Embed Size (px)
Citation preview

573
PLANOWANIE ZAPOTRZEBOWANIA MATERIAŁOWEGO
PROCESÓW MONTAŻU WIELKOWYMIAROWYCH
KONSTRUKCJI OCEANOTECHNICZNYCH
Remigiusz IWAŃKOWICZ
Streszczenie: W artykule opisano procesy projektowania i budowy wielkowymiarowych konstrukcji oceanotechnicznych. Zwrócono uwagę na rolę projektowania technologicznego w kształtowaniu kosztów produkcji. Zaproponowano model pozwalający wyznaczyć harmonogram zapotrzebowania materiałowego dla zadanego podziału prefabrykacyjnego. Przeprowadzono analizę przykładowych danych wejściowych i rozważono kryteria związane z równomiernością produkcji detali konstrukcyjnych. W podsumowaniu zaproponowano kolejne kryteria, które można rozwinąć wykorzystując model w optymalizacji podziału prefabrykacyjnego konstrukcji. Słowa kluczowe: konstrukcje oceanotechniczne, podział prefabrykacyjny, montaż wielostopniowy, zapotrzebowanie materiałowe. 1. Wstęp
Wielkowymiarowe konstrukcje oceanotechniczne (konstrukcje WO) wykorzystywane
są w przemyśle offshore oraz jako kadłuby statków handlowych. Są to struktury o dużej
komplikacji geometrycznej, podczas eksploatacji poddawane złożonym obciążeniom ze
strony elementów otoczenia (woda, wiatr, nasłonecznienie), napędów, ładunku, innych
urządzeń i konstrukcji (operacje cumowania, przeładunku). Projektowanie konstrukcji WO
wiąże się z koniecznością przewidywania odpowiedzi konstrukcji na te odciążenia, przy
równoczesnym uwzględnianiu specyficznych wymagań funkcjonalnych dotyczących
między innymi parametrów hydrodynamicznych, pojemnościowych (ładunek, zapasy,
balast), a często nawet estetycznych [13]. Dodatkowo projektanci muszą pamiętać, że ich
nawet najdrobniejsze decyzje mogą mieć silny wpływ na koszty produkcji, eksploatacji
i recyklingu.
W projektowaniu konstrukcji WO
wyróżnimy trzy obszary, które realizowane
są cyklicznie na zasadzie sprzężeń
zwrotnych (rys. 1):
projektowanie funkcjonalne –
ustalane są wymiary kluczowe z
punktu widzenia realizowanych
funkcji, np. rozmieszczenie
przegród, poszyć, przejść, dobór
kształtów wpływających na estetykę
oraz aero- i hydrodynamikę,
Projektowanie funkcjonalne
Obliczenia wytrzymałościowe
Projektowanie technologiczne
Produkcja
Rys. 1. Sprzężenie projektowania
konstrukcji WO z produkcją

