Embed Size (px)
DESCRIPTION
Materi PTLF
Citation preview

PERANCANGAN SISTEM MANUFAKTUR
Pendahuluan
4 fungsi penting dalam perusahaan: Product designer Process designer Production planner Facilities planner
Analisis produk
Perancangan produk dengan QFD Pengembangan produk uji kelayakan Uji produk uji teknis dan konsumen
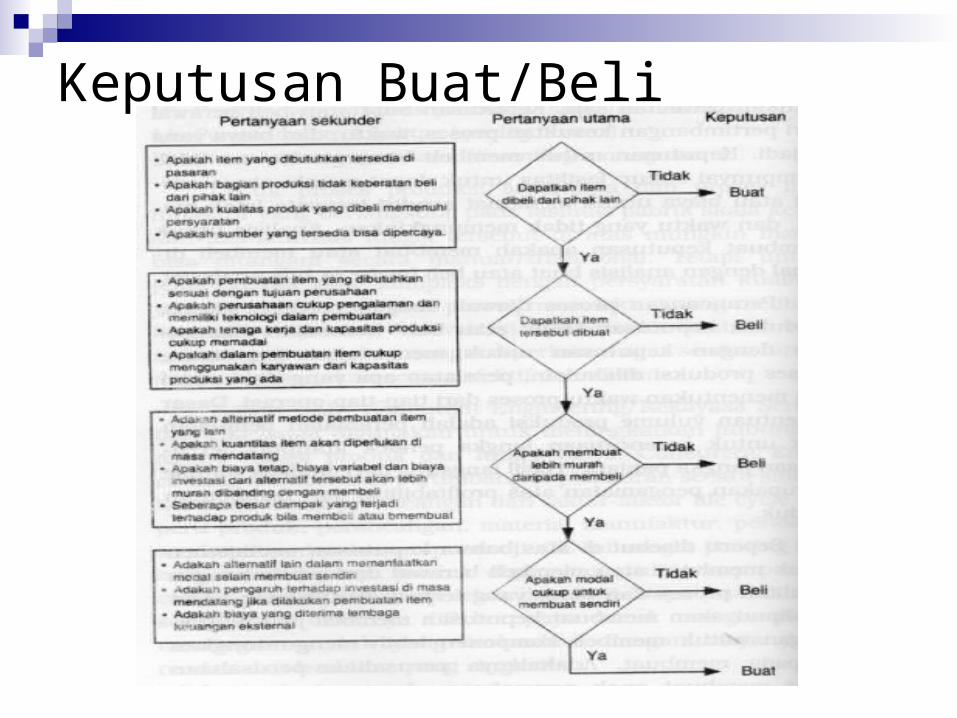
Keputusan Buat/Beli
Berdasarkan keputusan yang diambil, dibuat daftar komponen yang memuat:
Nomor komponen Nama komponen Nomor gambar Jumlah komponen Spesifikasi bahan Keputusan buat/beli
Contoh Sebuah pabrik merancang kebutuhan produk
“x” yang terbuat dari plastik keras. Ada tiga alternatif untuk mendapatkan komponen tersebut:
Alternatif APerusahaan lain yang mensuplai produk x dengan harga 7 juta per 1000 unit. Harga termasuk biaya alat dan pemasangan alat dengan minimum pemesanan 20000 unit. Perusahaan mengeluarkan biaya 30 juta untuk teknisi.
Alternatif B
Teknisi pabrik akan mencetak produk x sendiri dengan biaya 650 juta. Produk x diproduksi dengan alat cetak otomatis dengan biaya 3 juta per 1000 unit.
Alternatif C
