Embed Size (px)
Citation preview











































HEPWORTH INTERNSHIP
2015By Mark Anil Mathew, Y2, ISD
Rubika, Pune
REPORT

TABLE OF CONTENTS
Contents
Introduction Aim of internship About the company Values Production Fabrication Work flow Acknowledgment

Introduction
My name is Mark Anil Mathew and I am a first year Industrial Product De-sign student at the Institut superior design (ISD) at Pune. I have just fin-ished my internship at Hepworth, Dubai. This document contains my in-ternship report. The report details on the various activities and functions that I have observed and learned in the given period of time.
The various departments that I had experience in are from the credit con-trol, sales, logistics, production and fabrication sections of the company. I have had the opportunity to work hands on some of the products in the fabrication sections and acquired some skills in managing people, plastic manipulation, fiberglass casting and molding. It was a It was a very educat-ing and an insightful experience.

GoalsLEARN HOW TO WORK IN A COMPANY.
LEARN VALUES AND MEANING OF WORKING IN A COMPANY.
LEARN HOW TO PRODUCE OR TO ASSEMBLE THE PRODUCT.
TO UNDERSTAND AND LIVE THE REALTY OF A WORKER’S LIFE.

About the companyHepworth manufactures and distributes a variety of piping solutions for a variety of clients. It belongs to the group of companies that is owned by the Greencoast group of companies. These clients can be as small as small roadside cafeterias to large townships and communities. They are one of the largest and first to produce and distributes pipes in the MENA region. The company employs more than 450 staff in the region. A fleet of over 50 vehicles allows delivery to clients within an efficient time frame. They have around 35,000 different types of products.

Core valuesThe core value of a company are very important in the fast changing profit motive world of today. It reflects the various ethics and principles the com-pany was founded and built on. To run a large scale manufacturing compa-ny like Hepworth. The company has adapted certain approaches that en-hance their business strategy.The core values of the company are:Initiative: • Speak up when something is wrong.• Don’t wait to be asked or told, instead identify what needs to be done and do it.• Constantly look for better ways to do things.• Never stop learning.Commitment• Commit and deliver on time all the time.• Accept accountability for your actions.• Show enthusiasm in everything you do.Community• Hold yourself to the highest ethical standards.• When it comes to quality, don’t cut corners.• Support good causes financially and with your actions and your voice.Leadership• Share success and failure.• Admit you don’t know it all.• Let the work do the talking.• Do business in an open manner.I have understood and experienced how deep the core values of the company has gone. I have worked with a variety of people within the company. Ranging from the Head of unit fabrica-tion, Mr Yaspal Singh to Mr Prakash and the workers, who taught me the various skills that are required to manipulate plastic pipes to make boxes and baskets.

The employees are taught the meaning of leadership through a skit.

ProductionHepworth is delighted to have licensed manufacturing arrangements with Wavin, Georg Fischer and Plastica Alfa, three of the world’s most presti-gious companies within the industry. In addition, the company have man-ufacturing joint ventures with George Fischer and MDS. This provides a unique portfolio to unique clients for their various demanding construc-tions.Production is achieved with the use of European equipment from suppliers such as KraussMaffai, Battenfeld, Weber and Engel. The production tech-nique that I have studied was Plastic extrusion molding.
PLASTIC EXTRUSION MOLDING
It is the process by which plastic pellets and other components such as stabilizers and pigments are mixed according to a recipe. This recipe is then melt at a very high temperature to form a very fluid like substance. This substance is forced into a metallic dye. This dye molds the hot plastic into the tube of desirable diameter and thickness. This freshly molded pipe is very and water is used to cool it by directly treating it with it until it is cool know to handle. The pipe then moves into the printing section. The product code, company name etc is printed on it by using inkjet printing technique. It is a weather proof ink. This pipe is measured out by a sensor and cut according to the required length by the cutter. The cutting stage consists of a rotating blade and a sensor to measure the length of the pipe. The Pipe that has been made is then dropped into the collecting area. Where the workers catalog it and evaluate it for further fabrication process if required.This process is done for the manufacturing of PVC and PE pipes. These extrusion machines work day and night and the workers that maintain its smooth operation and cataloging are given shifts of 12 hours with 3 breaks in between.

