Embed Size (px)
Citation preview
Construction
www.elsevier.com/locate/conbuildmat
Construction and Building Materials 21 (2007) 928–936
and Building
MATERIALS
Pavement design with central plant hot-mix recycled asphalt mixes
K. Aravind, Animesh Das *
Department of Civil Engineering, Indian Institute of Technology Kanpur, Kanpur, UP 208 016, India
Received 23 February 2006; received in revised form 16 May 2006; accepted 25 May 2006Available online 18 July 2006
Abstract
Central plant hot mix recycling is one of the popular techniques adopted for recycling of asphalt pavement materials. Literaturereview reports varied levels of performances (laboratory as well as field) of recycled mix compared to the performances of correspondingvirgin mixes. Thus, there is a need for conducting performance-related tests before finalizing any recycled mix design. The present paperdiscusses laboratory study conducted on recycled mix design of two different Reclaimed Asphalt Pavement (RAP) samples, and subse-quently develops an integrated mix-design-structural-design approach for hot recycled mix. The total cost of the asphalt layer construc-tion is estimated considering the constituent proportion and the pavement design thickness so that the designer can choose the bestoption.� 2006 Elsevier Ltd. All rights reserved.
Keywords: Reclaimed asphalt pavement; Central plant recycling; Hot mix recycling; Mix design; Pavement design
1. Introduction
Hot mix recycling is one of the popular pavement reha-bilitation techniques. In central plant hot mix recycling,Reclaimed Asphalt Pavement (RAP) intended for recyclingis combined with required quantity of virgin asphalt binderand new aggregates in a hot mix plant, located away fromthe construction site. The resultant mix is transported tothe paving site, placed, and compacted to the requiredcompaction level.
Amongst various pavement recycling methods, hot mixrecycling has certain advantages, such as, comparable per-formance to that of conventional mixes [1] and better qual-ity control [2]. This is due to the fact that constituents aremixed under controlled conditions and it is possible to mon-itor mixing process continuously. In this process, less work-space is required for laying the recycled mix. Hence, this issuitable for the roads where the right-of-way is restricted.
0950-0618/$ - see front matter � 2006 Elsevier Ltd. All rights reserved.
doi:10.1016/j.conbuildmat.2006.05.004
* Corresponding author. Tel.: +91 512 2597477; fax: +91 512 2597395.E-mail addresses: [email protected] (K. Aravind),
[email protected] (A. Das).URL: http://home.iitk.ac.in/~adas (A. Das).
Large number of studies have been reported on labora-tory performance, field performance and pavement designwith virgin asphalt mix (i.e., mix containing virgin binderand new aggregates). However, published studies on engi-neering characterization and pavement design with hotrecycled asphalt mix is rather scanty.
Some studies indicate that the amount of RAP used inthe recycled mix affects the property of the mix [3,4],whereas, other study indicates that mix property is not sig-nificantly affected by the quantity of RAP used [5]. Someresearchers have found the stiffness modulus of recycledmix to be better than virgin mix [3,5], whereas otherresearchers have found similar or lower stiffness [6–8]. Sim-ilarly, the indirect tensile strength of recycled mix is foundto be satisfactory or better [3,4,9], or even poorer [10] thanits corresponding virgin mix. In general, recycled mix has agreater resistance to rutting than virgin mix [5,7,10–12].From field studies, rutting performance of recycled mixhas been found better than virgin mix [13]. However, insome studies it has been found the initial rutting rate ishigher in recycled mix [14] and in other studies it isobserved that there is no significant difference betweenthe rutting behavior of recycled and virgin mix [4,15].
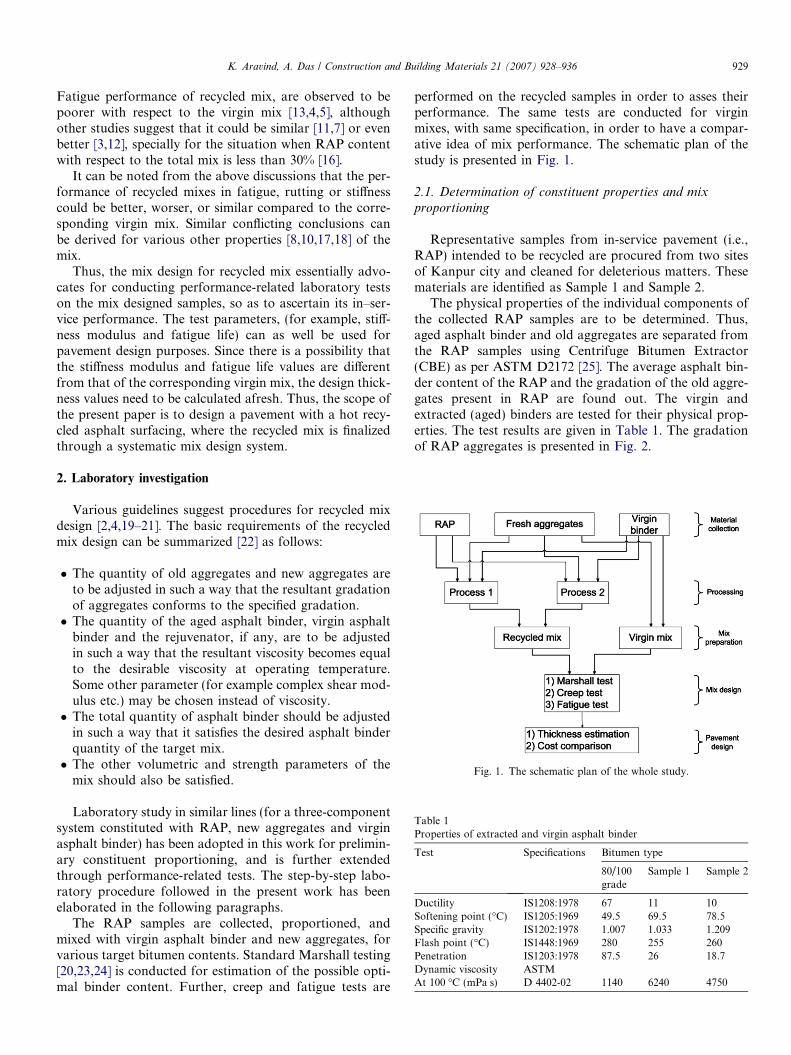
Fig. 1. The schematic plan of the whole study.
Table 1Properties of extracted and virgin asphalt binder
Test Specifications Bitumen type
80/100grade
Sample 1 Sample 2
Ductility IS1208:1978 67 11 10Softening point (�C) IS1205:1969 49.5 69.5 78.5Specific gravity IS1202:1978 1.007 1.033 1.209Flash point (�C) IS1448:1969 280 255 260Penetration IS1203:1978 87.5 26 18.7Dynamic viscosity ASTMAt 100 �C (mPa s) D 4402-02 1140 6240 4750
K. Aravind, A. Das / Construction and Building Materials 21 (2007) 928–936 929
Fatigue performance of recycled mix, are observed to bepoorer with respect to the virgin mix [13,4,5], althoughother studies suggest that it could be similar [11,7] or evenbetter [3,12], specially for the situation when RAP contentwith respect to the total mix is less than 30% [16].
