-
Profiting with FCC feedstock diversity
T he FCC unit can process a variety of feeds, from severely
hydrotreated gas oil (VGO) to resid (Figure 1). It can be operated
to maximise gasoline or distillate production, or it can be
operated at high severity to maximise petrochemical feed production
such as propyl-ene. Some refiners have endeavoured to comply with
clean fuels regulations while maximising profitability by
processing cheaper, heavier and more sour crudes. This can be
achieved by combining the proper process units either upstream or
downstream from the FCC unit with the right catalytic solution.
Units such as hydrot-reaters, hydrocrackers, cokers and visbreakers
are common components of strategies used to upgrade low-value
hydrocarbon streams before incorporating a portion of these streams
in the feed to the FCC unit. Diesel or gasoline treat-ment units
are also employed after FCC processing to further improve product
quality and allow blending into the gasoline or diesel pool without
compromising compliance with clean fuel requirements.
The changing needs of refiners present new challenges for FCC
catalyst manufacturers. Many refiners increasingly require FCC
catalysts capa-ble of handling diverse feed slates. Even if the
feed composition to the FCC is relatively constant, the varieties
of crude and refinery processing schemes have resulted in a huge
range of needs for which the catalyst vendor must make optimum
formulations. In addition, many refiners are finding that despite
the instal-lation of new process units to reduce sulphur in
gasoline and distillate products, the overall prof-itability of
their operation can be enhanced by using FCC catalysts and
additives that reduce gasoline sulphur. Such catalysts can improve
economics, for example, by reducing the severity
Natalie Petti, Larry Hunt and George Yaluris Grace Davison
www.digitalrefining.com/article/1000133 PTQ Q3 2006 1
Gasoline sulphur-reduction catalysts and additives can provide
additional options and flexibility while maximising refinery
profitability
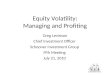
Figure 1 Worldwide distribution of feed types by FCC units based
on equilibrium catalyst metals
ImpactHigh Ni + V Polaris
High V
MidasMax bottoms
reduction
PinnacleHigh Ni
Advanta
Coke selectivityDRIVEN
Bottom reductionDRIVEN
High productolefinicity
LibraHydrotreated
feeds
AuroraLow coke and gas
Allfeed types
Features TRIM Tunable reactive matrices
Figure 2 Grace Davison FCC catalyst technologies based on the
alumina-sol platform
www.digitalrefining.com/article/1000133
-
of operation of hydrotreating units upstream or downstream of
the FCC unit and decreasing gasoline octane loss.
Catalyst technology platformAs refiner needs have become more
complex and diverse, the importance of FCC catalyst technol-ogy to
adapt and serve these needs has increased dramatically. Grace
Davisons proprietary alumina-sol technology platform has been
designed to allow maximum possible flexibility for formulating FCC
catalysts. As shown in Figure 2, alumina-sol catalysts can be
formulated to deliver the desired activity, coke selectivity and
bottoms cracking activity to suit the needs of FCC units.
Additional functionalities can be incorporated to further optimise
catalyst performance. For example, while the alumina-sol technology
is inherently coke selective, further improvement in coke
selectivity as well as in bottoms cracking and activity retention
has been achieved by incorporating special matrices to provide V
and Ni passivation. The recently intro-duced proprietary Tunable
Reactive Matrix (TRM) technology has further allowed for the
extended application of alumina-sol catalysts to cover applications
for units processing any type of feed.1
Through a combination of materials and processing technology
advancements, TRM tech-nology provides control of the matrix
acidity and porosity, so that the catalyst matrix has proper-ties
specifically calibrated to the requirements of the feed to be
processed. Alumina-sol catalysts with TRM technology have been used
success-fully to process resid in the presence of high levels of
contaminant metals with step-out coke selectivity and bottoms
cracking activity; to maximise bottoms cracking in units processing
hydrotreated feeds without a coke penalty; and to minimise coke and
maximise bottoms crack-ing for units processing gas oil
feedstocks.
