Embed Size (px)
Citation preview
1
Portafolio
“Gráfico de control”
Autora: Melani Sarahi Morales Espinoza
Profesor: Edgar Mata Ortiz Materia: Control Estadístico del Proceso
Carrera: Procesos Industriales área Manufactura
Grado: 3 “A”
28/julio/2013
Índice 1. Gráfico de control ………………………………………………………… 3
2
2. Gráficos de control por variable …………………………………………... 52.1 X-R…………………………………………………………………. 72.2 X-S…………………………………………………………………. 8
3. Gráficos de control para atributos…………………………………………. 10 3.1 Gráfico (P)……………………………………………………….....
123.2 Gráfico (NP)……………………………………………………….. 143.3 Gráfico (C )………………………………………………………... 163.4 Gráfico (U)
……………………………………………………….......184. Gráfico de control especial………………………………………………….
20 5. Teorema del límite central…………………………………………………..
236. Introducción………………………………………………………………… 257. Bibliografía…………………………………………………………………...
26
Gráfico de control
3
Un gráfico de control es un diagrama especialmente preparado donde se van anotando los valores sucesivos de la característica de calidad que se está controlando. Los datos se registran durante el funcionamiento del proceso de fabricación y a medida que se obtienen. Las gráficas de control se utilizan en la industria como técnica de diagnósticos para supervisar procesos de producción e identificar
inestabilidad y circunstancias anormales.
Objetivo general
Todo gráfico de control está diseñado para presentar los siguientes principios:
Fácil de entendimiento de los datos Claridad Consistencia Medir variaciones de calidad
Definición de los términos
El gráfico de control tiene:
Línea Central: que representa el promedio histórico de la característica que se está controlando
4
Límites Superior e Inferior: que calculado con datos históricos presentan los rangos máximos y mínimos de variabilidad.Subgrupos: Grupo de mediciones con algún criterio similar obtenidas de un proceso se realizan agrupando los datos de manera que haya máxima variabilidad entre subgrupo y mínima variabilidad dentro de cada subgrupo Media: Sumatoria de todos los subgrupos divididos entre el número de muestras.Rango: Valor máximo menos el valor mínimo
Gráfico de Control por VariableEn un gráfico de control se representa gráficamente una característica de calidad T, medida o calculada a partir de muestras del producto, en función de las diferentes muestras. La gráfica tiene una línea central que simboliza el valor medio de la característica de calidad. Finalmente, otras dos líneas (los límites superior e inferior de control) flanquean a la anterior a una
5
