Embed Size (px)
Citation preview

Janusz Dobrzañski, Adam Zieliñski, Hanna Paszkowska
Sposób oceny trwa³oœci resztkowej
na przyk³adzie materia³u rodzimego
i z³¹cza spawanego po d³ugotrwa³ej
eksploatacji w warunkach pe³zania
znacznie poza czas obliczeniowy
eksploatacji
Przedstawiono sposób wyznaczania trwa³oœci resztko-wej i resztkowej trwa³oœci rozporz¹dzalnej na podstawieskróconych prób pe³zania dla ró¿nych poziomów tempe-ratury wy¿szej od eksploatacyjnej i przy poziomie naprê-¿enia odpowiadaj¹cego eksploatacyjnemu. Zapropono-wano sposób wyznaczania udzia³u trwa³oœci roz-porz¹dzalnej w trwa³oœci, wyznaczanie czasu bezpiecznejeksploatacji poza obliczeniowy oraz sposób wyznaczaniaminimalnej wymaganej gruboœci œcianki elementu dlaparametrów dalszej eksploatacji na podstawie charakte-rystyk trwa³oœci resztkowej. Zaproponowane proceduryomówiono na przyk³adzie materia³u elementu ruroci¹gupary œwie¿ej ze stali 13HMF po ok. 200 000 godzin eksplo-atacji.
Method for assessment of residual life illustrated
with example of parent material and welded joint
after long-term service at creep conditions
beyond design work time
The method for determination of residual life and di-sposable residual life based on abridged creep tests fordifferent temperature levels exceeding the operating tem-perature and at stress level corresponding to the releasestress is presented. The method for determination of theshare of disposable life in total life, determination of safework time beyond the design work time and method fordetermination of the required minimum wall thickness ofcomponent for further operation parameters based on theresidual life characteristics were proposed. The proposedprocedures were discussed based on the example of 13HMFsteel material of the primary steam pipeline componentafter approx. 200,000 hour service.
Wstêp
Zdecydowana wiêkszoœæ bloków energetycznych w Pol-sce przekroczy³a obliczeniowy czas eksploatacji wy-nosz¹cy 100 tys. godzin. Znaczna czêœæ tych bloków rów-nie¿ przekroczy³a czas eksploatacji 200 tys. godzin.Przed³u¿enie czasu eksploatacji poza obliczeniowy 100tys. godzin zosta³o dokonane w oparciu o metodê oblicze-niow¹ opart¹ o dane wytrzyma³oœciowe na pe³zanie dla200 tys. godzin oraz o pozytywne wyniki kompleksowychbadañ diagnostycznych ze szczególnym uwzglêdnieniembadañ elementów krytycznych czêœci ciœnieniowej kot³ówi turbin. Wœród tych elementów szczególne znaczenie maj¹te, które pracuj¹ powy¿ej temperatury granicznej tzn.w warunkach pe³zania. W ocenie tych elementów niezbêd-na jest ocena stanu materia³u. Wykonuje siê j¹ na podsta-wie nieniszcz¹cych badañ materia³owych, których wynikodnosi siê do posiadanych charakterystyk materia³ów poeksploatacji. Wyniki tych badañ daj¹ dobre oszacowaniestanu materia³u, stopnia jego wyczerpania oraz okreœlenie
czasu dalszej bezpiecznej eksploatacji do nastêpnegoprzegl¹du [1÷12]. Osi¹gniêcie 200 tys. godzin eksploatacjimateria³u elementów wymaga jednak w szeregu przypad-kach nie tylko dobrego oszacowania trwa³oœci resztkowejale i jej wyznaczenia na podstawie badañ niszcz¹cych napobranym reprezentatywnym wycinku. Nie zawsze jest tojednak mo¿liwe do przeprowadzenia w praktyce. Jest tomo¿liwe dla oceny stanu materia³u nitki g³ównego ruro-ci¹gu parowego lub ruroci¹gu przerzutowego jak równie¿dla niektórych komór i sch³adzaczy. Musi byæ to jednak po-przedzone rachunkiem ekonomicznym op³acalnoœci prze-prowadzenia takiej procedury.
Materia³, zakres i metodyka badañ
Na podstawie badañ i pomiarów diagnostycznych,szczególnie nieniszcz¹cych badañ materia³owych metod¹replik matrycowych, uzyskanych bezpoœrednio na obiek-tach, wytypowano spoœród badanych ruroci¹gów ze stali13HMF ruroci¹g pary œwie¿ej o najwiêkszym przypusz-czalnym stopniu wyczerpania, charakteryzuj¹cy siê struk-tur¹ ferrytu ze znacznie skoagulowanym bainitem lub fer-rytem z wydzieleniami wêglików. Z wytypowanej nitki ru-roci¹gu pobrano kolano oraz wycinek odcinka prostegowraz z obwodowym z³¹czem spawanym po 200 000 godzi-nach eksploatacji. Bie¿¹ca praca jest kontynuacj¹ badañwykonanych w latach poprzednich [12], których wynikipos³u¿y³y do przedstawienia sposobu oceny trwa³oœciresztkowej materia³u elementu znacznie powy¿ej oblicze-niowego czasu pracy.
Wyniki badañ i dyskusja
Sposób postêpowania w wyznaczeniu czasu bezpiecznejeksploatacji
Najwa¿niejszym krokiem w proponowanym sposobiewyznaczania czasu dalszej eksploatacji jest wyznaczenietrwa³oœci resztkowej. Jest ono oparte o wyniki prób pe³za-nia. Próby te s¹ dotychczas jedynym znanym sposobemwyznaczenia czasu eksploatacji dla rzeczywistych para-metrów pracy materia³ów bêd¹cych w eksploatacji. W pró-bach pe³zania decyduj¹cym o czasie ich trwania jest czasdo zerwania. W przypadku opracowywania charaktery-styk materia³owych nie ma mo¿liwoœci jego skrócenia.Jednak w ocenie konkretnego materia³u, zarówno w staniewyjœciowym jak i po eksploatacji taka mo¿liwoœæ istnieje.Zastosowane w tym celu metody badawcze musz¹ byæ jed-nak zweryfikowane wynikami d³ugotrwa³ych prób pe³za-nia [8].
Zaproponowany sposób postêpowania obejmuje 6 kolej-nych kroków. Pierwszym krokiem jest wybór reprezenta-tywnych miejsc do badañ niszcz¹cych. Na materiale z po-branego wycinka do badañ w wyznaczonym miejscu nale-¿y wykonaæ skrócone próby pe³zania przy sta³ym poziomienaprê¿enia o min. 3 ró¿nych wartoœciach; krok drugi. Napodstawie zale¿noœci uzyskanych z wyników skróconychprób pe³zania wyznacza siê krzywe czasowej wytrzy-ma³oœci na pe³zanie w sta³ej temperaturze dla kilku pozio-mów temperatury; krok trzeci. Tak wyznaczone krzywewytrzyma³oœci na pe³zanie pozwalaj¹ wyznaczyæ parame-tryczn¹ krzyw¹ wytrzyma³oœci na pe³zanie, gdzie para-
34 Projekty badawcze sfinansowane z dotacji... Prace IM¯ 3 (2009)
Projekty badawcze sfinansowane z dotacji na dzia³alnoœæ statutow¹Research projects financed by the State Budget Funds assigned for statutory activity

metr jest funkcj¹ temperatury i czasu do zerwania; krokczwarty. Otrzymana krzywa parametryczna wytrzy-ma³oœci na pe³zanie pozwala wyznaczyæ resztkow¹ wy-
trzyma³oœæ na pe³zanie dla parametrów roboczych dalszejeksploatacji (temperatury i naprê¿enia); krok pi¹ty.Znaj¹c resztkow¹ wytrzyma³oœæ na pe³zanie dla parame-trów dalszej eksploatacji mo¿na wyznaczyæ resztkow¹trwa³oœæ rozporz¹dzaln¹. Jest ona bezpiecznym czasemdalszej eksploatacji dla przyjêtych parametrów robo-czych; krok szósty.
Zaproponowanym sposobem postêpowania z uwzglêd-nieniem kolejnych kroków pos³u¿ono siê na przyk³adziemateria³u po d³ugotrwa³ej eksploatacji w warunkachpe³zania znacznie poza czas obliczeniowy (rys. 1)
Wykonane badania materia³owe ujête na schemacie po-stêpowania (rys. 1) pozwoli³y na wyznaczenie czasu dal-szej bezpiecznej eksploatacji badanego materia³u (tabli-ca 1).
Sposób wyznaczenia minimalnej gruboœci œciankielementu niezbêdnej do przeniesienia rzeczywistychobci¹¿eñ eksploatacyjnych materia³u po eksploatacjio znanej charakterystyce wytrzyma³oœci na pe³zanie
Najwa¿niejszym elementem niezbêdnym do wyznacze-nia minimalnej wymaganej gruboœci œcianki elementu goe,która bêdzie zdolna przenieœæ wymagane obci¹¿enie eks-ploatacyjne (óe, Te) jest posiadanie charakterystyki reszt-kowej wytrzyma³oœci na pe³zanie materia³u badanego ele-mentu po eksploatacji w postaci zale¿noœci logó = f(tre) dlatemperatury eksploatacji Te. Jest to pierwszym krokiem wprzyjêtym sposobie postêpowania. Drugim krokiem jestwyznaczenie z zale¿noœci logó = f(tre) przy Te=const reszt-kowej wytrzyma³oœci na pe³zanie RZe/Te/te dla przyjêtejtemperatury dalszej eksploatacji Te oraz za³o¿onego cza-su dalszej pracy te. Otrzymana z charakterystyki wartoœæRZe/Te/te umo¿liwia wyznaczenie dopuszczalnego naprê¿e-nia k dla tak przyjêtych parametrów dalszej eksploatacji,co jest krokiem trzecim. Aby przyst¹piæ do obliczenia mini-malnej wymaganej gruboœci œcianki goe dla przyjêtych pa-rametrów dalszej eksploatacji nale¿y zdefiniowaæ nomi-naln¹ œrednicê zewnêtrzn¹ elementu DZ, wartoœæ ciœnie-nia roboczego pr oraz wspó³czynnik os³abienia konstruk-cji Z, co jest krokiem czwartym. Pi¹tym krokiem jest wy-znaczenie minimalnej wymaganej gruboœci œcianki ele-mentu goe dla przyjêtych parametrów dalszej eksploatacji.Ostatnim, szóstym krokiem jest porównanie uzyskanej ob-liczeniowej wartoœci minimalnej wymaganej gruboœciœcianki goe z minimaln¹ zmierzon¹ gruboœci¹ rzeczywist¹grzmin. Gdy dla przyjêtego czasu dalszej eksploatacji te:– goe< grzmin to element mo¿na dopuœciæ na przyjêty czas
dalszej eksploatacji,
Prace IM¯ 3 (2009) Projekty badawcze sfinansowane z dotacji... 35
Rys. 1. Sposób postêpowania w wyznaczaniu czasu dalszejbezpiecznej eksploatacji poza obliczeniowy na podstawiecharakterystyk wytrzyma³oœci na pe³zanie w oparciu o skró-
cone próby pe³zania przy sta³ym poziomie naprê¿eniaFig. 1. Procedure for determination of further safe worktime beyond design work time according to creep strengthcharacteristics based on abridged creep tests at constant
stress level
Tablica 1. Bezpieczny czas eksploatacji materia³u badanego kolana i obwodowego z³¹cza spawanego ruroci¹gu pary œwie¿ej zestali 13 HMF po ok. 200 000 godzin pracy w warunkach pe³zania dla roboczych parametrów dalszej eksploatacji
Table 1. Safe work time of the material of tested 13HMF steel primary steam pipeline elbow and circumferential welded jointafter approx. 200,000 h service at creep conditions for working parameters of further operation
ElementTemperatura robocza
Tr,0C
Naprê¿enie robocze ór, MPa
55 60 70
Bezpieczny czas dalszej eksploatacji tbe, h
Kolano540 127 000 104 000 56 000
550 62 000 51 000 28 000
Obwodowez³¹cze spawane
Temperatura roboczaTr,
0C
Naprê¿enie robocze ór, MPa
50 80
Bezpieczny czas dalszej eksploatacji tbe, h
530 143 000 48 400
540 77 00 26 00

– goe � grzmin to elementu nie mo¿na dopuœciæ do dalszejpracy przy wymaganych parametrach dalszej eksplo-
atacji na przyjêty czas te. Mo¿na przyj¹æ krótszy czaseksploatacji i powtórzyæ proponowan¹ procedurê. Mo¿eokazaæ siê, ¿e dla krótszego czasu dalszej eksploatacjite, dla przyjêtych parametrów dalszej eksploatacji waru-nek goe<grz min bêdzie spe³niony, co umo¿liwi dopusz-czenie do eksploatacji badanego elementu na ten czas te.Zaproponowany sposób w postaci algorytmu z uwzglêd-
nieniem kolejnych kroków zaprezentowano na rys. 2, a jegozastosowanie pokazano na przyk³adzie materia³u kolanai obwodowego z³¹cza spawanego ruroci¹gu pary œwie¿ej zestali 13 HMF po 200 000 godzin eksploatacji (tablica 2).
Wnioski
� Opracowany sposób postêpowania umo¿liwia wyzna-czenie czasu dalszej bezpiecznej pracy poza czas obli-czeniowy na podstawie wyników skróconych prób pe³-zania, przeprowadzanych w temperaturze wy¿szej odeksploatacyjnej.
� Skrócone próby pe³zania przeprowadzone dla 3÷5 po-ziomów temperatury znacznie wy¿szej od eksploatacyj-nej i dla co najmniej 3 poziomów naprê¿enia, zbli¿onychdo eksploatacyjnych, umo¿liwiaj¹ wyznaczenie parame-trycznej krzywej Larson-Millera wytrzyma³oœci na pe³-zanie. Krzywa ta umo¿liwia wyznaczenie trwa³oœciresztkowej tre dla dowolnie wybranych parametrów tem-peraturowo-naprê¿eniowych (�r, Tr) z zakresu eksplo-atacyjnych.
� Znajomoœæ udzia³u resztkowej trwa³oœci rozporz¹dzal-nej tbe w trwa³oœci resztkowej tre (tbe/tre) umo¿liwia wy-znaczenie bezpiecznego czasu dalszej eksploatacji pozaobliczeniowy dla wymaganych parametrów eksploata-cyjnych.
� Opracowany sposób postêpowania umo¿liwia zbudowa-nie zale¿noœci pomiêdzy wyznaczon¹ resztkow¹ trwa-³oœci¹ rozporz¹dzaln¹ tbe , a temperatur¹ robocz¹ Tr; logtbe= f(Tr) dla ró¿nych wartoœci naprê¿enia roboczego�r=const. Z zale¿noœci tej mo¿na wykreœlnie wyznaczyæbezpieczny czas eksploatacji poza obliczeniowy dla wy-branych parametrów eksploatacyjnych zbadanego ma-teria³u.
� Znajomoœæ charakterystyki resztkowej wytrzyma³oœcina pe³zanie materia³u po d³ugotrwa³ej eksploatacjiw warunkach pe³zania umo¿liwia dla parametrów dal-szej eksploatacji odpowiadaj¹cych dotychczasowym�e=�re i Te= Tre wyznaczanie stopnia wyczerpania te/tr.
36 Projekty badawcze sfinansowane z dotacji... Prace IM¯ 3 (2009)
Rys. 2. Sposób postêpowania w wyznaczaniu minimalnej gru-boœci œcianki elementu po d³ugotrwa³ej eksploatacji w wa-runkach pe³zania, niezbêdnej dla przeniesienia wymaganychobci¹¿eñ eksploatacyjnych na podstawie charakterystyktrwa³oœci resztkowej ocenianego materia³u po eksploatacji
w warunkach pe³zaniaFig. 2. Procedure for determination of minimum wallthickness of component after long-term service at creepconditions necessary to transfer the required release stres-ses based on residual life characteristics of assessed mate-
rial after service at creep conditions
Tablica 2. Wymagana minimalna gruboœæ œcianki kolana ruroci¹gu pary œwie¿ej ze stali 13HMF dla przyjêtych parametrówdalszej eksploatacji
Table 2. Required minimum wall thickness of 13HMF steel primary steam pipeline elbow for assumed parameters of furtheroperation
Temperatura dalszej eksploatacji Te= 5300C
Czas dalszej eksploatacji te, h 30 000 50 000 100 000
Ciœnienie robocze dalszej eksploatacji pe, MPa Wymagana minimalna gruboœæ œcianki goe, mm
14,2 26,41 28,51 33,10
13,8 25,73 27,77 32,26
Temperatura dalszej eksploatacji Te= 5400C
Czas dalszej eksploatacji te, h 30 000 50 000 100 000
Ciœnienie robocze dalszej eksploatacji pe, MPa Wymagana minimalna gruboœæ œcianki goe, mm
14,2 29,38 31,64 37,40
13,8 28,62 30,84 36,47