In addition, alumina-based catalysts can provide a measure of
resistance to iron (Fe) poisoning, because alumina resists the
formation of low-temperature melting phases, which destroy the
surface pore structure of catalytic particles and block access of
the hydrocarbon molecules to the interior structure.2,4 Grace
Davison catalysts made with alumina-sol tech-nology are especially
resistant to Fe poisoning. The alumina from the alumina-sol process
is the
2 PTQ Q3 2006 www.digitalrefining.com/article/1000133
most effective form of alumina for Fe tolerance because it is
dispersed throughout the catalytic particle, providing the pore
structure required for diffusion of the heavy hydrocarbon
mole-cules inside the particle for cracking. It also has active
sites for bottoms cracking activity, and its pore structure is not
susceptible to closing by Fe contamination. This technology has
been incor-porated into premium resid cracking technologies,
providing exceptional Fe tolerance.
Processing resid feeds As the availability of easy-to-process
feeds continues to dwindle, efforts to improve profita-bility have
resulted in increased resid processing. This is especially true for
refiners having recently constructed FCC units, since new FCC units
are often built to handle the high levels of coke made by cracking
resid. Regardless of the FCC unit configuration, when processing
resid feeds several considerations are important in selecting the
best cracking catalyst: Amount of high boiling point feed
components Amount of contaminant metals (for example, Ni, V, Fe,
Na, Ca and Mg) on equilibrium cata-lyst (e-cat) Unit constraints
and economics (for example, air blower and slurry handling limits,
bottoms upgrading requirements).
As has been reported elsewhere, there are three types of bottoms
cracking mechanism: Type I involves vapourisation and pre-cracking
of the feed; Type II is dealkylation of alkyl-aromatics primarily
catalysed by the zeolite component of the catalyst; Type III
involves the cracking and conversion of naphtheno-aromat-ics.5 All
types of mechanism are operative during the processing of any type
of feed. However, because a large amount of the feed is too heavy
to vapourise since the regenerated catalyst cools down from the
vapourisation of the lighter and easier-to-vapourise feed
components when processing resid the ability of the catalyst to
conduct Type I bottoms cracking acquires added importance. Heavy
feed components prevalent in resid feeds are more likely to be
multicore naph-theno-aromatics, chal-lenging the catalyst to
upgrade them into valuable products while mini-mising their natural
tendency to make coke.
In addition to containing heavy hydrocarbon components, resid
feeds tend to contain high levels of contaminant metals, most often
Ni and
www.digitalrefining.com/article/1000133
-
2 PTQ Q3 2006 www.digitalrefining.com/article/1000133
V, but also other metals having a deleterious effect on catalyst
perform-ance such as Na, Fe and Ca. These contaminants affect
catalyst perform-ance in two ways. First, they deactivate the
catalyst, reducing conversion, and thus decreasing the yields of
valuable products and increasing bottoms make. The mecha-nism of
deactivation depends on the metal, but it is often the result of
zeolite destruction (V, Na, Ca) or destruction of the pore
structure of the exterior surface of the particle (Fe, Na, Ca). In
addition, many contaminant metals (for example, Ni, V, and Fe) are
active as dehydrogenation cata-lysts, increasing H2 and dry gas, as
well as coke make. Thus, to be able to process resid within the
limits and constraints of the unit, a resid catalyst must be
formulated to be resistant to poisoning by contaminant metals and
it must be able to passivate metals causing dehydrogena-tion
reactions, both of which are detrimental to the FCC units operation
and economics.
Alumina-sol technology provides an excellent platform for
building catalysts with the superior coke selectivity and
capability to handle heavy and high boiling-point feed components,
bottoms upgrading activity and the needed resistance to poisoning
by metal contaminants when process-ing resid feeds. Proprietary
resid cracking catalyst, such as Impact, utilise the new TRM-100,
an advanced stability zeolite (Z-28) and an integral vanadium trap.
Impact provides the lowest coke and dry gas in high metals resid
applications and is suited to processing resid feeds. This
technology has now been applied in 15 units, of which 13 are
processing resid as part of the FCC units feedstock.