It can be noted from the above discussions that the per-formance of recycled mixes in fatigue, rutting or stiffnesscould be better, worser, or similar compared to the corre-sponding virgin mix. Similar conflicting conclusions canbe derived for various other properties [8,10,17,18] of themix.
Thus, the mix design for recycled mix essentially advo-cates for conducting performance-related laboratory testson the mix designed samples, so as to ascertain its in–ser-vice performance. The test parameters, (for example, stiff-ness modulus and fatigue life) can as well be used forpavement design purposes. Since there is a possibility thatthe stiffness modulus and fatigue life values are differentfrom that of the corresponding virgin mix, the design thick-ness values need to be calculated afresh. Thus, the scope ofthe present paper is to design a pavement with a hot recy-cled asphalt surfacing, where the recycled mix is finalizedthrough a systematic mix design system.
2. Laboratory investigation
Various guidelines suggest procedures for recycled mixdesign [2,4,19–21]. The basic requirements of the recycledmix design can be summarized [22] as follows:
� The quantity of old aggregates and new aggregates areto be adjusted in such a way that the resultant gradationof aggregates conforms to the specified gradation.� The quantity of the aged asphalt binder, virgin asphalt
binder and the rejuvenator, if any, are to be adjustedin such a way that the resultant viscosity becomes equalto the desirable viscosity at operating temperature.Some other parameter (for example complex shear mod-ulus etc.) may be chosen instead of viscosity.� The total quantity of asphalt binder should be adjusted
in such a way that it satisfies the desired asphalt binderquantity of the target mix.� The other volumetric and strength parameters of the
mix should also be satisfied.
Laboratory study in similar lines (for a three-componentsystem constituted with RAP, new aggregates and virginasphalt binder) has been adopted in this work for prelimin-ary constituent proportioning, and is further extendedthrough performance-related tests. The step-by-step labo-ratory procedure followed in the present work has beenelaborated in the following paragraphs.
The RAP samples are collected, proportioned, andmixed with virgin asphalt binder and new aggregates, forvarious target bitumen contents. Standard Marshall testing[20,23,24] is conducted for estimation of the possible opti-mal binder content. Further, creep and fatigue tests are
performed on the recycled samples in order to asses theirperformance. The same tests are conducted for virginmixes, with same specification, in order to have a compar-ative idea of mix performance. The schematic plan of thestudy is presented in Fig. 1.
2.1. Determination of constituent properties and mix
proportioning
Representative samples from in-service pavement (i.e.,RAP) intended to be recycled are procured from two sitesof Kanpur city and cleaned for deleterious matters. Thesematerials are identified as Sample 1 and Sample 2.
The physical properties of the individual components ofthe collected RAP samples are to be determined. Thus,aged asphalt binder and old aggregates are separated fromthe RAP samples using Centrifuge Bitumen Extractor(CBE) as per ASTM D2172 [25]. The average asphalt bin-der content of the RAP and the gradation of the old aggre-gates present in RAP are found out. The virgin andextracted (aged) binders are tested for their physical prop-erties. The test results are given in Table 1. The gradationof RAP aggregates is presented in Fig. 2.
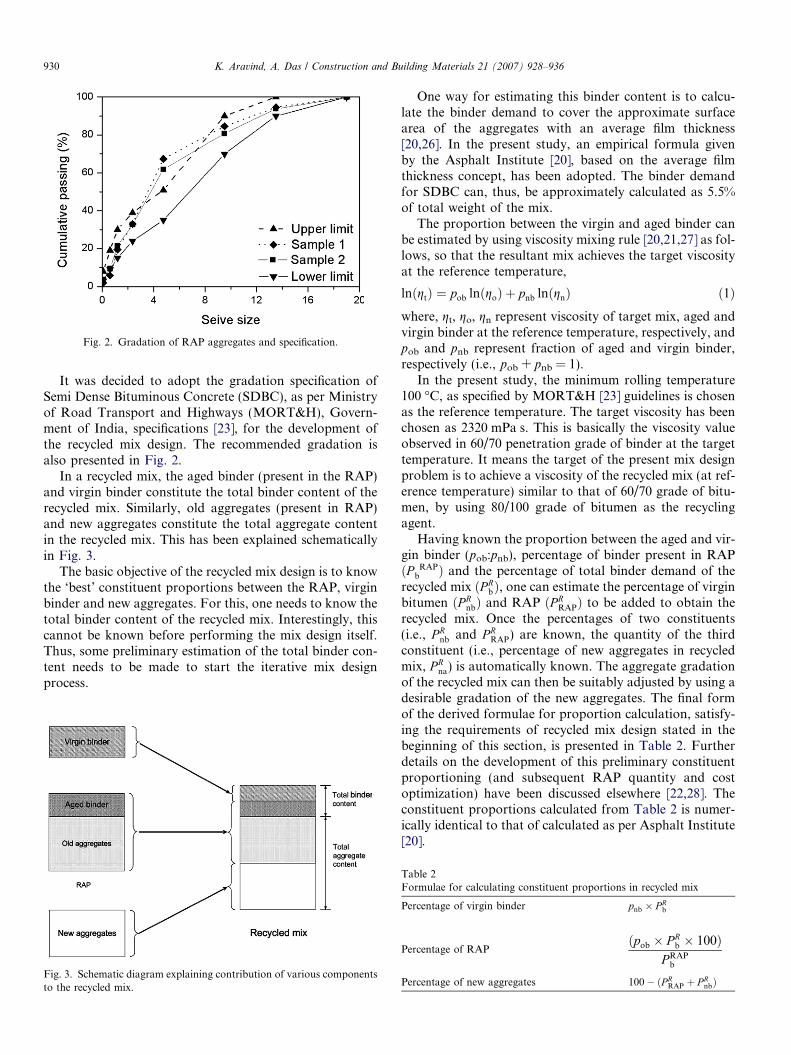
Fig. 2. Gradation of RAP aggregates and specification.
930 K. Aravind, A. Das / Construction and Building Materials 21 (2007) 928–936
It was decided to adopt the gradation specification ofSemi Dense Bituminous Concrete (SDBC), as per Ministryof Road Transport and Highways (MORT&H), Govern-ment of India, specifications [23], for the development ofthe recycled mix design. The recommended gradation isalso presented in Fig. 2.
In a recycled mix, the aged binder (present in the RAP)and virgin binder constitute the total binder content of therecycled mix. Similarly, old aggregates (present in RAP)and new aggregates constitute the total aggregate contentin the recycled mix. This has been explained schematicallyin Fig. 3.
The basic objective of the recycled mix design is to knowthe ‘best’ constituent proportions between the RAP, virginbinder and new aggregates. For this, one needs to know thetotal binder content of the recycled mix. Interestingly, thiscannot be known before performing the mix design itself.Thus, some preliminary estimation of the total binder con-tent needs to be made to start the iterative mix designprocess.
Fig. 3. Schematic diagram explaining contribution of various componentsto the recycled mix.
