Embed Size (px)
Citation preview

PETROM EPS Mentenanta
“ TEACHER ”
PROGRAM DE
PERFECTIONARE PROFESIONALA
Tema 9: Organe de Masini IV. Organe ale Transmisiilor Mecanice
2009

2
ORGANE DE
MASINI
IV. Organe ale Transmisiilor Mecanice
Material pentru perfectionarea personalului Compilat si redactat: Ing. Paul Popescu Coordonator Operatiuni

3
CUPRINS 4. Organe ale transmisiilor mecanice 4.1 Definire si clasificare 4.2 Transmisii prin curele 4.2.1 Generalitati
4.2.2 Transmisii prin curele trapezoidale 4.2.3 Transmisii prin curele dintate 4.3 Transmisii prin lanturi 4.3 Transmisii prin roti dintate 4.3.1 Caracterizare. Rol funcţional 4.3.2 Elementele geometrice ale angrenajelor (STAS 6522) 4.3.3 Angrenaje cilindrice 4.3.4 Angrenaje conice 4.3.5 Angrenaje melcate 4.3.6 Elementele constructive ale roţilor dinţate 4.3.7 Cauzele scoaterii din funcţiune a angrenajelor 4.3.7 Cauzele deteriorarii angrenajelor 4.3.7.1. Ruperea dinţilor 4.3.7.2 Deteriorarea flancurilor active ale dinţilor
4.3.8 Oteluri utilizzate in constructia rotilor dintate

4
4. Organe ale transmisiilor mecanice 4.1 Definire si clasificare Cand arborii nu sunt asezati cap la cap ci la oarecare distanta si au diferite alte pozitii cum ar fi pozitia paralela, incrucisata in acelasi plan sau in plane diferite, transmiterea miscarii de rotatie si a momentului de torsione nu mai este posibila cu ajutorul cuplajelor sau al ambreiajelor. In aceste cazuri se folosesc diferite alte organe de masini, denumite organe de transmisie. Ele au rolul de a stabili legatura intre arborele motor si arborele principal al instalatiei sau al masinii de lucru sau intre arborii secundari si intermediari ai instalatiei sau masinii de lucru si de a realiza schimbarea numarului de rotatii de la un arbore la altul in diferite raporturi de transmitere cerute.
Transmisiile mecanice sunt caracterizate prin raportul de transmitere a mişcării şi prin randamentul energetic:
i12 = n2/n1, η = P2/P1 unde n1, n2 sunt turaţiile la intrarea în transmisie, respectiv ieşire, iar P1 şi P2 sunt puterile la intrare şi ieşire. Se convine notaţia cu indicele 1 pentru intrarea şi cu indicele 2 pentru ieşirea din transmisie.
Schema unei transmisii mecanice este indicată în figura de mai jos:
T.M. pot fi : - roţi cu fricţiune - roţi cu elemente elastice sau articulate (curele, lanţ) - angrenaje - cilindrice (cu dinţi drepţi, dinţi înclinaţi)
- conice - melcate
sau combinaţii ale acestora.
Organele de transmisie care realizeaza aceste functiuni sunt: curelele, angrenajele cu roti dintate, lanturile, etc. Cu ajutorul acestor organe de transmisie se realizeaza diferite feluri de transmisii mecanice, cum ar fi: transmisia prin curele, transmisia prin lanturi, transmisia prin roti dintate, etc.

5
Alegerea felului transmisiei mecanice depinde de constructia masinilor, de modul de functionare, de rolul masinii si de alti factori.
4.2 Transmisii prin curele 4.2.1 Generalitati
Transmisia prin curele realizează transferul energetic între doi sau mai mulţi arbori, datorită frecării dintre un element intermediar flexibil, cureaua, montat pretensionat şi roţile de curea fixate pe arbori.
Faţă de alte transmisii prezintă o serie de avantaje, cum ar fi: posibilitatea transmiterii mişcării de rotaţie la distanţe mari; funcţionare lină, fără zgomot; amortizarea şocurilor şi a vibraţiilor; constituie un element de siguranţă (la suprasarcini cureaua poate patina); se realizează la cu un cost redus; nu impun condiţii tehnice deosebite pentru montaj şi întreţinere; pot fi utilizate la puteri şi viteze foarte variate etc. Ca dezavantaje amintim: gabarit mare; capacitate de transmitere redusă; durabilitate limitată; funcţionare însoţită de alunecare elastică ceea ce face ca raportul de transmitere să nu fie constant; slăbirea curelei în timp datorită îmbătrânirii şi a deformaţiilor remanente, ceea ce conduce la necesitatea dispozitivelor de întindere; randament relativ scăzut.
Clasificarea transmisiilor prin curele se face după: 1. forma secţiunii curelei (fig.4.1): curele late (fig.4.1a); curele trapezoidale (fig.4.1b); curele rotunde (fig.4.1c); curele dinţate( fig.4.1d). 2. poziţia axelor în spaţiu: a) axe paralele (fig.4.2): cu ramuri deschise (fig.4.2a); cu ramuri încrucişate (fig.4.2b); cu con etajat (fig.4.2c);
Fig. 4.1 cu con continuu (fig.4.2d); b) axe neparalele (fig.4.3):cu ramuri semiîncrucişate (fig.4.3a); în unghi, cu rolă de ghidare (fig.4.3b).
Fig. 4.2 Fig. 4.3

6
Materiale Materialele folosite pentru confecţionarea curelelor trebuie să fie
rezistente la solicitări variabile şi la uzură, să aibă un coeficient de frecare şi flexibilitate mari; alungirea curelei, deformaţiile plastice şi densitatea trebuie să fie mici.
Curelele late obişnuite (t<; v<30 m/s) se confecţionează din: piele, mătase, bumbac şi cauciuc cu inserţie textilă. Curelele late compound constau dintr-o folie de material plastic de înaltă rezistenţă căptuşită la interior cu un strat de piele ce asigură un coeficient mare de frecare şi rezistenţă la uzură. Se pot utiliza de asemenea benzi de transmisie din oţel, ele având dimensiuni mai reduse la aceeaşi putere, faţă de curelele din piele. În acest caz, roţile pentru transmisii sunt căptuşite cu plută (µ=0.35).
Pentru curele trapezoidale se utilizează cauciucul cu inserţie textilă.
4.2.2 Transmisii prin curele trapezoidale
Profilul trapezoidal este cel mai răspândit. In acest caz cureaua se confecţionează dintr-un element de rezistenţă, 1, format din straturi de inserţie ţesută, şnururi sau cabluri din fire artificiale, încorporat în cauciuc vulcanizat, 2 şi protejat la exterior de un strat de ţesătură cauciucată rezistentă la uzură,3 (fig.4.4).
Parametrii geometrici ai unei curele trapezoidale sunt prezentaţi în fig.4.4 şi anume: lp- lăţimea primitivă (de referinţă); h – înălţimea profilului; b- distanţa de la fibra neutră la baza mare a trapezului; α- unghiul dintre flancurile active.
Transmisiile prin curele trapezoidale se deosebesc faţă de cele cu curele late prin următoarele: - asigură transmiterea mişcării între doi arbori cu un raport de transmitere mai mare; - transmit puteri mai mari la aceleaşi dimensiuni, deoarece coeficientul de frecare aparent între roată şi curea este mai mare, fiind vorba de suprafeţe în
Fig. 4.4