untuk cetakan jenis lain biayanya 1100 juta. Pemasangan alat per 1000 unit adalah 2 juta.
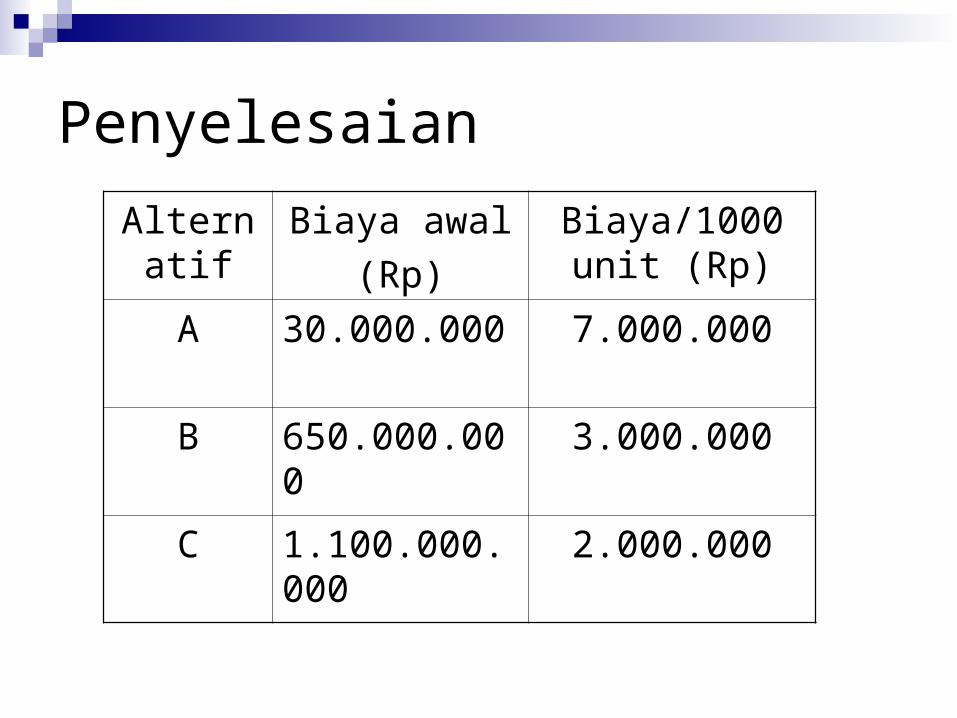
Penyelesaian
Alternatif Biaya awal
(Rp)
Biaya/1000 unit (Rp)
A 30.000.000 7.000.000
B 650.000.000 3.000.000
C 1.100.000.000
2.000.000
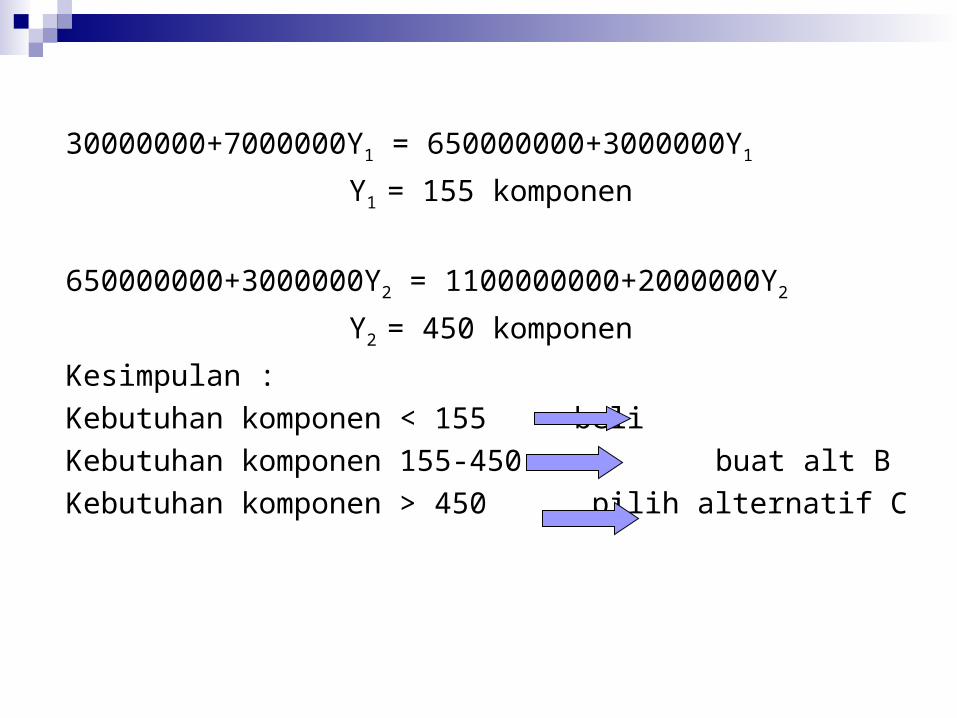
30000000+7000000Y1 = 650000000+3000000Y1
Y1 = 155 komponen
650000000+3000000Y2 = 1100000000+2000000Y2
Y2 = 450 komponen
Kesimpulan :
Kebutuhan komponen < 155 beli
Kebutuhan komponen 155-450 buat alt B
Kebutuhan komponen > 450 pilih alternatif C
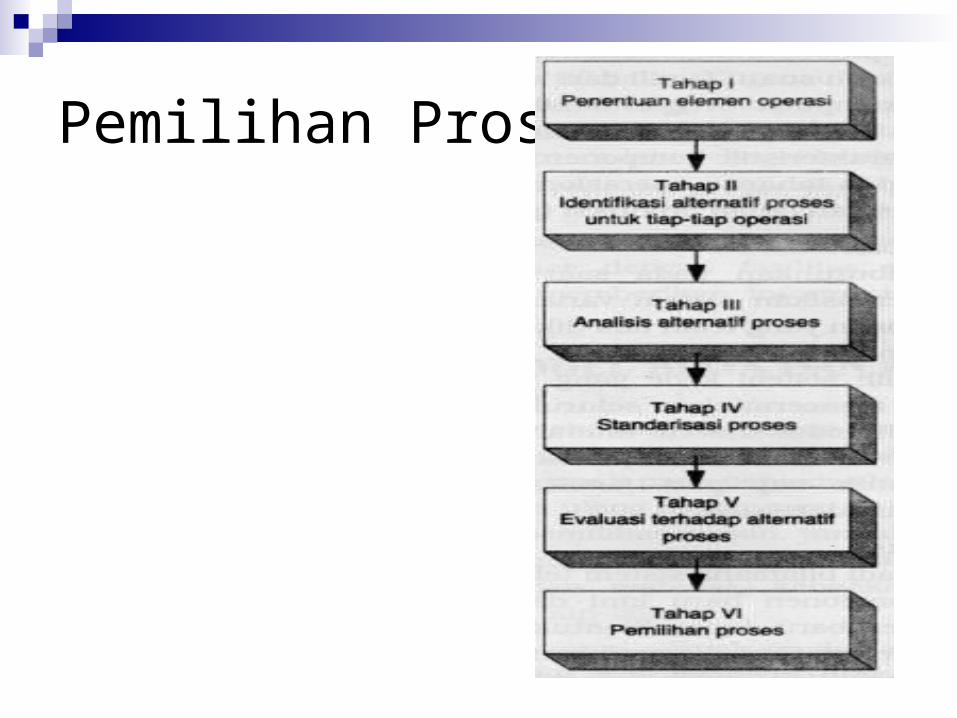
Pemilihan Proses
Model biaya Jumlah produk yang diproduksi berdasarkan
perkiraan pasar dan estimasi scrap Jika Oi menyatakan produk baik yang
diharapkan pada proses ke-j, maka:
Oi = Inpj – pj x Inpj
= Inpj (1- pj )
Dimana:
Inpj : input yang diproduksi pada proses ke-j
pj : prosentase scrap pada proses ke-j
Inpj =
Jika jumlah unit yang diharapkan pada proses 1 dengan menggunakan n proses:
Inp1=
dimana:
On : output pada proses ke-n
j
j
p
O
1
)1)...(1)(1( 21 n
n
ppp
O
Contoh
Produk mengikuti 3 proses pengerjaan, yaitu proses 1, 2 dan 3, dengan produk baik yang diharapkan pada proses ke 3 adalah 20.000 unit. Estimasi scrap tiap proses adalah:
p1= 10%
p2= 5%
p3= 15%
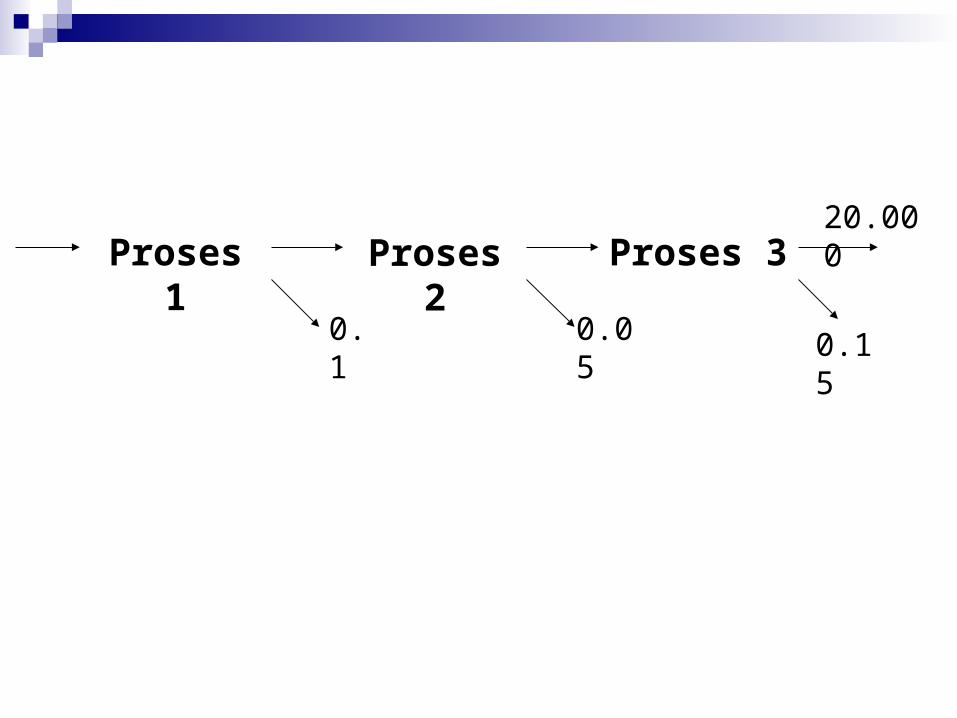
Proses 1
Proses 2
Proses 3
0.1 0.05
0.15
20.000
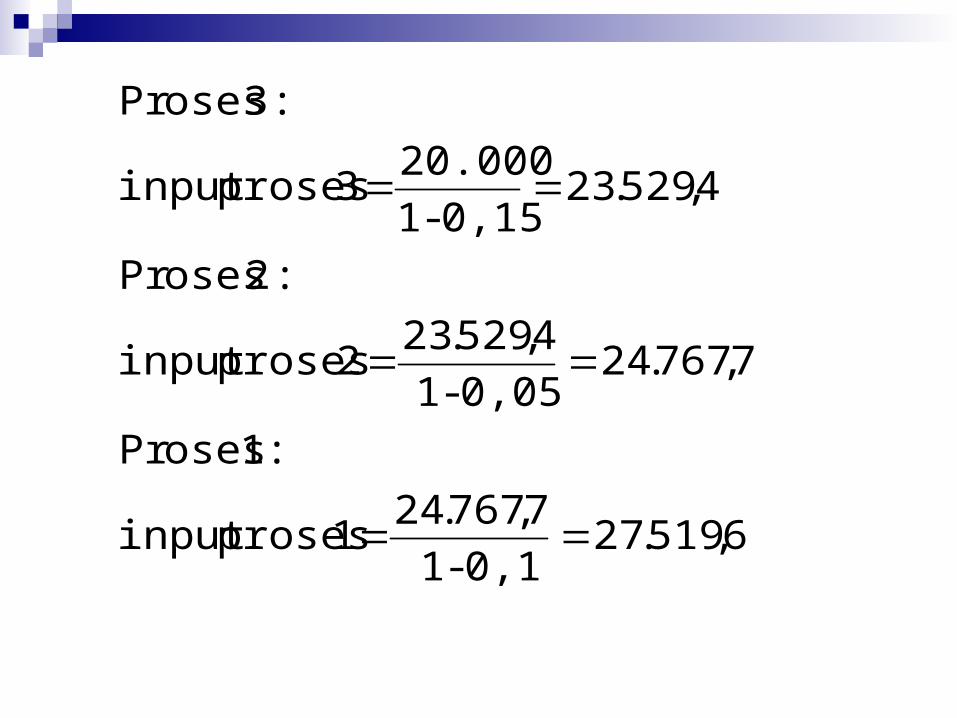
6,519.270,1-1
7,767.24 1 prosesinput
:1osesPr
7,767.240,05-1
4,529.23 2 prosesinput
:2osesPr
4,529.230,15-1
20.000 3 prosesinput
:3osesPr
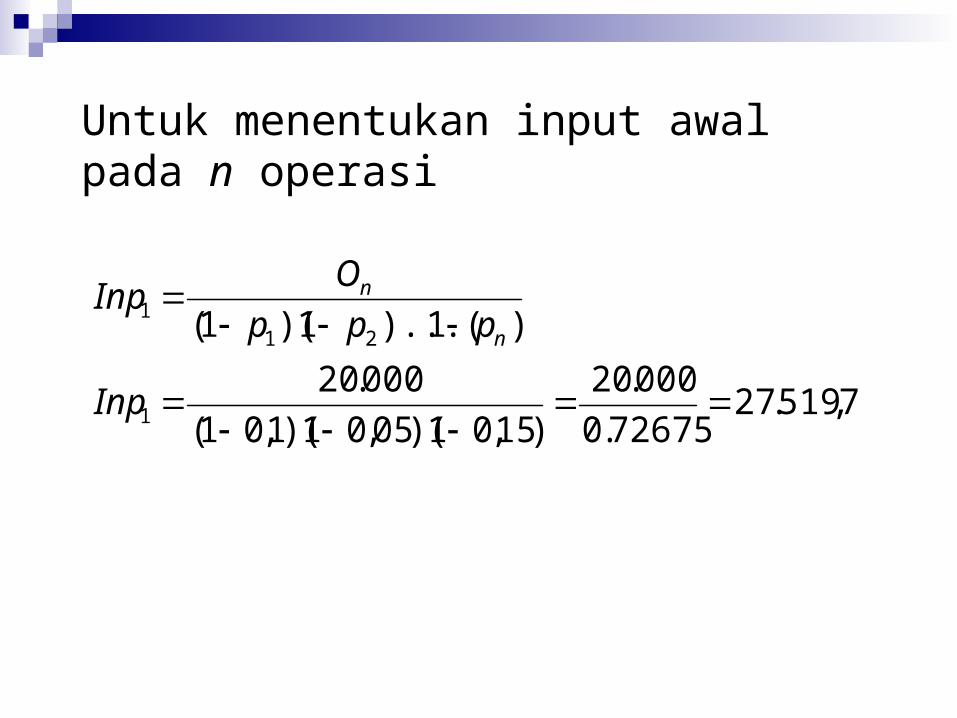
Untuk menentukan input awal pada n operasi
7,519.2772675.0
000.20
)15,01)(05,01)(1,01(
000.20
)1)...(1)(1(
1
211
Inp
ppp
OInp
n
n
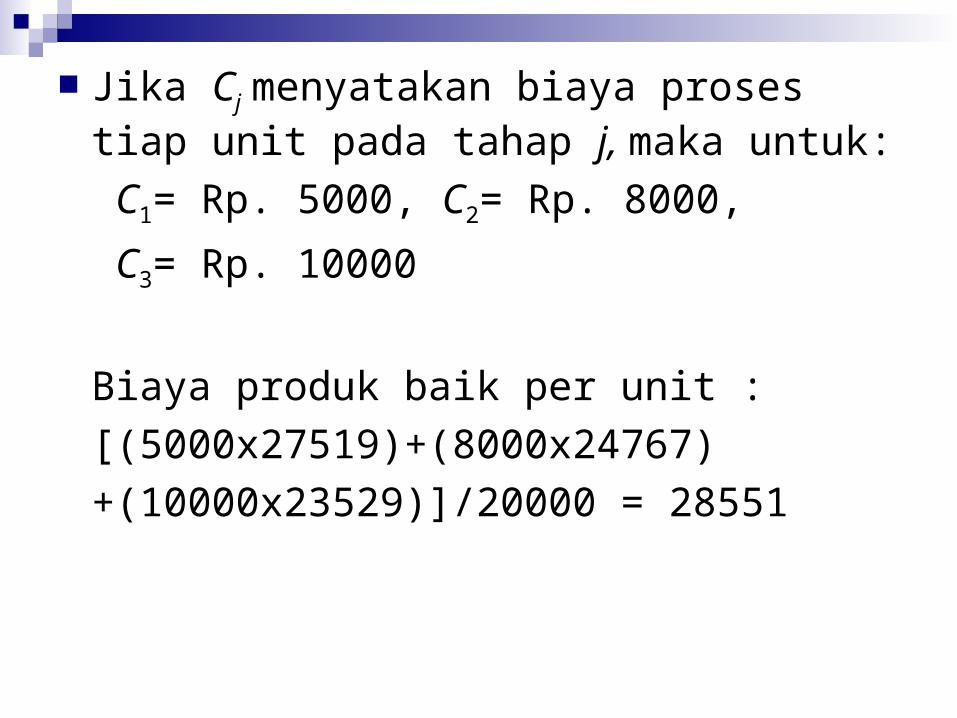
Jika Cj menyatakan biaya proses tiap unit pada tahap j, maka untuk:
C1= Rp. 5000, C2= Rp. 8000,
C3= Rp. 10000
Biaya produk baik per unit :
[(5000x27519)+(8000x24767)
+(10000x23529)]/20000 = 28551
Jika prosentase nondefect adalah:
(1-0,1)(1-0,05)(1-0,15) = 0,72675
biaya per unit produk baik adalah:
(5000+8000+10000)/0,72675 = 31647
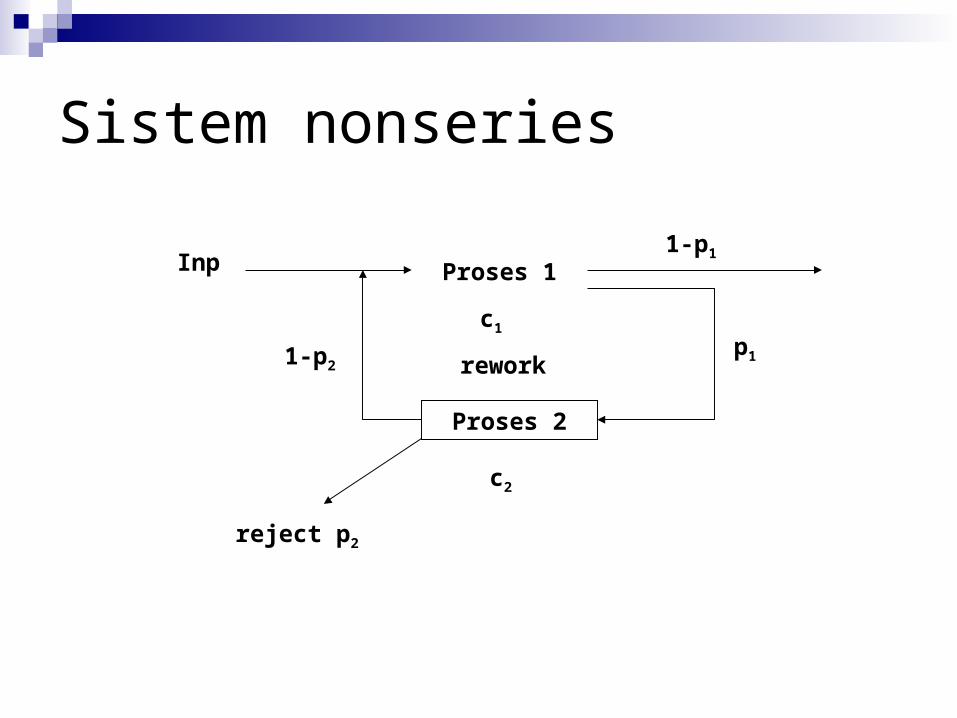
Sistem nonseries
Proses 1
Proses 2
Inp1-p1
p1rework
c2
c1
1-p2
reject p2
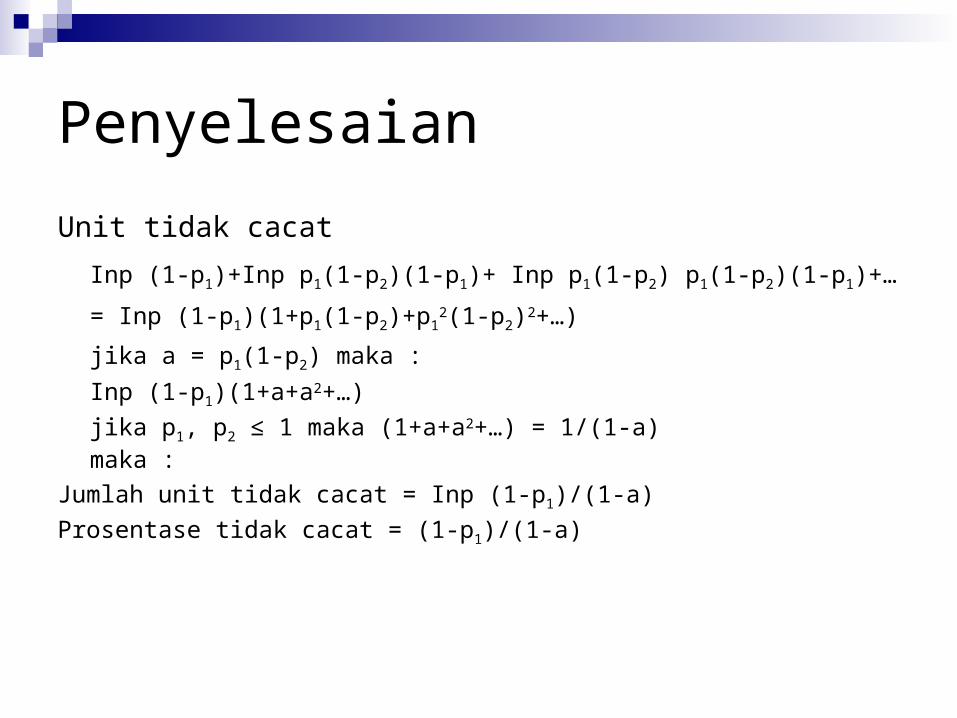
Penyelesaian
Unit tidak cacat
Inp (1-p1)+Inp p1(1-p2)(1-p1)+ Inp p1(1-p2) p1(1-p2)(1-p1)+…