distancia determinada. Estos límites son escogidos de manera que si el proceso está bajo control, casi la totalidad de los puntos muéstrales se halle entre ellos. Así, un punto que se encuentra fuera de los límites de control se interpreta como una evidencia de que el proceso está fuera de control. Además, incluso si todos los puntos se hallan comprendidos entre los límites de control, pero se comportan de manera sistemática o no aleatoria, también tendríamos un proceso fuera de control (veremos cómo estudiar la existencia de tales patrones no aleatorios mediante los llamados tests para causas especiales).
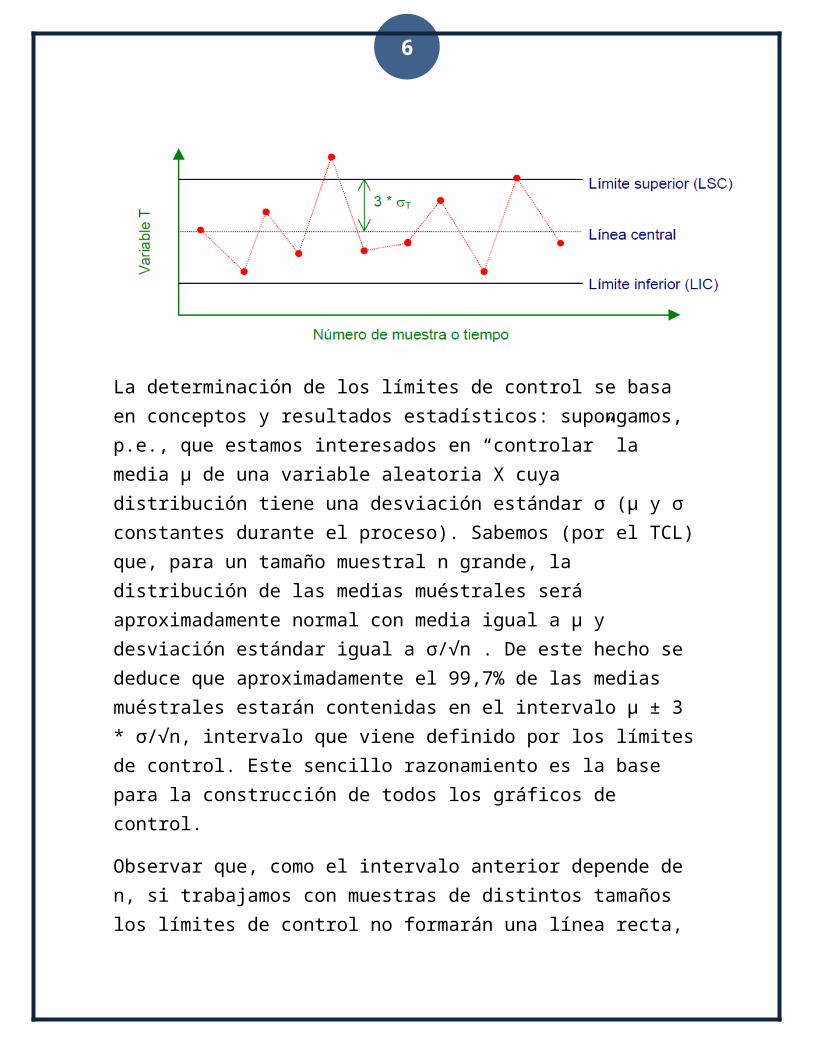
La determinación de los límites de control se basa en conceptos y resultados estadísticos: supongamos, p.e., que estamos interesados en “controlar” la media μ de una variable aleatoria X cuya distribución tiene una desviación estándar σ (μ y σ constantes durante el proceso). Sabemos (por el TCL) que, para un tamaño muestral n grande, la distribución de las medias muéstrales será aproximadamente normal con media igual a μ y desviación estándar igual a σ/√n . De este hecho se deduce que aproximadamente el 99,7% de las medias muéstrales estarán contenidas en el intervalo μ ± 3 * σ/√n, intervalo que viene definido por los límites de control. Este
6
sencillo razonamiento es la base para la construcción de todos los gráficos de control.
Observar que, como el intervalo anterior depende de n, si trabajamos con muestras de distintos tamaños los límites de control no formarán una línea recta, pues la distancia que les separa de la línea central aumentará conforme n disminuya (serán límites “escalonados”).
Grafica X-RLos gráficos x-R se utilizan cuando la característica de calidad que se desea controlar es una variable continua.
7
Se utilizan cuando la característica de calidad que se desea controlar es una variable continua. Se requieren N muestras (Subgrupos) de tamaño n.
Ejemplo: fábrica que produce piezas cilíndricas de madera. La característica de calidad que se desea controlar es el diámetro. Hay dos maneras de obtener los subgrupos. Una de ellas es retirar varias piezas juntas a intervalos regulares, por ejemplo cada hora:
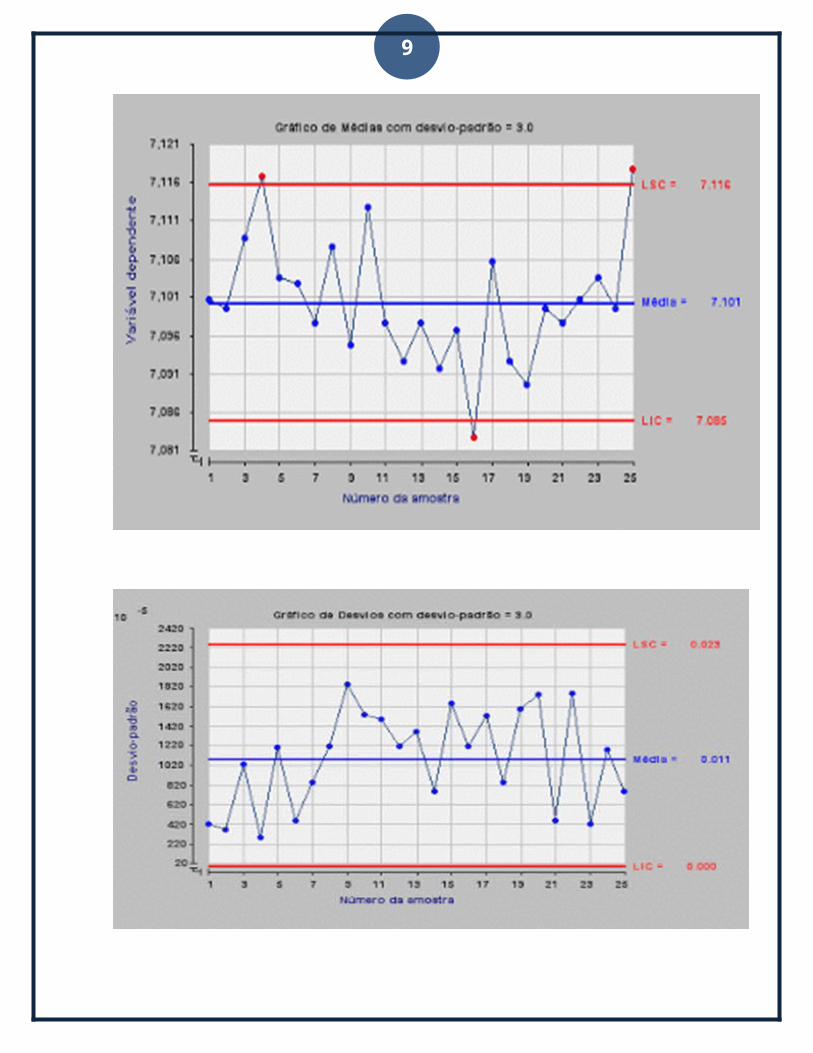
Gráficos de X-SGRAFICA X-S. Para obtener la gráfica de medias y desviaciones estándar es necesario que la característica del producto se haya definido con tipo de análisis Variable y tamaño de subgrupo igual o mayor a 2. Cada punto de la gráfica de Medias es el promedio de las muestras de un subgrupo. Cada punto de la gráfica de Desviaciones es la desviación estándar interna de cada subgrupo. Los límites de control se calculan a partir de la Desviación estándar promedio y delimitan una zona de 3 desviaciones estándar de cada lado de la media.
