Embed Size (px)
Citation preview

1
Mill Use of Petcoke as an Alternative Mill Use of Petcoke as an Alternative Lime Kiln Fuel to Reduce Energy CostsLime Kiln Fuel to Reduce Energy Costs
Hassan Loutfi and Tom HarrizHassan Loutfi and Tom HarrizJacobs Engineering Group Inc.Jacobs Engineering Group Inc.
2006 TAPPI Forum on Energy2006 TAPPI Forum on EnergyMay 15 May 15 –– 17 Appleton, WI17 Appleton, WI

2
Cost of Energy Going UpCost of Energy Going UpCrude Oil & Natural Gas Price TrendsCrude Oil & Natural Gas Price Trends
0
10
20
30
40
50
60
7019
95
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
1Q- 0
6
$/B
BL
Cru
de O
il
012345678910
$/M
MB
TU N
atur
al G
as
3
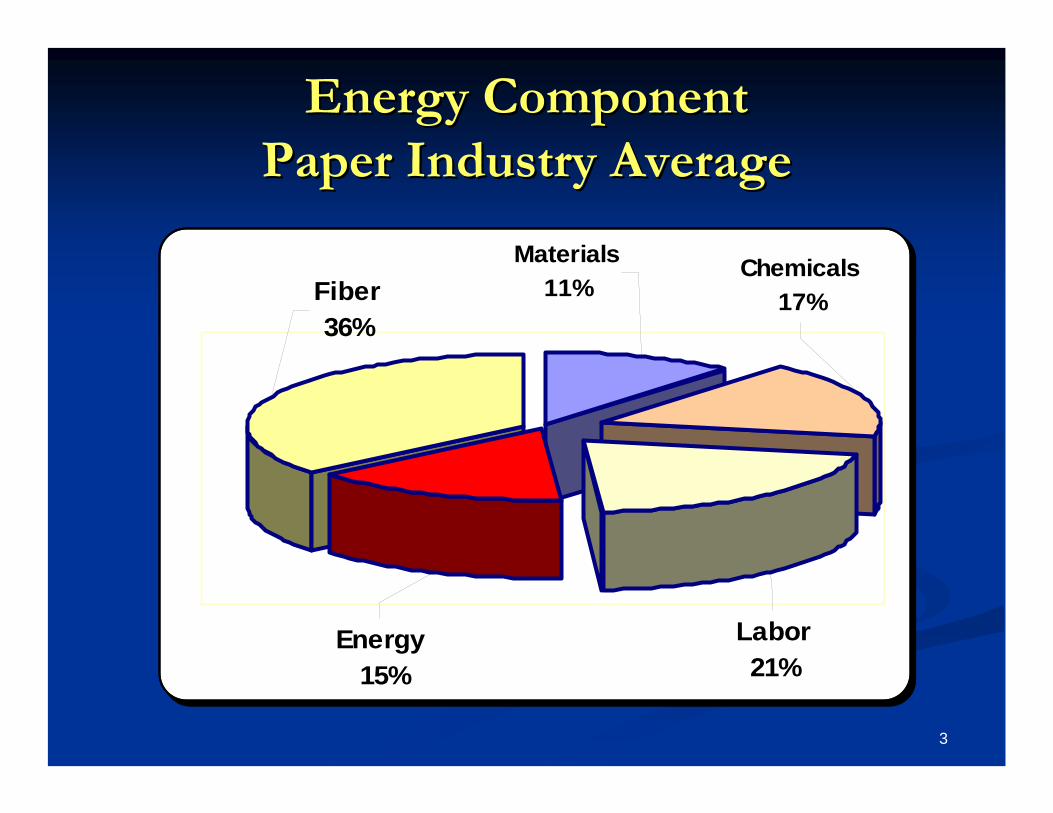
Energy ComponentEnergy ComponentPaper Industry AveragePaper Industry Average
Energy 15%
Labor21%
Chemicals 17%
Materials 11%Fiber
36%

4
Energy in PapermakingEnergy in Papermaking
Air
Wood
Water
Energy• Fuels• Electricity
Heat• Atmosphere• Water
PaperProcess

5
Energy SupplyEnergy Supply
FuelsNatural GasNatural GasFuel OilFuel OilCoalCoal
ElectricityElectricity

6
Purchased Energy Forms Purchased Energy Forms Paper Industry AveragePaper Industry Average
Oil 10%Coal
27%
Electricity 16%
Natural Gas 47%