For refiners with high levels of Ni contamina-tion in the resid
feed, Pinnacle, utilising TRM-400 and zeolites Z-28 or Z-32
(depending on the degree of hydrogen transfer required), provides
maximum bottoms upgrading and minimum gas and coke selectivity.
This new technology is in use in 12 units worldwide. In some units,
profitability depends heavily on the ability of the catalyst to
maximise bottoms upgrading. In others, profitability may suffer
when the refiner attempts to process a feedstock considerably
heavier than what is usually
www.digitalrefining.com/article/1000133 PTQ Q3 2006 3
processed. For these units, which demand the maximum ability to
convert the heaviest of feed molecules, the proprietary Midas
bottoms crack-ing catalyst has been shown to be the most effective
catalyst.6
Refiners can take advantage of the improved coke selectivity and
bottoms cracking provided by these catalyst technologies by
increasing the feed rate or the amount of resid they process within
the unit constraints. Alternatively, they can choose to increase
both conversion and the yield of valuable products while reducing
slurry at a constant feed rate. They can also choose to take
advantage of the improved catalyst stability and activity by
combining increased conversion with decreased catalyst
additions.
Increasing bottoms conversion Kashima Oil recently wanted to
improve profita-bility by increasing the conversion of RDS bottoms
to gasoline or fuel oil while processing
Figure 3 Conversion and yield effects of using Impact at Kashima
Oil
Base case ImpactMAT Base +5RE
2O
3, wt% Base +4
Zeolite SA m2/g Base +20 Matrix SA, m2/g Base -3Coke factor 1.5
1.4 Gas factor 5.0 4.4Ni, ppm 2900 3000 V, ppm 4800 5000V + Na, ppm
7000 8500
E-cat properties at Kashima Oil before and after switching to
Impact
Table 1
www.digitalrefining.com/article/1000133www.digitalrefining.com/article/1000133
-
as much feed as possible. However, on a base competitor
catalyst, the unit could not achieve this goal because of an air
blower constraint, which limits the amount of coke burned in the
regenerator. The Kashima Oil FCC unit is a UOP side-by-side design
and typically processes a 50:50 blend of hydrotreated VGO and
hydrot-reated ATB. Metals on the unit e-cat are typically around
8000ppm, with V constituting the major-ity (about 5000ppm).
To address the needs of the refiner, an Impact catalyst was
recommended, which is specifically formulated for maximum
resistance to V deacti-vation, increased ability to passivate the
dehydrogenation activity of the contaminant metals, ultra-low
selectivity for making coke and increased bottoms upgrading. As
seen in Table 1, after switching to Impact, the e-cat properties
improved, including an increase in MAT activity of five points, an
increase in SA by 20m2/g, and reductions in the coke and gas
factors.
Review of the unit data showed that during the trial feed
quality worsened, with CCR increasing by 10% and feed metals (Ni+V)
by 30%. Despite the poorer feed quality, the refiner was able to
achieve the goal of increasing the feed rate and was able to
operate with a feed rate that was not achievable with the base
catalyst. However, the changing feed complicated a quantitative
evalua-tion of the benefits of Impact. Thus, Kashima Oil conducted
a lab study with unit e-cat. The results of this study are
summarised in Figure 3. The data show increased conversion (one of
the refin-ers goals) and improved gasoline and LPG yields
(including more propylene), as well as lower slurry make.
Gasoline octane (RONC) was unchanged compared to the base catalyst,
despite the higher rare earth in the Impact e-cat. Using Gulf Coast
economics, these conversion and yield benefits improve
profitability by about $0.35/ bbl.
Air blower and regeneratorconstraintsIn another application,
Refiner A wanted to improve conversion to gasoline, increase
bottoms upgrad-ing and propylene yield while preserving or
improving gasoline octane. The unit is a resid FCC
unit, which is constrained by air blower capacity and
regenerator temperature. The feed typically processed in this unit
consists of 70% hydrot-reated ATB resid and 30% hydrotreated VGO.