574
wskazanie miejsc montażu wyposażenia,
obliczenia wytrzymałościowe – ustalane są wymiary pozwalające konstrukcji
przenosić obciążenia związane z pełnionymi funkcjami. Na tym etapie najczęściej
dobierane są grubości poszyć oraz rozmieszczenie i wielkości usztywnień.
Wszelkie decyzje dotyczące geometrii muszą być utrzymane w przedziałach
ustalonych na etapie projektowania funkcjonalnego. W przypadkach
konfliktowych projekt przechodzi ponowną weryfikację funkcjonalną,
projektowanie technologiczne – dobierane są elementy i sposoby ich łączenia.
Wymiary ustalone na etapie wytrzymałościowym stanowią tu najczęściej dolne
ograniczenia, tzn. dobrane elementy mogą tworzyć konstrukcję przewymiarowaną,
jednak przy uwzględnieniu kryterium minimalizacji masy.
Zależność parametrów funkcjonalnych, wytrzymałościowych i technologicznych
konstrukcji od zmiennych projektowych jest przedmiotem badań od dziesięcioleci.
W efekcie rozwinęły się liczne obszary wiedzy, które jednak nie tworzą modelu
zintegrowanego. Wątpliwe jest aby kiedykolwiek taki kompleksowy model matematyczny
powstał [2]. Musiałby on uwzględniać zmienne geometrii konstrukcji (setki tysięcy
powierzchni, krawędzi, krzywizn), dane materiałowe, potencjał technologiczny producenta
i setek (czasem tysięcy) kooperantów, a także warunki eksploatacji (prognozowane na 20,
30 lat wprzód).
Produkcja konstrukcji WO jest najczęściej jednostkowa lub niskoseryjna a ich
projektowanie ma charakter prototypowy. Ponieważ równocześnie brak jest
zintegrowanego modelu optymalizacji geometrii konstrukcji, więc projektanci zmuszeni są
do stosowania tak zwanej spirali projektowej [12, 16]. Prowadzi to do wydłużenia czasu
projektowania oraz zmian w projekcie wprowadzanych jeszcze na etapie realizacji budowy.
Koszty takich zmian są olbrzymie i często trudne do identyfikacji.
Konstrukcje WO należą do grupy konstrukcji powłokowych usztywnionych, powstają
w wyniku połączenia zbioru elementów, które wcześniej zostają wyprodukowane
z materiałów hutniczych. W efekcie wyróżnimy dwa główne etapy produkcji konstrukcji
wielkowymiarowych: obróbkę i montaż (rys. 2). Obróbce poddawane są materiały
w postaci arkuszy blach oraz kształtowników walcowanych na gorąco. Elementy są
wycinane z materiałów, po czym poddawane są
znakowaniu, obróbce krawędzi (przygotowanie do
spawania) i obróbce plastycznej [18, 19]. Obrobione
elementy stanowią materiał wejściowy procesów
montażu konstrukcji. Najpierw montowane są proste
prefabrykaty, a następnie bardziej złożone.
Istotnym elementem projektowania
technologicznego konstrukcji jest wybór jej
optymalnego podziału prefabrykacyjnego (PP).
Efektem każdego PP jest ustalenie płaszczyzn
podziału konstrukcji na części, tak zwane
prefabrykaty, które mają podlegać montażowi. W
odróżnieniu od zagadnień montażu mechanizmów,
konstrukcje WO nie mają ustalonego PP. To znaczy,
że ustaloną konstrukcję można podzielić na wiele
różnych sposobów. W praktyce przemysłowej
zadanie to realizowane jest przez technologów-
ekspertów.
Obróbka elementów
konstrukcyjnych
Wielostopniowy montaż
konstrukcji
Materiały wejściowe montażu:
elementy poszyć, usztywnień,
węzłówek
Materiały wejściowe obróbki:
arkusze blach, kształtowniki
walcowane na gorąco
Rys. 2. Etapy budowy
konstrukcji WO

575
Należy zaznaczyć, że montaż konstrukcji WO przebiega najczęściej wielostopniowo.
Oznacza to, że również PP konstrukcji można rozważać jako jednostopniowy (wyróżnienie
prefabrykatów, z których konstrukcja jest montowana bez rozróżnienia kolejności) oraz
wielostopniowy (podział z zaznaczeniem sekwencji montażu).
Celem artykułu jest przedstawienie metody generowania harmonogramu
zapotrzebowania materiałowego (HZM) na podstawie znanego PP konstrukcji.
Opracowana metoda należy do grupy narzędzi typu CIM (ang.: Computer Integrated
Manufacturing) [17]. Potrafiąc w sposób automatyczny generować HMZ możemy
rozważać różne warianty PP pod kątem wartości wybranych cech HZM, np. regularności
zapotrzebowania. Proponowana metoda może stanowić moduł większego modelu
optymalizacyjnego PP dowolnej konstrukcji, w którym zaimplementowane będą również
inne kryteria, na przykład:
maksymalizacja powtarzalności operacji montażowych (technologie grupowe),
minimalizacja fluktuacji natężenia pracochłonności montażu,
minimalizacja przestojów środków transportu wewnętrznego,
minimalizacja buforów międzyoperacyjnych.
Rys. 3. Przepływy informacyjne podczas harmonogramowania zapotrzebowania
materiałowego w proponowanej metodzie
Na proponowaną metodę składają się: liniowy rekurencyjny model matematyczny
sekwencji montażu wielostopniowego (A – rys. 3) oraz algorytm generujący harmonogram
zapotrzebowanie materiałowe (B – rys. 3).
Sekwencja montażu (SM) konstrukcji to kolejność łączenia prefabrykatów.
W przypadku konstrukcji WO jest ona zdeterminowana podziałem prefabrykacyjnym.
Można wskazać bardzo wiele publikacji proponujących metody automatycznego
sekwencjonowania montażu zadanych prefabrykatów w gotowy wyrób przy uwzględnieniu
szeregu ograniczeń: geometrycznych, organizacyjnych, ekonomicznych, itd. Między
innymi Seo Y., Sheen D. oraz Kim T. opisali metodę sekwencjonowania montażu opartą na
systemie eksperckim (ang.: case-based reasoning, CBR) [18]. Sekwencjonowanie montażu
jest planowaniem top-down [3], a jego efekt jest najczęściej przedstawiany w postaci grafu
skierowanego, acyklicznego i spójnego [6].
Zadane konstrukcje WO
Podział prefabrykacyjny
Sekwencja montażu Czasy montażu
Harmonogram zapotrzebowania materiałowego
Kryteria HMZ
A
B
Moc produkcyjna systemu

