Embed Size (px)
DESCRIPTION
Peta – Peta Kerja Setempat. PETA PEKERJA-MESIN. Contoh Kasus. Berapakah jumlah mesin yang seharusnya bisa dilayani oleh seorang operator bilamana diketahui data sebagai berikut Waktu yang dibutuhkan untuk kegiatan loading dan unloading per mesin = 1,41 menit - PowerPoint PPT Presentation
Citation preview

Peta – Peta Kerja Setempat
PETA PEKERJA-MESIN
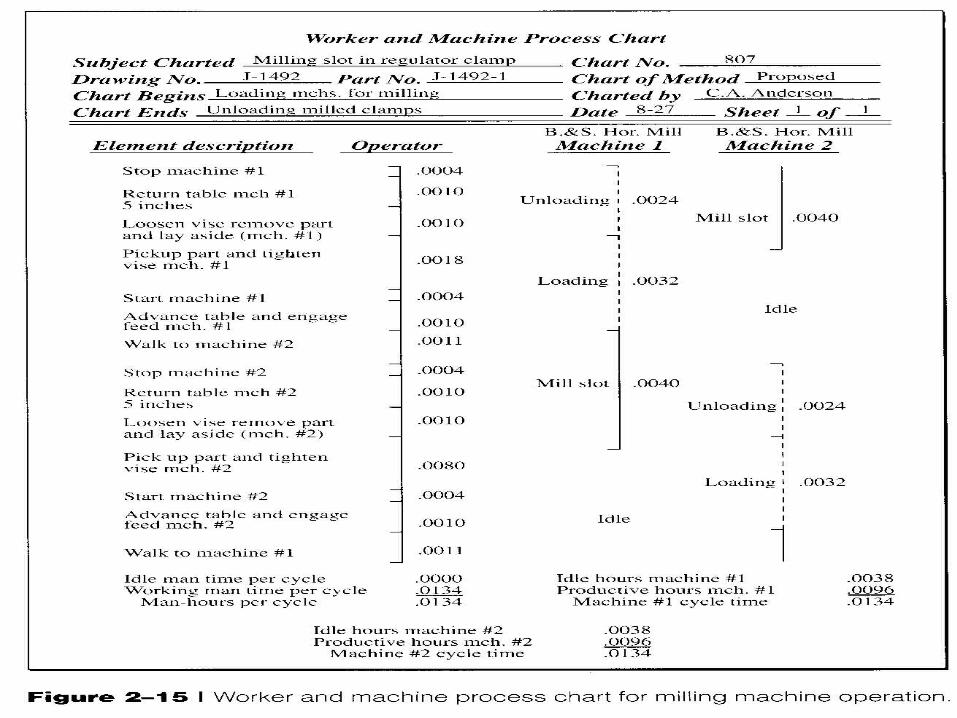
Contoh Kasus• Berapakah jumlah mesin yang
seharusnya bisa dilayani oleh seorang operator bilamana diketahui data sebagai berikut– Waktu yang dibutuhkan untuk kegiatan
loading dan unloading per mesin = 1,41 menit
– Waktu yang diperlukan untuk operator bergerak pindah dari satu mesin ke mesin yang lain = 0,08 menit
– Waktu permesinan (machine running time) = 4,34 menit
– Direct labor cost = Rp. 8.500,- per jam– Biaya pemakaian mesin (machine cost) = Rp.
15.000,- per jam
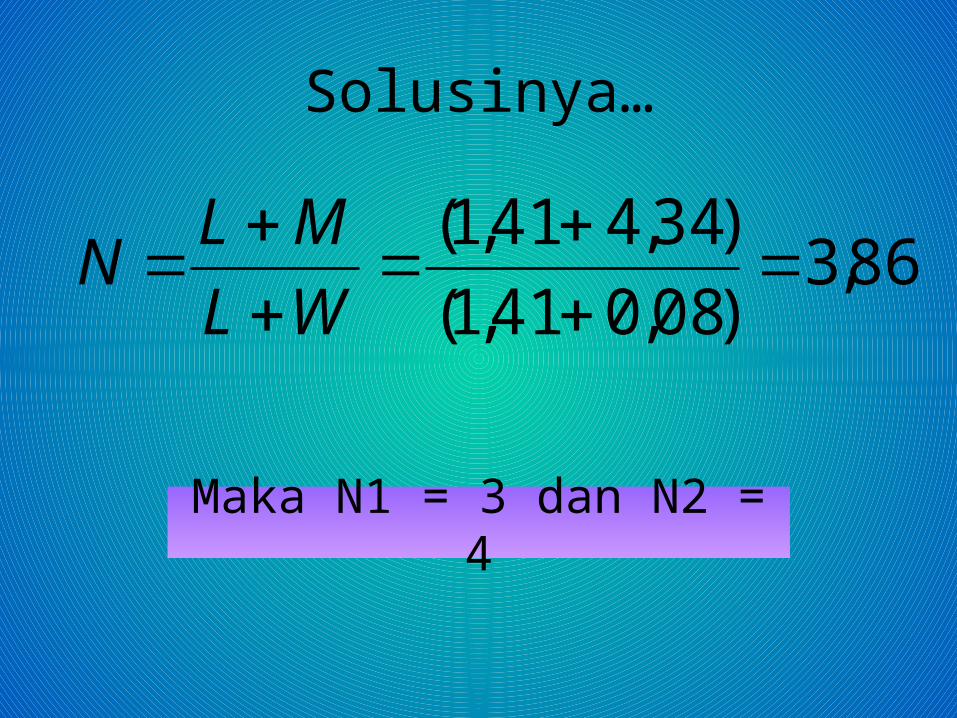
Solusinya…
86,3)08,041,1()34,441,1(
WLMLN
Maka N1 = 3 dan N2 = 4
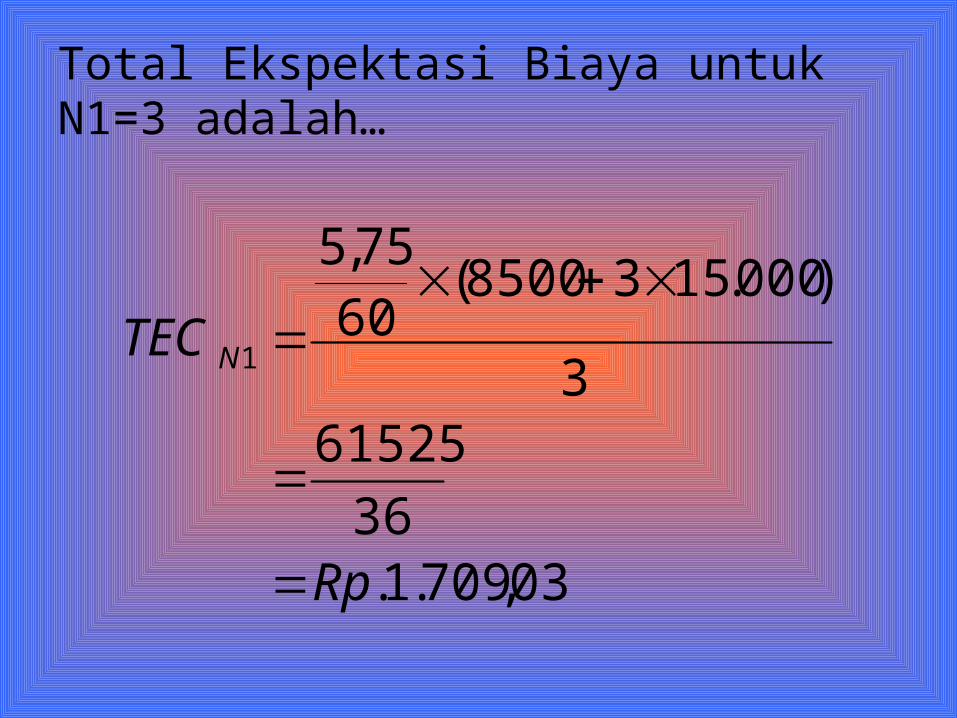
Total Ekspektasi Biaya untuk N1=3 adalah…
03,709.1.3661525
3
)000.1538500(6075,5
1
Rp
TECN
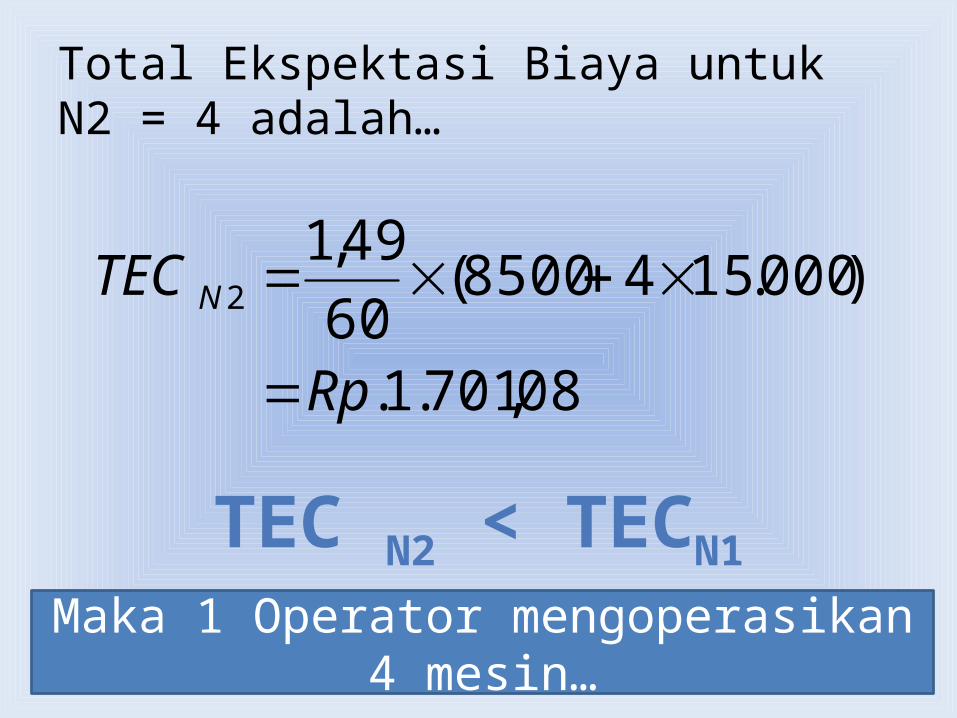
Total Ekspektasi Biaya untuk N2 = 4 adalah…
08,701.1.
)000.1548500(6049,1
2
Rp
TECN
TEC N2 < TECN1
Maka 1 Operator mengoperasikan 4 mesin…
Ada Kasus…Direktur PT. Modern merasa sulit untuk mencari
operator mesin Numerical Control ( NC Machine ) yang dimiliki perusahaan tersebut.
Mesin NC yang dimiliki digunakan untuk mengerjakan pesanan-pesanan berupa komponen pesawat terbang dari industri pesawat terbang di benua Amerika dan Eropa.
