Embed Size (px)
Citation preview

PROCESY KUCIA MATRYCOWEGO
Opracowanie: prof. dr hab. inż. Jan Sińczak
Akademia Górniczo-Hutnicza im. Stanisława Staszica w Krakowie
Materiały pochodzą z książki Podstawy procesów przeróbki plastycznej opracowanej pod
redakcją prof. dr hab. Inż. Jana Sińczaka - Wydawnictwo naukowe AKAPIT, Kraków 2010.

PROCESY KUCIA MATRYCOWEGO
6.1. Charakterystyka procesu
Przedmioty metalowe, w zależności od przeznaczenia, masy, wielkości serii
można wykonywać różnymi metodami: odlewaniem, obróbką skrawaniem lub za po-
mocą kucia. Jeżeli przedmiot ma wyróżniać się wysokimi własnościami wytrzymało-
ściowymi i nie mieć wad, jakie występują w odlewach, to należy go wykonać za po-
mocą kucia swobodnego lub matrycowego, nawet gdy wykończenie będzie wymagać
kosztownej obróbki skrawaniem.
Kucie matrycowe w porównaniu z kuciem swobodnym daje duże korzyści -
przy porównywalnej serii i wielkości otrzymywanych odkuwek. Biorąc pod uwagę
powyższe założenia, kucie matrycowe w porównaniu z kuciem swobodnym ma nastę-
pujące zalety:
– możliwość stosowania mniejszych naddatków technologicznych,
– większą dokładność wykonania odkuwek,
– możliwość nadawania kształtów odkuwce, jakich nie można nadać przez kucie
swobodne,
– możliwość łatwego i szybkiego odkuwania przedmiotów o kształtach skompliko-
wanych, małą pracochłonność oraz dużą wydajność,
– znaczną oszczędność w kosztach robocizny,
– możliwość zatrudnienia pracowników mniej wykwalifikowanych,
– dużą powtarzalność kształtu odkuwek,
– łatwość określenia czasu wykonania odkuwki, co umożliwia dokładną kalkulację
kosztów.
Wady kucia matrycowego są następujące:
– konieczność stosowania maszyn kuźniczych o podwyższonej dokładności prowa-
dzenia matryc,
– dodatkowe koszty związane z prasami do okrawania wypływki,
– duży koszt oprzyrządowania,
– opłacalność przy dużych seriach odkuwek,
– niewielkie wymiary wykonywanych odkuwek.

270 Podstawy procesów kształtowania plastycznego
Odkuwki matrycowe wykonuje się przeważnie z wsadu uprzednio walcowanego
i pociętego na odcinki odpowiadające masie pojedynczej odkuwki lub kilku odkuw-
kom w zależności od wymagań opracowanego procesu technologicznego.
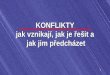
Rys. 6.1. Schematy kucia [23]: a – w kowadłach płaskich, b – w kowadłach kształtowych, c – w matry-
cach otwartych, d – w matrycach zamkniętych, e – w procesie wyciskania
Kucie matrycowe, podobnie jak kucie swobodne charakteryzuje się trójosiowym
stanem naprężenia, przy czym wszystkie naprężenia główne są ściskające (rys. 6.1).
Jednak proces odkształcania w matrycach z reguły rozpoczyna się od spęczania. Nie-
które etapy procesu kucia matrycowego odkuwek wydłużonych można rozpatrywać
jako wydłużanie w kowadłach kształtowych. W ostatnim etapie natomiast może za-

6. Procesy kucia matrycowego 271
chodzić wyciskanie. Rozpatrzymy te procesy pod kątem rozkładu naprężeń w od-
kształcanym materiale. Podczas kucia w kowadłach płaskich (rys. 6.1a) w materiale
w pewnych obszarach mogą wystąpić naprężenia rozciągające. Podczas kucia w ko-
wadłach kształtowych (rys. 6.1b) materiał może się swobodnie wydłużać, natomiast
jego rozszerzanie jest częściowo ograniczone przez boczne ścianki narzędzia. W tym
przypadku powstające dodatkowe naprężenia rozciągające są mniejsze, a plastyczność
metalu większa niż podczas kucia w kowadłach płaskich [4]. Podczas kucia w matry-
cach otwartych (rys. 6.1c) rozszerzanie się materiału jest częściowo ograniczone
wskutek nacisku wywieranego przez boczne ścianki narzędzia. W porównaniu z ku-
ciem w kowadłach płaskich jednostkowy nacisk jest 1,5 3 razy większy, a plastycz-
ność metalu znacznie lepsza. Przy matrycowaniu odkuwek o kształtach złożonych
rozkład odkształceń jest nierównomierny, co sprzyja powstawaniu dość znacznych
naprężeń rozciągających. W takich przypadkach w celu uniknięcia pęknięć wykonuje
się odkuwki z przedkuwek.
Podczas kucia w matrycach zamkniętych (rys. 6.1d) rozszerzanie się materiału
jest ograniczone ściankami narzędzia. Dlatego w całej objętości materiału panuje stan
trójosiowego ściskania. W przypadku kucia w matrycach zamkniętych jednostkowy
nacisk jest dwukrotnie większy niż przy kuciu w matrycach otwartych, a 3 6 razy
większy w porównaniu z kuciem swobodnym. W etapie wyciskania materiału (rys.
6.1e) płynięcie odbywa się bez poprzecznego rozszerzenia, któremu przeciwdziała
boczny nacisk ścian matrycy. W materiale panuje trójosiowy stan naprężenia o bardzo
dużych wartościach naprężeń. Jednostkowy nacisk powodujący odkształcenia pla-
styczne jest około 15 razy większy od nacisku występującego w kuciu swobodnym.
Materiał wyciskany ma bardzo dużą plastyczność.
6.2. Maszyny do kucia matrycowego
Młoty matrycowe charakteryzują się tym, że wszystkie ich elementy składowe
tworzą z szabotą jedną całość. Konstrukcja ich jest zwarta i mocna oraz zapewnia
bijakowi dobre prowadzenie. Ogólny schemat konstrukcji młota matrycowego przed-
stawiono na rys. 6.2.
Składa się on z szaboty 1, na której są umocowane stojaki 2, a na nich płyty 3
i mechanizm napędowy 4 (parowo-powietrzny, mechaniczny lub hydrauliczny). Sto-
jaki są połączone elastycznie z szabotą i mechanizmem napędowym za pomocą śrub 6
i 7 ze sprężynami. Dzięki temu zmniejsza się w stojakach naprężenia występujące
w czasie kucia. Natomiast w płaszczyźnie poziomej stojaki są sztywno połączone
z szabotą za pomocą klinów 8. Prowadnice bijaka 5 są nastawialne, dzięki czemu uzy-
skać można dokładne osiowe prowadzenie bijaka. Rozróżniamy następujące typy mło-

272 Podstawy procesów kształtowania plastycznego
tów matrycowych: parowo-powietrzne (jednostronnego i dwu-stronnego działania),
parowo-powietrzne przeciwbieżne, wysokoenergetyczne, z indywidualnym napędem.
Rys. 6.2. Schemat konstrukcji młota matrycowego [26]: 1 – szabota, 2 – stojak, 3 – płyta, 4 – mechanizm
napędowy (cylinder), 5 – bijak, 6 – śruba, 7 – sprężyna, 8 – klin, 9 – płyta wyrównawcza
Prasy cierno-śrubowe charakteryzują się tym, że energia kinetyczna nagroma-
dzona w kole zamachowym przenosi się za pośrednictwem wrzeciona, suwaka i na-
rzędzia na materiał podlegający odkształceniu (rys. 6.3). Prędkość bijaka w momencie
zetknięcia się z materiałem jest największa, podobnie jak w młotach. Koło zamacho-
we może być uruchomione za pomocą mechanizmu ciernego, hydraulicznego lub bez-
pośrednio od silnika elektrycznego. Prasy śrubowe są używane do kucia na gorąco,
gięcia, prasowania i prostowania. Można na nich wykonywać odkuwki typu śrub,
nitów, zaworów samochodowych i odkuwki o niewielkich występach i niewysokich
żebrach. Istnieje wiele odmian pras śrubowych, w których wrzeciono wykonuje tylko
ruch obrotowy i postępowy, a nakrętka jest ruchoma lub nieruchoma. Większość do-
tychczas stosowanych pras jest wyposażona w napęd cierny; w ostatnich latach napęd

6. Procesy kucia matrycowego 273
ten jako mało wydajny zaczyna być zastępowany napędem hydraulicznym lub elek-
trycznym.
Rys. 6.3. Przesuw matrycy w prasach śrubowych [3]: a – śrubowy, b – obrotowy, c – postępowy. Ozna-
czenia: koło zamachowe, 2 – śruba, 3 – nakrętka, 4 – suwak prasy
Prasy kuźnicze korbowe typu Maxi są to maszyny używane do dokładnego ku-
cia odkuwek produkowanych w dużych seriach. Podstawowym warunkiem stawianym
prasom Maxi jest, aby sztywność ich była jak największa, tzn. żeby miały jak naj-
mniejszą sprężystość, ponieważ od tego zależy dokładność wykonania odkuwek.
Sprężynowanie prasy powodują: w ⅓ – korpus, a w ⅔ – wał korbowy, łożyska, kor-
bowód i suwak. Problem zmniejszania sprężystości został w znacznej mierze rozwią-
zany w nowej konstrukcji dzięki zastosowaniu napędu klinowego. Prasy korbowe,
w porównaniu z młotami parowo-powietrznymi, mają następujące zalety:
– dają większą dokładność kucia, ze względu na dobre prowadzenie suwaka
i sztywność korpusu,
– pracują spokojnie, nie powodując powstawania rytmicznych drgań; nie wymagają
budowy kosztownych fundamentów,
– eliminują wpływ człowieka na jakość wyrobu,
– dają możność ścisłego ustalenia zgniotu, a tym samym wielkości ziarna,
– ułatwiają mechanizację i automatyzację procesów kucia, dzięki czemu istnieje
możliwość wykorzystania każdego suwu roboczego,
– dają niższy koszt ruchu w porównaniu z odpowiedniej wielkości młotem parowo-
powietrznym przy ręcznej obsłudze maszyny,
– przy zmechanizowanej pracy koszt ruchu jeszcze znacznie się obniża.

274 Podstawy procesów kształtowania plastycznego
Prasy nie są jednak maszynami tak
uniwersalnymi jak młoty i można na nich
wykonywać jedynie pewne typy odku-
wek. Na prasach Maxi odkuwki powinny
być wykonywane w kilku przejściach.
Jeżeli odkuwka ma kształty wydłużone,
to wstępne odkuwki muszą być wykona-
ne poza prasą jako okresowo walcowane
albo ukształtowane na walcarkach kuźni-
czych. Proces kucia na prasach
korbowych może być zmechanizowany
z użyciem odpowiednich przyrządów.
Działanie ich polega na przenoszeniu
materiału lub przedkuwek z wykroju do
wykroju. Dzięki temu każdy suw robo-
czy może być wykorzystany. Wydajność
tak zmechanizowanej prasy jest rzędu
milionów sztuk rocznie. Dlatego mecha-
nizacja procesu kucia jest opłacalna przy
dużej produkcji. Schemat kinematyczny
prasy korbowej typu MAXI przedsta-
wiono na rysunku 6.4.
Prasy kolanowe służą do wykonywania tych operacji na zimno i gorąco, które
wymagają dużych nacisków na niewielkim odcinku drogi suwaka, a więc do płytkiego
kucia, wyciskania, dotłaczania i prostowania. W kuźniach stosuje się je do dotłaczania
odkuwek na zimno i gorąco. Duże zastosowanie znajdują w przemyśle zbrojeniowym
do wyrobu amunicji oraz w mennicach do wybijania monet. Prasy odznaczają się
sztywnym korpusem, dużym naciskiem w pobliżu dolnego martwego położenia oraz
stosunkowo długim czasem stykania się narzędzia z tłoczonym przedmiotem, co daje
w efekcie produkt o wysokiej klasie dokładności.
Rys. 6.4. Prasa korbowa typu MAXI [23]:
1 – silnik, 2 – koło zamachowe, 3 – przekładnia
zębata, 4 – wał korbowy, 5 – sprzęgło pneuma-
tyczne, 6 – hamulec, 7 – korbowód, 8 – suwak,
9 – stół prasy, 10 – podkładka regulująca narzę-
dzie robocze

6. Procesy kucia matrycowego 275
Kuźniarki pod względem konstrukcyj-
nym należą do grupy pras mechanicznych
o układzie korbowym i o dwóch suwakach
poruszających się względem siebie pod kątem
prostym [24]. Kuźniarki buduje się z piono-
wym i poziomym podziałem matryc. Ostatnio
coraz szersze zastosowanie znajdują kuźniarki
z poziomym podziałem matryc. Obecnie bu-
dowane są dwa typy kuźniarek tego rodzaju,
w których górna część matrycy porusza się
pionowo po linii prostej oraz po łuku.
Walcarki kuźnicze są maszynami, które
budową i sposobem pracy przypominają lek-
kie walcarki hutnicze dwuwalcowe. Pod
względem konstrukcyjnym dzieli się je na:
wysięgowe, ramowe, ramowo-wysięgowe
oraz wieloklatkowe automaty walcownicze.
Odmiennym typem są walcarki kopiujące
i śrubowe. Walcarki kuźnicze są wyposażone
w specjalne stoły z prowadnicami i zderzakami, które służą do właściwego ułożenia
materiału podczas walcowania (rys. 6.5). W produkcji wielkoseryjnej i masowej sto-
suje się wieloklatkowe automaty walcownicze.
6.3. Matryce – materiały i konstrukcja
Narzędzia kuźnicze, a w szczególności matryce stosowane do kucia na młotach,
są narażone na działanie wysokiej temperatury i naprężeń zmiennych – dynamicznych.
Z tych względów na matryce stosuje się stale o dobrych własnościach mechanicznych,
odpowiednio przekute i wolne od wad wewnętrznych i powierzchniowych. Matryce
do pras i kuźniarek są narażone na mniejsze naprężenia dynamiczne, natomiast na
większe naprężenia termiczne i z tego względu są one mniej odporne na ścieranie.
Matryce stosowane do kucia na gorąco na młotach konwencjonalnych, prasach
kuźniczych i kuźniarkach wykonuje się z narzędziowej stali węglowej. Matryce prze-
znaczone do kucia na gorąco z dużymi prędkościami wykonuje się ze stali chromowo-
molibdenowo-wanadowych.
Poprawne opracowanie procesu technologicznego kucia matrycowego polega na
zaprojektowaniu i wykonaniu odpowiednich wykrojów tzw. pomocniczych i matrycu-
jących w oparciu o analizę uwzględniającą:
Rys. 6.5. Zasada działania walców kuźni-
czych okresowych [23]: a – moment wpro-
wadzenia materiału do walców (v1),
b – koniec cyklu roboczego (v2). Oznaczenia:
1 – materiał wsadowy, 2, 3 – segmenty ma-
tryc, 4 – opór stały (zderzak)