Die Extrusion of PE
Imprinting Extruder

Imprinting Coiller
Cutter
Coils

Water cooling the pipe
Hopper
Extrusion linePVC powder in hopper

The production plant


FABRICATIONAs an industrial product design student I was very interested in this field as it had a lot of hand skill and care. Most of the workers in this field have at least 10 Years of experience. It was a very good experience to work with the workers, to understand there difficulties and merits. I have learnt the art of air wilding and fiber glass casting from them. It gave me an insight into their workflow and ethics. For the past 3 decades HEPWORTH PME L.L.C has been leading in the field of designing and manufacturing of special plastic fittings. Their engineered fittings have been installed in sewerage, water supply, irrigation, fire mains, soil and water constructs throughout the Middle East.Grease traps, end caps, land drain, bends, road gullies and dry manholes are few of the products manufactured at Hepworth’s fabrication division. The skilled workforce working within the parameters lay down by the Brit-ish standard, produce high quality products in PVC, ABS, PP, GRP (Glass reinforced plastic) and PE.They weld, bend, shape and adapt a multitude of plastic products to pre-cise specification. Using the highest grade of plastic raw materials in sheet, tube and bar form are manufactured as per client requirements.All welded joints are spark tested to ensure that the weld is strong, air and watertight.

Grease trapsI was involved in the making of a grease trap in the fabrication section. What is a grease trap? A grease trap (also known as grease interceptor, grease recovery device and grease converter) is a plumbing device de-signed to intercept most greases and solids before they enter a wastewa-ter disposal system. This device is especially used in restaurants and other facilities where food is made. Common wastewater contains small amounts of oils which enter into septic tanks and treatment facilities to form a float-ing scum layer. This scum layer is very slowly digested and broken down by microorganisms in the anaerobic digestion process. However, very large amounts of oil from food production in kitchens and restaurants can over-whelm the septic tank or treatment facility, causing a release of untreated sewage into the environment. This is checked and maintained by the Dubai municipality. Grease traps aid the smooth functioning of the sewer ways.Grease traps of four different types. They are A, B, C and D types of grease traps. Each one is used for different types of requirements. The biggest out of them is a type C. It is use in very big hotels and the smallest is type D with is used in small cafeterias. I was involved in making a type C grease trap. A grease trap is constructed in such a maner that it traps and filters the grease water stage after stage.

Making of grease trapsAll greasetraps start out as a single PVC sheet. How is this sheet made from a pipe manufacturing facility? Even that is fabricated by the work-ers. The process involves cutting a 315mm diameter pipe vertically on one side. Then this Pipe is heated with the help of a industrial flame torch. It becomes soft and it is opened and spread over a flat platform. This is then heated more till it completely flattens out on the surface. Then a flat metal sheet is placed over this and weights are applied on all the sides. This ar-rangement is then left for cooling.The sheets are then marked and cut according to the type of grease trap we had need to make. Then we place them together and air weld the edg-es. When we air weld, we weld the inside first and only then we weld the outside. After the first welding process a finishing welding is done. This is done so to increase the strength and stability of the joints. PipsAfter this the edges are smoothed and finished with the help of a file. A type C grease trap takes at least 3 days to manufacture.
A C type grease trap in the making.

Making the PVC sheets
A cut PVC pipe is chosen Flattening platform is prepared
Heated pipe on the platformHeating the pipe

Pipe is heated the pipe loses it strength
Heating it further
It is then covered and left for a day to become flat.
rolling it in different directions to en-sure uniform spreading of heat

Placing each sheet according to measurements
air welding PVC on the inside edges
fixing the pipeDrilling holes for pipes

Making the baskets Leveling each side
Cutting out the excessAir welding the edges

Completed grease traps are kept in stores

PVC Fabrication plant


GRP (glass reinforced plastics)Moving on after completing the grease trap I got my hands into the GRP section of the factory. It is the place where special fittings are made from fiber glass. I assisted in the making of a gully trap. First a predone mold is taken it is then rubbed with quick release wax. The fiber glass is then pre-pared. By cutting it. Then the resin is prepared by mixing it with the ap-propriate amount of hardener. Then the fiber glass strips are placed onto the mold and the resin is dampened on to it with the help of a brush. Five layers are done in this manner. After this it is left in the sunlight for drying. After around 45 minutes it is then taken and air is flushed into a hole that was made in the mold. This gets in-between the mold and the fiberglass and the model is released. It is then finished by cutting the excess with a rotary blade and sander. Handle is fitted on the inside of the basket. One more coat of resin is add-ed onto its surface and the job is completed.

