Embed Size (px)
Citation preview

© RENAULT 2006 Origin : PEGI - Renault Page : 1 / 17
Press tooling Basic progressive thick tool (TGPR) for the design
GE24-111R /A ________________________________________
Guide ________________________________________
Status Applicable Importante Note : This document has been translated from the French. In the event of any dispute, only the
French version is referred to as the reference text and is binding on the parties. Objective Define the recommendations for the TGPR press tooling design Scope Renault group Issuer 65307 - Stamping Process Industrialisation Confidentiality Not confidential Approved by Job title Signature Date of application
D. COURATIN 65307 department manager 09/2006

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 2 / 17
Versions history
Version Updated on Purpose of main modifications Author A 09/2006 First issue J. Lebars Dept. 65307
Replaces Made available Inside Renault, on the Intranet: http://gdxpegi.ava.tcr.renault.fr
Outside Renault, on the Internet: www.cnomo.com E-mail: [email protected]
Specified documents Regulation : International : European : French : CNOMO : Renault : EM24.02.031, EM24.02.032, EM24.02.033, EM24.03.200,
EM24.03.304, EM24.03.315, EM24.52.700, EM24.54.500, EM24.59.500, EM24.59.710, GE24-015R.
Other internal documents
: E159001044.
Other external documents
:
Coding ICS : 25.120.10 Class E24 Keywords Emboutissage, outillage de presse, fondamentaux, outil très gros progressif, TGPR, basic,
press tooling, pressing, press equipment, Progressive very big tool. Language English (1) The following people contributed to the drafting of this document: Operating unit Service Name Operating unit Service Name UGB 9910 Delfosse jean Claude UGB 9910 Kasprak Daniel UGB 3235 Facon Hervé Valladolid DF Villacé Antonio Valladolid 0548 Sebastian Manuel Valladolid 0548 Caviedes Mario Valladolid 0548 González Omar Valladolid DF González José Francisco Valladolid DIVD Del Caño Fédérico

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 3 / 17
Table of contents Page
Foreword ...................................................................................................................................3 1 Generalities on tooling.............................................................................................................4 1.1 Centring and fastening ............................................................................................................................... 4 1.2 Dimension................................................................................................................................................... 4 1.3 Guiding of die shoes................................................................................................................................... 4 1.4 Reaction ..................................................................................................................................................... 4 1.5 Lifting .......................................................................................................................................................... 4 1.6 Tools storage.............................................................................................................................................. 4 1.7 Stripper ....................................................................................................................................................... 5 1.8 Strap lifter ................................................................................................................................................... 5 1.9 Retainer plate ............................................................................................................................................. 6 1.10 Feed and strip start .................................................................................................................................... 7 1.11 Guide roller ................................................................................................................................................. 7 1.12 Feed table link ............................................................................................................................................ 8 1.13 Looping of the strip..................................................................................................................................... 9 1.14 Strip progress control ................................................................................................................................. 9 2 Monolithic tool ........................................................................................................................11 2.1 Blank cutting station ................................................................................................................................. 11 2.2 Stamping station....................................................................................................................................... 11 2.3 Trimming, flanging, lifting station, etc....................................................................................................... 11 2.4 Presser - stripper...................................................................................................................................... 11 2.5 Strap lifter ................................................................................................................................................. 11 3 Tool with modules ..................................................................................................................12 3.1 Centring and fastening of modules .......................................................................................................... 12 3.2 Blank cutting station ................................................................................................................................. 12 3.3 Stamping station....................................................................................................................................... 12 3.4 Trimming, flanging, lifting station, etc....................................................................................................... 12 3.5 Presser - stripper...................................................................................................................................... 12 3.6 Strap lifter ................................................................................................................................................. 13 4 Electrical and pneumatic connection ...................................................................................13 5 Chutes extraction ...................................................................................................................14 6 Strip and parts extraction ......................................................................................................14 6.1 Parts extraction ........................................................................................................................................ 14 6.2 Extraction of the strip................................................................................................................................ 15 7 Assembly for repair and development .................................................................................15 7.1 Repair ....................................................................................................................................................... 15 7.2 Development on TGSE 20 000 KN Development press .......................................................................... 15 8 Traceability..............................................................................................................................16 9 Tightened nuts / screws.........................................................................................................16 10 List of referenced documents ...............................................................................................17
Foreword Based on the technologies or the types of manufacture, TGPR progressive tooling design must not, in any case, be contradictory with the present recommendations. These recommendations are similar for all contracts and are intended to all Renault plants. When a Renault partner uses the sub-contracting, it is ensured in relation to his supplier(s) to consider all the provisions, so that the supplier(s) applies this standard.