8
9
Los pasos necesarios para obtener el control de intento y los límites de control revisados de X testada y S son los mismos que en el caso de las gráficas de X testada y R, excepto que se usan fórmulas distintas.
Para entender los gráficos X-R, es necesario conocer el concepto de Subgrupos (o Subgrupos racionales). Trabajar con subgrupos significa agrupar las mediciones que se obtienen de un proceso, de acuerdo a algún criterio. Los subgrupos se realizan agrupando las mediciones de tal modo que haya la máxima variabilidad entre subgrupos y la mínima variabilidad dentro de cada subgrupo.
Gráficos de Control para Atributos
Los diagramas de control por atributos constituyen la herramienta esencial utilizada para controlar características de calidad cualitativas, esto es, características no cuantificables numéricamente. Ejemplos de tales características no medibles son la fracción o porcentaje de unidades defectuosas en la producción (P), el número de unidades defectuosas en la producción (NP), el número de defectos por unidad producida (U), y el número de defectos de todas las unidades producidas (C).
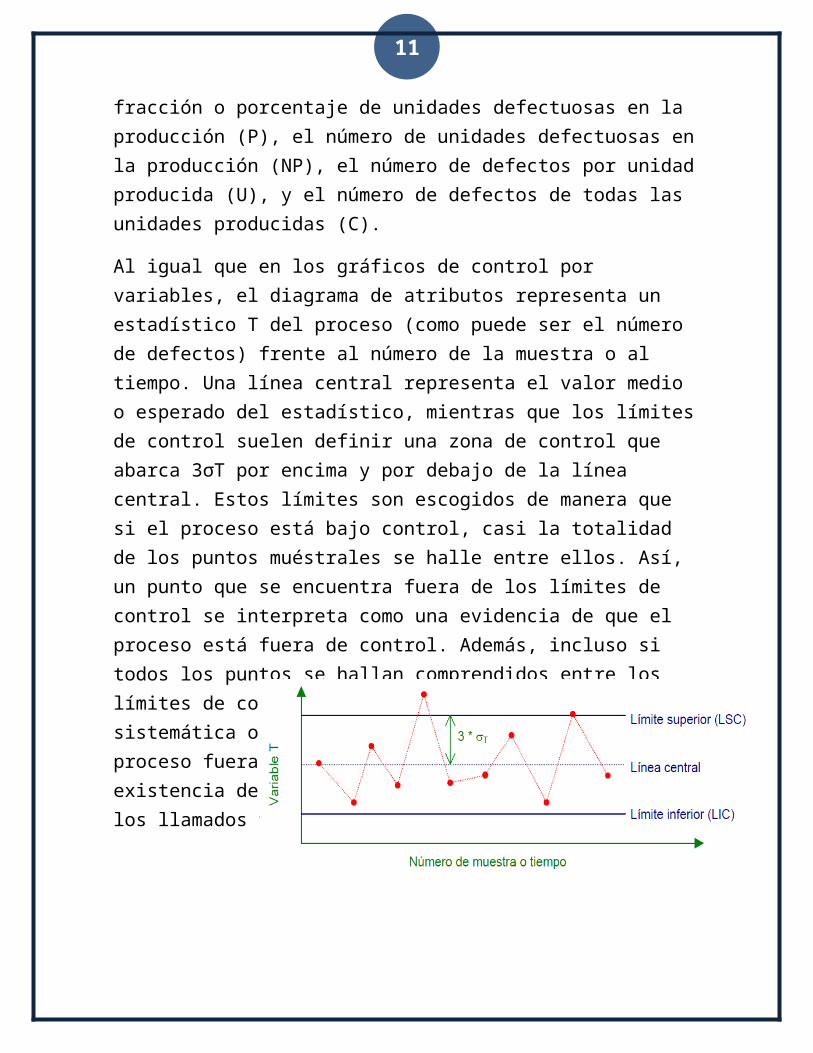
Al igual que en los gráficos de control por variables, el diagrama de atributos representa un estadístico T del proceso
10
(como puede ser el número de defectos) frente al número de la muestra o al tiempo. Una línea central representa el valor medio o esperado del estadístico, mientras que los límites de control suelen definir una zona de control que abarca 3σT por encima y por debajo de la línea central. Estos límites son escogidos de manera que si el proceso está bajo control, casi la totalidad de los puntos muéstrales se halle entre ellos. Así, un punto que se encuentra fuera de los límites de control se interpreta como una evidencia de que el proceso está fuera de control. Además, incluso si todos los puntos se hallan comprendidos entre los límites de control, pero se comportan de manera sistemática o no aleatoria, también tendríamos un proceso fuera de control (veremos cómo estudiar la existencia de tales patrones no aleatorios mediante los llamados tests para causas especiales).