Preparing the mold
Making gully traps
Applying fiber glass and resin

Finishing the gully baskets
Cutting excess Drilling the holes
Marking the points to make holes

Sanding Final coat of resin
They are all stored outside.

Work flowAn order is placed by the client
The purchase order is then developed by the sales department with accor-dance to the terms and condition The terms and conditions also contains the payment and delivery terms.
The quotation, bill of materials, sales invoice and packing list are processed and forwarded to the clients.
The production line receives the work order and the production begins with the quality check of the raw materials. The quality check approves the raw materials. The production begins.
After the production is completed the finished material is then tested by the quality check department. All details are uploaded through the Internet for more transparency and efficiency.
The finished goods transfer note is processed and dispatched to the stores. Where the goods are catalogue and maintained as stock.
It is then dispatched by the logistics department in accordance with the terms and conditions of delivery by the client.
Once the condition is fulfilled the client receives the goods and confirms that the order is satisfied.
Sales The sales department is responsible for getting the clients to make orders. They need to prepare the bill of materials, terms and conditions, Purchase order, work dockets, delivery orders and all other documentation that is required for the smooth and effective function of the factory.

AcknowledgmentThe internship opportunity I had with Hepworth was a great chance for learning and professional development. Therefore, I consider myself as a very fortunate individual. I am also grateful for having a chance to meet so many wonderful people and professionals who led me though this intern-ship period.
I express my deepest thanks to Mr Yashpal Singh, Head of department, fabrication and the fabrication team and Mr Dinesh, Head of production for taking part in useful decision & giving necessary advices and guidance and arranged all facilities to make the task easier. I choose this moment to ac-knowledge their contribution gratefully. I would also like to thank my family for supporting me and Mr Kenneth Jatana (IT manager) for organizing my internship
I perceive this opportunity as a milestone in my career development. I will strive to use the gained skills and knowledge in the best possible way, and I will continue to work on their improvement, in order to attain my desired career objectives.
Mark Anil Mathew
Dubai
7 August 2015

2015By Mark Anil Mathew, Y2, ISD
Rubika, Pune
INTERNSHIP REPORTKangaroo Plastics

TABLE OF CONTENTS
Contents
Introduction Aim of internship About the company Values Production AdvantagesQuality check and controlPrinting and bag makingWork flow Acknowledgment

Introduction
My name is Mark Anil Mathew and I am a first year Industrial Product De-sign student at the Institut superior design (ISD) at Pune. I have just fin-ished my internship at Kangaroo Plastics, Dubai. This document contains my internship report. The report details on the various activities and func-tions that I have observed and learned in the given period of time.
The various departments that I had experience in are from the production and quality check sections of the company. I got the opportunity to under-stand and take part in the production line.

GoalsLEARN HOW TO WORK IN A COMPANY.
LEARN VALUES AND MEANING OF WORKING IN A COMPANY.
LEARN HOW TO PRODUCE OR TO ASSEMBLE THE PRODUCT.
TO UNDERSTAND AND LIVE THE REALTY OF A WORKER’S LIFE.

Kangaroo plastics manufactures and distributes a variety of packing and sheeting solutions for a variety of clients. It belongs to the group of com-panies that is owned by the Greencoast group of companies. Launched in 1976, Kangaroo Plastics is one of the largest and most advanced integrated manufacturing plants in the Middle East. It is equipped with state-of-the-art, European machineries for processing, printing and producing a wide range of polymer based films and flexible packaging materials for indus-trial, commercial, food and pharmaceutical applications. The plastics they produce are oxobiodegradable and it is certified by ESMA (Emirates Au-thotity standardization and metrology. Kangaroo Plastics boasts a multiple blown film extrusion line from Italian manufacturer Bandera, Gemini and Uteco flexo presses, laminators from DCM, bag making and film pouching machine, cast extrusions line for cable tiles along with a host of other equipments and accessories. Moreover, the company has a modern flexo prepress department, equipped with a CDI plate imager from Esko and a large graphic arts department.
About the company

