Embed Size (px)
Citation preview

Bioresource Technology 172 (2014) 453–456
Contents lists available at ScienceDirect
Bioresource Technology
journal homepage: www.elsevier .com/locate /bior tech
Short Communication
Production of furfural from waste aqueous hemicellulose solution ofhardwood over ZSM-5 zeolite
http://dx.doi.org/10.1016/j.biortech.2014.09.0260960-8524/� 2014 Elsevier Ltd. All rights reserved.
⇑ Corresponding author at: No. 189 Songling Road, Qingdao, Shandong 266101,China. Tel./fax: +86 532 80662725.
E-mail address: [email protected] (H. Wang).
Hongling Gao a,c, Haitang Liu b, Bo Pang a,c, Guang Yu a, Jian Du a,c, Yuedong Zhang a, Haisong Wang a,b,⇑,Xindong Mu a
a Key Laboratory of Biofuels, Qingdao Institute of Bioenergy and Bioprocess Technology, Chinese Academy of Sciences, Qingdao 266101, Chinab Tianjin Key Laboratory of Pulp & Paper, Tianjin University of Science & Technology, Tianjin 300457, Chinac University of Chinese Academy of Sciences, Beijing 100049, China
h i g h l i g h t s
� Furfural was produced from waste aqueous hemicellulose solution of dissolving pulp.� The maximum furfural yield of 82.4% was achieved using solid acid catalysts.� Solid acid catalyst recycling study was carried out.� Hemicellulose solution and xylose converted into furfural were compared.
a r t i c l e i n f o
Article history:Received 28 July 2014Received in revised form 2 September 2014Accepted 4 September 2014Available online 16 September 2014
Keywords:HemicelluloseFurfuralOrganic solventZeolite
a b s t r a c t
This study aimed to produce furfural from waste aqueous hemicellulose solution of a hardwood kraft-based dissolving pulp production processing in a green method. The maximum furfural yield of 82.4%and the xylose conversion of 96.8% were achieved at 463 K, 1.0 g ZSM-5, 1.05 g NaCl and organic sol-vent-to-aqueous phase ratio of 30:15 (V/V) for 3 h. The furfural yield was just 51.5% when the same con-centration of pure xylose solution was used. Under the optimized condition, furfural yield was still up to67.1% even after the fifth reused of catalyst. Catalyst recycling study showed that ZSM-5 has a certain sta-bility and can be efficiently reused.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
The molecular formula of furfural is C5H4O2. It is the very prom-ising chemical which can create value-added products and thedemand of furfural will continue to increase in the future. The pro-duction of some important furfural derivatives, such as furfuralalcohol, tetra hydro furfural alcohol have great significance(Dutta et al., 2012). Therefore, the production of furfural hasattracted great attention in recent years. Hemicellulose, the sec-ond, most common polysaccharide in nature, constitutes approxi-mately 20–35% of lignocellulosic biomass (Mamman et al., 2008).However, in pulp and paper industries, it cannot be used effec-tively. Biorefinery technology (Forster-Carneiro et al., 2013) showsthat the extracting solutions of hemicellulose before pulping can
produce value-added products, the rest of the raw material can stillbe used for pulp and paper. In addition the hydrolysis yield of solidbiomass is very low because of mass-transfer limitation. Besidesthat, studies available on furfural production from waste aqueoushemicellulose solutions are scarce (Liu et al., 2013). So the wastedaqueous hemicellulose solutions as the feedstock need more inves-tigation to produce value-added products, especially furfural.