One way for estimating this binder content is to calcu-late the binder demand to cover the approximate surfacearea of the aggregates with an average film thickness[20,26]. In the present study, an empirical formula givenby the Asphalt Institute [20], based on the average filmthickness concept, has been adopted. The binder demandfor SDBC can, thus, be approximately calculated as 5.5%of total weight of the mix.
The proportion between the virgin and aged binder canbe estimated by using viscosity mixing rule [20,21,27] as fol-lows, so that the resultant mix achieves the target viscosityat the reference temperature,
lnðgtÞ ¼ pob lnðgoÞ þ pnb lnðgnÞ ð1Þwhere, gt, go, gn represent viscosity of target mix, aged andvirgin binder at the reference temperature, respectively, andpob and pnb represent fraction of aged and virgin binder,respectively (i.e., pob + pnb = 1).
In the present study, the minimum rolling temperature100 �C, as specified by MORT&H [23] guidelines is chosenas the reference temperature. The target viscosity has beenchosen as 2320 mPa s. This is basically the viscosity valueobserved in 60/70 penetration grade of binder at the targettemperature. It means the target of the present mix designproblem is to achieve a viscosity of the recycled mix (at ref-erence temperature) similar to that of 60/70 grade of bitu-men, by using 80/100 grade of bitumen as the recyclingagent.
Having known the proportion between the aged and vir-gin binder (pob:pnb), percentage of binder present in RAPðP RAP
b Þ and the percentage of total binder demand of therecycled mix ðP R
bÞ, one can estimate the percentage of virginbitumen ðP R
nbÞ and RAP ðP RRAPÞ to be added to obtain the
recycled mix. Once the percentages of two constituents(i.e., P R
nb and P RRAP) are known, the quantity of the third
constituent (i.e., percentage of new aggregates in recycledmix, P R
na) is automatically known. The aggregate gradationof the recycled mix can then be suitably adjusted by using adesirable gradation of the new aggregates. The final formof the derived formulae for proportion calculation, satisfy-ing the requirements of recycled mix design stated in thebeginning of this section, is presented in Table 2. Furtherdetails on the development of this preliminary constituentproportioning (and subsequent RAP quantity and costoptimization) have been discussed elsewhere [22,28]. Theconstituent proportions calculated from Table 2 is numer-ically identical to that of calculated as per Asphalt Institute[20].
Table 2Formulae for calculating constituent proportions in recycled mix
Percentage of virgin binder pnb � P Rb
Percentage of RAPðpob � P R
b � 100ÞP RAP
b
Percentage of new aggregates 100� ðP RRAP þ P R
nbÞ

Table 4Marshall parameters for SDBC (as virgin mix) laid down by MORT&H[23]
Parameter Permissible value
Air voids (VA) (%) 3 to 5Voids in mineral aggregates (VMA) (%) P14Voids filled with bitumen (VFB) (%) 65–78Marshall stability (kN) P8.2Marshall flow (mm) 2–4
K. Aravind, A. Das / Construction and Building Materials 21 (2007) 928–936 931
2.2. Mix preparation
Using the formulation for constituent proportioning, asexplained in the previous section, recycled mixes are pre-pared. Two processes are adopted to prepare the samples.
� Type 1 process: First, aged binder and old aggregates areseparated from the RAP using CBE equipment. Then,precalculated quantity of virgin binder is added to theextracted binder to produce a homogeneous mixture ofbinder of required viscosity. This binder mix is thenadded to a hot mix of old and new aggregates to pro-duce the recycled mix.� Type 2 process: Collected RAP is broken into pieces
using hammer. While breaking, care is taken to makesure that aggregates are not crushed due to impact ofhammer. This broken material is added to new aggre-gates and then heated to higher temperature. To thismixture, known amount of hot virgin binder is added.This mixture is mixed well to produce the recycled mix.
These two types of material processing are adopted inthe test plan, because these represent the two possibleextreme cases during manufacture of recycled mix. Type-1 process represents a situation where aged binder meltsat high temperature and get mixed with virgin binder com-pletely. Type-2 process represents a situation where due toimpact of drum rotation, a part of RAP breaks down intosmaller sized lumps; this, in turn, gets mixed with virginbinder and new aggregates. Old aggregates and aged binderare not separated out completely during this process. How-ever, it is believed that the realistic situation is somewherein between these two cases [17,29,30].
Therefore, in the present study, four possible mix com-binations emerge, namely, Sample 1-Type 1, Sample 1-Type 2, Sample 2-Type 1 and Sample 2-Type 2 mixes.These are termed as S1-T1, S1-T2, S2-T1 and S2-T2 respec-tively, and have been referred so in the rest of the paper.
2.3. Marshall tests
The approximate binder demand for SDBC, estimatedas 5.5%, may not necessarily be the optimum binder con-tent of the mix, because it is estimated considering theapproximate surface area to cover the aggregates withsome approximate film thickness. There are other volumet-ric and strength issues involved in the mix design process,
Table 3A typical Marshall test result for S1-T1 mix (average of the three samples)
Bitumencontent (%)
Air voids(VA) (%)
Voids in mineral aggregates(VMA) (%)
4.5 5.04 17.85.0 3.59 16.75.5 3.43 16.76.0 2.43 15.86.5 2.43 14.9
which dictate the final value of optimum binder content.The purpose of the Marshall test is, therefore, to estimatethis optimum value of binder content by checking the vol-umetric and strength parameters with varied bindercontents.
Using the procedure of preparing the mix, as explainedin the previous section, Marshall samples (diameter100 mm) are prepared for binder contents as 4.5%, 5.0%,5.5%, 6.0% and 6.5% (with respect to the total weight ofthe mix). It may be noted that, as the target binder contentof the recycled mix ðP R
bÞ changes, the constituent propor-tions also gets changed and needs recalculation every time(refer to Table 2).
The recycled mix is poured into Marshall mold, andthen compacted with Marshall hammer with 75 blows oneach face. The compacted Marshall samples are tested aftercuring for 24 h. The weight measurements are done for esti-mation of volumetric parameters. The Marshall samplesare kept in water bath at 60 �C for 30 min and then testedfor Marshall flow and stability using Marshall testingmachine [23,24,31].
The Marshall test results are tabulated for S1-T1, S1-T2,S2-T1 and S2-T2 types of mixes. A typical set of Marshalltest results (averaged using three specimens) for S1-T1 mixis presented in Table 3. Separate specifications for recycledmix not being available in Indian guidelines, it was thoughtto compare the Marshall results with the specifications ofthe virgin mix itself (i.e., SDBC in the present case). Theacceptable range of Marshall test parameters for SDBC(as virgin mix) as stipulated in MORT&H guidelines [23]is reproduced in Table 4.
Comparing Table 3 with Table 4, it can be seen that anumber of test parameters are going out of the range anda common zone of satisfaction is not achieved. Similarresults are obtained for other recycled mixes, i.e., S1-T2,S2-T1 and S2-T2. Non-compliance between test resultsand specified acceptance values is mainly observed with
Voids filled withBitumen (VFB) (%)
Marshallstability (kN)
Marshallflow (mm)
71.6 7.0 1.6678.5 10.7 1.8079.5 8.8 2.2084.6 7.6 2.3083.7 7.0 2.35
932 K. Aravind, A. Das / Construction and Building Materials 21 (2007) 928–936
the volumetric parameters. Thus, the optimum binder con-tent for any of the recycled mixes could not be conclusivelyestablished.