276 Podstawy procesów kształtowania plastycznego
– kształt odkuwki (osiowo symetryczne zwarte, wydłużone, złożone) i masę od-
kuwki,
– kinematykę płynięcia materiału na różnych maszynach kuźniczych (młoty, prasy,
kuźniarki, zespoły agregatów),
– własności plastyczne i mechaniczne odkształcanego materiału z uwzględnieniem
temperatury kucia (na zimno lub na gorąco),
– konstrukcję matryc (otwarte i zamknięte – rys. 6.6).
Rys. 6.6. Wykrój matrycujący [23]: a – otwarty,
b – zamknięty
Rys. 6.7. Matryca jednowykrojowa do kucia na
młocie [23]: 1 – matryca dolna, 2 – matryca górna,
3 – oprawa matrycy, 4 – poduszka szaboty,
5 – klin matrycy dolnej, 6 – klin matrycy górnej,
7 – szabota
Z wymienionymi wyżej zagadnie-niami wiążą się następujące pojęcia:
– powierzchnia podziału matryc – jest to powierzchnia dzieląca matryce na górną
i dolną (rys. 6.6);
– wykrój - wgłębienie w matrycy, które nadaje odkuwce żądany kształt (rys. 6.7);
– skosy matrycowe - pochylenie ścian bocznych zewnętrznych i wewnętrznych
wykroju umożliwiające wyjęcie odkuwki z matrycy (rys. 6.8).
Przy kuciu w matrycach otwartych tworzy się wypływka, którą obcina się bez-
pośrednio po kuciu (rys. 6.9). Kucie w matrycach zamkniętych odbywa się bez two-
rzenia wypływki. Wsad do kucia w matrycach zamkniętych musi być cięty z podwyż-
szoną dokładnością. Rolę wypływki w procesie kucia w matrycach zamkniętych pełni
kompensator umieszczany w obszarze wykroju najpóźniej zapełniającym się metalem.

6. Procesy kucia matrycowego 277
Rys. 6.8. Kąty pochylenia ścian: zewnętrznej ()
i wewnętrznej () wykroju matrycy [23]
Rys. 6.9. Proces okrawania wypływki [23]:
1 – odkuwka, 2 – wypływka, 3 – płyta tnąca,
4 – stempel, 5 – oprawa płyty tnącej, 6 – stół prasy
7 – suwak, 8, 9 – klin
Do tej grupy procesu kucia matrycowego zalicza się kucie precyzyjne np. stopów
tytanu i kucie w niekonwencjonalnych warunkach materiałów nadplastycznych oraz
kucie proszków metali.
Wypływka ma podstawowe znaczenie przy kuciu w matrycach otwartych. Jej za-
dania są następujące: tworzy wokół odkuwki pierścień zamknięty, który przeciwsta-
wia się wypływaniu metalu z wykroju na zewnątrz, zabezpiecza matryce przed bez-
pośrednim wzajemnym uderzaniem i uszkodzeniem i magazynuje nadmiar wsadu po
wypełnieniu wykroju.
Wypływka składa się z mostka i magazynu. Mostek hamuje wypływanie wsadu,
magazyn służy do pomieszczenia jego nadmiaru. Kształt i wymiary wypływki zależą
od trudności procesu kucia, kształtu odkuwki i jej wielkości (rys. 6.10). Magazyn wy-
konuje się w górnej matrycy (rys. 6.10a). Magazyn wykonuje się w dolnej matrycy
(rys. 6.7b), jeśli odkuwkę obraca się o 180o do obcinania wypływki. Wypływka z po-
większonym magazynem (rys.6. 10c) jest stosowana dla odkuwek o złożonych kształ-
tach i tylko na tych częściach obwodu, gdzie przewiduje się duży wypływ metalu.
Pozostałe kształty wypływki stosuje się w przypadkach, gdy należy hamować nad-
mierny wypływ metalu z wykroju (rys. 6.10d, f, h, i) lub dla odkuwek prostych (rys.
6.10e, g).

278 Podstawy procesów kształtowania plastycznego
Rys. 6.10. Konstrukcje elementów rowków na wypływkę: mostek – symetryczny (a, b, c) lub niesyme-
tryczny (d), klinowy (e, g), podwójny (f), V-niesymetryczny (h), V-symetryczny (i) oraz magazyn –
niesymetryczny (w górnej (a, g, h, i) lub dolnej (b, e) matrycy), lub symetryczny (c, d, f – w obu matry-
cach)
Wymiary rowka na wypływkę oblicza się w zależności od wymiarów odkuwki
i jej kształtu [26]. W przybliżeniu wysokość mostka wypływki h jest funkcją po-
wierzchni odkuwki w płasz-czyźnie podziału matryc. Przy obliczaniu objętości wsadu
uwzględnia się 70 % wypeł-nienie magazynu wypływki. Rowek na wypływkę wyko-
nuje się tylko w matrycującym wykroju wykańczającym.
Wykonanie w odkuwkach otworu przelotowego jest trudne lub niemożliwe, stąd
konstruuje się denka o kształtach przedsta-wionych na rysunku 6.11. Jest to naddatek
technologiczny, który uwzględnia się przy obliczaniu objętości wsadu.

6. Procesy kucia matrycowego 279
Rys. 6.11. Rodzaje i wielkość denek [26]: a – denko płaskie, b – denko wklęsłe, c denko z jednostron-
nym wypukłym magazynkiem, d – denko z wypukłym magazynkiem
6.4. Metody i etapy wypełniania wykroju matrycowego
Wykrój matrycujący może być wypełniany przez spęczanie, dziurowanie lub
wyciskanie (rys. 6.12). W przypadku odkuwek mających kształt prosty (rys. 6.12a)
wykrój wypełnia się wyłącznie przez spęczanie. Jeżeli odkuwka ma jedno- lub dwu-
stronne wgłębienie, to wypełnienie wykroju następuje przez spęczanie i dziurowanie
(rys. 6.12b, c). Odkuwki z występami wykonuje się z przewagą procesu spęczania,
jeżeli wsad jest wysoki (rys. 6. 12d), lub wyciskania, jeżeli wsad jest niski (rys.
6.12e). W przypadku pokazanym na rys. 6.12f wypełnianie wykroju jest złożone
i odbywa się przez spęczanie, dziurowanie oraz wyciskanie.

280 Podstawy procesów kształtowania plastycznego
Rys. 6.12. Sposoby wypełniania wykroju wykańczającego [23]: a – spęczanie, b – jednostronne wgłębia-
nie, c – dwustronne wgłębianie, d – spęczanie połączone z wyciskaniem, e – wyciskanie, f – wgłębianie
połączone z wyciskaniem. Oznaczenia: 1 – odkuwka, 2 – wsad
Rys. 6.13. Etapy wypełniania wykroju wykańczającego
w matrycach z wypływką [23]: a – spęczanie swobodne,
b – wypełnianie wykroju matrycy, c – tworzenie wy-
pływki, d – uzyskanie wymiaru wysokości odkuwki

6. Procesy kucia matrycowego 281
6.4.1. Wypełnianie wykroju matrycującego otwartego
Wypełnianie wykroju matrycującego otwartego można podzielić na kilka eta-
pów. Jeśli kucie odbywa się w matrycach otwartych (z wypływką), wyróżnia się czte-
ry etapy (rys. 6.13):
– pierwszy etap (rys. 6.13a) rozpoczyna się z chwilą zetknięcia się matrycy górnej
z metalem ułożonym w wykroju matrycy dolnej. Najczęściej następuje swobodne
spęczanie metalu, a w przypadkach bardziej złożonych niewielkie jego wyciska-
nie. Obniżanie matrycy górnej wywołuje powstawanie beczułkowatości, podobnie
jak przy spęczaniu swobodnym. Świadczy to o tym, że metal odkształca się nie-
równomiernie. Najbardziej odkształcają się jego warstwy środkowe. W pewnych
obszarach odkształcanego materiału mogą powstać naprężenia rozciągające, co
przy większych odkształceniach może doprowadzić do pojawienia się pęknięć.
Naciski w pierwszym etapie wypełniania wykroju są niewielkie. Etap ten kończy
się z chwilą zetknięcia się metalu z boczną ścianką wykroju;
– w drugim etapie (rys. 6.13b) metal płynąc na boki, wypełnia wykrój. Etap ten
kończy się, gdy nadmiar metalu zacznie wypływać między matryce. Pod koniec
drugiego etapu wykrój jest już wypełniony, z wyjątkiem naroży. W tym etapie na-
stępuje wzrost nacisków spowodowany zwiększeniem siły tarcia na ściankach
bocznych wykroju;
– w trzecim etapie (rys. 6.13c) nadmiar metalu wypływa na zewnątrz i tworzy wy-
pływkę. Wypływanie metalu na zewnątrz jest hamowane siłą tarcia na mostku
wypływki i na ściankach bocznych wykroju w pobliżu wypływki. Utrudnione wy-
pływanie metalu w obszarze wypływki powoduje wypełnianie naroży wykroju.
Jeżeli matryca jest skonstruowana prawidłowo i wsad nie jest dobrany z dużym
nadmiarem, to po wypełnieniu naroży kończy się proces kucia. Jednak w praktyce
najczęściej występuje pewien nadmiar wsadu, z tego względu odkuwka nie osią-
gnęła wysokości zgodnej z żądaną, dlatego matryca górna powinna być dalej
przemieszczana. Siła w tym etapie kucia zwiększa się znacznie;
– w czwartym etapie (rys. 6.13d) wysokość odkuwki zmniejsza się o h4, co wiąże
się z wyciskaniem nadmiaru metalu w wypływkę. W tym etapie naciski gwałtow-
nie wzrastają i osiągają wartość maksymalną, co stanowi ok. 50 % całkowitej
energii uderzenia. Bezwzględne odkształcenie odkuwki h4 w tym etapie nie
przekracza zwykle 2 mm. Plastycznie odkształca się tylko wypływka i część środ-
kowa odkuwki, a pozostała część metalu odkształca się sprężyście. Proces kucia
przebiega najkorzystniej, gdy czwarty etap jest możliwie krótki. W tym przypadku
zużycie materiału wyjściowego i energii potrzebnej do ostatecznego wypełnienia
wykroju jest minimalne. Czwarty etap kucia można skrócić do minimum, gdy:
dobierze się dokładnie objętość wsadu,

282 Podstawy procesów kształtowania plastycznego
ustali się prawidłowy kształt przedkuwki,
ustali się w wyniku obliczeń i prób optymalne wymiary wypływki.
Mechanizm wypełniania wykrojów bardziej złożonych odbywa się w sposób
analogiczny do omówionego. Jeśli odkuwka posiada otwór, dwa pierwsze etapy kucia
ulegają zmianie, ponieważ zamiast spęczania metalu występuje dwustronne dziurowa-
nie (rys. 6.12c) lub dziurowanie oraz wyciskanie (rys. 6.12f).
Przykład złożonego kształtu odkuwki, przy wykonaniu której występuje wyci-
skanie pokazano na rysunku 6.14, przy czym linie siatek po odkształceniu (rys. 6.14a)
i rozkład naprężeń (rys. 6.14b) w wykroju obliczono programem FORM2D.
Rys. 6.14. Rozkład linii płynięcia (a) i naprężeń (b – liczby w MPa) na powierzchni wykroju, obliczony
programem FORM2D [10]
Wypełnienie wykroju w matrycy otwartej jest zależne również od wymiarów
i kształtu przedkuwki. Na rysunku 6.15 przedstawiono sposób płynięcia metalu do
wykroju matrycy przy zastosowaniu wsadu niskiego (rys. 6.15a), optymalnego (rys.
6.15b) i wysokiego (rys. 6.15c). W pierwszym przypadku środkowa część wykroju nie
została wypełniona, metal przemieścił się do wypływki. W trzecim przypadku naj-
pierw została wypełniona środkowa część odkuwki, a nadmiar metalu w ostatnim
etapie kucia z tego obszary był przemieszczany do wypływki.