576
2. Model
2. 1. Podział prefabrykacyjny
Dany jest ustalony system produkcyjny montujący konstrukcje WO. Dla systemu tego
zdefiniujemy pewien skończony zbiór K konstrukcji, z których każda:
jest inna geometrycznie od pozostałych,
została wykonana w przeszłości przez system lub jest zaprojektowana i określona
jako wykonalna.
Zbiór K będziemy nazywali przestrzenią konstrukcji systemu produkcyjnego.
Opcjonalnie do przestrzeni tej mogą również zostać zaliczone konstrukcje, które producent
może zamówić u kooperantów.
Przestrzeń konstrukcji może być bardzo liczna (setki tysięcy, miliony różnych
konstrukcji) i efektywne zarządzanie nią może wymagać wykorzystania profesjonalnych
systemów obsługi baz danych.
Przypisując wzajemnie jednoznacznie kolejne liczby naturalne wszystkim elementom
z przestrzeni konstrukcji systemu uzyskujemy zbiór uporządkowany. Oznaczmy go
następująco: 1 2, ,..., nK K K K . Na podstawie tak uporządkowanej przestrzeni możemy
zdefiniować dowolny multizbiór konstrukcji za pomocą wektora repetycji: 1,..., nk k k ,
0: ii k .
Za pomocą wektora repetycji możemy przedstawić jednostopniowy PP konstrukcji,
jako multizbiór konstrukcji (prefabrykatów). Zauważmy, że określenie multizbioru
prefabrykatów, z których montowana jest konstrukcja, nie dostarcza informacji o kolejności
operacji montażowych, ani o czasie trwania tych operacji. Technologia montażu
jednostopniowego zdefiniowana jedynie za pomocą wejść i wyjść nazywana jest „czarną
skrzynką” [8].
Dla ustalonej konstrukcji Ki potencjalnymi prefabrykatami są wszystkie konstrukcje z
tej samej przestrzeni, które zawierają się w konstrukcji Ki.
Powiemy, że konstrukcja Kj zawiera się w innej konstrukcji Ki jeśli jest jej częścią, to
znaczy, że Kj można rozbudować do Ki. Zauważmy, że zawieranie się konstrukcji jest
przechodnie lecz nieprzemienne.
Jeśli dla każdej konstrukcji należącej do przestrzeni K określimy jednostopniowy PP, to
otrzymamy n wektorów repetycji (n-elementowych). Macierz, której kolumny tworzą takie
właśnie wektory, jest wymiaru n n . Nazywamy ją operatorem podziału
prefabrykacyjnego przestrzeni: , n ni jP p
, gdzie ,i jp jest liczbą konstrukcji Ki
zawartych w konstrukcji Kj. Łatwo widać, że przekątna macierzy P jest zerowa oraz, że
zawieranie konstrukcji jest nieprzemienne, czyli:
, ,0 0i j j ip p . (1)

577
Rzędem podziału prefabrykacyjnego nazywamy liczbę naturalną q taką, że:
1q qPP
, (2)
gdzie qP jest wartością P w stopniu q,
jest macierzą zerową odpowiedniego rozmiaru.
Operator liniowy P pozwala wyznaczyć zapotrzebowanie procesu produkcji na
podstawie planowanych wyjść [10]. Jeśli wyjścia procesu montażu stanowi pewien
multizbiór konstrukcji opisany wektorem repetycji 1,...,T
nk k k , to multizbiór wejściowy
wyznaczymy jako iloczyn P k .
2.2. Sekwencja montażu
Zadaniem produkcyjnym nazywamy zbiór konstrukcji, które mają zostać
wyprodukowane i stanowią wyjścia systemu.
Wejściowy wektor repetycji wyznaczony na podstawie zadania produkcyjnego
i ustalonego operatora P opisuje pewien multizbiór prefabrykatów, które należy
wprowadzić do systemu produkcyjnego aby montaż był możliwy do realizacji.
W przypadku montażu wielostopniowego konstrukcji WO również prefabrykaty są
wynikiem uprzedniego montażu, którego wejścia można wyznaczyć wykorzystując ten sam
operator P.
Sekwencją montażu dla zadanego multizbioru wyjściowego w ustalonej przestrzeni
konstrukcji K nazywamy skończony ciąg wektorów repetycji 0
q
ii
k
taki, że:
0 , 0,...,i
ik P k i q . (3)
Sekwencję montażu konstrukcji możemy zapisać jako macierz:
01 1n qqS k k k , (4)
której kolejne kolumny tworzą wektory repetycji konstrukcji z ustalonej przestrzeni –
pierwsza kolumna opisuje wyjściowe zadanie produkcyjne, natomiast ostatnia multizbiór
konstrukcji, które nie mają prefabrykatów w przestrzeni K.
2.3. Dekompozycja detaliczna
Uporządkowany zbiór wszystkich detali, które ustalony system wykorzystuje
w produkcji konstrukcji nazwiemy przestrzenią detali i oznaczymy ={1,…, m}. Zbiór
ten musi zawierać wszystkie detale występujące w konstrukcjach tworzących przestrzeń K.
W oparciu o zbiór możemy każdej konstrukcji z przestrzeni K przypisać multizbiór
detali, które ją tworzą. Multizbiór taki w praktyce przemysłowej nazywa się listą
materiałową konstrukcji. Jeśli liczbę detali i w liście materiałowej dowolnej konstrukcji Kj
oznaczymy przez ddi,j, to otrzymamy macierz dekompozycji detalicznej przestrzeni K:
,i j nmDD dd
. Dla dowolnego multizbioru konstrukcji 1,...,
T
nk k k łączna lista
materiałowa równa jest iloczynowi: DD k .
Zauważmy, że jeśli pewna konstrukcja montowana jest z prefabrykatów, to proces tego
montażu zasilony być musi w detale, które stanowią różnicę między listą materiałową
konstrukcji a sumą list materiałowych prefabrykatów. Taki multizbiór detali nazwiemy