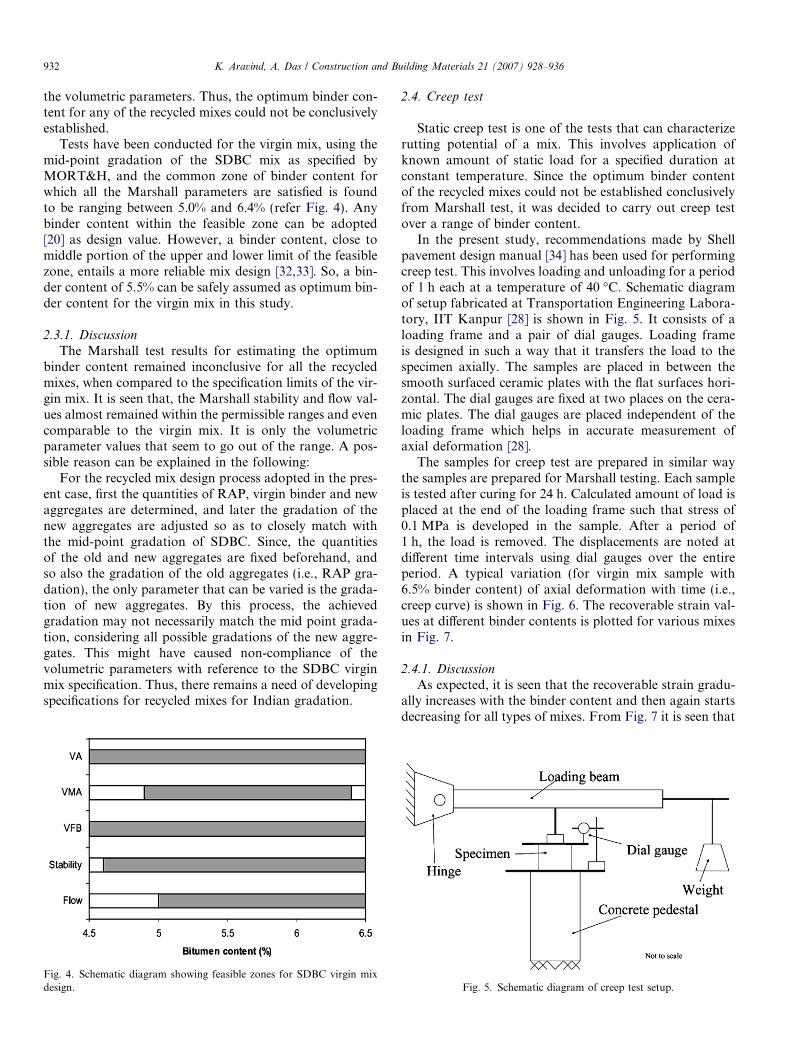
Tests have been conducted for the virgin mix, using themid-point gradation of the SDBC mix as specified byMORT&H, and the common zone of binder content forwhich all the Marshall parameters are satisfied is foundto be ranging between 5.0% and 6.4% (refer Fig. 4). Anybinder content within the feasible zone can be adopted[20] as design value. However, a binder content, close tomiddle portion of the upper and lower limit of the feasiblezone, entails a more reliable mix design [32,33]. So, a bin-der content of 5.5% can be safely assumed as optimum bin-der content for the virgin mix in this study.
2.3.1. Discussion
The Marshall test results for estimating the optimumbinder content remained inconclusive for all the recycledmixes, when compared to the specification limits of the vir-gin mix. It is seen that, the Marshall stability and flow val-ues almost remained within the permissible ranges and evencomparable to the virgin mix. It is only the volumetricparameter values that seem to go out of the range. A pos-sible reason can be explained in the following:
For the recycled mix design process adopted in the pres-ent case, first the quantities of RAP, virgin binder and newaggregates are determined, and later the gradation of thenew aggregates are adjusted so as to closely match withthe mid-point gradation of SDBC. Since, the quantitiesof the old and new aggregates are fixed beforehand, andso also the gradation of the old aggregates (i.e., RAP gra-dation), the only parameter that can be varied is the grada-tion of new aggregates. By this process, the achievedgradation may not necessarily match the mid point grada-tion, considering all possible gradations of the new aggre-gates. This might have caused non-compliance of thevolumetric parameters with reference to the SDBC virginmix specification. Thus, there remains a need of developingspecifications for recycled mixes for Indian gradation.
Fig. 4. Schematic diagram showing feasible zones for SDBC virgin mixdesign.
2.4. Creep test
Static creep test is one of the tests that can characterizerutting potential of a mix. This involves application ofknown amount of static load for a specified duration atconstant temperature. Since the optimum binder contentof the recycled mixes could not be established conclusivelyfrom Marshall test, it was decided to carry out creep testover a range of binder content.
In the present study, recommendations made by Shellpavement design manual [34] has been used for performingcreep test. This involves loading and unloading for a periodof 1 h each at a temperature of 40 �C. Schematic diagramof setup fabricated at Transportation Engineering Labora-tory, IIT Kanpur [28] is shown in Fig. 5. It consists of aloading frame and a pair of dial gauges. Loading frameis designed in such a way that it transfers the load to thespecimen axially. The samples are placed in between thesmooth surfaced ceramic plates with the flat surfaces hori-zontal. The dial gauges are fixed at two places on the cera-mic plates. The dial gauges are placed independent of theloading frame which helps in accurate measurement ofaxial deformation [28].
The samples for creep test are prepared in similar waythe samples are prepared for Marshall testing. Each sampleis tested after curing for 24 h. Calculated amount of load isplaced at the end of the loading frame such that stress of0.1 MPa is developed in the sample. After a period of1 h, the load is removed. The displacements are noted atdifferent time intervals using dial gauges over the entireperiod. A typical variation (for virgin mix sample with6.5% binder content) of axial deformation with time (i.e.,creep curve) is shown in Fig. 6. The recoverable strain val-ues at different binder contents is plotted for various mixesin Fig. 7.
2.4.1. Discussion
As expected, it is seen that the recoverable strain gradu-ally increases with the binder content and then again startsdecreasing for all types of mixes. From Fig. 7 it is seen that
Fig. 5. Schematic diagram of creep test setup.