6. Procesy kucia matrycowego 283
Rys. 6.15. Wpływ smukłości wsadu na wypełnienie wykroju w matrycy otwartej: a – wsad
niski (niewypełnienie obszaru A i B), b – wsad optymalny (jednoczesne wypełnianie obszaru N
i wypływki Q), c – wsad wysoki (przemieszczanie nadmiaru metalu z obszaru N do wypływki
Q)
6.4.2. Wypełnienie wykroju wykańczającego w matrycach zamkniętych
Wypełnienie wykroju wykańcza-jącego (matrycującego) w matry-cach zamknię-
tych [4] można podzielić na trzy etapy. Dwa pierwsze przebiegają identycznie jak
podczas kucia w matrycach otwartych. W trzecim etapie następuje całkowite wypeł-
nienie wykroju i etap ten kończy się z chwilą pojawienia się w szczelinie zamka nie-

284 Podstawy procesów kształtowania plastycznego
znacznej wypływki. W procesie tym nie stosuje się dobijania odkuwki, tj. czwartego
etapu kucia, gdyż grozi to uszkodzeniem matryc.
Na rysunku 6.16 przedstawiono schematycznie proces wypełnienia wykroju pod-
czas kucia odkuwki z otworem. W etapie pierwszym następuje swobodne spęczanie
materiału połączone z dwustronnym swobodnym przebijaniem odkuwki. Drugi etap
rozpoczyna się z chwilą zetknięcia się metalu z bocznymi zewnętrznymi ścianami
wykroju. W etapie tym następuje dalsze przebijanie odkuwki. Metal płynie na boki,
napotyka przeszkodę w postaci ścian wykroju i zmienia kierunek płynięcia, wchodząc
w cylindryczną przestrzeń między matrycami. W etapie trzecim zachodzi ostateczne
wykonanie odkuwki - całkowite wypełnienie wykroju matrycy. Przykład linii płynię-
cia i wypełnienia wykroju dla dwóch różnych kształtów matrycy zamkniętej pokazano
na rysunku 6.16e,f.
Rys. 6.16. Etapy wypełniania wykroju matrycującego zamkniętego [11]: a – ułożenie wsadu,
b – swobodne spęczanie połączone z przebijaniem, c – wypełnianie wykroju matrycy, d – wypływ nad-
miaru metalu do kompensatora, e,f – siatka po odkształceniu obliczona programem FORM2D
Zasadniczą wadą kucia w matrycach otwartych jest duże zużycie materiału. Ma-
teriał wsadowy jest większy od objętości odkuwki o objętość wypływki i objętość
traconą na zgorzelinę, jeśli kucie odbywa się na gorąco. W zależności od kształtu od-
kuwki zużycie metalu przy kuciu w matrycach zamkniętych zmniejsza się o 10
15 %, a masa odkuwki o 2 5 %.

6. Procesy kucia matrycowego 285
Podczas kucia w matrycach otwartych schemat główny naprężeń przedstawia się
jako trójosiowy stan naprężenia o nierównomiernym wszechstronnym ściskaniu [25].
Jednak wobec nieznacznego oddziaływania ścian bocznych wykroju na odkształcany
metal wielkości drugiego i trzeciego głównego naprężenia ściskającego są mniejsze
niż w matrycy zamkniętej. Przy zbyt intensywnym płynięciu metalu na boki może
powstać taki stan naprężenia, w którym dwa główne naprężenia będą naprężeniami
rozciągającymi. Taki stan naprężenia, zwłaszcza w częściach odkuwki położonej
w pobliżu wypływki, przy odpowiednich wartościach naprężeń może doprowadzić do
wewnętrznych naderwań materiału. Natomiast podczas kucia w matrycach zamknię-
tych trójosiowy stan naprężenia o dużych naprężeniach ściskających nie ulega zmianie
w całej objętości przekuwanego materiału. W związku z tym nie występują tutaj we-
wnętrzne naderwania lub rozwarstwienia metalu, jak to ma miejsce podczas kucia
w matrycach otwartych. Poza tym wszechstronne ściskanie podwyższa znacznie pla-
styczność i równomierność odkształcenia metalu [22].
Odkuwki wykonane w matrycach zamkniętych mają korzystniejszy przebieg
włókien, a tym samym lepsze własności mechaniczne niż odkuwki wykonane w ma-
trycach otwartych. Włókna odkuwki wykonanej w matrycach zamkniętych tworzą
ciągłe linie i są równomiernie rozłożone wewnątrz odkuwki, natomiast włókna od-
kuwki wykonanej w matrycy otwartej są poprzerywane i skupiają się u wylotu wy-
pływki.
Energia uderzenia młota podczas kucia w matrycach zamkniętych jest zamienia-
na na pracę odkształcenia plastycznego odkuwki i pokonanie oporów tarcia, natomiast
w matrycach otwartych również na odkształcanie wypływki [12, 19]. Przez zastoso-
wanie kucia w matrycach zamkniętych odpada obcinanie wypływki, a tym samym
skraca się cykl produkcyjny.
Kucie w matrycach zamkniętych ma też pewne wady, do których zalicza się ni-
ska trwałość matryc spowodowaną większym obciążeniem jednostkowym, mniejszą
uniwersalnością itp. W końcowym etapie kucia bezwypływkowego, po wypełnieniu
wykroju metalem, występują duże naciski, które powodują sprężyste odkształcenie
matrycy i odkuwki. Z chwilą wypełnienia wykroju metalem proces kucia powinno się
zakończyć. Nieprzestrzeganie tego warunku jest przyczyną częstych uszkodzeń ma-
tryc w postaci pęknięć. Pęknięcia mogą również być spowodowane wypływem metalu
w obszar zamka matrycy. Wadą kucia w matrycach zamkniętych jest także mniejsza
uniwersalność w porównaniu z kuciem w matrycach otwartych na młotach. Metodą tą
wykonuje się przeważnie odkuwki okrągłe i najprostsze wydłużone. Kucie w matry-
cach zamkniętych odkuwek o złożonych kształtach wymaga specjalnie przygotowa-
nych przedkuwek i odbywa się z reguły w kilku operacjach. Kucie w matrycach za-
mkniętych wymaga również większych dokładności cięcia wsadu. Nadmiar materiału
jest przemieszczany do kompensatora, który umieszcza się w obszarze najpóźniej

286 Podstawy procesów kształtowania plastycznego
zapełniającym się metalem (rys. 6.17). Przykład konstrukcji matrycy otwartej i za-
mkniętej do wykonania tej samej odkuwki przedstawiono na rysunku 6.18. W celu
zmniejszenia ilości zgorzeliny, stosuje się nagrzew indukcyjny lub w piecach z atmos-
ferą ochronną.
Rys. 6.17. Typy kompensatorów i ich zastosowanie w różnych konstrukcjach (a-f) matrycy [7]: 1 – wy-
rzutnik dolny, 2 – wyrzutnik górny, 3 – pierścień ustalający, 4 – kompensator
Rys. 6.18. Konstrukcja matrycy do kucia koła zębatego: a – otwarta (z wypływką), b – zamknięta
(z kompensatorem)

6. Procesy kucia matrycowego 287
6.5. Projektowanie technologii kucia matrycowego
Odkuwki matrycowe posiadają różne kształty. Do najprostszych zalicza się
osiowo symetryczne typu pierścieni, do złożonych wydłużone rozwidlone z występa-
mi. W celu uproszczenia opracowania procesu technologicznego i konstrukcji oprzy-
rządowania odkuwki matrycowe dzieli się na grupy w zależności od ich kształtów [16,
18]. Kształt odkuwki determinuje ilość i rodzaj operacji kucia. Rodzaj operacji kucia
zależy również od maszyny kuźniczej. Najbardziej uniwersalnymi maszynami kuźni-
czymi są młoty, dlatego posiadają one duże możliwości zastosowania różnych opera-
cji kształtowania przedkuwki. Ostateczny kształt odkuwki uzyskuje się w wykroju
matrycującym na gotowo (wykańczającym).
6.5.1. Dobór wykrojów pomocniczych
Przedkuwki odkuwek wydłużonych kutych na młotach wykonuje się w wykro-
jach pomocniczych [23]. Dzieli się je na cztery grupy:
Grupa I – stosuje się dla odkuwek o zmiennym przekroju poprzecznym:
– wykrój wydłużający,
– wykrój przewężający,
– wykrój rolujący otwarty i zamknięty.
Grupa II – stosuje się je dla odkuwek wymagających gięcia i niesymetrycznego
przemieszczania metalu:
– wykrój kształtujący,
– wykrój gnący.
Grupa III – stosuje się dla odkuwek wymagających spęczania:
– płaszczyzna do płaszczenia.
Grupa IV – stosuje się dla odkuwek o złożonym kształcie poprzecznym:
– wykrój rolująco-wydłużający,
– rolujaco-kształtujący,
– kształtująco-wydłużający.
Do odcinania uchwytu na kleszcze lub odcinania odkuwek kutych z pręta na bo-
ku matrycy umieszcza się nóż do odcinania. Sposób przemieszczania materiału
w wykrojach pomocniczych przedstawiono na rysunku 6.19 na przykładzie wykroju
kształtująco-wydłużajacego.

288 Podstawy procesów kształtowania plastycznego
Rys. 6.19. Wykrój kształtujaco-wydłużający (d – średnica wsadu) [17]
Wykroje matrycujące na młotach są dwa: wykrój wstępnie matrycujący – stoso-
wany dla odkuwek o złożonych kształtach przed końcowym matrycowaniem, i matry-
cujący (wykańczający) – stosowany do ostatecznego wykonania odkuwek. Wykrój
matrycujący wykańczający wykonuje się z wypływką, jeśli kucie odbywa się w ma-
trycach otwartych.
6.5.2. Przykłady technologii kucia odkuwki matrycowej
Przykład kucia wielowykrojowego na młocie odkuwki wydłużonej pokazano
na rysunku 6.20. Odkuwki zwarte, w tym osiowo symetryczne wykonuje się najczę-
ściej w jednym wykroju. W celu usunięcia zgorzeliny z wsadu na boku matrycy
umieszcza się płaszczyznę do płaszczenia. Kucie na młocie złożonych odkuwek osio-
wo symetrycznych, np. kół zębatych, krzyżaków itp., odbywa się w dwóch wykrojach
matrycujących (wstępnie matrycującym i wykańczającym), po uprzednim spęczaniu
na płaszczyźnie do płaszczenia.
Podczas kucia na prasach stosuje się tylko te operacje, które są możliwe do reali-
zowania za pomocą jednego ruchu suwaka prasy, np.: matrycowanie wstępne i wy-
kańczające, spęczanie, przewężanie, gięcie i kształtowanie (formowanie). Powyższe
operacje prowadzi się analogicznie jak na młotach. Proces kucia na prasie odkuwki
osiowosymetrycznej w trzech wykrojach przedstawiono na rysunku 6.21. W celu wy-
jęcia odkuwki z wykroju na prasie stosuje się wyrzutnik.

6. Procesy kucia matrycowego 289
Rys. 6.20. Przebieg wielowykrojowego kucia na młocie dźwigni z pręta [23]: a – odkuwka, b – matryca
dolna, c – wsad, d – kolejne zabiegi, e – wykrój rolujący. Oznaczenia: 1 – wykrój wydłużający (wydłuża-
nie), 2 – wykrój rolujący (rolowanie), 3 – wykrój gnący (gięcie), 4 – wykrój wstępnie matrycujący (ma-
trycowanie wstępne), 5 – wykrój matrycujący na gotowo (matrycowanie wykańczające), 6 – nóż do odci-
nania uchwytu
Rys. 6.21. Proces kucia na prasie w trzech przejściach odkuwki osiowo symetrycznej [23]: a – wsad,
b – spęczanie połączone z kształtowaniem, c – wstępne matrycowanie, d – matrycowanie wykańczające

290 Podstawy procesów kształtowania plastycznego
Rys. 6.22. Promienie zaokrągleń w odkuwkach [23]
Poprawne opracowanie procesu technologicznego kucia matrycowego zależy
również od właściwej konstrukcji odkuwki [21], w tym od promieni zaokrągleń i nad-
datków technologicznych, w tym konstrukcji denka. W odkuwkach rozróżnia się trzy
rodzaje promieni zaokrągleń: zewnętrzne r1, wewnętrzne r2 i w miejscach zmiany
przekroju odkuwki r3 (rys. 6.22). Promienie zaokrągleń mają duży wpływ na proces
kucia i trwałość oprzyrządowania. Zewnętrzne promienie zaokrągleń odkuwki odpo-
wiadają wewnętrznym promieniom wykroju. Gdy promienie te są zbyt małe, stają się
źródłem karbów i przedwczesnych mikropęknięć matrycy. Poza tym łuki o małych
promieniach łatwo się zanieczyszczają i utrudniają płynięcie metalu w naroża wykro-
ju, a tym samym wymagają większych nacisków w czasie matrycowania. Gdy pro-
mienie r1 są zbyt małe, odkuwki mają przeważnie niewypełnione krawędzie. We-
wnętrzne promienie zaokrągleń odkuwki odpowiadają wierzchołkom zaokrągleń ze-
wnętrznych wykroju, mają one na celu stworzenie dogodnych warunków przepływu
metalu z jednej części wykroju w drugi.
Im większe są te promienie, tym metal płynie swobodniej. Gdy promienie r2 są
zbyt małe krawędzie wykroju szybko zniekształcają się i powodują zmniejszenie po-
chylenia ścian bocznych wykroju. Z tego powodu odkuwki zaczynają przyklejać się
do matrycy i wykrój wymaga naprawy. Zbyt małe promienie wewnętrzne mogą spo-
wodować nieprawidłowe płynięcie metalu i przez to mogą doprowadzić do wytworze-
nia się w odkuwce zawinięć i podłamów [14].
Na przykład zbyt mały promień r2 (rys. 6.23A) przy kuciu odkuwki koła zębate-
go powoduje, że metal początkowo płynie ze środka wykroju na boki. Następnie napo-
tykając przeszkodę w postaci bocznych ścian wykroju płynie do góry (rys. 6.23b,c),
a po zetknięciu się z górnym dnem wykroju płynie w dół (rys. 6.23d). Równocześnie
spod czopa metal płynie do góry wykroju. W miejscach zetknięcia się metalu pły-
nącego z góry i z dołu powstaje podłam (rys. 6.23e). Przy odpowiednio dużym pro-
mieniu r2 (rys. 6.23B) metal płynie w jednym kierunku, tj. tylko do góry, wypełniając
dobrze wykrój i tworząc odkuwkę bez podłamów.