Prace IM¯ 3 (2009) Projekty badawcze sfinansowane z dotacji... 37
� Znajomoœæ charakterystyki resztkowej wytrzyma³oœcina pe³zanie w oparciu o zaproponowany sposób postê-powania umo¿liwia wyznaczenie minimalnej wymaga-nej gruboœci œcianki elementu niezbêdnej do przeniesie-nia rzeczywistych obci¹¿eñ eksploatacyjnych materia³upo d³ugotrwa³ej eksploatacji w warunkach pe³zania.
L I T E R A T U R A1. Dobrzañski J., The classification method and the technical
condition evaluation of the critical elements’ material of po-wer boilers in creep service made from the 12Cr-1Mo-V, J. ofMat. Proc. Tech. Vol.164-165, p. 785-794, 2005.
2. Dobrzañski J., Zieliñski A., Sroka M., Structure, propertiesand method of the state evaluation of lov-alloyed steel T23(HCM2S) worked in creep conditions J. of Mat. Proc. Tech. –w druku.
3. Dobrzañski J., Zieliñski A., State evaluation of critical ele-ments aterial after long-term service in creep condition, Ad-vances in Materials Science – w druku.
4. Dobrzañski J., Internal damage processes in low alloy chro-mium-molibdenum steels during high-temperature creep se-rvice, J. of Mat. Proc. Tech. Vol.157-158, p. 297-303. 2004.
5. Dobrzañski J., Sroka M., Zieliñski A., Methodology of classifi-cation of internal damage the steels during creep service, Jo-urnal of Achievements in Materials and Manufacturing Engi-neering. Vol. 18, p. 263-266. 2006.
6. Zieliñski A., Dobrzañski J., Krztoñ H., Structural changes inlow alloy cast steel Cr-Mo-V after long time creep service, Jo-urnal of Achievements in Materials and Manufacturing Engi-neering. Vol. 25, Issue 1, p. 33-36. August 2007.
7. Dobrzañski J., Krztoñ H., Zieliñski A., Development of the pre-cipitation processes in low-alloy Cr-Mo type steel for evolutionof the material state after exceeding the assessed lifetime, Jo-urnal of Achievements in Materials and Manufacturing Engi-neering. Vol. 23, Issue 2, p. 19-22. August 2007.
8. Dobrzañski J., ZieliñskiA., Ocena trwa³oœci eksploatacyjnejstali energetycznych pracuj¹cych powy¿ej temperatury gra-nicznej w oparciu o skrócone próby pe³zania, Materia³y IX Se-minarium naukowo – technicznego pt.: „Badania materia³owena potrzeby elektrowni i przemys³u energetycznego”, Zako-pane, 2002, s. 97.
9. Dobrzañski J., Zieliñski A., Krztoñ H., Mechanical propertiesand structure of the Cr-Mo-V low-alloyed steel after long-termservice in creep condition, Journal of Achievements in Mate-rials and Manufacturing Engineering. Vol. 23, Issue 1,p. 39-42. July 2007.
10. Dobrzañski J., Diagnostyka materia³owa w ocenie stanu i pro-gnozie czasu eksploatacji poza obliczeniowy ruroci¹gów pa-rowych pracuj¹cych w warunkach pe³zania, Energetyka 12,2002.
11. Dobrzañski J., Zieliñski A., Ocena przydatnoœci do dalszejpracy materia³u elementów rurociagu pary œwie¿ej ze stali14MoV63 (13HMF) po 200 tys. godzin eksploatacji w warun-kach pe³zania, Energetyka, nr XVIII, str. 32-36..
12. Dobrzañski J, Ocena przydatnoœci do eksploatacji stali14MoV63 (13HMF) I naprawczych z³¹cz spawanych grubo-œciennych elementów ruroci¹gów parowych pracuj¹cychw warunkach pe³zania przez 100 000 i 200 000 godzin Energe-tyka, nr XVIII, p. 23-28. 2008.
Ryszard Molenda, Roman Kuziak, Zdzis³aw £apczyñski,W³adys³aw Zalecki, Piotr G³owacki
Symulacja fizyczna i modelowanie
numeryczne procesu ci¹g³ego
wy¿arzania blach ze stali typu DP
Zaprojektowano i zrealizowano szereg eksperymentówdotycz¹cych procesu ci¹g³ego wy¿arzani blach zimnowal-cowanych ze stali o sk³adzie chemicznym odpowia-
daj¹cym stali HCT600X. Okreœlono optymalny zakres na-grzewania oraz parametry ch³odzenia blach, które gwa-rantowa³y uzyskanie drobnoziarnistych struktur ferry-tyczno martenzytycznych o w³aœciwoœciach mechanicz-nych wymaganych przez normê EN 10336 dla stali dwufa-zowych. Prowadzone równolegle obliczenia numerycznedotycz¹ce zmian u³amka ferrytu i austenitu oraz segrega-cji wêgla podczas nagrzewania stali, a tak¿e zmianyu³amka ferrytu podczas ch³odzenia realizowanego w pro-cesie ci¹g³ego wy¿arzania dobrze koresponduje z wynika-mi mikrostruktury blach ze stali DP po symulacji fizycz-nej procesu ci¹g³ego wy¿arzania.
Physical simulation and numerical modelling
of continuous annealing of DP steel plates
A number of experiments with regard to the continuousannealing of cold-rolled plates from steel the chemicalcomposition of which corresponded to that of HCT600Xwere designed and carried out. The optimum heating ran-ge and plate cooling parameters that ensured obtainingfine-grained ferritic-martensitic structures with mecha-nical properties required by EN 10336 for two-phase steelswere determined. The simultaneous numerical calcula-tions concerning changes in ferrite and austenite fractionand segregation of carbon when heating the steel as wellas changes in ferrite fraction when cooling during the con-tinuous annealing correspond well with the results of DPplate microstructure after physical simulation of conti-nuous annealing.
Wstêp
Od 1999 roku Instytut Metalurgii ¯elaza dysponuje sys-temem Gleeble 3800, który m.in. umo¿liwia przeprowadze-nie symulacji fizycznej ci¹g³ego wy¿arzania blach taœmo-wych. W okresie jego eksploatacji zespó³ zebra³ doœwiad-czenie niezbêdne do badania materia³ów pod k¹tem przy-datnoœci do t³oczenia, w szczególnoœci realizuj¹c badaniaw zakresie wy¿arzania ci¹g³ego blach na zlecenia partne-rów zagranicznych i/lub w ramach wspó³pracy miêdzyna-rodowej (stale IF dla motoryzacji). Zakupienie programówThermocalc i Dictra zwiêkszy³o mo¿liwoœci badawcze ze-spo³u, umo¿liwiaj¹c przeprowadzenie numerycznej symu-lacji procesów technologicznych. Obecnie Instytut roz-pocz¹³ badania w zakresie walcowania nowych gatunkówstali. Niektóre z nich np. stale DP nie s¹ jeszcze wytwarza-ne w Polsce. Blachy z tych stali poddawane s¹ po walcowa-niu na zimno procesowi ci¹g³ego wy¿arzania rekrystali-zuj¹cego. Firma Arcelor Mittal O. Kraków przewidujew roku 2009 rozpoczêcie prób wytwarzania blach z no-wych gatunków stali, w tym równie¿ ze stali DP. St¹d prze-widuje siê potrzebê opracowania narzêdzi pomocnychw rozwi¹zywaniu problemów z zakresu dotycz¹cego tej te-matyki.
Celem pracy by³o opanowanie metodyki symulacji fi-zycznej i numerycznej dotycz¹cej przemian fazowych i po-stêpu procesów rekrystalizacji w blachach taœmowych zestali DP poddawanych procesowi ci¹g³ego wy¿arzania.W czêœci doœwiadczalnej pracy przeprowadzono szeregeksperymentów dotycz¹cych ci¹g³ego wy¿arzania blachze stali DP zgodnie z opracowanym programem badañ,oraz przeprowadzono badania struktury i w³aœciwoœci me-chanicznych próbek po przeprowadzonych eksperymen-tach.
Materia³, zakres i metodyka badañ
Materia³ badañ stanowi³a blacha taœmowa ze stali DPo gruboœci 1,16 mm. Sumaryczny gniot w trakcie walcowa-nia na zimno taœm wynosi³ 74%. Drugi materia³ badañ to

wytop laboratoryjny 1205 przekuty na gor¹co na prêty � 12mm. Sk³ady chemiczne badanych stali przedstawionow tablicy 1.
Za pomoc¹ dylatometru DIL805.okreœlono punktyprze³omowe Ac1 i Ac3,oraz temperaturowe zakresy prze-mian fazowych zachodz¹cych w badanej stali. Symulacjêci¹g³ego wy¿arzania blach przeprowadzono w Symulato-rze Gleeble 3800 wyposa¿onym w doœwiadczalny uk³adumo¿liwiaj¹cy kontrolowane nagrzewanie i ch³odzeniepróbek o wymiarach 250×50×1,16. Standardowe próbkiwytrzyma³oœciowe p³askie wycinano mechanicznie z pró-bek po wy¿arzaniu ci¹g³ym. Badania wytrzyma³oœcioweprzeprowadzono za pomoc¹ statycznej maszyny wytrzy-
ma³oœciowej Zwick 250 kN. Badania struktury próbek poprzeprowadzonych wariantach ci¹g³ego wy¿arzania prze-prowadzono za pomoc¹ mikroskopu œwietlnego Neophotoraz mikroskopu skaningowego Inspekt F.
Wyniki i ich dyskusjaNa rys. 1 przedstawiono szereg schematów ci¹g³ego wy-
¿arzania blach taœmowych zrealizowanych w niniejszejpracy. Wy¿arzanie odkszta³conej na zimno stali typu DPprowadzi do utworzenia zró¿nicowanych struktur ferry-tyczno-martenzytycznych.
Stwierdzono, ¿e po wy¿arzaniu stali w temperaturachzawartych w przedziale 765–815°C uzyskuje siê drobno-
38 Projekty badawcze sfinansowane z dotacji... Prace IM¯ 3 (2009)
Tablica 1. Sk³ady chemiczne badanych stali typu DPTable 1. Chemical compositions of DP steels under investigation
Zawartoœæ pierwiastków; % ciê¿aru
C Mn Si P S Cr Mo V B
Blacha o gruboœci 1,16 mm 0,13 1,38 0,25 0,016 0,006 0,25 0,087 0,004 0,001
Wytop 1205 0,11 1,45 0,19 0,014 0,009 0,27 0,05 0,005 -
Rys. 1. Graficzna ilustracja procesu ci¹g³ego wy¿arzania blach ze stali typu DP realizowanego wg schematów 23-40Fig. 1. Graphic illustration of continuous annealing of DP steel plates conducted according to variants 23-40
Rys. 2. Struktura stali typu DP po wy¿arzaniu ci¹g³ym. Temperatura wy¿arzania miêdzykrytycznego wynosi³a 765 °CFig. 2. Structure of DP steel after continuous annealing. Intercritical annealing temperature was 765°C

ziarniste struktury ferrytyczno-martenzytyczne (rys. 2),w których udzia³ martenzytu wynosi od kilkunastu do kil-kudziesiêciu procent.
W³asnoœci mechaniczne blach ze stali DP po wy¿arzaniuci¹g³ym zrealizowanym wg wariantów zdefiniowanych narys. 1 przedstawiono w tablicy 2.
Przedstawione wyniki œwiadcz¹, ¿e g³ówny cel pracy tj.opanowanie metodyki ci¹g³ego wy¿arzania blach ze staliDP zosta³ w pe³ni osi¹gniêty.
Wyniki badañ wykorzystane zostan¹ miêdzy innymi dooptymalizacji procesu wy¿arzania blach taœmowych zestali DP w firmie Arcelor-Mittal O. Kraków.
Wnioski
Przeprowadzono symulacje fizyczne wy¿arzania ci¹g³e-go blach ze stali DP z wykorzystaniem symulatora prze-róbki plastycznej Gleeble 3800.
Badania w³aœciwoœci mechanicznych oraz strukturyprzeprowadzone na wy¿arzonych taœmach ze stali DP po-zwalaj¹ na okreœlenie podstawowych parametrów tegoprocesu:1. Temperatura wy¿arzania miêdzykrytycznego badanej
stali winna zawieraæ siê w przedziale 765÷815 °C.2. Szybkoœæ ch³odzenia przech³odzonego austenitu do
przemiany martenzytycznej powinna zawieraæ siêw przedziale 30÷40 °C/s.
3. W trakcie przemiany martenzytycznej zachodz¹cejw badanej stali DP szybkoœæ ch³odzenia powinna siê za-wieraæ w przedziale 0,15÷0,30 °C/s.
4. Symulacja procesu cynkowania ogniowego przeprowa-dzona na blachach ze stali DP wp³ywa korzystnie na
wzrost w³aœciwoœci plastycznych przejawiaj¹cych siêwe wzroœnie wyd³u¿enie A80 o 35% w stosunku do stanuwyjœciowego – przy nieznacznie obni¿onych warto-œciach Re i Rm.
5. Wyniki z przeprowadzonych obliczeñ numerycznychdotycz¹ce zmian u³amka ferrytu i austenitu oraz segre-gacji wêgla podczas nagrzewania stali, a tak¿e zmianyu³amka ferrytu podczas ch³odzenia realizowanegow procesie ci¹g³ego wy¿arzania dobrze korespondujez wynikami mikrostruktury blach ze stali DP po symu-lacji fizycznej procesu ci¹g³ego wy¿arzania.
L I T E R A T U R A
1. Abe M.: Mater. Sci. Techno., vol. 7, 1992, 285.2. Furukawa T. i in.: Trans. Iron Steel Inst. Jpn., vol. 21, 1981,
812.3. Coldren A.P. , Eldis G.T.: Journal of Metals, March 1980, 41.4. Llewellyn D.T., Hillis D.J.: Ironmaking and Steelmaking, vol.
23, 1996, No. 6, 471.5. Speich G.R.: Proc. Conf. „Fundamentals of Dual Phase Steels”,
TMS-AIME, Chicago, IL, February 1981, 4-46.6. Ramos L.F., Matlock D.K., Krauss G.: Metall. Trans. A, vol.
10A, 1979, 259.7. Physical Metallurgy Handbook, ed. A. K. Sinha, 2003, 15.45.8. Bag A., Ray K.K., Dwarakadasa E.S.: Metall. Mat. Trans. A,
vol. 30A, May 1999, 1193.9. Ginzburg V.B.: Steel – Rolling Technology, Theory and Practi-
ce, Marcel Dekker, Inc., 1989, 468.10. SGTE solution database, Scientific Group Thermodata Euro-
pe, November, 1993.11. Gilmour J.B., Purdy G.R., Kirkaldy J.S.: Metall. Trans., vol. 3,
1972, 1455.12. Hillert M.: Jernkontorets Ann. vol., 136, 1952, 25.
Prace IM¯ 3 (2009) Projekty badawcze sfinansowane z dotacji... 39
Tablica 2. W³aœciwoœci mechaniczne blachy ze stali typu DP wy¿arzanej w sposób ci¹g³y wg wariantów 23÷40Table 2. Mechanical properties of DP steel plate annealed in a continuous manner according to variants 23÷40
Nr wariantuwy¿arzania
ci¹g³ego
Temp.wy¿arzania
Twm, [°C]
Szybkoœæch³odzenia
w przedzialeD4-D5 , [°C/s]
Szybkoœæch³odzenia
w przedzialeD5-D6 , [°C/s]
Re[MPa]
Rm[MPa]
A80
[%]Wyk³adnik
umocnienia n
23 765 40 0,60 390 630 19,9 0,20
24 765 40 0,30 346 612 22,9 0,21
25 765 40 0,15 326 618 23,1 0,22
26 790 40 0,60 366 620 23,4 0,19
27 790 40 0,30 337 622 23,5 0,20
28 790 40 0,15 314 622 21,9 0,21
29 815 40 0,60 339 625 22,0 0,18
30 815 40 0,30 316 623 22,5 0,19
31 815 40 0,15 311 635 21,6 0,19
32 840 40 0,60 355 645 18,4 0,17
33 840 40 0,30 327 651 20,5 0,18
34 840 40 0,15 324 654 19,7 0,17
35 790 15 0,60 342 605 22,0 0,21
36 790 15 0,30 322 616 24,6 0,21
37 790 15 0,15 315 617 26,1 0,21
38 790 30 0,60 365 611 22,0 0,19
39 790 30 0,30 333 618 23,7 0,20
40 790 30 0,15 330 621 20,7 0,20

