Embed Size (px)
Citation preview

Green Co Best Practice Award 2016
Presented by
Mr. Ankit Nagar
Mr. Jitendra Lakhwani
Shree Cement profile
GreenCO Journey
Tangible & Intangible Benefits
Challenges faced and their resolution
Manufacturing process brief layout
Project detail – Waste Heat Recovery System
Involvement of team for accomplishment of project
Methodology for developing project
Uniqueness of Project
Outline of Presntation
Shree Cement Profile
� Largest cement player of North India and has
diversified into power business including Green
power
� Operations at ten locations at Beawar, Ras,
Raipur, Khushkhera, Roorkee, Jaipur, Suratgarh,
Aurangabad, Panipat & Bulandshahar
� Cement Production capacity of 25.6 MTPA and
Power Generation Capacity of 612 MW which
includes 111 MW Waste Heat Recovery Systems.
� Selected as New Sustainability Champion- 2011
by World Economic Forum

Green Co Journey
• Energy conservation
• Water conservation
• Emmision reduction
• Resource conservations
• Green supply chain
• Waste management
• LCA
• Product imorovement
Training programme ( Internal & External)
Idea Sharing
Inhouse innovations
Rewards
National & International Benchmarking Activities
Action Plan &Target Setting
Formulation of Green Co teams
Green Company
Gold rating,
2014
5
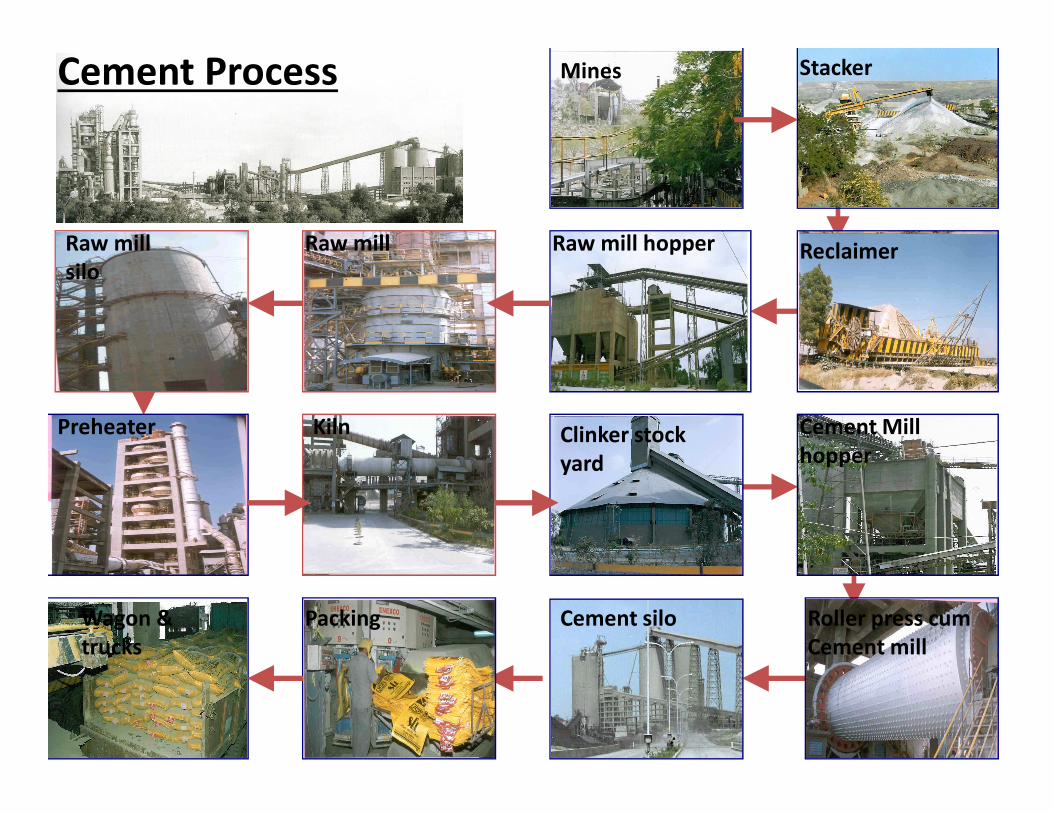
Cement Process
PackingWagon &
trucks
Cement silo Roller press cum
Cement mill
Cement Mill
hopperClinker stock
yard
KilnPreheater
Raw mill
silo
Raw mill Raw mill hopper Reclaimer
StackerMines
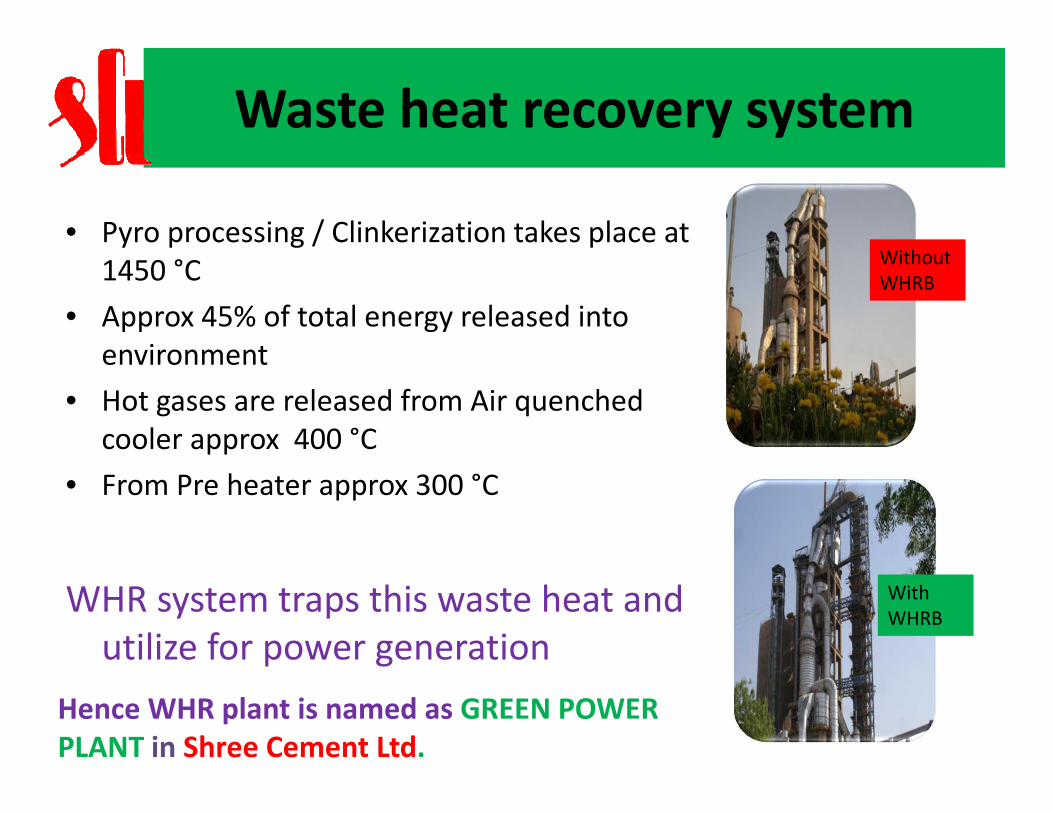
Waste heat recovery system
• Pyro processing / Clinkerization takes place at
1450 °C
• Approx 45% of total energy released into
environment
• Hot gases are released from Air quenched
cooler approx 400 °C
• From Pre heater approx 300 °C
WHR system traps this waste heat and
utilize for power generation
Without
WHRB
With
WHRB
Hence WHR plant is named as GREEN POWER
PLANT in Shree Cement Ltd.