= Inp (1-p1)(1+p1(1-p2)+p12(1-p2)2+…)
jika a = p1(1-p2) maka :
Inp (1-p1)(1+a+a2+…)
jika p1, p2 ≤ 1 maka (1+a+a2+…) = 1/(1-a)maka :
Jumlah unit tidak cacat = Inp (1-p1)/(1-a)
Prosentase tidak cacat = (1-p1)/(1-a)
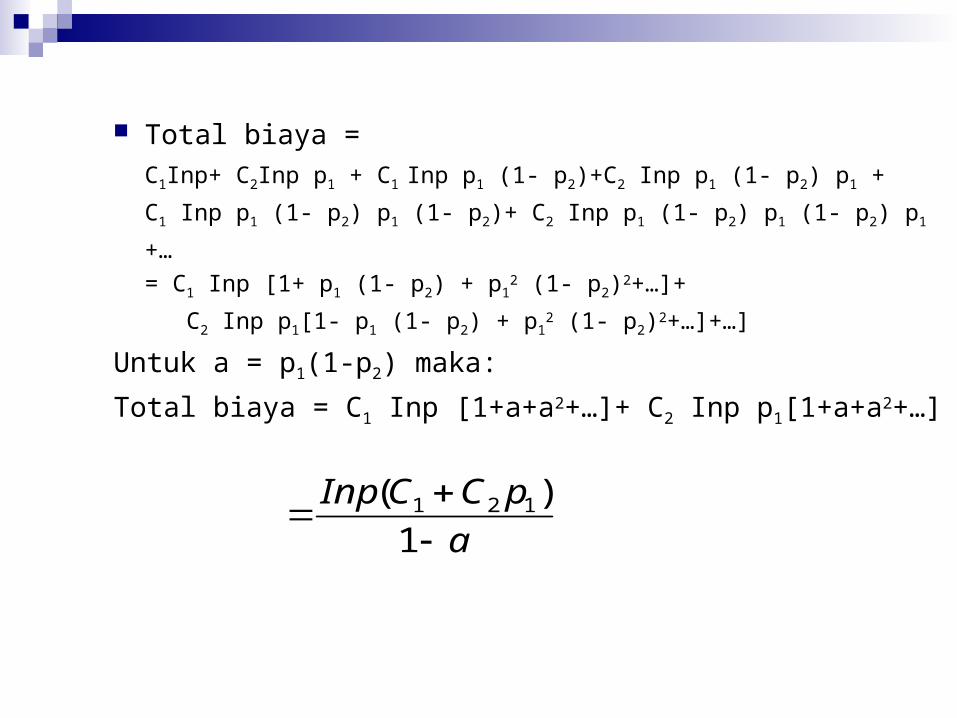
Total biaya =
C1Inp+ C2Inp p1 + C1 Inp p1 (1- p2)+C2 Inp p1 (1- p2) p1 +
C1 Inp p1 (1- p2) p1 (1- p2)+ C2 Inp p1 (1- p2) p1 (1- p2) p1
+…
= C1 Inp [1+ p1 (1- p2) + p12 (1- p2)2+…]+
C2 Inp p1[1- p1 (1- p2) + p12 (1- p2)2+…]+…]
Untuk a = p1(1-p2) maka:
Total biaya = C1 Inp [1+a+a2+…]+ C2 Inp p1[1+a+a2+…]
a
pCCInp
1
)( 121
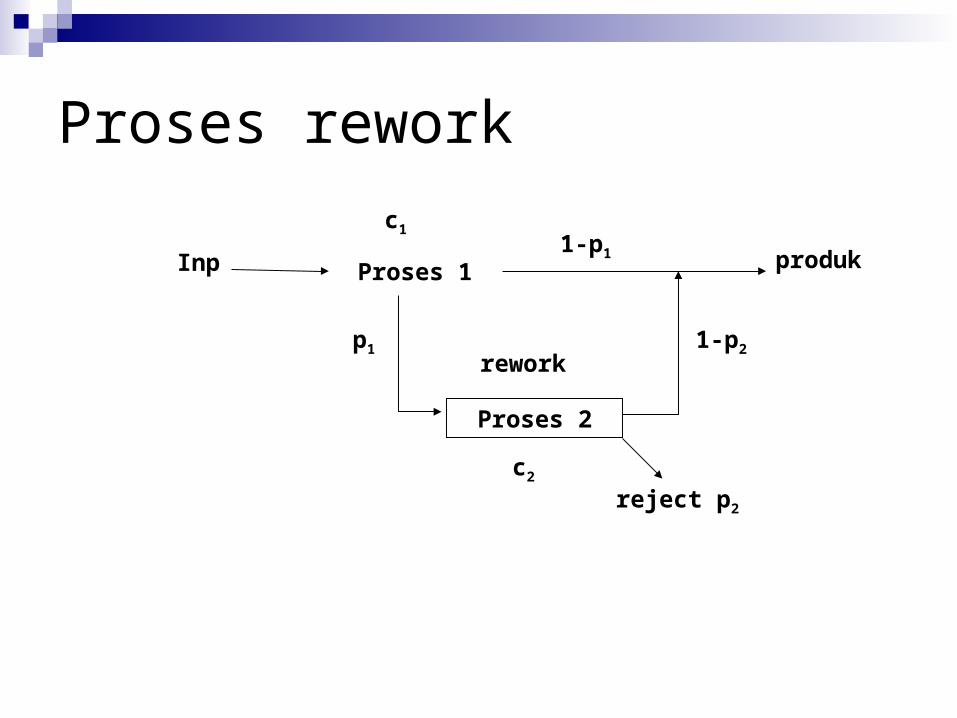
Proses rework
Proses 1
Proses 2
Inp1-p1
p1rework
c2
c1
1-p2
reject p2
produk
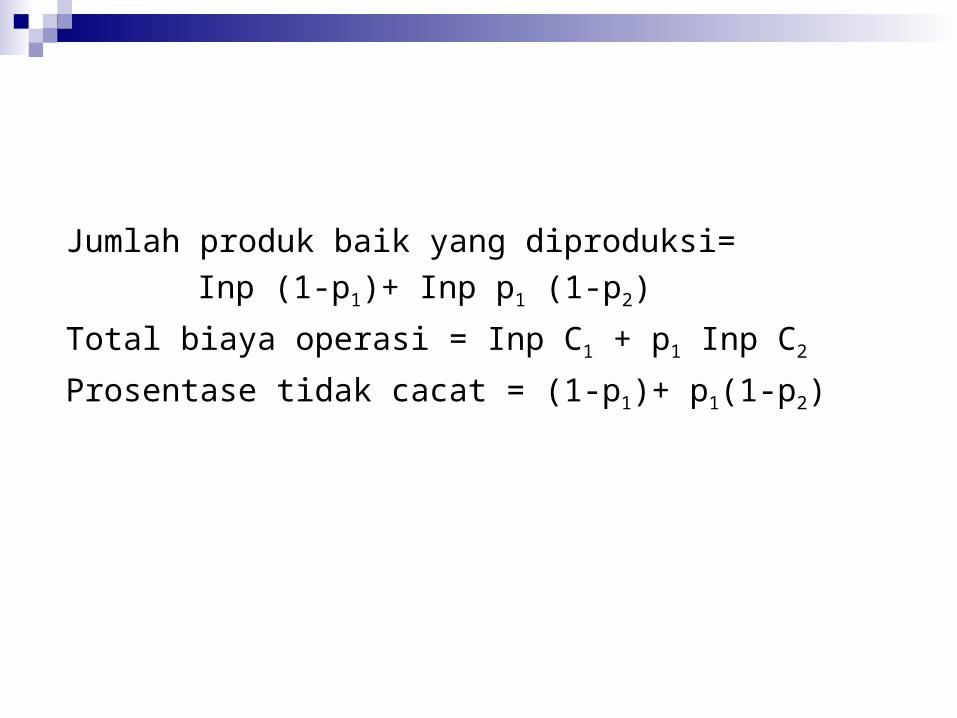
Jumlah produk baik yang diproduksi=
Inp (1-p1)+ Inp p1 (1-p2)
Total biaya operasi = Inp C1 + p1 Inp C2
Prosentase tidak cacat = (1-p1)+ p1(1-p2)
Contoh
Jika pi adalah probabilitas produk cacat pada tahap ke-i dan Ci adalah biaya proses pada tahap ke-i. Tentukan jumlah kapasitas yang masuk pada tahap awal proses dan berapa total biaya untuk memproduksi 100 unit?