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 4 / 17
1 Generalities on tooling
1.1 Centring and fastening The tool centring is ensured by 2 centring holes in front of the press for stops of Ø 70 based on the EM24.02.032 standard. Use only the centrings in front of the press for the tools of:
length ≤ 3200 - centring 1050 x 825 length > 3200 - centring 1050 x 1500 centring for repair, refer chapter 7.
Caution, the centring stops located on the sides as mentioned below remain on the PMR (Rolling Moving Platform), create a clearance for allowing the passage of unused centrings. The centring holes of the unused PMR (without centring pins) must not be present in the tool. The upper part is fixed with at least 4 automatic snap clamps (based on the die shoe weight) and the lower part is fixed by 4 semi-automatic clamps. The machining and clearances of clamps must comply with the EM24.02.032 standard.
1.2 Dimension The width of tooling is limited to 2400mm on an overall basis (avoid the exceptional transport). In case of impossibility of tooling creation (bandwidth > 1600), the tool weight can reach a maximum of 2500mm on an overall basis (upon Renault approval) NOTE: The lower part of the tool, must be able to leave the press on its PMR without any interference with upper part elements of the tooling.
1.3 Guiding of die shoes The die shoes are guided by columns of Ø 100 in lower part and bushes fitted without insert in upper part.
1.4 Reaction All the reactions must be cancelled at each station or by corners of die shoes corners. The reaction humps located at each corner of lower and upper die shoes must be installed with friction plates without insert (steel/copper). These humps become useless when all the reactions of working parts are cancelled in the tool.
1.5 Lifting Compliance with the EM24.02.031 standard. For facilitating the opening and implementation of tools under press, ensure better equilibrium of die shoes. For the closed tool transport, plan the passage of slings (guide) in the upper die shoe, the parts which are in contact with the slings must not comprise sharp edge, they must be radiated or chamfered.
1.6 Tools storage For avoiding the contact between the working parts and ensure the parallelism of the upper part, it must be supported by elastic spacers of Ø 120 for a stroke < 35 mm or by air springs (RG) for a stroke > 35mm (based on the EM24.52.700 standard).

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 5 / 17
1.6.1 Storage air spring The storage RG having a stroke greater than 160mm is installed on the upper part with retractable support shims on the lower part.
1.6.2 Storage in 2 heights The tools storage on several heights requires the installation of a storage system retractable at the 4 tooling ends, refer Crosscut diagrams E159001044. This system is installed in the tooling with nut or screw crimping, and for other tooling, the installation of this system has to be validated on a case by case basis, in consultation with the plant.
Rondelle escomotable
These retractable systems are connected to the pneumatic connecting plate with 7 orifices, located at the left rear side of the tooling.
1.7 Stripper No element is welded on the stripper, the visit plates are fixed with self-blocking and pinned washers using M12 CHc screws. The pressure of the stripper(s) or stamping blank-holder is ensured by air springs. When there are several strippers in the tool, their strokes must be identical and the air springs are of same type (Ø, stroke and brand). Each stripper must have balancing shims fixed on the lower die shoe with a clearance of 0.2 between the shim and the stripper (including sheet metal). A protection casing made of sheet metal (thickness 2mm) must be installed around the stripper(s).
1.8 Strap lifter The strap lifter is designed based on the tooling type, monolithic or with modules, it must ensure the feed of the strip above working parts.
On all the sides added perpendicular to the strip progress, create large chamfers for avoiding the locking of the strip.
Retractable washer