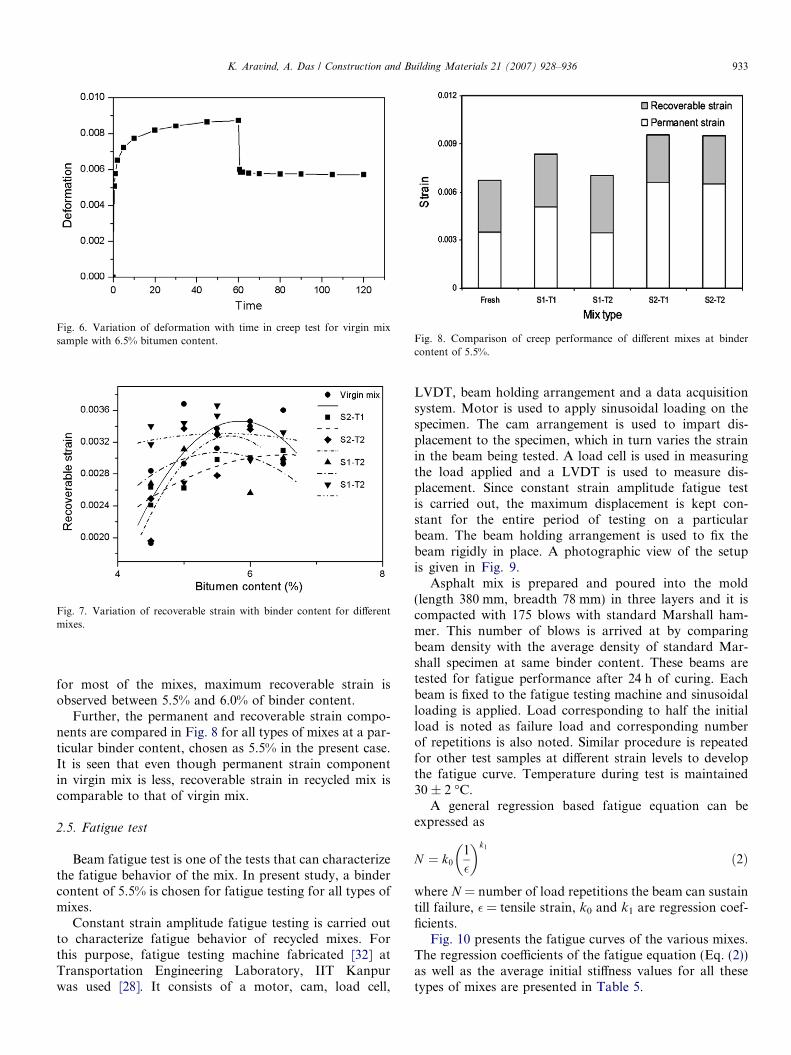
Fig. 6. Variation of deformation with time in creep test for virgin mixsample with 6.5% bitumen content.
Fig. 7. Variation of recoverable strain with binder content for differentmixes.
Fig. 8. Comparison of creep performance of different mixes at bindercontent of 5.5%.
K. Aravind, A. Das / Construction and Building Materials 21 (2007) 928–936 933
for most of the mixes, maximum recoverable strain isobserved between 5.5% and 6.0% of binder content.
Further, the permanent and recoverable strain compo-nents are compared in Fig. 8 for all types of mixes at a par-ticular binder content, chosen as 5.5% in the present case.It is seen that even though permanent strain componentin virgin mix is less, recoverable strain in recycled mix iscomparable to that of virgin mix.
2.5. Fatigue test
Beam fatigue test is one of the tests that can characterizethe fatigue behavior of the mix. In present study, a bindercontent of 5.5% is chosen for fatigue testing for all types ofmixes.
Constant strain amplitude fatigue testing is carried outto characterize fatigue behavior of recycled mixes. Forthis purpose, fatigue testing machine fabricated [32] atTransportation Engineering Laboratory, IIT Kanpurwas used [28]. It consists of a motor, cam, load cell,
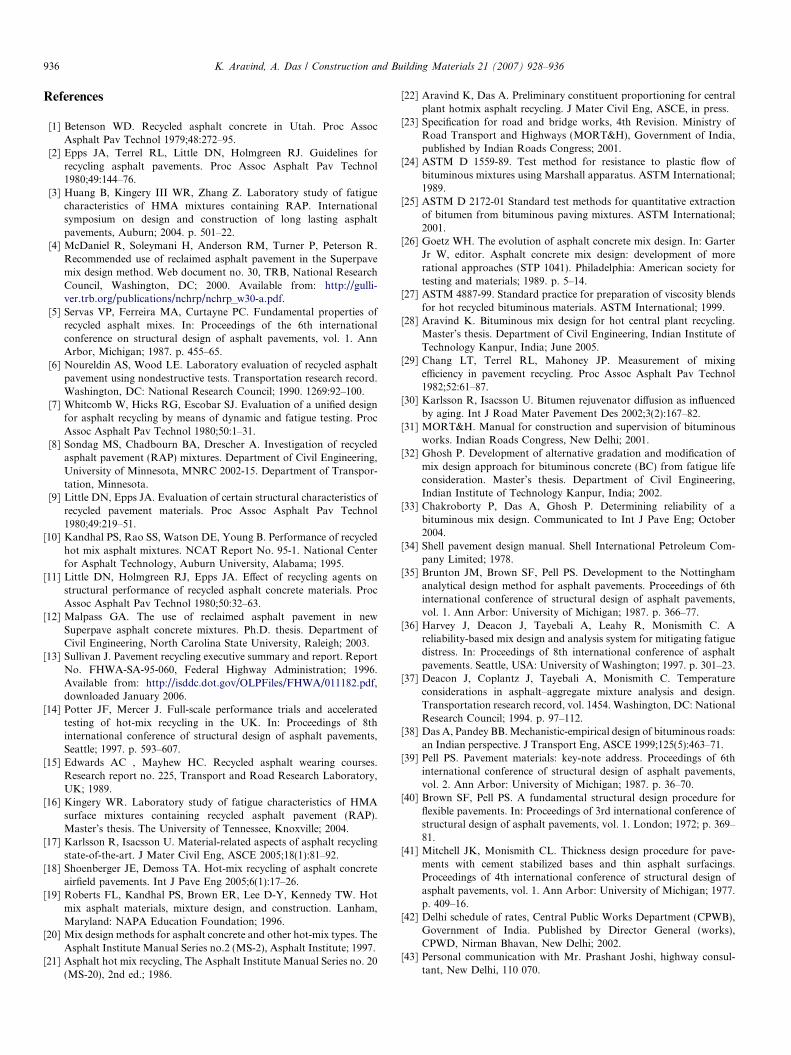
LVDT, beam holding arrangement and a data acquisitionsystem. Motor is used to apply sinusoidal loading on thespecimen. The cam arrangement is used to impart dis-placement to the specimen, which in turn varies the strainin the beam being tested. A load cell is used in measuringthe load applied and a LVDT is used to measure dis-placement. Since constant strain amplitude fatigue testis carried out, the maximum displacement is kept con-stant for the entire period of testing on a particularbeam. The beam holding arrangement is used to fix thebeam rigidly in place. A photographic view of the setupis given in Fig. 9.
Asphalt mix is prepared and poured into the mold(length 380 mm, breadth 78 mm) in three layers and it iscompacted with 175 blows with standard Marshall ham-mer. This number of blows is arrived at by comparingbeam density with the average density of standard Mar-shall specimen at same binder content. These beams aretested for fatigue performance after 24 h of curing. Eachbeam is fixed to the fatigue testing machine and sinusoidalloading is applied. Load corresponding to half the initialload is noted as failure load and corresponding numberof repetitions is also noted. Similar procedure is repeatedfor other test samples at different strain levels to developthe fatigue curve. Temperature during test is maintained30 ± 2 �C.