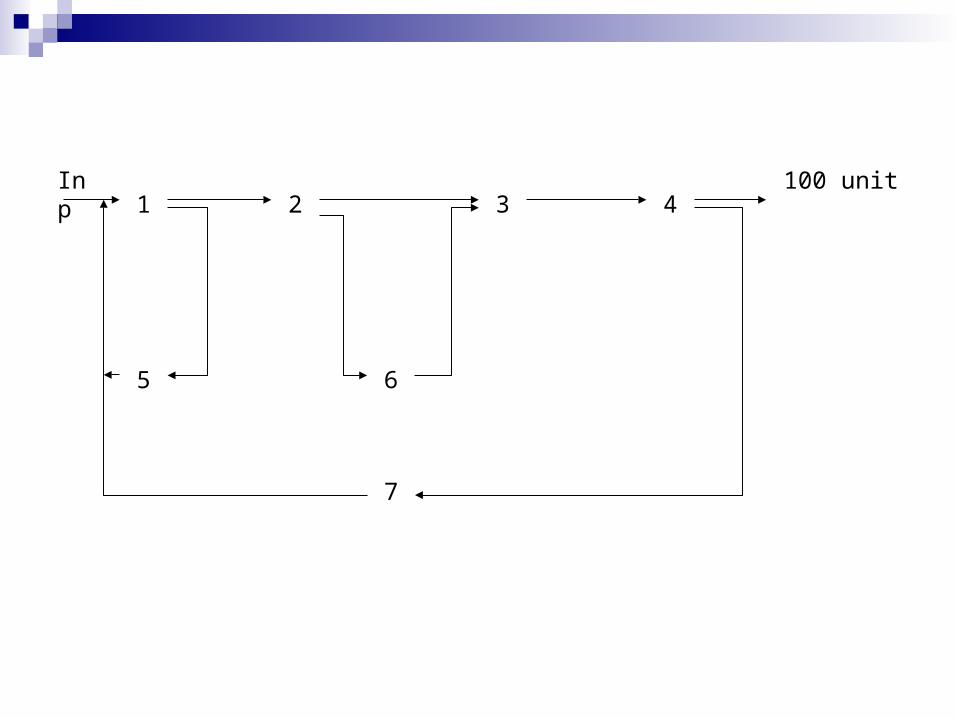
1 2 3 4
5 6
7
Inp
100 unit
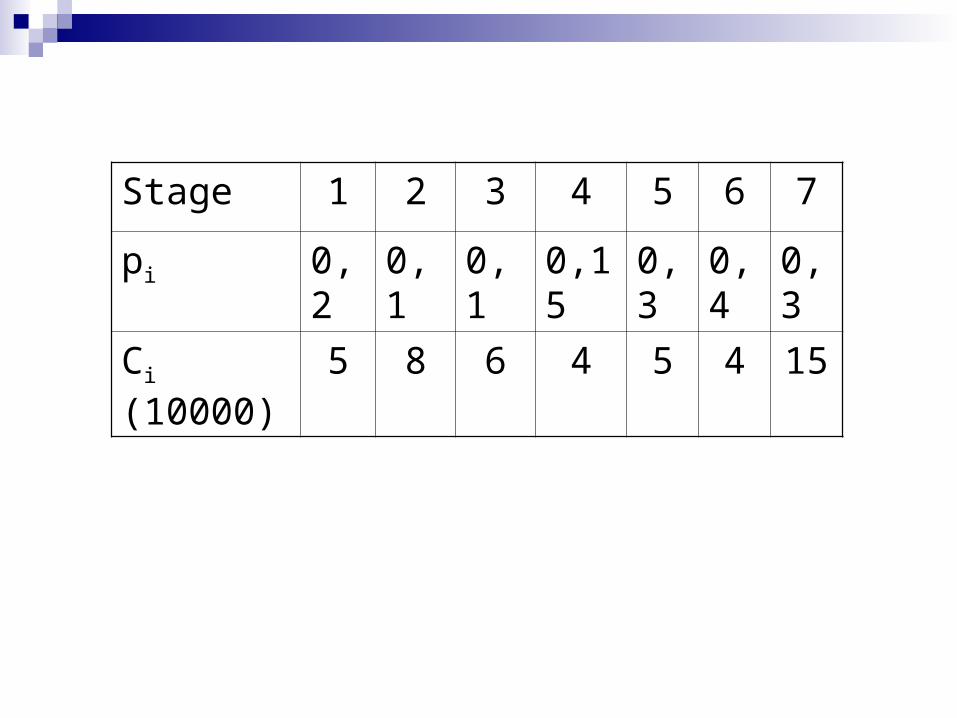
Stage 1 2 3 4 5 6 7
pi 0,2 0,1 0,1 0,15
0,3 0,4 0,3
Ci (10000)
5 8 6 4 5 4 15
Penyelesaian
Langkah 1
menggabungkan proses 1 dan 5
menjadi proses 8
a = p1(1-p5)= 0,2 (1-0,3) = 0,14
% tidak cacat = 1-p1/1-a =
(1-0,2)/(1-0,14) = 0,93
% cacat = 1 – 0,93 = 0,07
Biaya/unit = C8 = (C1+C5p1)/(1-a) = 6,97
1
5
Langkah 2
menggabungkan proses 2 dan 6 menjadi
proses 9
% tidak cacat = (1-p2)+p2(1-p6)
= (1-0,1)+0,1(1-0,4) =0,96
% cacat = 1 – 0,96 = 0,04
Biaya/unit = C9 = (C2+C6p2)/%tidak cacat
= 8,75
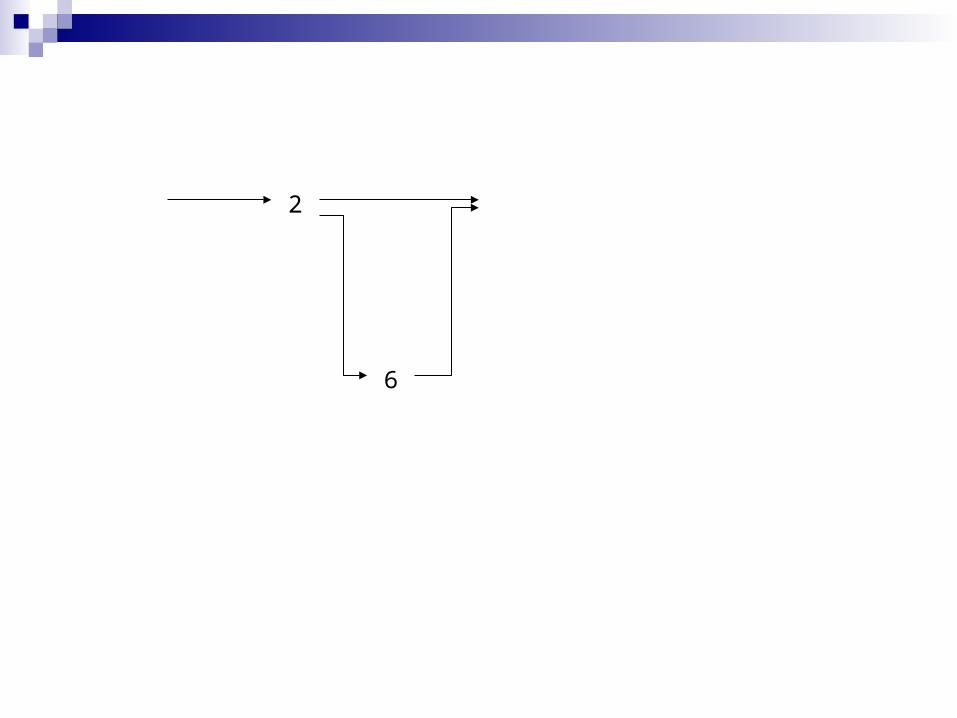
2
6
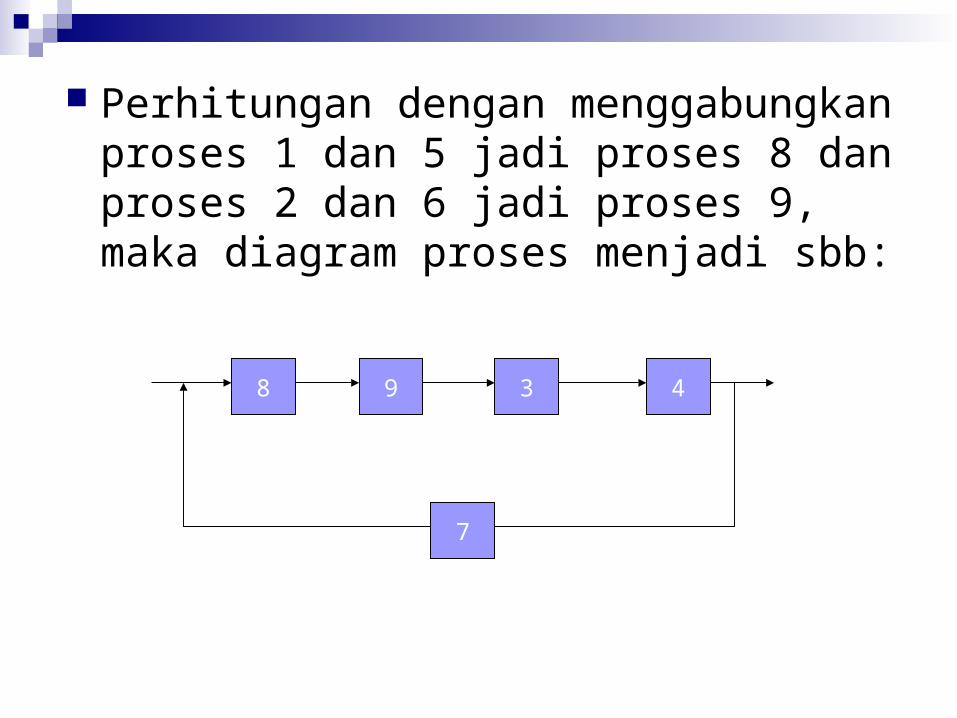
Perhitungan dengan menggabungkan proses 1 dan 5 jadi proses 8 dan proses 2 dan 6 jadi proses 9, maka diagram proses menjadi sbb:
8 9 3 4
7
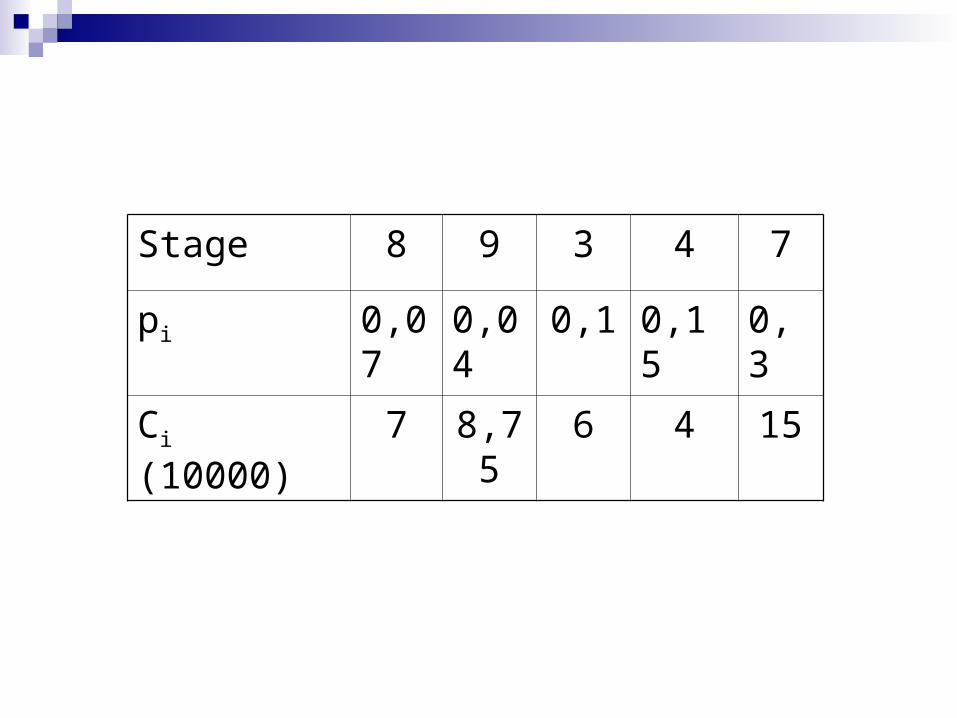
