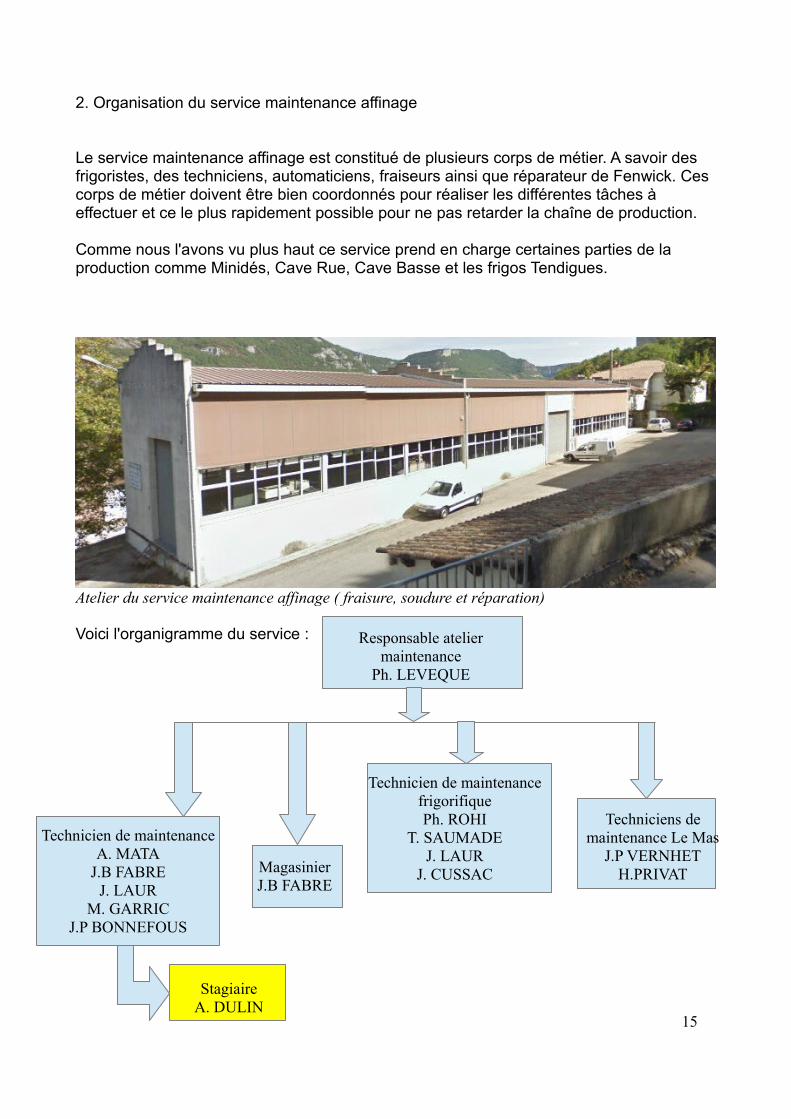
2. Organisation du service maintenance affinage
Le service maintenance affinage est constitué de plusieurs corps de métier. A savoir des frigoristes, des techniciens, automaticiens, fraiseurs ainsi que réparateur de Fenwick. Ces corps de métier doivent être bien coordonnés pour réaliser les différentes tâches à effectuer et ce le plus rapidement possible pour ne pas retarder la chaîne de production.
Comme nous l'avons vu plus haut ce service prend en charge certaines parties de la production comme Minidés, Cave Rue, Cave Basse et les frigos Tendigues.
Voici l'organigramme du service :
Atelier du service maintenance affinage ( fraisure, soudure et réparation)
Responsable atelier maintenance
Ph. LEVEQUE
Technicien de maintenanceA. MATA
J.B FABREJ. LAUR
M. GARRICJ.P BONNEFOUS
MagasinierJ.B FABRE
Technicien de maintenance frigorifiquePh. ROHI
T. SAUMADEJ. LAUR
J. CUSSAC
Techniciens de maintenance Le Mas
J.P VERNHETH.PRIVAT
StagiaireA. DULIN
15
J'ai réalisé ce stage au département maintenance de la partie affinage. Cette section de l'entreprise Roquefort traite le produit en différentes étapes jusqu'au produit final :
− Le piquage mécanique qui permet une aération du fromage pour l'installation du penicilium roqueforti ( le champignon à l'origine du goût du fromage )
− Le wagonnage qui consiste au transport des fromages de cave en cave
− Le placage, c'est-à-dire la disposition des pains de Roquefort sur les travées en bois
− Le plombage ou l'emballage du produit qui peut être manuel ou mécanique
− La maturation en chambre froide ( stockage dans un frigo )
Toutes ces étapes sont assurées par des machines et donc industrialisées. Le travail de l'équipe de maintenance à l'affinage consiste donc à ce que le cycle de production soit le plus continu possible en évitant les pannes pour que les pertes soient minimes. Pour ce faire il faut surveiller les signes avant-coureurs de panne ( température des frigos, pression des compresseurs, niveau d'huile des compresseurs par exemple ). Il faut également changer le matériel usé régulièrement pour éviter un problème. Lorsqu'une panne se déclare, il faut que les agents de maintenance se tiennent prêt à agir le plus vite possible.
16