Saat ini PT. Modern harus mulai mengerjakan komponen pesawat terbang PASE dengan bahan almunium L-3140 dengan kekerasan bahan T-351 dan spesifikasi LN-9073-8# serta ukuran 85 x 130 x 5 mm per komponen.
Komponen tersebut akan dikerjakan menggunakan mesin TNC-Milling (salah satu jenis mesin TNC) dengan proses pembuatan sebagai berikut :
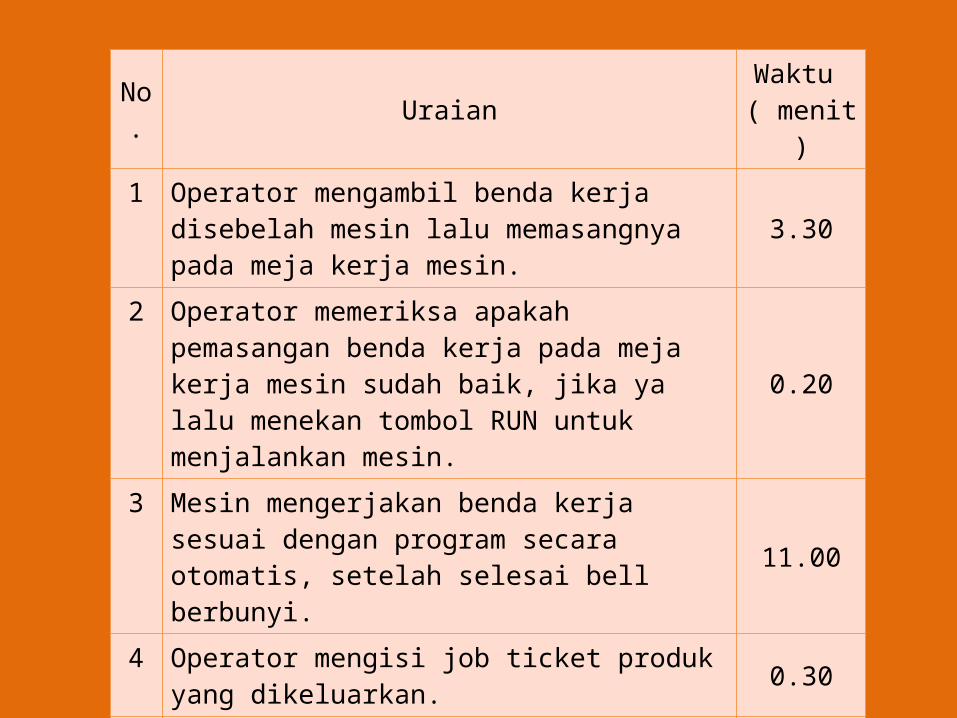
No. Uraian Waktu
( menit )
1 Operator mengambil benda kerja disebelah mesin lalu memasangnya pada meja kerja mesin. 3.30
2Operator memeriksa apakah pemasangan benda kerja pada meja kerja mesin sudah baik, jika ya lalu menekan tombol RUN untuk menjalankan mesin.
0.20
3 Mesin mengerjakan benda kerja sesuai dengan program secara otomatis, setelah selesai bell berbunyi.
11.00
4 Operator mengisi job ticket produk yang dikeluarkan. 0.30
5Operator membongkar benda kerja dari mesin yang telah selesai diproses dan meletakkan di tempat produk didekat mesin.
2.00
Pertanyaan • Buatlah Peta Pekerja dan Mesin untuk satu mesin berdasarkan uraian pekerjaan di atas.
• Berapakah jumlah mesin yang dapat dilayani satu orang operator?
Coba lagi…Waktu proses pengerjaan produk Z dari sebuah mesin
perkakas yang ditangan seorang operator, adalah :
Operator :1. Meletakkan benda kerja ke mesin dengan waktu 0.8 menit2. Mengambil benda kerja dari mesin dengan waktu 0.4 menit3. Memeriksa dan membersihkan benda kerja dengan waktu
1.2 menit4. Berjalan ke tempat penyimpanan benda kerja dengan
waktu 0.1 menit
Mesin :• Waktu pengerjaan ( running time ) dengan waktu 3 menit.
Ditanyakan :a. Hitunglah jumlah mesin optimal yang dapat dioperasikan
atau ditangani seorang operator dengan tujuan meminimasi waktu mengganggur.
b. Gambarkan Peta Pekerja dan Mesin untuk satu siklus pembuatan benda kerja berdasarkan jumlah mesin optimal.
