Embed Size (px)
Citation preview

MATERIAIS PARA
EQUIPAMENTOS DE
PROCESSOS QUÍMICOS

Macromoléculas versus Polímeros
Lignina
São moléculas grandes e complexas, de
elevada massa molar, podendo ou não
possuir unidades repetidas.
São moléculas de massa molar
da ordem de 103 a 106 g/mol
construídas a partir da repetição
de unidades estruturais menores
denominadas “meros” ao longo
da cadeia.

Polímeros em Equipamentos de Processos
Vantagens (comparação com os metais):
1. Baixa densidade.
2. Resistência a corrosão.
3. Acabamento liso (baixo coeficiente de atrito): facilita
a limpeza e drenagem.
4. Baixa condutividade térmica.
5. Isolante elétrico: por este motivo são empregados
como arruelas, juntas e luvas, destinada a minimizar a
formação da pilha galvânica entre componentes feitos
com metais diferentes.

Polímeros em Equipamentos de Processos
Vantagens (comparação com os metais):
6. Facilidade de fabricação e manuseio.
7. Absorção de vibração, choques e de ruídos.
8. Dispensa pintura.
9. Transparência.
10. Versatilidade de materiais (plásticos rígidos,
adesivos, borrachas etc.)

Polímeros em Equipamentos de Processos
Desvantagens (comparação com os metais):
1. Resistência a temperatura.
2. Resistência mecânica.
3. Coeficiente de dilatação.
4. Estabilidade dimensional: quase todos os polímeros
exibem fluência a temperatura ambiente.
5. Combustível (minimizar c/ a adição de um retardante
de chama).
6. Acumulo de carga estática (explosão): adicionar um
antiestático, aumentar a umidade do ambiente.

Polímeros em Equipamentos de Processos
Exemplos de materiais
Policloreto de vinila – PVC
Polietileno – PE
Polipropileno – PP
Politetrafluoretileno – PFTE
Elastômeros: NBR, SBR, CSM, EPDM, CR,
elastômeros fluorados, silicone etc.
Fibras: Aramida, fibra carbono, celulose etc.

Polímeros em Equipamentos de Processos
Exemplos de Utilização:
Tubulações
Revestimentos anticorrosivos
Tanques e vasos com pressão (até 10kg/cm2) : desde
que reforçado com fibra de vidro
Peças internas
Juntas, gaxetas, anéis de vedação, diafragmas,
mangueiras flexíveis, amortecedores de impacto, etc.

Revestimentos Não Metálicos Orgânicos –
Proteção contra Corrosão eletroquímica
Os principais revestimentos orgânicos são:
Pintura industrial:
Revestimentos com plásticos ou plásticos reforçados
Revestimentos com borrachas: Equipamentos e
tubulações que trabalham com fluidos corrosivos
Revestimentos para tubulações enterradas ou
submersas

Pintura industrial
Dentre as técnicas de proteção anticorrosiva existentes, a
aplicação de tinta ou “esquemas de pintura” é uma das mais
empregadas.
Vantagens:
Facilidade de aplicação e de manutenção,
Relação custo-benefício atraente;
Estética;
Auxílio na segurança industrial;
Identificação de fluídos em tubulações ou reservatórios

Pintura industrial
Vantagens (cont.):
Dificultar a incrustações de microrganismo marinhos em
cascas de embarcações;
Impermeabilizar;
Diminuir a rugosidade superficial;
Permitir maior ou menor absorção de calor, através da
seleção correta das cores;

Pintura industrial
Emprego:
Estruturas aéreas e submersas (desde que possam sofrer
manutenção periódica – ex.: navios, embarcações, boias,
etc.
Espessura do revestimento: faixa de 40 a 500 μm, podendo, em casos especiais, chegar a 1.000 μm.
Exemplos:
Atmosfera altamente agressiva: 250 μm
Superfícies quentes: 75 - 120 μm
Contato com água salgada: 300 μm