Este tipo de gráficos se suele aplicar en situaciones en las que el proceso es una operación de montaje complicada, y la calidad del producto se mide en términos de la ocurrencia de disconformidades, del funcionamiento exitoso o fallido del producto, etc.
Los diagramas de control por atributos tienen la ventaja de que hacen posible considerar varias características de calidad al mismo tiempo y clasificar los productos como disconformes si no satisfacen las especificaciones de cualquiera de las características.
Tenemos dos opciones a la hora de realizar un gráfico de control por atributos:
1. Podemos comparar un producto con un estándar y clasificarlo como defectuoso o no (gráficos P y NP)
11
2. En el caso de productos complejos, la existencia de un defecto no necesariamente conlleva a que el producto sea defectuoso. En tales casos, puede resultar conveniente clasificar un producto según el número de defectos que presenta (gráficos C y U).
Es importante notar que los gráficos P, NP, y U permiten trabajar con muestras de tamaños diferentes, mientras que los gráficos C están diseñados para muestras de igual tamaño.
Gráficos (P)Un gráfico P es un gráfico de control del porcentaje o fracción de unidades defectuosas (cociente entre el número de artículos defectuosos en una población y el número total de artículos de dicha población).
Los principios estadísticos que sirven de base al diagrama de control P se basan en la distribución Binomial: supóngase que el proceso de producción funciona de manera estable, de tal forma que la probabilidad de que cualquier artículo no esté conforme con las especificaciones es p, y que los artículos producidos sucesivamente son independientes; entonces, si seleccionamos k muestras aleatorias de n artículos del producto cada una, y representando por Xi al número de artículos defectuosos en la muestra i-exima, tendremos que Xi ≈ B(n,p).
12
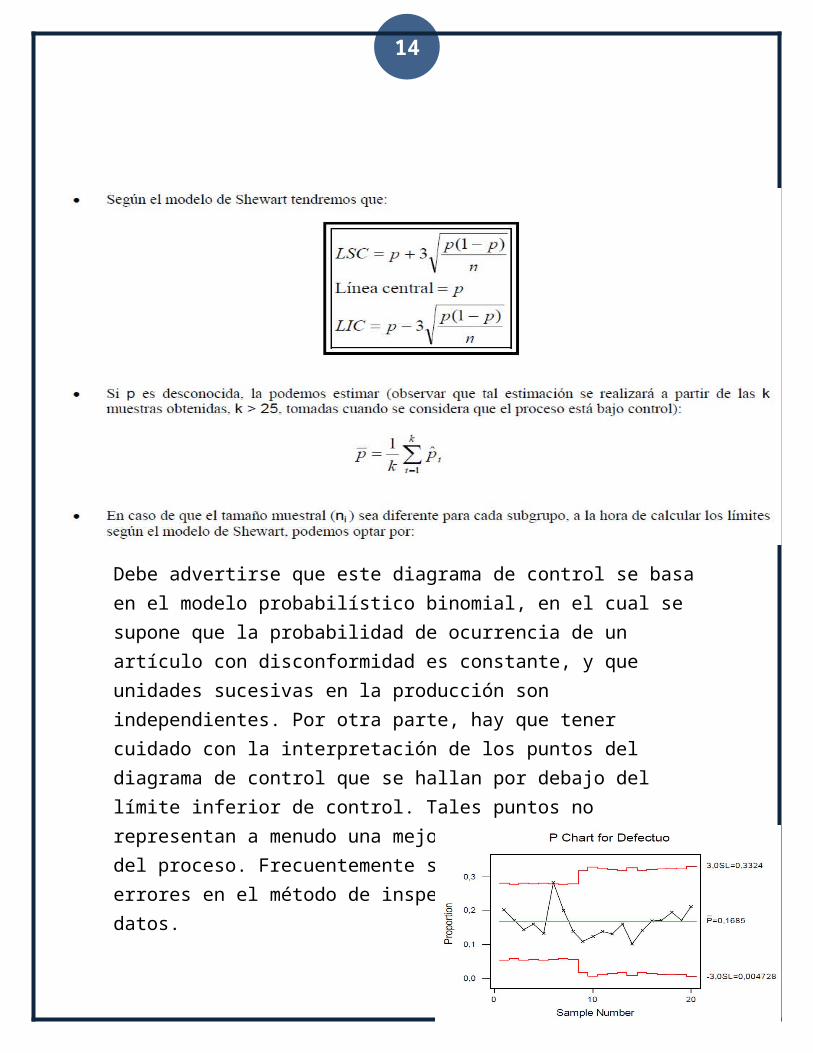
Debe advertirse que este diagrama de control se basa en el modelo probabilístico binomial, en el cual se supone que la probabilidad de ocurrencia de un artículo con disconformidad es constante, y que unidades sucesivas en la producción son independientes. Por otra parte, hay que tener cuidado con la interpretación de los puntos del diagrama de control que se hallan por debajo del límite inferior de control. Tales puntos no representan a menudo una mejora real en la calidad del proceso. Frecuentemente son el resultado de errores en el método de inspección o recogida de datos.