6. Procesy kucia matrycowego 291
Rys. 6.23. Mechanizm powstawania podłamów [23]: A – małe promienie zaokrągleń, B – duże promienie
zaokrągleń. Oznaczenia: a – ułożenie wsadu, b – pierwszy etap styku materiału z boczną ścianą wykroju,
c – drugi etap styku materiału z boczną ścianą wykroju, d – trzeci etap styku materiału z dnem górnego
wykroju, e – zamknięcie podłamu
W celu wyeliminowania zakuć w odkuwkach, których kształt sprzyja niepożąda-
nemu płynięciu metalu w końcowym etapie kucia, należy stosować dodatkowe opera-
cje kucia zmieniające kinematykę płynięcia metalu w wykroju matrycującym na go-
towo. Przykład technologii eliminującej zakucie przedstawiono na rysunku 6.24.
Technologia poprawna wymaga zastosowania wykroju wstępnie matrycującego (rys.

292 Podstawy procesów kształtowania plastycznego
6.24c), dzięki czemu strefa zagrożona zakuciem staje się strefą obojętną, a w ostatnim
etapie kucia materiał płynie do obszaru środkowego (q) i wypływki.
Rys. 6.24. Proces kucia kołnierza [14]: a, b – zakucie (z) w odkuwce z zastosowaniem wsadu walcowego
wysokiego (a) i niskiego (b), c – odkuwka bez wad z przedkuwki, wykonanej w wykroju wstępnie matry-
cującym
Ponadto ostre lub mało zaokrąglone krawędzie wykroju powodują przecinanie
się włókien w odkuwkach i własności wytrzymałościowe takich odkuwek są znacznie
niższe niż odkuwek wykonanych w wykroju o prawidłowo zaokrąglonych krawę-
dziach. Najmniejsze dopuszczalne wielkości promieni zaokrągleń wyznacza się na
podstawie wartości podanych w normie PN-76/H-94301 [8], w której podane są
również pozostałe warunki konstrukcji rysunku odkuwki matrycowej, w tym naddatki
na obróbkę skrawaniem (rys. 6.25).
Obliczanie objętości wsadu odkuwek dokonuje się metodą analityczną lub wy-
kreślną. Metoda analityczna wykorzystuje opcje wbudowane w edytory graficzne
konstrukcji rysunków. Metoda wykreślna służy do konstruowania idealnej przedkuwki
odkuwek wydłużonych o złożonych kształtach (rys.6.26). Idealną przedkuwką nazywa
się przedkuwkę przedstawiającą bryłę obrotową mającą poprzeczne przekroje równe
sumie odpowiednich przekrojów odkuwki i wypływki. Na podstawie idealnej przed-

6. Procesy kucia matrycowego 293
kuwki opracowuje się proces technologiczny – dobiera się rodzaj i liczbę zabiegów,
określa się wymiary materiału wyjściowego i projektuje wykroje pomocnicze.
Rys. 6.25. Naddatki na obróbkę skrawaniem [23]: n – naddatki normalne, n1 – naddatki związane ze
skosami matrycowymi
Rys. 6.26. Konstrukcja wykresu przekro-jów idealnej odkuwki wydłużonej [23]
6.6. Dobór wielkości maszyny do kucia matrycowego
Wielkość młota do kucia w matrycach otwartych dobiera się w oparciu o energię
uderzenia [23]

294 Podstawy procesów kształtowania plastycznego
pL
U (6.1)
gdzie:
Lp – praca odkształcenia plastycznego odkuwki z wypływką w ostatnim uderzeniu,
– współczynnik sprawności uderzenia młota ( = 0,8 0,9).
Pracę Lp można wyznaczyć ze wzorów [25]:
– dla odkuwek okrągłych w płaszczyźnie podziału
p2
2
po dd001,075,0d
21,1d005,0118L
(6.2)
gdzie:
d – średnica odkuwki, cm,
σp – naprężenie uplastyczniające materiału w danej temperaturze kucia.
– dla odkuwek wydłużonych
psk
sr
2
sk
2
sk
skpw db
l011d001,075,0
d
21,1d005,0118L
(6.3)
gdzie:
l – długość odkuwki, cm,
dsk – zastępcza średnica odkuwki, dsk = S13,1 , cm,
bśr = S/l – średnia szerokość odkuwki, cm,
S – powierzchnia odkuwki w płaszczyźnie podziału matryc, cm2.
Masę części spadających wyznacza się ze wzoru
n
Lm
p (6.4)
gdzie n = 1,4 2,3 – współczynnik zależny od konstrukcji młota.
Podobnie jak w matrycach otwartych, wielkość młota podczas kucia w matry-
cach zamkniętych dobiera się na podstawie pracy odkształcenia plastycznego w ostat-
nim uderzeniu. Praca ta może być mniejsza od pracy kucia w matrycach otwartych,
gdyż całkowita energia ostatniego uderzenia jest zużyta wyłącznie na odkształcenie
odkuwki (z uwzględnieniem strat występujących przy uderzeniu). Nadmiar energii
uderzenia jest raczej szkodliwy, gdyż zużywa się ją na sprężyste odkształcenie matry-
cy i odkuwki, powodując gwałtowny wzrost nacisków w wykroju. Szczególnie szko-
dliwe są ostatnie uderzenia, a zwłaszcza dobijanie odkuwki.

6. Procesy kucia matrycowego 295
Wielkość prasy dobiera się w oparciu o maksymalną siłę występującą w końco-
wym etapie kucia
SqF p (6.5)
gdzie:
F – siła nacisku prasy, MN,
S – powierzchnia odkuwki w płaszczyźnie podziału matryc (bez wypływki), m2,
p – naprężenie uplastyczniające materiału odkuwki w temperaturze zakończenia pro-
cesu kucia, MPa.
Podczas kucia z wypływką wielkość współczynnika q można wyznaczyć ze wzo-
ru:
– dla odkuwek okrągłych w płaszczyźnie podziału
2
2od
201,1d001,018q
(6.6)
– dla odkuwek wydłużonych
sr
2
2
sr
srwb
l1,01
d
201,1d001,018q (6.7)
gdzie:
d – średnica maksymalna odkuwki w płaszczyźnie podziału matryc, mm,
l – największa długość odkuwki w płaszczyźnie podziału, mm
dśr = 1,13 S – średnia średnica, mm,
bśr = S/l – średnia szerokość odkuwki w płaszczyźnie podziału matryc, mm.
6.7. Procesy kucia dokładnego
6.7.1. Matryce składane
Niezależnie od sposobu realizacji procesu kucie dokładne ma na celu ograni-
czenie zużycia surowca oraz pracochłonnej obróbki skrawaniem [13]. Charaktery-
styczny kształt odkuwki wykonywanej według dwóch alternatywnych technologii, tj.
kucia w matrycach otwartych i zamkniętych przedstawiono na rysunku 6.27. W przy-
padku odkuwki kutej w matrycach otwartych (rys. 6.27a) wypełnienie wykroju odby-
wa się z przewagą procesu wyciskania, a naddatki technologiczne w postaci skosów
matrycowych zapewniają łatwe wyjmowanie odkuwki z wykroju. Kształt odkuwki
pokazanej na rysunku 6.27b odpowiada kształtowi gotowego elementu. Uzyskano go

296 Podstawy procesów kształtowania plastycznego
dzięki kuciu w matrycach dzielonych, gdy wypełnianie wykroju w tym przypadku
odbywa się w procesie złożonego wyciskania.
Rys. 6.27. Odkuwka kuta konwencjonalnie (a) i dokładnie (b) [9]
Zaletą tego procesu jest zwiększenie uzysku kuźniczego i wyeliminowanie pra-
cochłonnej obróbki skrawaniem. Kucie dokładne zazwyczaj odbywa się w matrycach
zamkniętych, a na końcowy kształt i wymiary odkuwki wpływa wiele wzajemnie po-
wiązanych czynników, które można podzielić na dwie grupy. Do pierwszej zalicza się
związane z materiałem odkształcanym (temperatura, odporność na pękanie pod wpły-
wem odkształcenia, czułość na prędkość odkształcenia itp.), natomiast do drugiej
związane z charakterystyką maszyny kuźniczej (prędkość przesuwu narzędzia rucho-
mego, sztywność korpusu maszyny, konstrukcja narzędzia itp.).
Należy również zaznaczyć, że technolog – opracowujący proces kucia, musi
uwzględnić wymagania co do rozkładu włókien w odkuwkach o specjalnym przezna-
czeniu oraz rozkładu własności na przekroju poprzecznym odkuwek i dokładność
uzyskiwanych wymiarów.
Warunkiem otrzymywania w procesie kucia dokładnego w matrycach zamknię-
tych odkuwek bez wad kształtu jest cięcie wsadu z dokładnością ± 0,5%. Ponadto
należy uwzględnić, że podczas nagrzewania materiału do kucia na gorąco powstaje
zgorzelina, którą musi się całkowicie usunąć przed włożeniem materiału do wykroju,
gdyż w przeciwnym wypadku otrzyma się wadliwe przedmioty z wgnieceniami zgo-
rzeliny na powierzchni. Korzystniejszym sposobem jest zapobieganie powstawaniu
zgorzeliny, co można osiągnąć przez stosowanie atmosfer ochronnych lub szybkie
nagrzewanie elektryczne (indukcyjne lub oporowe).
Konstrukcja matryc stosowanych w złożonym procesie wyciskania jest odmien-
na od konstrukcji matryc otwartych. Płaszczyzna podziału matryc w tym przypadku
przebiega tak, aby wykroje w czasie całego procesu kucia tworzyły przestrzeń za-

6. Procesy kucia matrycowego 297
mkniętą. Jednym z zasadniczych elementów każdej matrycy zamkniętej jest zamek,
który zapobiega wypływaniu metalu poza przestrzeń wykroju oraz prowadzi górną
matrycę lub stempel, uniemożliwiając przesadzenie odkuwki. Wypływanie metalu
z wykroju matryc zamkniętych jest utrudnione. Wzdłuż linii podziałowej matryc może
jednak pozostać niewielka wypływka. Powstaje ona w wyniku stosowania niezbędne-
go luzu na złożeniu matryc podczas ich zamykania. Luz zapobiega zbyt dużemu tarciu
i chroni matryce przed uszkodzeniem.
Dla odkuwek o złożonym kształcie zaleca się stosowanie matryc dzielonych.
Przykład matrycy dzielonej przedstawiono na rysunku 6.28. W matrycach zamknię-
tych dzielonych istnieje możliwość stosowania kompensatorów – przestrzeni miesz-
czących ewentualny nadmiar materiału. Kompensatory umieszcza się w obszarach
odkuwki najpóźniej zapełniających się metalem.
Rys. 6.28. Matryca dzielona
Projektowanie procesu technologicznego kucia dokładnego w matrycach składa-
nych powinno również uwzględniać rozkład odkształceń w przekroju poprzecznym
odkuwki. Szczególną uwagę należy zwrócić na powstawanie tzw. stref martwych.
Strefy martwe, w zależności od konstrukcji matryc i kształtu odkuwki, można podzie-
lić na dwie grupy. Do pierwszej grupy zalicza się strefy martwe (rys. 6.29a), nie po-
wodujące wad zewnętrznych w odkuwkach, natomiast duże zróżnicowanie rozkładu
odkształceń w niektórych przypadkach może być uznane za wadę dyskwalifikującą
dany wyrób. Do drugiej grupy zalicza się strefy martwe (rys. 6.29b) na granicach,
których powstają nieciągłości spowodowane przeważnie wciąganiem zgorzeliny.

298 Podstawy procesów kształtowania plastycznego
Rys. 6.29. Położenie stref martwych (I) i płynięcia (II) w odkuwkach osiowosymetrycznych (a) i z bocz-
nym występem (b)
Rys. 6.30. Technologia kucia kołnierza w matrycy dzielonej
Matryca składana pozwala na wykonanie bez wad odkuwki o złożonym kształcie
w jednym wykroju (rys. 6.30). Narzędzia ruchome N1 i N2 przemieszczają się z róż-
nymi prędkościami, dzięki czemu uzyskuje się najbardziej korzystną kinematykę pły-
nięcia metalu w matrycy dzielonej N3, eliminującą skłonność do powstawania zakuć
i jednocześ-nie uzyskuje się najbardziej równomierny rozkład odkształceń w całej
objętości odkuwki.
6.7.2. Matryce z ruchomą wkładką
W celu zwiększenia równomierności płynięcia metalu w procesie złożonego wy-
ciskania, stosuje się matryce z ruchomą wkładką.