13. The SGTE Casebook Thermodynamics at Work, ed. K. Hack,The Institute of Materials, 1996.
14. Hillert M.: CALPHAD, vol. 4, 1980, 1.15. Jansson B., Schalin M., Selleby M., Sundman B.: Computer So-
ftware in Chemical and Extractive Metallurgy, eds. C.W. Bale,G.A. Irins, Quebec: Canadian Inst. Met., 1993, 57.
16. Ågren J.: ISIJ International, vol. 32, 1992, 291.
Jerzy Stêpieñ, Bogdan Garbarz, Jaros³aw Marcisz,Marek Burdek
Zbadanie wp³ywu parametrów zgniatania
obrotowego na zimno na strukturê
i w³aœciwoœci wybranych stali
przeznaczonych na korpusy wyrobów
specjalnych i ustalenie mo¿liwoœci
zastosowania wsadu w postaci
odcinka prêta
Celem pracy by³o wykonanie badañ oceniaj¹cych mo-¿liwoœci modernizacji lub zastosowania innych technolo-gii wytwarzania elementów okreœlonych rodzajów poci-sków produkowanych w kraju na potrzeby polskiej ar-mii. Wykonano analizê wp³ywu parametrów zgniataniaobrotowego na zimno na strukturê i w³aœciwoœci stali„maraging” i stali w gatunku 15HGMV przeznaczonych nakorpusy pocisków. Opracowano wstêpne za³o¿enia dotechnologii wytwarzania ³usek stalowych o œrednicy30 mm.
Determination of effect of cold roll flowing
parameters on structure and properties of
selected steels for bodies of special products
and establishment of possibilities to use bar
section as a charge
The purpose of the work was to carry out the tests to as-sess the possibilities of modernisation and use of othertechnologies for making components of missiles of speci-fic types manufactured in Poland for the needs of the Po-lish army.The analysis of effect of cold roll flowing para-meters on the structure and properties of the ”maraging”steel and 15HGMV steel for missile bodies was carried out.The pre-assumptions for the technology of making steelcases of 30 mm in diameter were developed.
Wstêp
Celem pracy by³o dokonanie przegl¹du stosowanychw krajowym przemyœle technologii wytwarzania elemen-tów okreœlonych rodzajów pocisków produkowanychw kraju na potrzeby polskiej armii i wykonanie badañ oce-niaj¹cych mo¿liwoœci modernizacji lub zastosowania in-nych technologii wytwarzania. Jako czynniki decyduj¹ceby³y brane pod uwagê aspekty ekonomicznej op³acalnoœciproponowanych technologii, perspektywiczne potrzebypolskiej armii oraz mo¿liwoœci krajowego przemys³u amu-nicyjnego, a tak¿e krajowego hutnictwa.
Oprócz oceny aktualnie stosowanych technologii wytwa-rzania, zosta³a równie¿ przeprowadzona analiza okre-œlaj¹ca perspektywy rozwoju konstrukcji pocisków, któreprzewiduje siê zastosowaæ w polskiej armii i wytwarzaæ wkraju. Wnioski z analizy zosta³y wykorzystane do opraco-wania za³o¿eñ do technologii wytwarzania pó³wyrobówhutniczych przeznaczonych na elementy nowoczesnychpocisków oraz za³o¿eñ do technologii wytwarzania ele-mentów pocisków.
Metodyka badañZakres pracy obejmowa³ badania wp³ywu parametrów
zgniatania obrotowego na zimno na strukturê i w³aœciwo-œci stali „maraging” i stali w gatunku 15HGMV przezna-czonych na korpusy pocisków oraz analizê mo¿liwoœci za-stosowania wsadu w postaci odcinka prêta zamiast wycin-ka z blachy do wytwarzania na gor¹co wyprasek do dal-szego wyt³aczania i przet³aczania na zimno lub zgniataniaobrotowego na zimno. Opracowano równie¿ wstêpneza³o¿enia do technologii wytwarzania ³usek stalowycho œrednicy 30 mm.
Badania wp³ywu parametrów zgniatania obrotowego nazimno na w³aœciwoœci mechaniczne i strukturê przepro-wadzono na materiale pobranym z korpusów ze staliN18K9M5TPr o œrednicy 70 mm po jednokrotnym, dwu-krotnym i trzykrotnym zgniataniu obrotowym na zimnooraz na materiale pobranym z korpusów ze stali15HGMV¯ o œrednicy 240 mm ulepszonych cieplnie i zgnia-tanych obrotowo na zimno. W przypadku trzykrotnegozgniatania korpusów ze stali N18K9M5TPr pomiêdzy ope-racjami drugiego i trzeciego zgniatania zastosowano ob-róbkê ciepln¹ przesycania.
Badania przeprowadzono na materiale po zgniataniuobrotowym na zimno i po obróbce cieplnej. Badania mate-ria³u w stanie po zgniataniu obrotowym na zimno obejmo-wa³y próbê rozci¹gania i pomiary twardoœci HV0,5, bada-nia struktury próbek metod¹ mikroskopii œwietlnej i SEMoraz badania profilometryczne w celu okreœlenia wartoœciodkszta³cenia rzeczywistego na podstawie pomiarów gru-boœci œcianki przed i po zgniataniu. Po obróbce cieplnej ba-dania obejmowa³y pomiary twardoœci HV0,5 i badaniastruktury. Obróbka cieplna polega³a na przesycaniu orazna starzeniu. Starzenie wykonano na próbkach pobranychz materia³u zgniatanego obrotowo na zimno oraz na prób-kach zgniatanych i nastêpnie przesycanych.
Przyk³adowo na rys. 1 przedstawiono obciêty pierœcieñz koñcówki korpusu o zmiennej gruboœci œcianki po zgnia-taniu obrotowym na zimno, reprezentuj¹cy wartoœci od-kszta³ceñ rzeczywistych w zakresie od 0,24 do 1,56.
Pomiary twardoœci wykonano metod¹ Vickersa przyobci¹¿eniu 4,91 N (HV0,5) z zastosowaniem mikrotwardo-œciomierza FM - ARS 9000 firmy Future - Tech CorporationTokyo Japan. Do pomiarów profilometrycznych zastoso-wano profilometr Form Talysurf 50 firmy Rank Taylor
40 Projekty badawcze sfinansowane z dotacji... Prace IM¯ 3 (2009)
Rys. 1. Fotografia przyk³adowego pierœcienia odciêtego z ko-ñcówki korpusu o zmiennej gruboœci œcianki po zgniataniu
obrotowym na zimnoFig. 1. Photograph of sample ring cut off from the end ofthe body with variable wall thickness after cold roll
flowing

Hobson. Badania metalograficzne wykonano z zastosowa-niem mikroskopu œwietlnego Neophot oraz skaningowegomikroskopu elektronowego Inspect F firmy Fei.
Wyniki badañJako reprezentatywn¹ ilustracjê wyników badañ przed-
stawiono wyniki otrzymane dla stali N18K9M5TPr.Do badañ w³aœciwoœci mechanicznych wytypowano po
dwie próbki po zgniataniu obrotowym na zimno, które by³ystarzone lub przesycane i starzone –- oznaczone odpo-wiednio G3 oraz GP3. Wyniki badañ w³aœciwoœci mecha-nicznych wytypowanych wariantów zawiera tablica 1. Narys. 2 przedstawiono wykres twardoœci materia³u ze staliN18K9M5TPr oraz krzywe starzenia po zgniataniu obroto-wym na zimno. Przyk³adow¹ mikrostrukturê korpusów zestali N18K9M5TPr po zgniataniu obrotowym na zimnoprzedstawiono na rys. 3.
Tablica 1. Wyniki badañ w³aœciwoœci mechanicznychkorpusów ze stali N18K9M5TPr
Table 1. Results of mechanical tests of N18K9M5TPr steelbodies
Oznaczenie próbki Rp0,2, MPa Rm, MPa A5, %
G3 1910 2045 3,5
G3 1999 2050 4,0
GP3 2001 2017 3,5
GP3 2020 2022 2,5
Po odkszta³ceniu obrotowym na zimno w dwóch przepu-stach z ca³kowitym odkszta³ceniem rzeczywistym równym0,95 (stan materia³u G) stal N18K9M5TPr ulega umocnie-niu z nominalnego poziomu 26÷30 HRC do 33 HRC. Poprzesycaniu materia³u w stanie G i odkszta³ceniu w jed-nym przepuœcie (odkszta³cenie rzeczywiste 1,10) nast¹pi³wzrost twardoœci do 37 HRC. W porównaniu z innymi ga-tunkami stali, stale typu „maraging” umacniaj¹ siê w sto-sunkowo niewielkim stopniu w wyniku odkszta³cenia nazimno. Struktura próbek z materia³u w stanie G (rys. 3a)i C (rys. 3b) obserwowana za pomoc¹ mikroskopu œwietl-nego jest charakterystyczna dla materia³u silnie od-
kszta³conego w sposób wywo³uj¹cy wielokierunkowep³yniêcie materia³u. W próbce z materia³u C wyraŸniej za-znacza siê kierunkowoœæ p³yniêcia materia³u (rys. 3b).
Zastosowanie starzenia materia³u bezpoœrednio pozgniataniu obrotowym i materia³u przesyconego po zgnia-
Prace IM¯ 3 (2009) Projekty badawcze sfinansowane z dotacji... 41
Opis materia³u: C – próbka zgniatana (�=1,10) i starzona, CP – próbka zgniatana (�=1,10), przesycona i starzona, G – próbka zgnia-tana (�=0,95) i starzona, GP – próbka zgniatana (�=0,95), przesycona i starzona
Rys. 2. Zale¿noœæ twardoœci od czasu starzenia stali maraging N18K9M5TPr po zgniataniu obrotowym i starzeniu oraz po zgniata-niu obrotowym, przesycaniu i starzeniu
Fig. 2. Relationship between hardness and ageing time of N18K9M5TPr maraging steel after roll flowing and ageing andafter roll flowing, hyperquenching and ageing
Rys. 3. Mikrostruktura próbki G (a) i próbki C (b) Wytrawio-ny zg³ad, mikroskop œwietlny, pow. 500×
Fig. 3. Microstructure of sample G (a) and sample C (b)
a)
b)
taniu obrotowym prowadzi do ró¿nych efektów w struktu-rze i w³aœciwoœciach, chocia¿ ró¿nice te nie s¹ znaczne.Przesycanie niweluje dodatkowe umocnienie zgniotem, cowp³ywa na kinetykê procesu starzenia. W badaniach wy-konanych w niniejszej pracy nie stwierdzono istotnegosystematycznego wp³ywu procesu przesycania zastoso-wanego przed starzeniem. W przypadku materia³u G za-stosowanie przesycania nieco podwy¿szy³o twardoœæ postarzeniu, a w przypadku materia³u C zastosowanie prze-sycania spowodowa³o nieznaczne obni¿enie twardoœci postarzeniu.
Badania wytrzyma³oœciowe materia³u G w stanie po pozgniataniu obrotowym i starzeniu wykaza³y zbyt ma³¹ pla-stycznoœæ. Wyd³u¿enie wzglêdne nie spe³ni³o wymaganejwartoœci minimalnej 6%. Najbardziej prawdopodobn¹przyczyn¹ zbyt ma³ej plastycznoœci by³o powstanie cz¹s-tek fazy Lavesa Fe2Mo o œrednicy do 1 �m. Powstanie fazyLavesa, co potwierdzono mikroanaliz¹ chemiczn¹ œwiad-czy o przestarzeniu. Wynika z tego, ¿e dobór optymalnejtemperatury starzenia musi uwzglêdniaæ rodzaj mikro-struktury stanu wyjœciowego do tej obróbki cieplnej.
Podsumowanie
W ramach niniejszej pracy dokonano przegl¹du stoso-wanych w krajowym przemyœle technologii wytwarzaniaelementów pocisków na potrzeby polskiej armii i wykona-no badania oceniaj¹ce mo¿liwoœæ modernizacji lub zasto-sowania innych technologii wytwarzania.
Zbadano wp³yw parametrów zgniatania obrotowego nazimno na strukturê i w³aœciwoœci stali „maraging” i staliw gatunku 15HGMV przeznaczonych na korpusy orazustalono mo¿liwoœci zastosowania wsadu w postaci odcin-ka prêta zamiast wycinka z blachy, z którego bêd¹ wytwa-rzane na gor¹co wypraski przeznaczone do zgniatania ob-rotowego na zimno. Opracowano wstêpne za³o¿enia dotechnologii wytwarzania ³usek stalowych o œrednicy30 mm.
Efektem niniejszej pracy by³o równie¿ opracowaniei uruchomienie projektu badawczego rozwojowego pt.:„Opracowanie podstaw technologii produkcji elementówstalowych amunicji kalibru 30 mm”.
Jerzy Pogorza³ek, Lech Bulkowski, Urszula Galisz,Bogdan Garbarz, Jaros³aw Marcisz
Opracowanie procedur technologicznych
zapewniaj¹cych uzyskanie powtarzalnych
parametrów wytapiania i odlewania stali
specjalnych w piecu VSG100S
Doœwiadczenie uzyskane w czasie eksploatacji piecaw okresie gwarancyjnym ukaza³y szereg mo¿liwoœci po-prawy jego pracy i technologii wytapiania i odlewaniastali. Celem pracy by³o opracowanie procedur wykorzy-stania poszczególnych czêœci pieca i technologii wytapia-nia specjalnych gatunków stali zapewniaj¹cych uzyska-nie powtarzalnych parametrów procesu wytapiani i od-lewania zapewniaj¹cych uzyskania odpowiednich para-metrów jakoœciowych wlewków. W tym celu opracowanonow¹ konstrukcjê wy³o¿enia ogniotrwa³ego kadzi po-œredniej i procedury jej wygrzewania tak aby uzyskaæmaksymaln¹ temperaturê wy³o¿enia. Opracowano now¹konstrukcjê wlewnicy ¿eliwnej wraz z nadstawk¹.
Development of technological procedures
for obtaining repeatable parameters of melting
and casting special steels in VSG100S furnace
The experience acquired during the furnace operationin the warranty period revealed a number of possibilitiesto improve its work and steel melting and casting techno-logy. The purpose of the work was to develop proceduresfor using the individual parts of the furnace and techno-logy for melting special steel grades to ensure obtainingthe repeatable melting and casting parameters, whichwould ensure suitable quality parameters of ingots. Tothis end, a new construction of refractory lining of thetundish and procedure for heating it to obtain the maxi-mum temperature of lining were developed. The new con-struction of cast iron ingot mould with hot top was develo-ped.
WstêpRoczna eksploatacja pieca VSG100S uwidoczni³a szereg
mo¿liwoœci zmian konstrukcji, niektórych jego czêœci w ta-ki sposób aby polepszyæ powtarzalnoœæ parametrów wyta-piania i odlewania stali specjalnych. Sprzêt odlewniczy do-starczony przez dostawcê pieca nie zapewnia³ uzyskaniawlewka o odpowiedniej jakoœci. Okaza³o siê, ¿e koniecznejest opracowanie wk³adek izolacyjnych do wlewnic w celuwyeliminowania jamy skurczowej siêgaj¹cej korpusuwlewka. Opracowano now¹ wlewnicê wraz z nadstawk¹.Zastosowanie nowej wlewnicy i odpowiedniej nadstawkiznacznie poprawi³o jakoœæ wlewków.
Wykonano pomiary skutecznoœci nagrzewania kadzi po-œredniej i okreœlono straty temperatury ciek³ej stali nadrodze tygiel pieca – kadŸ poœrednia.
Zmiany konstrukcji kadzi poœredniejDostarczone wraz z piecem gotowe kadzie poœrednie
w trakcie eksploatacji wykaza³y szereg wad: du¿y ciê¿ar,z³¹ konstrukcjê wylewu. Masê kadzi zmniejszono z 26,5 kgdo 18,0 kg, a przy okazji poprawi³a siê skutecznoœæ wy-grzewania wy³o¿enia ogniotrwa³ego kadzi. Nowa kon-strukcja kadzi pozwoli³a na jej nagrzanie a¿ do temperatu-ry 1000°C przy temperaturze grza³ki 1100°C. Zmiana taspowodowa³a obni¿enie szybkoœci spadku temperaturyciek³ej stali, co prze³o¿y³o siê na obni¿enie temperaturystali w tyglu pieca œrednio o 10°C.
Sk³ad chemiczny wytopów badawczychWsad metaliczny stanowi³o ¿elazo „armco” oraz sk³ad-
niki stopowe, które wprowadzano czêœciowo razem z ¿ela-zem do tygla (stale wysokostopowe) a czêœciowo z zasob-nika po odgazowaniu k¹pieli. Proces odgazowania prowa-dzono przez 15–30 min., przy pró¿ni 0,1 do 0,004 mbari temperaturze k¹pieli 1570°C. Odtlenianie koñcowe pro-wadzano z zastosowaniem Al.
Analiza sk³adu chemicznego próbki ciek³ej stali pobra-nej w atmosferze argonu przed odlewaniem potwierdzadobr¹ trafnoœæ sk³adu wytapianego gatunku stali w sto-sunku do oczekiwanej zawartoœci pierwiastków.
Zawartoœæ gazówAzot – g³ównym noœnikiem azotu jest ¿elazo „armco”,
wprowadzaj¹c go do k¹pieli na poziomie 23 ppm. Przepro-wadzony proces pró¿niowego odgazowania pozwoli³ najego usuniêcie do wartoœci 15– 21 ppm. Najwy¿szy stopieñzmniejszenia stê¿enia azotu 35 % uzyskano przez zastoso-wanie pró¿ni 4 × 10-3 mbara.
Tlen – pocz¹tkowa zawartoœæ tlenu ca³kowitegow k¹pieli, wprowadzona z ¿elazem „armco” wynosi³aoko³o 35 ppm. Pró¿niowe odgazowanie pozwoli³o na obni¿-
42 Projekty badawcze sfinansowane z dotacji... Prace IM¯ 3 (2009)