13
Dado que la muestra 6 cae fuera de la zona de control, sería conveniente realizar una inspección del 100% de los componentes del lote.
Gráfico (NP)El diagrama NP está basado en el número de unidades defectuosas. Este tipo de gráficos permite tanto analizar el número de artículos defectuosos como la posible existencia de causas especiales en el proceso productivo. Los principios estadísticos que sirven de base al diagrama de control NP se basan en la distribución Binomial:
Supóngase que el proceso de producción funciona de manera estable, de tal forma que la probabilidad de que cualquier artículo no esté conforme con las especificaciones es p, y que los artículos producidos sucesivamente son independientes; entonces, si seleccionamos k muestras aleatorias de n artículos del producto cada una, y representando por Xi al número de artículos defectuosos en la muestra i-exima, tendremos que Xi ≈ B(n,p).
14
15
Gráficos (C)El diagrama C está basado en el número total de defectos (o no conformidades) en la producción. Los principios estadísticos que sirven de base al diagrama de control C se basan en la distribución de Poisson:
Para construir el diagrama de control C empezamos por tomar k muestras X1, X2, ...,XK , de ni unidades cada una, i.e.: Xi = (Xi1, ..., Xi ni ). Sea u el número esperado de unidades defectuosas en cada una de las muestras.
16
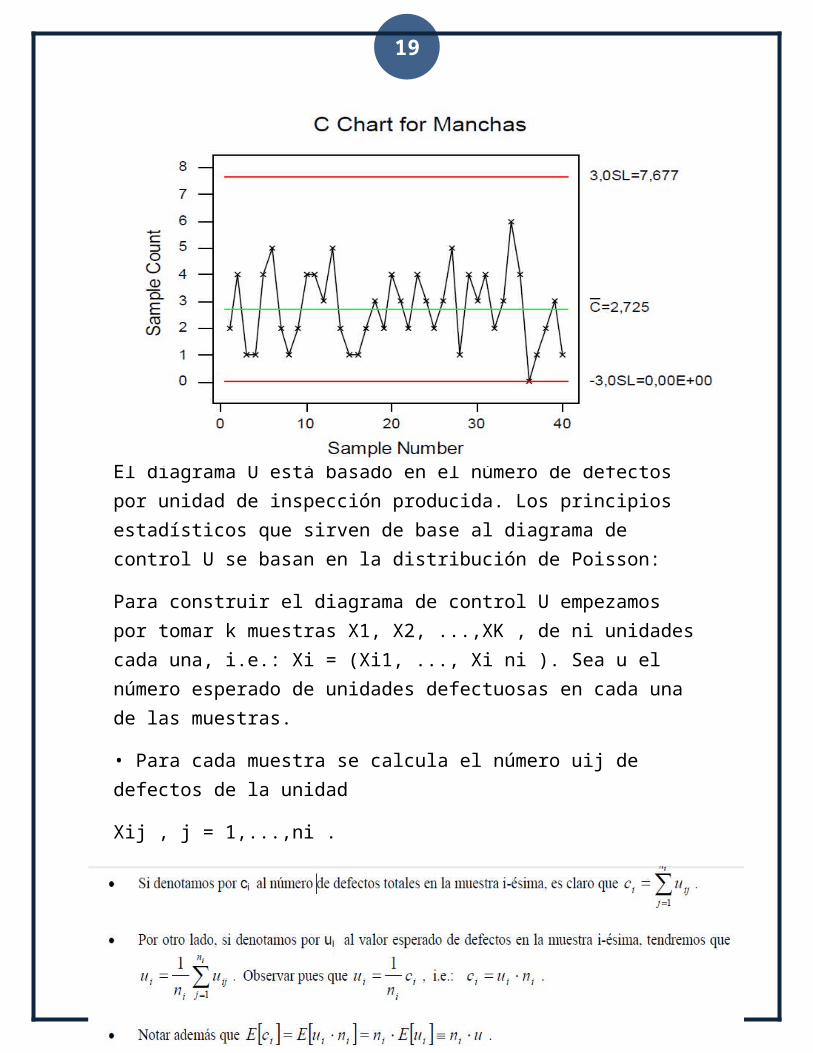
Grafico (U)El diagrama U está basado en el número de defectos por unidad de inspección producida. Los principios estadísticos que sirven de base al diagrama de control U se basan en la distribución de Poisson:
Para construir el diagrama de control U empezamos por tomar k muestras X1, X2, ...,XK , de ni unidades cada una, i.e.: Xi =
17
(Xi1, ..., Xi ni ). Sea u el número esperado de unidades defectuosas en cada una de las muestras.
