Embed Size (px)
Citation preview

Surface and Coatings Technology 100-101 (1998) 41 I-414
Pulsed laser deposition of ceramic thin films using different laser sources
A. Husmann *, J. Gottmann, T. Klotzbiicher, E.W. Kreutz Lehrstuhlfiir Lasertechnik deer Rheinisch- Westfdlischen Technischen Hochschule Aachen, Steinbachstraj’e 15, 52074 Aachen, Germany
Abstract
Sintered targets of Al,O, are removed by CO,- and excimer laser radiation and deposited as thin films onto steel and silicon substrates. Micro Raman spectroscopy and atomic force microscopy are used to characterize the morphological and structural properties of the films. Mechanical properties are investigated by nanoindentation measurements and a laser-acoustic method, optical properties are studied by ellipsometry. AlzO, films deposited using CO,-laser radiation show an inhomogeneous surface structure with droplets embedded in a matrix, whereas the films deposited using excimer laser radiation are smooth, which is explained by different material removal mechanisms. The microhardness (i.e. ratio of indentation load to residual area of the indent) of the amorphous matrix structure is - 8 GPa, the crystalline droplets are softer at - 2 GPa. Varying the processing gas pressures in the range of 0.01-0.6 mbar yields a change in the index of refraction of the films, which is close to the bulk value for gas pressures ~0.1 mbar. The decrease of the index of refraction is caused by a lowered film density, correlating with a lowered mean energy of the particles impinging on the substrate, which is calculated. The results show the possibility of scaling-up the pulsed laser deposition process for industrial applications by use of CO,-laser radiation. 0 1998 Elsevier Science S.A.
Ke~vwords: Pulsed laser deposition; Thin film; CO,-laser; Excimer laser
1. Introduction
Pulsed laser deposition (PLD) has proved to be a suitable technique for the deposition of multicomponent (PZT, YBCO, etc.) as well as for single component (ZrO,, Al,O,, etc.) ceramic thin films [ 11. An important step towards a commercial application of this technique not only in the field of research was the introduction of PLD for the deposition of high-temperature supercon- ducting thin films [2]. Here the advantages, for example, stoichiometric and crystalline film deposition of this single step, easy to handle process, were decisive ele- ments for its success. A similar breakthrough of PLD for other applications, for example, deposition of tribo- logical or electroceramic films, has not yet taken place. One reason for this is the lack of work concentrating on scaling up the PLD process for large area deposition with high deposition rates [3]. This is necessary as PLD has to prove its efficiency in comparison to other estab- lished film deposition techniques, as sputtering, e-beam evaporation, sol-gel-film deposition, etc. A limiting factor for the process efficiency of PLD can be seen in
* Corresponding author. Tel: (49) 241/89 06-470; Fax: (49) 241/89 06-121: e-mail: [email protected]
0257~8972/98/$19.00 0 1998 Elsevier Science B.V. All rights reserved. PII SO257-8972(97)00660-9
the choice of the laser sources in the past, which were mainly excimer lasers or TEA-CO,-lasers. Their rela- tively low average output power and repetition rate has hindered fast deposition of large area thin films. In the work reported here the idea is to overcome this limiting factor by using a common industrial Q-switch COz-laser. The results of the film deposition experiments are discussed in contrast to work that has been done using an excimer laser.
2. Experimental procedures
2.1. Laser sources
The KrF excimer laser has a wavelength of 248 nm, repetition rate of l-400 Hz, average power of 100 W, pulse energy of up to 400 mJ, and a pulse length of 20 ns [full-width half maximum (FWHM )]. The CO,-laser is an industrial high power laser (Rofin Sinar, Hamburg RS 5000) with a wavelength of 10.6 pm. It is equipped with a Q-switch assembly, yielding a repetition rate of 1-15 kHz, average power of 300 W, pulse energy of up to 35 mJ, and a pulse length of 3 ps (FWHM). Q-switching is done using a mechanical chopper unit,

based on a rotating chopper disk with slits. It is placed halfway between the resonator optics in the knee of the single-folded resonator.
2.2. Optics und deposition system
With both laser sources a beam-guidance and -forming system is used. The excimer laser radiation illuminates a rectangular mask, which is imaged onto the target surface by a telescopic lens system [4]. The size of the mask image on the target surface is 1.5 mm x 2.0 mm. The CO,-laser radiation is focused by a copper mirror, yielding a nearly circular laser beam cross-section on the target surface, which is 500 urn in diameter.
Film deposition is carried out in a vacuum deposition chamber at room temperature and at a gas pressure of 0.01-0.6 mbar oxygen. The angle of incidence of the laser radiation on the target is 45” in both cases. With the excimer laser the target-substrate distance is 30 mm, the substrate surface positioned parallel to the target surface. With the CO,-laser the experiments are carried out positioning the substrate surface under an angle of 45” to the target surface [5]. The mean target-substrate distance is 30 mm, measured normal to the centre of the laser beam cross-section on the target surface.