III/ Tâche principale
Après-midi ( Travail effectué avec M SAUMADE M ROHI )
Le laboratoire de Roquefort Société utilise un système de chauffage particulier. C'est un circuit de chauffage d'eau en circuit fermé. Un problème de pression très basse est visualisé. Du coup, le problème provenait des motopompes qui ne pouvaient plus fournir un couple suffisant, la pression est donc plus petite et par voie de conséquence la pression n'est pas suffisante pour que tout le système puisse fonctionner. Pour solutionner le système, il fallait remplacer les motopompes. On a purgé le système d'eau en fermant les vannes d'admission puis en vidant ce qui restait. Voilà comment était disposé les deux pompes :
Puis on a enlevé les pompes du système en deux étapes :− En déboulonnant le système d'admission et de sortie de l'eau.− Puis avec un perforateur béton, détruire le socle.
Dans ce travail on avait des contraintes de timing, puisque si le système de chauffe ne fonctionne pas alors on doit suspendre la production. Donc il a fallu réaliser un travail propre et rapide.
Plaque signalétique motopompe
17

Mercredi 13 Juin ( Travail effectué avec M SAUMADE M ROHI )
Matin et Après-midi On a remplacé les deux motopompes du système. Puis pour vérifier quel est le couplage adapté, on a vérifié sur la plaque signalétique.Donc si on visualise sur la plaque sachant que le réseau est en 400 Valternatif par lecture ( entouré en vert ), on trouve que le couplage doit être en triangle.
Donc on a câblé selon ce schéma :
On a tout d'abord voulu replacer les nouveaux moteurs. Le problème étant qu'après l'élimination du socle en béton, le moteur n'était pas assez haut pour être correctement raccordé aux tuyaux d'admission et de sortie. Messieurs ROHI et SAUMADE ont décidé de créer ces nouveaux socles en bois cette fois-ci pour mettre les moteurs à hauteur. On a pu alors placer puis reboulonner les deux moteurs.
Après avoir mis hors tension puis consignation par M ROHI de l'armoire ( habileté BC ), on peut câbler le moteur. On prend donc les phases de l'alimentation et on les raccorde de la même manière que sur le schéma. On prend bien soin de ne pas faire tomber les boulons. Ici il n'y avait pas de danger car la plaque à bornes et le rotor du moteur sont isolés par de la mousse polyéthylène. Après avoir câblé les moteurs on referme soigneusement la plaque à bornes.
Un problème et survenu quand on replacé les capots de protection anti-intempéries. Ces derniers avaient été dimensionnés pour des moteurs plus petit. Il a fallu donc couper à la disqueuse le haut des capots.
Ce travail de découpe terminé on a replacé les capots de protection anti-intempéries ( pluie ). Puis après avoir ouvert les vannes on a relancé le système.
Schéma de câblage moto-pompe triphasé en triangle
Système à la fin de l'intervention
18


Conclusion
Au cours de ce stage ouvrier dans cette entreprise à renommée mondiale j'ai pu appréhender les qualités que l'on demande d'un technicien supérieur. Bien que n'ayant passé que deux semaines au sein des infrastructures de Roquefort Société, j'ai pu « toucher à tout ».
Par exemple j'ai beaucoup pu travailler avec des techniciens frigoristes bien que n'ayant pas de formation particulière dans ce corps de métier.
J'ai pu également faire équipe avec un réparateur de matériel de transport ( chariot-élévateur ).
Mr LAUR m'a fait appréhender les programmes nécessaires pour un cycle de production industriel comme par ailleurs j'avais avait pu le constater durant ma première année de BTS.
Le travail manuel dans certains cas peut être important dans les compétences requises d'un technicien de maintenance, comme par exemple la soudure à l'arc, la soudure au gaz et le maniement de la disqueuse.
On voit dans ce rapport que j'ai pu utiliser les notions théoriques vu en première année comme le couplage d'un moteur, la technologie des automates, le câblage dans un armoire, ainsi que la réalisation d'un programme commandant un cycle de production.
Ce stage m'a permis de me faire une idée plus précise du monde de l'entreprise ce qui me permet d'accroitre mon expérience dans ce domaine.
Donc ce stage m'a vraiment été très profitable tant au niveau d'appréhender une entreprise, donc un cadre de travail totalement nouveau ce qui implique savoir s'adapter vite, coopérer avec tout les techniciens, être organisé dans le planning de la journée et mettre à profit les connaissances théoriques accumulées pendant l'année écoulée. De plus, j'ai trouvé ce stage très intéressant, j'ai pris plaisir à m'y investir à fond. Donc certainement que je ferais mon stage de technicien dans l'entreprise Roquefort Société.

Annexe
18






