• Para cada muestra se calcula el número uij de defectos de la unidad
Xij , j = 1,...,ni .
18
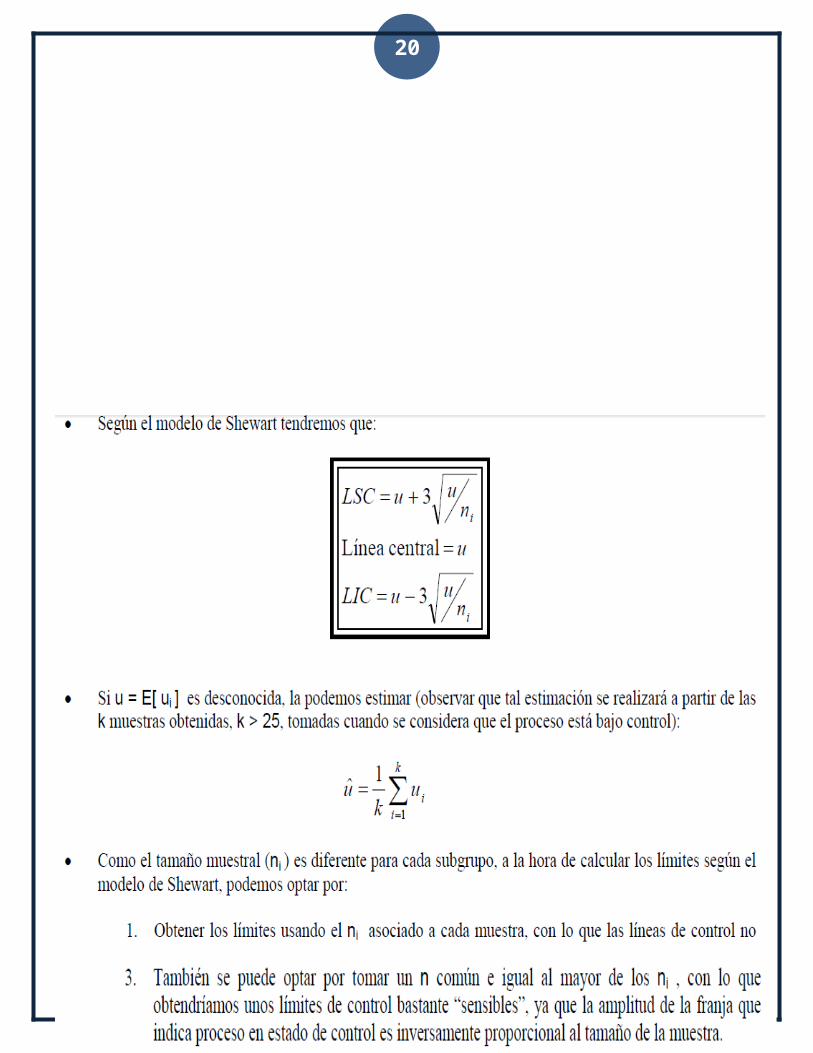
Grafico Control EspecialLa necesidad de mantener de forma continua el Aseguramiento de la Calidad ha llevado a las empresas a adoptar métodos estadísticos para la monitorización de sus procesos. El gráfico de control de Shewhart es la técnica más utilizada. Este gráfico utiliza la información recogida en cada instan- te a través de una pequeña muestra o valor individual, para decidir si el proceso está bajo control comprobando si la media de esa muestra está dentro de los límites de con- trol. Estos gráficos son sencillos de construir y de rápida interpretación pero son poco eficaces cuando el proceso sufre pequeñas variaciones. Por esta razón, se han desarrollado otro tipo de gráficos de control que en cada instante utilizan no sólo los valores obtenidos en ese momento sino toda la
19
información anterior, de mane- ra que son mucho más sensibles a cualquier pequeño cambio que se produzca. Estos gráficos son: Gráficos de Medias Móviles, Gráficos de Medias Móviles Geo- métricas y Gráficos Cusum. La primera descripción detallada de los procedimientos Cusum aparece en 1954 en el artículo Continuos Inspección Schemes, debido a Page. En los últimos años, han tenido un gran desarrollo tanto en la base teórica de estos procedimientos como en su utilización en distintos campos. La idea fundamental de estos gráficos es calcular para cada observación, su desviación del medio objetivo, e ir acumulando estas desviaciones desde el principio hasta el instante actual,