Core valuesThe core value of a company are very important in the fast changing profit motive world of today. It reflects the various ethics and principles the com-pany was founded and built on. To run a large scale manufacturing com-pany like kangaroo plastics. The company has adapted certain approaches that enhance their business strategy.The core values of the company are:Initiative: • Speak up when something is wrong.• Don’t wait to be asked or told, instead identify what needs to be done and do it.• Constantly look for better ways to do things.• Never stop learning.Commitment• Commit and deliver on time all the time.• Accept accountability for your actions.• Show enthusiasm in everything you do.Community• Hold yourself to the highest ethical standards.• When it comes to quality, don’t cut corners.• Support good causes financially and with your actions and your voice.Leadership• Share success and failure.• Admit you don’t know it all.• Let the work do the talking.• Do business in an open manner.I have understood and experienced how deep the core values of the company has gone.

ProductionSome of the products that are produced are construction rolls, detachable caution tapes, barrier tape, cable tape,cable tiles, ductile iron sleeves, ag-riculture films, fertilizer bags, sleeve labels, multi-layer PE tubes, pouches, laminated film, printed LD film, shopping bags, courier bags, pillow bags, diaper bags, lamination grade film, shrink film and pallet covers.
They are made through a process called blown film extrusion. This pro-cess is the same as a regular extrusion process up until the die. The melt is cooled somewhat before leaving the die to yield a weak semi-solid tube. This tube’s diameter is rapidly expanded via air pressure, and the tube is drawn upwards with rollers, yielding the plastic in both the transverse and draw directions. The drawing and blowing cause the film to be thinner than the extruded tube, and also preferentially aligns the polymer molec-ular chains in the direction that sees the most plastic strain. If the film is drawn more than it is blown (the final tube diameter is close to the extrud-ed diameter) the polymer molecules will be highly aligned with the draw direction, making a film that is strong in that direction, but weak in the transverse direction. A film that has significantly larger diameter than the extruded diameter will have more strength in the transverse direction, but less in the draw direction.

Bubble Bubble and die unit
Plastic pellet feed Winding unit

Blowing unit Micron monitoring camera
Corona electrodesMixing in hopper

Micron evaluation
The Roller
Plastic bag to collect the excess

AdvantagesThe principal advantages of manufacturing film by this process include the ability to:
.Produce tubing (both flat and gussetted) in a single operation
.Regulation of film width and thichness by control of the volume of air in the bubble, the output of the extruder and the speed of the haul-off
.Eliminate end effects such as edge bead trim and non uniform tempera-ture that can result from flat die film extrusion
.Capability of biaxial orientation (allowing uniformity of mechanical proper-ties)Blown Film Extrusion can be used for the manufacture of co-extruded, multi-layer films for high barrier applications such as food packaging.


Blown extrusion plastic plant

Quality check and controlThe following is a flowchart on how the quality check and control is car-ried out in the factory.