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 6 / 17
It is composed of lifting plate and (or) lateral or (and) bars which must not be connected along transversal and longitudinal directions.
Each strap lifter must be deleted by a presser of the upper part.
The connected elements are screwed and screwed/welded if required.
The table is lifted by coil springs or air springs (large stroke).
In case of usage of coil spring, place 2 RG 750DaN at strip input for accompanying the displacement (stroke) of the capacity feed table.
A protection casing made of sheet metal (thickness 2mm) must be installed around the strap lifter(s).
1.9 Retainer plate
1.9.1 Presser retainer plate Weight <400 kg: Use the retainer plates by coils. Weight > 400 kg: Use the retainer plates by callipers, solution a in priority.
F
M 16
Solution b Solution a Vue F
In order to limit noise, install pads or damper plates based on EM24.54.500/
1.9.2 Strap lifter retainer plate The strap lifters are retained by coils with damper that is made up of polyurethane.
10
Polyuréthane 90 shore
F view
F view
Polyurethane

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 7 / 17
1.10 Feed and strip start The strap lifter stroke must be distributed =/= on both sides of the feed plane (755mm)
=
=
75
5 Hauteur bande - outil fermé
Plan de défilement - outil ouvert
Plan d'amenage bande
Example: For a table stroke = 80mm, the working plane will be located at 715mm and the feed plane at 795mm. The strip feed plane must be continuous from one workstation to another workstation by using a lifting table, sliding bars or other mobile elements. For facilitating the input and feed of the strip, each guiding element (strip guide) must have input chamfers which have large dimensions. The strip start is chosen to avoid the false cuts and not to allow chutes on the matrices at the 1st press cut. In case of impossibility, apply the procedure to be carried out by the operator, on a data plate fixed in front of the press. The strip start is marked by a slot on the lifting table and the strip guides, if possible along the entire width of the strip and must be visible by the operator in front of the press (paint on frame).
1er Pilote AA
Visibilité
Matérialiser le départ de bande
Chanfrein important
jeu
Coupe AA
1.11 Guide roller The input of the strip is ensured by input guides with cover with very large chamfers to facilitate the entry of the strip in the tool. When the guide rollers are relatively spaced from each other, harnesses are placed in order to facilitate the entry of the strip in each guide. In any case, the operator must intervene during the introduction of the strip in the tool. The guiding of the strip in the tool is ensured laterally by guides of height 17mm in front and rear of press. In case of a less rigid strip, or with low thickness, a cover is integrated on the guides. For a sheet metal ≥ 450 MPa, the strip guides with cover have a height of 30mm with very large input chamfers. In case of notching on the sheet metal edge, the recovery strip guides have a length greater than that of the notch.
C
C = coil width + maximum tolerance + 1 mm
Feed diagram - Open tool Strip feed diagram
Strip height - Closed tool
1er Pilote 1st guide Chanfrein important Large chamfer Coupe AA Cut along AA Matérialiser le départ de bande
materialise the strip start
Visibilité Visibility

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 8 / 17
1.12 Feed table link The strip is introduced in the tool without any manual intervention. The strip feed table of the press must be connected to the lifting table of the tool by using 2 guides for strip width ≤ 1000mm or 4 guides for the strip widths > 1000 mm. Install these guides in V shape on the lifting table in order to position the feed system in the tool feed plane. When only 2 supports are used, check the passing of 2 other elements of the capacity system. In any case, these guides must project from the tool.
100
dans l'outillageZone capacitaire
Dégagement outil
20 mini
Position travail
The stroke end of the feed table is controlled by a detector which is located in the press axis, plan for a machining operation (and/or a square) on the lifting table.
Galet du système d'amenage
Zone
usi
née
(min
i)
Axe outil
Table élévatrice outil
2030
55
20
Axe détecteur du système d'amenage
Equerre rapportée pour détecteur
Dégagement outil Tool clearance Position Travail Working position Zone capacitaire dans l’ outilage Capacity zone in the tooling
Axe détecteur du system d’amenage Detector axis of the feed system Axe outil Tool axis Equerre rapportée pour détecteur Connected bracket for detector Galet du système d’amenage Feed system roller Table élévatrice outil tool lifting table Zone usinée Machined zone