Although the amount of vanadium on e-cat in the unit is high, its
mobility and activity are rela-tively low. Thus, there is little
need for vanadium passivation technology. Instead, since the unit
has a relatively high level of Ni contamination, Pinnacle
technology was recommended to allevi-ate the air blower and
regenerator temperature constraints, improve conversion and
increase bottoms cracking.
Analysis of the data after the unit changed catalyst to Pinnacle
(Figure 4) shows that Refiner A was able to achieve the objectives
set out. Conversion increased by 2 liq. vol%, and bottoms decreased
by 1.5 liq. vol%, resulting in both gaso-line and LPG increasing by
a combined 2.1 liq. vol%. Equally important for the profitability
of this unit, both propylene yield and gasoline octane increased.
Using Gulf Coast economics, the estimated yield benefits of
Pinnacle improved Refiner As profitability by $0.47/bbl.
Processing gas oil feeds While the amount of resid and
hydrotreated feeds being processed continues to increase at the
expense of gas oil feeds, these feeds still represent a significant
portion of the global FCC feedstocks. Unlike resid applications,
gas oil feeds have moderate-to-low Conradson carbon content and the
e-cat has a moderate contami-nant metals level (about 10003000ppm
of Ni
4 PTQ Q3 2006 www.digitalrefining.com/article/1000133
Figure 4 Conversion and yield changes affected by Pinnacle in
Refiner As RFCC unit
www.digitalrefining.com/article/1000133
-
and V). As a result, a significant portion of the coke made is
catalytic (ie, made via the catalytic reactions of feed and product
molecules) rather than feed related (made from laying on the
cata-lyst of refractory multicore, naphtheno-aromatic molecules
present in the feed) or contaminant coke (made by dehydrogenation
reactions cata-lysed by contaminant metals). As a result, the
chemical composition of the feed and its interac-tion with the FCC
catalyst need to be carefully considered. The FCC catalyst should
be formu-lated to minimise the chain reactions of the hydrocarbon
molecules present in the riser (feed and products), which lead to
coke formation, and maximise reactions, which crack heavier
mole-cules into the LCO and gasoline fractions.
FCC units processing gas oil feeds have a wide variety of design
configurations, and as a result they often have different
constraints and limita-tions (for example, feed throughput, air
blower capacity, catalyst circulation, gas plant capacity, wet gas
compressor, regenerator temperature and slurry handling
capacity).
For a given feed, the catalyst can be designed to alleviate
these constraints, provided the cata-lyst technology is flexible
enough to allow incorporation of the functional properties needed.
For example, for a unit with an air blower limitation, a coke
selective catalyst would be a good fit, assuming the unit is not
circulation limited as well. If the unit is also circulation
limited, activity needs to be adjusted without affecting coke
selectivity and delta coke. If the unit is feed throughput limited,
providing a cata-lyst that facilitates feed throughput will not
help improve profitability. Rather, the unit requires a catalyst to
improve conver-sion and yields obtained from the feed.
The alumina-sol technology plat-form has a wide range of
formulation flexibility because it was originally developed for gas
oil applications, where the catalyst had to be designed to match
the requirements of units within a broad configuration range
combined with feeds of even greater variation of chemical
composition. For units with severe regenerators (mainly full burn
with a high regener-ator temperature) and/or units with significant
amounts of contaminant
metals, Impact with its previously demonstrated coke selectivity
is well suited to improve the unit operation, increase conversion
and/or feed throughput, improve yields and reduce slurry
production. In cases of units with significant amount of Ni, a
properly formulated Pinnacle catalyst will have the same
results.
Two alumina-sol-based catalysts, Aurora and Advanta, are well
suited to maximising the gaso-line yield in the presence of
moderate to high levels of contaminant metals. Aurora can be
formulated with two types of zeolite (Z-14 or Z-17), depending on
the level of hydrogen transfer required. Aurora catalysts can
incorporate Ni tolerance technology. The catalysts can also be
formulated to produce the lowest coke yield if needed (for example,
XLC grades), and can be designed for units with catalyst retention
and attrition problems.