7
formă de jgheab (fig.4.5). Pentru a se evita înţepenirea curelei în canalul roţii la scăderea unghiului α, se recomandă ca α≥34o
Fig. 4.5 - încărcarea arborilor este mai mică, deoarece forţa de pretensionare necesară este mai mică: - prezintă siguranţă mai mare în exploatare, deoarece cureaua fiind ghidată în canal nu mai poate cădea de pe roată; - au un randament mai bun; - au o durabilitate mai scăzută, deoarece raportul h /D este mult mai mare decât la curele late; - costul roţilor de curea este mai mare.
Transmisiile prin curele trapezoidale se calculează pe baza datelor din STAS 1163-91, care cuprinde etapele de mai jos:
Date de proiectare: puterea de transmis P1, turaţia arborelui motor n1 şi a arborelui condus n2. - Se alege profilul curelei din nomograme în funcţie de P1 şi n1 (se preferă profilele înguste); - Se alege diametrul roţii conducătoare D1 din STAS 1162-84 în funcţie de tipul curelei; - Se calculează diametrul roţii conduse D2=icD1 şi se standardizează astfel ca abaterea raportului să nu depăşească 3%
Indicatii privind montajul si exploatarea transmisiilor prin curele Montajul corect al elementelor transmisiei influenţează decisiv
comportarea şi durabilitatea curelei în exploatare: - Se vor respecta toleranţele cu privire la paralelismul arborilor (max
1mm/100 mm lungime), coaxialitatea roţilor pe arbori etc.

8
- La transmisiile cu curele late orizontale, se preferă ca ramura activa sa fie cea de jos, pentru că astfel unghiul de înfăşurare β1 creşte, datorită greutăţii proprii a curelei;
- Cureaua trapezoidală trebuie să fie aşezată complet în canalul ei - Daca, in timpul functionarii, curelele se incalzesc, inseamna ca esista posibilitatea patinarii curelei si se va proceda la intinderea ei;
- Pentru a avea un mers liniştit al transmisiei, roţile de curea vor fi echilibrate static pentru v≤ 25m/s şi static + dinamic pentru v≥25m/s;
- La curelele late, în scopul măririi stabilităţii pe roată, una din roţi se execută uşor bombată;
-Funcţionarea transmisiei prin curele nu este permisă fără ca aceasta să fie protejată cu apărătoare de tabla sau plasa
- Montarea şi demontarea curelelor se va face numai în repaus, după ce s-a procedat la slăbirea curelei.
4.2.3 Transmisii prin curele dintate
Transmisiile prin curele dintate, numite si transmisii sincrone, cumuleaza avantajele transmisiilor cu curele trapezoidale cu avantajele transmisiilor prin
lanturi si anume: raport de transmitere constant, randament mare, tensionare mica a curelelor, intretinere simpla, domeniu mare de viteza(pana la 80m/s), domeniu larg de puteri, distanta mica intre axe si functionare linistita.
Cureaua dinţată prezintă o structură omogena(fig. 4.6) alcătuită dintr-un element de înaltă rezistenţă la tracţiune 1, dispus în stratul neutru (din oţel, fibre poliesterice, sticlă), încorporat într-o matrice de elastomer, care constituie masa curelelor 2. Dantura prismatică 3 este dispusă pe interiorul curelei 4. Fig. 4.6
4.3 Transmisii prin lanturi Transmisia prin lanţ se compune din două sau mai multe roţi de lanţ, una
motoare, celelalte conduse si un lanţ care angrenează cu roţile.

9
Datorită angrenării lanţului sunt excluse alunecările, ceea ce conduce la un raport de transmitere constant. Transmisia prin lant se utilizează în cazurile când se cere transmiterea unor momente de torsiune mari, cu mentinerea raportului de transmitere constant.
Avantajele transmisiei prin lanţ: - transmit puteri mari cu raport de transmitere constant; - încărcarea redusă a arborilor, deoarece nu necesită pretensionare; - randament relativ ridicat(η=0,96 - 0,98), deoarece lipsesc alunecarile; - gabarit redus; - funcţionează şi în condiţii grele de exploatare (praf, coroziune); - ghidare sigură pe roată. Dezavantajele acestei transmisii sunt: - cer montaj precis al arborilor şi al roţilor; - produc vibraţii şi zgomot; - întreţinerea este pretenţioasă (necesită ungere); - uzura inevitabilă a articulaţiilor conduce la o durabilitate limitată; - nu amortizează şocurile; - au mers neuniform (viteza variază la înfăşurarea lanţului pe roată); - au viteze relativ mici (v<20m/s); - cost ridicat. Clasificarea lanţurilor se face după mai multe criterii şi anume: a) după destinaţie: - lanţuri de ridicat (utilizate pentru viteze mici şi sarcini mari); - lanţuri de transportat (viteze medii - până la 4 m/s - pas mare pentru lanţ); - lanţuri de transmisie (viteze mari, pas mic). b) după construcţie - lanţuri sudate (utilizate la ridicat şi transportat), care pot fi calibrate sau necalibrate ; - lanţuri articulate (utilizate la transmisii şi transport), pot fi:
- cu eclise obişnuite: - cu eclise şi bolţuri – tip GALLE; - cu eclise, bolţuri şi bucşe; - cu eclise, bolţuri, bucşe şi role (fig.4.7).
- cu eclise dinţate (fig.4.8). Materiale Eclisele se fac din platbandă laminată la rece din: OLC 45, OLC50,
40Cr10, 35CrNi15, 41MoCr11 Piesele articulaţiilor (bolţuri, bucse) se execută din oţeluri de cementare
OLC15, OLC20, 14CrNi35, care se supun unui tratament termic pentru a ajunge la duritatea de 45 - 60 HRC.
Rotile de lant se torna din fonta cenusie, otel, aliate de aluminiu, iar pentru solicitari si viteze mari se foloseste otelul de calitate sau aliat.