However, it is a pity that there is no synthetic route available forfurfural production. Current yields for the production of furfuralare low. To improve the selectivity and yield of furfural, manykinds of liquid acids such as hydrochloric acid (Yemis� and Mazza,2011), formic acid (Yang et al., 2012) were presented. But substitu-tion of homogeneous catalysts by solid acid catalysts, such as ZMS-5, would represent an important advance for economically viableconversion of the hemicellulose (Gallo et al., 2013) and avoid wastegeneration. In addition, many organic solvents, metallic oxides andchlorides, such as THF (Cai et al., 2013), butanol (Zhang et al.,2012), NaCl (Liu et al., 2009), ZnCl2 (Kim et al., 2013), AlCl3

454 H. Gao et al. / Bioresource Technology 172 (2014) 453–456
(Zhang et al., 2013a,b), FeCl3 (Liu et al., 2009) have been studiedrecently.
The objective of this work is to investigate green preparationprocess of furfural produced from the waste aqueous hemicellulosesolutions using industrialized catalyst ZMS-5 zeolite. The effect ofvarious operating parameters is investigated, and the optimumconditions are determined. Material comparison and the recyclestudy of the catalyst ZSM-5 used in the reaction are also carriedout.
2. Methods
2.1. Materials
All chemical reagents were of analytical grade. And the SiO2/Al2O3 molar ratio of ZSM-5 catalyst is 25. The waste aqueous hemi-cellulose solution contains mainly xylose oligomers. Hemicellulosesolution was taken for acid hydrolysis conducted with 4% sulfuricacid at 394 K for 30 min in an autoclave. It contains primarily ofxylose (164.66 gL�1) with lesser amounts of glucose (11.02 gL�1)and arabinose (4.56 gL�1).
2.2. Hydrolysis reaction
All experiments were conducted using a stainless steel auto-clave, which was heated in a preheated oil bath with a workingvolume of 100 mL. The reactor removed from the oil bath to endup the reaction and rapidly cooled with flowing water to roomtemperature.
2.3. Product analysis
The liquid samples obtained from the reaction mixture usedHPLC for the quantitative analysis, made in Agilent Technologies,Palo Alto, USA. The Bio-Rad HPX-87H column with a refractiveindex (RI) detector and a UV detector from Waters corporationwas selected. Organic phase samples were analyzed by a HPLCchromatograph Agilent 1200 series equipped with a UV detector,evaporative light and a SunFire C18 (4.6 � 250 mm) column orVarian 450-GC-8400 equipped with an AT-FFAP capillary column.
Xylose conversion, furfural yield and furfural selectivity valueswere based on the original concentration of simple sugars (mostlyxylose) and calculated according to Zhang et al. (2013a,b). Allexperiments were duplicated, and the averages of the data arereported in this paper.
2.4. Catalyst characterization
Catalyst characterization was particularly conducted. The freshcatalyst was dried at 378 K for 1 h before the characterization. Toburn off the carbon impurity, the spent catalysts need to be cal-cined at 823 K for 12 h. The structure and acidic properties of theZSM-5 were characterized by XRD (Agirrezabal-Telleria et al.,2012), NH3-TPD (Dhepe and Sahu, 2010) and SEM. Scanning elec-tron microscopy (SEM) photographs were obtained on a HitachiS-4800 scanning electron microscope operating at 10 kV.
3. Results and discussion
3.1. Optimization of furfural production from hemicellulose solutionscatalyzed by ZSM-5
3.1.1. Effect of reaction temperatureFig. 1 shows that the maximum furfural yield of 33.1% could be
obtained after 3 h at 463 K. The conversion of xylose increased
gradually as the temperature increased. Similar results werereported in recent works when corn cobs auto hydrolysis liquorswere treated by microwave technology (Sánchez et al., 2013).However, the yield and selectivity of furfural decreased when thetemperature reached over 463 K. It indicates that beyond a certaintemperature, the rate of furfural production becomes lower thanside reactions. Hence, 463 K was chosen as the optimal tempera-ture in the following experiments.
3.1.2. Effect of reaction timeIt can be seen from Fig. 1 that furfural yield reached a fixed
value in 3 h, and then flattened out. Xylose conversion slightlyincreased as the time increasing. However, the selectivity of furfu-ral decreased with a long reaction time. Dhepe and Sahu (2010)reported that the probability of catalyzed/uncatalyzed reactionswere increased with the increase of reaction time. Therefore, 3 hwas selected as the optimal reaction time considering the energysaving and economic factors.