PETA REGU KERJA
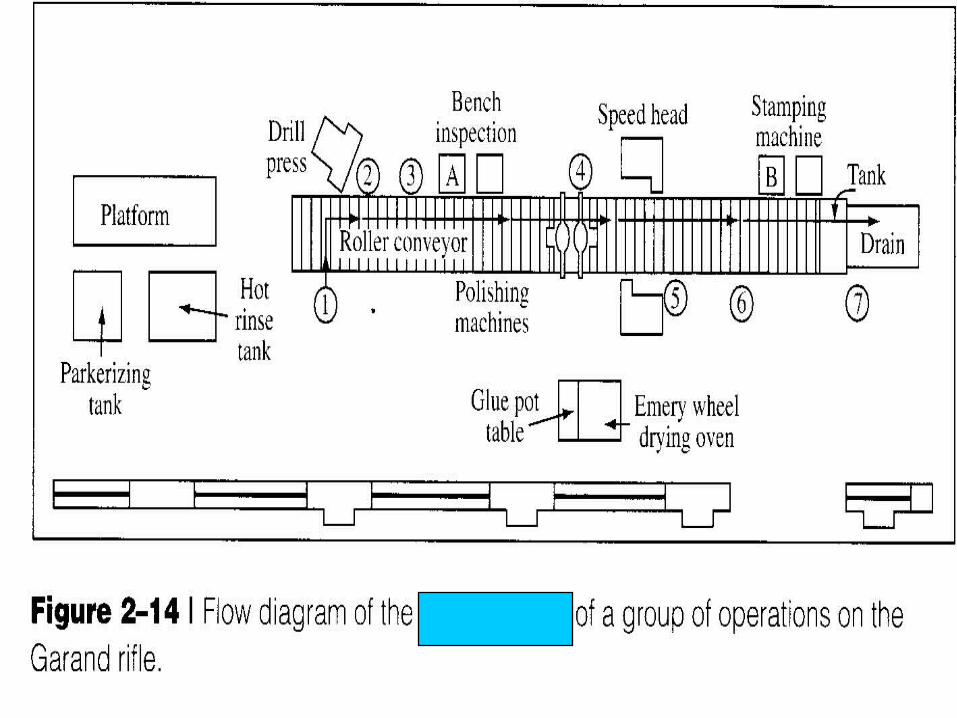
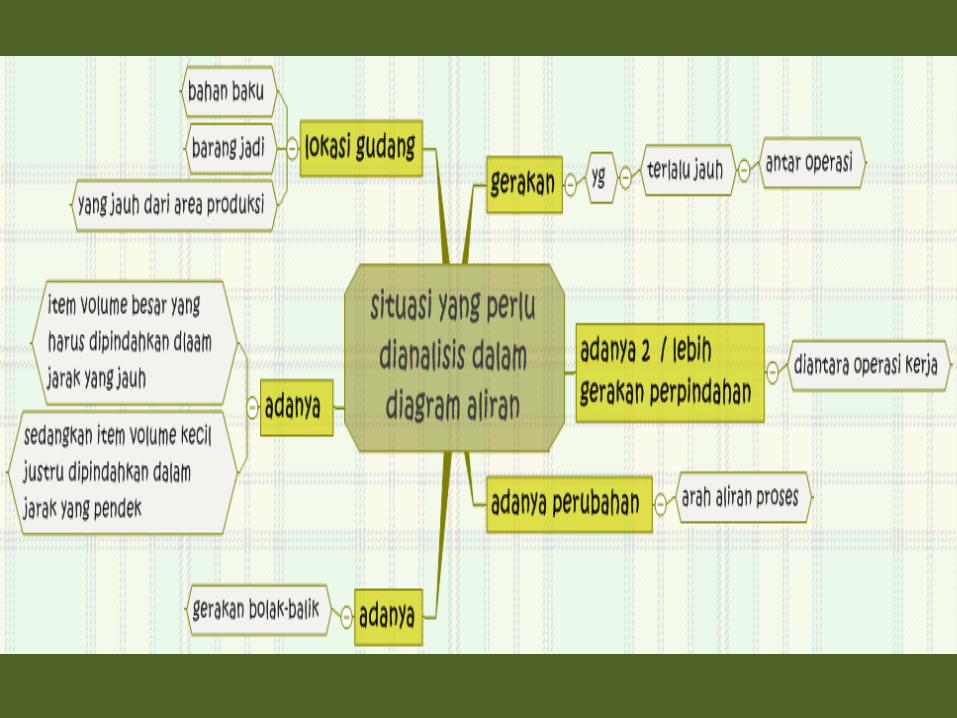
DIAGRAM ALIRAN
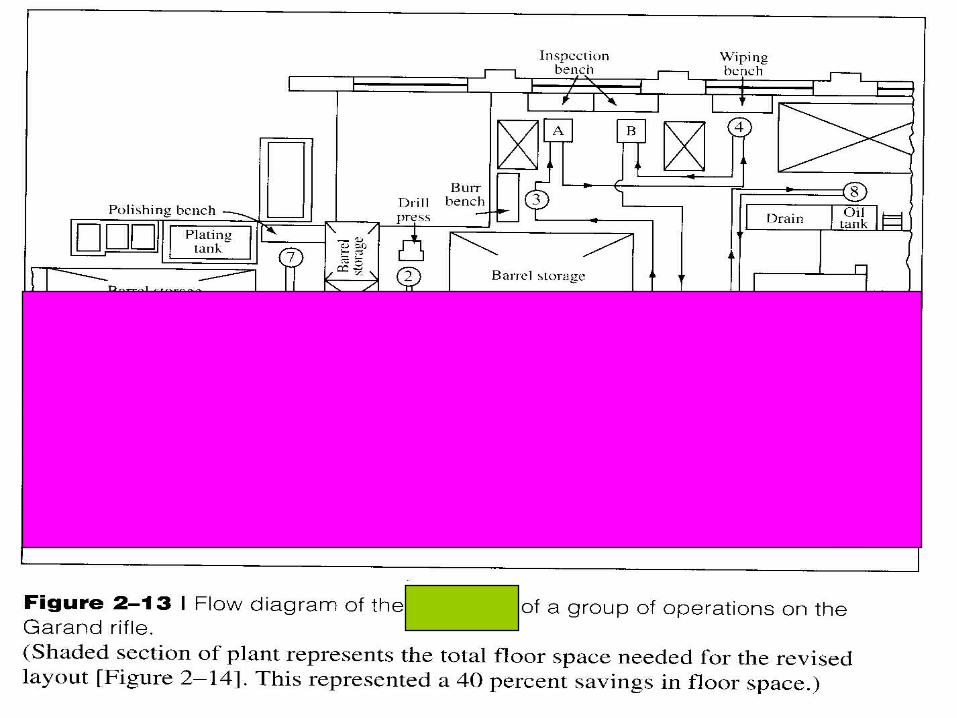

Memperjelas informasi dalam
Peta Aliran Proses
PETA TANGAN KIRI-TANGAN KANAN
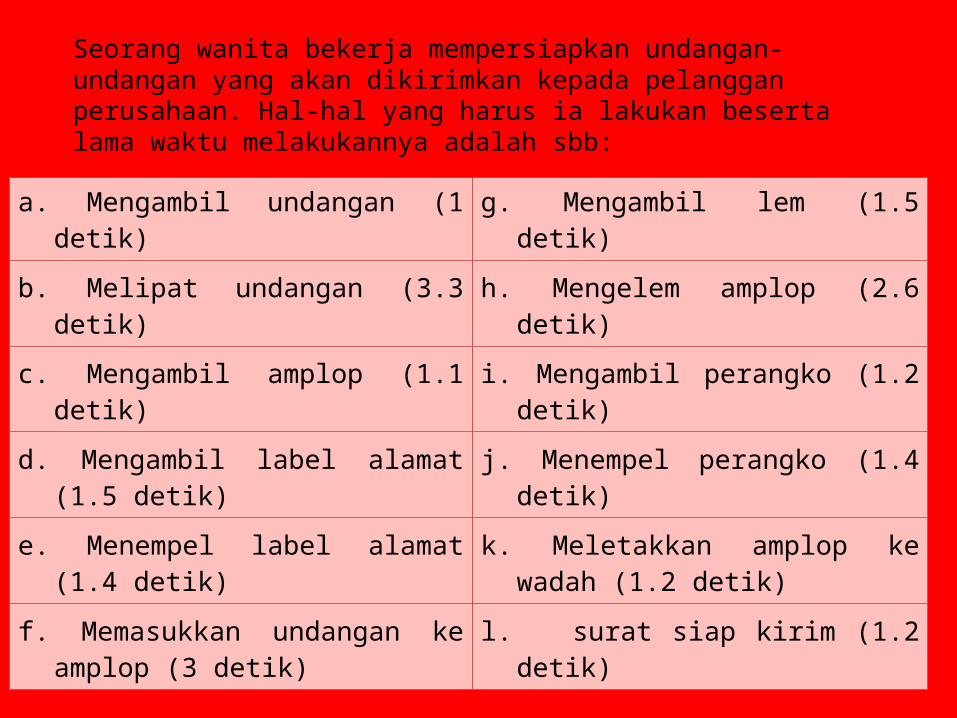
Seorang wanita bekerja mempersiapkan undangan-undangan yang akan dikirimkan kepada pelanggan perusahaan. Hal-hal yang harus ia lakukan beserta lama waktu melakukannya adalah sbb:
a. Mengambil undangan (1 detik) g. Mengambil lem (1.5 detik)
b. Melipat undangan (3.3 detik) h. Mengelem amplop (2.6 detik)
c. Mengambil amplop (1.1 detik)i. Mengambil perangko (1.2
detik)d. Mengambil label alamat (1.5
detik)j. Menempel perangko (1.4
detik)e. Menempel label alamat (1.4
detik)k. Meletakkan amplop ke wadah
(1.2 detik) f. Memasukkan undangan ke
amplop (3 detik) l. surat siap kirim (1.2 detik)
Apabila jarak antara pekerja dan wadah-wadah brosur, amplop, perangko, label alamat, dan wadah surat siap kirim ialah 30 cm,