Pre project scenario Post project scenario
Waste Heat Recovery Plants: Technology Introduction
Waste heat recovery system
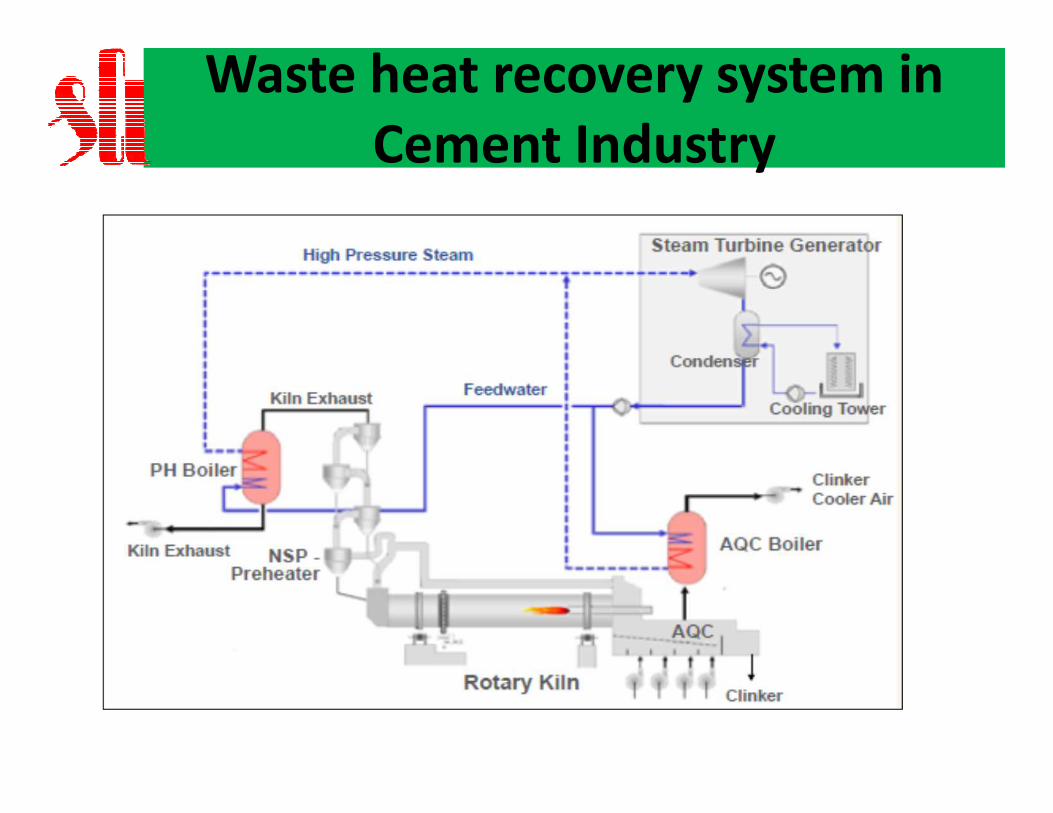
Waste heat recovery system in
Cement Industry
Methodology adopted for
developing project
• Incorporation of WHR
in 2001 was failure
• Regular introspection and
reviews resulted in success
� Reduce consumption of resources
� Re-use waste materials
� Replace conventional fuel
� Release less emissions
� Restore to nature what one takes
from it
� Rethink and relearn
� Research and Development
7 R Philosophy
Driving force for Implemantation
�Management Philosophy based
•A sustainable Energy Solution
•Proactive approach toward climate change
�Business based
•Protects from fuel price volatility
•Reliable power supply source
�Environment based
•Water conservation
•Fuel conservation SCL installed 111 • SCL installed 111 MW WHRP covering
all cement plants • Largest in World
Cement Industry except China
As a philosophy all new cement plants will have WHRP
units
Uniqueness of Project
• Lower temperature heat utilization
• Dual pressure steam cycle selected for maximum heat recovery
• WHRS with 2 gas strings – Kiln string & pyro string
• Project commissioned time is approx. 15 months
• WHRS with air cooled condenser for minimum water consumption
• Project registered in Limca book of world record for its exceptionally faster execution
• Project is under consideration of CDM at UNFCCC
Involvement of team
• Regular meeting with suppliers for optimum plant
installation
• Thorough research for type of boiler, cycle selection
etc
• Figures like saving for 1 day early commissioning of
WHRS were displayed for motivation of Project &
O&M team.
• Innovative layout were explored for installation within
running cement plant and keeping space for existing
equipments maintenance
• Innovative idea by brainstorming sessions.