Stage 8 9 3 4 7
pi 0,07
0,04 0,1 0,15 0,3
Ci (10000) 7 8,75 6 4 15
Langkah 3menggabungkan proses 8, 9, 3 dan 4 menjadi proses 10% tidak cacat = (1-p8)(1-p9)(1-p3)(1-p4)
= (1-0,07)(1-0,04)(1-0,1)(1-0,15) = 0,68
% cacat = 1 – 0,68 = 0,32Biaya/unit = C10
= (C8+C9+C3+C4)/%tidak cacat = 37,8
Langkah 4menyelesaikan kasus proses 10 dan 7a = p10(1-p7) = 0,32(1-0,3) = 0,224% tidak cacat = (1-p10)/(1-a)
= (1-0,32)/(1-0,224)= 0,87% cacat = 1 – 0,87 = 0,13Inp(1-p10)/(1-a) = 100Inp = 114Biaya/unit = 114(C10+C7p10)/(1-a)
= 114(37,8+(15x0,32)/(1-0.,224) = 62.582.474
Penentuan jumlah mesin
Jumlah mesin dihitung dengan cara membagi total waktu yang diperlukan untuk menjalankan proses dengan waktu yang tersedia untuk menyelesaikan proses.
Parameter yang dibutuhkan:
- waktu proses
- jumlah produksi pada tiap proses
- efisiensi mesin
Formulasi penentuan jumlah mesin:
DE
InpWN s
.
.