CORES NA PINTURA INDUSTRIAL
ASPECTO DE IDENTIFICAÇÃO (cor)
Deve-se procurar padronizar as cores visando a reduzir o
número de tintas.
Cores + usadas na identificação são:
Alumínio: para tanques de armazenamento, vasos de
pressão, tubulações (exceto as utilidades), estruturas
metálicas em geral, reatores, permutadores de calor, entre
outros;

CORES NA PINTURA INDUSTRIAL
Branca:
Azul:
Cinza claro:
Cinza escuro:
Verde:
Preta:
Vermelha:
Tanques de armazenamento de petróleo e derivados leves, instalações de hidrocarbonetos gasosos, em especial GLP.
Tubulações de ar comprimido;
Vácuo;
Eletrodutos;
Tubulações de água
Combustível de alta viscosidade (óleo combustível);
Tubulações e instalações de combate a incêndio

O que é um Esquema de Pintura?
Definição: É um Procedimento que descreve as etapas de
aplicação do revestimento, tais como:
Tipo de preparo e grau de limpeza da superfície;
Esquema de tintas: fundo, intermediária e de
acabamento;
Espessuras de cada uma das demãos de tintas;
Intervalo entre demãos e os métodos de aplicação das
tintas;
Critérios para execução de retoques na pintura;
Ensaios de controle de qualidade.

Preparo da Superfície
Envolve as seguintes operações
Inspeção Visual: Assinalar locais onde haja manchas de óleos,
graxas, defeitos superficiais, impregnação de abrasivos e o estado
inicial de oxidação (Normas: ISO 8.501-1);
Limpeza com solvente e remoção de defeitos superficiais (por
esmerilhamento);
Lavagem com H2O (teor de Cl < 50ppm, pH:6,8-7,2)
Limpeza por ação mecânica: prover o grau de limpeza desejado e
a rugosidade adequada a pintura.
OBJETIVO: Remover qualquer contaminação (óxidos, carepas,
revestimentos anteriores, poeiras, sujeiras etc.) do substrato.

TIPOS DE LIMPEZA POR AÇÃO MECÂNICA
(Aço Carbono)
LIMPEZA COM FERRAMENTAS MECÂNICAS MANUAIS
LIMPEZA COM JATEAMENTO ABRASIVO
LIMPEZA POR HIDROJATEAMENTO

Limpeza com jateamento abrasivo:
• Utiliza um jato abrasivo de granalha de aço, escória de
cobre, vidro, entre outros materiais impulsionado por um
fluido, em geral ar comprimido .
• Alto rendimento de execução
• Rugosidade adequada a pintura
Nota: perfil de rugosidade obtido no jateamento é função
da granulometria do abrasivo.

Norma ISO 8.501-1 estabelece quatro estados iniciais de
oxidação de chapas de aço.
O QUE É CAREPA DE LAMINAÇÃO?
A carepa é camada superficial constituída de uma mistura de
óxidos de ferro que é formada durante a laminação do aço.
Carepa se desprende do aço a pintura não pode ser
aplicada sobre esta superfície.

Grau A – superfície de aço com a carepa de laminação
praticamente intacta em toda superfície e sem corrosão.
Representa a superfície de aço recém saída da laminação.

Grau B – superfície de aço com princípio de corrosão,
quando a carepa de laminação começa a soltar

Grau C – Superfície de aço onde a carepa de laminação foi
eliminada pela corrosão ou poderá ser removida por
raspagem ou jateamento, desde que não tenha formado ainda
cavidades muito visíveis (pites) em grande escala.

Grau D – superfície de aço onde toda a carepa de laminação
foi eliminada e na qual se observa uma corrosão atmosférica
severa e generalizada, apresentando pites e alvéolos.