10
Fig. 4.8 Fig. 4.7 1 – eclisa distantata 1 – eclisa; 2 – bolt; 3 – bucsa; 4 – rola 2 – bolt din doua bucati
Se recomanda ca:
- ramura motoare a lantului sa fie cea superiora - ungerea sa se faca prin imersia ramurii pasive in baie de ulei - pentru viteze v > 3m/s ungerea sa se faca cu unsoare consistenta - pentru protectia si evitarea petrunderii impuritatilor, transmisiile cu
lant se prevad cu aparatori sau carcase 4.3 Transmisii prin roti dintate
4.3.1. Caracterizare. Rol funcţional Angrenajul e mecanismul cu roţi dinţate care serveşte la transmiterea
directă şi forţată a mişcării de rotaţie de la un arbore conducător (1) la un arbore condus (2).
Roţile dinţate sunt organe de maşini care au la periferia lor dinţi dispuşi în mod regulat pe suprafeţele teoretice numite suprafeţe de rostogolire.
Roata dinţată montată pe arborele conducător se numeşte pinion şi se roteşte cu turaţia n1 sau viteza unghiulară ω1, iar roata dinţată condusă, montată pe arborele condus, se roteşte cu turaţia n2 (viteza unghiulară ω2).
Procesul continuu de contact între dinţii roţilor conjugate ale unui angrenaj, în vederea asigurării mişcării neîntrerupte a celor două roţi dinţate, se numeşte angrenare.
Angrenajul poate transmite mişcarea în ambele sensuri. Avantaje :
- raport de transmitere constant : i = n1/n2
- durabilitate şi siguranţă în funcţionare; - dimensiuni şi gabarit reduse; - transmiterea puterii într-un domeniu larg de viteze şi rapoarte de transmitere.

11
Dezavantaje: - necesitatea unei precizii înalte de execuţie şi montaj; - funcţionarea cu zgomot la viteze ridicate; - rapoarte de transmitere discrete (numărul dinţilor este un număr natural).
Materiale Roţile dinţilor se pot construi dintr-o gamă foarte largă de materiale
metalice şi nemetalice. Alegerea raţională a sortimentului de material trebuie să aibă în vedere sarcinile ce se transmit prin dantură, durata totală de funcţionare, viteza şi precizia de execuţie. Oţeluri: oţel carbon de calitate pentru cementare şi îmbunătăţire STAS 880 (OLC45)
oţeluri aliate pentru construcţia maşinilor STAS 791-66-80 : 41MoCr11 oţel carbon turnat în piese STAS 600 oţel aliat turnat în piese STAS 1773
Fonte: maleabile STAS 569 : Fmp 70-02 cu grafit nodular STAS 6071 : Fgn 700-2 antifricţiune STAS 6707
Metale neferoase : bronzuri – Cu Sn 10; CuSn 6Zn 4Pb4-STAS 197/2 Materiale nemetalice : bachelita, textolit, lignofol, poliamide.
4.3.2. Elementele geometrice ale angrenajelor (STAS 6522) Se disting elemente geometrice ale fiecărei roţi dinţate şi elemente
geometrice ale angrenajului în ansamblul său. A. Elementele geometrice ale roţii (fig.4.9) - cercul de vârf; - cercul de bază; - cercul de rostogolire; - înălţimea dintelui;
Fig. 4.9

12
Cremaliera de referinţă Cremalieră: când z→∞ roata dinţată devine cremagliera, cercurile devin drepte, iar evolventa devine profil rectiliniu (fig.4.10).
Fig. 4.10
Elementele geometrice standardizate se definesc pe cremaliera de referinţă: a) pasul danturii p - măsurat pe cercul de divizare = distanţa dintre 2 flancuri omologe consecutive pb = pas pe cercul de bază; b) modulul - parametrul principal al unui angrenaj m. Modulul m este o mărime standardizată prin STAS 822: π d1= z1 p, rezultă d1 =z1p/ π = z1 m ; z1= numărul de dinţi. Observaţie importantă: roţile dinţate cunjugate pot angrena numai dacă sunt de acelaşi fel şi au acelaşi pas şi deci acelaşi modul. c) Diametrele caracteristice
- de vârf (exterior) da: da1= d1 + 2ha; da2 = d2 + 2ha
- de fund (interior) df: df1 = d1 - 2hf; df2 = d2 - 2hf
- de divizare (de generare) d: d1= m z1 ; d2 = m z2
- de rostogolire dw
- de bază db: db1 = d1cosα; db2 = d2cosα; (α= 20o) d) Înălţimea dintelui h:
- înălţimea piciorului dintelui hf ; hf = h*f m ; h*f – coeficientul înălţimii piciorului dintelui - înălţimea capului din ha; ha = h*am; h*a - coeficientul înălţimii capului dintelui - jocul la fund danturii c = hf - ha; c = 0,25 m Pentru roţile dinţate obişnuite : ha = m; hf = 1,25 m
4.3.3 Angrenaje cilindrice
Angrenajele cilindrice evolventice transmit mişcarea de rotaţie între două
axe paralele şi sunt frecvent utilizate în construcţia reductoarelor de uz general,

13
în transmisiile automobilelor şi tractoarelor, la maşini unelte, utilaje tehnologice,
maşini agricole şi din industria alimentară etc.
Angrenajele cilindrice evolventice se pot clasifica, în principal, după trei
criterii:
• după direcţia dinţilor: angrenaje cu dantură dreaptă (dinţii paraleli cu
axele roţilor), cu dantură înclinată (dinţii înclinaţi faţă de axele roţilor) şi cu
dantură în V;
• după tipul angrenării: angrenaje exterioare (roţile se rotesc în sensuri
opuse) sau angrenaje interioare (roţile se rotesc în acelaşi sens);
după posibilităţile de mişcare ale axelor roţilor: angrenaje cu axe fixe,
• angrenaje cu axe mobile (planetare), angrenaje cu cremalieră.
În fig. 4.11 sunt prezentate exemple de angrenaje cilindrice cu dantură
dreaptă, exterioară (v. fig. 4.11, a),
interioară (v. fig. 4.11, b),
respectiv cu cremalieră (v. fig.
4.11, c) şi angrenaje cilindrice cu
dantură înclinată (v. fig. 4.11, d) şi
cu dantură în V (v. fig. 4.11, e).
Angrenajul cilindric exterior este format din două roţi dinţate cu dantură dreaptă, la care transmiterea mişcării de la o roată a angrenajului la cealaltă se realizează prin contactul succesiv şi continuu al suprafeţelor laterale ale dinţilor, numite flancuri.
Prin intersecţia cilindrilor
Fig. 4.11
Fig. 4.12A