1. Buatlah suatu Peta Tangan Kiri dan Tangan Kanan untuk pekerja ini!
2. Hitunglah waktu siklus tiap produknya!
Mari Berlatih• Buat kelompok, terdiri dari 4 orang• Salah satu orang akan berperan sebagai operator
stasiun perakitan pena (gunakan pena yang ada gunakan sekarang)– Siapkan stopwatch digital (dari handphone atau yang
lainnya)– Ukur waktu setiap elemen gerakan yang dilakukan
operator• Petakan kegiatan merakit pena itu dengan peta
tangan kanan-tangan kiri• Lakukan analisis therblig pada metode yang sekarang• Susun perbaikan metode perakitan sehingga waktu
operasinya menjadi lebih singkat.


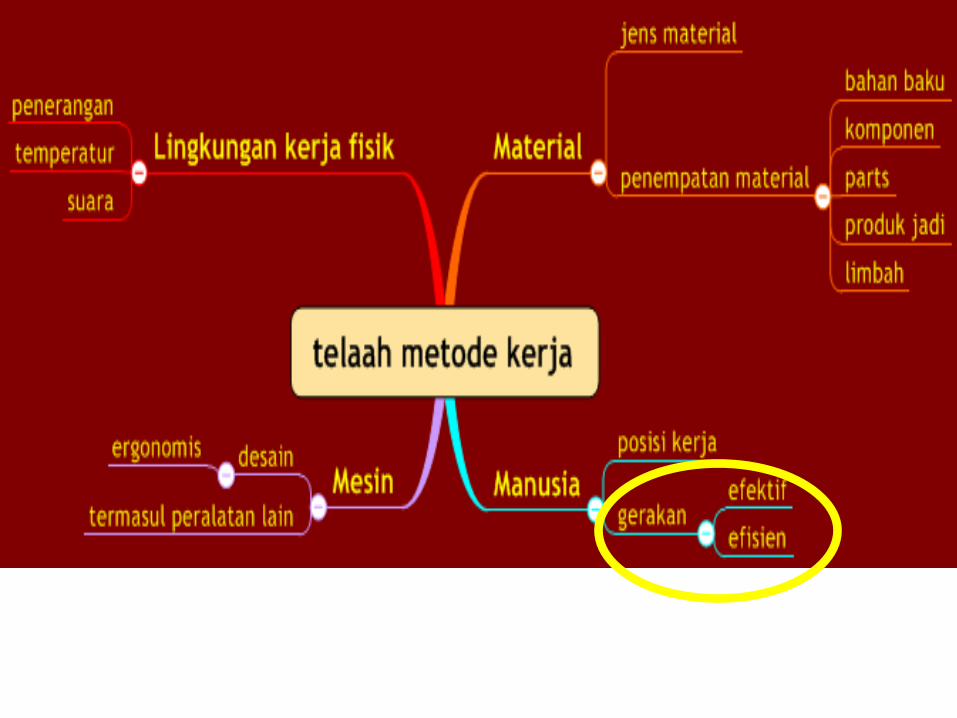
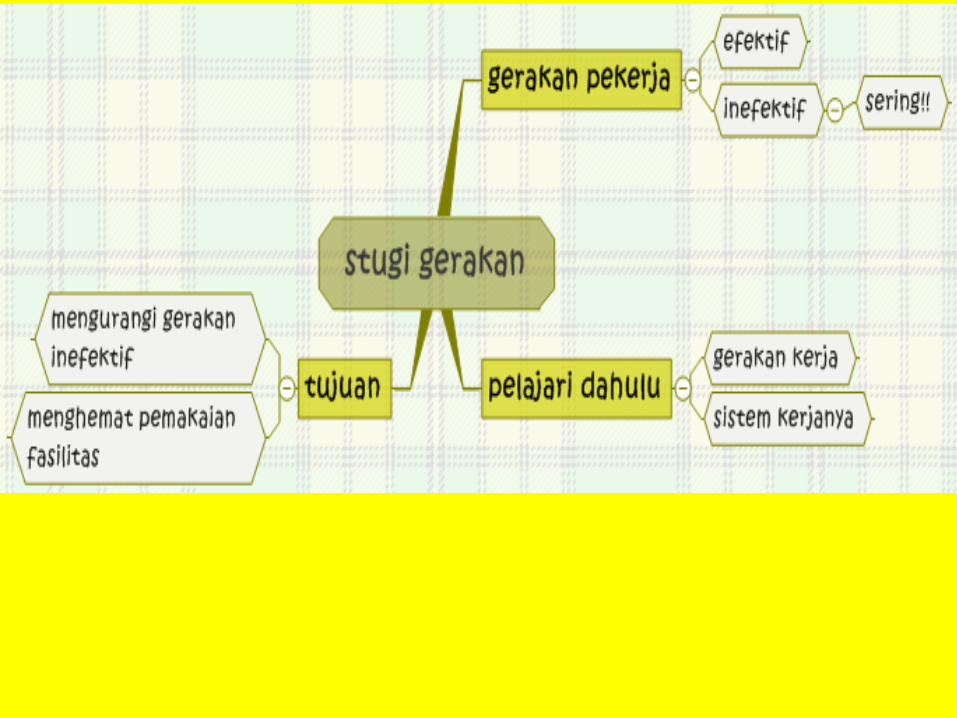
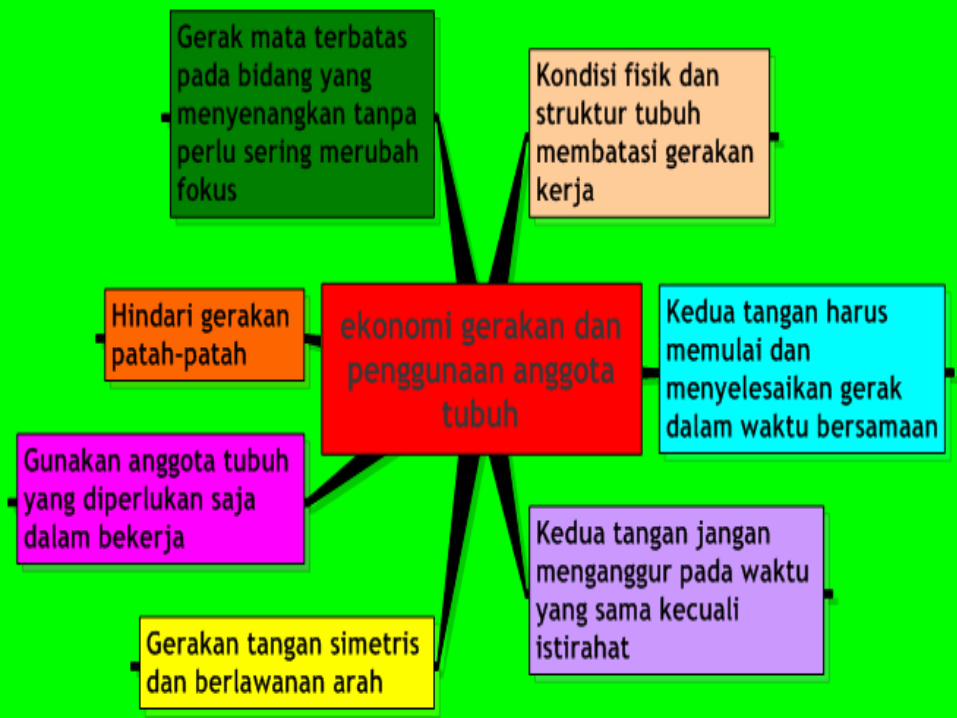