7
Lime Kiln Energy UseLime Kiln Energy Use
7.0 – 7.4 million BTU per Ton of Product LimeNatural gas is the most common Natural gas is the most common fuel for Lime Kilnsfuel for Lime KilnsKiln consumes 15% of the millKiln consumes 15% of the mill’’s s total purchased energy total purchased energy

8
PetcokePetcoke
By-product of the oil cracking processMainly carbonAverage cost is 10% of NG or oilCan replace up to 90% of the KilnsCan replace up to 90% of the Kilns’’
natural gas or oilnatural gas or oil

9
Comparative Typical CompositionComparative Typical Composition
+ 0.3%0.3%0.3%Non-Process
Elements
+ 0.5%0.25%0.5%Ash
- 6.6%8.1%1.4%1.5%Nitrogen
+ 9%70%88%79%Carbon
+ 5%0.015%2.1%5%Sulfur
Max ImpactNatural
Gas#6 Fuel
OilPetcokeElement

10
Petcoke NonPetcoke Non--Process ElementsProcess Elements
<1as ppb Mercury
<0.1Cadmium0.3Arsenic
0.6Lead
1.5Beryllium
<2.0Selenium2.4Manganese
3.5Copper
11.0Fluorine
165-580Nickel325-2300Vanadium
PPMElement

11
Fuel HandlingFuel Handling
Ground to high fineness before Ground to high fineness before firing or purchased pulverized firing or purchased pulverized Fired using multi fuel nozzle Fired using multi fuel nozzle Used in cement kilns for some timeUsed in cement kilns for some timeMaterial handling and combustion Material handling and combustion control issues are well understoodcontrol issues are well understood

12
Impact of Firing Petcoke Impact of Firing Petcoke
Process Simulation to evaluate:Process Simulation to evaluate:Impact on the cost of energyImpact on the cost of energyImpact on the mill chemical balanceImpact on the mill chemical balanceoo Sodium Sodium –– Sulfur balanceSulfur balanceoo Chemical makeupChemical makeupoo NonNon--process elementsprocess elements

13
Basis for Simulation ModelBasis for Simulation Model
Based on1000 short tons per day Based on1000 short tons per day unbleached Kraft pulp operation:unbleached Kraft pulp operation:
Unbleached pulp yield = 52%Unbleached pulp yield = 52%White Liquor Active Alkali = 15.50% White Liquor Active Alkali = 15.50% White Liquor Sulphidity = 25%White Liquor Sulphidity = 25%White Liquor Active Alkali as Na2O = 6.5 Lb/ft3 White Liquor Active Alkali as Na2O = 6.5 Lb/ft3 (104 g/L)(104 g/L)White Liquor Total Alkali as Na2O = 8.22 Lb/ft3 White Liquor Total Alkali as Na2O = 8.22 Lb/ft3 (132 g/L)(132 g/L)

14
Basis for Simulation ModelBasis for Simulation Model
Lime availability = 81% (% CaO)Lime availability = 81% (% CaO)% Fuel replaced by Petcoke = 80%% Fuel replaced by Petcoke = 80%Price of #6 Fuel Oil = $60.00 / BBLPrice of #6 Fuel Oil = $60.00 / BBLPrice of Natural Gas = $9.50 / MMBTUPrice of Natural Gas = $9.50 / MMBTUPrice of Petcoke = $29.00 / Ton for 5% Price of Petcoke = $29.00 / Ton for 5% sulfur gradesulfur gradeAn average Kiln requires 7.2 MMBTU/Ton An average Kiln requires 7.2 MMBTU/Ton to convert mud into Limeto convert mud into Lime

15
White Liquor & Lime White Liquor & Lime
active Lime81%Tons per day249.29Kiln Product per day
lb per day as 100% CaO403,846Lime per day
lb per day as NaOH576,923NaOH per day
lb/cu ft as NaOH6.29NaOH content of WL
lb/cu ft of NaOH as Na2O4.875AA portion to form
NaOH
lb/cu ft of Na2S as Na2O1.625Sulphidity portion of AA
cu ft / OD Ton pulp91.7WL @ 6.5 AA
lb of AA as Na2O / OD Ton pulp596AA @15.5%
lb dry chips/ OD Ton pulp3,846Wood