2.3. Substrute preparation
The films are deposited on steel (S 6-5-2) and silicon ( 100). Steel substrates (diameter 30 mm, thickness 6 mm) are polished with alumina powder and cleaned with aqua dest. and acetone yielding a roughness ~0.1 urn. Silicon wafers are divided into rectangular pieces ( 10 mm x 15 mm) and cleaned with acetone, aqua dest and propanole under clean room conditions.
2.4. Anul.vticuI equipment
Structural properties of the films are determined by Raman measurements using a micro Raman spectrome- ter with a probe laser wavelength of 488 nm and a lateral resolution of 1 urn. Mechanical properties are investigated by nanoindentation tests and by a laser acoustic method. The nanoindentation tests are carried out using a nanoindenter in combination with an atomic force microscope (AFM ). Indenting the film surface with a three sided pyramidal diamond tip (90”-edges), the load-displacement curve is monitored. The AFM allows to image the surface before and after indentation, giving information about the morphological film proper- ties. Young’s modulus of the films is determined using a laser to stimulate acoustic surface waves and measuring the dispersion by a piezoelectric sensor [6]. Investigation of the optical film properties is done by ellipsometry. A single wavelength (633 nm), multi-angle ellipsometer is
Fig. I. Micrographs of Al,O, film surfaces deposited using (a) COz- and (b) excimer laser radiation.
used for determination of film thickness, index of refrac- tion and absorption coefficient.
3. Results and discussion
3.1. Structural and inorplzologicul~lm properties
Films deposited using CO,-laser radiation are charac- terized by an inhomogeneous surface with droplets [7] embedded in a smooth matrix structure, the films depos- ited using excimer laser radiation have a smooth, homo- geneous surface (Fig. 1). Raman spectra (Fig. 2) of the films deposited on steel and silicon show a crystalline structure (E-Al,O,) for the droplets. The matrix material shows no crystalline structure detectable by Raman spectroscopy, it is amorphous. The inhomogeneous structure of the films deposited using CO,-laser radiation in contrast to those deposited using excimer laser radia- tion can be understood taking into account the proper- ties of the different laser sources used, for example, different photon energies and laser pulse lengths. They yield a material removal process dominated by a non- thermal process (ablation) [S] for the excimer laser, whereas using the CO,-laser non-thermal and thermal
375 [cm-‘] (a-Al,O,) I 960 [cm ‘1 (Si)
/ droplet
droplet
matrix
I ‘I’ 1’1’1’ I ’ I ‘I’ 100 200 300 400 500 600 700 600 900 1000 1100
ret wavenumber [cm-‘]
Fig. 2. Micro Raman spectra of AlzO, films on steel (lower curves) and silicon (upper curves), deposited using COL-laser radiation.
A. Husmunn et al. J Surjke and Coatings Trclmology 100-101 (1998) 411-414 413
material removal can be observed, resulting in the deposition of droplets on the substrate surface, which solidify forming the g-Al,O, crystalline phase, as deter- mined by micro Raman spectroscopy. The ablated mate- rial expands as plasma-vapour phase, consisting of atomic or ionic species [9] and is deposited in an amorphous structure, as there are no diffusion processes of the arriving particles on the substrate surface. Higher deposition temperatures or higher energies of the par- ticles impinging on the substrate surface might enhance the formation of a crystalline structure [lo].