A general regression based fatigue equation can beexpressed as
N ¼ k0
1
�
� �k1
ð2Þ
where N = number of load repetitions the beam can sustaintill failure, � = tensile strain, k0 and k1 are regression coef-ficients.
Fig. 10 presents the fatigue curves of the various mixes.The regression coefficients of the fatigue equation (Eq. (2))as well as the average initial stiffness values for all thesetypes of mixes are presented in Table 5.
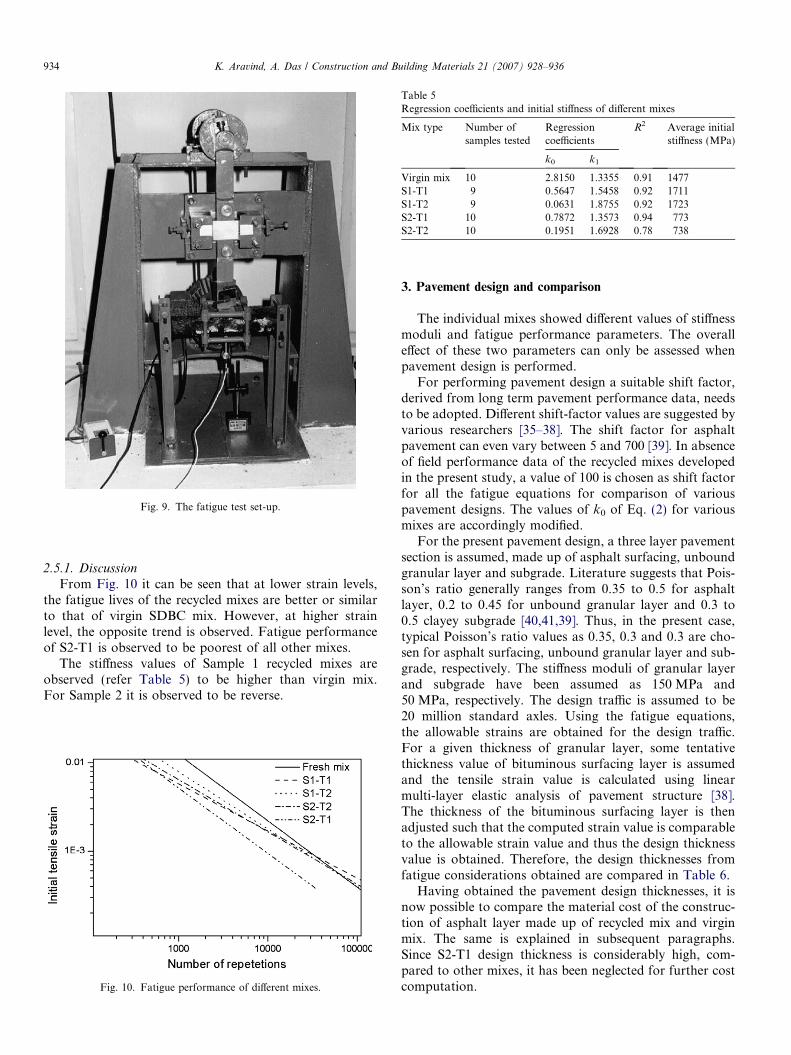
Table 5Regression coefficients and initial stiffness of different mixes
Mix type Number ofsamples tested
Regressioncoefficients
R2 Average initialstiffness (MPa)
k0 k1
Virgin mix 10 2.8150 1.3355 0.91 1477S1-T1 9 0.5647 1.5458 0.92 1711S1-T2 9 0.0631 1.8755 0.92 1723S2-T1 10 0.7872 1.3573 0.94 773S2-T2 10 0.1951 1.6928 0.78 738
Fig. 9. The fatigue test set-up.
934 K. Aravind, A. Das / Construction and Building Materials 21 (2007) 928–936
2.5.1. Discussion
From Fig. 10 it can be seen that at lower strain levels,the fatigue lives of the recycled mixes are better or similarto that of virgin SDBC mix. However, at higher strainlevel, the opposite trend is observed. Fatigue performanceof S2-T1 is observed to be poorest of all other mixes.
The stiffness values of Sample 1 recycled mixes areobserved (refer Table 5) to be higher than virgin mix.For Sample 2 it is observed to be reverse.
Fig. 10. Fatigue performance of different mixes.
3. Pavement design and comparison
The individual mixes showed different values of stiffnessmoduli and fatigue performance parameters. The overalleffect of these two parameters can only be assessed whenpavement design is performed.
For performing pavement design a suitable shift factor,derived from long term pavement performance data, needsto be adopted. Different shift-factor values are suggested byvarious researchers [35–38]. The shift factor for asphaltpavement can even vary between 5 and 700 [39]. In absenceof field performance data of the recycled mixes developedin the present study, a value of 100 is chosen as shift factorfor all the fatigue equations for comparison of variouspavement designs. The values of k0 of Eq. (2) for variousmixes are accordingly modified.
For the present pavement design, a three layer pavementsection is assumed, made up of asphalt surfacing, unboundgranular layer and subgrade. Literature suggests that Pois-son’s ratio generally ranges from 0.35 to 0.5 for asphaltlayer, 0.2 to 0.45 for unbound granular layer and 0.3 to0.5 clayey subgrade [40,41,39]. Thus, in the present case,typical Poisson’s ratio values as 0.35, 0.3 and 0.3 are cho-sen for asphalt surfacing, unbound granular layer and sub-grade, respectively. The stiffness moduli of granular layerand subgrade have been assumed as 150 MPa and50 MPa, respectively. The design traffic is assumed to be20 million standard axles. Using the fatigue equations,the allowable strains are obtained for the design traffic.For a given thickness of granular layer, some tentativethickness value of bituminous surfacing layer is assumedand the tensile strain value is calculated using linearmulti-layer elastic analysis of pavement structure [38].The thickness of the bituminous surfacing layer is thenadjusted such that the computed strain value is comparableto the allowable strain value and thus the design thicknessvalue is obtained. Therefore, the design thicknesses fromfatigue considerations obtained are compared in Table 6.
Having obtained the pavement design thicknesses, it isnow possible to compare the material cost of the construc-tion of asphalt layer made up of recycled mix and virginmix. The same is explained in subsequent paragraphs.Since S2-T1 design thickness is considerably high, com-pared to other mixes, it has been neglected for further costcomputation.