dimana:
N = jumlah mesin yang diperlukan
Ws = waktu standar tiap produk yang dibuat
Inp = jumlah produk yang diproduksi tiap proses
E = efisiensi kerja mesin
D = jumlah waktu yang tersedia
ContohSuatu proses produksi mengikuti 3 proses
pengerjaan yaitu proses 1, proses 2 dan proses 3. Estimasi scrap dan waktu standar tiap proses adalah:
p1 = 10%, p2 = 5%, p3 = 15%
Ws1= 3 mnt, Ws2 dan Ws3= 2 mnt
Jumlah produksi = 3.000 unit/minggu
efisiensi mesin = 95%
1 minggu = 5 hari kerja, 1 hari kerja = 8 jam
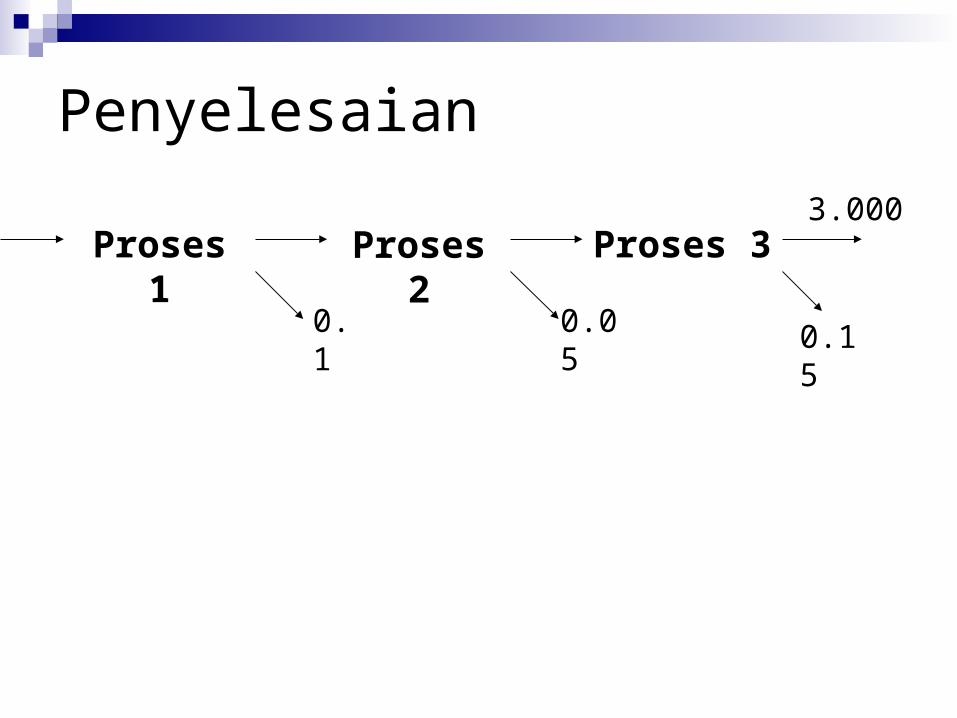
Penyelesaian
Proses 1
Proses 2
Proses 3
0.1 0.05
0.15
3.000
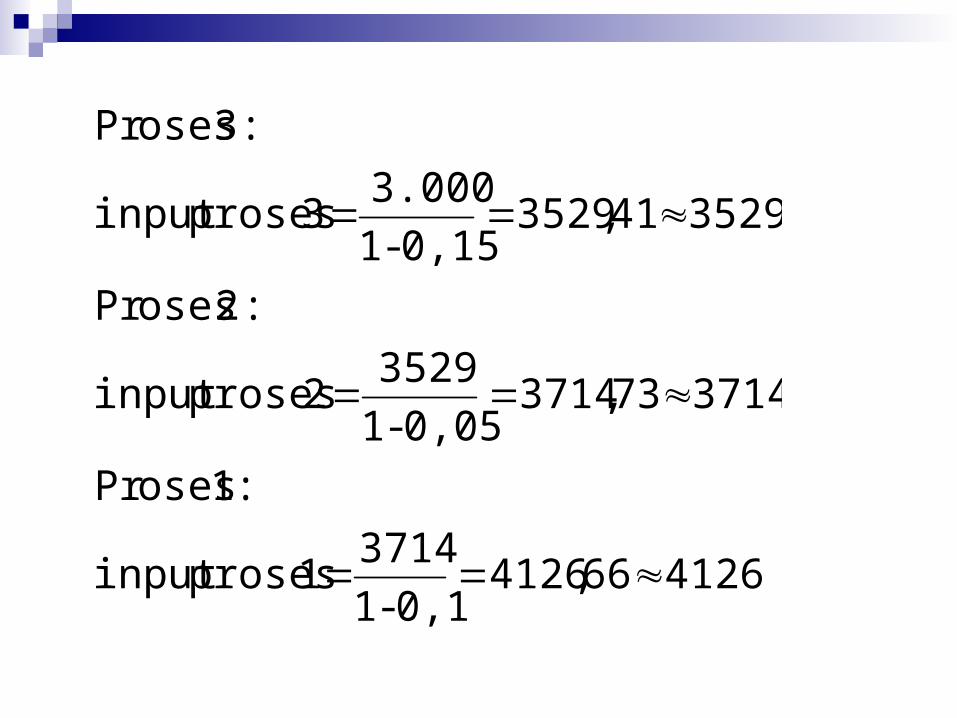
412666,41260,1-1
3714 1 prosesinput
:1osesPr
371473,37140,05-1
3529 2 prosesinput
:2osesPr
352941,35290,15-1
3.000 3 prosesinput
:3osesPr
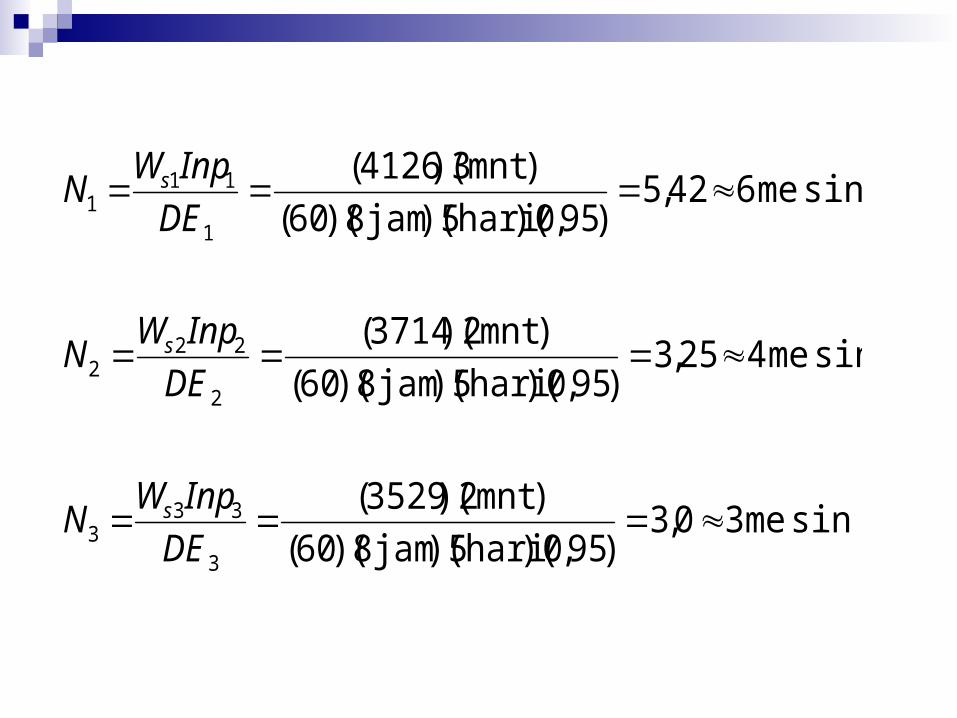
sinme30,3)95,0)(hari5)(jam8)(60(
)mnt2)(3529(
sinme425,3)95,0)(hari5)(jam8)(60(
)mnt2)(3714(
sinme642,5)95,0)(hari5)(jam8)(60(
)mnt3)(4126(
3
333
2
222
1
111
DE
InpWN
DE
InpWN
DE
InpWN
s
s
s
ContohSuatu proses komponen A dan B, dimana urutan
proses komponen A:mesin I mesin II mesin I
urutan proses komponen B : mesin II mesin I mesin II