enie zawartoœci tlenu do poziomu 8–16 ppm. Tak niska za-wartoœæ tlenu w stali kwalifikuje j¹ jako „stal superczyst¹”.
Makrostruktura i mikrostruktura wlewkówNa rys. 1 zamieszczono przyk³adow¹ makrostrukturê
na przekroju poprzecznym wlewka odlanego do wlewnicydostarczonej przez producenta pieca. W osi wlewka ujaw-
niono pustki, a w obszarze przypowierzchniowym pêkniê-cia o g³êbokoœci kilku mm. Wady tego typu nie s¹ dopusz-czalne ze wzglêdu na dalszy przerób plastyczny wlewkai wymagan¹ jakoœæ pó³wyrobów i wyrobów finalnych.
Spowodowa³o to koniecznoœæ skorygowania parame-trów odlewania g³ównie w zakresie szybkoœci stygniêciapodczas krzepniêcia i bezpoœrednio po zakrzepniêciu orazkonstrukcji wlewnicy.
Prace IM¯ 3 (2009) Projekty badawcze sfinansowane z dotacji... 43
a) makrostruktura
b) wtr¹cenie niemetaliczne w wyrobie po kuciu
c) mikrostruktura w obszarze pêkniêcia przy powierzchniwlewka
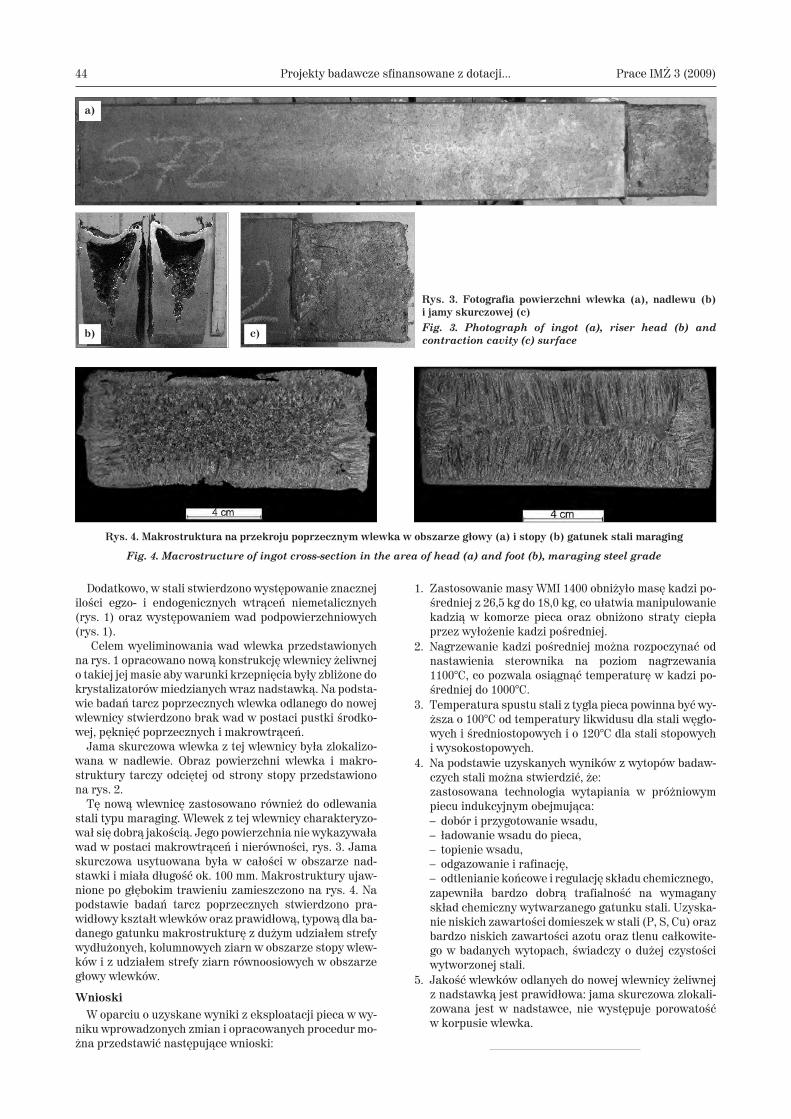
Rys. 1. Makrostruktura i mikrostruktura od strony stopyodlanego do wlewnicy dostarczonej przez dostawcê piecaFig. 1. Macrostructure and microstructure on the side offoot of the ingot cast into mould delivered by the furnacesupplier
a) powierzchnia wlewka
b) postaæ jamy skurczowej
c) makrostruktura na przekroju poprzecznym od stronystopy
Rys. 2. Wlewek odlany do nowej wlewnicyFig. 2. Ingot cast into new mould
Dodatkowo, w stali stwierdzono wystêpowanie znacznejiloœci egzo- i endogenicznych wtr¹ceñ niemetalicznych(rys. 1) oraz wystêpowaniem wad podpowierzchniowych(rys. 1).
Celem wyeliminowania wad wlewka przedstawionychna rys. 1 opracowano now¹ konstrukcjê wlewnicy ¿eliwnejo takiej jej masie aby warunki krzepniêcia by³y zbli¿one dokrystalizatorów miedzianych wraz nadstawk¹. Na podsta-wie badañ tarcz poprzecznych wlewka odlanego do nowejwlewnicy stwierdzono brak wad w postaci pustki œrodko-wej, pêkniêæ poprzecznych i makrowtr¹ceñ.
Jama skurczowa wlewka z tej wlewnicy by³a zlokalizo-wana w nadlewie. Obraz powierzchni wlewka i makro-struktury tarczy odciêtej od strony stopy przedstawionona rys. 2.
Tê now¹ wlewnicê zastosowano równie¿ do odlewaniastali typu maraging. Wlewek z tej wlewnicy charakteryzo-wa³ siê dobr¹ jakoœci¹. Jego powierzchnia nie wykazywa³awad w postaci makrowtr¹ceñ i nierównoœci, rys. 3. Jamaskurczowa usytuowana by³a w ca³oœci w obszarze nad-stawki i mia³a d³ugoœæ ok. 100 mm. Makrostruktury ujaw-nione po g³êbokim trawieniu zamieszczono na rys. 4. Napodstawie badañ tarcz poprzecznych stwierdzono pra-wid³owy kszta³t wlewków oraz prawid³ow¹, typow¹ dla ba-danego gatunku makrostrukturê z du¿ym udzia³em strefywyd³u¿onych, kolumnowych ziarn w obszarze stopy wlew-ków i z udzia³em strefy ziarn równoosiowych w obszarzeg³owy wlewków.
WnioskiW oparciu o uzyskane wyniki z eksploatacji pieca w wy-
niku wprowadzonych zmian i opracowanych procedur mo-¿na przedstawiæ nastêpuj¹ce wnioski:
1. Zastosowanie masy WMI 1400 obni¿y³o masê kadzi po-œredniej z 26,5 kg do 18,0 kg, co u³atwia manipulowaniekadzi¹ w komorze pieca oraz obni¿ono straty ciep³aprzez wy³o¿enie kadzi poœredniej.
2. Nagrzewanie kadzi poœredniej mo¿na rozpoczynaæ odnastawienia sterownika na poziom nagrzewania1100°C, co pozwala osi¹gn¹æ temperaturê w kadzi po-œredniej do 1000°C.
3. Temperatura spustu stali z tygla pieca powinna byæ wy-¿sza o 100°C od temperatury likwidusu dla stali wêglo-wych i œredniostopowych i o 120°C dla stali stopowychi wysokostopowych.
4. Na podstawie uzyskanych wyników z wytopów badaw-czych stali mo¿na stwierdziæ, ¿e:zastosowana technologia wytapiania w pró¿niowympiecu indukcyjnym obejmuj¹ca:– dobór i przygotowanie wsadu,– ³adowanie wsadu do pieca,– topienie wsadu,– odgazowanie i rafinacjê,– odtlenianie koñcowe i regulacjê sk³adu chemicznego,zapewni³a bardzo dobr¹ trafialnoœæ na wymaganysk³ad chemiczny wytwarzanego gatunku stali. Uzyska-nie niskich zawartoœci domieszek w stali (P, S, Cu) orazbardzo niskich zawartoœci azotu oraz tlenu ca³kowite-go w badanych wytopach, œwiadczy o du¿ej czystoœciwytworzonej stali.
5. Jakoœæ wlewków odlanych do nowej wlewnicy ¿eliwnejz nadstawk¹ jest prawid³owa: jama skurczowa zlokali-zowana jest w nadstawce, nie wystêpuje porowatoœæw korpusie wlewka.
44 Projekty badawcze sfinansowane z dotacji... Prace IM¯ 3 (2009)
Rys. 3. Fotografia powierzchni wlewka (a), nadlewu (b)i jamy skurczowej (c)Fig. 3. Photograph of ingot (a), riser head (b) andcontraction cavity (c) surface
a)
b) c)
Rys. 4. Makrostruktura na przekroju poprzecznym wlewka w obszarze g³owy (a) i stopy (b) gatunek stali maraging
Fig. 4. Macrostructure of ingot cross-section in the area of head (a) and foot (b), maraging steel grade

Dariusz WoŸniak, Bogdan Garbarz
Opracowanie ostatecznej wersji SIWZ na
wykonanie modernizacji walcarki
wchodz¹cej w sk³ad LPS na podstawie
danych uzyskanych od potencjalnych
wykonawców w trakcie dialogu
konkurencyjnego oraz analiza i ocena
ofert
Celem pracy by³o opracowanie wersji wyjœciowej i do-konywanie modyfikacji opisu przedmiotu zamówieniado Specyfikacji Istotnych Warunków Zamówienia (SIWZ)na realizacjê w trybie przetargu, modernizacji istniej¹cejw IM¯ walcarki duo / kwarto wraz z dostaw¹ nowychurz¹dzeñ uzupe³niaj¹cych stanowi¹cych modu³ B linii dopó³przemys³owej symulacji wytwarzania wyrobów z me-tali i stopów (LPS). Wyjœciow¹ wersjê opisu przedmiotuzamówienia opracowano na podstawie wyników wyko-nanych w IM¯ statutowych prac koncepcyjnych do-tycz¹cych technicznych, technologicznych i ekonomicz-nych aspektów budowy LPS. Modyfikacje i uzupe³nieniaopisu przedmiotu zamówienia dostosowane do potrzebkolejnych etapów postêpowania przetargowego opraco-wano na podstawie wyników rozmów z potencjalnymiwykonawcami zamówienia, z uwzglêdnieniem odno-œnych przepisów ustawy Prawo Zamówieñ Publicznych.Opracowano zmodyfikowan¹ treœæ opisu przedmiotu za-mówienia, wykorzystan¹ w ostatecznej wersji SIWZ.
Preparation of final version of the Terms
of Reference for modernisation of rolling mill
included in LPS based on data obtained from
potential contractors in the course of competitive
dialogue and bid analysis and evaluation
process
The purpose of the work was to prepare the preliminaryversion of and make modifications to the description ofthe subject of the contract to the Terms of Reference for mo-dernisation, on a tender basis, of the duo/quarto mill exi-sting at the Institute for Ferrous Metallurgy, including thesupply of new auxiliary equipment as module B of thesemi-industrial line for simulation of manufacturing me-tal and alloy products (LPS). The preliminary version ofthe description of the subject of the contract was preparedbased on the results of the concept statutory projects car-ried out at the Institute for Ferrous Metallurgy with re-gard to the technical, technological and economicalaspects of LPS construction. The modifications and sup-plements to the description of the subject of the contract,adapted to the needs of successive stages of the tender pro-ceedings, were developed based on the results of talks withpotential order contractors in consideration of the appli-cable provisions of the Public Procurement Law. As a con-sequence, the modified content of the description of the su-bject of the contract included in the final version of theTerms of Reference was prepared.
WprowadzenieCelem projektu by³o opracowanie wersji wyjœciowej i do-
konywanie modyfikacji opisu przedmiotu zamówienia doSpecyfikacji Istotnych Warunków Zamówienia (SIWZ) narealizacjê w IM¯ w trybie przetargu nastêpuj¹cego przed-siêwziêcia: „Wykonanie modernizacji istniej¹cej wal-carki duo/kwarto oraz zbudowanie – na jej bazie –pó³przemys³owego uk³adu technologicznego do walco-wania na gor¹co wyrobów p³askich i prêtów wrazz dostaw¹ nowych i modernizacj¹ istniej¹cych urz¹-dzeñ uzupe³niaj¹cych oraz wykonaniem wszelkich
niezbêdnych prac budowlanych i monta¿owych”. Wyjœ-ciow¹ wersjê opisu przedmiotu zamówienia opracowanona podstawie wyników wykonanych w IM¯ statutowychprac koncepcyjnych [1–3] dotycz¹cych technicznych, tech-nologicznych i ekonomicznych aspektów budowy linii dopó³przemys³owej symulacji wytwarzania wyrobów z meta-li i stopów (LPS).
Zakres pracy
Na podstawie wczeœniejszych analiz [1, 2] opracowanobazow¹ wersjê SIWZ na modernizacjê i rozbudowêmodu³u B LPS, a nastêpnie dokonywano modyfikacji i uzu-pe³nieñ w celu dostosowania do potrzeb kolejnych etapówpostêpowania przetargowego. Kolejne modyfikacje i uzu-pe³nienia opracowano na podstawie wyników rozmówz potencjalnymi wykonawcami zamówienia, z uwzglêdnie-niem odnoœnych przepisów ustawy Prawo Zamówieñ Pu-blicznych. Postêpowanie przetargowe objê³o trzy etapy re-alizowane wed³ug ró¿nych procedur:� Postêpowanie w trybie dialogu konkurencyjnego (ze
wzglêdu na szczególnie z³o¿ony charakter zamówienia)og³oszone w dniu 23.02.2008 r. Do postêpowania prze-targowego w trybie dialogu konkurencyjnego przyst¹-pi³y dwie firmy:– Siemens VAI Polska Sp. z o.o.,– ZAMET Budowa Maszyn S.A.Dialog prowadzono do dnia 16.08.2008 r. W trakcie roz-mów z uczestnikami postêpowania przetargowego roz-poznane zosta³y rzeczywiste mo¿liwoœci potencjalnychwykonawców. Wymagania Instytutu uzupe³niono o wy-niki dialogu konkurencyjnego. Tak przygotowany mate-ria³ stanowi³ podstawê do opracowania opisu przedmio-tu zamówienia do zaktualizowanej wersji SIWZ wyma-ganej do przetargu w trybie dialogu konkurencyjnego.Ofertê z³o¿y³a jedna firma: ZAMET Budowa Maszyn S.A.Ze wzglêdu na niezgodnoœæ z³o¿onej oferty ze Specyfi-kacj¹ Istotnych Warunków Zamówienia w punkcie do-tycz¹cym umowy, zosta³a ona odrzucona, a przetarguniewa¿niony.
� Postêpowanie w trybie przetargu nieograniczonegoog³oszone dnia 1.10.2008 r. SIWZ do przetargu nieogra-niczonego zosta³ skorygowany w zakresie opisu przed-miotu zamówienia. Zainteresowanie przetargiem nie-ograniczonym wyrazi³o trzech potencjalnych wykonaw-ców, którzy nastêpnie dokonali wymaganej przepisamiprzetargowymi wizji lokalnej:– Biuro In¿ynierskie BIPROHUT Sp. z o.o. w Gliwicach,– Siemens Polska Sp. z o.o. w Krakowie,– ZAMET Budowa Maszyn S.A. w Tarnowskich Górach.W wyznaczonym terminie sk³adania ofert, nie wp³ynê³a¿adna oferta. Postêpowanie przetargowe uniewa¿nionodnia 13.11.2008 r.
� Postêpowanie w trybie negocjacji bez og³oszenia. Podrugim uniewa¿nionym postêpowaniu przetargowym,zgodnie z przepisami ustawy Prawo Zamówieñ Publicz-nych, wybrano procedurê wy³onienia wykonawcy przed-miotu zamówienia w trybie negocjacji bez og³oszenia.Do zaproszenia do negocjacji do³¹czono zmodyfikowanyopis przedmiotu zamówienia. Zaproszenia do negocjacjiwys³ano dnia 28.11.2008 r. do nastêpuj¹cych firm:– BIPROMET S.A.,– Siemens Sp. z o.o. I&S Metals&Mining– ZAMET – Budowa Maszyn S.A.Do momentu zakoñczenia niniejszej pracy negocjacje
warunków umowy na wykonanie zlecenia nie zosta³y sfi-nalizowane i s¹ prowadzone z dwoma potencjalnymi wy-
Prace IM¯ 3 (2009) Projekty badawcze sfinansowane z dotacji... 45