14
celor două roţi cu un plan perpendicular pe axele roţilor se obţine un angrenaj plan, prin intermediul căruia se definesc parametrii geometrici ai angrenajului cilindric. Intersecţia planului cu flancurile unui dinte determină profilul dintelui roţii.
Pentru a transmite continuu mişcarea de rotaţie cu raport de transmitere constant, profilele în angrenare trebuie să respecte legea fundamentală a angrenării , adică să admită o normală comună care să intersecteze, pe întreaga durată a angrenării, linia centrelor celor două roţi într-un punct fix numit polul angrenării . Profilul evolventic este foarte răspândit în construcţia roţilor dinţate, el respectând această lege şi putând fi obţinut cu scule cu geometrie simplă.
Evolventa este curba plană descrisă de un punct al unei drepte, care se rostogoleşte fără alunecare pe un cerc fix, numit cerc de bază, de rază rb.
Evolventa are câteva proprietăţi remarcabile, dintre care se enumeră:
• normala în orice punct al evolventei este tangentă la cercul de bază (v. fig. 4.12A);
• distanţa măsurată pe direcţia normalei, între punctul de pe evolventă şi cercul de bază, reprezintă raza de curbură a evolventei în acel punct (MT este ρevolventă în punctul M).
Roata evolventică are un număr de dinţi z dispuşi echiunghiular, ale căror flancuri sunt evolvente. Se definesc următoarele elemente geometrice (fig. 4.12B):
� cercul de cap al roţii (da=2ra), care limitează dinţii la exterior; � cercul de picior (df =2r f), care limitează dinţii la interior; � cercul de bază (db=2rb), care constituie centroida la generarea teoretică
a evolventei; � cercul de divizare (d=2r), centroida la generarea practică a evolventei
cu scula cu flanc rectiliniu;
� pasul diametral, numit şi modul (z
dm y
y = ), definit ca raport între
diametrul dy şi numărul de dinţi ai roţii. Se lucrează curent cu
noţiunea de modul, de regulă, pe cercul de divizare, notat cu m. Acest modul este egal cu cel al sculei aşchietoare şi este standardizat.
Cremaliera. În cazul limită, când z → ∞ (la un modul m dat), roata dinţată devine cremalieră de referinţă (fig. 4.12C), la care cercurile devin Fig. 4.12B

15
drepte, iar profilul evolventic devine rectiliniu. Cremaliera de referinţă se caracterizează prin dreapta de referinţă, pe care plinul dintelui cremalierei este egal cu golul dintre dinţi.
Se definesc: � înălţimea capului dintelui ha, care reprezintă distanţa dintre dreapta de
referinţă şi dreapta de cap ale cremalierei de referinţă; � înălţimea piciorului dintelui hf, care reprezintă distanţa dintre dreapta de
referinţă şi dreapta de picior ale cremalierei de referinţă; � jocul la piciorul dintelui c, corespunzător porţiunii de racordare a
flancului dintelui cremalierei cu dreapta de picior; � înălţimea dintelui h, care reprezintă distanţa dintre dreapta de picior şi
dreapta de cap ale cremalierei; � pasul cremalierei p, care reprezintă distanţa, măsurată pe o paralelă la
dreapta de referinţă, între două profile omoloage consecutive; � raza de racordare ρf a profilului rectiliniu al dintelui cremalierei cu dreapta
de picior; � unghiul profilului α.
Fig. 4.12C
Modulul cremalierei de referinţă ( πpm= ) este standardizat şi
corespunde diametrului de divizare al roţii. Negativul cremalierei de referinţă este cremaliera de generare şi este
utilizată ca sculă generatoare. În vederea reducerii numărului de scule necesare prelucrării roţilor dinţate, sunt standardizaţi: modulul cremalierei m, coeficientul
capului dintelui cremalierei de referinţă (m
hh a
a =* ), coeficientul jocului la

16
piciorul dintelui cremalierei de referinţă (m
cc =* ), coeficientul razei de
racordare la piciorul dintelui cremalierei de referinţă (m
ff
ρρ =* ), unghiul de
înclinare al profilului cremalierei (α). Cu excepţia modulului cremalierei, care poate avea diverse valori standardizate, toate celelalte mărimi sunt constante:
.20;38,0;25,0;1 0*** ==== αρ fa ch Ca urmare, scula generatoare (cremaliera)
este definită de un singur parametru şi anume modulul m. În funcţie de acesta,
rezultă înălţimea capului dintelui mhh aa*= , înălţimea piciorului dintelui
( )mchh af** += şi înălţimea dintelui ( ) .2 ** mchh a +=
La generare (fig. 4.12D), poziţia cremalierei generatoare faţă de centrul roţii este controlată prin distanţa dintre dreapta de referinţă a cremalierei şi dreapta de divizare, tangentă la cercul de divizare. Această distanţă se numeşte deplasare şi se notează cu xm, unde m este modulul (care se va regăsi pe cercul de divizare al roţii), iar x – coeficientul deplasării de profil .
Atunci când dreapta de referinţa coincide cu dreapta de divizare (ambele tangente la cercul de divizare al roţii) se obţine roata zero (v. fig. 4.12D, a), la care xm = 0, deci x = 0. Dacă dreapta de referinţă este exterioară cercului de divizare al roţii, atunci se obţine roata plus (v. fig. 4.12D, b), la care xm > 0, deci x > 0. În cazul în care dreapta de referinţă intersectează cercul de divizare al roţii, se obţine roata minus (v. fig. 4.12D, c), la care xm < 0, deci x < 0.
Cercurile de cap şi de picior ale dinţilor, precum şi grosimea dinţilor evolventici sunt influenţate de deplasările de profil. Cercul de picior, tangent dreptei de cap a cremalierei generatoare la prelucrare (fig. 4.12D, b), poate fi mai mic (de regulă), egal sau mai mare decât cercul de bază. Cercul de cap al unei roţi depinde de cercul de picior al roţii conjugate şi se calculează din condiţia ca între acestea să rămână jocul c (fig. 4.12E).
Deplasarea pozitivă duce la scăderea grosimii dintelui pe cercul de cap şi la creşterea grosimii bazei dintelui. Pentru a preîntâmpina ascuţirea dinţilor , grosimea acestora pe cercul de cap este limitată la o valoare admisibilă, adică sa
≥ samin. La roţile cu număr mic de dinţi, la prelucrarea cu cremaliera, poate apărea
fenomenul de subtăiere (“scobire”) a bazei dinţilor, care duce la micşorarea grosimii bazei dintelui şi implicit a rezistenţei acestuia la încovoiere. Acest fenomen negativ este evitat obligatoriu printr-o deplasare de profil pozitivă.