578
zredukowaną dekompozycją detaliczną. Macierz zredukowanej dekompozycji detalicznej
wyznaczymy według formuły:
, ni j mD d DD DD P
, (5)
gdzie ,i jd jest liczbą detali i które wchodzą w skład konstrukcji Kj lecz nie należą do jej
prefabrykatów określonych przez kolumnę jP .
2.4. Czasy montażu jednostopniowego
Jeśli w danej przestrzeni K ustalony jest operator podziału prefabrykacyjnego, to przy
założeniu dostępności wszystkich mocy systemu produkcyjnego można określić czas
trwania montażu jednostopniowego każdej z konstrukcji. Czas ten nazwiemy nominalnym.
Dla przestrzeni konstrukcji n-wymiarowej zakładamy więc, że dysponujemy wektorem
nominalnych czasów montażu jednostopniowego:
1 0,..., n
nT T T , (6)
gdzie Ti jest czasem montażu i-tej konstrukcji z multizbioru prefabrykatów opisanego
odpowiednią kolumną operatora podziału prefabrykacyjnego iP oraz multizbioru
detali opisanego odpowiednią kolumną macierzy zredukowanej dekompozycji
detalicznej iD .
Każdy czas Ti jest kształtowany przez wiele czynników, między innymi szczegółowy
harmonogram montażu (ustalany na niższym szczeblu decyzyjnym), wyposażenie
techniczne, kulturę pracy oraz przyzwyczajenia decydentów. Nominalne czasy montażu
mogą uwzględniać czynniki nieprzewidywalne, jak: pogoda, awarie, czynnik ludzki,
odkształcenia spawalnicze, wady materiału, nieterminowość dostaw zabezpieczających
proces. Najczęściej informacje o sile oddziaływania tych czynników są niedostępne
a priori. Oszacowania czasu trwania montażu musimy więc dokonać na podstawie jedynie
podziału prefabrykacyjnego i dekompozycji detalicznej. W warunkach tak silnej
niepewności możemy zastosować metody oparte na [9]:
teorii prawdopodobieństwa i twierdzeniu Bayesa,
matematycznej teorii ewidencji (teorii ufności Dempstera-Schaffera),
metodach logiki rozmytej.
Ponieważ w modelu założono czasy nominalne jako ustalone liczby rzeczywiste
nieujemne, więc czynniki nieprzewidywalne można uwzględnić w postaci odpowiedniego
naddatku czasu, który z przyjętym prawdopodobieństwem nie zostanie przekroczony.
2.5. Algorytm harmonogramowania zapotrzebowania materiałowego
Rozważamy sytuację, gdy konstrukcje należące do jednego zadania produkcyjnego
opuszczają system w tym samym lub zbliżonym terminie. Jeśli w praktyce nie jest to
założenie spełnione, należy rozważyć możliwość rozdzielenia określonego zadania na
szereg mniejszych.
Algorytm harmonogramowania zapotrzebowania materiałowego realizowany jest
według następujących kroków:
Start algorytmu
Dane wejściowe:
macierz dekompozycji detalicznej: DD,
macierz podziału prefabrykacyjnego: P,