konawcami: Siemens Sp. z o.o. I&S Metals&Mining orazZAMET – Budowa Maszyn S.A. Firma BIPROMET nieprzyst¹pi³a do negocjacji. Ustalenia w trakcie negocjacjidotycz¹ce modyfikacji treœci opisu przedmiotu zamówie-nia uwzglêdniono w ostatecznej wersji SIWZ.
Podsumowanie
Na podstawie wyników wykonanych w IM¯ prac koncep-cyjnych dotycz¹cych technicznych, technologicznychi ekonomicznych aspektów budowy linii do pó³przemys-³owej symulacji wytwarzania wyrobów z metali i stopów(LPS), opracowano wyjœciow¹ wersjê opisu przedmiotuzamówienia do Specyfikacji Istotnych Warunków Zamó-wienia (SIWZ) na realizacjê w trybie przetargu w IM¯ na-stêpuj¹cego przedsiêwziêcia: „Wykonanie modernizacjiistniej¹cej walcarki duo/kwarto oraz zbudowanie – najej bazie – pó³przemys³owego uk³adu technologicznegodo walcowania na gor¹co wyrobów p³askich i prêtówwraz z dostaw¹ nowych i modernizacj¹ istniej¹cychurz¹dzeñ uzupe³niaj¹cych oraz wykonaniem wszel-kich niezbêdnych prac budowlanych i monta¿owych”.
Modyfikacje i uzupe³nienia opisu przedmiotu zamówie-nia dostosowane do potrzeb kolejnych etapów postêpowa-nia przetargowego opracowano na podstawie wynikówrozmów z potencjalnymi wykonawcami zamówienia,z uwzglêdnieniem odnoœnych przepisów ustawy PrawoZamówieñ Publicznych. Postêpowanie przetargowe objê³otrzy etapy realizowane wed³ug ró¿nych procedur. Trzecietap postêpowania przetargowego prowadzono w trybienegocjacji bez og³oszenia.
L I T E R A T U R A1. WoŸniak D., Garbarz B., Burdek M., ¯y³a F.: Koncepcja etapo-
wej budowy linii do pó³przemys³owej symulacji (LPS) proce-sów wytwarzania wyrobów z metali i stopów. SprawozdanieIM¯ nr S0-0532, Gliwice, 2005.
2. WoŸniak D., Garbarz B., Bulkowski L., Pogorza³ek J., BurdekM., Marczak Z., ¯y³a F., Kozik Cz., Miczka M., Ciepliñski J.,Skorupka J.: Opracowanie za³o¿eñ projektowych do I etapubudowy linii do pó³przemys³owej symulacji procesów wytwa-rzania wyrobów z metali i stopów oraz przygotowanie przetar-gów na zakup urz¹dzeñ. Sprawozdania IM¯ nr S0-0556-01 – nrS0-0556-09, Gliwice, 2005.
3. WoŸniak D., ¯ak A., Ciepliñski J., Zalecki W., Pogorza³ek J.:Opracowanie za³o¿eñ do pó³przemys³owej symulacji technolo-gii walcowania cieplnoplastycznego w walcarce jednoklatko-wej oraz kordynacja prac technicznych zwi¹zanych z LPS.Sprawozdanie IM¯ nr S0-0567, Gliwice, 2006.
Hanna Krztoñ, Bo¿ena Smolec
Iloœciowa analiza fazowa minera³ów
przemys³owych – wp³yw atomów
domieszek na obliczone udzia³y
sk³adników mineralnych
Celem pracy by³o zbadanie wp³ywu atomów domie-szek, obecnych w minera³ach przemys³owych, na wy-niki rentgenowskiej iloœciowej analizy fazowej. Wy-konano prace doœwiadczalne, maj¹ce na celu otrzyma-nie roztworów sta³ych sk³adników fazy krzemianowejw spiekach ¿elaza. Zastosowano metodê Rietvelda dosymulacji dyfraktogramów mieszanin dwusk³adni-kowych zawieraj¹cych fajalit (CaxFe1-x)2SiO4 o ró¿nymstopniu podstawienia jonami wapnia, x = 0,0; 0,15;0,30; 0,40; 0,50; 0,60. W wyniku stwierdzono, ¿e nie-
uwzglêdnienie w obliczeniach iloœciowych obecnoœciroztworu sta³ego, prowadzi do b³êdu nie wiêkszego ni¿2% wartoœci rzeczywistej udzia³u fazy oliwinowej.
Quantitative phase analysis of industrial minerals
– effect of admixture atoms on calculated shares
of mineralogical compositions
The purpose of the work was to examine the effect ofadmixture atoms present in industrial minerals on theresults of X-ray quantitative phase analysis. The expe-rimental works to obtain solid solutions of siliceousphase components in iron sinters were carried out. TheRietveld method was used for simulation of diffracto-grams of two-component mixtures containing fayalite(CaxFe1-x)2SiO4 with different degrees of substitutionfor calcium ions, x = 0.0; 0.15; 0.30; 0.40; 0.50; 0.60. Asa consequence, it was found that failure to consider thepresence of solid solution in quantitative calculationsresulted in error no higher than 2% of the real value ofolivine phase share.
WprowadzenieW wielu procesach przemys³owych istotn¹ rolê odgrywa
nie tylko znajomoœæ sk³adu mineralnego, zarówno surow-ców wsadowych jak i produktów koñcowych, lecz równie¿relacje iloœciowe pomiêdzy poszczególnymi minera³ami.Relacje te coraz czêœciej stanowi¹ jeden z elementów sys-temów zarz¹dzania jakoœci¹, co stawia przed metodami,umo¿liwiaj¹cymi iloœciow¹ ocenê udzia³ów poszczegól-nych minera³ów, coraz wy¿sze wymagania. Dotyczy to np.mo¿liwoœci oceny zawartoœci sk³adników mineralnych,obecnych na poziomie wykrywalnoœci, a mimo tak niewiel-kiego udzia³u decyduj¹cych o w³aœciwoœciach produktu.Równie¿ sk³onnoœæ minera³ów do tworzenia roztworówsta³ych, zarówno substytucyjnych jak i miêdzywêz³owych,jest czynnikiem wp³ywaj¹cym na wynik analizy iloœciowej.Jest to sk³onnoœæ czêsto obserwowana, szczególnie w mi-nera³ach powstaj¹cych podczas ró¿nego typu procesówtechnologicznych. W rentgenowskich metodach dyfrakcyj-nych obecnoœæ obcych atomów w sieci zmienia rejestrowa-ny obraz dyfrakcyjny, wp³ywaj¹c na natê¿enia linii dyfrak-cyjnych oraz na ich po³o¿enia. Powoduje to utrudnieniaw identyfikacji fazowej oraz w iloœciowej ocenie udzia³udanego minera³u w badanym produkcie.
Celem projektu by³o zbadanie wp³ywu atomów domie-szek, obecnych w minera³ach przemys³owych, na wynikirentgenowskiej iloœciowej analizy fazowej. W ramach pro-jektu przeprowadzono próby syntezy oliwinów wapniowo-¿elazowych oraz – wykorzystuj¹c metodê Rietvelda – sy-mulacje komputerowe dyfraktogramów rentgenowskichmieszanin dwusk³adnikowych, zawieraj¹cych roztworysta³e fajalitu. Próby syntezy przeprowadzono dwiema me-todami, znanymi z literatury [1–3].
Materia³, zakres i metodyka badañDo syntezy krzemianów u¿yto odczynników, zakupio-
nych w firmach POCH oraz Aldrich Chemistry. S¹ to: krze-mu ditlenek SiO2 (cz.d.a.), ¿elaza (III) tlenek Fe2O3(cz.d.a.), ¿elaza (II) tlenek FeO (99,9%), wapnia tlenekCaO (cz.d.a.), wêglan wapnia CaCO3 (cz.d.a.). Odczynnikiprzed wa¿eniem zosta³y poddane procesowi suszeniaw temperaturze 105oC przez 4 godziny (za wyj¹tkiem SiO2oraz FeO). Po odwa¿eniu sk³adników, ka¿d¹ z mieszaninujednorodniono przez ucieranie w moŸdzierzu agatowym.Proces spiekania przeprowadzono w tyglach ¿elaznychw piecu komorowym firmy Carbolite 1200. Ka¿da z przygo-towanych mieszanin zosta³a poddana procesowi spieka-
46 Projekty badawcze sfinansowane z dotacji... Prace IM¯ 3 (2009)
nia w dwóch temperaturach: 1075oC oraz 1110oC. Wszyst-kie próbki ch³odzono z piecem.
Otrzymane próbki zmierzono na dyfraktometrze PhilipsPW 1140, wykorzystuj¹c promieniowanie kobaltu, z mono-chromatyzacj¹ po stronie wi¹zki ugiêtej. Identyfikacjê fa-zow¹ wykonano na podstawie danych wzorcowych z kar-toteki PDF-4 ICDD, rok edycji 2007. Do symulacji dyfrakto-gramów mieszanin dwusk³adnikowych wykorzystano pro-gram FULLPROF [4]. W obliczeniach wykorzystano wyni-ki badañ nad oliwinami M. Wyderko [3].
Wyniki i ich dyskusjaW wyniku syntezy otrzymano dwa rodzaje krzemianów
wapniowych: larnit � � Ca2SiO4 oraz dwie odmiany wolla-stonitu CaSiO3. Ponadto w próbkach zidentyfikowanoobecnoœæ ferrytu wapniowego CaFe2O4. W jednej próbcestwierdzono obecnoœæ czystego fajalitu Fe2SiO4.
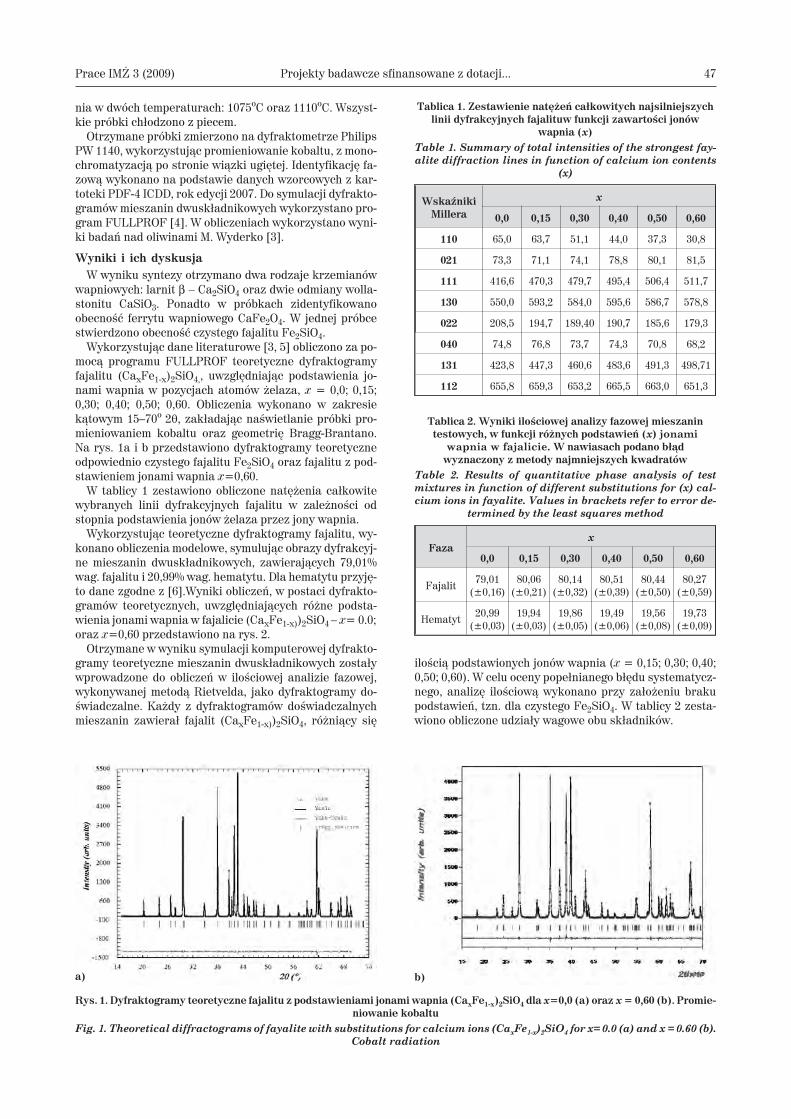
Wykorzystuj¹c dane literaturowe [3, 5] obliczono za po-moc¹ programu FULLPROF teoretyczne dyfraktogramyfajalitu (CaxFe1-x)2SiO4,, uwzglêdniaj¹c podstawienia jo-nami wapnia w pozycjach atomów ¿elaza, x = 0,0; 0,15;0,30; 0,40; 0,50; 0,60. Obliczenia wykonano w zakresiek¹towym 15–70o 2�, zak³adaj¹c naœwietlanie próbki pro-mieniowaniem kobaltu oraz geometriê Bragg-Brantano.Na rys. 1a i b przedstawiono dyfraktogramy teoretyczneodpowiednio czystego fajalitu Fe2SiO4 oraz fajalitu z pod-stawieniem jonami wapnia x=0,60.
W tablicy 1 zestawiono obliczone natê¿enia ca³kowitewybranych linii dyfrakcyjnych fajalitu w zale¿noœci odstopnia podstawienia jonów ¿elaza przez jony wapnia.
Wykorzystuj¹c teoretyczne dyfraktogramy fajalitu, wy-konano obliczenia modelowe, symuluj¹c obrazy dyfrakcyj-ne mieszanin dwusk³adnikowych, zawieraj¹cych 79,01%wag. fajalitu i 20,99% wag. hematytu. Dla hematytu przyjê-to dane zgodne z [6].Wyniki obliczeñ, w postaci dyfrakto-gramów teoretycznych, uwzglêdniaj¹cych ró¿ne podsta-wienia jonami wapnia w fajalicie (CaxFe1-x))2SiO4 – x= 0.0;oraz x=0,60 przedstawiono na rys. 2.
Otrzymane w wyniku symulacji komputerowej dyfrakto-gramy teoretyczne mieszanin dwusk³adnikowych zosta³ywprowadzone do obliczeñ w iloœciowej analizie fazowej,wykonywanej metod¹ Rietvelda, jako dyfraktogramy do-œwiadczalne. Ka¿dy z dyfraktogramów doœwiadczalnychmieszanin zawiera³ fajalit (CaxFe1-x))2SiO4, ró¿ni¹cy siê
iloœci¹ podstawionych jonów wapnia (x = 0,15; 0,30; 0,40;0,50; 0,60). W celu oceny pope³nianego b³êdu systematycz-nego, analizê iloœciow¹ wykonano przy za³o¿eniu brakupodstawieñ, tzn. dla czystego Fe2SiO4. W tablicy 2 zesta-wiono obliczone udzia³y wagowe obu sk³adników.
Prace IM¯ 3 (2009) Projekty badawcze sfinansowane z dotacji... 47
Rys. 1. Dyfraktogramy teoretyczne fajalitu z podstawieniami jonami wapnia (CaxFe1-x)2SiO4 dla x=0,0 (a) oraz x = 0,60 (b). Promie-niowanie kobaltu
Fig. 1. Theoretical diffractograms of fayalite with substitutions for calcium ions (CaxFe1-x)2SiO4 for x= 0.0 (a) and x = 0.60 (b).Cobalt radiation
Tablica 1. Zestawienie natê¿eñ ca³kowitych najsilniejszychlinii dyfrakcyjnych fajalituw funkcji zawartoœci jonów
wapnia (x)Table 1. Summary of total intensities of the strongest fay-alite diffraction lines in function of calcium ion contents
(x)
WskaŸnikiMillera
x
0,0 0,15 0,30 0,40 0,50 0,60
110 65,0 63,7 51,1 44,0 37,3 30,8
021 73,3 71,1 74,1 78,8 80,1 81,5
111 416,6 470,3 479,7 495,4 506,4 511,7
130 550,0 593,2 584,0 595,6 586,7 578,8
022 208,5 194,7 189,40 190,7 185,6 179,3
040 74,8 76,8 73,7 74,3 70,8 68,2
131 423,8 447,3 460,6 483,6 491,3 498,71
112 655,8 659,3 653,2 665,5 663,0 651,3
Tablica 2. Wyniki iloœciowej analizy fazowej mieszanintestowych, w funkcji ró¿nych podstawieñ (x) jonami
wapnia w fajalicie. W nawiasach podano b³¹dwyznaczony z metody najmniejszych kwadratów
Table 2. Results of quantitative phase analysis of testmixtures in function of different substitutions for (x) cal-cium ions in fayalite. Values in brackets refer to error de-
termined by the least squares method
Fazax
0,0 0,15 0,30 0,40 0,50 0,60
Fajalit79,01
(±0,16)80,06
(±0,21)80,14
(±0,32)80,51
(±0,39)80,44
(±0,50)80,27
(±0,59)
Hematyt20,99
(±0,03)19,94
(±0,03)19,86
(±0,05)19,49
(±0,06)19,56
(±0,08)19,73
(±0,09)
a) b)