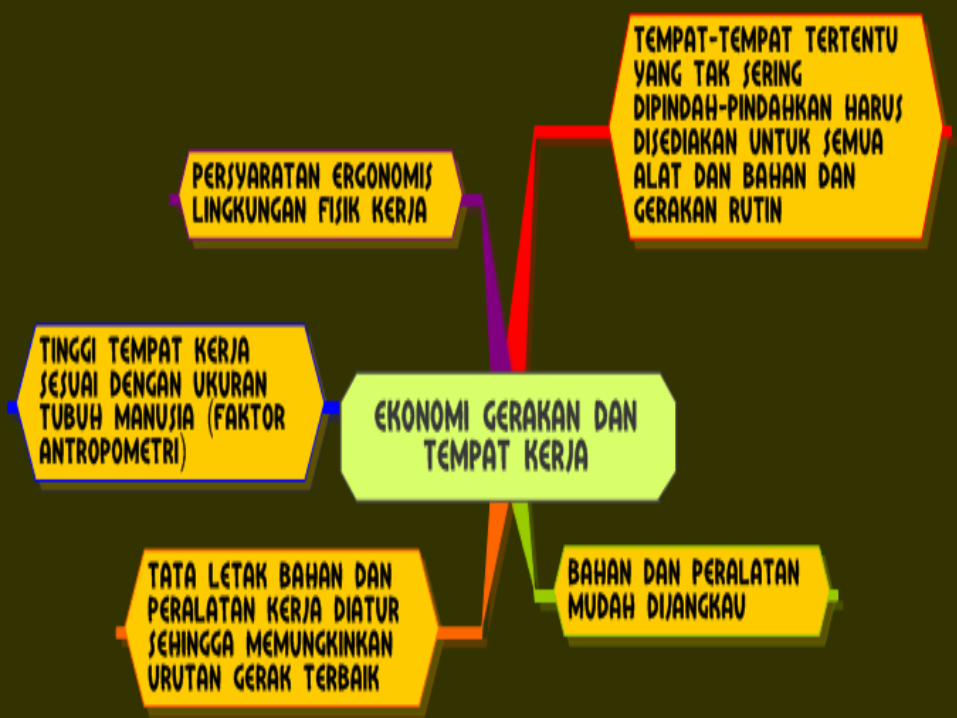
STUDI GERAKAN &EKONOMI GERAKAN
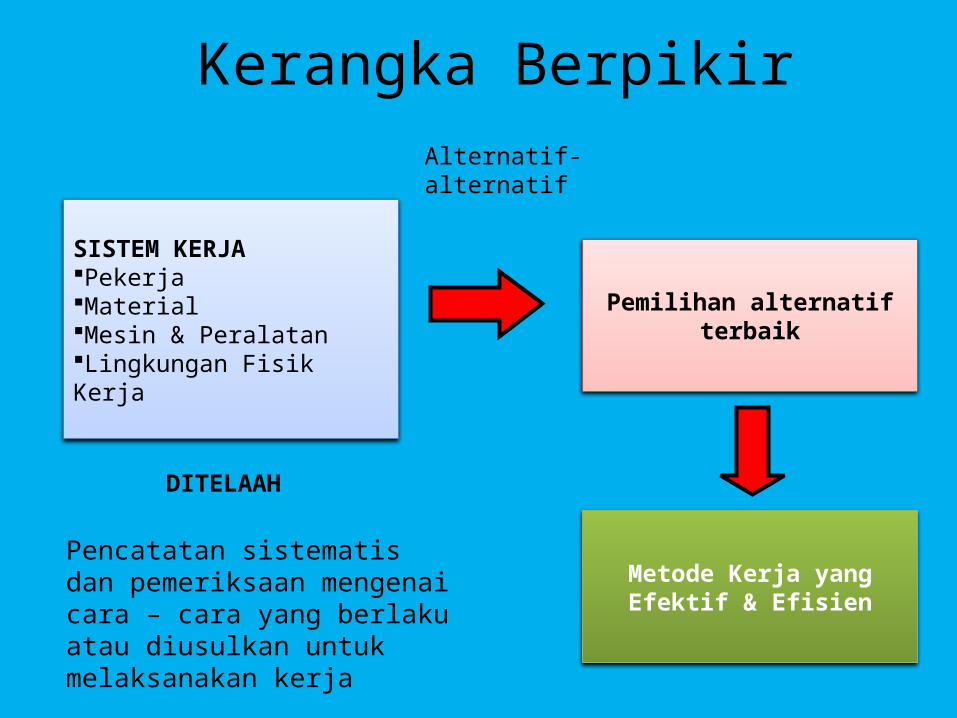
SISTEM KERJAPekerjaMaterialMesin & PeralatanLingkungan Fisik Kerja
Metode Kerja yang Efektif & Efisien
Alternatif-alternatif
Pemilihan alternatif terbaik
DITELAAH
Pencatatan sistematis dan pemeriksaan mengenai cara – cara yang berlaku atau diusulkan untuk melaksanakan kerja
Kerangka Berpikir
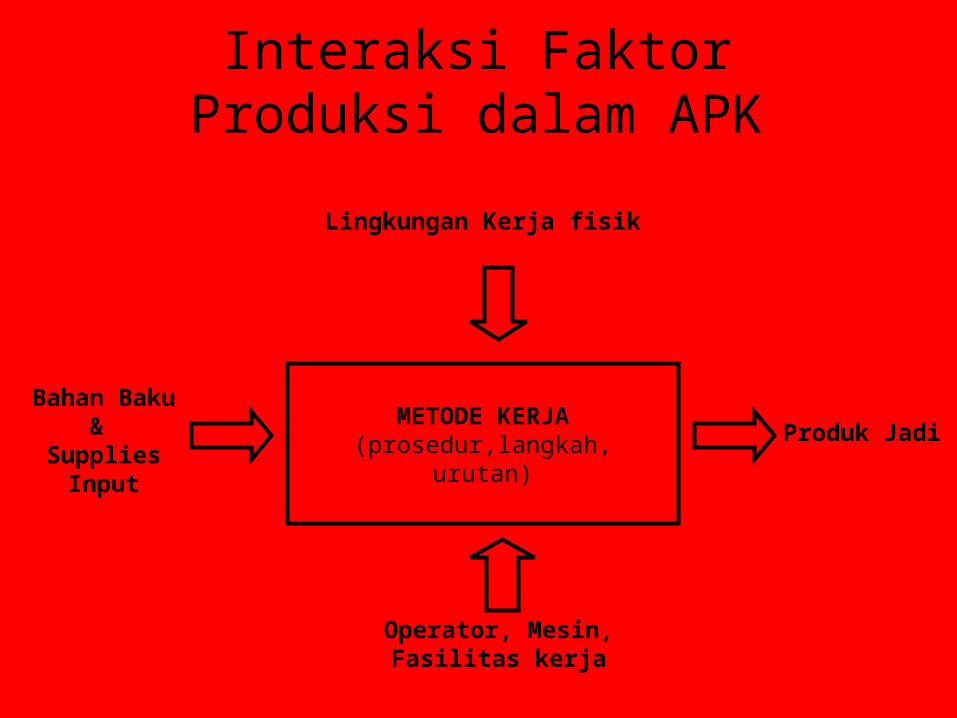
Operator, Mesin, Fasilitas kerja
METODE KERJA(prosedur,langkah, urutan)
Lingkungan Kerja fisik
Bahan Baku&
Supplies Input
Produk Jadi
Interaksi Faktor Produksi dalam APK

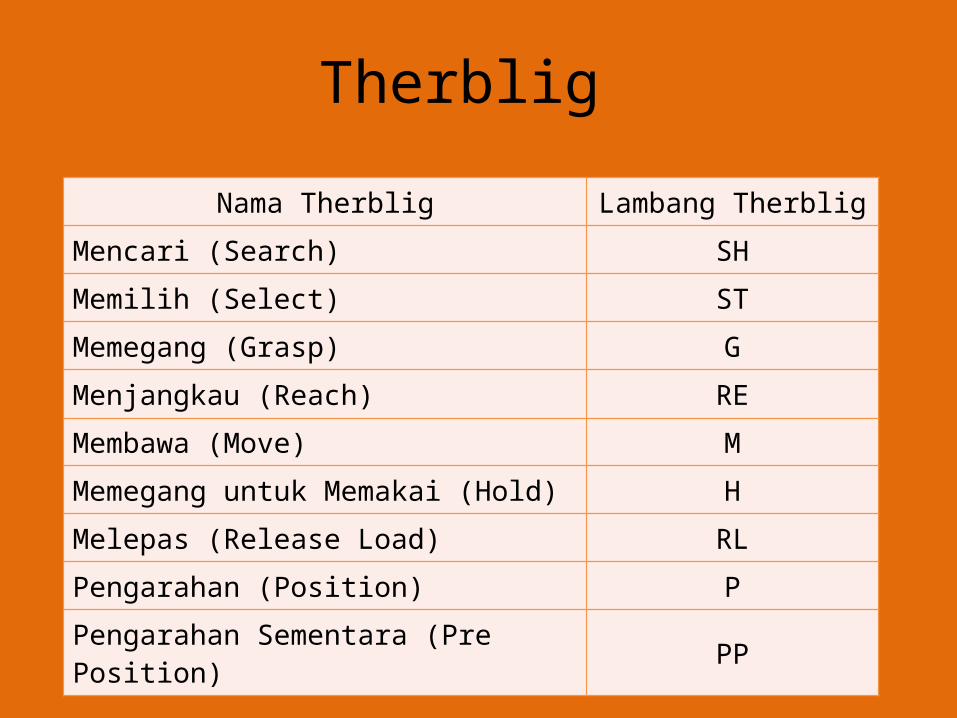
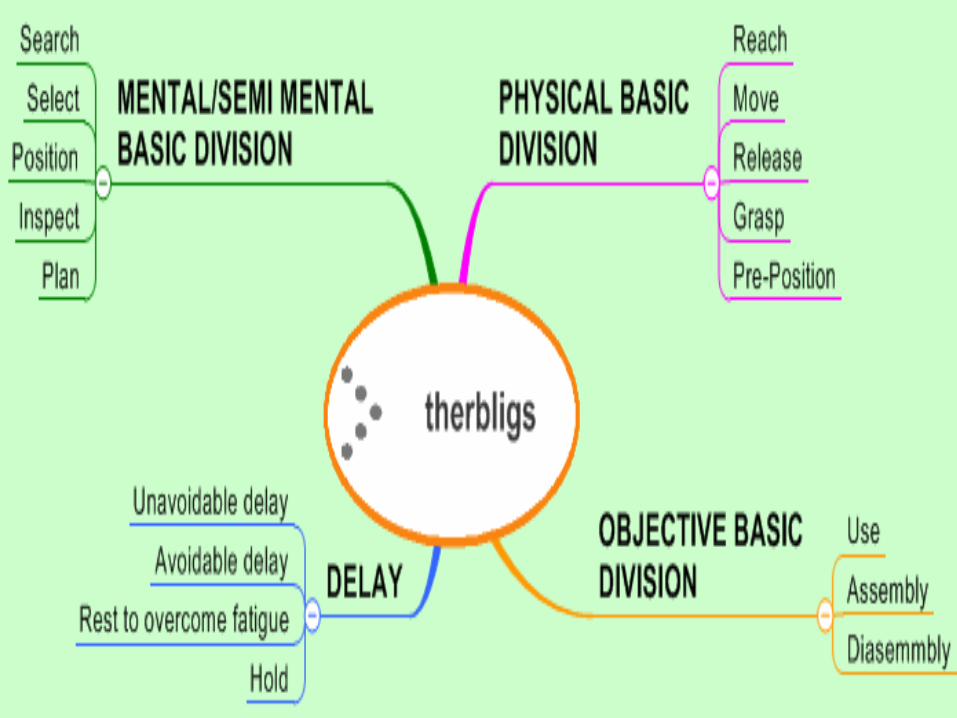
Therblig