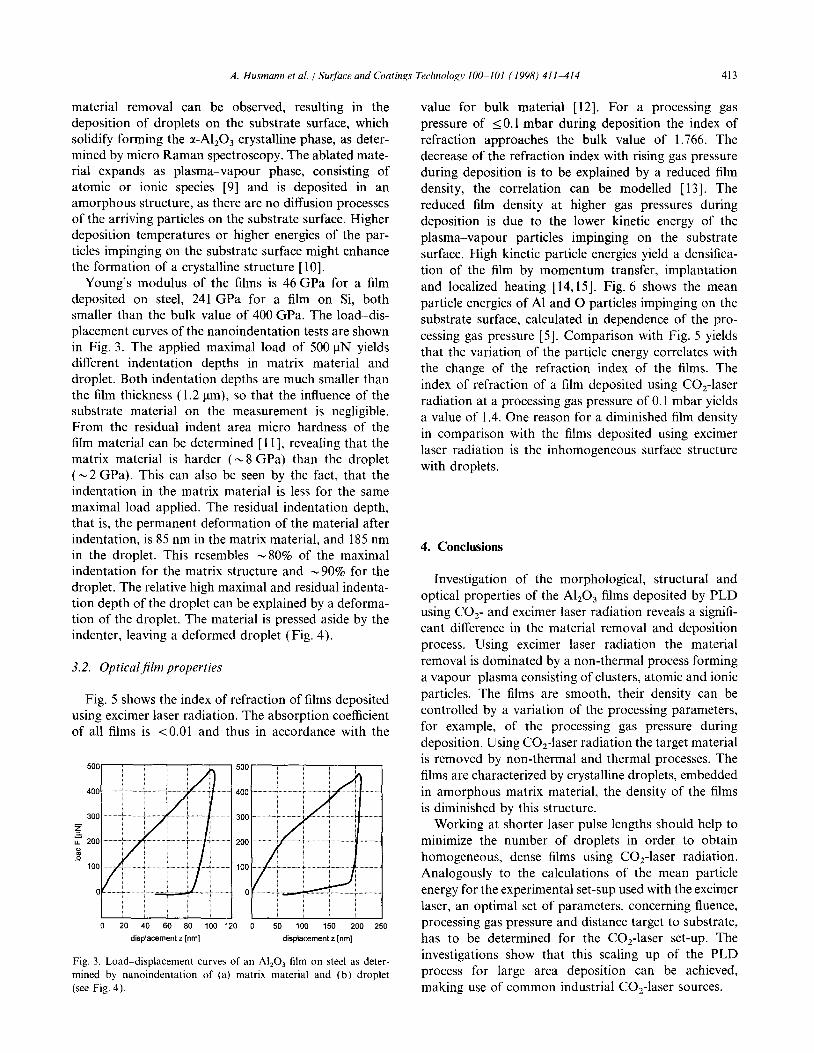
Young’s modulus of the films is 46 GPa for a film deposited on steel, 241 GPa for a film on Si, both smaller than the bulk value of 400 GPa. The load--dis- placement curves of the nanoindentation tests are shown in Fig. 3. The applied maximal load of 500 uN yields different indentation depths in matrix material and droplet. Both indentation depths are much smaller than the film thickness ( 1.2 urn), so that the influence of the substrate material on the measurement is negligible. From the residual indent area micro hardness of the film material can be determined [ 111, revealing that the matrix material is harder (- 8 GPa) than the droplet ( -2 GPa). This can also be seen by the fact, that the indentation in the matrix material is less for the same maximal load applied. The residual indentation depth, that is, the permanent deformation of the material after indentation, is 85 nm in the matrix material, and 185 nm in the droplet. This resembles -80% of the maximal indentation for the matrix structure and -90% for the droplet. The relative high maximal and residual indenta- tion depth of the droplet can be explained by a deforma- tion of the droplet. The material is pressed aside by the indenter, leaving a deformed droplet (Fig. 4).
3.2. OpticulJilm properties
Fig. 5 shows the index of refraction of films deposited using excimer laser radiation. The absorption coefficient of all films is co.01 and thus in accordance with the
i i :
0 20 40 60 60 100 120 0 50 100 150 200 250
displacement z [nm] displacement z [nm]
Fig. 3. Load-displacement curves of an Al,O, film on steel as deter- mined by nanoindentation of (a) matrix material and (b) droplet (see Fig. 4).
value for bulk material [ 121. For a processing gas pressure of I 0.1 mbar during deposition the index of refraction approaches the bulk value of 1.766. The decrease of the refraction index with rising gas pressure during deposition is to be explained by a reduced film density, the correlation can be modelled [ 131. The reduced film density at higher gas pressures during deposition is due to the lower kinetic energy of the plasma-vapour particles impinging on the substrate surface. High kinetic particle energies yield a densifica- tion of the film by momentum transfer, implantation and localized heating [ 14,151. Fig. 6 shows the mean particle energies of Al and 0 particles impinging on the substrate surface, calculated in dependence of the pro- cessing gas pressure [ 51. Comparison with Fig. 5 yields that the variation of the particle energy correlates with the change of the refraction index of the films. The index of refraction of a film deposited using CO,-laser radiation at a processing gas pressure of 0.1 mbar yields a value of 1.4. One reason for a diminished film density in comparison with the films deposited using excimer laser radiation is the inhomogeneous surface structure with droplets.
4. Conclusions
Investigation of the morphological, structural and optical properties of the Al,O, films deposited by PLD using CO,- and excimer laser radiation reveals a signifi- cant difference in the material removal and deposition process. Using excimer laser radiation the material removal is dominated by a non-thermal process forming a vapour-plasma consisting of clusters, atomic and ionic particles. The films are smooth, their density can be controlled by a variation of the processing parameters, for example, of the processing gas pressure during deposition. Using COJaser radiation the target material is removed by non-thermal and thermal processes. The films are characterized by crystalline droplets, embedded in amorphous matrix material, the density of the films is diminished by this structure.