Podsumowanie
W czêœci doœwiadczalnej pracy, przeprowadzono udanesyntezy dwóch ró¿nych odmian krzemianów wapniowych,wollastonitu CaSiO3 oraz larnitu �-Ca2SiO4. Tylko w jed-nym przypadku otrzymano fajalit Fe2SiO4.
W czêœci teoretycznej pracy, wykorzystuj¹c metodê Rie-tvelda, dokonano symulacji dyfraktogramów doœwiadczal-nych fajalitu, modeluj¹c ró¿ne stopnie podstawienia dwu-wartoœciowych jonów ¿elaza przez dwuwartoœciowe jonywapnia (rys. 1). Otrzymane w wyniku symulacji wartoœcipo³o¿eñ linii dyfrakcyjnych jak równie¿ ich natê¿eniaca³kowite, wykazuj¹ silne zró¿nicowanie w zale¿noœci odudzia³u jonów wapnia w sieci fajalitu Np. natê¿enie ca³ko-wite linii (131) stanowi 65% natê¿enia ca³kowitego najsil-niejszej linii czystego fajalitu (112), przy udziale jonówwapnia x=0,50, stanowi ju¿ 74% natê¿enia ca³kowitegolinii (112) (tablica 1).
W kolejnym etapie wykonano symulacje dyfraktogra-mów doœwiadczalnych mieszanin dwusk³adnikowych faja-lit – hematyt, zachowuj¹c te same proporcje we wszystkichmieszaninach, zmieniaj¹c jedynie stopieñ podstawienia jo-nami wapnia w komórce fajalitu. Tak przygotowane danedyfrakcyjne wykorzystano do wykonania iloœciowej anali-zy fazowej metod¹ Rietvelda. Zastosowanie symulacjikomputerowych pozwoli³o na wyeliminowanie wp³ywu ta-kich czynników, jak np. preparatyka próbek, obecnoœæ do-datkowych sk³adników fazowych, na wyniki analiz iloœcio-wych.
W obliczeniach iloœciowych za³o¿ono obecnoœæ hematy-tu oraz czystego fajalitu bez ¿adnych podstawieñ. Wynikianalizy iloœciowej zestawiono w tablicy 2. B³¹d wzglêdny,liczony jako (wx – w0)/w0, gdzie w0 oznacza udzia³ fajalituw mieszaninie wyjœciowej (fajalit bez podstawieñ jonówwapnia), wx – udzia³ fajalitu z podstawieniem x jonówwapnia, obliczony z metody Rietvelda, przyjmuje najwy-¿sz¹ wartoœæ dla x=0,40 i wynosi 0,019. Oznacza to, ¿eb³¹d w oznaczeniu rzeczywistego udzia³u fajalitu w mie-szaninach testowych nie przekracza 2% wartoœci rzeczy-wistej.
L I T E R A T U R A
1. Karta ICDD nr 00-021-01472. Karta ICDD nr 00-034-00983. M. Wyderko, Prace Mineralogiczne 17, Warszawa 1969,
Wydawnictwa Geologiczne
4. FULLPROF, wersja dla WINDOWS XP5. Karta ICDD nr 04-008-85426. Karta ICDD nr 04-010-3230
Gra¿yna Stankiewicz, Marta Kubiczk,Waldemar Spiewok
Opracowanie i atestacja trzech wzorców
wiórowych stali transformatorowej
do analizatorów wêgla i siarki
Celem pracy by³o przeprowadzenie badañ atestacyj-nych, zgromadzonego i ujednorodnionego w pierwszymetapie pracy, materia³u na wzorce wiórowe stali trans-formatorowej o zró¿nicowanej zawartoœci wêgla i siarki.W badaniach uczestniczy³o siedem laboratoriów. Po prze-prowadzeniu statystycznej oceny uzyskanych wynikówoznaczeñ opracowano certyfikaty wzorców serii 190�194.
Development and certification of three chip
standard samples of transformer steel for carbon
and sulphur analysers
The purpose of the work was to carry out the certifica-tion tests of the material, gathered and homogenised inthe first stage of the work, for chip standard samples of thetransformer steel with diverse carbon and sulphur con-tents. Seven laboratories participated in the tests. Afterstatistical assessment of the obtained determination re-sults the certificates for standard samples in series 190 �
194 were developed.
Wprowadzenie
Realizuj¹c zamówienie firmy Stalprodukt S.A., w IIIkwartale 2007 roku podjêto dzia³ania maj¹ce na celu wy-tworzenie nowych wzorców stali transformatorowej. Zgro-madzono materia³ o zró¿nicowanej zawartoœci wêglai siarki oraz zbadano jego jednorodnoœæ.
Przygotowane do badañ jednorodne próbki wiórowe zo-sta³y przekazane do wybranych laboratoriów analitycz-nych celem oznaczenia zawartoœci wêgla i siarki.
Materia³, zakres i metodyka badañ
Materia³y wiórowe przeznaczone na wzorce, oczyszczo-no w rozpuszczalnikach organicznych. Przed rozes³aniemmateria³ów do atestacji, zbadano ich jednorodnoœæ. Uzy-
48 Projekty badawcze sfinansowane z dotacji... Prace IM¯ 3 (2009)
Rys. 2. Symulacja komputerowa, wykonana dla mieszanin dwusk³adnikowych fajalit-hematyt. a) (CaxFe1-x)2SiO4 dla x= 0,0, b)(CaxFe1-x)2SiO4 dla x = 0,60. Promieniowanie kobaltu. Udzia³ fajalitu – 79,01% wag., udzia³ hematytu -20,99%wag.
Fig. 2. Computer simulations of two-component mixtures of fayolite-hematite a) (CaxFe1-x)2SiO4 for x= 0.0, b) (CaxFe1-x)2SiO4
for x = 0.60. Fayolite's fraction – 79,01 wt.%, hematite's fraction – 20,99 wt%
a) b)
skane wartoœci odchylenia standardowego (Tablica 1), po-twierdzi³y przydatnoœæ zgromadzonego materia³u do wy-tworzenia planowanych wzorców.
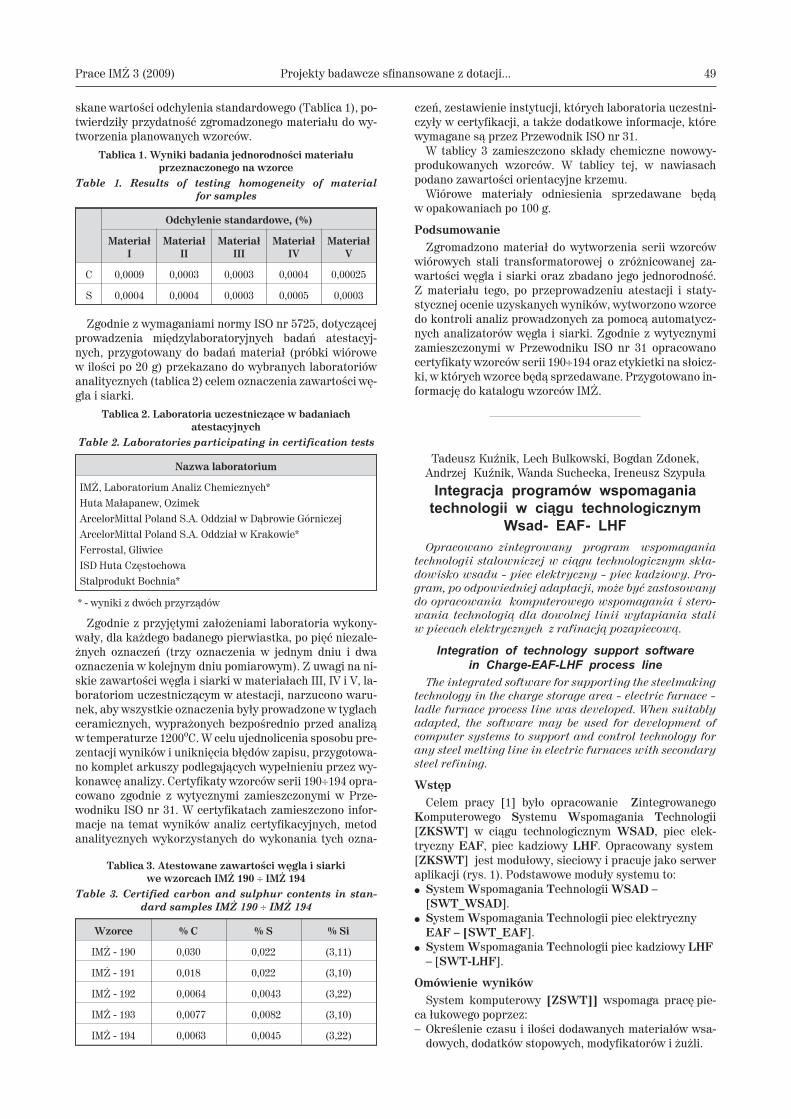
Tablica 1. Wyniki badania jednorodnoœci materia³uprzeznaczonego na wzorce
Table 1. Results of testing homogeneity of materialfor samples
Odchylenie standardowe, (%)
Materia³I
Materia³II
Materia³III
Materia³IV
Materia³V
C 0,0009 0,0003 0,0003 0,0004 0,00025
S 0,0004 0,0004 0,0003 0,0005 0,0003
Zgodnie z wymaganiami normy ISO nr 5725, dotycz¹cejprowadzenia miêdzylaboratoryjnych badañ atestacyj-nych, przygotowany do badañ materia³ (próbki wiórowew iloœci po 20 g) przekazano do wybranych laboratoriówanalitycznych (tablica 2) celem oznaczenia zawartoœci wê-gla i siarki.
Tablica 2. Laboratoria uczestnicz¹ce w badaniachatestacyjnych
Table 2. Laboratories participating in certification tests
Nazwa laboratorium
IM¯, Laboratorium Analiz Chemicznych*Huta Ma³apanew, OzimekArcelorMittal Poland S.A. Oddzia³ w D¹browie GórniczejArcelorMittal Poland S.A. Oddzia³ w Krakowie*Ferrostal, GliwiceISD Huta CzêstochowaStalprodukt Bochnia*
* - wyniki z dwóch przyrz¹dów
Zgodnie z przyjêtymi za³o¿eniami laboratoria wykony-wa³y, dla ka¿dego badanego pierwiastka, po piêæ niezale-¿nych oznaczeñ (trzy oznaczenia w jednym dniu i dwaoznaczenia w kolejnym dniu pomiarowym). Z uwagi na ni-skie zawartoœci wêgla i siarki w materia³ach III, IV i V, la-boratoriom uczestnicz¹cym w atestacji, narzucono waru-nek, aby wszystkie oznaczenia by³y prowadzone w tyglachceramicznych, wypra¿onych bezpoœrednio przed analiz¹w temperaturze 1200oC. W celu ujednolicenia sposobu pre-zentacji wyników i unikniêcia b³êdów zapisu, przygotowa-no komplet arkuszy podlegaj¹cych wype³nieniu przez wy-konawcê analizy. Certyfikaty wzorców serii 190�194 opra-cowano zgodnie z wytycznymi zamieszczonymi w Prze-wodniku ISO nr 31. W certyfikatach zamieszczono infor-macje na temat wyników analiz certyfikacyjnych, metodanalitycznych wykorzystanych do wykonania tych ozna-
czeñ, zestawienie instytucji, których laboratoria uczestni-czy³y w certyfikacji, a tak¿e dodatkowe informacje, którewymagane s¹ przez Przewodnik ISO nr 31.
W tablicy 3 zamieszczono sk³ady chemiczne nowowy-produkowanych wzorców. W tablicy tej, w nawiasachpodano zawartoœci orientacyjne krzemu.
Wiórowe materia³y odniesienia sprzedawane bêd¹w opakowaniach po 100 g.
PodsumowanieZgromadzono materia³ do wytworzenia serii wzorców
wiórowych stali transformatorowej o zró¿nicowanej za-wartoœci wêgla i siarki oraz zbadano jego jednorodnoœæ.Z materia³u tego, po przeprowadzeniu atestacji i staty-stycznej ocenie uzyskanych wyników, wytworzono wzorcedo kontroli analiz prowadzonych za pomoc¹ automatycz-nych analizatorów wêgla i siarki. Zgodnie z wytycznymizamieszczonymi w Przewodniku ISO nr 31 opracowanocertyfikaty wzorców serii 190�194 oraz etykietki na s³oicz-ki, w których wzorce bêd¹ sprzedawane. Przygotowano in-formacjê do katalogu wzorców IM¯.
Tadeusz KuŸnik, Lech Bulkowski, Bogdan Zdonek,Andrzej KuŸnik, Wanda Suchecka, Ireneusz Szypu³a
Integracja programów wspomagania
technologii w ci¹gu technologicznym
Wsad- EAF- LHF
Opracowano zintegrowany program wspomaganiatechnologii stalowniczej w ci¹gu technologicznym sk³a-dowisko wsadu – piec elektryczny – piec kadziowy. Pro-gram, po odpowiedniej adaptacji, mo¿e byæ zastosowanydo opracowania komputerowego wspomagania i stero-wania technologi¹ dla dowolnej linii wytapiania staliw piecach elektrycznych z rafinacj¹ pozapiecow¹.
Integration of technology support software
in Charge-EAF-LHF process line
The integrated software for supporting the steelmakingtechnology in the charge storage area – electric furnace –ladle furnace process line was developed. When suitablyadapted, the software may be used for development ofcomputer systems to support and control technology forany steel melting line in electric furnaces with secondarysteel refining.
WstêpCelem pracy [1] by³o opracowanie Zintegrowanego
Komputerowego Systemu Wspomagania Technologii[ZKSWT] w ci¹gu technologicznym WSAD, piec elek-tryczny EAF, piec kadziowy LHF. Opracowany system[ZKSWT] jest modu³owy, sieciowy i pracuje jako serweraplikacji (rys. 1). Podstawowe modu³y systemu to:� System Wspomagania Technologii WSAD –
[SWT_WSAD].� System Wspomagania Technologii piec elektryczny
EAF – [SWT_EAF].� System Wspomagania Technologii piec kadziowy LHF
– [SWT-LHF].
Omówienie wynikówSystem komputerowy [ZSWT]] wspomaga pracê pie-
ca ³ukowego poprzez:– Okreœlenie czasu i iloœci dodawanych materia³ów wsa-
dowych, dodatków stopowych, modyfikatorów i ¿u¿li.
Prace IM¯ 3 (2009) Projekty badawcze sfinansowane z dotacji... 49
Tablica 3. Atestowane zawartoœci wêgla i siarkiwe wzorcach IM¯ 190 � IM¯ 194
Table 3. Certified carbon and sulphur contents in stan-dard samples IM¯ 190 � IM¯ 194
Wzorce % C % S % Si
IM¯ - 190 0,030 0,022 (3,11)
IM¯ - 191 0,018 0,022 (3,10)
IM¯ - 192 0,0064 0,0043 (3,22)
IM¯ - 193 0,0077 0,0082 (3,10)
IM¯ - 194 0,0063 0,0045 (3,22)

50 Projekty badawcze sfinansowane z dotacji... Prace IM¯ 3 (2009)
– Wspomaganie decyzji operatorów dotycz¹cych pomia-rów analiz spektrometrycznych, pomiarów temperaturitp.
– Dostêp przez kierownictwo i operatorów do danych pro-cesowych operacyjnych i archiwalnych.
– Wspomaganie decyzji operatorów (w oparciu modelematematyczne i dane operacyjne) odnoœnie prognozistotnych parametrów procesu.
System Wspomagania Technologii WSAD –[SWT_WSAD]
Ekonomiczne zastosowanie z³omu opiera siê na w³aœci-wym doborze rodzaju i postaci fizycznej z³omu dla danegoprocesu wytapiania, gatunku stali i w³aœciwoœci gotowegowyrobu [2, 3].
Cele systemu [SWT-WSAD] to:� Zapewnienie wymaganej zawartoœci miedzi (lub miedzi
i cyny) w gotowej stali.� Uzyskanie odpowiedniego ciê¿aru nasypowego, decy-
duj¹cego o liczbie ³adowanych koszy na wytop.� D¹¿enie do minimalnego jednostkowego zu¿ycia energii
elektrycznej.� Zapewnienie jak najwiêkszego uzysku ¿elaza.� Minimalny koszt wsadu.
Zakres systemu [SWT-WSAD] obejmuje:� Opis i algorytmizacje procedur komponowania wsadu
do kosza.� Opracowanie oprogramowania wspomagania technolo-
gii [SWT-WSAD] wraz z odpowiednimi bazami danych.� Testowanie, weryfikacje systemu.
System Wspomagania Technologii piec elektrycznyEAF [SWT-EAF]
Cele systemu [SWT-EAF] to:� Opracowanie systemu wspomagania technologii EAF
przy spe³nieniu wszystkich wymogów technologicznychdla kryterium optymalizacyjnego – minimum kosztówwytopu.
� Optymalny dobór dodatków stopowych, ¿u¿li i modyfi-katorów.
� Uzyskanie za³o¿onego sk³adu chemicznego spustu przyspe³nieniu wymaganych ograniczeñ technologicznychi ruchowych.
Zakres systemu [3–5] [SWT-EAF] obejmuje:� Opis technologii w piecu EAF i jego algorytmizacjê.� Optymalny dobór materia³ów wsadowych i dodatków
stopowych.� Prowadzenie procesu dla kryterium optymalizacyjnego
– minimum kosztów wytopu.� Opracowanie oprogramowania wspomagania technolo-
gii LHF wraz z odpowiednimi bazami danych.
System Wspomagania Technologii w piecukadziowym LHF [SWT-LHF]
Cele systemu (Rys 2.) [SWT_LHF] to:� Optymalny dobór odtleniaczy, dodatków stopowych
i modyfikatorów.� Uzyskanie za³o¿onego sk³adu chemicznego wytopu przy
spe³nieniu wymaganych ograniczeñ technologicznychi ruchowych.
� Prognozowanie temperatury ciek³ej stali w procesie ra-finacji pozapiecowej.
Rys. 1. Zintegrowany System Wspomagania Technologii [ZSWT]Fig. 2. Integrated Technology Support Software [ZSWT]