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 9 / 17
1.13 Looping of the strip The tooling must comprise recovery guides at 2nd and 3rd recovery guides to ensure the edge and a possible displacement of the strip during differential operations. 2 first guides must be detachable easily. The operator must have a perfect visibility on the first guide. Plan 3 stripped pins with minimum 3mm stroke close to each guide to avoid rise of the strip and ensure the correct seating of the sheet metal at the right side of the guide. The guides are assembled fixedly with a fusible flange and the shape of the end must comply with the below figure.
Recommended ∅ of the guide = ∅ 12 min. (punching ∅ 12.2) The guides will be fixedly assembled with fusible flange The shape of the guide end should comply with the strip thicknesses The plate having the 2 first guides must be detachable easily under press The clearance hole diameter must be equal to the guide diameter + a metal thickness.
1.14 Strip progress control All the progressive tooling must comprise a progress control. It is located very close to the strip end (framework). It must be carefully positioned perpendicular to a face, so that the reflected radius is captured. I It makes it possible to stop the press before the bottom dead centre. The head of the cell is located in a punch of minimum ∅ 12.2, a notch, a cut, a raised edge or a flanged edge, either in horizontal or by the upside. The cell is located on the front side (priority) or at the rear of the press, its connection is located on left front side of the PMR. The operation is as follows: For each test, there must be a status change. The 1st test is carried out at few degrees before the top dead centre and the 2nd test is carried out rigorously at the feed end.
PMB
Début d'amenageFin d'amenage 2éme TEST
1er TEST
Clearance hole
1er test 1st test 2éme test 2nd test Début d’amenage Feed start Fin d’amenage Feed end

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 10 / 17
During the progress of the strip, there can be a succession of plain parts or hollow parts facing the cell: erroneous information is always possible. Two cases are possible:
End of progress on a plane part a ≤ 0.4 of the step (to be used in priority). End of progress on a hollow part a ≤ 0.4 of the step
The value of 0.4 step is determined on an arbitrary basis: To be accurately defined by the user. This figure can vary with the step (large or small) of the position of the 1st test. The side a corresponds to the minimum progress between the feed start and the 1st test.
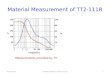
1.14.1 Detection equipment Use a reference direct detection cell ELECTRONIC LEUSE: RK 41 s, Renault MABEC number: X755 413 510 with a cable length of 2 meters. Two connection amplifiers are placed on the front left end of the PMR. The probe supply wire must be protected throughout its length. Plan a rapid change of the probe without disassembling any other element of the tooling. The probe is held in a support fixed and No other element of the tooling must be detected by the cell. The distance between the cell and the sheet metal must be 15mm.
Table
Vue de dessus
Protection du câble
1535
Tuyau rilsan 6x8
A detection made facing the strip feed must be retractable. To avoid interferences during a detection on the framework (vibrations and deformations), it must be supported and channelised.
Around 2 mm Around 2 mm
Step Step
Cable protection
Top view
Rilsan pipe 6x8