Bond strength test machine
Accelerated aging machine
Melt index test machine

Printing and bag makingThe method of printing at kangaroo plastics is flexography. It is essentially a modern version of letterpress which can be used for printing on almost any type of substrate, including plastic, metallic films, cellophane, and pa-per. It is widely used for printing on the non-porous substrates required for various types of food packaging (it is also well suited for printing large areas of solid colour). Flexography is the major process used to print pack-aging materials. Flexography is used to print corrugated containers, fold-ing cartons, multi wall sacks, paper sacks, plastic bags, milk and beverage cartons, disposable cups and containers, labels, adhesive tapes, envelopes, newspapers, and wrappers (candy and food).
Cyrel flexo plates are used to imprint on the plastic bags. The work flow involved in getting the flexo plates ready is as flows. The process is called block making. It starts with cyrel etching then it is exposed to UV. The back is done first then the engraving on the front. It is cleaned with the help of the chemical nyloflex and it is dried for two hours. It is then treated with UVA and UVC for refinement. Now the cyrel is ready for mounting on the flexoprinter.
Bag making is done with the help of bag making machines. The printed rolls of plastic are loaded onto the machines and the rolls are uncoiled, folded sealed on the sides and a handle is punched or stuck onto the bag as per order
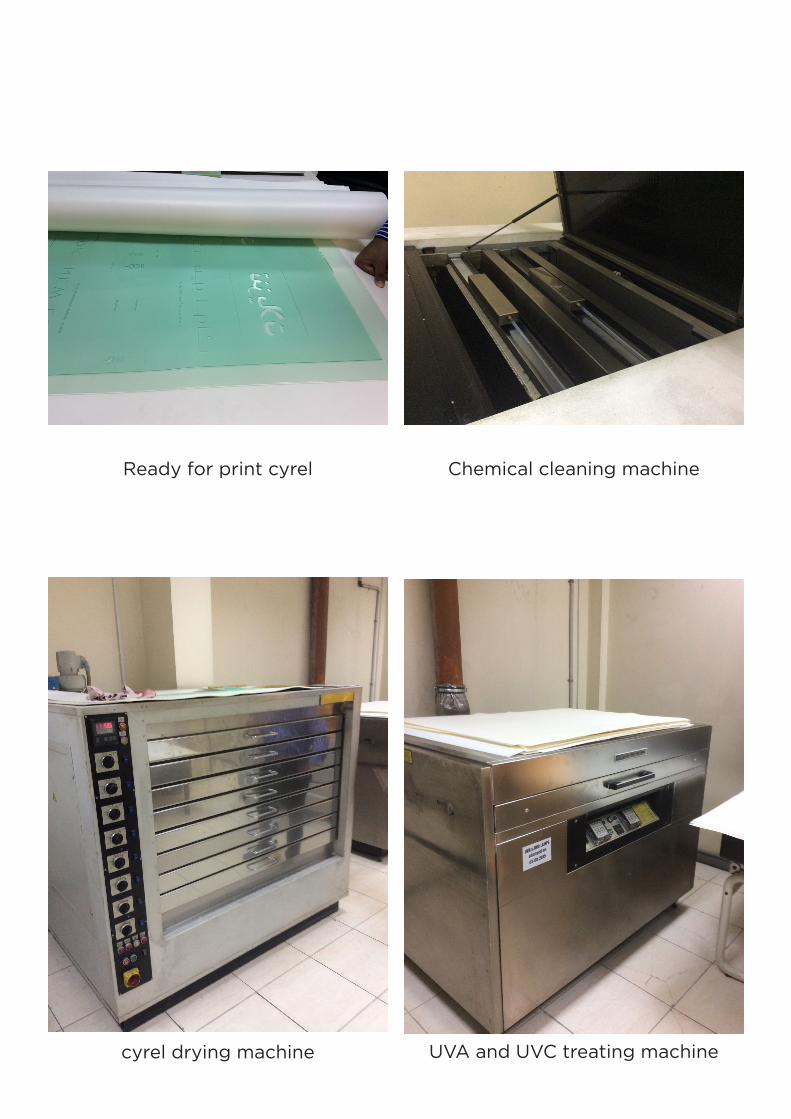
Ready for print cyrel Chemical cleaning machine
cyrel drying machine UVA and UVC treating machine

UV treatment machine cyrel etching
cyrel mounted in the printerInk rolling machine

Prints are made into rolls
Uncoiling Folding
After applying colour

Work flowAn order is placed by the client
The purchase order is then developed by the sales department with accor-dance to the terms and condition The terms and conditions also contains the payment and delivery terms.
The quotation, bill of materials, sales invoice and packing list are processed and forwarded to the clients.
The production line receives the work order and the production begins with the quality check of the raw materials. The quality check approves the raw materials. The production begins.
After the production is completed the finished material is then tested by the quality check department. All details are uploaded through the Internet for more transparency and efficiency.
The finished goods transfer note is processed and dispatched to the stores. Where the goods are catalogue and maintained as stock.
It is then dispatched by the logistics department in accordance with the terms and conditions of delivery by the client.
Once the condition is fulfilled the client receives the goods and confirms that the order is satisfied.
Sales The sales department is responsible for getting the clients to make orders. They need to prepare the bill of materials, terms and conditions, Purchase order, work dockets, delivery orders and all other documentation that is required for the smooth and effective function of the factory.