Zakres prac systemu [SWT-LHF] obejmuje:– Opracowanie modeli chemicznych prognozuj¹cych zu-
¿ycie odtleniaczy, dodatków stopowych i modyfikato-rów.
– Opracowanie modeli prognozuj¹cych temperaturêk¹pieli metalowej.
– Algorytmizacje technologii procesu LHF,– Opracowanie oprogramowania wspomagania technolo-
gii LHF wraz z odpowiednimi bazami danych.
Podsumowanie
� Opracowano Zintegrowany System WspomaganiaTechnologii [ZKSWT] sk³adaj¹cy siê z trzech modu³ów[KSWT_WSAD], [SWT_EAF], [SWT_LHF].
� Opracowano algorytmy i programy obliczenia wsadui dodatków stopowych dla kryterium minimum kosztówwytopu i minimum kosztów wsadu.
� Przeprowadzono badania symulacyjne systemu. Stwier-dzono, ¿e uzyskane wyniki zale¿¹ od doboru kryteriówoptymalizacyjnych, ograniczeñ technologicznych i ru-chowych.
� Aplikacja przemys³owa opracowanego systemu[ZKSWT] powinna doprowadziæ do uzyskanie efektówekonomicznych takich jak: zmniejszenie zu¿ycia ener-gii, skrócenie czasu rafinacji, optymalizowanie dodat-ków stopowych i ¿u¿lotwórczych, optymalizowanie tem-peratur, statystyczne œledzenie procesu, zmniejszaniekosztów.
� Opracowane oprogramowanie [ZKSWT] i uzyskane wy-niki pozwalaj¹ na z³o¿enie oferty na podobny systemw stalowniach elektrycznych, a po adaptacji – na odlew-niach ¿eliwa i staliwa.
L I T E R A T U R A
1. KuŸnik T., Bulkowski L., Zdonek B., KuŸnik A., Suchecka W.,Szypu³a I.: Integracja programów wspomagania technologiiw ci¹gu technologicznym Wsad – EAF-LHF, Sprawozdaniez pracy badawczej IM¯ Nr SO-0638, 2008
2. Zdonek B,. Mazur A., Szypu³a I.: Kierunki optymalizacji kosz-tów materia³ów wsadowych, eksploatacyjnych i energii w pro-cesie wytwarzania stali, Prace IM¯, Nr 2, 2000
3. KuŸnik T, Suchecka W., GaliszU., Zdonek B, Lis J.: Sprawoz-danie z pracy badawczej nr PC-00090/14, 2004
4. Bulkowski L., KuŸnik T., Zdonek B.: Komputerowy systemwspomagaj¹cy gospodarkê wsadowa dla stalowni elektrycz-nej, XII International Scientic Conference Iron and Steelma-king, Serbske Pleso, S³owacja 2007
5. Bulkowski L., KuŸnik T., Zdonek B. : „Computer Aided ChargeManagement System For Electric Steelworks, Archives of Me-tallurgy and Materials, 53, 2008, s. 633-635
Jaros³aw Gazdowicz, Marta Kubiczek, Hanna Krztoñ,Krzysztof Radwañski
Opracowanie metodyki badañ
metalograficznych i chemicznych warstw
wierzchnich stopów lekkich po procesie
polerowania i obróbki anodowej
Celem pracy by³o opracowanie metodyki badañ meta-lograficznych i chemicznych powierzchni warstwwierzchnich po procesie polerowania i obróbki anodowejstopów lekkich. W ramach pracy opracowano metodykibadañ warstw wierzchnich za pomoc¹ skaningowego mi-kroskopu elektronowego Inspect F wyposa¿ony w EDSi EBSD, metodykê pomiaru mikrotwardoœci warstwywierzchniej na przekroju poprzecznym. Opracowano tak-¿e metodykê analizy profilowej stopów tytanu, magnezui glinu z wykorzystaniem metody optycznej spektrome-trii emisyjnej ze wzbudzeniem jarzeniowym (GD OES).W ramach pracy zweryfikowano opracowane metodykidla warstw wierzchnich naniesionych na stopie magnezupozyskanych z Politechniki Œl¹skiej w ramach realizacjiProjektu Zamawianego.
Prace IM¯ 3 (2009) Projekty badawcze sfinansowane z dotacji... 51
Rys. 2. Strategie sterowania [SWT-LHF]Fig. 2. Control strategies [SWT-LHF]

Development of methodology for metallographic
and chemical investigations of light alloy surface
layers after polishing and anodic treatment
The purpose of the work was to develop the methodologyfor metallographic and chemical investigations of surfacelayers after polishing and anodic treatment of light al-loys. As a part of the work the methodologies for investiga-tions of surface layers using Inspect F scanning electronmicroscope equipped with EDS and EBSD and methodo-logy for measuring micro-hardness of surface layer atcross-section were developed. Methodology for profileanalysis of titanium, magnesium and aluminium alloysusing the glow discharge optical emission spectroscopymethod (GD OES) were also developed. During the work,the methodologies developed for surface layers applied tomagnesium alloy acquired from the Silesian Universityof Technology as a part of carrying out the Ordered Pro-ject were verified.
Wstêp
Opracowano metodyki badañ powierzchni i przekrojówwarstw wierzchnich za pomoc¹ skaningowego mikrosko-pu elektronowego Inspect F wyposa¿onego w detektorEDS i analizator EBSD, a tak¿e metodykê pomiaru mikro-twardoœci warstw na przekroju poprzecznym za pomoc¹mikrotwardoœciomierza serii FT ARS 9000. Ponadto, opi-sano metodykê badañ warstw wierzchnich za pomoc¹ pro-mieniowania rentgenowskiego (analiza fazowa, tekstura,naprê¿enia w³asne), a tak¿e z wykorzystaniem metodyoptycznej spektrometrii emisyjnej ze wzbudzeniem jarze-niowym (GD OES).
Praca stanowi wspomaganie projektu zamawianego pt.:„Badania metalograficzne i chemiczne warstw pasywnychna stopach aluminium, magnezu i tytanu oraz pow³ok sto-powych Zn-Ni, Zn-Co, Sn-Zn, Co-P i Ni-P na stalach”, któ-rego czêœæ zwi¹zana z ww. metodami badawczymi realizo-wana jest w Instytucie Metalurgii ¯elaza.
Badania warstw za pomoc¹ elektronowegomikroskopu skaningowego
Badania powierzchni materia³ów, jego struktury jaki pomiary gruboœci warstw wierzchnich realizuje siê po-przez obrazowanie za pomoc¹ detektorów SE i BSE. De-tektory SE i BSE stanowi¹ podstawowe wyposa¿enie ska-ningowego mikroskopu elektronowego Inspect F. W przy-padku badania warstwy modyfikowanej chemicznie lubelektrochemicznie nale¿y spodziewaæ siê mo¿liwoœci reje-strowania kontrastu powsta³ego w wyniku ró¿nicy w sk³a-dzie chemicznym warstwy i materia³u pod³o¿a. Uzyskaniekontrastu pomiêdzy warstw¹ a pod³o¿em na zg³adach po-przecznych pozwoli na pomiar gruboœci warstwy. Pomiargruboœci warstwy bêdzie realizowany za pomoc¹ skanin-gowego mikroskopu elektronowego Inspect F wyposa-¿onego w aplikacje do pomiarów stereologicznych obiek-tów na próbkach.
Chemiczna lub elektrochemiczna modyfikacja warstwywierzchniej mo¿e prowadziæ do istotnej zmiany jej sk³aduchemicznego. Detekcja energii promieniowania rentge-nowskiego za pomoc¹ detektora EDS pozwala na rejestra-cjê sk³adu chemicznego w mikroobszarze jakim jest bada-na warstwa wierzchnia. Detektor EDS stanowi wyposa¿e-nie mikroskopu skaningowego Inspect F.
Analiza za pomoc¹ EDS pozwala uzyskaæ tylko informa-cje na temat sk³adu chemicznego. Jednak¿e zarówno nie-które pierwiastki jak i zwi¹zki chemiczne maj¹ odmianyalotropowe. Dlatego te¿ zastosowanie badañ z wykorzy-
staniem EBSD pozwoli na pe³niejszy opis struktury mody-fikowanej warstwy wierzchniej
Badania warstw wierzchnich wykorzystuj¹cedyfrakcjê promieniowania rentgenowskiego
W badaniach warstw wierzchnich wykorzystuje siêg³ównie identyfikacjê fazow¹, analizê tekstury oraz bada-nie makronaprê¿eñ. Dyfrakcja promieniowania rentge-nowskiego pozwala na jednoznaczne okreœlenie czywarstw jest krystaliczna czy amorficzna. W przypadkuwarstw krystalicznych, pe³na identyfikacja sk³adu fazo-wego pozwala na rozró¿nienie pików od pod³o¿a i war-stwy. Mo¿liwe jest równie¿ wykonie badañ tekstury i ocenêmakronaprê¿eñ. W przypadku warstw amorficznych okre-œlenie tekstury i makronaprê¿eñ jest niemo¿liwa.
Pomiary mikrotwardoœci warstw wierzchnichPomiar mikrotwardoœci na zg³adach poprzecznych wy-
konano za pomoc¹ mikrotwardoœciomierzu serii FT ARS9000. Jest to w pe³ni zautomatyzowane urz¹dzenie, umo-¿liwiaj¹ce pomiar mikrotwardoœci metod¹ Vickersai Knoppa. Dodatkowo umo¿liwia pomiar odpornoœci nakruche pêkanie. Mikrotwardoœciomierz pozwala na wyko-nywanie pomiarów wzd³u¿ dowolnie zadanej linii i na za-danej powierzchni. Mo¿liwe jest zadanie obci¹¿eniawg³êbnika od 10 do 1000 gf, natomiast czas pomiaru wyno-si 5–99 s.
52 Projekty badawcze sfinansowane z dotacji... Prace IM¯ 3 (2009)
Rys. 1. Przyk³ad powierzchni warstwy P7/50/20 wraz z wyni-kiem mikroanalizy sk³adu chemicznego
Fig. 1. Example of P7/50/20 layer surface with chemicalcomposition microanalysis result
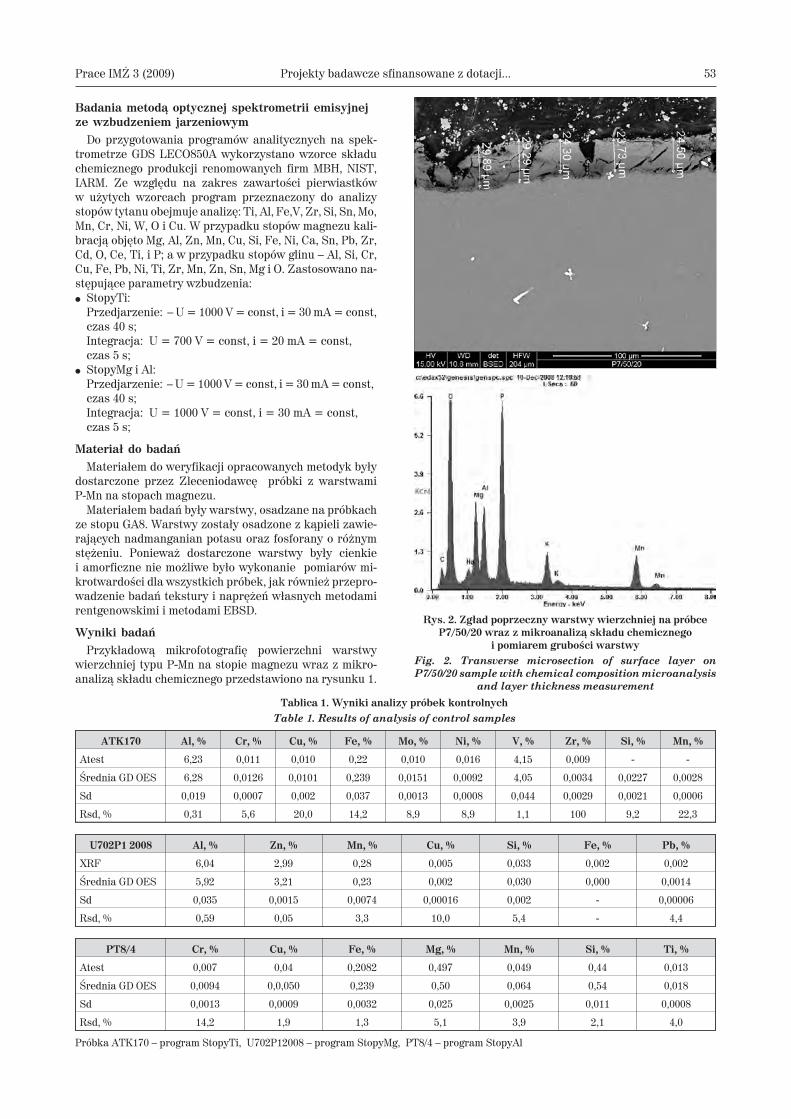
Badania metod¹ optycznej spektrometrii emisyjnejze wzbudzeniem jarzeniowym
Do przygotowania programów analitycznych na spek-trometrze GDS LECO850A wykorzystano wzorce sk³aduchemicznego produkcji renomowanych firm MBH, NIST,IARM. Ze wzglêdu na zakres zawartoœci pierwiastkóww u¿ytych wzorcach program przeznaczony do analizystopów tytanu obejmuje analizê: Ti, Al, Fe,V, Zr, Si, Sn, Mo,Mn, Cr, Ni, W, O i Cu. W przypadku stopów magnezu kali-bracj¹ objêto Mg, Al, Zn, Mn, Cu, Si, Fe, Ni, Ca, Sn, Pb, Zr,Cd, O, Ce, Ti, i P; a w przypadku stopów glinu – Al, Si, Cr,Cu, Fe, Pb, Ni, Ti, Zr, Mn, Zn, Sn, Mg i O. Zastosowano na-stêpuj¹ce parametry wzbudzenia:� StopyTi:
Przedjarzenie: – U = 1000 V = const, i = 30 mA = const,czas 40 s;Integracja: U = 700 V = const, i = 20 mA = const,czas 5 s;
� StopyMg i Al:Przedjarzenie: – U = 1000 V = const, i = 30 mA = const,czas 40 s;Integracja: U = 1000 V = const, i = 30 mA = const,czas 5 s;
Materia³ do badañ
Materia³em do weryfikacji opracowanych metodyk by³ydostarczone przez Zleceniodawcê próbki z warstwamiP-Mn na stopach magnezu.
Materia³em badañ by³y warstwy, osadzane na próbkachze stopu GA8. Warstwy zosta³y osadzone z k¹pieli zawie-raj¹cych nadmanganian potasu oraz fosforany o ró¿nymstê¿eniu. Poniewa¿ dostarczone warstwy by³y cienkiei amorficzne nie mo¿liwe by³o wykonanie pomiarów mi-krotwardoœci dla wszystkich próbek, jak równie¿ przepro-wadzenie badañ tekstury i naprê¿eñ w³asnych metodamirentgenowskimi i metodami EBSD.
Wyniki badañ
Przyk³adow¹ mikrofotografiê powierzchni warstwywierzchniej typu P-Mn na stopie magnezu wraz z mikro-analiz¹ sk³adu chemicznego przedstawiono na rysunku 1.
Prace IM¯ 3 (2009) Projekty badawcze sfinansowane z dotacji... 53
Tablica 1. Wyniki analizy próbek kontrolnychTable 1. Results of analysis of control samples
ATK170 Al, % Cr, % Cu, % Fe, % Mo, % Ni, % V, % Zr, % Si, % Mn, %
Atest 6,23 0,011 0,010 0,22 0,010 0,016 4,15 0,009 - -
Œrednia GD OES 6,28 0,0126 0,0101 0,239 0,0151 0,0092 4,05 0,0034 0,0227 0,0028
Sd 0,019 0,0007 0,002 0,037 0,0013 0,0008 0,044 0,0029 0,0021 0,0006
Rsd, % 0,31 5,6 20,0 14,2 8,9 8,9 1,1 100 9,2 22,3
U702P1 2008 Al, % Zn, % Mn, % Cu, % Si, % Fe, % Pb, %
XRF 6,04 2,99 0,28 0,005 0,033 0,002 0,002
Œrednia GD OES 5,92 3,21 0,23 0,002 0,030 0,000 0,0014
Sd 0,035 0,0015 0,0074 0,00016 0,002 - 0,00006
Rsd, % 0,59 0,05 3,3 10,0 5,4 - 4,4
PT8/4 Cr, % Cu, % Fe, % Mg, % Mn, % Si, % Ti, %
Atest 0,007 0,04 0,2082 0,497 0,049 0,44 0,013
Œrednia GD OES 0,0094 0,0,050 0,239 0,50 0,064 0,54 0,018
Sd 0,0013 0,0009 0,0032 0,025 0,0025 0,011 0,0008
Rsd, % 14,2 1,9 1,3 5,1 3,9 2,1 4,0
Próbka ATK170 – program StopyTi, U702P12008 – program StopyMg, PT8/4 – program StopyAl
Rys. 2. Zg³ad poprzeczny warstwy wierzchniej na próbceP7/50/20 wraz z mikroanaliz¹ sk³adu chemicznego
i pomiarem gruboœci warstwyFig. 2. Transverse microsection of surface layer onP7/50/20 sample with chemical composition microanalysis
and layer thickness measurement