Higher feed rates without losing conversion A North American
refiner (Refiner B) with an air-limited UOP side-by-side unit,
using a blend
www.digitalrefining.com/article/1000133 PTQ Q3 2006 5 4 PTQ Q3
2006 www.digitalrefining.com/article/1000133
Base catalyst ImpactMAT Base +1RE2O3, wt% Base +0.66Zeolite SA
m2/g Base +10 Matrix SA, m2/g Base -3Coke factor Base -0.11 Gas
factor Base -0.41
Equilibrium catalyst properties for Refiner B
Table 2
Figure 5 Yield trends at Refiner B after changing catalyst to
Impact
www.digitalrefining.com/article/1000133www.digitalrefining.com/article/1000133
-
of fresh catalyst and purchased e-cat, wanted to increase
conversion or alternatively run higher feed rates without losing
conversion. Given the air blower limitation and contaminant metals
approaching 3000ppm (Ni+V) at the time of the catalyst change, it
was recommended that the fresh catalyst be replaced with Impact
formu-lated to provide premium coke selectivity. As the unit
inventory turned over to Impact, e-cat prop-erties showed the
expected trends of increased activity stability and improved coke
and gas selectivity (Table 2).
The unit data also showed yield improvements soon after the
start of the trial. As shown in Figure 5, after the change of
catalyst to Impact, yields started to improve, including a 1.3 liq.
vol% improvement in the LPG plus gasoline combined product. LPG
plus gasoline yield is valuable to this refiner because of the use
of a ZSM-5 additive to increase LPG.
As the unit changeover to Impact progressed, the e-cat was
tested before and during the trial with the same standard Davison
Refining Services (DRS) feed in the Grace ACE unit to confirm the
observed trends in catalyst activity and selectivity. The protocol
has been previously described elsewhere, including the properties
of the feed used for e-cat in the DRS ACE unit.7 The feed used in
this work is a typical VGO feed containing 5% resid, which does a
good job of discriminating the performance of e-cats. The results
in Figure 6 confirmed the trends observed earlier in the unit
yields.
With the unit completely turned over to Impact
catalyst, the refiner has been able to achieve their second
goal; that is, to run more feed without suffering the significant
conversion loss typi-cally experienced with the previous base
catalyst. Indeed, feed through-put has been increased by about 7.5%
without any conversion loss. Typically, such an increase in feed
rate would result in the loss of about three points of conversion.
Assuming typical US Gulf Coast values for the economic benefit of
having three additional conversion points at the same feed rate, or
5000bpd more feed throughput at the same conversion, Impact has
improved the profitability of the
FCC unit for this refiner by $0.310.37/bbl.
Processing hydrotreated feeds Increasingly, stringent
regulations around the world have mandated the use of clean fuels
having low sulphur and, for gasoline, low aromatics, benzene and
olefins content. While several processes have been commercialised
to help the refiner produce fuels that comply with applicable
regulations, hydrotreating the FCC feed and products has become the
most popular. As a result, the processing of hydrotreated FCC feeds
is increasing at the expense of gas oil feeds. The severity of feed
hydrotreating can vary, but these feeds have higher hydrogen
content and higher paraffinic and naphthenic content than
non-hydrotreated ones.
Units processing hydrotreated gas oil feeds do not always
require that the FCC catalyst has superior coke selectivity. These
units generally require high activity and maximum bottoms cracking
to maximise conversion and make enough coke to heat the
regenerator, and gener-ate enough heat to run the cracking
reactions in the riser.