3.1.3. Effect of the amount of solid acid catalystThe data in Fig. 1 shows the yield of furfural increased from
21.4% to 33.1% as the amount of solid acid catalyst increased from0.8 to 1.0 g. The conversion of xylose increased as the amount ofsolid acid catalyst increased. However, further increase of theamount of solid acid catalyst over 1 g, the yield of furfural andselectivity decreased. It could be attributed to side reactions(Rong et al., 2012). Excessive amount of the catalyst decreasedthe yield of furfural and increased the probability of secondaryreactions. Taking into account the yield of furfural, 1.0 g was usedas the optimal amount of solid acid catalyst.
3.2. Furfural formations from hemicellulose solution with organicsolvents
Organic solvents were utilized as the extracting agents in theexperiments. Toluene and isobutanol were immiscibility in aque-ous phase while THF and DMSO were miscible. From Fig. 2, theyield of furfural decreased according to the following order: tolu-ene > isobutanol > THF > DMSO. On the other hand, the xylose con-version decreased according to the different order: THF >DMSO > toluene > isobutanol. It implied that immiscible agent isbetter than miscible in the aspect of furfural yield under our exper-imental system, but miscible solvent tends to promote the conver-sion of xylose. The total furfural yield was higher in bi-phasesystem compared to the utilization of single-phase. Under a com-prehensive consideration, immiscible agents are more suitablefor the production of furfural especially toluene. Therefore, tolueneis a preferential organic solvent for the further investigation.
3.3. Effect of the inorganic salts and metal oxides on furfural formation
As can be seen in Fig. 2, the yield of furfural is up to 82.4%through adding NaCl. For inorganic salts, the result of NaCl wasbetter than FeCl3 with the same total concentration of Cl�1. Itwas in agreement with what was shown earlier when treating D-xylose in dilute aqueous acidic solutions (Marcotullio and De,2010). This result is more likely because of the salting-out effectof NaCl that decreases the furfural solubility in the liquid phase.Therefore furfural is more quickly extracted to the organic phaseto minimize its loss and increased the overall furfural yield. Besidesthat halide ions decreased side reactions of furfural, so the halidesincreased the furfural yield and selectivity (Yang et al., 2013).
As shown in Fig. 2, compared with the one that added inorganicsalts, the yield of furfural and the conversion of xylose about the lat-ter two were not very high with the same total cation concentration.Metal oxides can be used as catalyst during the production of furfu-