Stwierdzono zmianê zawartoœci fosforu i manganu w zale-¿noœci od zastosowanej k¹pieli pokrywaj¹cej.
Na rysunku 2 zamieszczono przyk³adowe mikrofotogra-fie zg³adu poprzecznego warstwy typu P-Mn na stopie ma-gnezu wraz z mikroanaliz¹ sk³adu chemicznego. Stwier-dzono, ¿e utworzona warstwa na powierzchni jest popêka-na. Gruboœæ warstwy zmienia siê od 2 do 30 µm w zale¿no-œci od próbki. Jedynie dla próbek, dla których warstwaby³a powy¿ej 20 µm mo¿liwe by³o wykonanie pomiaru mi-krotwardoœci. Œrednia twardoœæ warstwy wynosi³a oko³o105 µHV10, natomiast œrednia twardoœæ materia³u rodzi-mego wynosi³a 85 µHV10. Badania rentgenowskie wyka-za³y obecnoœæ jedynie obecnoœæ warstwy amorficznej, couniemo¿liwi³o wykonanie badañ tekstury i naprê¿eñ w³as-nych.
W celu weryfikacji metodyki badañ z wykorzystaniemtechniki GD OES przeanalizowano próbki kontrolne, któ-rych sk³ad chemiczny oznaczono niezale¿nymi technikamianalitycznymi. Przyk³adowe wyniki analiz przedstawionow tablicy 1. Otrzymane rezultaty wskazuj¹ na poprawnedzia³anie programu przygotowanego dla metody GD OES.Jedynie dla próbki glinu uzyskano nieco wiêksze rozbie-¿noœci przy oznaczaniu Mn i Si.
Na rysunku 3 przedstawiono wyniki iloœciowej analizyprofilowej dla powierzchni próbki magnezu. Profil pokazu-je mo¿liwoœæ wykorzystania opracowanej metodyki do ob-serwacji zjawiska utleniania powierzchniowego. Na profi-lu widoczne jest zubo¿enie warstwy powierzchniowejw cynk, a wzbogacenie w glin przy jednoczesnej obecnoœcitlenu na poziomie zawartoœci oko³o 2 % wag.
Podsumowanie
Opracowane metodyki badañ warstw na powierzchnimetali lekkich dla mikroskopu skaningowego, pozwalaj¹na stosunkowo dobry opis ich struktury. Mo¿liwa jest pre-zentacja zarówno powierzchni, jak i przekroju poprzecz-nego warstwy oraz jej gruboœci wraz z mikroanaliz¹sk³adu chemicznego.
W przypadku badañ mikrotwardoœci warstwy s¹ miêk-kie i cienkie, dlatego te¿ wymagana jest odpowiednia jejgruboœæ dla wykonania pomiaru twardoœci (gruboœæ war-stwy powy¿ej 20 µm).
Charakter dyfraktogramów œwiadczy o amorficznoœciwarstw. Obecnoœæ warstw amorficznych uniemo¿liwia wy-konanie badañ tekstury i naprê¿eñ w³asnych.
Opracowana metodyka badañ metod¹ GD OES pozwalana analizê stopów lekkich z wystarczaj¹c¹ dok³adnoœci¹.Gorsza precyzja oznaczeñ w przypadku stopów Mg i Alczêœciowo odzwierciedla niejednorodnoœci tych stopów ob-serwowane tak¿e w badaniach metod¹ XRF. Opracowaneprogramy analizy profilowej umo¿liwiaj¹ obserwacjê zja-wiska powierzchniowego utleniania a tak¿e innych proce-sów, w trakcie których na powierzchni tworz¹ siê zwi¹zkizawieraj¹ce aniony kwasów tlenowych.
Andrzej Maciosowski, Krzysztof Radwañski,Jaros³aw Gazdowicz, Stanis³aw Cesarz
Przeprowadzenie prób i badañ
laboratoryjnych pod k¹tem doboru
obróbki cieplnej taœm i pasów
stalowych walcowanych na zimno
Celem pracy by³o okreœlenie mo¿liwoœci zast¹pienia ob-róbki cieplnej taœm i pasów ze stali konstrukcyjnych i na-rzêdziowych polegaj¹cej na hartowaniu i nastêpnym od-puszczaniu w o³owiu, procesem hartowania izotermicz-nego i/lub wyd³u¿onego ch³odzenia w sprê¿onym azocie.W tym celu przeprowadzono w warunkach prze-mys³owych Przeróbki Plastycznej na Zimno – Baildon Sp.z o.o. próby hartowania i odpuszczania taœm i pasów wy-korzystuj¹c dotychczas stosowan¹ technologiê oraz próbywyd³u¿onego ich ch³odzenia sprê¿onym azotem. W wa-runkach laboratoryjnych wykonano obróbkê ciepln¹taœm polegaj¹c¹ na hartowaniu izotermicznym. Uzyska-ne wyniki badañ taœm/pasów ch³odzonych z temperaturyaustenityzowania azotem, wskazuj¹, ¿e mo¿liwe jest uzy-skiwanie porównywalnych w³aœciwoœci mechanicznychi twardoœci taœm i pasów do w³aœciwoœci mechanicznychi twardoœci taœm/pasów hartowanych i odpuszczanychw o³owiu.
Carrying out laboratory tests with regard
to selection of heat treatment of cold-rolled steel
strips and belts
The purpose of the work was to define the possibilitiesto replace heat treatment of strips and belts from con-structional and tool steel, which was quenched followedby tempering in lead bath, with isothermal hardeningand/or elongated cooling in compressed nitrogen. In thispurpose, the hardening and tempering tests using the cur-rently applied technology as well as tests of elongated co-oling with compressed nitrogen were carried out underthe industrial conditions of Przeróbka Plastyczna na Zim-no – Baildon Sp. z o.o. The heat treatment of strips, whichwas isothermal hardened, was performed under the labo-ratory conditions. The obtained results of testing strips/belts cooled from the nitrogen austenitising temperatureshow that it is possible to obtain mechanical propertiesand hardness of the strips and belts comparable to those ofthe strips/belts hardened and tempered in lead bath.
Wstêp
Przeróbka Plastyczna na Zimno – Baildon Sp. z o.o. wy-kazuje zainteresowanie modernizacj¹ linii do koñcowejobróbki cieplnej taœm i pasów. Dotychczas Zak³ad prze-prowadza proces obróbki cieplnej polegaj¹cy na hartowa-niu w oleju i nastêpnym odpuszczaniu w o³owiu. Chêæ mo-dernizacji linii do obróbki cieplnej wynika m. in. ze szkodli-wego wp³ywu o³owiu na œrodowisko, d¹¿enia do obni¿aniakosztów produkcji oraz polepszenia jakoœci wyrobów. Ce-
54 Projekty badawcze sfinansowane z dotacji... Prace IM¯ 3 (2009)
Rys. 3 Przyk³ad iloœciowego profilu wg³êbnego warstwy utle-nionej, próbka U702P1R2008, Program StopyMg
Fig. 3. The example of quantitative in-depth profile for oxi-de layer on U702P1R2008 sample, StopyMg program

lem pracy by³o okreœlenie mo¿liwoœci zast¹pienia obróbkicieplnej taœm i pasów ze stali konstrukcyjnych i narzêdzio-wych polegaj¹cej na hartowaniu i nastêpnym odpuszcza-niu w o³owiu, procesem hartowania izotermicznego i/lubwyd³u¿onego ch³odzenia w sprê¿onym azocie.
Materia³, zakres i metodyka badañ
Materia³ do badañ stanowi³y taœmy i pasy ze stali kon-strukcyjnej sprê¿ynowej 51CrV4 o wymiarach 250,0×0,5 mm oraz ze stali narzêdziowej N7E o wymiarach25,0×0,50 mm. Próby hartowania i odpuszczania taœmi pasów przeprowadzono w warunkach przemys³owychPrzeróbki Plastycznej na Zimno – Baildon Sp. z o.o. Próbyte przeprowadzono zmieniaj¹c nastêpuj¹ce parametry:– prêdkoœæ przesuwu taœmy/pasa w linii do obróbki cieplnej,– temperaturê odpuszczania,– temperaturê hartowania – w przypadku taœm i pasów ze
stali N7E.
Dla taœm i pasów ze stali 51CrV4 przeprowadzono próbyhartowania z temperatury 870°C i nastêpnego odpuszcza-nia w piecu o³owiowym w temperaturze 375°C, 425°Ci 550°C. Próby wykonano dla dwóch prêdkoœci przesuwutaœmy/pasa tj. 1,6m/min. i 4,5 m/min.
Hartowanie taœm i pasów ze stali N7E przeprowadzonoz temperatury 840°C, 850°C i 870°C. Próbki nastêpnie od-puszczano w temperaturze 375°C, 425°C i 550°C. Próby tewykonano dla trzech prêdkoœci przesuwu taœmy/pasa tj.1,6; 4,5 i 5,2 m/min.
W warunkach przemys³owych przeprowadzono równie¿próby polegaj¹ce na ch³odzeniu taœm i pasów ze stali N7Ebezpoœrednio po wyjœciu z pieca przelotowego w muflich³odz¹cej o d³ugoœci 3m i wymiarach 100 × 50 mm, do któ-rej dostarczano azot pod ciœnieniem, eliminuj¹c tym sa-mym proces odpuszczania w k¹pieli o³owiowej. Ekspery-menty przeprowadzono na taœmach/pasach o wymiarach20,00 × 0,65 mm, zmieniaj¹c nastêpuj¹ce parametry:– ciœnienie azotu dostarczanego do mufli ch³odz¹cej,– prêdkoœæ przesuwu taœmy/pasa w linii do obróbki cieplnej.
W warunkach laboratoryjnych wykonano próby harto-wania izotermicznego taœm i pasów ze stali N7E i 51CrV4w celu okreœlenia mo¿liwoœci uzyskania porównywalnychwyników w³aœciwoœci mechanicznych i struktury do taœmi pasów obrabianych cieplnie w warunkach przemys-³owych. Próbki austenityzowano w temperaturze 850°C,nastêpnie sch³adzano w oleju do temperatury 450, 400,350°C i wygrzewano w piecu a¿ do zajœcia pe³nych prze-mian w materiale.
Po przeprowadzonych eksperymentach z taœm i pasówpobrano próbki do badañ i przeprowadzono badaniastruktury za pomoc¹ mikroskopu œwietlnego, próby roz-ci¹gania oraz pomiary twardoœci taœm i pasów.
Wyniki i ich dyskusja
Wp³yw prêdkoœci przesuwu taœmy/pasa ze stali N7Eoraz temperatury odpuszczania po hartowaniu z tempera-tury 840°C na twardoœæ HV1 taœm i pasów przedstawionona rysunku 1. Nie stwierdzono jednoznacznego wp³ywuprêdkoœci przesuwu taœmy/pasa na twardoœæ po hartowa-niu i odpuszczaniu w temperaturze 375°C i 425°C. W przy-padku taœm odpuszczanych w temperaturze 550°C, stwier-dzono, ¿e wzrost prêdkoœci przesuwu taœmy/pasa w zakre-sie 1,6÷5,2 m/min. powoduje przyrost twardoœci z 397HV1do 418HV1.Wzrost temperatury odpuszczania powodujespadek twardoœci taœm/pasów. Mikrostruktura taœm i pa-sów odpuszczonych w T = 375°C po hartowaniu z³o¿ona
jest z martenzytu odpuszczonego, austenitu szcz¹tkowegoi nielicznych bardzo drobnych wêglików. W przypadkutaœm i pasów odpuszczonych w temperaturze 425°Ci 550°C mikrostruktura z³o¿ona jest z sorbitu, austenituszcz¹tkowego i nielicznych bardzo drobnych wêglików.Przyk³adowa mikrostrukturê taœmy/pasa odpuszczonejw temperaturze 550°C przedstawiono na rysunku 2.
Twardoœæ taœm i pasów ze stali N7E ch³odzonych z tem-peratury T = 870°C azotem dostarczanym do mufli pod ciœ-nieniem 1,3 atmosfery i ni¿szym, niezale¿nie od szybkoœciprzesuwu taœmy/pasa wynosi oko³o 270HV1. Mikrostruk-tura tych taœm/pasów z³o¿ona jest z ferrytu, perlitu i drob-nych wêglików (rys. 3). Ch³odzenie taœm i pasów azotemdostarczonym do mufli ch³odz¹cej pod ciœnieniem 2,5 at-mosfery, przy prêdkoœci przesuwu taœmy/pasa wynosz¹cej4,2 m/min. spowodowa³o zahartowanie siê taœm i pasówo czym œwiadczy obecnoœæ struktur iglastych w postacimartenzytu (rys. 4). W strukturze mo¿na zauwa¿yæ rów-nie¿ drobne wêgliki.
Wp³yw temperatury wytrzymania podczas hartowaniaizotermicznego taœm/pasów ze stali 51CrV4 i N7E na twar-doœæ przedstawiono na rysunku 5. Wraz ze wzrostem tem-peratury wytrzymania w procesie hartowania izotermicz-nego w zakresie temperatury 350÷450°C maleje twardoœætaœm/pasów po hartowaniu izotermicznym. Twardoœætaœm/pasów ze stali 51CrV4 maleje w tym zakresie od467HV1 do 439HV1, natomiast taœm/pasów ze stali N7E od458HV1 do 378HV1. Uzyskane twardoœci taœm odpowia-daj¹ twardoœci taœm/pasów hartowanych i odpuszczanych
Prace IM¯ 3 (2009) Projekty badawcze sfinansowane z dotacji... 55
Rys. 1. Wp³yw prêdkoœci przesuwu taœmy/pasa ze stali N7Eoraz temperatury odpuszczania po hartowaniu z temperatury
840°C na twardoœæ HV1 taœm i pasów
Rys. 2. Mikrostruktura taœmy/pasa ze stali N7E po hartowa-niu i odpuszczaniu w temperaturze 550°C, pow. 800×
Fig. 2. Microstructure of N7E steel strip/belt after harde-ning and tempering at 550°C

w temperaturze 475°C i 550°C [1]. Mikrostruktura taœmi pasów zarówno w gatunku 51CrV4 jak i N7E z³o¿ona jestz martenzytu i du¿ej iloœci wêglików (rys. 6). Mikrostruk-tura taka œwiadczy o zahartowaniu siê stali.
Wnioski
1) Uzyskane wyniki badañ taœm/pasów ch³odzonychz temperatury austenityzowania azotem, wskazuj¹, ¿emo¿liwe jest uzyskiwanie porównywalnych w³aœciwo-œci mechanicznych i twardoœci taœm i pasów do w³aœ-ciwoœci mechanicznych i twardoœci taœm/pasów harto-wanych i odpuszczanych w o³owiu.
2) Przeprowadzone próby ch³odzenia azotem z tempera-tury austenityzowania taœm i pasów ze stali N7E wska-zuj¹ na nisk¹ powtarzalnoœæ realizowanej w ten sposóbobróbki cieplnej, bêd¹c¹ efektem m. in. niedoskona³oœciutworzonej dla tych celów linii testowej. Do niedosko-na³oœci tych mo¿na zaliczyæ m.in.:– wt³aczanie azotu do mufli ch³odz¹cej tylko na koñcu
mufli, co powodowa³o niejednorodny rozk³ad ciœnie-nia na d³ugoœci mufli,
– brak pe³nej kontroli ciœnienia wt³aczanego azotu,– nieszczelnoœæ uk³adu.
Celowe wydaje siê doprowadzania azotu w kilku punk-tach na ca³ej d³ugoœci mufli i zautomatyzowanie procesuwt³aczania azotu.3) Wykonane próby hartowania izotermicznego taœm i pa-
sów ze stali 51CrV4 i N7E doprowadzi³y do uzyskaniaporównywalnych twardoœci do taœm/pasów hartowa-nych i odpuszczanych w linii przemys³owej w tempera-turze powy¿ej 425°C. Wyniki badañ mikrostrukturywskazuj¹ na zahartowanie taœm i pasów, co spowodo-wane jest brakiem pe³nej kontroli ch³odzenia w warun-kach laboratoryjnych. Proces hartowania izotermicz-nego wymaga szybkiego sch³odzenia z temperatury au-stenityzowania do temperatury wytrzymania. Niezbêd-ne dla prawid³owego przeprowadzenia hartowania izo-termicznego jest medium o temperaturze wytrzymaniaw procesie hartowania izotermicznego.
4) Wyniki niniejszej pracy zostan¹ zreferowane w Prze-róbce Plastycznej na Zimno – Baildon Sp. z o.o. W zale-¿noœci od podjêtych decyzji w zakresie mo¿liwoœciinwestycyjnych zak³adu, mo¿liwe jest wyst¹pieniez wnioskiem o przyznanie projektu celowego.
L I T E R A T U R A
1. Radwañski K., Wiedermann J.: „Badanie wp³ywu parametrówkoñcowej obróbki cieplnej na zmiany struktury i w³aœciwoœcitaœm i pasów walcowanych na zimno z naro¿ami kszta³towy-mi wykonanych ze stali narzêdziowych”, w ramach projektuPC-0114-12, maj 2008, nie publikowane
56 Projekty badawcze sfinansowane z dotacji... Prace IM¯ 3 (2009)
Rys. 3. Mikrostruktura taœmy/pasa ze stali N7E po hartowa-niu i ch³odzeniu sprê¿onym azotem o ciœnieniu 1,3 atmosfery,
pow. 800×Fig. 3. Microstructure of N7E steel strip/belt after harde-
ning and cooling with compressed nitrogen of 1.3 atm.
Rys. 4. Mikrostruktura taœmy/pasa ze stali N7E po hartowa-niu i ch³odzeniu sprê¿onym azotem o ciœnieniu 2,5 atmosfery,
pow. 800×Fig. 4. Microstructure of N7E steel strip/belt after harde-
ning and cooling with compressed nitrogen of 2.5 atm.
Rys. 6. Mikrostruktura taœmy/pasa po hartowaniu izoter-micznym z wytrzymaniem w temperaturze 400°C, pow. 800×Fig. 6. Microstructure of strip/belt after isothermal harde-
ning with holding at 400°C
Rys. 5. Wp³yw temperatury wytrzymania podczas hartowa-nia izotermicznego taœm/pasów ze stali 51CrV4 i N7E na
twardoϾ HV1Fig. 5. Effect of holding temperature during isothermalhardening of 51CrV4 and N7E steel strips/belts on HV1
hardness





