579
wektor nominalnych czasów montażu jednostopniowego: T ,
wektor zadania produkcyjnego: 0k .
Krok1:
Wyznaczenie wartości zmiennych podstawowych:
wymiar przestrzeni konstrukcji: n = liczba wierszy/kolumn P,
rząd podziału prefabrykacyjnego:
1;
:
;
1;0 :
;
;
n n
r A P
r rA
A P
r
qA
while
return
(7)
macierz zredukowanej dekompozycji detalicznej: D (według równania (5)).
Krok 2:
Wyznaczenie macierzy pomocniczych M1 i M:
,
,
1
,
1 ; 0 ;
1,..., :
1 mod 1 ;
1,...,1 :
1 1
mod 1 ;1
1:
;
q
a q
i q
qq k
i k
k j
i j q j
n
i a
A i n
j q
i n M
A nn
A
a A
M
for
for
return
(8)
1,
, 1,
,
, ,
1 ; 1;
1,..., cols :
0;
0 : ;
1,..., rows 1 :
0 0 : 1;
1,..., rows 1 :
0 : ;
2,:
..., rows :
: ;
:
1;
;
T
j
k i k i
k k
k i p i
M j
i A
a
A
k A
A A a
k A
A
p A
p
A
k
A A
a
a
M
for
if continue
for
if
for
if break
for
if continue
if
break
if 1 : ;
; 1;
;
j iB A j j
B
continue
return (9)
gdzie komendy cols(A), rows(A) oznaczają odpowiednio liczbę kolumn i wierszy macierzy
A, natomiast (a)mod(b) oznacza wynik dzielenia modulo a przez b.

580
Krok 3:
Wyznaczenie harmonogramu zapotrzebowania materiałowego Z:
,
,
,
,
,
2
0
,
1, 0
,
2,
1 1
1, 1
cols ; 0 ; ;
; 1 0;
1,..., : 0 : 1 1 ;
1;
1,..., : 0 : ;
1,..., : ;
;
rsort ,1 ; ; 1;
2 .
:
,.. , :
s w
s w
s w
s w
s w
u
s w E
w
s w
E
w E
E
E
w
u M A E M
K k T
s q E T T T
A t T
w u E
s q A D K
K P K
C A B C v
w u
C C
Z
for if
for if break
for
for
if , 1 2, 2, 2,
1, 1, 1
: ;
1;:
;
;
w v v w
w w v w
B B C
v vC C
B C
B
if
return
(10)
Koniec algorytmu.
Wynikiem działania algorytmu jest macierz:
1,
1 2
1 2
,
,
j
v
j
v
n j
kt t t
Z kk k k
k
, (11)
której pierwszy wiersz stanowi rosnący ciąg terminów ujemnych odniesionych do terminu
zerowego, na który ustalone jest ukończenie zadania produkcyjnego. Uwzględnione są
tylko terminy, w których występuje niezerowe zapotrzebowanie na detale podczas
procesów montażu kolejnych stopni prefabrykacyjnych. Drugi wiersz macierzy (11) tworzą
wektory repetycji detali, na które występuje zapotrzebowanie w odpowiednim terminie.
2.6. Harmonogram dostaw detali jako kryterium optymalizacyjne
Optymalizacja operatora P dla zadanych:
wektora nominalnych czasów montażu jednostopniowego T ,
multizbioru konstrukcji wyjściowych 0k ,
operatora dekompozycji detalicznej DD
może się odbyć na podstawie wyznaczonego harmonogramu zapotrzebowania detali Z.
Harmonogram ten pozwala na sformułowanie wielu kryteriów, przy czym mogą one
funkcjonować łącznie w modelu wielokryterialnym. Kryteria decyzyjne cząstkowe mogą
być sformułowane następująco:
1. minimalizacja wahania całkowitej masy detali w kolejnych terminach
zapotrzebowania:

581
2
, ,
1 1 1 1
1 1min
v m v m
i i j i i j
j i j i
S P k kv v
, (12)
gdzie: i jest masą jednostkową detalu i,
v jest liczbą terminów, w których występuje niezerowe zapotrzebowanie,
2. minimalizacja odchyleń terminów zapotrzebowania od równomiernego cyklu:
3.
1 0 1
1
1i1 m n
v
j
j
R P t t j t tv
, (13)
4. minimalizacja matriało- i/lub czasochłonności zasilania montażu przez wydział
obróbki detali.
Wskaźniki S i R biorą pod uwagę powtarzalność pracy wydziału obróbki detali. Trzecie
z wymienionych kryteriów skupia się na problemie odpadów materiałowych
i możliwościach wydajnego kolejkowania procesów cięcia blach na detale. Przy czym
przypisanie detali do arkuszy blach i belek profili walcowanych, zaplanowanie rozkroju
oraz zaplanowanie harmonogramu cięcia i gięcia są problemami NP-trudnymi [5].
W efekcie określanie materiało- i czasochłonności obróbki detali dla zadanego operatora
podziału prefabrykacyjnego może się odbyć jedynie na drodze modeli przybliżonych [11].
3. Przykład
3.2. Sformułowanie problemu
W przykładzie zastosowano uproszczoną reprezentację konstrukcji WO i detali, ze
względu na czytelność działania opisywanego modelu. W praktyce konstrukcje WO
przyjmują złożoność niemożliwą do przedstawienia na pojedynczej ilustracji, a wymiary
przestrzeni detali osiągają wartości kilku tysięcy różnych kształtów.
Rozważmy 3-wymiarową przestrzeń detali: ={1, 2, 3} oraz 5-wymiarową
przestrzeń konstrukcji: K={K1,…,K5}. Detalom przypisane są odpowiednie masy
jednostkowe: 2,1,2 . Na Rys. 4 przedstawiono w uproszczony sposób definicję
dekompozycji detalicznej każdej konstrukcji.
Rys. 4. Przykładowe przestrzenie konstrukcji i detali
K1 K2 K3 K4
K5
1
2
3
Detale:
Konstrukcje:

582
Równanie (14) opisuje dekompozycję detaliczną za pomocą macierzy:
3 3 2 2 6
1 0 0 0 1
2 1 1 0 3
DD
. (14)
Dla przykładowych przestrzeni detali i konstrukcji zaproponowano dwa różne warianty
macierzy podziału prefabrykacyjnego:
0 0 0 0 1 0 0 0 0 0
1 0 0 0 0 0 0 0 0 0
1 , 20 1 0 0 0 1 1 0 0 3
0 0 1 0 1 0 0 1 0 0
0 0 0 0 0 0 0 0 0 0
P P
. (15)
Każdemu podziałowi przypisano odpowiedni wektor nominalnych czasów montażu:
1 3 1 2 2 8 , 2 5 1 2 2 7T T . (16)
Przyjęto, że zadanie produkcyjne określone jest wektorem repetycji konstrukcji:
0 2 2 3 8 1T
k , (17)
natomiast termin realizacji tego zadania jest zerowy.
3.3. Porównanie wariantów podziału prefabrykacyjnego
Rząd podziału prefabrykacyjnego dla wariantu pierwszego wynosi 1 5q , natomiast
dla wariantu drugiego 2 3q . Macierze zredukowanej dekompozycji detalicznej D
wyznaczone według równania Błąd! Nie można odnaleźć źródła odwołania. dla
odpowiednich wariantów PP:
0 1 0 2 1 1 1 0 2 0
1 1 0 0 0 0 , 2 1 0 0 0 1
1 0 1 0 1 1 0 1 0 0
D D
(18)
Pomocnicza macierz M wyznaczana w kroku 2 algorytmu opisanego w podrozdziale 2.5
zależna jest od ustalonego wymiaru przestrzeni konstrukcji (n=5) oraz rzędu podziału
prefabrykacyjnego (q1=5, q2=3). Mamy więc:

583
1 1 1 1 1 1 1 1 1 1 1 1 1 5 5
0 2 2 2 2 2 2 2 2 2 2 2 2 4 4
1 ,0 0 3 3 3 3 3 4 4 4 4 4 5 3 3
0 0 0 4 4 5 5 0 3 3 5 5 0 2 2
0 0 0 0 5 0 4 0 0 5 0 3 0 0 1
1 1 1 1 1 1 1 1 1 1 1 1 1 5 5
2 0 2 2 2 2 3 3 3 3 4 4 4 4 4 4 .
0 0 3 4 5 0 2 4 5 0 2 3 5 2 3
M
M
(19)
Macierze M1, M2 są więc ciągami kolumn odpowiednio q1-, q2-elementowych, przy
czym w każdej kolumnie występują liczby ze zbioru {0,1,2,…,n} w takich zestawieniach,
że żadna liczba większa od zera nie powtarza się w kolumnie.
Kolejnym etapem jest wyznaczenie harmonogramów zapotrzebowania materiałowego.
Wyniki działania algorytmu przedstawiają równania (20).
16 14 12 11 10 8 6 5 4 3 2 1
2 0 1 0 2 5 0 4 6 0 16 21
0 0 0 1 0 0 0 0 0 2 0 0
0 1 0 1 0 1 2 0 0 4 2 0
Z
,
11 9 7 5 4 3 2 1
6 4 0 6 4 0 16 22 .
0 0 1 2 0 0 0 0
0 3 2 2 0 2 2 0
Z
(20)
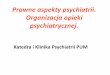
Na rysunku 5 przedstawiono wyznaczone harmonogramy w postaci skumulowanej.
Można zauważyć, że wariant pierwszy PP skutkuje wcześniejszym rozpoczęciem dostaw
detali i mniejszym natężeniem strumienia w środkowym okresie procesów montażu.
Rys. 5. Skumulowane harmonogramy zapotrzebowania na detale – po lewej wariant 1,
po prawej wariant 2