17
Angrenajul roată – roată (fig. 10. 9E) este format din două roţi dinţate caracterizate de numerele de dinţi z1 şi z2 şi acelaşi modul m pe cercurile de divizare ale celor două roţi.
a b c
Fig. 4.12D
Fig. 4.12E

18
Fie M punctul de contact dintre profile. Conform proprietăţilor evolventei, normalele MT1 şi MT2 ale celor două profile sunt tangente la cercurile de bază ale celor două roţi în punctele T1 şi T2. Deoarece profilele sunt reciproc înfăşurabile (admit în orice punct de contact o normală şi, respectiv, o tangentă comună), normalele MT1 şi MT2 sunt coliniare. Ca urmare, punctele de contact dintre profile se află pe dreapta determinată de punctele T1 şi T2 (tangenta comună a celor două cercuri de bază), numită dreaptă de angrenare. Teoretic,
angrenarea poate avea loc pe segmentul |T1T2|, numit segment teoretic de
angrenare, iar practic pe segmentul |AE| – determinat de intersecţia dreptei de angrenare cu cercurile de cap ale celor două roţi – numit segment real de angrenare.
Considerând pentru cele două roţi sensurile de rotaţie din fig. 10.9E, intrarea profilelor în angrenare are loc în punctul A, iar ieşirea din angrenare are loc în punctul E. Punctul de contact M dintre profile descrie în planul fix segmentul AE (de la A la E), iar în planele celor două roţi descrie porţiunile active ale profilelor dinţilor în contact (marcate distinct în fig. 10. 9E) – de la picior spre capul dintelui pentru dintele roţii 1, respectiv de la capul dintelui spre picior pentru dintele roţii 2.
Transmiterea forţei de la o roată la alta se face după direcţia normalei comune a profilelor (deci, după direcţia dreptei de angrenare), punctul de aplicaţie al forţei fiind punctul de contact M, a cărui mişcare a fost precizată.
Intersecţia dreptei de angrenare cu linia centrelor O1O2 a celor două roţi determină polul C al angrenării (centrul instantaneu de rotaţie în mişcarea relativă a celor două roţi) şi centroidele angrenajului – cercurile de rostogolire de diametre dw1 şi dw2. Transmiterea mişcării de la o roată a angrenajului la cealaltă trebuie să se facă continuu (fără intermitenţe). Pentru aceasta trebuie ca la ieşirea unei perechi de dinţi din angrenare perechea următoare să fie deja intrată în angrenare.
4.3.4 Angrenaje conice Sunt angrenaje cu axele roţilor coplanare care se intersectează, iar
suprafeţele de rostogolire formează o pereche de conuri tangente care se rostogolesc fără alunecare.
a) Tipuri : δ = unghiul dintre axele roţilor ; δ 1,2 – unghiular roţii 1, respectiv 2 După forma dinţilor, există, teoretic, o infinitate de conuri tangente; se
consideră doar două: - conul exterior şi conul mediu.

19
b) Elementele geometrice standardizate (fig.4.13) Fig. 4.13

20
Se referă la conul exterior: d1,2 = m z1,2, m = modulul standardizat; z1,2 = numerele de dinţi. Elementele geometrice ale unui dinte : h = ha + hf = h*
da1,2 – diametre exterioare sau de vârf, df1,2 - - diametre interioare sau de fund)
4.3.5 Angrenaje melcate a) Particularit ăţi cinematice Generarea unui angrenaj melcat este identică cu a angrenajelor cilindrice
cu dinţi înclinaţi. Melcul se caracterizează printr-un număr mic de dinţi (z1) (număr de
începuturi, similar cu un şurub). Se recomandă z1 = 1…4, în funcţie de raportul de transmitere i (de exemplu: z1 = 4 pentru i = 7…8 şi z1 = 1 pentru i ≥ 40). Pe un cilindru se înfăşoară mai multe spire echidistanţate. Dacă raza cilindrului este ro (diametrul do) şi pasul unei elice este px, la o rotaţie a cilindrului pasul total este pE = z1 px;
b) Elementele geometrice - diametrul de referinţă al melcului do1 = do = mxq (din definirea coeficientului diametral). - diametrul de referinţă al roţii melcate do2 : do2 = mxz2
- diametrul de divizare (rostogolire) al melcului d1 = do1 + 2mx xt2, xt2 - coeficientul de corijare a danturii roţii melcate) - diametrul de divizare (rostogolire) al roţii melcate : d2 = d02 = mx z2
- diametrele de picior (interioare sau de fund) df1 = d01 - 2 (h*oa + c*o) mx = do1 - 2h*ofmx
- diametrele de cap: da1 = do1 + 2h*oamx; da2 = do2 + 2 (h*oa + ζt2) mx
- lăţimea coroanei melcate b2 = δ 0,75 da1 pentru z1 = 1; z1 = 2δ 0,67 da1 pentru z1 = 3 sau 4 - lungimea melcului L1 Η f (mx, z1, z2) de exemplu : pentru z1 = 1 sau 2 L1 = (11 + 0,06 z2) mx
- distanţa de referinţă dintre axe

21
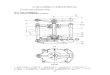
4.3.6 Elementele constructive ale roţilor din ţate Forma roţilor dinţate depinde de : - dimensiunile roţii - materialul din care se execută dantura - posibilităţile de execuţie ale întreprinderii Pentru ca roata să se facă separat de arbore trebuie ca :
g ≥ 0,6 p = 0,6 πm - pentru roţi din oţel (m = modulul standardizat) g ≥ 0,8 p = 0,8 πm - pentru roţi din fontă
Dacă g < 0,6 p < 0,8 p atunci se face dintr-o bucată cu arborele. Criteriu practic : dacă d≥ 2 darbore – roata se face separat de arbore. Când se face separat, există două variante constructive : a) roata în construcţie masivă - execuţie uşoară, masă mare de amortizare a vibraţiilor.
b)roată cu obadă, disc şi butuc (da ≥ 500 mm). Discul poate fi perpendicular butuc sau oblic