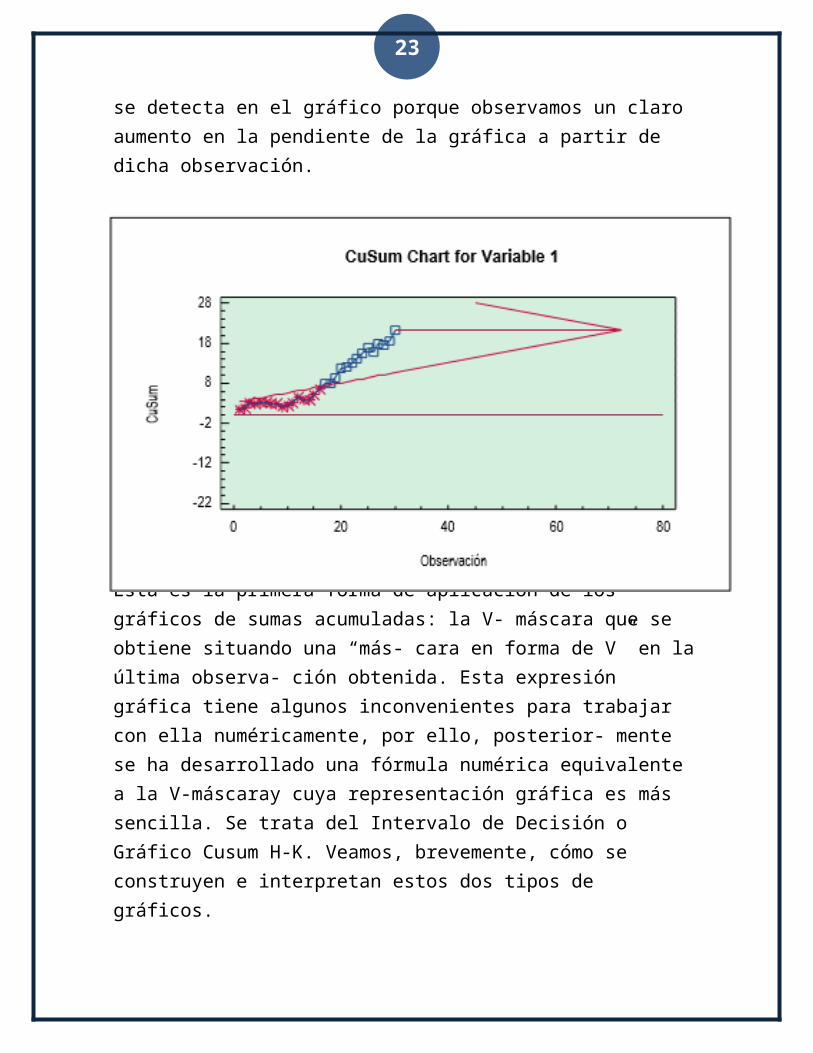
Observemos que si el proceso está bajo control la media es y las diferencias serán pequeños valores positivos y negativos alrededor de cero de forma que su suma será un valor próximo a cero. Cuando el proceso sale fuera de control porque, por ejemplo, ha habido un aumento en la media, los valores observados serán, prácticamente, todos mayores que, las diferencias serán positivas y al acumularlas veremos un claro aumento en la pendiente. La figura muestra un gráfico Cusum para controlar la media de un proceso. Ha habido un aumento en la media del proceso a partir de la observación 15. Este cambio se detecta en el gráfico porque observamos un claro aumento en la pendiente de la gráfica a partir de dicha observación.
20
Ésta es la primera forma de aplicación de los gráficos de sumas acumuladas: la V- máscara que se obtiene situando una “más- cara en forma de V” en la última observa- ción obtenida. Esta expresión gráfica tiene algunos inconvenientes para trabajar con ella numéricamente, por ello, posterior- mente se ha desarrollado una fórmula numérica equivalente a la V-máscaray cuya representación gráfica es más sencilla. Se trata del Intervalo de Decisión o Gráfico Cusum H-K. Veamos, brevemente, cómo se construyen e interpretan estos dos tipos de gráficos.