To address the needs of the growing number of units processing
hydrotreated gas oil feeds, alumina-sol catalysts have been
specifically designed to balance the zeolite activity for units
processing hydrotreated feeds with optimum coke selectivity and
excellent bottoms cracking. These alumina-sol catalysts are
typically used in units with relatively low levels of contaminant
metals. The Libra family of catalysts is one such
6 PTQ Q3 2006 www.digitalrefining.com/article/1000133
Figure 6 Results of DRS ACE testing of Refiner Bs e-cat with
constant feed
www.digitalrefining.com/article/1000133
-
6 PTQ Q3 2006 www.digitalrefining.com/article/1000133
type of catalyst, containing a high-activity zeolite Z-30 with
optimised hydrogen transfer activity and employing TRM-200, an
alumina-based matrix specifically tuned to achieve bottoms
upgrading with minimal coke penalty. Libra is being used in nine
commercial applica-tions, and Grace Davison catalysts are serving
more than 50% of the hydrotreated feed market.
Increasing conversion ofhydrotreated feed A North American
refiner (Refiner C) operates a UOP stack design FCC unit running at
maximum feed rate. This refiner evaluated catalysts with the
primary objective of increasing conversion. The feed processed is
hydrotreated with an API of about 24.5 and a UOP K factor of 11.9.
The refiner elected to conduct trials of a reformulated catalyst
provided by the incumbent supplier, as well as a trial of the
alumina-sol catalyst proposed by Grace Davison. The trial of the
new catalyst from the incumbent supplier was conducted first, with
the Grace Davison cata-lyst trial following. The e-cat properties
are shown in Table 3 for both the competitor catalyst reformulation
and the Grace Davison catalyst.
Unit data analysis by the refiner provided in Figure 7 showed
that the catalyst reformulation from the incumbent supplier
improved unit operation and profitability. Both conversion and
gasoline yield increased by 1 and 2.2 liq. vol% respectively and
slurry decreased by 0.4 liq. vol%. This resulted in a financial
benefit to the refiner of $0.21/bbl. However, when the unit
switched to the Grace catalyst, the refiner real-ised additional
improvements in conversion and yields. Conversion increased by an
additional 1.1 liq vol%, gasoline went up by a further 1.6 liq
vol%, and slurry decreased by an extra 1.0 liq vol%. The Grace
Davison catalyst improved unit profitability by $0.44/bbl over the
base catalyst, and $0.23/bbl over the competitors reformu-lated
catalyst.
Profitability with gasoline sulphur-reductioncatalysts Catalytic
technologies for sulphur reduction have been developed that can be
built into the FCC
catalyst, resulting in one catalyst system, while other
technologies can be used as additives. For example, the SuRCA
gasoline sulphur-reduction catalyst technology can be built into
any Grace Davison alumina-sol catalyst, resulting in a system that,
in addition to reducing sulphur, has the activity, coke
selectivity, bottoms cracking and yields required by the unit
design and feed processed to maximise profitability. SuRCA is a
solution for full-range gasoline sulphur reduction and is intended
to replace the existing catalyst in the unit. It provides up to 35%
gasoline sulphur reduction, with the potential for an additional
1020% reduction of LCO sulphur. This technol-ogy has been used in
over 40 applications worldwide.
DPriSM and GSR-5 are additives that can be used with any of the
catalysts on the market
Figure 7 Unit C yields and economics comparison for catalysts
evaluated
Competitor Grace Delta (Grace to reformulation reformulation)MAT
75 78 3Rare earth, wt% 2.4 3.2 0.8Zeolite SA, m2/g 125 135 10Matrix
SA, m2/g 39 38 -1Total SA, m2/g 164 173 9E-cat coke factor 1.1 1.15
0.05E-cat gas factor 2.3 1.5 -0.8E-cat nickel factor, ppm 300 430
130E-cat vanadium factor, ppm 550 700 150
Unit C equilibrium catalyst properties
Table 3
www.digitalrefining.com/article/1000133 PTQ Q3 2006 7
www.digitalrefining.com/article/1000133www.digitalrefining.com/article/1000133
-
today to achieve similar sulphur-reduction performance as SuRCA
without changing the existing base catalyst. DPriSM is most
effective for reducing sulphur in light and intermediate gasoline
streams, while GSR-5 is most effective for full-range gasoline.