22
Când diametrul roţii este foarte mare, roţile se execută separat de arbore şi se fac din 2 jumătăţi - execuţie numai prin turnare, cu spiţe. Planul de secţionare trece prin golul dintre dinţi.
4.3.7Cauzele scoaterii din funcţiune a angrenajelor 4.3.7 Cauzele deteriorarii angrenajelor
Calculul de rezistenţă al angrenajelor are drept scop să preîntâmpine deteriorarea acestora. Cauzele care conduc la deteriorarea angrenajelor pot fi cauze funcţionale – proiectare şi/sau exploatare necorespunzătoare – sau tehnologice – tehnologie de fabricaţie şi/sau tratamentul aplicat necorespunzătoare.
Analiza acestor cauze conduce la concluzia că deteriorarea angrenajelor este determinată de cauze multiple, care se succed în timp, respectiv de detriorarea altor organe de maşini cum ar fi arbori, cuplaje, lagăre etc.
Acţiunea repetată a sarcinii pe dinte, datorită intrării acestuia în angrenare, respectiv ieşirii lui din angrenare, conduce la o solicitare complexă care poate să determine deteriorarea angrenajului şi scoatera acestuia din funcţiune. Dinţii se pot deteriora – în afara defectelor constructive, de material şi de tratament – prin rupere sau prin deteriorarea flancurilor active.
4.3.7.1. Ruperea dinţilor
Este cea mai periculoasă formă de deteriorare a danturii, deoarece bucăţile rupte din dinţi pot produce deteriorarea şi a altor organe de maşini din transmisie. Ruperea dinţilor este cauzată de oboseala materialului sau de suprasarcinile care apar în transmisie.
Ruperea dinţilor prin oboseală este principala cauză de deteriorare a angrenajelor executate din oţel cu duritate mare a flancurilor active (> 45 HRC). Acţiunea repetată a sarcinii pe dinte are ca efect solicitarea dintelui după un ciclu pulsator sau, în cazul roţilor intermediare, după un ciclu alternant simetric. Variaţia ciclică, de la zero la valoarea maximă a tensiunii de încovoiere σF, poate conduce la oboseala materialului şi la apariţia unor microfisuri (fig. 4.14, a) la baza dintelui, pe partea fibrelor întinse, favorizate şi de concentratorul de

23
tensiuni reprezentat de raza de racordare a dintelui la corpul roţii. În timp, microfisura se măreşte şi micşorează secţiunea de încastrare a dintelui la corpul roţii, ducând la ruperea acestuia.
De regulă, secţiunea de rupere este sub formă de V (fig. 4.14, b), mai adâncă în cazul dinţilor solicitaţi alternant simetric, dar poate fi şi aproape plană. Linia de rupere a dintelui are o înclinare diferită, de la roată la roată, valoarea medie a acesteia fiind de 30o faţă de orizontală.
Pentru a preîntâmpina ruperea dinţilor prin oboseală la baza acestora, se pot lua următoarele măsuri:
• mărirea modulului danturii; • utilizarea de roţi cu dantură deplasată pozitiv, ceea ce conduce la mărirea bazei dintelui; • mărirea razei de racordare a dintelui la corpul roţii, prin utilizarea de
freze cu protuberanţă; • efectuarea unui calcul la solicitarea de încovoiere prin oboseală şi
limitarea tensiunilor efective la valori admisibile. Ruperea dinţilor datorit ă suprasarcinilor are loc ca urmare a acţiunii
unor sarcini de vârf sau de şoc, sub acţiunea cărora tensiunile de încovoiere care
apar în dinte depăşesc limita de curgere a materialului. Se poate rupe întregul dinte sau, în cazul danturilor înclinate, numai o parte din dinte. În fig. 4.15 se
a b
Fig. 4.14
Fig. 4.15 Fig. 4.16

24
prezintă o roată dinţată ai căror dinţi au fost deformaţi plastic, ca urmare a unor suprasolicitări; se pot observa fisurile de la baza dinţilor, ca urmare a depăşirii limitei de curgere a materialului, respectiv locul rămas după ruperea unui dinte.
Pentru a preîntâmpina ruperea datorită suprasarcinilor, se efectuează un calcul de verificare, considerând că suprasarcina acţionează static.
Ruperea unor porţiuni de dinte (fig. 4.16) apare în cazul unor erori de execuţie şi a unor arbori elastici, mai ales la danturile cu unghi mare de înclinare (danturi în V), când sarcina se concentrează pe anumite porţiuni de dinte, porţiuni ce se rup. Pentru a preîntâmpina ruperea unor porţiuni de dinte se măreşte precizia de execuţie a roţilor dinţate şi/sau rigiditatea arborilor.
4.3.7.2. Deteriorarea flancurilor active ale dinţilor
Principalele cauze care conduc la deteriorarea flancurilor active ale dinţilor sunt: ciupirea flancurilor active, exfolierea, griparea, uzarea abrazivă etc.
Ciupirea flancurilor active ale dinţilor , cunoscută şi sub denumirea de pitting, este o formă de deteriorare prin oboseală de contact a stratului superficial al dintelui. Ciupirea este principala cauză de deteriorare a angrenajelor executate din oţeluri cu duritate redusă şi care funcţionează bine unse, în carcase închise.
În zona de contact dintre dinţi apar atât tensiuni normale cât şi tensiuni tangenţiale, variabile după un ciclu pulsator. Încărcarea dinţilor produce, totodată, şi o deformaţie a stratului superficial de pe flancurile dinţilor în
a b
c d e
Fig. 4.17