Challenges and their resolution
Technical Challenges– Type of Boiler selection – Vertical type boilers for less
space usage
– Dust separation – Dedusters were installed
– Layout - Existing cement plant (Pre Heater & Raw Mill foundation) - Vertical boilers for less space usage
– Existing equipment use - Use of existing fans of cement plant
– Hookup - Readiness of WHR plant & hookup within 5 days of plant stoppage
– Air cooled condenser required additional huge area in cement plant and location of dust free area in cement plant - Location in least dusty area
– Maximum possible cost effective Heat recovery – Dual pressure system, optimum mid tap location
– Less PLF & less availability – Changing size, orientation of ducts, de-duster , modification in super heaters

Challenges and their resolution
Maintenance challenges •Height of boiler – Lifts for easy approach
•Lumps formation inside boiler due to high dust content-
Hammering system , Vibrators, Sonic Horns , de-dusters
•False Air ingressment in Boilers – Smoke test, Expansion
bellows for expansion, Proper gap sealing, Online O2
analyzers for continuous false air monitoring
•Pressure drop in Gas path – Effective hammering system
•High Erosion– Proper metallurgy, Gas velocity, refractory
selection, dummy objects installation
And many more….
Challenge- Layout (Space)
Resolution-Vertical Boiler Installation
Challenge- False Air
Resolution- Sealing by Rubber Caps
Challenge- False Air
Resolution-Online Oxygen analyzers

Challenge-Dust Content in Gases
Resolution- Hammering System
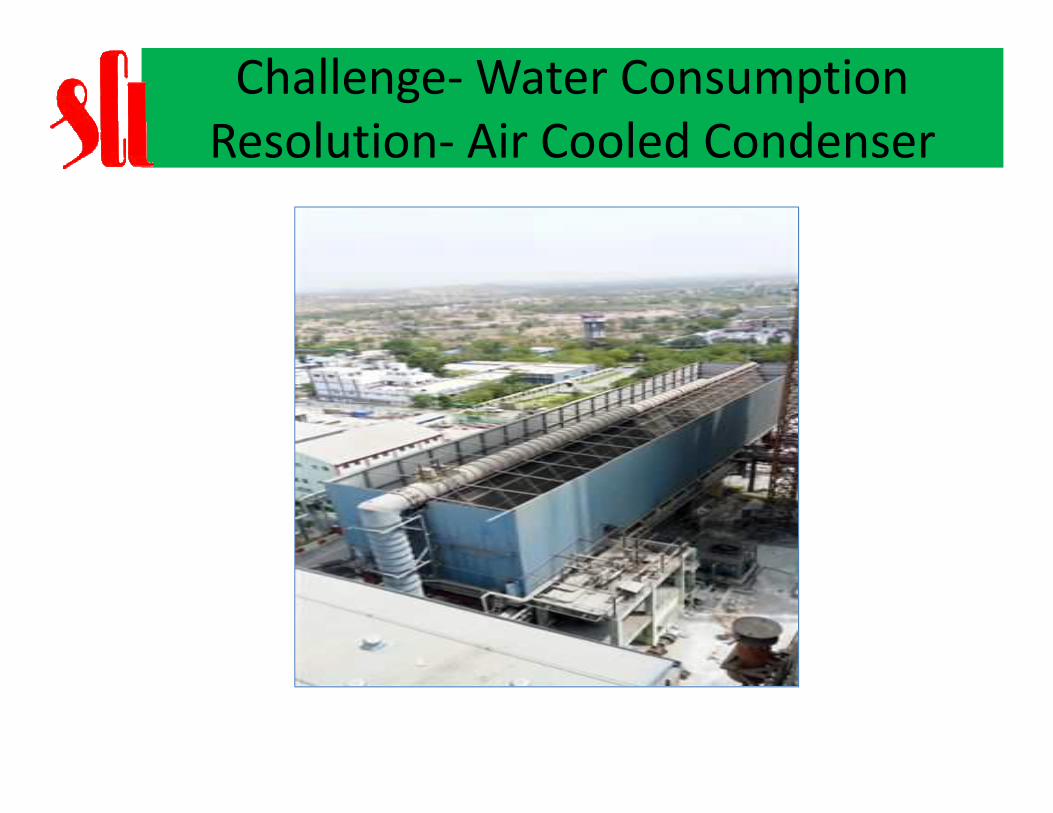
Challenge- Water Consumption
Resolution- Air Cooled Condenser
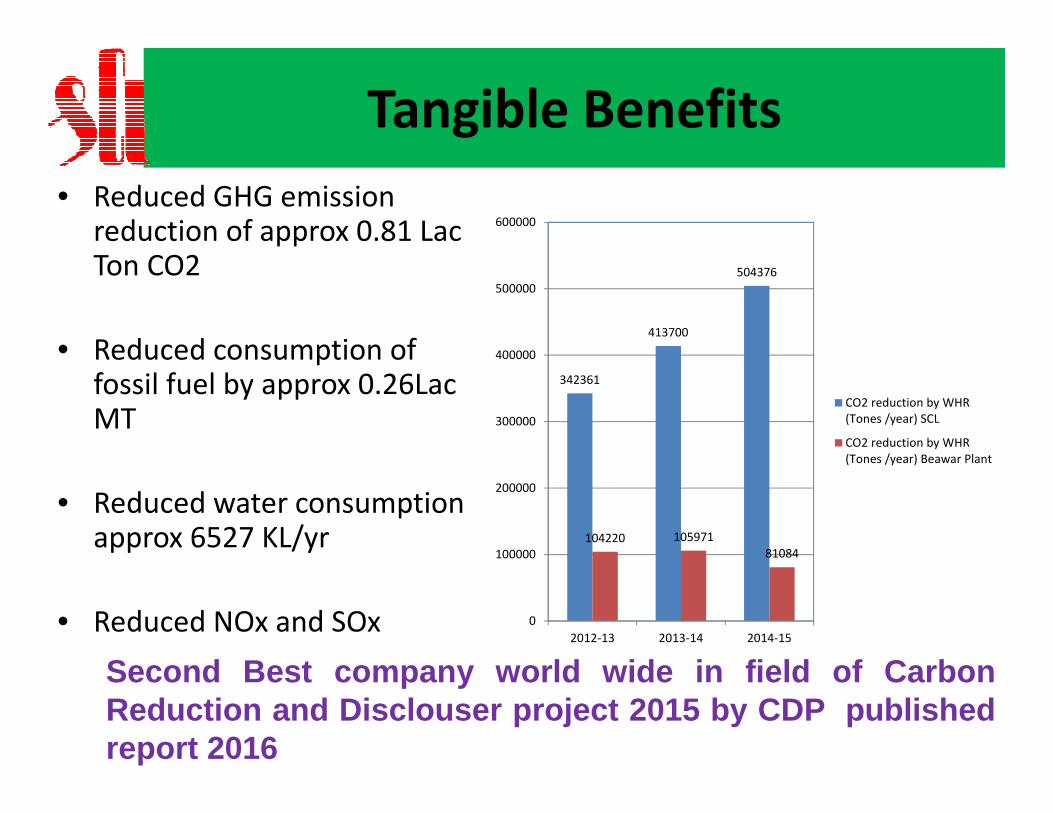
• Reduced GHG emission reduction of approx 0.81 Lac Ton CO2
• Reduced consumption of fossil fuel by approx 0.26Lac MT
• Reduced water consumption approx 6527 KL/yr
• Reduced NOx and SOx
Tangible Benefits
342361
413700
504376
104220 105971
81084
0
100000
200000
300000
400000
500000
600000
2012-13 2013-14 2014-15
CO2 reduction by WHR
(Tones /year) SCL
CO2 reduction by WHR
(Tones /year) Beawar Plant
Second Best company world wide in field of CarbonReduction and Disclouser project 2015 by CDP publishedreport 2016
Intangible Benefits
• Social well being
– Employment generation for labors and professional
• Economic well being
– Created business opportunities for technology consultant,
contractors
• Environmental well being
– Replaced electricity generation from petcoke
• Technology well being
– Handling highly dusty gases require unique system
Shree Cement as Green Cement

Company Green
Globe Green
Thank You !





