6. Procesy kucia matrycowego 299
Konstrukcja matrycy powinna zapewnić płynięcie metalu w obszar kompensatora
po uprzednim całkowitym wypełnieniu wykroju. Gwarantuje to – prócz zachowania
wymaganego kształtu odkuwki, również bezawaryjną pracę narzędzia dla dużych serii
odkuwek.
Dodatkowe zastosowanie przeciwnacisku sprzyja zwiększeniu równomierności
odkształcenia oraz podwyższa odporność na pękanie niektórych trudno odkształcal-
nych materiałów. Podwyższony koszt narzędzia w tym przypadku rekompensuje do-
bra jakość wyrobów.
Przykład konstrukcji matrycy z ruchomą wkładką przedstawiono na rysunku
6.31. Wymienne wkładki (5 i 8) pozwalają na wykonywanie odkuwek osiowosyme-
trycznych z występami osiowymi lub bocznymi np. kół zębatych o zębach prostych
lub stożkowych.
Rys. 6.31. Konstrukcja matrycy z ruchomą wkładką [12]: l – korpus, 2 – matryca dolna, 3 – matryca
górna, 4 – stempel, 5 – wkładka górna, 6 – wsad, 7 – odkuwka, 8 – wkładka boczna
Rys. 6.32. Rozkład intensywności odkształcenia w procesie kucia odkuwki z bocznymi występami:
a, b, c – etapy wypełniania wykroju

300 Podstawy procesów kształtowania plastycznego
Rozkład intensywności odkształcenia w odkuwce, wykonanej w matrycy z ru-
chomą wkładką, przedstawiono na rysunku 6.32. Wartości tego rozkładu określono
metodą wizjoplastyczności dla kilku etapów wypełniania wykroju w procesie kucia
odkuwki koła zębatego prostego.
Rys. 6.33. Model matrycy do kucia koła zębatego
z zębami prostymi: l – matryca górna, 2 – matryca
dolna, 3 – stempel, I, II, III, IV – strefy odkuwki
Rys. 6.34. Wpływ kształtu występu na wartość
współczynnika B
W oparciu o ten rozkład wyróżnić można cztery podstawowe strefy o przybliżo-
nej wielkości odkształcenia (rys. 6.33), w których zakłada się taką samą wartość naci-
sku jednostkowego. W oparciu o przyjęte założenia można wyznaczyć całkowitą siłę
nacisku [12]
p4
dF p
2
(6.8)
w którym pσ jest współczynnikiem wzrostu oporu odkształcenia plastycznego wystę-
pu-jącego na stemplu
h3
d
d
H2B
d
dln1
pp
p
p
(6.9)
gdzie:
p – nacisk jednostkowy,

6. Procesy kucia matrycowego 301
σp – naprężenie uplastyczniające,
dp, d, H, h – wymiary odkuwki (rys. 6.33),
B – współczynnik (rys. 6.34),
μ – współczynnik tarcia.
W praktyce wygodnie jest posługiwać się nomogramem przedstawionym na ry-
sunku 6.35.
Rys. 6.35. Nomogram do określenia współczynnika wzrostu oporu odkształcenia plastycznego odkuwek
osiowosymetrycznych z bocznymi występami

302 Podstawy procesów kształtowania plastycznego
6.7.3. Obciążenie narzędzi przy kuciu dokładnym
Odkuwka przedstawiona na rysunku 6.36 stanowi połączenie dwóch detali pier-
ścieni łożysk tocznych i jest zaliczana do wyrobów kutych dokładnie. Proces techno-
lo-giczny tego typu nazywa się kuciem wielokrotnym (jednoczesnym). Kucie wielo-
krotne zazwyczaj odbywa się w prasach w kilku operacjach. Ucięty z pręta wsad
o ściśle określonej objętości najpierw się spęcza a następnie poddaje kształtowaniu
w jednym lub dwóch zabiegach kucia i wycina denko. Podczas kucia nie przewiduje
się tworzenia wypływki. Charakter procesu odpowiada kuciu w matrycach zamknię-
tych. Dzięki temu uzyskuje się dobre wypełnienie wykroju. Jednocześnie w ostatnim
etapie kształtowania odkuwki należy się spodziewać gwałtownego przyrostu siły
i dużego obciążenia narzędzi. Aby uzyskiwać niewielkie odchyłki wymiarowe odku-
wek przy małych naddatkach na obróbkę skra-waniem i przy zadawalającej powta-
rzalności dużej serii odkuwek, narzędzia powinny być odporne na ścieranie oraz po-
siadać konstrukcję kompensującą sprężyste odkształcenia układu: narzędzia – maszy-
na kuźnicza [27]. Sprężyste odkształcenia narzędzi zależą od wielkości i rozkładu
naprężeń na powierzchni wykroju, a te z kolei, od zastosowanego procesu technolo-
gicznego.
Rys. 6.36. Proces kucia jednoczesnego dwóch pierścieni [15]: a – w dwóch zabiegach, b – w trzech za-
biegach
Obciążenie narzędzi kuźniczych dla dwóch wariantów technologii kucia odkuwki
(rys. 6.36) i dwóch konstrukcji narzędzi (rys. 6.37) podano na rysunku 6.38.
Pierwsza technologia polega na wstępnym spęczaniu i kuciu w wykroju (rys.
6.36a).

6. Procesy kucia matrycowego 303
Druga technologia różni się od pierwszej dodatkowym kształto-waniem w wy-
kroju matrycującym (rys. 6.36b).
Rys. 6.37. Konstrukcja wykroju matrycy do jednoczesnego kucia dwóch pierścieni: a – otwarta (z wy-
pływką pionową), b – zamknięta
Obydwie technologie można wykonać alternatywnie w dwóch konstrukcjach
wykrojów narzędzi: otwartej (rys. 6.37a) i zamkniętej (rys. 6.37b). W konstrukcji
otwartej zastosowano kompensator osiowy w postaci szczeliny między stemplem
i matrycą o szerokości 0,5 mm. W pierwszym przypadku konstrukcji matrycy metal
może płynąć do szczeliny, w drugim natomiast proces kucia jest zakończony po cał-
kowitym zapełnieniu metalem przestrzeni wykroju.
Konstrukcja matrycy nie ma tak istotnego wpływu na wymaganą końcową siłę
nacisku przy kuciu tego typu odkuwek, jak sposób prowadzenia procesu kucia. Proces
dwuzabiegowy dla analizowanej odkuwki wymaga prawie trzykrotnie większej siły
nacisku w końcowym etapie kucia w porównaniu z procesem trójzabiegowym. Duże
siły nacisku w przypadku kucia w procesie dwuzabiegowym są konse-kwencją wystę-
powania dużych nacisków jednostkowych w obszarze denka (rys. 6.38a i 6.38c). Dla
procesu trójzabiegowego maksymalne naciski jednostkowe występują w obszarze
zamka matrycy (rys. 6.38b i 6.38d). Przyczyną dużego lokalnego obciążenia matrycy
w ostatnim etapie kucia jest wymuszone przemieszczanie odkształcanego metalu.
W procesie dwuzabiego-wym w ostatnim etapie kucia metal przemieszcza się z obsza-
ru denka w kierunku zamka.
Natomiast w procesie trójzabie-gowym w ostatnim etapie kucia występuje ko-
rzystna strefa zmiany kierunku płynięcia metalu, dzięki czemu metal nie ma wymu-
szonego przemieszczania jednokierunkowe-go. Dodatkową korzyścią tej ostat-niej
technologii jest zmniejszone tarciowe zużycie narzędzi.

304 Podstawy procesów kształtowania plastycznego
Rys. 6.38. Rozkład nacisków jednostkowych (liczby w MPa) na powierzchni wykroju końcowego
w ostatnim etapie kucia w procesie: dwuzabiegowym (a, c) w matrycy: otwartej (a) i zamkniętej (c) oraz
trójzabiegowym (b, d) w matrycy: otwartej (b) i zamkniętej (d)
Wskutek obciążenia mechanicznego i cieplnego matryce w procesie kucia zmie-
niają swoje wymiary, co w sposób bezpośredni wpływa na dokładność wykonania
odkuwek. Fakt ten posiada szczególne znaczenie w przypadku produkcji odkuwek
dokładnych, bez naddatków na obróbkę mechaniczną. W tym przypadku przy projek-
towaniu konstrukcji oprzyrządowania kuźniczego niezbędne staje się określenie wiel-
kości odkształceń sprężystych i cieplnych matryc. Wyeliminowanie zbyt dużych naci-
sków jednostkowych w pewnych obszarach wykroju matrycy ogranicza możliwość
uszkodzenia narzędzi, jak również eliminuje niekorzystne przeciążenia maszyny kuź-
niczej.
Szczególnie duże naciski jednostkowe występują w środkowej części odkuwki,
dlatego w przypadkach odkuwek o kształtach, umożliwiających odpowiednią kon-
strukcję matryc należy dążyć do ich obniżenia, a tym samym zmniejszenia całkowitej
siły nacisku potrzebnego do wykonania odkuwki. Cztery różne konstrukcje matryc do
wykonania tej samej odkuwki stożkowego koła zębatego przedstawiono na rysunku
6.39. Trzy pierwsze konstrukcje matryc różnią się grubością denka, zaś czwarta kon-
strukcja (rys. 6.39d) polega na tym, że odkuwkę kształtuje się po uprzednim wycięciu
w przedkuwce otworu o średnicy równej średnicy denka.

6. Procesy kucia matrycowego 305
Rys. 6.39. Konstrukcje matryc do wykonania odkuwki stożkowego koła zębatego [22]: a – z denkiem,
b – z wgłębieniem, c – bez denka, d – z otworem
Obliczenia obciążenia matryc wykonano metodą elementów skończonych. Na
rysunku 6.40 pokazano kształt matrycy dolnej i część matrycy górnej z naniesioną
siatką trójkątnych elementów skończonych. Charakterystyczne dla analizowanych
wariantów technologii przypadki rozkładu obciążenia matryc przedstawiono w postaci
map naprężeń średnich na rysunku 6.41. W obszarze denka dla wszystkich przypad-
ków występują naprężenia ściskające. Ich wartość bezwzględna, w przypadku matryc
do kucia odkuwki z denkiem, jest wysoka i wynosi ponad 2,3 GPa (rys. 6.41a) i ok.
1,2 GPa dla matryc stosowanych do kucia odkuwki z otworem. We wszystkich kon-
strukcjach matryc występują obszary naprężeń rozciągających, przy czym ich wartość
bezwzględna nie przekracza 0,75 GPa (rys. 6.41b). Biorąc pod uwagę wartość bez-
względną naprężeń średnich oraz zakres występowania, najkorzystniejszą konstrukcją
jest matryca do kucia odkuwek z otworem.

306 Podstawy procesów kształtowania plastycznego
Rys. 6.40. Siatka MES w stemplu i matry-
cy zastosowana do obliczeń obciążenia
mechanicznego narzędzi
Rys. 6.41. Mapy naprężeń średnich w matrycach przy
maksymalnej sile nacisku w procesie kucia odkuwek [licz-
by w MPa]: a – z denkiem, b – z otworem
Rys. 6.42. Wypadkowe przemieszczenie w przekroju pionowym matrycy dolnej przy maksymalnej sile
nacisku w procesie kucia odkuwki [liczby w mm]: a – z denkiem, b – z otworem

6. Procesy kucia matrycowego 307
Mapy wypadkowych przemieszczeń matrycy dolnej podano na rysunku 6.42. We
wszystkich przypadkach analizowanych matryc charakter przemieszczeń jest zbliżony.
Stosunkowo duże różnice występują natomiast w zakresie wartości bezwzględnych.
Maksymalne wypadkowe przemieszczenie matrycy dolnej przy powierzchni wykroju,
w procesie kucia odkuwek z denkiem, wynosi 0,5 mm (rys. 6.42a), natomiast dla od-
kuwki z otworem – ok. 0,2 mm (rys. 6.42b).
Z powyższego wynika, że w rozpatrywanych przypadkach najkorzystniejsze wa-
runki pracy matryc uzyskano dla kształtowania odkuwek z otworem. Kucie odkuwek
z cienkimi denkami wywołuje nie tylko znaczny wzrost obciążeń mechanicznych, lecz
również znaczną nierównomierność odkształceń sprężystych i znaczne przemieszcze-
nia matryc.
6.7.4. Proces kucia korbowodu w zespole agregatów: walcarka kuźnicza – prasa
W procesie kucia matrycowego technologia jest opracowywana z reguły pod ką-
tem minimalizacji liczby operacji pośrednich. Takie podejście do procesu nie może
być głównym kryterium optymalizującym koszt produkcji. Ostateczną decyzję podej-
muje się w oparciu o bilans kosztów uwzględniający szereg innych czynników, w tym
uzysk kuźniczy, trwałość narzędzi oraz wielkość maszyny stosowanej do kucia matry-
cowego na gotowo [6]. Z praktyki przemysłowej wynika, że dla odkuwek wydłużo-
nych o znacznej różnicy przekroju poprzecznego zastosowanie walcowanej przed-
kuwki podwyższa wydajność procesu średnio dwukrotnie, uzysk zwiększa się do
20 %, żywotność narzędzi wzrasta o 50 %, natomiast koszt robocizny zmniejsza się
o ok. 15 %. Mniej wymiernymi parametrami tej technologii są własności mechaniczne
finalnych produktów, które można prognozować w oparciu o rozkład odkształceń
i zmiany temperatury z uwzględnieniem czasu trwania cyklu kucia.
Wymienione czynniki analizowano na przykładzie kucia korbowodu z przed-
kuwki walcowanej wzdłużnie ze wsadu przeznaczonego na jedną odkuwkę. Korbo-
wód posiada charakterystyczny kształt odkuwki wydłużonej z dwoma zgrubieniami
o maksymalnym przekroju poprzecznym kilkakrotnie większym w stosunku do prze-
kroju minimalnego. Żebra usztywniające trzonu korbowodu są trudne do kształtowa-
nia, co niekiedy wymaga stosowania wykroju wstępnie matrycującego. Wyelimino-
wanie wykroju wstępnie matrycującego przy kuciu korbowodu jest możliwe, jeśli
zastosuje się ściśle określony kształt wsadu w przekroju poprzecznym, np. kwadrato-
wy lub prostokątny.
Należy zaznaczyć, że przedkuwki odkuwek typu korbowodu wykonuje się także
przez walcowanie poprzeczne walcami klinowymi. Proces walcowania walcami kli-
nowymi jest bardzo wydajny, lecz przedkuwka ma przekrój poprzeczny kołowy. Pod-
wyższenie wydajności kucia matrycowego można osiągnąć również przez zastosowa-

308 Podstawy procesów kształtowania plastycznego
nie kucia wielokrotnego. W tym przypadku o kształcie przedkuwki decyduje sposób
ułożenia odkuwek w wykroju matrycującym na gotowo. Podana niżej analiza procesu
kucia korbowodu jest oparta o obliczenia numeryczne. Kształt korbowodu, przedsta-
wionego na rysunku 6.43a, charakteryzuje się znacznym zróżnicowaniem przekroju
poprzecznego (rys. 6.43b). W związku z tym istotnym zagadnieniem jest zastosowanie
odpowiedniego kształtu przedkuwki do kucia w wykroju matrycującym na gotowo.
W rozważaniach zastosowano trzy kształty wsadu: pręt okrągły (rys. 6.44a) oraz dwa
kształty przedkuwki walcowanej (rys. 6.44b i c). Średnicę wsadu przyjęto przy zało-
żeniu, że wypływka stanowi ok. 5 % maksymalnego przekroju poprzecznego odkuw-
ki. Przy kuciu z pręta długość wsadu wynosi 155 mm. Przy kuciu ze wsadu walcowa-
nego, na końcu współczynnik redukcji przekroju wynosi 2,3. W przypadku wsadu
walcowanego w środku, stopień redukcji wynosi 3,6. Wymagany całkowity stopień
redukcji w tym obszarze wynosi 8,2. Do walcowania przedkuwki przyjęto system
owal – koło. Uzyskanie wymaganego przekroju poprzecznego przy walcowaniu końca
otrzymuje się w dwóch wykrojach, przy walcowaniu środka w dalszych czterech wy-
krojach.
Rys. 6.43. Odkuwka korbowodu: a – kształt, b – wykres pól przekroju poprzecznego