16
Higher Heating ValueHigher Heating Value
MMBTU per Ton30,500,000Petcoke
MMBTU per cu ft1,034Natural Gas
MMBTU per BBL6,287,000No 6
Fuel Oil

17
Relative CostRelative Cost
$/MMBTU0.95Petcoke
$/MMBTU9.50Natural Gas
$/MMBTU9.54No 6 Fuel Oil

18
Amount of Fuel RequiredAmount of Fuel Required
% of KilnEnergy
80%Tons/ day59Petcoke
20%cu ft / day347,000Natural Gas
100%cu ft / day1,740,000Natural Gas

19
Gross Energy SavingsGross Energy Savings
of Kiln Energy80%per day for$1,700Petcoke
of Kiln Energy20%per day for $3,400Natural Gas +
of Kiln Energy100%per day for $17,000Natural Gas
Alone
per year$4,200,000
per day$12,000Gross Energy
Savings
20
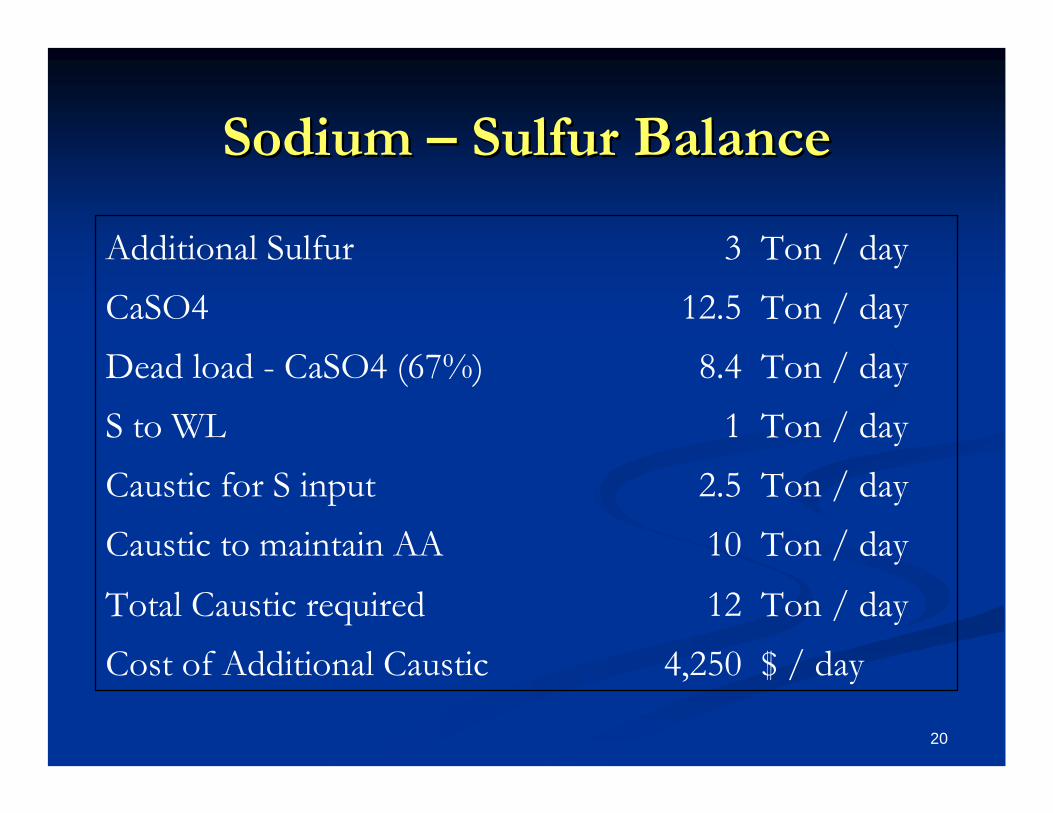
Sodium Sodium –– Sulfur BalanceSulfur Balance
$ / day4,250Cost of Additional CausticTon / day12Total Caustic required
Ton / day10Caustic to maintain AATon / day2.5Caustic for S inputTon / day1S to WLTon / day8.4Dead load - CaSO4 (67%)Ton / day12.5CaSO4Ton / day3Additional Sulfur