The next-generation alumina-sol-based tech-nology, currently
named GSR-7, is an improvement over earlier technologies,
provid-ing 4550% full-range gasoline sulphur reduction
commercially. Since GSR-7 is a catalyst based on the alumina-sol
platform, it has the formulation flexibility needed to allow for
adjusting the cata-lytic properties as necessary to match the needs
of any unit processing feeds from severely hydrotreated gas oil to
heavy resid.
While for many refiners the gasoline sulphur reduction provided
by these FCC catalysts and additives may not be sufficient by
themselves to achieve the low FCC gasoline sulphur levels needed to
ensure compliance without additional feed or gasoline treatment,
these technologies
can still be used to improve profita-bility in virtually every
refinery needing to comply with a gasoline sulphur limit. Examples
of such uses of gasoline sulphur-reduction tech-nologies to improve
refinery profitability include: Lengthening the run-time of a feed
hydrotreater and improving overall economics of hydrotreater
operation Avoiding gasoline sulphur non-compliance when the feed
hydrotreater is down for mainte-nance or to replace the catalyst
Processing higher-sulphur opportunity feeds that cannot be
normally handled by the refinery hardware configuration Reducing
undercutting employed to make FCC gasoline with sulphur content
suitable for blend-ing with other gasoline streams, thus increasing
refinery gasoline production Achieving compliance of gasoline
sulphur content with specifications set by pipeline operators
Preserving octane typically lost when hydrot-reating FCC naphtha
due to olefin hydrogenation, as well as reducing hydrogen
consumption by being able to reduce the severity of operation of
the FCC naphtha hydrotreater.
Gasoline sulphur normalised to feed sulphurAfter the successful
application of the alumina-sol catalyst to improve unit
profitability, Refiner C needed to reduce FCC gasoline sulphur in
order to meet gasoline pool sulphur specifica-tions. The refiner
needed more than the 2535% gasoline sulphur reduction. The newly
commer-cialsed GSR-7 catalyst was thus recommended. Before and
during the trial, FCC feed and gaso-line samples were collected and
analysed for sulphur content so that gasoline sulphur data could be
corrected for feed sulphur changes. The unit data, provided in
Figure 8, showed similar trends as the samples analysed both before
and during the trial. GSR-7 was able to reduce gaso-line sulphur by
an average of 45%, depending on gasoline D-86s final boiling point.
With under-cutting, GSR-7 could reduce gasoline sulphur by 58%.
GSR-7 was able to achieve this reduction in
Figure 8 Gasoline sulphur reduction normalised for feed sulphur
con-tent achieved at refinery C with GSR-7
GSR-7True conversion, lv.% +1.25LPG yield, lv.% +0.46Gasoline
yield, lv.% +0.46LCO yield, lv.% -0.98Slurry yield, lv.%
-0.27Hydrogen (99 vol%) 2.2 0.002 0.05
Conversion and yield shifts for GSR-7 over base Grace
alumina-sol at Refinery C
Table 4
8 PTQ Q3 2006 www.digitalrefining.com/article/1000133
www.digitalrefining.com/article/1000133
-
gasoline sulphur without negative effects on conversion or key
unit yields. In fact, as shown in Table 4, conversion, gasoline and
bottoms crack-ing improved over the base Grace alumina-sol
catalyst.
Wide range of challenges Changes in the type of crude available;
efforts to improve profitability by processing cheaper but heavier
and more sour crudes; and complying with clean fuels regulations
while increasing profitability are creating new challenges for FCC
catalyst suppliers in their effort to develop cata-lysts that serve
the evolving FCC units needs. The wide range of refiner needs
requires catalyst technologies that are flexible and adaptable,
capable of being formulated to each units specific needs, as
defined by the unit configura-tion, operation, feed processed and
profitability objectives.
When processing resid feeds, alumina-sol cata-lysts provide the
acidity, porosity and metals passivation needed to effectively
process the heaviest of the feed components; resist the effects of
contaminant metals; minimise coke; and maximise bottoms upgrading.