Komponen A diproduksi = 5000 unitKomponen B diproduksi = 4500 unitWaktu set up komponen A = 15 menit/hariWaktu set up komponen B = 10 menit/hari
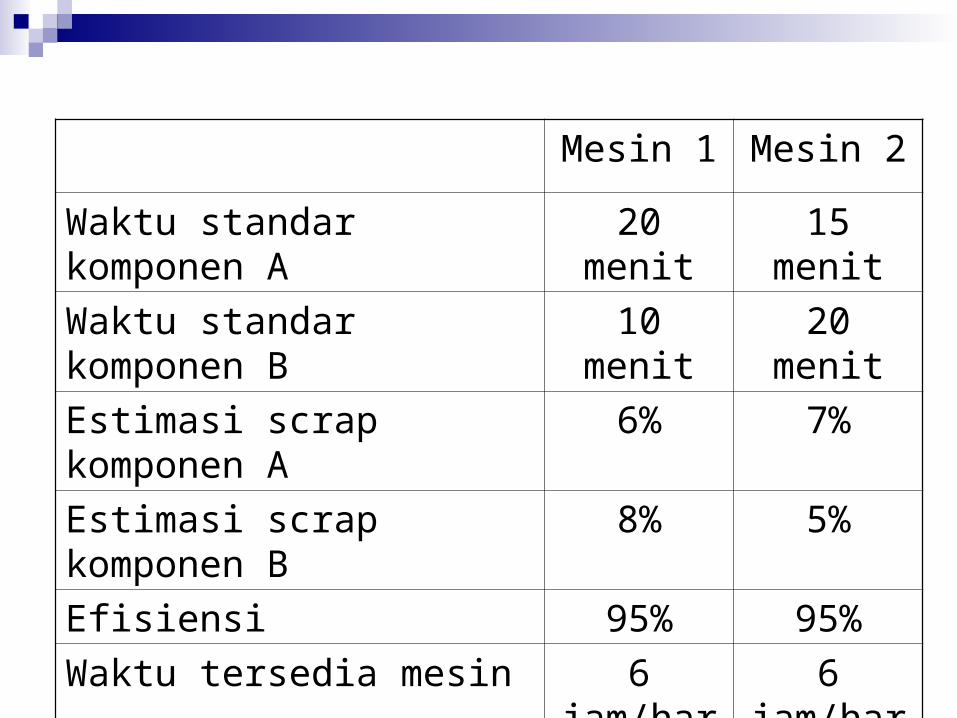
Mesin 1 Mesin 2
Waktu standar komponen A 20 menit 15 menit
Waktu standar komponen B 10 menit 20 menit
Estimasi scrap komponen A 6% 7%
Estimasi scrap komponen B 8% 5%
Efisiensi 95% 95%
Waktu tersedia mesin 6 jam/hari 6 jam/hari
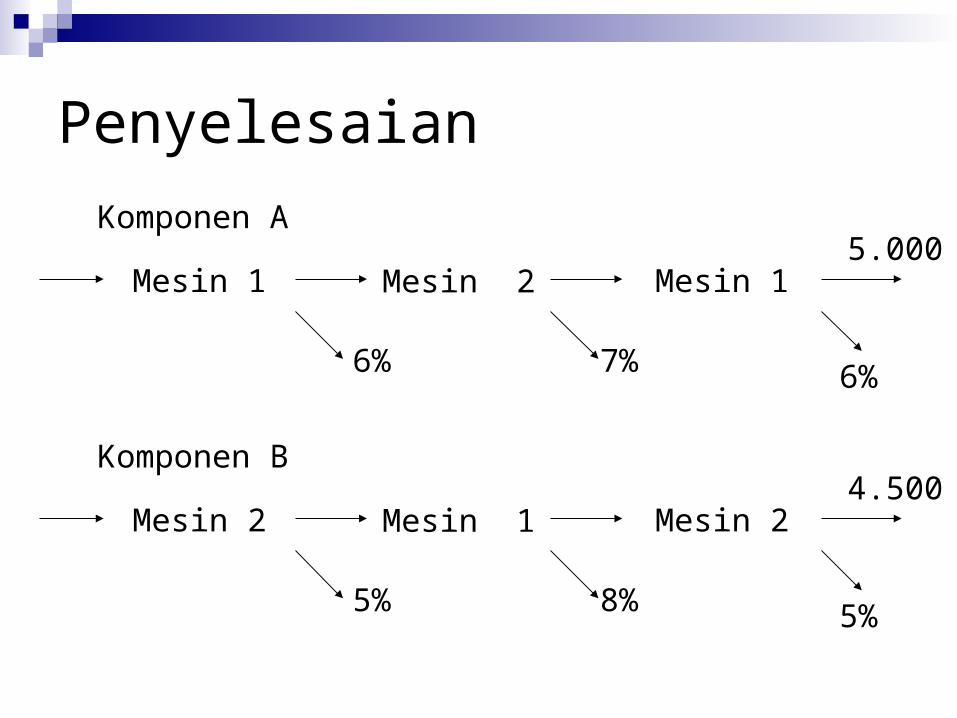
Penyelesaian
Mesin 1 Mesin 2 Mesin 1
6% 7% 6%
5.000Komponen A
Mesin 2 Mesin 1 Mesin 2
5% 8% 5%
4.500Komponen B
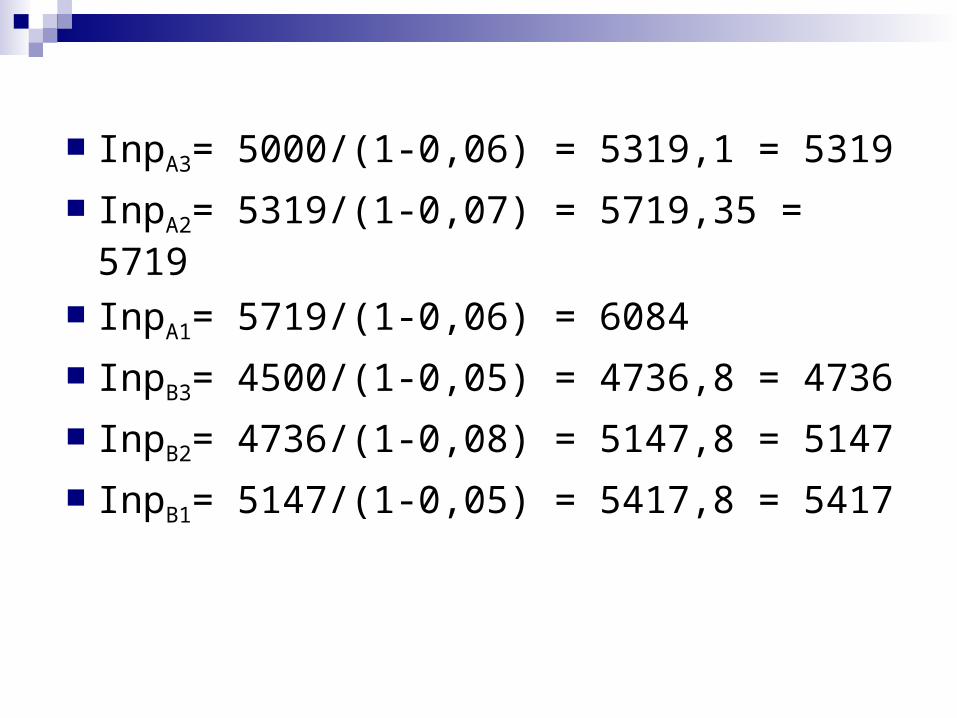
InpA3= 5000/(1-0,06) = 5319,1 = 5319
InpA2= 5319/(1-0,07) = 5719,35 = 5719
InpA1= 5719/(1-0,06) = 6084
InpB3= 4500/(1-0,05) = 4736,8 = 4736
InpB2= 4736/(1-0,08) = 5147,8 = 5147
InpB1= 5147/(1-0,05) = 5417,8 = 5417
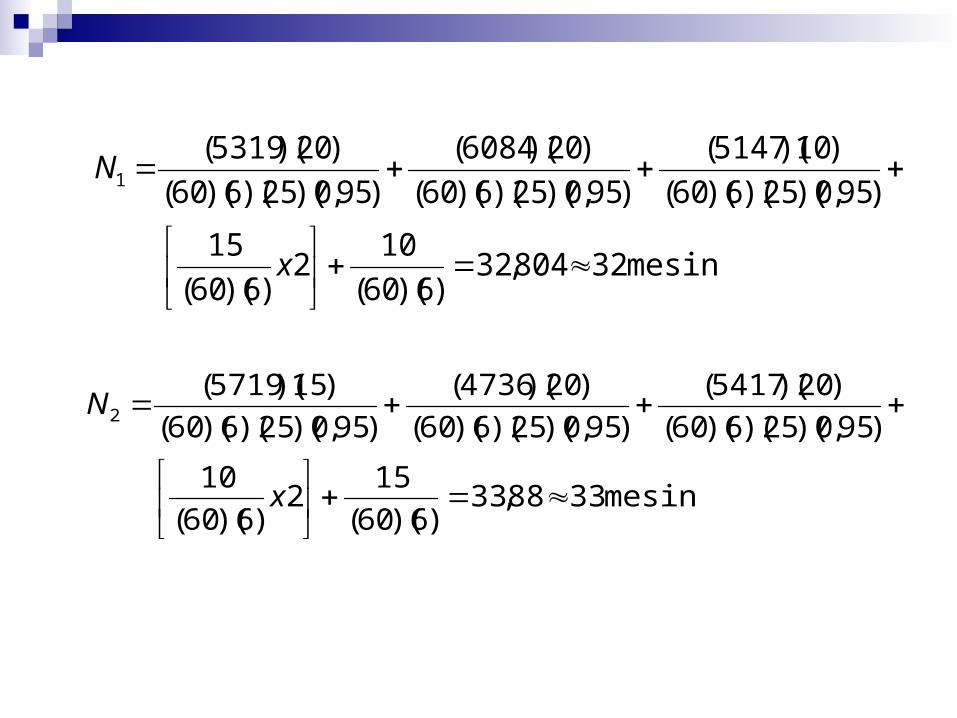
mesin32804,32)6)(60(
102
)6)(60(
15
)95,0)(25)(6)(60(
)10)(5147(
)95,0)(25)(6)(60(
)20)(6084(
)95,0)(25)(6)(60(
)20)(5319(1
x
N
mesin3388,33)6)(60(
152
)6)(60(
10
)95,0)(25)(6)(60(
)20)(5417(
)95,0)(25)(6)(60(
)20)(4736(
)95,0)(25)(6)(60(
)15)(5719(2
x
N





