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 11 / 17
2 Monolithic tool Tool of length less than or equal to 3.2 meters
2.1 Blank cutting station The blank cutting blades can be grouped on a single base plate or directly fixed and made to react on the die shoe. The lower and upper base plates can be guided by columns for the Development, but they will be disassembled for the manufacture. The guiding for Development must not guide the strap lifter.
2.2 Stamping station When the blank quits the cutting station, it is bent, this bending should be considered to ensure its passage above working parts. The stripper can be used as upper blank holder. If a lower blank holder is required, its pressure is provided by connected air springs. In case of part in pairs, it is indispensable to have a blank holder per part (facilitate the development).
2.3 Trimming, flanging, lifting station, etc. These workstations are preferably independent, fixed and made to react on the frames. If possible, plan a possible movement of stations by a value of ± 50 mm.
2.4 Presser - stripper Based on the complexity of the part, they can be manufactured in cast steel 270-480-W or E295 steel plate of thickness 70mm. Normally, it is formed of a single element for carrying out all cutting, stamping, flanging and separation operations etc.
2.5 Strap lifter It must withstand and ensure the feed of the strap above working parts. It is normally formed of a single plate of 40mm thickness, guided by columns and rings or Ø 40mm. It is cleared by compensators fixed on the strap lifters which contact the presser.
table élévatrice
Presseur
Bati Inf
Bati sup
Compensateur Presseur
jeu =
0,2
Compensateur table H = haut compensateur + épaisseur tôle + 0,2
H
Bati inf Lower die shoe Bati sup Upper die shoe Compensateur presser Presser compensator Compensateur table Table compensator H= Haut compensateur + épaisseur tôle +0,2
H =Compensator height + sheet metal thickness + 0.2
Presseur Presser Table élévatrice Lifting table

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 12 / 17
3 Tool with modules Tool of length greater than 3.2 meters NOTE: This type of construction can be adapted to a monolithic tool.
3.1 Centring and fastening of modules Each modules must have 2 centring holes of Ø 37 mm in lower part and 2 centring holes in upper part for centring them on a platform (base plate) of the development press. This platform comprises centrings throughout the 100 mm by joining 2 axes X,Y. The fastening sides are not defined, they are created based on the possibility in the tooling.
3.2 Blank cutting station The working parts are fixed on base plates guided by columns of Ø 50 which can still rest in the tooling. For limiting the number of guides, the presser can be guided with base plate columns (refer TGPR crosscut in GE24-015R standard).
3.3 Stamping station The stamping operation is carried out on an individual station for facilitating its creation and the development. In case of part in pairs, it is indispensable to have a blank holder per part (facilitate the development). The pressure of the stamping blank is created by connected air springs. The filling central must be fixed in a die shoe cavity on the front side of the tooling, and must be visible and accessible by the operator.
3.4 Trimming, flanging, lifting station, etc. Several operations can be associated with one station. These stations are guided and distributed (made to react) for being mounted on a development press, they can be in the tool, but if this si required for favouring the strip feed and the rigidity of strip support elements, these guides must be disassembled from the tooling. The guides which are removed from modules for the manufacture must remain usable for the Development in the manufacturing plants (all the guiding elements which are removed must be delivered with the tooling).
3.5 Presser - stripper Based on the complexity of the part, it can be manufactured in cast steel 270-480-W or steel plate E295. Each presser is balanced by compensators fixed at lower part.

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 13 / 17
3.6 Strap lifter This type of tool generally has several strip lifting systems:
1 lifting table for the blank cutting station. Sliding bars for other stations.
The bars can associate several modules, the number of modules should be limited for favouring the strip feed and reduce the number of guidance, reactions etc… Each lateral bar must be guided and made to react, it supports the strip guides and the compensators. The compensators are dimensioned with suitable width to ensure a proper balancing of bars.
Example of strap lifter with bars
Barreau léve bande
Presseur
Compensateur
Réaction
4 Electrical and pneumatic connection The 7 orifices electrical-pneumatic plate is located at the left rear side of the tooling. The installation of the plate and the passing of pipes must comply with the EM24.02.032 standard. For a tool of small dimension, add a support plate bracket at the left rear side of the tooling. Rear view of the die shoe
Barreau léve bande Strap lifter bar Compensateur Compensator Presseur Presser Réaction Reaction