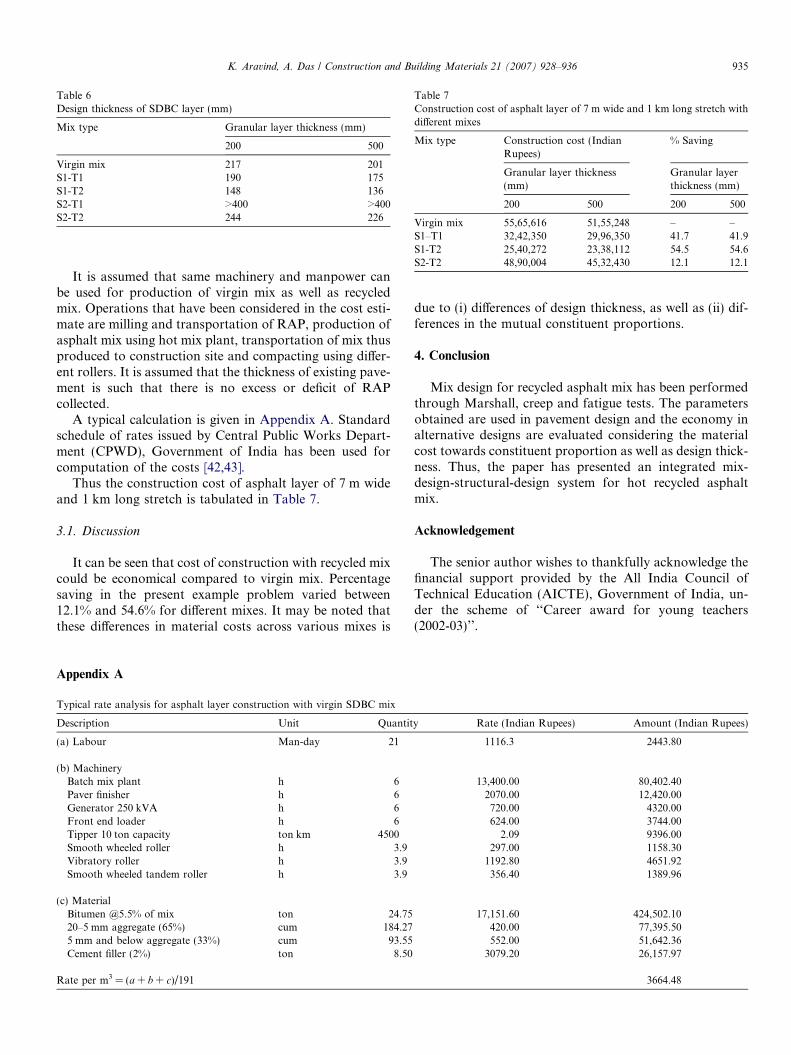
Table 7Construction cost of asphalt layer of 7 m wide and 1 km long stretch withdifferent mixes
Mix type Construction cost (IndianRupees)
% Saving
Granular layer thickness(mm)
Granular layerthickness (mm)
200 500 200 500
Virgin mix 55,65,616 51,55,248 – –S1–T1 32,42,350 29,96,350 41.7 41.9S1-T2 25,40,272 23,38,112 54.5 54.6S2-T2 48,90,004 45,32,430 12.1 12.1
Table 6Design thickness of SDBC layer (mm)
Mix type Granular layer thickness (mm)
200 500
Virgin mix 217 201S1-T1 190 175S1-T2 148 136S2-T1 >400 >400S2-T2 244 226
K. Aravind, A. Das / Construction and Building Materials 21 (2007) 928–936 935
It is assumed that same machinery and manpower canbe used for production of virgin mix as well as recycledmix. Operations that have been considered in the cost esti-mate are milling and transportation of RAP, production ofasphalt mix using hot mix plant, transportation of mix thusproduced to construction site and compacting using differ-ent rollers. It is assumed that the thickness of existing pave-ment is such that there is no excess or deficit of RAPcollected.
A typical calculation is given in Appendix A. Standardschedule of rates issued by Central Public Works Depart-ment (CPWD), Government of India has been used forcomputation of the costs [42,43].
Thus the construction cost of asphalt layer of 7 m wideand 1 km long stretch is tabulated in Table 7.
3.1. Discussion
It can be seen that cost of construction with recycled mixcould be economical compared to virgin mix. Percentagesaving in the present example problem varied between12.1% and 54.6% for different mixes. It may be noted thatthese differences in material costs across various mixes is
Appendix A
Typical rate analysis for asphalt layer construction with virgin SDBC mix
Description Unit Quantit
(a) Labour Man-day 21
(b) MachineryBatch mix plant h 6Paver finisher h 6Generator 250 kVA h 6Front end loader h 6Tipper 10 ton capacity ton km 4500Smooth wheeled roller h 3.9Vibratory roller h 3.9Smooth wheeled tandem roller h 3.9
(c) MaterialBitumen @5.5% of mix ton 24.7520–5 mm aggregate (65%) cum 184.275 mm and below aggregate (33%) cum 93.55Cement filler (2%) ton 8.50
Rate per m3 = (a + b + c)/191
due to (i) differences of design thickness, as well as (ii) dif-ferences in the mutual constituent proportions.
4. Conclusion
Mix design for recycled asphalt mix has been performedthrough Marshall, creep and fatigue tests. The parametersobtained are used in pavement design and the economy inalternative designs are evaluated considering the materialcost towards constituent proportion as well as design thick-ness. Thus, the paper has presented an integrated mix-design-structural-design system for hot recycled asphaltmix.
Acknowledgement
The senior author wishes to thankfully acknowledge thefinancial support provided by the All India Council ofTechnical Education (AICTE), Government of India, un-der the scheme of ‘‘Career award for young teachers(2002-03)’’.
y Rate (Indian Rupees) Amount (Indian Rupees)
1116.3 2443.80
13,400.00 80,402.402070.00 12,420.00720.00 4320.00624.00 3744.00
2.09 9396.00297.00 1158.30
1192.80 4651.92356.40 1389.96
17,151.60 424,502.10420.00 77,395.50552.00 51,642.36
3079.20 26,157.97
3664.48
936 K. Aravind, A. Das / Construction and Building Materials 21 (2007) 928–936
References
[1] Betenson WD. Recycled asphalt concrete in Utah. Proc AssocAsphalt Pav Technol 1979;48:272–95.
[2] Epps JA, Terrel RL, Little DN, Holmgreen RJ. Guidelines forrecycling asphalt pavements. Proc Assoc Asphalt Pav Technol1980;49:144–76.
[3] Huang B, Kingery III WR, Zhang Z. Laboratory study of fatiguecharacteristics of HMA mixtures containing RAP. Internationalsymposium on design and construction of long lasting asphaltpavements, Auburn; 2004. p. 501–22.
[4] McDaniel R, Soleymani H, Anderson RM, Turner P, Peterson R.Recommended use of reclaimed asphalt pavement in the Superpavemix design method. Web document no. 30, TRB, National ResearchCouncil, Washington, DC; 2000. Available from: http://gulli-ver.trb.org/publications/nchrp/nchrp_w30-a.pdf.
[5] Servas VP, Ferreira MA, Curtayne PC. Fundamental properties ofrecycled asphalt mixes. In: Proceedings of the 6th internationalconference on structural design of asphalt pavements, vol. 1. AnnArbor, Michigan; 1987. p. 455–65.
[6] Noureldin AS, Wood LE. Laboratory evaluation of recycled asphaltpavement using nondestructive tests. Transportation research record.Washington, DC: National Research Council; 1990. 1269:92–100.