21
Net Energy SavingsNet Energy Savings
per year$2,700,000
per day$7,700

22
Examples of Mills Using PetcokeExamples of Mills Using PetcokeCurrentlyCurrently firing pulverized petroleum coke in their lime kilns*:firing pulverized petroleum coke in their lime kilns*:
Weyerhaeuser Co. @ Hawesville, KYWeyerhaeuser Co. @ Hawesville, KYWeyerhaeuser Co. @ Weyerhaeuser Co. @ CamptiCampti, LA, LAInternational Paper @ Prattville, ALInternational Paper @ Prattville, ALGeorgiaGeorgia--Pacific @ Port Hudson, LAPacific @ Port Hudson, LAGeorgiaGeorgia--Pacific @ Monticello, MSPacific @ Monticello, MSSmurfitSmurfit--Stone @ Hodge, LAStone @ Hodge, LAWeyerhaeuser @ Pine Hill, ALWeyerhaeuser @ Pine Hill, ALWeyerhaeuser @ Valliant, OKWeyerhaeuser @ Valliant, OK
**Source: DTE PetcokeSource: DTE Petcoke

23
Examples of Mills Planning on Examples of Mills Planning on Using PetcokeUsing Petcoke
Two mills expected to start firing this month (May Two mills expected to start firing this month (May 2006)*2006)*
Potlatch @ Potlatch @ McGeheeMcGehee, AR, ARPope & Talbot @ Halsey, ORPope & Talbot @ Halsey, OR
August 2006*August 2006*GeorgiaGeorgia--Pacific @ New Augusta, MSPacific @ New Augusta, MS
Several additional millsSeveral additional mills are in the permitting and/or are in the permitting and/or capital approval process.*capital approval process.*
**Source: DTE PetcokeSource: DTE Petcoke

24
Hindering Broader AcceptanceHindering Broader Acceptance
33--7 % sulfur content7 % sulfur content
0.3 % impurities0.3 % impurities

25
NonNon--Process ElementsProcess Elements
Generally Captured by wet and dry Generally Captured by wet and dry scrubbersscrubbers
Have little impact on final stack gas Have little impact on final stack gas qualityquality

26
Sulfur in PetcokeSulfur in Petcoke
Lime is an excellent sulfur dioxide sorbentLime is an excellent sulfur dioxide sorbent67% of the sulfur reacts with Lime, forming 67% of the sulfur reacts with Lime, forming inert Gypsum, which settles out with the Slaker inert Gypsum, which settles out with the Slaker dregsdregsRemainder combines with the sodium in washed Remainder combines with the sodium in washed Mud forming sodium sulfate (NaMud forming sodium sulfate (Na22SOSO44) ) NaNa22SOSO44 is an inert carried through the liquor is an inert carried through the liquor cycle, converted to sodium sulfide (Nacycle, converted to sodium sulfide (Na22S) in the S) in the Recovery Boiler Recovery Boiler

27
Impact on MakeImpact on Make--up Causticup Caustic
Increases Sulfur input to the liquor cycle at Increases Sulfur input to the liquor cycle at RecausticizingRecausticizingSodium makeSodium make--up (caustic soda / NaOH) is up (caustic soda / NaOH) is neededneededNaOH maintains % Sulphidity and overall NaOH maintains % Sulphidity and overall Sodium Sodium –– Sulfur balanceSulfur balance

28
ConclusionsConclusions
The net impact of firing Petcoke in the The net impact of firing Petcoke in the Lime Kiln, on energy use and sodiumLime Kiln, on energy use and sodium--sulfur balance is identified with a sulfur balance is identified with a mathematical model of the process area mathematical model of the process area mass and energy balances. mass and energy balances. The model is based on a 1000 short Ton The model is based on a 1000 short Ton per day unbleached Kraft pulp operationper day unbleached Kraft pulp operation

29
ConclusionsConclusions
The difference in the cost of energy from 100% The difference in the cost of energy from 100% natural gas (or No. 6 fuel oil) natural gas (or No. 6 fuel oil) vsvs 80% Petcoke 80% Petcoke and 20% gas (or oil) yields over $4.1 million and 20% gas (or oil) yields over $4.1 million gross annual savings. gross annual savings. Net impact (increased Sulfur input and Caustic Net impact (increased Sulfur input and Caustic demand) is $2.7 million/year. demand) is $2.7 million/year.

30
AcknowledgementsAcknowledgements
The authors would like to express their appreciation The authors would like to express their appreciation for the support provided by:for the support provided by:
Tom EbertTom Ebert, PE , PE Operations Manager Operations Manager Jacobs Engineering Group Jacobs Engineering Group De Pere, WisconsinDe Pere, Wisconsin

Thank YouThank You

32