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 14 / 17
Standardisation of connections: The movement number 7 is exclusively reserved to the storage spacers.
5 Chutes extraction The chutes can be evacuated by the PMR apertures at front and rear sides of press and at end under the parts evacuation belts. No chute must fall on the PMR, these must be channelised in the PMR apertures. The framework is separated in this tool, its evacuation is carried out in front or rear side of press, at end or in the platform apertures outside the parts evacuation belt. Comply with the chutes evacuation instructions specified in the EM24.02.033 standard. The chutes passage holes in PMR are unused and located outside the tool, must be closed by articulated closing area provided on the tool (with locks and retaining handle).
Trappe de fermeture
Ajour PMR
6 Strip and parts extraction
6.1 Parts extraction See the different possibilities of parts evacuation in the Technical Press Sheet EM24.03.200 MC24.03.407. When the part has a risk of deteriorating the evacuation belt, create a radius on the on the casting or on ramps at the right of the belt (refer below diagram). This radius enables the part to slide on the cast and complete its stroke practically {in belt.
Movement : N° Fonction 1 Call HS-ES 2 interruption RG of stock, Piloted shims
3 Call 4 interruption
5 Permanent, not greased air Heads of crimping 6 Greased / pilot permanent
air Convoyeur
7 Permanent, greased air Storage 3 heights
Trappe de fermeture
PMR aperture

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 15 / 17
Evacuation sur rampes rapportéesEvacuation sur fonderie
Rayon sur rampes
Rayon sur fonderie
6.2 Extraction of the strip After manufacture is completed, the strip is evacuated at end of the tooling, at parts outlet side, in any case the strip must not interfere with the working parts or other elements of the lower part, during its manual evacuation.
7 Assembly for repair and development
7.1 Repair - Chutes evacuation Plan opening(s) of a height of 180mm in the lower die shoe for passing chutes on belt(s), if the die shoe structure is weakened, create openings of a height of 80mm for passing vibrating ducts (refer below diagrams).
Tapis
180
Suivant largeur chute
Suivant largeur chute
80 m
ini
It is required to plan front or rear press openings for evacuating chutes from the framework.
7.2 Development on TGSE 20 000 KN Development press Lower die shoe: Plan at least 4 fastenings and 2 centrings in front of press with sides 825x750,
refer FTL EM24.03.304 and EM24.03.315 Upper die shoe: Plan fastenings required for supporting the upper die shoe (caution, the ram of the
press 2000tat has a width of 2300mm). Clear the passage of 3 pneumatic connecting blocks of the Development press (upper die shoe). Note: the front of the TGPR tool press can be mounted at the front or rear side of the Development press.
Radius over casting
Radius over ramps
Extraction on casting Extraction on connected ramps
Belt
Based on chute width Based on chute width

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 16 / 17
8 Traceability Use the roll marking system specified in the EM24.59.500 standard. In case of usage of marking grains, they must be mounted on slides which are externally dismountable (without opening the tool).
Grain de marquage
Support grain
9 Tightened nuts / screws The crimping heads are installed in the upper die shoe, the sheaths are oriented towards the distributor which is preferably located at the front side of the press. Use the crimping heads with integrated locking (EM24.59.710 standard). The length of sheaths between the distributor and the couplings must not be more than 4 metres. No interferences between the sheaths and the die shoes, to be controlled by considering the ram stroke.
Distributeur
Pièc
es te
rmin
ées
Devant presse
Insonorisation
1 mètre
Marking grain
Grain support
1 mètre 1 metre devant presse before press distributeur distributor Insonorisation soundproofing Pièces términées Completed parts

GE24-111 R /A
© RENAULT 2006 Origin : PEGI - Renault Page : 17 / 17
10 List of referenced documents NOTE : For documents without date, the last version in force is applied. EM24.02.031: Design rules for the “handling’ function for tooling or press tooling elements. EM24.02.032: Installation of stamping tools under presses. FOP Montage EM24.02.033: Press tooling. Evacuation of chutes and recovery of “threaded blanks” EM24.03.200: Cutting and feed press technical sheets EM24.03.304: Technical sheets of press per line. Douai plants EM24.03.315: Technical sheets of press per line. Spain / Valladolid Renault plant EM24.52.700: Closed Tool Height (HOF) Stops. Compensation shims. Elastic storage spacers for
press tooling. EM24.54.500: Press tooling. Shock absorber block. Shock absorbers. Protection shims EM24.59.500: Strike control Punch , identification punch, marking elements for press tooling EM24.59.710: Press tooling. Crimping of nuts and screws GE24-015R: Press tooling. Cross-cut view for progressive tools E159001044: Storage assembly