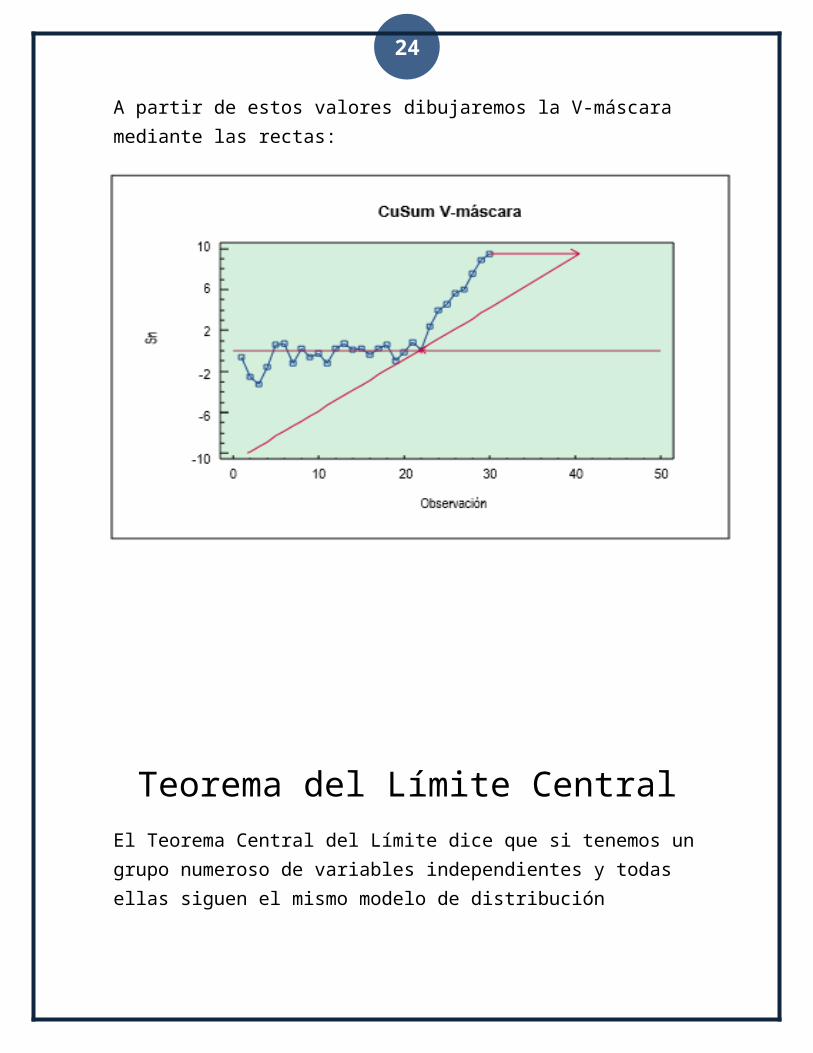
A partir de estos valores dibujaremos la V-máscara mediante las rectas:
21
Teorema del Límite CentralEl Teorema Central del Límite dice que si tenemos un grupo numeroso de variables independientes y todas ellas siguen el mismo modelo de distribución (cualquiera que éste sea), la suma de ellas se distribuye según una distribución normal.
Ejemplo: la variable "tirar una moneda al aire" sigue la distribución de Bernoulli. Si lanzamos la moneda al aire 50 veces, la suma de estas 50 variables (cada una independiente entre sí) se distribuye según una distribución normal.
Este teorema se aplica tanto a suma de variables discretas como de variables continuas.
Los parámetros de la distribución normal son:
Media: n * m (media de la variable individual multiplicada por el número de variables independientes)
Varianza: n * s2 (varianza de la variable individual multiplicada por el número de variables individuales)
Veamos un ejemplo:
Se lanza una moneda al aire 100 veces, si sale cara le damos el valor 1 y si sale cruz el valor 0. Cada lanzamiento es una variable independiente que se distribuye según el modelo de Bernoulli, con media 0,5 y varianza 0,25.
Calcular la probabilidad de que en estos 100 lanzamientos salga más de 60 caras.
22
La variable suma de estas 100 variables independientes se distribuye, por tanto, según una distribución normal.
Media = 100 * 0,5 = 50
Varianza = 100 * 0,25 = 25
Para ver la probabilidad de que salgan más de 60 caras calculamos la variable normal tipificada equivalente:
(*) 5 es la raíz cuadrada de 25, o sea la desviación típica de esta distribución
Por lo tanto:
P (X > 60) = P (Y > 2,0) = 1- P (Y < 2,0) = 1 - 0,9772 = 0,0228
Es decir, la probabilidad de que al tirar 100 veces la moneda salga más de 60 caras es tan sólo del 2,28%.
Introducción
23
En cualquier proceso productivo resulta conveniente conocer en todo momento hasta qué punto nuestros productos cumplen con las especificaciones preestablecidas. Como ya comentamos en el capítulo anterior, podemos decir que la calidad de un producto tiene dos grandes “enemigos”: (1) las desviaciones con respecto al objetivo especificado (falta de exactitud), y (2) una excesiva variabilidad respecto a los valores deseables (falta de precisión).
La idea consiste en extraer muestras de un proceso productivo que se encuentra activo y, a partir de las mismas, generar gráficos que nos permitan tanto estudiar la variabilidad del mismo como comprobar si los productos obtenidos cumplen o no con las especificaciones preestablecidas. En caso de apreciar en tales gráficos tendencias no aleatorias o bien muestras que se sitúen más allá de los límites de control consideraremos que el proceso está fuera de control. Si así ocurre, estaremos interesados en averiguar las causas especiales que afectan al proceso.
Bibliografíahttp://www.slideshare.net/stemur/interpretacion-graficas-de-control
24
http://www.fundibeq.org/opencms/export/sites/default/PWF/downloads/gallery/methodology/tools/graficos_de_control_por_variables.pdf
http://www.slideshare.net/171192C/diferencia-entre-grafico-xrxs
http://www.uoc.edu/in3/emath/docs/SPC_4.pdf