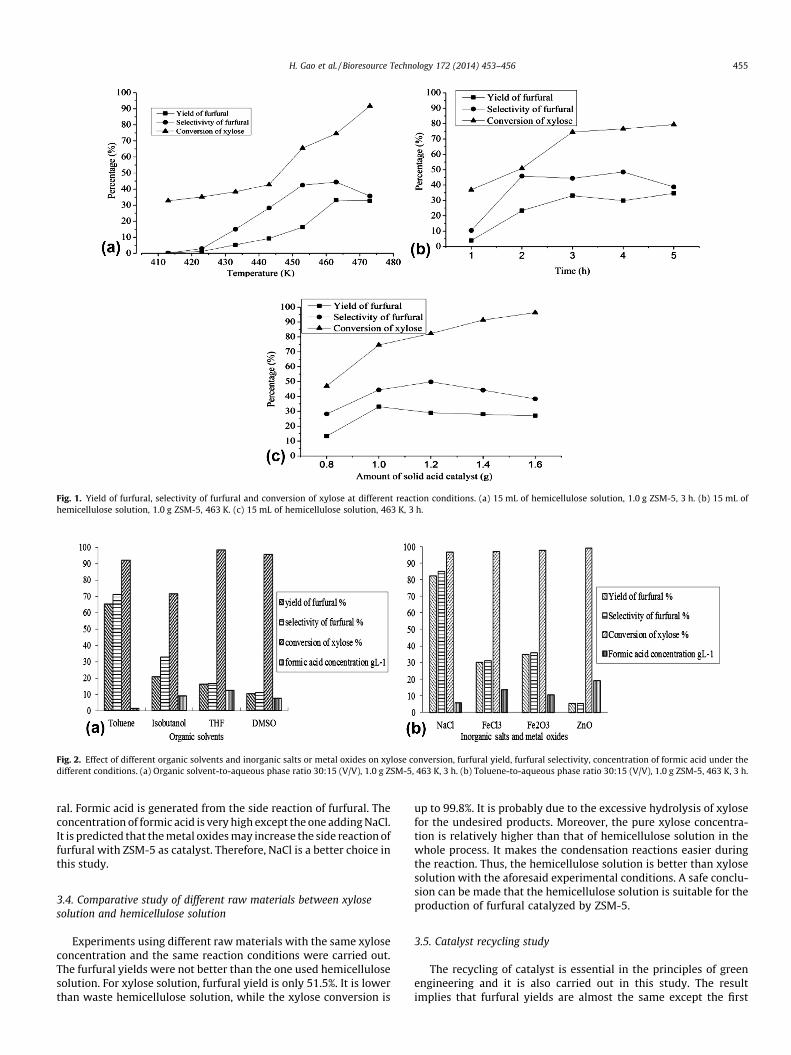
Fig. 1. Yield of furfural, selectivity of furfural and conversion of xylose at different reaction conditions. (a) 15 mL of hemicellulose solution, 1.0 g ZSM-5, 3 h. (b) 15 mL ofhemicellulose solution, 1.0 g ZSM-5, 463 K. (c) 15 mL of hemicellulose solution, 463 K, 3 h.
Fig. 2. Effect of different organic solvents and inorganic salts or metal oxides on xylose conversion, furfural yield, furfural selectivity, concentration of formic acid under thedifferent conditions. (a) Organic solvent-to-aqueous phase ratio 30:15 (V/V), 1.0 g ZSM-5, 463 K, 3 h. (b) Toluene-to-aqueous phase ratio 30:15 (V/V), 1.0 g ZSM-5, 463 K, 3 h.
H. Gao et al. / Bioresource Technology 172 (2014) 453–456 455
ral. Formic acid is generated from the side reaction of furfural. Theconcentration of formic acid is very high except the one adding NaCl.It is predicted that the metal oxides may increase the side reaction offurfural with ZSM-5 as catalyst. Therefore, NaCl is a better choice inthis study.
3.4. Comparative study of different raw materials between xylosesolution and hemicellulose solution
Experiments using different raw materials with the same xyloseconcentration and the same reaction conditions were carried out.The furfural yields were not better than the one used hemicellulosesolution. For xylose solution, furfural yield is only 51.5%. It is lowerthan waste hemicellulose solution, while the xylose conversion is
up to 99.8%. It is probably due to the excessive hydrolysis of xylosefor the undesired products. Moreover, the pure xylose concentra-tion is relatively higher than that of hemicellulose solution in thewhole process. It makes the condensation reactions easier duringthe reaction. Thus, the hemicellulose solution is better than xylosesolution with the aforesaid experimental conditions. A safe conclu-sion can be made that the hemicellulose solution is suitable for theproduction of furfural catalyzed by ZSM-5.
3.5. Catalyst recycling study
The recycling of catalyst is essential in the principles of greenengineering and it is also carried out in this study. The resultimplies that furfural yields are almost the same except the first

456 H. Gao et al. / Bioresource Technology 172 (2014) 453–456
run. After 3 h of reaction time, furfural yield of 67.1% was obtained,even after the fifth reused of catalyst. To explain this result, a seriesof catalyst characterization studies were carried out.