AcknowledgmentThe internship opportunity I had with Kangaroo plastics was a great chance for learning and professional development. Therefore, I consider myself as a very lucky individual as I was provided with an opportunity to be a part of it. I am also grateful for having a chance to meet so many won-derful people and professionals who led me though this internship period.
Bearing in mind previous I am using this opportunity to express my deep-est gratitude and special thanks to the HR manager of Kangaroo plastics who in spite of being extraordinarily busy with her duties, took time out to hear, guide and keep me on the correct path and allowing me to carry out my project at their esteemed organization and extending during the train-ing.
I express my deepest thanks to Mr Vipul Kumar Rawat, Head of department ,production and the production team and Mr Issac Andrews, production coordinator for taking part in useful decision & giving necessary advices and guidance and arranged all facilities to make life easier. I choose this moment to acknowledge their contribution gratefully. I would also like to thank my family for supporting me and Mr Kennith Jatana (IT manager) for organizing my internship
I perceive this opportunity as a big milestone in my career development. I will strive to use gained skills and knowledge in the best possible way, and I will continue to work on their improvement, in order to attain desired ca-reer objectives.
Mark Anil Mathew
Dubai
14 August 2015

2015By Mark Anil Mathew, Y2, ISD
Rubika, Pune
INTERNSHIP REPORTEmirates techno pack

TABLE OF CONTENTS
Contents
Introduction Aim of internship About the company Values Production Quality check and controlWork flow Acknowledgment

Introduction
My name is Mark Anil Mathew and I am a first year Industrial Product De-sign student at the Institut superior design (ISD) at Pune. I have just fin-ished my internship at Emirates technopack, Dubai. This document con-tains my internship report. The report details on the various activities and functions that I have observed and learned in the given period of time.
The various departments that I had experience in are from the production, sales, stores and quality check sections of the company. I got the opportu-nity to understand and take part in the production line.

GoalsLEARN HOW TO WORK IN A COMPANY.
LEARN VALUES AND MEANING OF WORKING IN A COMPANY.
LEARN HOW TO PRODUCE OR TO ASSEMBLE THE PRODUCT.
TO UNDERSTAND AND LIVE THE REALTY OF A WORKER’S LIFE.
Emirates technopack manufactures and distributes a variety of packing solutions for a variety of clients. It belongs to the group of companies that is owned by the Greencoast group of companies. Launched in 2003, Emir-ates Technopack is one of the leading flexible packaging companies in the UAE. Its manufacturing plant is equipped with the latest hi-tech machiner-ies such as 9 color rotogravure and flexography printing, extrusion coating, solvent based and solvent less lamination machines, pouch & sleeve mak-ing, aluminium foil lid stamping machines, all sourced from European man-ufacturers to ensure high product quality. Emirates Technopack is ISO 9000:2008, ISO 22000 and HACCP certi-fied. It has a modern quality control laboratory equipped with advanced measuring equipments such as bonding strength measurement, heat seal checking, color spectrometer and gas chromatograph to check solvent re-tention.
About the company

Core valuesThe core value of a company are very important in the fast changing profit motive world of today. It reflects the various ethics and principles the com-pany was founded and built on. To run a large scale manufacturing com-pany like kangaroo plastics. The company has adapted certain approaches that enhance their business strategy.The core values of the company are:Initiative: • Speak up when something is wrong.• Don’t wait to be asked or told, instead identify what needs to be done and do it.• Constantly look for better ways to do things.• Never stop learning.Commitment• Commit and deliver on time all the time.• Accept accountability for your actions.• Show enthusiasm in everything you do.Community• Hold yourself to the highest ethical standards.• When it comes to quality, don’t cut corners.• Support good causes financially and with your actions and your voice.Leadership• Share success and failure.• Admit you don’t know it all.• Let the work do the talking.• Do business in an open manner.I have understood and experienced how deep the core values of the company has gone.