25
contact. În timp, după un număr de solicitări ale flancului dintelui, materialul oboseşte şi determină apariţia, pe suprafeţele flancurilor active, a unor microfisuri de oboseală.
Microfisurile iniţiale (fig. 4.17, c) apar în sensul forţelor de frecare∗) (fig. 4.17, b), în dreptul cilindrului de rostogolire. Uleiul, care aderă la flancurile dinţilor, va fi presat în fisurile apărute (fig. 4.17, b şi d) pe flancurile active şi va crea o suprapresiune care va duce la desprinderea de mici bucăţi de material (v.fig. 4.17, e). În acest fel, pe flancurile active ale dinţilor apar ciupituri, care înrăutăţesc condiţiile de angrenare.
Ciupiturile, de formă şi dimensiuni diferite (fig. 4.18), se dezvoltă mai întâi spre piciorul dintelui şi apoi spre capul acestuia, rezistenţa dintelui la apariţia de ciupituri fiind proporţională cu raza de curbură a flancului dintelui. Dacă în urma rodajului ciupiturile sunt de mărime mică, în număr relativ redus şi fără să se dezvolte în continuare, se poate afirma că angrenajul nu va fi deteriorat ca urmare a apariţiei ciupiturilor (v.fig. 4.18, a). Dacă după rodaj ciupiturile progresează ca număr şi mărime, atunci apariţia de ciupituri va constitui principala formă de deteriorare a angrenajului (v.fig. 4.18, b).
a b
Fig. 4.18
Pentru a preîntâmpina apariţia ciupiturilor pe flancurile dinţilor, se pot lua
următoarele măsuri: � mărirea durităţii superficiale a flancurilor active ale dinţilor, prin
tratamente termice sau termochimice; � mărirea razelor de curbură ale profilului dinţilor, prin deplasări
pozitive de profil; � efectuarea unui calcul la solicitarea de contact (presiune hertziană) şi
limitarea tensiunilor efective la valori admisibile.

26
Exfolierea stratului superficial de pe flancurile active ale dinţilor este o formă de deteriorare prin oboseală a angrenajelor şi apare în cazul durificării superficiale, prin cementare, nitrurare, nitrocarburare etc., a danturii roţilor. Practic, exfolierea se manifestă prin desprinderea de material de pe suprafaţa dintelui (fig. 4.19) ca urmare a unor microfisuri de oboseală apărute la graniţa dintre stratul durificat şi stratul de bază.
Principalele cauze ale exfolierii sunt grosimea prea mică a stratului durificat şi tensiunile interne care apar datorită trecerii de la o zonă foarte dură (stratul superficial al dintelui) la o zonă de duritate redusă (miezul dintelui). Pentru a preîntâmpina deteriorarea flancurilor active ale dinţilor prin exfoiliere, se recomandă alegerea unor tehnologii şi tratamente adecvate materialului şi dimensiunilor roţilor dinţate.
Griparea este o formă a uzării de adeziune şi apare la angrenajele puternic încărcate, care funcţionează la viteze mari, la temperaturi ridicate sau
cu viteze de alunecare mari dintre dinţi. Griparea se manifestă prin microsuduri care apar între dinţi, ca urmare a unui contact direct între flancuri. Acest contact apare ca urmare a expulzării, parţiale sau totale, a stratului de lubrifiant existent între dinţi datorită presiunii mari determinată de încărcarea mare, de temperatura de funcţionare ridicată, de rugozitatea mare a flancurilor şi de concentrarea sarcinii, ca urmare a impreciziilor de execuţie şi a deformării elastice a dinţilor.
Microsudurile locale dintre flancuri se rup, la funcţionarea în continuare a angrenajului, şi apar, pe flancurile active ale dinţilor, zgârieturi şi benzi de gripare (fig. 4.20), orientate în direcţia alunecării dintre dinţi. Griparea este favorizată şi de ungerea insuficientă a angrenajului şi de vâscozitatea necorespunzătoare a uleiului.
Pentru a evita deteriorarea flancurilor active ale dinţilor prin gripare se recomandă următoarele măsuri: îmbunătăţirea ungerii prin alegerea unui lubrifiant corespunzător, aditivat împotriva gripării; reducerea temperaturii de funcţionare a angrenajului prin răcirea uleiului, nervurarea carcasei etc.; mărirea preciziei de execuţie şi montaj şi reducerea rugozităţii flancurilor active; mărirea rigidităţii arborilor; efectuarea unui calcul împotriva gripării.
Fig. 4.20
Fig. 4.19

27
Uzarea abrazivă este principala formă de deteriorare a angrenajelor care funcţionează la viteze mici, a angrenajelor care funcţionează în medii impure, a
angrenajelor deschise şi a angrenajelor care funcţionează în carcase închise, dar cu deficienţe la sistemul de ungere şi la cel de etanşare. Impurităţile, care provin din exterior, din materialul desprins în urma apariţiei ciupiturilor sau din forfecarea microsudurilor de gripare, ajung între flancurile dinţilor în contact şi acţionează ca nişte mici scule aşchietoare, îndepărtând material de pe flancurile active ale dinţilor.
În urma procesului de uzare abrazivă, forma evolventică a dintelui se modifică (fig. 4.21) şi se măreşte jocul dintre flancurile active, iar angrenarea devine incorectă, cu şocuri mari şi
zgomot; se poate ajunge la ruperea dinţilor sau la imposibilitatea funcţionării angrenajului ca urmare a scurtării dinţilor, când nu se mai asigură continuitatea mişcării. Pentru a evita deteriorarea flancurilor active prin uzare abrazivă, se recomandă îmbunătăţirea sistemului de ungere şi a celui de etanşare.
Analiza cauzelor care produc deteriorarea angrenajelor reliefează următoarele concluzii:
� deteriorarea angrenajelor are loc, în principal, ca urmare a apariţiei ciupiturilor pe flancurile active ale dinţilor sau a ruperii prin oboseală, la baza acestora; rezultă că angrenajele trebuie să se calculeze la solicitarea de contact şi la cea de încovoiere;
� deteriorarea dinţilor este influenţată de mai mulţi factori constructivi şi funcţionali; ca atare, metodica de calcul adoptată pentru angrenaje trebuie să ia în considerare aceşti factori, prin corectarea sarcinii de calcul şi a rezistenţelor admisibile;
� necesitatea alegerii materialelor din care se execută roţile dinţate funcţie de duritatea superficială obţinută după tratament şi de tensiunile limtă la solicitarea de contact şi cea de încovoiere.
Metodica de calcul prezentată în acest curs, pentru angrenajele cilindrice şi pentru cele conice şi hipoide, este metoda ISO–DIN, deoarece aceasta ia în considerare un număr mare de factori care condiţionează durabilitatea angrenajului şi rezistenţa acestuia la cele două solicitări principale – contactul şi încovoierea – şi se bazează pe multe determinări experimentale.
4.3.8 Oteluri utilizzate in constructia rotilor dintate
Roţile dinţate se execută dintr-o gamă foarte largă de materiale pentru a satisface condiţiile diverse în care funcţionează. Roţile dinţate utilizate în construcţia reductoarelor de turaţie, a transmisiilor automobilelor şi tractoarelor
Fig. 4.21