To compare the structure and morphology between the freshand spent catalysts, an XRD study was introduced. As shown inSupplemental Fig. 1, XRD pattern of reused ZSM-5, is in goodagreement with the fresh one, which is characterized by peaks at2h = 7.94, 8.86, 23.10, 23.9 and 24.45 respectively (Khatamianet al., 2013). After reusing it five times, those XRD peaks of ZSM-5 still existed, indicating that the structure of spent catalystremained very well.
SEM was used to determine the particle size and morphology ofthe samples. SEM images of ZSM-5 samples are shown in Supple-mental Fig. 2. It is clear that ZSM-5 appears like cubic particleand its particle size ranges from 2 to 4 lm. However, from theimages, it shows that there were only a few layer damaged afterthe reaction. This is consistent with the decrease of furfural yield.
TPD profiles of the ZSM-5 catalyst are given in SupplementalFig. 3. There were two NH3 desorption peaks at maximum temper-atures of 523 K and 773 K, representing the weaker acidic sites andthe stronger acidic sites, respectively. The result shows that thestronger acidic sites disappeared and the weaker acidic sitesremained almost constant after the first run. The catalyst surfacecould adsorb by-products or metal ions, may cause loading andsubsequent partial deactivation by catalyst surface passivation(Cai et al., 2013). Hence, the stronger acidic sites were poisonedduring the course of the reaction.
All the characterization studies strengthen the fact that theZSM-5 (SiO2/Al2O3 = 25) has a relative stability. In conclusion,ZSM-5 catalyst is suitable for the production of furfural from wasteaqueous hemicellulose solution.
4. Conclusions
From the results, a conclusion is drawn that the maximum fur-fural yield of 82.4% was achieved at 463 K, 1.0 g ZSM-5, 1.05 g NaCland organic solvent-to-aqueous phase ratio 30:15 (V/V) by 3 h.Besides that, waste aqueous hemicellulose solution is suitable tobe used as a feedstock to produce furfural. ZSM-5 has a relative sta-bility and can be reused at least five times with the furfural yieldstill up to 67.1%. This work provides a relative green method toproduce furfural in the future.
Acknowledgements
We are grateful for the support of the Natural Science Founda-tion of China (Nos. 21206184 and 31370582), the National HighTechnology Research and Development Program (‘‘863’’ program)of China (No. 2012AA022301), The Project Supported by the Foun-dation (No. 201304) of Tianjin Key Laboratory of Pulp & Paper(Tianjin University of Science & Technology), PR China.
Appendix A. Supplementary data
Supplementary data associated with this article can be found, inthe online version, at http://dx.doi.org/10.1016/j.biortech.2014.09.026.
References
Agirrezabal-Telleria, I., Requies, J., Güemez, M.B., Arias, P.L., 2012. Pore size tuningof functionalized SBA-15 catalysts for the selective production of furfural fromxylose. Appl. Catal. B-Environ. 115, 169–178.
Cai, C.M., Zhang, T., Kumar, R., Wyman, C.E., 2013. THF co-solvent enhanceshydrocarbon fuel precursor yields from lignocellulosic biomass. Green Chem. 15(11), 3140–3145.
Dhepe, P.L., Sahu, R.A., 2010. Solid-acid-based process for the conversion ofhemicellulose. Green Chem. 12 (12), 2153–2156.
Dutta, S., De, S., Saha, B., Alam, M.I., 2012. Advances in conversion of hemicellulosicbiomass to furfural and upgrading to biofuels. Catal. Sci. Technol. 2 (10), 2025–2036.
Forster-Carneiro, T., Berni, M.D., Dorileo, I.L., Rostagno, M.A., 2013. Biorefinery studyof availability of agriculture residues and wastes for integrated biorefineries inBrazil. Resour. Conserv. Recycl. 77, 78–88.
Gallo, J.M.R., Alonso, D.M., Mellmer, M.A., Yeap, J.H., Wong, H.C., Dumesic, J.A., 2013.Production of furfural from lignocellulosic biomass using beta zeolite andbiomass-derived solvent. Top. Catal. 56 (18–20), 1775–1781.