Nama Therblig Lambang TherbligMencari (Search) SHMemilih (Select) STMemegang (Grasp) GMenjangkau (Reach) REMembawa (Move) MMemegang untuk Memakai (Hold) HMelepas (Release Load) RLPengarahan (Position) PPengarahan Sementara (Pre Position) PP
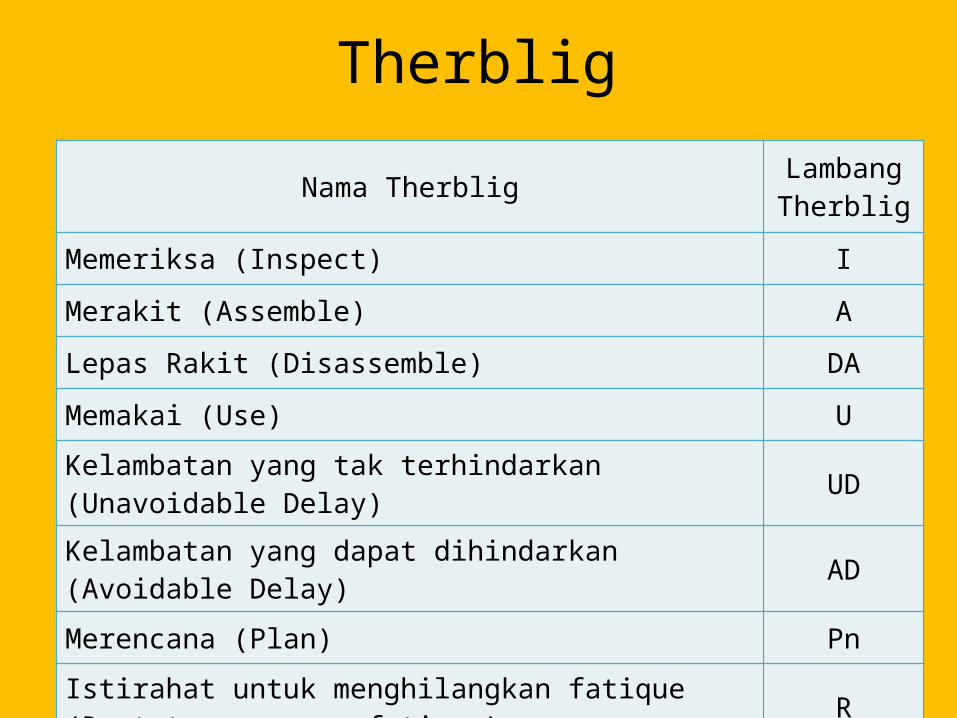
TherbligNama Therblig Lambang
TherbligMemeriksa (Inspect) IMerakit (Assemble) ALepas Rakit (Disassemble) DAMemakai (Use) UKelambatan yang tak terhindarkan (Unavoidable Delay) UDKelambatan yang dapat dihindarkan (Avoidable Delay) AD
Merencana (Plan) PnIstirahat untuk menghilangkan fatique (Rest to overcome fatique) R
Bagaimana anda mengaplikasikan penyederhanaan metode kerja pada perakitan pena dengan menggunakan prinsip ekonomi gerakan?