584
Kryteria decyzyjne wyznaczone według równań (12) i (13) dla rozważanych wariantów
przyjmują następujące wartości:
1 81,576; 1 12;
2 100,734; 2 7,5.
S R
S R
(21)
Widoczne jest więc, że wariant 1 jest lepszy pod względem wahań łącznej masy detali
dostarczanych do procesów montażu w kolejnych dostawach, natomiast wariant 2 jest
lepszy pod względem cykliczności terminów dostaw.
4. Podsumowanie
Problem podziału prefabrykacyjnego wielkowymiarowych konstrukcji
oceanotechnicznych jest w przedsiębiorstwach rozwiązywany przez doświadczonych
technologów bez analizy ilościowej skutków decyzji. Zaproponowany model pozwala taką
analizę przeprowadzić pod kątem wielokryterialnej oceny harmonogramu zapotrzebowania
materiałowego procesów montażu.
Przeprowadzona przykładowa analiza wskazuje, że porównywane warianty różnią się w
ocenie jakości pod względem dwóch z proponowanych kryteriów. Przy czym nie można
jednoznacznie wyróżnić żadnego z nich. Ostateczna decyzja o wyborze wariantu zależy od
priorytetów przyjętych przez system produkcyjny. Problem należy do klasy zagadnień
kombinatorycznych polioptymalizacyjnych. Liczba kryteriów może być tu zresztą
rozszerzona o kolejne obejmujące materiało- i czasochłonność pracy dostawcy detali –
wydziału obróbki.
Przedstawiony przykład obliczeniowy wskazuje na elastyczność modelu. Już zawężona
analiza do dwóch proponowanych kryteriów pozwala na ciekawą analizę PP zadania
produkcyjnego przy zadanych masach detali i czasach montażu kolejnych stopni
prefabrykacyjnych.
Sformułowany model opiera się na pewnych uproszczeniach, które na tym etapie
rozważań były konieczne. Stopniowa eliminacja tych ograniczeń stanowi potencjalne
kierunki dalszych badań. Podstawową sprawą jest uwzględnienie ograniczenia mocy
produkcyjnej systemu, który realizuje montaż konstrukcji. Skutkiem będzie oczywiście
konieczność zastosowania teorii kolejek w określaniu czasów montażu kolejnych stopni
prefabrykacyjnych.
Interesującym kierunkiem rozwoju modelu wydaje się również wykorzystanie zasad
logiki rozmytej w przetwarzaniu wiedzy eksperckiej technologów na zmiennej wejściowe
modelu obliczeniowego.
Problem optymalizacji PP konstrukcji ma powiązania nie tylko z harmonogramem
zapotrzebowania materiałowego, lecz również jednorodnością technologiczną procesów
montażu. Dowolne dwie konstrukcje można ocenić pod względem ich podobieństwa
montażowego w warunkach ustalonego systemu produkcyjnego. Przez podobieństwo
montażowe rozumie się podobieństwo metod łączenia i operacji pomocniczych. Ocena
podobieństwa montażowego należy do problemów technologii grupowych i analizy
klastrowej, może być przeprowadzona na drodze algorytmicznej lub oceny eksperckiej [7,
14, 19].
Optymalizacja PP konstrukcji może uwzględniać dodatkowo dynamikę procesów
montażu, w tym minimalizację całkowitego czasu procesu, minimalizację przestojów
produkcyjnych, minimalizację różnicy z założoną krzywą natężenia prac montażowych w
czasie całego procesu.