Graus de intemperismo – processo de
repintura
+ degradada

Graus de Limpeza com Jateamento Abrasivo
Tipo Uso
Jato ligeiro
(Sa1)
Limpeza ligeira e precária, em geral pouco
empregada para pintura, exceto em alguns
casos de repintura. Eficiência de retirada de
produtos de corrosão: ~5%.
Jato comercial ou
limpeza ao metal cinza
(Sa2)
Limpeza de superfície com a retirada de
óxidos, carepa de laminação, etc. Eficiência de
retirada de produtos de corrosão: ~50%
Jato ao metal quase
branco
(Sa21/2)
Limpeza com a retirada quase que total dos
óxidos, carepas de laminação, etc. Eficiência da
retirada: ~95%
Jato ao metal branco
(Sa3) Limpeza total
(ISO 8.501-1)

Graus de Limpeza com Jateamento Abrasivo
Após Jato ligeiro

Graus de Limpeza com Jateamento Abrasivo
Após Jato Comercial

Graus de Limpeza com Jateamento Abrasivo Após Jato ao metal quase
Branco

Após Jato ao metal Branco
Graus de Limpeza com Jateamento Abrasivo

Jato ao metal Branco (boia) Antes do Jateamento
Após o Jateamento

Nota: Conforme
Portaria do Ministério
do Trabalho no 99 e a
NR-15, o jateamento
abrasivo que utilize
areia seca ou úmida
está proibido em todo o
território brasileiro

Limpeza com hidrojateamento:
• Aplicação de água (limpa) a:
Baixa pressão: até 70bar;
média pressão: 70-700bar;
alta pressão 700-1700 bar e
altíssima pressão: acima de 1700 bar

Limpeza com hidrojateamento:
• Este processo também não produz faísca, sendo desta
forma viável a aplicação em áreas de riscos (sujeitas à
explosão).
• Não desgasta a superfície jateada, retirando apenas a tinta,
borracha, plástico, ferrugem ou outro material de que não
faça parte da estrutura da superfície metálica ou de
alvenaria.
• Este processo não produz Rugosidade (não abre
ancoragem) – utilizar o hidrojateamento em superfície que
já foram jateadas.


O que é um Esquema de Pintura?
Tipo de preparo e grau de limpeza da superfície;
Esquema de tintas: fundo, intermediária e de
acabamento;
Espessuras de cada uma das demãos de tintas;
Intervalo entre demãos e os métodos de aplicação das
tintas;
Critérios para execução de retoques na pintura;
Ensaios de controle de qualidade.

Esquema de tintas: fundo, intermediária e de
acabamento
a) Tintas de fundo (primers): Aplicadas diretamente ao
substrato.
Características:
• Responsável pela aderência do esquema ao substrato;
• Em geral, são foscas ou semifoscas, normalmente como
tem concentração volumétrica de pigmentos, formam
uma película rugosa;
• Contém pigmentos inibidores de corrosão.

b) Tintas intermediaria (não existe sempre):
Função:
(a) aumentar a espessura do revestimento (melhora
a proteção de barreira) e/ou
(b) seladora da porosidade do primer (neste caso,
não necessariamente precisa ter alta espessura).
Esquema de tintas: fundo, intermediária e de acabamento

Esquema de tintas: fundo, intermediária
e de acabamento
c) Tintas de acabamento:
Tem a função de conferir a resistência química ao
revestimento (contato com o meio corrosivo), além de da cor
final.

Tintas anticorrosivas
Propriedades:
Aderência: qualquer falha na película pode dar inicio
ao processo de corrosão.
Impermeável: evitar a o contato do meio corrosivo
como o metal.
impermeabilidade vida útil da proteção
Flexível: acompanhar os movimentos de contração e
dilatação da estrutura sem que haja a formação de
fissuras.

Tintas anticorrosivas Mecanismos de Proteção:
Por barreira:
impermeabilidade e aderência proteção
Resinas impermeáveis + pigmentos lamelares
Desvantagem: Dano à película a corrosão se propagará.

Tintas anticorrosivas Mecanismos de Proteção:
Inibidores: compostos anticorrosivos, que “isolam a área
anódica da catódica”.
Exemplos: Cromato de zinco: libera o íon cromato que é
um excelente inibidor anódico.
Componente de sacrifício:
Exemplos: O Zn se corrói, protegendo o substrato de aço
carbono.
% Zn na película de tinta seca: mínimo 85%.