Pengukuran Waktu Baku
Cara Tidak Langsung
42
kecepatan biaya
Keuntungan Predetermined Time System

46

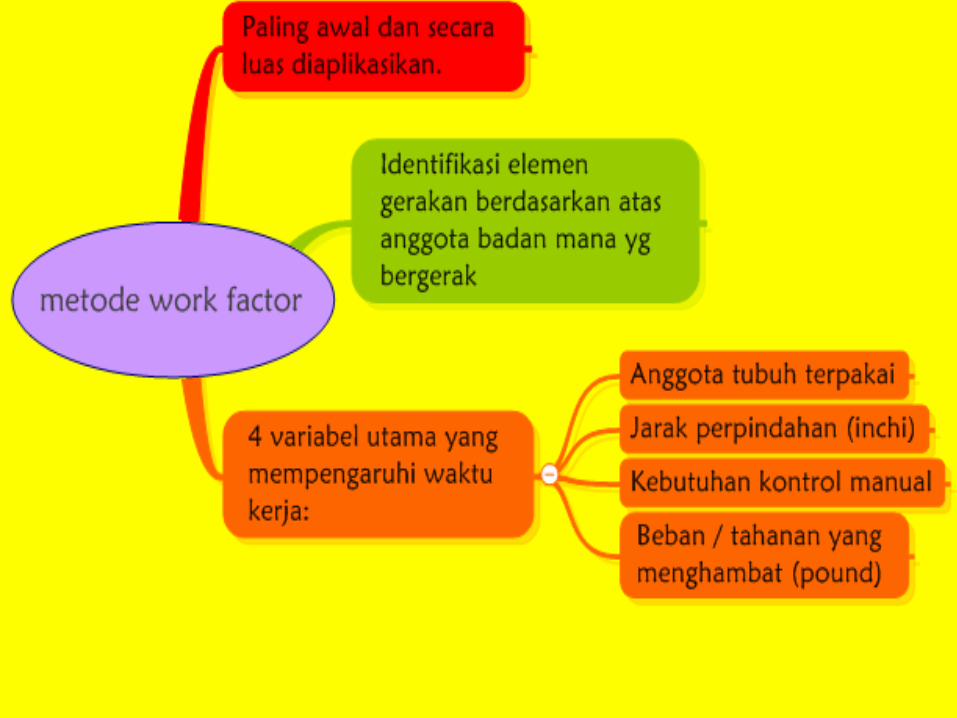
Work - Factor47
Notasi Work-Factor
49
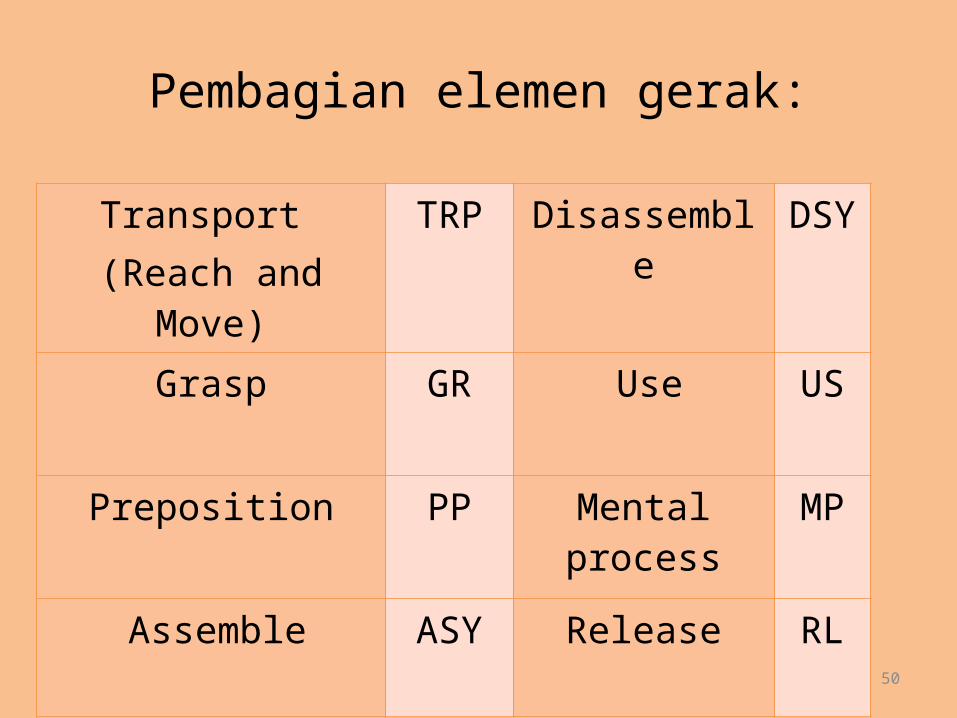
Pembagian elemen gerak:
Transport (Reach and
Move)
TRP Disassemble DSY
Grasp GR Use US
Preposition PP Mental process
MP
Assemble ASY Release RL50
51
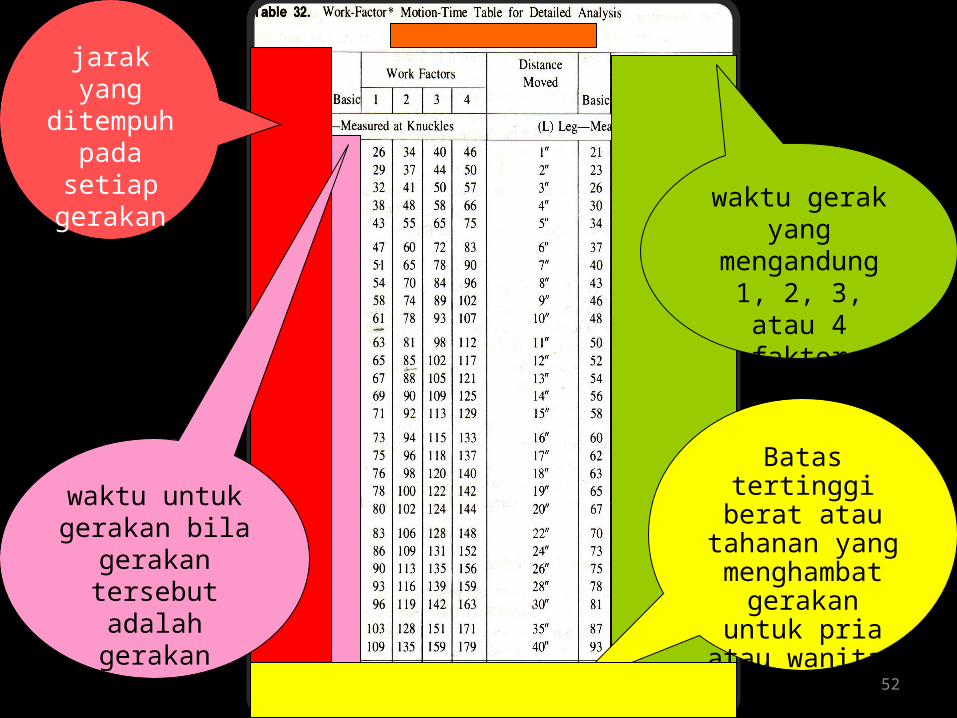
52
waktu untuk gerakan bila
gerakan tersebut adalah
gerakan dasar
jarak yang
ditempuh pada setiap
gerakan waktu gerak yang
mengandung 1, 2, 3, atau 4 faktor kerja.