Khatamian, M., SaketOskoui, M., Darbandi, M., 2013. Synthesis and characterizationof aluminium-free ZSM-5 type chromosilicates in different alkaline systems andinvestigation of their pore structures. Microporous Mesoporous Mater. 182, 50–61.
Kim, T.H., Jeon, Y.J., Oh, K.K., Kim, T.H., 2013. Production of furfural and cellulosefrom barley straw using acidified zinc chloride. Korean J. Chem. Eng. 30 (6),1339–1346.
Liu, L., Sun, J., Cai, C., Wang, S., Pei, H., Zhang, J., 2009. Corn stover pretreatment byinorganic salts and its effects on hemicellulose and cellulose degradation.Bioresour. Technol. 100 (23), 5865–5871.
Liu, H., Hu, H., Jahan, M.S., Ni, Y., 2013. Furfural formation from the pre-hydrolysisliquor of a hardwood kraft-based dissolving pulp production process. Bioresour.Technol. 131, 315–320.
Mamman, A.S., Lee, J.M., Kim, Y.C., Hwang, I.T., Park, N.J., Hwang, Y.K., Chang, J.S.,Hwang, J.S., 2008. Furfural: hemicellulose/xylose derived biochemical. Biofuels,Bioprod. Biorefin. 2 (5), 438–454.
Marcotullio, G., De, J.W., 2010. Chloride ions enhance furfural formation from D-xylose in dilute aqueous acidic solutions. Green Chem. 12 (10), 1739–1746.
Rong, C., Ding, X., Zhu, Y., Li, Y., Wang, L., Qu, Y., Ma, X., Wang, Z., 2012. Production offurfural from xylose at atmospheric pressure by dilute sulfuric acid andinorganic salts. Carbohydr. Res. 350, 77–80.
Sánchez, C., Serrano, L., Andres, M., Labidi, J., 2013. Furfural production from corncobs autohydrolysis liquors by microwave technology. Ind. Crops Prod. 42, 513–519.
Yang, W., Li, P., Bo, D., Chang, H., 2012. The optimization of formic acid hydrolysis ofxylose in furfural production. Carbohydr. Res. 357, 53–61.
Yang, W., Li, P., Bo, D., Chang, H., Wang, X., Zhu, T., 2013. Optimization of furfuralproduction from D-xylose with formic acid as catalyst in a reactive extractionsystem. Bioresour. Technol. 133, 361–369.
Yemis�, O., Mazza, G., 2011. Acid-catalyzed conversion of xylose, xylan and strawinto furfural by microwave-assisted reaction. Bioresour. Technol. 102 (15),7371–7378.
Zhang, J., Zhuang, J., Lin, L., Liu, S., Zhang, Z., 2012. Conversion of D-xylose intofurfural with mesoporous molecular sieve MCM-41 as catalyst and butanol asthe extraction phase. Biomass Bioenergy 39, 73–77.
Zhang, L., Yu, H., Wang, P., Dong, H., Peng, X., 2013a. Conversion of xylan, D-xyloseand lignocellulosic biomass into furfural using AlCl3 as catalyst in ionic liquid.Bioresour. Technol. 130, 110–116.
Zhang, L., Yu, H., Wang, P., 2013b. Solid acids as catalysts for the conversion of D-xylose, xylan and lignocellulosics into furfural in ionic liquid. Bioresour.Technol. 136, 515–521.

本文献由“学霸图书馆-文献云下载”收集自网络,仅供学习交流使用。
学霸图书馆(www.xuebalib.com)是一个“整合众多图书馆数据库资源,
提供一站式文献检索和下载服务”的24 小时在线不限IP
图书馆。
图书馆致力于便利、促进学习与科研,提供最强文献下载服务。
图书馆导航:
图书馆首页 文献云下载 图书馆入口 外文数据库大全 疑难文献辅助工具





