[7] Whitcomb W, Hicks RG, Escobar SJ. Evaluation of a unified designfor asphalt recycling by means of dynamic and fatigue testing. ProcAssoc Asphalt Pav Technol 1980;50:1–31.
[8] Sondag MS, Chadbourn BA, Drescher A. Investigation of recycledasphalt pavement (RAP) mixtures. Department of Civil Engineering,University of Minnesota, MNRC 2002-15. Department of Transpor-tation, Minnesota.
[9] Little DN, Epps JA. Evaluation of certain structural characteristics ofrecycled pavement materials. Proc Assoc Asphalt Pav Technol1980;49:219–51.
[10] Kandhal PS, Rao SS, Watson DE, Young B. Performance of recycledhot mix asphalt mixtures. NCAT Report No. 95-1. National Centerfor Asphalt Technology, Auburn University, Alabama; 1995.
[11] Little DN, Holmgreen RJ, Epps JA. Effect of recycling agents onstructural performance of recycled asphalt concrete materials. ProcAssoc Asphalt Pav Technol 1980;50:32–63.
[12] Malpass GA. The use of reclaimed asphalt pavement in newSuperpave asphalt concrete mixtures. Ph.D. thesis. Department ofCivil Engineering, North Carolina State University, Raleigh; 2003.
[13] Sullivan J. Pavement recycling executive summary and report. ReportNo. FHWA-SA-95-060, Federal Highway Administration; 1996.Available from: http://isddc.dot.gov/OLPFiles/FHWA/011182.pdf,downloaded January 2006.
[14] Potter JF, Mercer J. Full-scale performance trials and acceleratedtesting of hot-mix recycling in the UK. In: Proceedings of 8thinternational conference of structural design of asphalt pavements,Seattle; 1997. p. 593–607.
[15] Edwards AC , Mayhew HC. Recycled asphalt wearing courses.Research report no. 225, Transport and Road Research Laboratory,UK; 1989.
[16] Kingery WR. Laboratory study of fatigue characteristics of HMAsurface mixtures containing recycled asphalt pavement (RAP).Master’s thesis. The University of Tennessee, Knoxville; 2004.
[17] Karlsson R, Isacsson U. Material-related aspects of asphalt recyclingstate-of-the-art. J Mater Civil Eng, ASCE 2005;18(1):81–92.
[18] Shoenberger JE, Demoss TA. Hot-mix recycling of asphalt concreteairfield pavements. Int J Pave Eng 2005;6(1):17–26.
[19] Roberts FL, Kandhal PS, Brown ER, Lee D-Y, Kennedy TW. Hotmix asphalt materials, mixture design, and construction. Lanham,Maryland: NAPA Education Foundation; 1996.
[20] Mix design methods for asphalt concrete and other hot-mix types. TheAsphalt Institute Manual Series no.2 (MS-2), Asphalt Institute; 1997.
[21] Asphalt hot mix recycling, The Asphalt Institute Manual Series no. 20(MS-20), 2nd ed.; 1986.
[22] Aravind K, Das A. Preliminary constituent proportioning for centralplant hotmix asphalt recycling. J Mater Civil Eng, ASCE, in press.
[23] Specification for road and bridge works, 4th Revision. Ministry ofRoad Transport and Highways (MORT&H), Government of India,published by Indian Roads Congress; 2001.
[24] ASTM D 1559-89. Test method for resistance to plastic flow ofbituminous mixtures using Marshall apparatus. ASTM International;1989.
[25] ASTM D 2172-01 Standard test methods for quantitative extractionof bitumen from bituminous paving mixtures. ASTM International;2001.
[26] Goetz WH. The evolution of asphalt concrete mix design. In: GarterJr W, editor. Asphalt concrete mix design: development of morerational approaches (STP 1041). Philadelphia: American society fortesting and materials; 1989. p. 5–14.
[27] ASTM 4887-99. Standard practice for preparation of viscosity blendsfor hot recycled bituminous materials. ASTM International; 1999.
[28] Aravind K. Bituminous mix design for hot central plant recycling.Master’s thesis. Department of Civil Engineering, Indian Institute ofTechnology Kanpur, India; June 2005.
[29] Chang LT, Terrel RL, Mahoney JP. Measurement of mixingefficiency in pavement recycling. Proc Assoc Asphalt Pav Technol1982;52:61–87.
[30] Karlsson R, Isacsson U. Bitumen rejuvenator diffusion as influencedby aging. Int J Road Mater Pavement Des 2002;3(2):167–82.
[31] MORT&H. Manual for construction and supervision of bituminousworks. Indian Roads Congress, New Delhi; 2001.
[32] Ghosh P. Development of alternative gradation and modification ofmix design approach for bituminous concrete (BC) from fatigue lifeconsideration. Master’s thesis. Department of Civil Engineering,Indian Institute of Technology Kanpur, India; 2002.
[33] Chakroborty P, Das A, Ghosh P. Determining reliability of abituminous mix design. Communicated to Int J Pave Eng; October2004.
[34] Shell pavement design manual. Shell International Petroleum Com-pany Limited; 1978.
[35] Brunton JM, Brown SF, Pell PS. Development to the Nottinghamanalytical design method for asphalt pavements. Proceedings of 6thinternational conference of structural design of asphalt pavements,vol. 1. Ann Arbor: University of Michigan; 1987. p. 366–77.
[36] Harvey J, Deacon J, Tayebali A, Leahy R, Monismith C. Areliability-based mix design and analysis system for mitigating fatiguedistress. In: Proceedings of 8th international conference of asphaltpavements. Seattle, USA: University of Washington; 1997. p. 301–23.
[37] Deacon J, Coplantz J, Tayebali A, Monismith C. Temperatureconsiderations in asphalt–aggregate mixture analysis and design.Transportation research record, vol. 1454. Washington, DC: NationalResearch Council; 1994. p. 97–112.
[38] Das A, Pandey BB. Mechanistic-empirical design of bituminous roads:an Indian perspective. J Transport Eng, ASCE 1999;125(5):463–71.
[39] Pell PS. Pavement materials: key-note address. Proceedings of 6thinternational conference of structural design of asphalt pavements,vol. 2. Ann Arbor: University of Michigan; 1987. p. 36–70.
[40] Brown SF, Pell PS. A fundamental structural design procedure forflexible pavements. In: Proceedings of 3rd international conference ofstructural design of asphalt pavements, vol. 1. London; 1972; p. 369–81.
[41] Mitchell JK, Monismith CL. Thickness design procedure for pave-ments with cement stabilized bases and thin asphalt surfacings.Proceedings of 4th international conference of structural design ofasphalt pavements, vol. 1. Ann Arbor: University of Michigan; 1977.p. 409–16.
[42] Delhi schedule of rates, Central Public Works Department (CPWB),Government of India. Published by Director General (works),CPWD, Nirman Bhavan, New Delhi; 2002.
[43] Personal communication with Mr. Prashant Joshi, highway consul-tant, New Delhi, 110 070.





