Batas tertinggi berat atau
tahanan yang menghambat gerakan untuk
pria atau wanita.
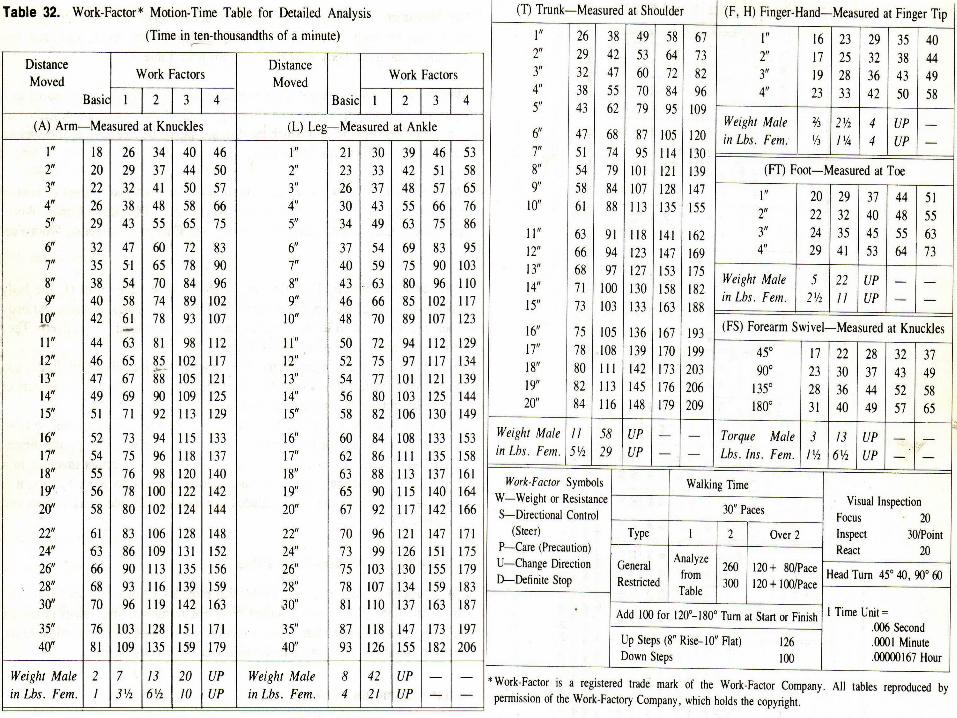
Notasi Umum untuk Setiap Gerakan:
a b ca : notasi untuk anggota badan yang bergerak
b : jarak yang ditempuh
c : menyatakan banyaknya faktor kerja yang tersangkut dalam gerakan
53
54
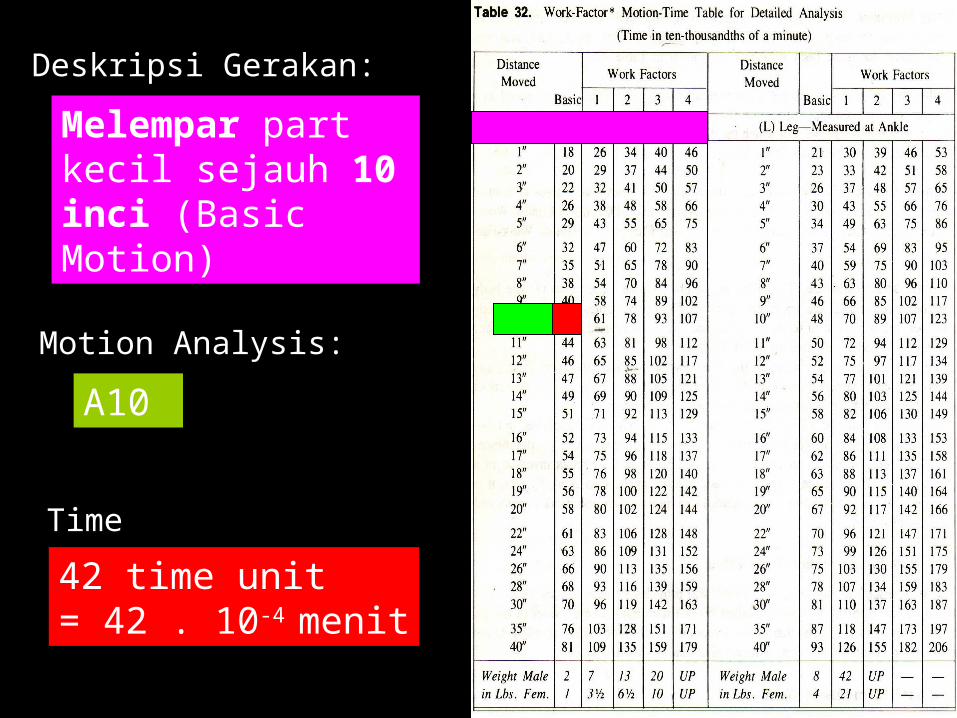
Deskripsi Gerakan:
Motion Analysis:A10
Time42 time unit= 42 . 10-4 menit
Melempar part kecil sejauh 10 inci (Basic Motion)
55
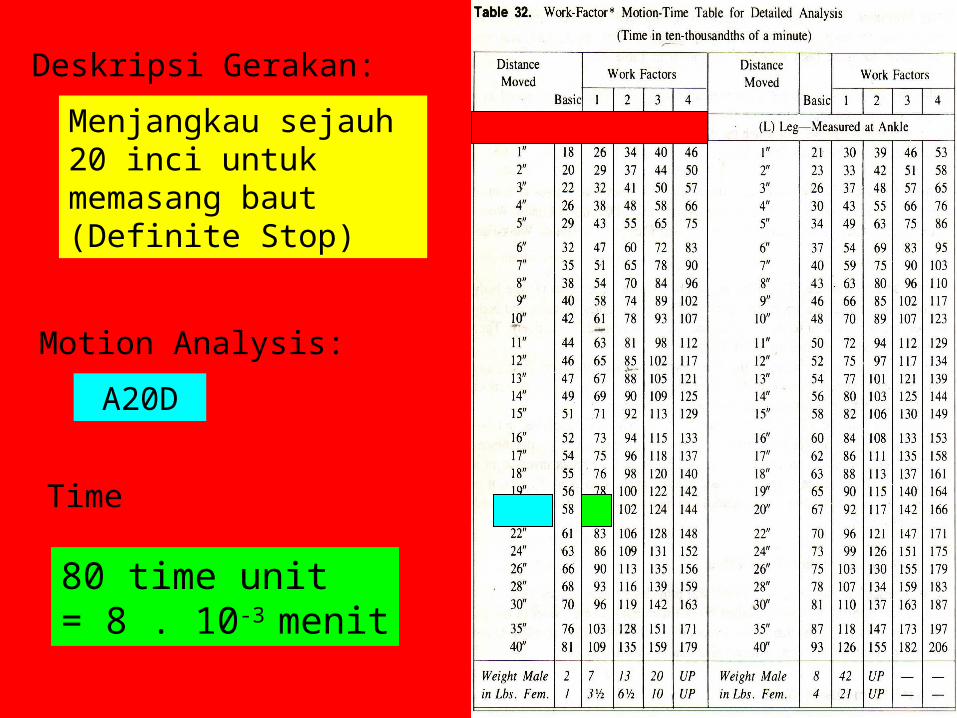
Deskripsi Gerakan:
Motion Analysis:A20D
Time
80 time unit= 8 . 10-3 menit
Menjangkau sejauh 20 inci untuk memasang baut (Definite Stop)





