6. Procesy kucia matrycowego 309
Rys. 6.44. Wymiary wsadu do kucia odkuwki w wykroju matrycującym [19]: a – pręt, b – walcowany
w dwóch wykrojach, c – walcowany w sześciu wykrojach
Rys. 6.46. Siła nacisku prasy w funkcji drogi odkształcenia w procesie kucia korbowodu ze wsadu:
a – pręt okrągły, b – przedkuwka walcowana w dwóch wykrojach, c – przedkuwka walcowana w środku

310 Podstawy procesów kształtowania plastycznego
Rys. 6.45. Rozkład naprężeń średnich w końcowym etapie kucia korbowodu w matrycy ze wsadu: a –
pręt okrągły, b – przedkuwka walcowana w dwóch wykrojach, c – przedkuwka walcowana w środku (w
sześciu wykrojach)
Obliczenia numeryczne wykonano programem QForm3D. We wszystkich trzech
przypadkach wykonywanych obliczeń przyjęto takie same warunki brzegowe procesu
kucia. Początkową temperaturę nagrzewu wsadu (stal 45) przyjęto 1150 oC. Rysunek
6.45 przedstawia kształt odkuwki wraz z wypływką z rozkładem izolinii przemiesz-
czenia metalu w obszar wypływki. Zarys odkuwki wraz z wypływką dla trzech anali-
zowanych kształtów wsadu, przedstawiony na rysunku 6.45, wskazuje, że najmniejsze
straty materiału na wypływkę są przy zastosowaniu przedkuwki walcowanej na wal-
carce kuźniczej w sześciu przepustach (rys. 6.45 c). Kształt wsadu ma również wpływ
na całkowitą siłę nacisku (rys. 6.46). Nawet przy znacznym niedokuciu wysokości,
przy grubości mostka wypływki 3 mm, dla skoku suwaka prasy 45 mm, całkowita siła
nacisku jest ponad dwukrotnie większa przy kuciu z pręta (rys. 6.46 krzywa a), niż ze
wsadu walcowanego również w obszarze trzonu korbowodu (rys. 6.46 krzywa c).
W ocenie kosztów wytwarzania nie można pominąć wielkości uzysku kuźnicze-
go, który w analizowanych procesach wynosi 0,3 dla odkuwki kutej z pręta, dla od-
kuwki kutej ze wsadu walcowanego w dwóch wykrojach wynosi 0,5 oraz dla odkuwki
kutej z wsadu walcowanego w sześciu wykrojach wynosi 0,7. Masa analizowanego
korbowodu wynosi ok. 0,7 kg, a strata materiału – przy uzysku 0,3, wynosi 1,6 kg.
6.7.5. Proces kucia matrycowego z przedkuwki wykonanej w wykroju rolującym
Zagadnienie zostanie omówione na przykładzie odkuwki grota (rys. 6.47c). Pro-
ces technologiczny kucia matrycowego grota, składa się z dwóch zasadniczych zabie-
gów: kucia swobodnego i półswobodnego [4], umożliwiającego osiowe i promieniowe
przemieszczenie materiału, oraz końcowego kucia w wykroju matrycy. W praktyce
odkuwki tego typu [1] wykonuje się również z wsadu pociętego na odpowiedni kształt

6. Procesy kucia matrycowego 311
(rys. 6.47a) i kuje bezpośrednio w wykroju matrycującym na gotowo (rys. 6.47b).
Uzysk kuźniczy w takim przypadku jest znacznie mniejszy, niż w procesie kucia
z przedkuwki wykonanej: w wykroju rolującym (rys. 6.48a), wydłużanej na stożek
(rys. 6.48b) lub ciętej wstępnie na profil trapezowy (rys. 6.48c).
Rys. 6.47. Odkuwka grota wykonana z wsadu ciętego na profil trapezowy: a – wsad, b – odkuwka
z wypływką, c – grot po obcięciu wypływki
Rys. 6.48. Warianty obliczeń numerycznych procesu kucia grota z wsadu: a – rolowanego, b – wydłuża-
nego na stożek, c – ciętego na profil trapezowy
Obliczenia numeryczne wykonane dla trzech wyżej wymienionych kształtów
przedkuwki wykazały, że najkorzystniejszy wskaźnik uzysku, wynoszący 86,8 %,
otrzymano dla wsadu zgodnego z kształtem idealnej przedkuwki. Przemieszczenie
wzdłużne materiału wsadowego w postaci pręta uzyskać można w wykroju rolującym

312 Podstawy procesów kształtowania plastycznego
zamkniętym w procesie kucia na młocie lub w procesie walcowania wzdłużnego lub
poprzecznego. Rolowanie jest procesem energo- i pracochłonnym, natomiast walco-
wanie wymaga zastosowania zespołu agregatów. Z tego względu opłacalność tej tech-
nologii może wynikać z bardzo dużej serii wykonywanych odkuwek lub przy mniej-
szych seriach, gdy koszt materiału jest wysoki. Zbliżoną technologią do poprzedniej
jest wydłużanie z obracaniem. Jednak kształt wsadu i związany z tym uzysk jest
znacznie mniejszy i wynosi ok. 73 %, przy porównywalnej do poprzedniej praco-
chłonności procesu kucia wstępnego.
Rys. 6.49. Obliczona numeryczne siła nacisku w procesie kucia grota z wsadu: a – rolowanego, b – wy-
dłużanego na stożek, c – ciętego na profil trapezowy
Technologia kucia, polegająca na przygoto-waniu wsadu przez spłaszczanie
w kowadłach zbieżnych oraz stosowana w praktyce, mają zbliżony uzysk, wynoszący
ok. 64 %. Przygotowanie wsadu jest w obydwu przypadkach mniej pracochłonne, lecz
o ich wyborze mogą decydować inne składniki kosztów całkowitych, np. trwałość
narzędzi lub wielkość nacisku wymaganego do uzyskania żądanych wymiarów od-
kuwki.
Kolejnym parametrem decydującym o wyborze kształtu przedkuwki jest wiel-
kość siły w ostatnim etapie kucia. Wynik obliczeń nume-rycznych tego parametru dla
grota, wykona-nego trzema analizowanymi technologiami, przedstawiono na rysunku
6.49. Charaktery-styczną cechą wszystkich procesów jest niewielki przyrost siły przy
przemieszczeniu matrycy ok. 70 % całkowitego założonego odkształcenia. Siła naci-

6. Procesy kucia matrycowego 313
sku w ostatnim etapie kucia, przy końcowej grubości wypływki 2 mm, jest najmniej-
sza dla wsadu przygotowanego przez rolowanie i wynosi 2,7 MN (rys. 6.49, krzywa
a).
6.7.6. Proces kucia matrycowego z przedkuwki wykonanej w wykroju kształtującym
Gięcie wsadu w wykroju pomocniczym znacznie poprawia wskaźniki technicz-
no-ekonomiczne procesu kucia matrycowego. Zagadnienie zostanie omówione na
przykładzie procesu kucia wału korbowego przedstawionego na rysunku 6.50. Wał
korbowy składa się z czopów łożyskowych połączonych ramionami. Podstawowe
czopy służą do zamocowania łożysk oporowych, pozostałe do montażu korbowodów.
Na ramionach wykorbienia w strefie łożyska wału umieszczone są przeciwciężary
spełniające rolę równoważenia mas wału korbowego w czasie obracania, co zapobiega
przegięciom wału. Jeżeli wał korbowy opiera się w korpusie tylko na dwóch podpo-
rach, to siły dynamiczne powodują jego przeginanie. Przeciwciężary zmniejszają
przegięcie wału ok. 1,5-krotnie.
Rys. 6.50. Wał korbowy z trzema wykorbie-
niami
Rys. 6.51. Powierzchnia podziału matryc do kucia
wału korbowego z jednoczesnym skręcaniem wykor-
bień: A, B, C: rozkład intensywności odkształcenia
w przekrojach poprzecznych czopów łożyskowych
Proces kucia matrycowego wałów korbowych stosowanych w silnikach małej
mocy jest realizowany w kilku zabiegach. Główny zabieg kucia, nadający ostateczny
kształt wału, jest poprzedzany kształtowaniem wsadu w wykroju wstępnie matrycują-
cym na prasie lub przez walcowanie na walcarce kuźniczej. Matrycowanie końcowe

314 Podstawy procesów kształtowania plastycznego
wałów mniej złożonych odbywa się z przemieszczeniem wykorbień do wymaganego
położenia. Wykorbienia wałów złożonych są skręcane po obcięciu wypływki na spe-
cjalnej skręcarce. W pierwszym przypadku kucia powierzchnia podziału matryc jest
bardzo złożona. W drugim przypadku podział matryc wykroju matrycującego jest
w jednej płaszczyźnie. Opracowanie poprawnej technologii kucia matrycowego wału
korbowego, w której odkuwka jest pozbawiona wad, głównie zakuć, wymaga zasto-
sowania odpowiedniego kształtowania w wykroju wstępnie matrycującym.
Dla porównania przyjęto dwa warianty technologii kucia z wsadu o jednakowej
objętości i różnym kształcie przedkuwki. W pierwszym zastosowano wsad kwadrato-
wy o zmiennym przekroju poprzecznym, składającym się z trzonu i głowy. Natomiast
w drugim wariancie zastosowano wsad okrągły kształtowany w wykroju wstępnie
matrycującym. Kucie wszystkich trzech wykorbień wału ze skręceniem o kąt wyprze-
dzenia 1200 odbywa się w zabiegu matrycowania końcowego. Konsekwencją kształ-
towania wykorbień z jednoczesnym skręcaniem jest złożona powierzchnia podziału
matryc. Rysunek 6.51 przedstawia rozkład odkształceń w przekroju poprzecznym dla
trzech korb.
Kolejne etapy procesu technologicznego kucia matrycowego wału korbowego
z wsadu o zmiennym przekroju poprzecznym przedstawiono na rysunku 6.52. Wsad
przedstawiony na rysunku a otrzymuje się w procesie walcowania kuźniczego syste-
mem kwadrat-owal-kwadrat [23]. Proces gięcia wsadu przedstawia rysunek 6.52b.
Początek tworzenia wypływki rozpoczyna się stosun-kowo wcześnie z uwagi na spo-
sób ułożenia wsadu (rys. 6.52c). Na rysunku 6.52d widać zarys linii podziału matryc
w ostatnim etapie kucia, a na rysunku 6.52e widok odkuwki z góry z utworzoną wy-
pływką.
Ułożenie przedkuwki w wykroju matrycującym na gotowo w procesie kucia wału
korbowego z wsadu wstępnie kształtowanego przedstawiono na rysunku 6.53a. Widok
z góry przedkuwki w trzech kolejnych etapach procesu kucia wału korbowego przed-
stawiono na rysunkach od 6.53b do 6.53e. Zarys linii podziału matryc w ostatnim
etapie kucia (rys. 6.53f) różni się nieznacznie od uzyskanego w poprzednio omawia-
nym wariancie technologii (rys. 6.53d). Przyczyna różnicy w zarysie linii podziału
matryc w obszarze wypływki będzie omówiona szczegółowo w analizie wyników
obliczeń.
Zadawalające wypełnienie wykroju matrycy uzyskano przy kuciu wału z wsadu
wstępnie kształtowanego (rys. 6.54b). Wsad o przekroju poprzecznym kwadratowym i
zmiennym na długości nie zapewnia wymaganego kształtu wykorbienia w obszarze
zaznaczonym owalem na rysunku 6.54a. Nie wynika to z asymetrycznego położenia
wsadu w pierwszym etapie kucia, gdyż po przeciwnej stronie osi głównej wału nie
stwierdzono zbytniego nadmiaru metalu w obszarze wypływki. Z kształtu wypływki
przedstawionej na rysunku 6.54 wynika, że większą symetrię zarysu zewnętrznego

6. Procesy kucia matrycowego 315
uzyskuje się dla odkuwki wykonanej z wsadu o przekroju poprzecznym kwadrato-
wym. Jednak nie jest to wystarczające kryterium optymalizacji kształtu przedkuwki.
Stwierdzono, że charakter przebiegu krzywych związanych z parametrami energe-
tycznymi procesu kucia pozwala na ocenę poprawności przyjętego kształtu przedkuw-
ki.
Rys. 6.52. Kucie wału korbowego w jednym
wykroju matrycującym: a, b, c, d – kolejne etapy
procesu kucia, e – widok odkuwki z góry z czę-
ściową wypływką
Rys. 6.53. Kucie wału korbowego z wsadu wstęp-
nie kształtowanego: a, f – widok z boku (pierwszy
i ostatni etap kucia), b, c, d, e – widok z góry
(pośrednie etapy procesu kucia)
Dla obydwóch analizowanych procesów kucia wału siła nacisku prasy w wykroju
matrycującym na gotowo ma przebieg podobny (rys. 6.55). Złożony kształt odkuwki
powoduje, że nie występują cztery odrębne jednoznacznie zaznaczone etapy procesu
kucia w matrycy otwartej, związane ze stopniem przemieszczania metalu do wypływ-
ki. Charakter wzrostu siły nacisku w funkcji przemieszczenia matrycy świadczy, że do
mostka wypływki metal wpływa przy gniocie ok. 60% dla wsadu o przekroju kwadra-
towym (rys. 6.55 poz. a) i przy gniocie ok. 70 % dla wsadu wstępnie kształtowanego