ProductionEmirates techno packing is a company that prints, coats and laminate films, it belongs to the group of companies that is owned by the green coast group of companies. It also has the sales office of kangaroo plastics. The facility has three printing machines which are from Rotomec. They have 4 lamination machines. Out of which there is a MB machine which is used to cold seal and to do triple layer jobs. Then there are DCM 1, 2 and a simplex machine which can do 2 layer and 3 layer jobs. There are five slitting ma-chines. They are SR8 Titan, SR7 Titan, HCI1, HCI2 and a ASHE. These ma-chines are capable of slitting big rolls of plastic into smaller rolls. There are 8 lidding machines they are all from Remele.
Coating department
This is where foil is printed. There are 2 types of coating. They are PP (polypropylene )and (PS) polystyrene. The reason why these are used is completely based on the appli-cation it is intended for.
Polypropylene is used for longtime storage of food materials so that the food doesn’t go rancid. It is quite expensive compared to polystyrene which is used for short storage solutions.
These are the machines that are present in the production facility. If there is a mistake that result in wastage of material. The waste material can’t be reused or recycled. As a result the factory works very tight within these constrains. If there is a wastage with pe it is sent to kangaroo plastics for getting it recycled.
Recycling PE waste is done by a large furnace that melts the waste and makes granules or pellets out of them. The pelleted are made with the help of the extrusion process. These pellets are then used to manufacture other plastic goods.
Setting the printing machines
First the ink department of the production line mixes the colours to be used, to get the appropriate shade from the clients. The ink is then loaded onto the printers in the right percentages. The plastic rolls are loaded that needed to be printed on. The machine is calibrated according to the speed and orientation of the print. The quality department checks if the right shade was printed and flags the results to the clients that the right colour has been archived. The plastic rolls are printed and forwarded to the stores department. The stores depart-ment catalogs this and stores it in the store until it has to be forwarded to the logistics department. The logistics department refers the conditions of shipping and ships the products the accordingly.

Lidding machine The lid machine punches out lids for sealing food containers. The lids are printed with two different types of paints. They can either be PP (poly-propylene ) coated or PS (poly styrene). PP is used for long time storing of food items. PS is used for short time storage of food items. The lids are made by punching through a preprinted sheet of aluminium. The speed at which these lids are made Is very fast. The lids are then manually packed.
StoreThe store is the place where completed and raw materials are kept. They are all cataloged as per client requirement. Some of the things that can be found are core, pallet sheet, BOPP transparent, metal laminate, LD, White LD, laminate, foil, PCT, paper, PVC, polyester, ink, ethanol, ethyl, and addi-son.

Quality check and control The various tests that are conducted are :Peel and bond strength Tensile strength Seal strength Elongation percentageShade test Weight testCoefficient of friction Accelerated curing testVisual defects Bond strength Gas chromatographyAll these tests are there to confirm and ensure that the raw materials and finished goods meets the standards that are set in the data sheets. Part of the quality department is the product development department. They have successfully made two unique products within the facility. The pressure ac-tivated film and the other is a vacuum packing solution that dispels the air effectively so that the packing does not shrink in a very uneven fashion.

Work flowAn order is placed by the client
The purchase order is then developed by the sales department with accor-dance to the terms and condition The terms and conditions also contains the payment and delivery terms.
The quotation, bill of materials, sales invoice and packing list are processed and forwarded to the clients.
The production line receives the work order and the production begins with the quality check of the raw materials. The quality check approves the raw materials. The production begins.
After the production is completed the finished material is then tested by the quality check department. All details are uploaded through the Internet for more transparency and efficiency.
The finished goods transfer note is processed and dispatched to the stores. Where the goods are catalogue and maintained as stock.
It is then dispatched by the logistics department in accordance with the terms and conditions of delivery by the client.
Once the condition is fulfilled the client receives the goods and confirms that the order is satisfied.
Sales The sales department is responsible for getting the clients to make orders. They need to prepare the bill of materials, terms and conditions, Purchase order, work dockets, delivery orders and all other documentation that is required for the smooth and effective function of the factory.

AcknowledgmentThe internship opportunity I had with Emirates technopack was a great chance for learning and professional development. Therefore, I consider myself as a very lucky individual as I was provided with an opportunity to be a part of it. I am also grateful for having a chance to meet so many won-derful people and professionals who led me though this internship period.
Bearing in mind previous I am using this opportunity to express my deep-est gratitude and special thanks to the HR manager of Emirates tech-nopack who in spite of being extraordinarily busy with her duties, took time out to hear, guide and keep me on the correct path and allowing me to carry out my project at their esteemed organization and extending during the training.
I express my deepest thanks to Mr Niranjan, Head of department ,produc-tion and the production team and Mr Sabri, production coordinator for taking part in useful decision & giving necessary advices and guidance and arranged all facilities to make life easier. I choose this moment to acknowl-edge their contribution gratefully. I would also like to thank my family for supporting me and Mr Kennith Jatana (IT manager) for organizing my in-ternship
I perceive this opportunity as a big milestone in my career development. I will strive to use gained skills and knowledge in the best possible way, and I will continue to work on their improvement, in order to attain desired ca-reer objectives.
Mark Anil Mathew
Dubai






