585
Problemem, którego nie podjęto w artykule jest metoda poszukiwania rozwiązania
optymalnego. Jest to zagadnienie kombinatoryczne i należy spodziewać się tu konieczności
zastosowania algorytmów randomizowanych. Problem ten będzie przedmiotem osobnego
artykułu.
Zastosowania proponowanego modelu sięgają szerzej niż optymalizacja podziału
prefabrykacyjnego. Może być on wykorzystany jako wydajne narzędzie w procesie
projektowania konstrukcji i dostarczać informacji o jej przyszłej technologiczności. Jednak
warunkiem wdrożenia modelu w praktyce jest zapewnienie funkcjonowania bazy danych
technologicznych obejmującej konstrukcje zrealizowane i prototypowe. Proces
projektowania powinien być za pomocą pętli sprzężenia zwrotnego powiązany
z proponowanym modelem i bazą danych. W ten sposób idea design for production ma
szansę na faktyczne zaistnienie w biurach projektowych.
Literatura
1. Aoyama K., Nomoto T., Watanabe K.: Development of a shipyard simulator based on
Petri nets. Journal of Marine Science and Technology 4, 1999, 35-43.
2. Caprace J.-D., Rigo P.: Towards a short time “feature-based costing” for ship design.
Journal of Marine Science and Technology 17, 2012, 216-230.
3. Chen X., Gao S., Yang Y., Zhang S.: Multi-level assembly model for top-down design
of mechanical products. Computer-Aided Design, 44, 2012, 1033-1048.
4. Cho K.-K., Sun J.-G., Oh J.-S.: An automated welding operation planning system for
block assembly in shipbuilding. International Journal of Production Economics 60-61
(1), 1999, 203-209.
5. Costa M. T., Gomes, A. G., Oliveira, J. F.: Heuristic approaches to large-scale
periodic packing of irregular shapes on rectangular sheet. European Journal of
Operational Research 192, 2009, 29-40.
6. De Fazio T., Whitney D. E.: Simplified generation of all mechanical assembly
sequences. IEEE Journal on Robotics and Automation, vol. 3, no. 6, 1987, 640-658.
7. Groover M. P.: Fundamentals of modern manufacturing: materials, processes and
systems, 4th ed. John Wiley&Sons, 2010.
8. Hatch M. J.: Teoria organizacji. Wydawnictwo Naukowe PWN. Warszawa, 2002.
9. Ibadov N., Kulejewski J.: Rozmyte modelowanie czasów wykonania robót
budowlanych w warunkach niepewności. Czasopismo Techniczne z. 2. Budownictwo
z. 1-B, 2010, 139-155.
10. Iwańkowicz R.: Object-matrix model of complex manufacturing technology.
Industrial Management & Data Systems 108 (8), 2008, 1131-1148.
11. Iwańkowicz R.: Nesting and cut planning model. In: Pawłowski E. (Ed.), Operations
and Logistics Management. Publishing House of Poznań University of Technology.
Poznań, 2010, 53-66.
12. Jastrzębski T.: Projektowanie konstrukcji okrętowych i oceanotechnicznych. Wstęp do
projektowania konstrukcji kadłubów okrętów. Politechnika Szczecińska, Szczecin,
1991.
13. Jastrzębski T., Marczak E., Netzel J., Stawicka-Wałkowska M.: Architektura statku a
zagadnienia projektowo-konstrukcyjne. Wydawnictwo Politechniki Gdańskiej,
Gdańsk, 2009.
14. Knosala R. (red.): Zastosowania metod sztucznej inteligencji w inżynierii produkcji.
WNT, Warszawa 2002.

586
15. Li, M.-L.: Efficiency measurement for multi-dimensional group technology.
International Journal of Advanced Manufacturing Technology 35, 2007, 621-632.
16. Liang Z. X., Yan L., Shang J. Z.: Collaborative multidisciplinary decision making
based on game theory in ship preliminary design. Journal of Marine Science and
Technology 14, 2009, 334-344.
17. Sasaki Y., Sonda M., Ito K.: Development of computer-aided process planning system
based on knowledge base. Journal of Marine Science and Technology 7, 2003, 175-
179.
18. Seo Y., Sheen D., Kim T.: Block assembly planning in shipbuilding using case-based
reasoning. Expert Systems with Applications 32, 2007, 245-253.
19. Storch R., L., Hammon C. P., Bunch H. M., Moore R. C.: Ship production, 2nd ed.
Cornell Maritime Press, 1995.
Dr inż. Remigiusz IWAŃKOWICZ
Katedra Konstrukcji, Mechaniki i Technologii Okrętów
Wydział Techniki Morskiej i Transportu
Zachodniopomorski Uniwersytet Technologiczny w Szczecinie
71-065 Szczecin, Al. Piastów 41
tel.: (0-91) 449 41 80, 501 33 19 98
e-mail: [email protected]




![[OZE 06] papier firmowy pr4 - Donutshanplast.energy/uploads/files/INSTRUKCJE/HanplastEnergy...Zestaw aparatów elektrycznych zabezpieczających stronę zmiennoprądową instalacji](https://img.dokumen.tips/doc/110x75/604567f49366bd4bd83de63d/oze-06-papier-firmowy-pr4-zestaw-aparatw-elektrycznych-zabezpieczajcych.jpg)