316 Podstawy procesów kształtowania plastycznego
(rys. 6.55 poz. b). Świadczy to o tym, że przy założeniu takiej samej objętości wsadu
większa jego objętość wpływa do wykroju w procesie kucia z wsadu wstępnie kształ-
towanego. Można na tej podstawie wnioskować, że położenie krzywych charakteryzu-
je stopień poprawności przyjętego kształtu wsadu. Drugi charakterystyczny etap gwał-
townego przyrostu siły przy niewielkim przemieszczeniu matrycy świadczy o znaczą-
cym, względem całkowitego nacisku, udziale siły odkształcania mostka i magazynka
wypływki tworzących się w tym etapie procesu odkształcania. Mniejsza końcowa siła
nacisku dla krzywej oznaczonej literą a na rysunku 6.55 jest efektem niewypełnienia
metalem jednego wykorbienia pokazanego na rysunku 6.54a.
Rys. 6.54. Odkuwka wału korbowego przed
obcięciem wypływki: a – kucie w jednym
wykroju matrycującym (brak wypełnienia
wykroju w obszarze zaznaczonym owalem),
b – kucie z wsadu wstępnie kształtowanego
Rys. 6.55. Siła w procesie kucia wału korbowego:
a – kucie w jednym wykroju matrycującym, b – kucie
z wsadu wstępnie kształtowanego
Przedstawiona technologia kucia wału korbowego z jednoczesnym skręcaniem
w ostatnim zabiegu wymaga sztywnego trzymania wsadu w pierwszym etapie kucia,
co jest trudne z uwagi na skłonność do przesunięć z powodu złożonego kształtu po-
wierzchni podziału matryc. Z tego względu kucie odkuwek wałów korbowych odby-
wa się na prasach korbowych, co w porównaniu z kuciem na młotach obniża zużycie
wsadu o 5 ÷ 10 % i skraca obróbkę skrawaniem o 25 ÷ 35 %.
Proces kucia wałów korbowych jest wielozabiegowy, tj. wymaga kilku operacji
kucia. Np. proces kucia stosunkowo prostego wału czterocylindrowego szeregowego
silnika składa się z następujących zabiegów: przygotowanie wsadu, wstępne kucie,
końcowe kucie, obcięcie wypływki, kalibrowanie. Na prasie wykonuje się tyko część
zabiegów (wstępne i końcowe kucie, obcięcie wypływki). Pozostałe operacje wykonu-
je się na walcach kuźniczych (wstępne kształtowanie) i prasie do kalibrowania.

6. Procesy kucia matrycowego 317
W zależności od kształtu odkuwki wału proponowany proces kucia w pierwszym
i końcowym etapie jest zbliżony, natomiast w części zasadniczej kształtowania może
się różnić. Otrzymanie dokładności kucia i rozmiarów odkuwki wału przy zastosowa-
niu danej technologii pozwala osiągnąć gotowy wymiar w obszarze ramion korby, co
eliminuje obróbkę skrawaniem na przeciwwagach i obniża jej masę o ok. 5 %. Jest to
możliwe przy położeniu wszystkich opraw łożysk w jednej płaszczyźnie (jednorzędo-
wych czterocylindrowych).
Ocena różnych wariantów technologicznego procesu w zakresie wytypowania
operacji koniecznych do odkształcania odkuwki nie jest jednoznaczna. Dotyczy to
głownie zastosowania walcowania wstępnego w przypadku, gdy odkuwka nie podlega
skręcaniu. Dlatego wybór optymalnego wariantu technologii, i w ślad za tym zastoso-
wanie odpowiedniej linii technologicznej, należy ocenić łącznie z wymaganiami doty-
czącymi dodatkowego oprzyrządowania.
Przy decyzji o wymaganym stopniu dokładności wykonania odkuwek należy
brać pod uwagę problemem głębokości zalegania zakuć analizowany w niniejszej
pracy. Stąd nie jest celowe podwyższanie dokładności i sztywności prasy, jeśli nie
osiąga się pełnej gwarancji wyeliminowania tego typu wad związanych z płynięciem
metalu w procesie kucia.
Powtarzalność odkuwek można osiągnąć przy pełnej dyscyplinie założonych pa-
rametrów technologicznych i rytmiczności produkcji. Stąd dla danej partii odkuwek
należy zachować takie same parametry i warunki procesu kucia. Istotną rolę odgrywa
tu temperatura wsadu i temperatura narzędzi. Utrzymanie powtarzalności jest najko-
rzystniejsze przy automatyzacji procesu, co uniezależnia rytmiczność od kowala.
Dzięki temu osiąga się stabilizację temperatury wsadu i narzędzi, a powtarzalność
zwiększa o 10 ÷ 12 %. Jeżeli automatyzacja procesu jest połączona z zachowaniem
innych dokładności, np. przy kuciu precyzyjnym, eliminuje się obróbkę skrawaniem.
W tak prowadzonym procesie należy nagrzewać z dokładnością do 10 oC, stosować
dozowane smarowanie, zachować cięcie z dokładnością do 1%. Dzięki temu dwukrot-
nie zwiększy się dokładność wyrobu po kuciu.
Korzystne jest inwestowanie w linie produkcyjne częściowo lub całkowicie zau-
tomatyzowane. W procesie kucia wałów korbowych w liniach pras stosuje się chwy-
taki lub roboty kuźnicze.
6.7.7. Zastosowanie obróbki cieplno-plastycznej w kuciu matrycowym
Połączenie odkształcenia plastycznego i obróbki cieplnej, określane jako prze-
róbka plastyczna z kontrolowanym chłodzeniem lub obróbka cieplno-plastyczna, jest
efektywnym sposobem poprawy własności mechanicznych stali. Stanowi podstawę
dla technologii, które zapewniają utworzenie mikrostruktury korzystnej do uzyskania

318 Podstawy procesów kształtowania plastycznego
optymalnej kombinacji wytrzymałości oraz ciągliwości, zwiększonej udarności oraz
zwiększonej odporności na korozję lub zmęczenie mechaniczne. Dzięki temu uzyskuje
się materiały o wyższej jakości i lepszych własnościach użytkowych. Korzyści wyni-
kające ze stosowania przeróbki plastycznej i zintegrowanej obróbki cieplnej są po-
wszechnie znane, stąd kontrolowane chłodzenie jest obecnie w coraz większym stop-
niu technologią wdrażaną w zakładach przemysłowych. Jednocześnie ciągły rozwój
inżynierii materiałowej oraz będące jego wynikiem nowe gatunki stali, ze stalami
mikrostopowymi włącznie, powodują nieustanne badania w zakresie określenia wa-
runków obróbki cieplnoplastycznej mające na celu wykorzystanie możliwości pod-
wyższenia własności wytrzymałościowych i minimalizację kosztów wytwarzania.
Opracowywane są nowe technologie przetwórstwa materiałów, które opierają się na
kontrolowanych warunkach odkształcania celem uzyskania żądanej struktury ziarn
austenitu oraz chłodzenia, które zapewnić mają odpowiedni przebieg kinetyki prze-
mian w stali. Duża część z nich polega na wykorzystaniu stali z mikrododatkami, któ-
re zapewniają uzyskanie wysokiej wytrzymałości przy obniżonej zawartości węgla,
odpowiadającej stalom nisko lub średniowęglowym. Utwardzenie wydzieleniowe
osiągane jest w nich poprzez dodatki krzemu i manganu. Mikrododatki wanadu, nio-
bu, tytanu lub aluminium zapewniają uzyskanie drobnoziarnistego austenitu, hamując
jego rozrost dzięki nierozpuszczonym wydzieleniom, które następnie powodują
umocnienie wydzieleniowe materiału, co zapewnia uzyskanie drobnoziarnistej struk-
tury ferrytyczno-perlitycznej, bainitycznej lub martenzytycznej z austenitem szcząt-
kowym po schłodzeniu do temperatury otoczenia [20].
Obecnie – korzyści wynikające ze stosowania obróbki termomechanicznej, spo-
wodowały szerokie ich wykorzystywanie w technologiach walcowania. Wykorzysta-
nie obróbki cieplnoplastycznej w technologiach kuźniczych jest ciągle niewielkie.
Różnorodność kształtów i wymiarów wytwarzanych odkuwek powoduje konieczność
określania minimalnych temperatur kucia oraz schematu chłodzenia dla każdego
przypadku indywidualnie, co stanowi barierę upowszechnienia metody, szczególnie
przy niewielkich seriach odkuwek. Złożony kształt detali maszyn powoduje duży gra-
dient odkształcenia w objętości odkuwki. Również występuje znaczna niejednorod-
ność temperatury spowodowana lokalnym wydzielaniem ciepła odkształcenia oraz
odprowadzaniem ciepła z wsadu do narzędzi. Te czynniki stwarzają niekorzystne wa-
runki dla kinetyki przemian strukturalnych zachodzących w procesie kucia matryco-
wego. Oprócz zjawisk związanych z rozwojem mikrostruktury, należy rozwiązać sze-
reg problemów technologicznych, w tym minimalizujących liczbę operacji kucia przy
maksymalnej jednorodności odkształcenia w całej objętości odkuwki.
Rozwiązanie złożonego problemu zastosowania obróbki cieplnoplastycznej
w procesach kucia matrycowego w niniejszej pracy przedstawiono na przykładzie
odkuwki kołnierza. Odkuwka ta charakteryzuje się dużą powierzchnią przekroju po-

6. Procesy kucia matrycowego 319
przecznego w płaszczyźnie podziału matryc przy jednocześnie niewielkiej grubości
kołnierza oraz stosunkowo dużą masą skupioną w środkowej części (rys. 6.56d). Przy
przyjętej smukłości wsadu jego czoło w pierwszym etapie kucia styka się z dnem ma-
trycy (rys. 6.56a), co powoduje, że pierwszy etap kucia polega na spęczaniu (rys.
6.56b), natomiast kołnierz jest wypełniany przez wyciskanie boczne (rys. 6.56c). Za-
sadność przyjętych parametrów procesu obróbki cieplnoplastycznej dla analizowanej
odkuwki oceniono w oparciu o badania własności mechanicznych i plastycznych,
natomiast rozkład temperatury i odkształceń określono w oparciu o obliczenia nume-
ryczne. Dodatkowo w oparciu o obliczenia numeryczne przedstawiono analizę obcią-
żenia narzędzi.
Rys. 6.56. Charakterystyczne etapy procesu kucia kołnierza
Odkuwkę kołnierza wykonano ze stali o następującym składzie chemicznym:
0,3% C, 0,94% Mn, 1,05% Si, 0,9% Cr, 0,05% Ni, 0,05% Ti, 0,022% P, 0,018% S.
Temperatura austenityzacji wynosiła 950C. Dla danego składu chemicznego stali
temperatury przemian wynosiły: AC1 750C, AC3 840C, Ms 340C. Po nagrzaniu do
950C przez 12 minut oraz wytrzymaniu w tej temperaturze przez 3 minuty, w celu
dokonania homogenizacji, wsad transportowano z pieca do matrycy w czasie 3 se-
kund. Po odkształceniu oraz następującym po nim przystanku 3 sekund, odkuwki
chłodzono na powietrzu z prędkością zapewniającą ominięcie punktu najmniejszej
trwałości austenitu i przemiany bainitycznej. Temperatura oraz prędkość chłodzenia
zostały wyznaczone w oparciu o program TTSteel.
Obliczenia numeryczne wykonano programem komercyjnym QForm3D. Warun-
ki brzegowe do obliczeń numerycznych przyjęto zgodnie z zastosowanymi do prób
przemysłowych: czynnik tarcia 0,5, współczynnik przewodzenia ciepła 3500 W/m2K
(smar grafitowy), temperatura narzędzi wynosiła 300C, przyjęto stałą wartość prze-
wodności cieplnej 80 W/m2K, średnią prędkość przemieszczania matrycy górnej

320 Podstawy procesów kształtowania plastycznego
0,5 m/s. Przekrój osiowy odkuwki uzyskanej w próbach przemysłowych i z obliczeń
numerycznych przedstawiono na rysunku 6.57.
Rys. 6.57. Przekrój osiowy odkuwki kołnierza:
a – przebieg włókien, b – linie siatek wyznaczone
numerycznie
Rys. 6.58. Obliczony numerycznie rozkład tempera-
tury w odkuwce kołnierza: a – początek wypływu
metalu do wypływki, b – koniec procesu kucia
Obliczenia numeryczne posłużyły do wyznaczenia rozkładu temperatury, inten-
sywności odkształcenia i intensywności prędkości odkształcenia w objętości odkuwki
w całym cyklu odkształcania. Na rysunku 6.58. podano rozkład temperatury w dwóch
charakterystycznych etapach procesu odkształcania, tj. początku wypływania metalu
do wypływki (rys. 6.58a) i w końcowym etapie kucia przy założonej minimalnej wy-
sokości mostka wypływki (rys. 6.58b). W czasie kucia spadek temperatury występuje
jedynie w narożu górnym, lecz jest nieznaczny i nie obniża się do temperatury AC3,
która dla analizowanej stali wynosi 840C.
Gradient odkształcenia podany rozkładem intensywności odkształcenia na rysun-
ku 6.59 zmienia się od 0,05 do 2. W obszarze cylindrycznej części kołnierza odkształ-
cenie jest nieznaczne, co wynika z przyjętego kształtu wsadu i osiąganego gniotu wy-
noszącego ok. 30%. Pierwszy etap wyciskania bocznego tarczy kołnierza powoduje
wzrost gradientu odkształcenia ok. 5 krotny względem wartości średniej wyznaczonej
w części cylindrycznej (rys. 6.59a). Końcowy etap odkształcenia prawie dwukrotnie
zwiększa wartość intensywności odkształcenia (rys. 6.59b). W konsekwencji należy
się spodziewać znacznego wzrostu własności wytrzymałościowych w tym obszarze
odkuwki, mimo jednoczesnego wzrostu temperatury w trakcie procesu odkształcania
(rys. 6.58b).
Intensywność prędkości odkształcenia, przedstawiona na rysunku 6.60 wskazuje
na znaczną dynamikę procesu zmian struktury w obszarze przejścia z części cylin-
drycznej w tarczę kołnierza. W pierwszym etapie odkształcania gradient intensywno-
ści prędkości odkształcenia jest zlokalizowany w dolnym obszarze części cylindrycz-
nej (rys. 6.60a), natomiast w końcowym etapie procesu kucia przemieszcza się do