Working at shorter laser pulse lengths should help to minimize the number of droplets in order to obtain homogeneous, dense films using CO,-laser radiation. Analogously to the calculations of the mean particle energy for the experimental set-sup used with the excimer laser, an optimal set of parameters, concerning fluence, processing gas pressure and distance target to substrate, has to be determined for the CO,-laser set-up. The investigations show that this scaling up of the PLD process for large area deposition can be achieved, making use of common industrial CO,-laser sources.

414 A. Husrnann et al. / Swftice and Coatings Technology 100-101 ( 1998) 411-414
Fig. 4. SEM micrograph of the film surface with droplet (a) before and (b) after nanoindentation with the diamond microprobe
: 1.6 B f P 15
B z 1.4
E
1.3
, , I, I,, ,
O,l 02 0,3 0,4 03 016 0,7
processing gas pressure PO> [mbar]
Fig. 5. Index of refraction of A120, films deposited on silicon using excimer laser radiation as determined by ellipsometry. nbulk is the value for bulk material [ 121.
processing gas pressure PO, [mbar]
Fig. 6. Calculated mean particle energy [5] of aluminium and oxygen atomic particles impinging on the substrate surface depending on the processing gas pressure.
Acknowledgement
The authors are grateful to F.-J. Schriiteler (ISI, Forschungszentrum Jiilich GmbH ) for his help in sample
preparation. They also wish to thank Mrs B. Richartz (FRT GmbH, Bergisch Gladbach) for the nanoindenta- tion tests and Mr D. Schneider (IWS, Dresden) for the laser-acoustic measurements. Part of the work is finan- cially supported by the BMBF (Bundesministerium fiir Bildung und Forschung, Reference No. 13 N 6647/3).
References
[l] E.W. Kreutz. M. Alunovic. A. Voss. W. Pfleging. H. Sung, D.A. Wesner. Surf. Coat. Technol. 68169 ( 1994) 238.
[?I T.V. Vekantesan. in: J.C. Miller (Ed.). Laser Ablation. Springer. Berlin. 1994.
[3] M. Mertin. Modellierung des PLD-Prozesses zur Abscheidung elektrokeramischer Diinnschichten, Shaker, Aachen 1996.
[4] M. Mertin. D. OtTenberg. C.W. An, D.A. Wesner. E.W. Kreutz, Appl. Surf. Sci. 969798 ( 1996) 842.
[5] J. Gottmann, A. Husmann, D.A. Wesner, E.W. Kreutz. Surf. Coat. Technol. 100/101 (1998)
[6] D. Schneider, H. Ollendorf. T. Schwarz, Appl. Phys. A 61 (1995) 277.
[7] H. Sung, Laserstrdhlungsunterstiitzte PVD Keramik-Schichten: Charaklerisierung und Anwendungspotential, Wdrhch, Mecken- heim ( 1993 ).
[S] M. Aden, M. Alunovic. A. Voss, H. Sung, E.W. Kreutz, J. Brcka. High Temp. Chem. Processes 2 ( 1993) 471,
[9] A. Husmann. M. Mertin. T. Klotzbiicher, E.W. Kreutz. Appl. Surf. Sci. 109-l IO ( 1997) 193.
[IO] J. Gonzalo, C.N. Afonso. J.M. Ballesteros. Appl. Surf. Sci. 109%1 IO ( 1997) 606.
[I I] B. Bushan (Ed.). in: MicrolNanotribology and its Applications, Kluwer, Dordrecht. 1997.
[ 121 E.D. Palik, Handbook of Optical Constants of Solids, Academic Press, New York, 1985.
[ 131 P.J. Martin. R.P. Nettertield. W.G. Sainty. J. Appl. Phys. 55 (1984) 235.
[I41 K.H. Miiller. R.P. Netterfield. P.J. Martin. Phys. Rev, B 35 (1986) 2934.
[ 151 K.-H. Mtiller, J. Appl. Phys. 59 ( 1986) 2803.


![Pulsed Laser Deposition of YSZ and Al2O3 Thin Films: Part 1 ......thin films [16-26]. Pulsed laser deposition has also been used for the development of nano-structured thin films [27,](https://img.dokumen.tips/doc/110x75/60f688b3c8026a3be761a2f6/pulsed-laser-deposition-of-ysz-and-al2o3-thin-films-part-1-thin-films-16-26.jpg)









![PbTe thin films grown by femtosecond pulsed laser deposition. · electrodeposition [5], molecular beam epitaxy [6] and pulsed laser deposition [7,8,9 ] More recently, PbTe grown in](https://img.dokumen.tips/doc/110x75/5c0d44a109d3f247038d61bf/pbte-thin-films-grown-by-femtosecond-pulsed-laser-electrodeposition-5-molecular.jpg)
