For the refiners processing gas oil feeds, the alumina-sol platform
allows for the formulation of catalysts suitable to their diverse
performance needs. In the case of hydroteated feeds, catalysts with
high activity, maximum bottoms upgrading and optimum coke
selectivity can be made by effectively using the flexibility of the
alumina-sol technology to incor-porate high-activity zeolite and
matrix components.
Finally, despite the installation in many refin-eries of
hardware for treating FCC feedstocks and products to comply with
clean fuel regulations, gasoline sulphur-reduction catalysts and
addi-tives continue to find applications in FCC units by providing
additional options and flexibility for meeting fuel specifications
while maximising refinery profitability. Up to 35% gasoline sulphur
reduction is achievable through the use of the commercially proven
Grace Davison sulphur-reduction technologies available to date.
However, with the introduction of a new, flexible-formula-tion
alumina-sol base catalyst, GSR-7, gasoline sulphur reduction in the
range of 4550% can be
achieved without sacrificing catalyst performance, yields or
operating flexibility.
Impact (IMPACT), Pinnacle (PINNACLE), Midas (MIDAS), Aurora
(AURORA), Advanta (ADVANTA), Libra (LIBRA), SuRCA, DPriSM and GSR-5
are marks of Grace Davison. This article is based on a paper
(#AM-06-68) presented at the March 2006 NPRA Annual Meeting in Salt
Lake City, Utah, USA.
References1 Cheng W C, Nee J R D, Neuberger D, Maximizing
refinery profitability with next-generation alumina-sol FCC
catalyst technologies IMPACT, LIBRA, POLARIS, and PINNACLE, NPRA
Annual Meeting, AM05068, San Francisco, 2005.2 Yaluris G, Cheng W
C, Peters M, Boock L T, Hunt L J, The effects of Fe poisoning on
FCC catalysts, NPRA Annual Meeting, AM0159, New Orleans, 2001.3
Yaluris G, Update on the effect of Fe poisoning on FCC catalysts,
Davison Catalysts Refining Technology Conference, Singapore,
September 1820, 2002.4 Yaluris G, Cheng W C, Peters M, McDowell L
T, Hunt L, Mechanism of fluid cracking catalysts deactivation by
Fe, Fluid Catalytic Cracking VI, Occelli M, ed., Stud. Surf. Sci.
Catal 149, Elsevier, 2004, 139.5 Zhao X, Cheng W C, Rudesill J A,
FCC bottoms cracking mechanisms and implications for catalyst
design for resid applications, NPRA National Meeting, AM0253, San
Antonio, 2002.6 Hunt L, Maximize bottoms upgrading: give resid the
MIDAS touch, Catalagram 98, Fall 2005, 2. 7 Guglietta G W,
Krishnaiah G, Kramer A C, Habib E T, Catalyst selectivity
benchmarking: a new tool for improving FCC profitability, NPRA
Annual Meeting, AM0249, San Antonio, 2002.
Natalie Petti is marketing manager, refining technologies, for
Grace Davison in Columbia, Maryland, USA. Email:
[email protected] Hunt is marketing specialist, FCC
catalyst, refining technologies, for Grace Davison in Columbia,
Maryland, USA.Email: [email protected] Yaluris is
marketing manager, refining technologies, Grace Davison in
Columbia, Maryland, USA. Email: [email protected]
www.digitalrefining.com/article/1000133 PTQ Q3 2006 9 8 PTQ Q3
2006 www.digitalrefining.com/article/1000133
Links
More articles from: Grace Davison
More articles from the following categories: Catalysts &
Additives FCCHeavy Crudes
www.digitalrefining.com/article/1000133www.digitalrefining.com/article/1000133http://www.digitalrefining.com/sponsors.html?sponsorId=78&action=articleshttp://www.digitalrefining.com/articles.html?categoryId=5http://www.digitalrefining.com/articles.html?categoryId=16http://www.digitalrefining.com/articles.html?categoryId=19