6. Procesy kucia matrycowego 321
tarczy kołnierza (rys. 6.60b). W wyniku zaistniałych gradientów temperatury, od-
kształcenia i prędkości odkształcenia należy się spodziewać niejednorodności własno-
ści mechanicznych i plastycznych w obszarze części cylindrycznej i tarczy kołnierza.
Rys. 6.59. Obliczony numerycznie rozkład inten-
sywności odkształcenia w odkuwce kołnierza: a –
początek wypływu metalu do wypływki, b – koniec
procesu kucia
Rys. 6.60. Obliczony numerycznie rozkład inten-
sywności prędkości odkształcenia w odkuwce
kołnierza: a – początek wypływu metalu do wy-
pływki, b – koniec procesu kucia
W celu określenia wpływu temperatury i prędkości chłodzenia odkuwek po kuciu
wykonano badania odkuwek w stanie surowym bezpośrednio po kuciu, po tradycyjnej
obróbce cieplnej i po obróbce termomechanicznej. Próbki do rozciągania wycięto
z cylindrycznej części odkuwki w kierunku równoległym do jej osi głównej. Wartość
umownej granicy plastyczności i wytrzymałości na rozciąganie dla wymienionych
trzech rodzajów obróbki cieplnej przedstawiono na rysunku 6.61. Odkuwki w stanie
surowym mają prawie dwukrotnie niższą wartość granicy plastyczności i wytrzymało-
ści na rozciąganie niż po obróbce cieplnej. Po zastosowaniu obróbki cieplnoplastycz-
nej zarówno granica plastyczności jak i wytrzymałość na rozciąganie wzrasta o ok.
7 %.
Wydłużenie (A5) i przewężenie (Z) wyznaczone w wzdłużnej próbie rozciągania
próbek wyciętych z surowej odkuwki kołnierza (przed OC), po tradycyjnej obróbce
cieplnej (OC) i po obróbce cieplnoplastycznej (OCP) przedstawiono na rysunku 6.62.
Stwierdzono, że obróbka cieplna tradycyjna jak również cieplnoplastyczna nie popra-
wia wartości wydłużenia i przewężenia. Również udarność wyznaczona w próbach
wzdłużnych jak i poprzecznych (rys. 6.63) jest nieznacznie mniejsza po OC oraz OCP
niż odkuwki w stanie surowym. Należy zauważyć, że w odkuwce surowej występuje
znacznie większa różnica udarności w próbach wzdłużnych i poprzecznych w porów-
naniu z udarnością w próbkach wykonanych z odkuwek po OC lub OCP.

322 Podstawy procesów kształtowania plastycznego
Rys. 6.61. Umowna granica plastyczności (R02)
i wytrzymałość na rozciąganie (Rm) wyznaczone
w wzdłużnej próbie rozciągania próbek wycię-
tych z surowej odkuwki kołnierza (przed OC), po
tradycyjnej obróbce cieplnej (OC) i po obróbce
termomechanicznej (OCP)
Rys. 6.62. Wydłużenie (A5) i przewężenie (Z) wy-
znaczone w wzdłużnej próbie rozciągania próbek
wyciętych z surowej odkuwki kołnierza (przed OC),
po tradycyjnej obróbce cieplnej (OC) i po obróbce
termomechanicznej (OCP)
Rys. 6.63. Udarność wyznaczona w wzdłużnej (W) i poprzecznej (P) próbce surowej odkuwki kołnierza
(przed OC), po tradycyjnej obróbce cieplnej (OC) i po obróbce termomechanicznej (OCP): a – wykres,
b – miejsca pobrania próbek
Wpływ stopnia odkształcenia, zmian temperatury w procesie odkształcenia
i wpływ niejednorodności prędkości odkształcenia na zmiany struktury przekłada się
w konsekwencji na twardość. Na rysunku 6.64 przedstawiono twardość HRC w prze-
kroju osiowym mierzoną w wybranych punktach odkuwki kołnierza w stanie suro-
wym (przed OC), po tradycyjnej obróbce cieplnej (OC) i po obróbce cieplnoplastycz-
nej (OCP). Pomiary twardości dokonywano w osi odkuwki wzdłuż linii A i odpo-
wiednio w liniach równoległych do osi odkuwki w odległości ½ promienia części
cylindrycznej odkuwki (linia B) i przy powierzchni części cylindrycznej (linia C)
w płaszczyznach 1, 2 i 3 prostopadłych do osi odkuwki (rys. 6.64b). Twardość w od-

6. Procesy kucia matrycowego 323
kuwce surowej (rys. 6.64a przed OC, słupki szare jasne) charakteryzuje się dużą nie-
jednorodnością w całym obszarze odkuwki. Obróbka cieplna (rys. 6.64a słupki szare
ciemne) podwyższa twardość prawie dwukrotnie. Najwyższą twardość i jednocześnie
równomierny jej rozkład w całym obszarze odkuwki otrzymano po obróbce cieplno-
plastycznej (rys. 6.64a słupki białe).
Rys. 6.64. Twardość w przekroju osiowym (a) mierzona w wybranych punktach (b) odkuwki kołnierza w
stanie surowym (przed OC), po tradycyjnej obróbce cieplnej (OC) i po obróbce termomechanicznej
(OCP)
Przedstawione wyniki obliczeń numerycznych i własności mechaniczne oraz pla-
styczne odkuwki kołnierza otrzymane z prób przemysłowych wskazują na potrzebę
wprowadzania kontrolowanego chłodzenia odkuwek bezpośrednio po kuciu. Proces
wymaga ustalenia górnej temperatury nagrzewu, z reguły niższej od stosowanej
w procesie tradycyjnym. Należy uwzględnić wzrost zapotrzebowania na energię od-
kształcenia i w konsekwencji wielkość nacisku maszyny kuźniczej (rys. 6.65). Z obli-
czeń numerycznych wynika, że w pierwszym etapie kucia kołnierza, tj. do początku
wypływu metalu w obszar wypływki przy przemieszczeniu matrycy górnej 80% gnio-
tu całkowitego, siła nacisku wynosi 1,3 MN, a praca odkształcenia 30 kJ. W drugim
etapie odkształcania, w którym dominuje wyciskanie boczne tarczy kołnierza i prze-
mieszczenie nadmiaru metalu do wypływki, następuje sześciokrotny wzrost siły (rys.
6.65 krzywa F) i trzykrotny wzrost pracy odkształcenia plastycznego (rys. 6.65 krzy-
wa L).
W odkuwce w ostatnim etapie kucia dominują naprężenia ściskające, których
wartość zmienia się od 100 MPa na początku procesu tworzenia wypływki (rys. 6.66a)
do 1600 MPa przy końcu procesu kucia (rys. 6.66b). W konsekwencji największy
nacisk na powierzchni matrycy dolnej jest zlokalizowany w osi odkuwki i również
wynosi 1600 MPa. Z kształtu wykroju wynika, że są to naprężenia ściskające na czole
czopa, które nie powinny wywoływać przyspieszonego zużycia narzędzi.

324 Podstawy procesów kształtowania plastycznego
Rys. 6.65. Siła (F) i praca odkształcenia plastycznego (L) w procesie kucia odkuwki kołnierza z zastoso-
waniem obróbki termomechanicznej
Rys. 6.66. Naprężenia średnie w procesie kucia odkuwki kołnierza z zastosowaniem obróbki termome-
chanicznej: a – początek wypływu metalu do wypływki, b – koniec procesu kucia
Przemysłowe próby kucia wykonano przy dokładnej kontroli temperatury na-
grzewania wsadu. Dzięki temu zapobiegano nadmiernemu rozrostowi ziarna austenitu
oraz utrzymano temperaturę kucia na poziomie 50 stopni powyżej A3, co umożliwiło
uzyskanie drobnoziarnistej struktury martezytycznej w procesie OCP [5]. Oprócz roz-
drobnienia ziarna otrzymanego w trakcie kucia, również igły martenzytu są znacznie
mniejsze, co przekłada się na podwyższone własności mechaniczne. Należy zauwa-
żyć, iż badania wytrzymałościowe wykonano na podstawie próbek pobranych w są-
siedztwie osi odkuwki, a więc obszarów o najmniejszym odkształceniu i najniższej

6. Procesy kucia matrycowego 325
szybkości chłodzenia, co sugeruje, że lepsze własności uzyskano w obszarach ze-
wnętrznych odkuwki.
LITERATURA
[1] Bednarek S, Skubisz P., Przybyło M., Wojtaszek M., Sińczak J.: Symulacja kształtowania
stalowych elementów zdobiących w matrycach dzielonych. Hutnik – Wiadomości Hutni-
cze. 2006, 4, s. 153-156.
[2] Golatowski T.: Prasy mechaniczne. Konstrukcja, eksploatacja i modernizacja. WNT,
Warszawa, 1970.
[3] Kasprzyk K., Sińczak J.: Wpływ konstrukcji matrycy zamkniętej na wypełnienie wykroju i
siłę kucia. ZN AGH Metalurgia i Odlewnictwo, 3 (1979) 4, 573-583.
[4] Krzekotowski Z.: Technologia kucia swobodnego i półswobodnego. Wyd. 1 – Wyd.
Śląsk, Katowice, 1964, Wyd. 2 – WNT, Warszawa, 1973.
[5] Łukaszek-Sołek A., Sińczak J.: Modelowanie procesu kucia wielokrotnego odkuwek o
złożonym kształcie. KomPlasTech2004, Zakopane 11-14 stycznia 2004, s. 75-82.
[6] Łukaszek-Sołek A., Sińczak J.: Inżynieria jakości w przetwórstwie. Uczelniane Wydaw-
nictwa Naukowo-Dydaktyczne AGH, Kraków 2006.
[7] Malinowski H., Sińczak J.: Analiza płynięcia metalu w procesie kucia odkuwek z wystę-
pami. ZN AGH Metalurgia i Odlewnictwo, 1987, z. 110, s. 290-295.
[8] PN-74/H-94301. Odkuwki stalowe matrycowe.
[9] Sińczak J.: Analiza nacisków i odkształceń w niekonwencjonalnych procesach kucia ma-
trycowego na gorąco. Metalurgia i Odlewnictwo, 1992, zeszyt spec. nr 144, 1-90.
[10] Sińczak J.: Kształtowanie elementów cienkościennych na gorąco w złożonym procesie
wyciskania. Hutnik – Wiadomości Hutnicze, 66 (1999) 10, 473-479.
[11] Sińczak J.: Odkształcanie w zamkniętym wykroju matrycy z regulowaną wielkością czyn-
nika tarcia. Obróbka Plastyczna Metali, 7 (1996) 4, 5-11.
[12] Sińczak J.: Wpływ stanu mechanicznego na odkształcalność metalu w procesie kucia
matrycowego w matrycach zamkniętych. Obróbka Plastyczna Metali, 1 (1989) 1, 51-55.
[13] Sińczak J., Kusiak J., Łapkowski W., Okoń R.: The Influence of Deformation on the Flow
of Strain Rate Sensitive Materials. Journal of Materials Processing Technology, (1992)
34, 219-224.
[14] Sińczak J., Kusiak J., Madej W.: Analiza płynięcia metalu w procesie kucia wielowykro-
jowego odkuwek osiowosymetrycznych. Obróbka Plastyczna Metali, 5 (1994) 1, 11-15.
[15] Sińczak J., Łukaszek A.: Obciążenie narzędzi przy kuciu wielokrotnym pierścieni łożysk
tocznych. Obróbka Plastyczna Metali, 12 (2001) 3, 41-49.
[16] Sińczak J., Malinowski Z.: Analiza kucia dokładnego w matrycach zamkniętych. Hutnik –
Wiadomości Hutnicze, 58 (1991) 6, 198-201.
[17] Sińczak J., Malinowski Z., Szczepanik S.: Eksperymentalna analiza płynięcia i stan od-
kształcenia metalu w wykroju wydłużającym i rokującym otwartym. Metalurgia i Odlew-
nictwo, 18 (1992) 1, 37-45.
[18] Sińczak J., Żurek W.: Kucie matrycowe dużych odkuwek. Obróbka Plastyczna Metali, 10
(1999) 4, 23-29.
[19] Sińczak J., Łukaszek-Sołek A, Bednarek S.: Modelowanie numeryczne wielooperacyjne-
go procesu kucia matrycowego. Obróbka Plastyczna Metali, 2005, 2, s.43-49.

326 Podstawy procesów kształtowania plastycznego
[20] Skubisz P., Sińczak J., Kowalski M.: Problems of modern techniques in aspect of engi-
neering and education, Monography Pedagogical University, Kraków 2006, 201-2006.
[21] Szyndler R., Gogółka Z.: Kuźnictwo. Wyd. AGH, Kraków, 1976, skrypt nr 516.
[22] Szyndler R., Sińczak J.: Wpływ konstrukcji matryc na dokładność wykonania odkuwek.
Konf. Naukowo-Techniczna QUALITY-2001, Częstochowa-Kokotek październik 2001,
140-146.
[23] Wasiunyk P.: Kucie matrycowe. WNT, Warszawa, 1987.
[24] Wasiunyk P.: Kucie na kuźniarkach. WNT, Warszawa, 1973.
[25] Wasiunyk P.: Teoria procesów kucia i prasowania. WNT, Warszawa, 1990.
[26] Wasiunyk P., Jarocki J.: Kuźnictwo i prasownictwo. Wyd. Szkolne i Pedagogiczne, War-
szawa, 1991.
[27] Weroński W (red.): Badania teoretyczno-technologiczne procesów plastycznego kształ-
towania metali. Wyd. Politechniki Lubelskiej, Lublin, 2004.
[28] Żmudzki A., Skubisz P., Sińczak J., Pietrzyk M.: Wykorzystanie metod symulacji w pro-
cesach kuźniczych. Obróbka Plastyczna Metali, XVII, 2006, 3, s. 9-19.