Componentes das Tintas
Tintas são suspensões homogêneas de partículas
sólidas (pigmentos) dispersos em uma resina
(veículos), solubilizada em uma mistura de solventes
em presença de componentes em menores proporções
(aditivos).

Solventes
Auxiliar na fabricação da tinta,
Solubilizar a resina,
Ajustar a viscosidade.

Pigmentos
Partículas sólidas insolúveis no veículo fixo.
Proteção anticorrosiva.
Cor.
Opacidade.
Impermeabilidade.
Melhoria das características da película

Pigmentos (exemplos)
TiO2: Excelente resistência a radiação solar e
química (exceto a H2SO4 e HF concentrados).
Elevado poder de cobertura.
Alumínio: Altíssimo poder de cobertura.
O formato lamelar melhora a propriedade de
barreira, contribuindo na proteção a corrosão.

Pigmentos (exemplos)
Óxidos de ferro:
óxido de ferro vermelho: tinta anticorrosiva (primer), custo
óxido de ferro micáceo: formato de lamelas (cor cinza
chumbo).
Pó de zinco (forma metálica, partículas esféricas): Devem
estar presente em alta concentração (~85%).
Exemplo: as tintas de fundo para atmosferas agressiva são
a base de resina epóxi , pó de zinco e silicato de etila.

Resina - fixo ou veículo não volátil (VNV)
Caracteriza a tinta
Ligante ou aglomerante das partículas de
pigmentos
Responsável pela formação da película e
adesão ao substrato.
Responsável pela resistência química.

Propriedades das Tintas
Resina
É o componente responsável pela formação da película ,
logo pela maioria das propriedades físico-químicas.
ex.: resistência a agentes químicos, à radiação solar, à
abrasão, ao impacto, flexibilidade etc.
Os tipos + importantes para a proteção do aço carbono são:
Alquídicas
Epoxídica
Poliuretanas
Acrílicas


O que é um Esquema de Pintura?
Tipo de preparo e grau de limpeza da superfície;
Esquema de tintas: fundo, intermediária e de
acabamento;
Espessuras de cada uma das demãos de tintas;
Intervalo entre demãos e os métodos de aplicação das
tintas;
Critérios para execução de retoques na pintura;
Ensaios de controle de qualidade.

Controle de Qualidade das Tintas
Ensaios (Exemplos):
Não-voláteis em massa
Não-voláteis em volume (ASTM D2697)
Mede a quantidade em massa ou volume do que não é volátil na tinta ,
ou seja, do que permanece após a evaporação.
Massa especifica (picnômetro) (ASTM D1475)
Viscosidade ou consistência (ASTM D562)
Aderência (ABNT 11003)
Tempo de secagem (ASTM D 1640)
Tempo de vida útil (pot life)
É o tempo (h) limite para aplicação das tintas de dois ou mais
componentes após serem misturadas

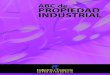
TINTA DE POLIURETANO ACRÍLICO

1. Espessura não uniforme da película
2. Escorrimento (viscosidade , operacional)
3. Calcinação/engizamento (degradação da tinta por ação
dos raios ultra violeta) – perda de cor e brilho.

4. Empolamento (operacional-
condições ambientais
inadequadas).
5. Fendilhamento/gretamento/
craqueamento (quebra da
película devido à perda de
flexibilidade).

Exemplos de esquema para Superfícies quentes
(80 – 120oC)
Limpeza: Inspeção + Limpeza com solvente +
Jateamento a Sa 21/2 ou hidrojateamento WJ2.
Tinta de Fundo Tinta de Acabamento
Fosfato de zinco epóxi (uma
demão de 100m)
Óxido de Ferro epóxi (uma demão
de 100m)
Óxido de Ferro epóxi (uma demão
de 100m)
Epóxi (uma demão de 120m)
Epóxi (uma demão de 120-150m)
Esmalte fenólico com alumínio
(duas demão de 30m)
Epóxi fenólico (revestimento único) (100m)
Etil silicato de zinco e alumínio (revestimento único) (70m)