28
se execută numai din oţeluri tratate termic sau termochimic. Din acest motiv, în acest subcapitol se tratează numai aceste oţeluri şi tratamentele aplicate.
Oţelurile utilizate în construcţia roţilor dinţate sunt oţeluri laminate sau forjate. Din punct de vedere al proprietăţilor mecanice şi al prelucrabilităţii , oţelurile utilizate în construcţia roţilor dinţate se împart în două mari grupe:
• oţeluri moi, cu duritatea superficială mai mică de 350 HB; • oţeluri dure, cu duritatea superficială mai mare de 350 HB. Caracteristic oţelurilor moi este faptul că prelucrarea danturii se face după
tratamentul termic, iar în cazul oţelurilor dure, prelucrarea danturii se face înainte de tratamentul termic, după tratament efectuându-se doar finisarea danturii prin rectificare.
Caracteristicile mecanice ale oţelurilor utilizate în construcţia roţilor dinţate depind, în mare măsură, de calitatea şarjei, a semifabricatului şi a tratamentului termic sau termochimic aplicat. Din aceste puncte de vedere, oţelurile se împart în trei grupe de calitate: ML, MQ şi ME.
Calitatea ML corespunde unor oţeluri care posedă calităţi reduse, calitatea MQ corespunde unor oţeluri care sunt obţinute de producători cu experienţă, cu cheltuieli corespunzătoare, iar calitatea ME impune cerinţe care trebuie îndeplinite când se cere o mare siguranţă în funcţionare.
Principalele cerinţe care trebuie îndeplinite de fiecare calitate sunt prezentate la descrierea oţelurilor respective.
Tratamentele termice pentru roţi dinţate sunt: recoacere, călire şi revenire, iar tratamentele termochimice aplicate oţelurilor sunt cementare, nitrurare şi carbonitrurare.
4.3.8.1.Recoacerea
Recoacerea este tratamentul termic prin care se urmăreşte aducerea materialului roţii dinţate într-o stare de echilibru şi se aplică, in general, roţilor obţinute prin forjare. Există mai multe tipuri de recoaceri (recoacerea obişnuită, recoacerea de normalizare, recoacerea de detensionare), cea mai utilizată fiind recoacerea de normalizare numită şi normalizare.
Scopul normalizării este numai de a diminua sau înlătura tensiunile interne apărute în urma procesului tehnologic de forjare sau matriţare şi de a obţine o granulaţie fină. Dintre avantajele normalizării se pot enumera: durata redusă a tratamentului termic, deoarece răcirea se face în aer; obţinerea unei perlite mai fine (sorbită), cu duritate mai mare decât cea rezultată în urma recoacerii complete.
Ca tratament final, normalizarea se aplică oţelurilor nealiate, utilizate doar în construcţia unor reductoare de turaţie care transmit sarcini mici, la viteze mici. Marcile de astfel de oţeluri utilizate în construcţia roţilor dinţate sunt: OLC 45, OLC 50, OLC 55 şi OLC 60. Caracteristicile mecanice ale oţelurilor nealiate normalizate sunt prezentate în tabelul A3.2 din Anexa A3.

29
Normalizarea se aplică şi la oţelurile aliate, înainte de alte tratamente termice (călire) sau termochimice (cementare sau carbonitrurare).
Recoacerea de detensionare sau de înmuiere se aplică oţelurilor aliate înainte de tratamentele termice, şi are drept scop reducerea sau eliminarea tensiunilor interne din material. Recoacerea de detensionare constă în încălzirea înceată a materialului până la temperatura de 500 – 600oC, menţinerea la această temperatură până la omogenizarea intregii piese, apoi răcirea acesteia foarte lent până la temperatura de 100 – 200oC şi, în final, o răcire în aer.
4.3.8.2. Călirea
Este tratamentul termic prin care oţelul suferă transformări în stare solidă, urmând aducerea acestuia din stare de echilibru în stare de neechilibru. Călirea se poate face în mai multe feluri, cele mai utilizate procedeuri pentru oţelurile utilizate la roţi dinţate sunt: călirea în profunzime, călirea izotermă, călirea superficială etc.
Călirea în profunzime se aplică oţelurilor cu conţinut de carbon mai mare de 0,25% şi are drept scop obţinerea unei structuri martensitice, de duritate şi rezistenţă ridicate. Duritatea este influenţată de conţinutul de carbon şi de călibilitatea oţelurior, duritatea maximă obţinându-se la un conţinut de carbon de minim 0,6%. Stabilirea temperaturii de încălzire şi a vitezei de răcire (apă, aer sau ulei) se face în funcţie de conţinutul de carbon, de tipul oţelului, carbon sau aliat, şi de complexitatea piesei.
Călirea superficială se aplică oţelurilor aliate cu conţinut de carbon mai mare de 0,3% şi are drept scop mărirea rezistenţei stratului superficial al dinţilor prin obţinerea unor structuri dure pe suprafaţa acestora. Pentru realizarea călirii superficiale se încălzeşte local stratul superficial al dinţilor, răcirea făcându-se cu jet de apă. Încălzirea se poate face cu flacără oxiacetilenică, flacără cu gaz sau prin curenţi de înaltă frecvenţă (CIF), metodă larg utilizată datorită productivităţii ridicate şi calităţii obţinute. Instalaţiile cu CIF trebuie să permită o adaptare exactă şi verificată a adâncimii de călire şi să evite supraîncălzirea (temperatura de încălzire să fie sub 1000oC).
4.3.8.3. Revenirea
Structura martensitică obţinută după călire este o structură nestabilă, dură şi fragilă. Revenirea este tratamentul termic care se aplică oţelurilor care suferă transformări fizice şi prin care se schimbă starea nestabilă şi fragilă într-o stare mai stabilă şi mai puţin fragilă.
Revenirea constă în încălzirea piesei călite până la o anumită temperatură, menţinerea la această temperatură pentru egalizarea încălzirii piesei pe secţiune şi răcirea ulterioară în aer liber. Temperatura de revenire este foarte importantă din punct de vedere al menţinerii proprietăţilor mecanice şi durităţii piesei.

30
Astfel, cu creşterea temperaturii de revenire, scade duritatea şi rezistenţa la rupere a oţelului respectiv, dar totodată scad tensiunile interne şi fragilitatea.
În construcţia roţilor dinţate, se utilizează oţeluri al căror tratament termic este format din călire urmată de revenire înaltă (500 ... 600ºC). Această combinaţie este cunoscută sub denumirea de îmbunătăţire şi se aplică oţelurilor cu conţinut mediu de carbon (> 0,25%) şi uneori şi oţelurilor cu conţinut mai redus de carbon (≈ 0,2%). Duritatea obţinută după îmbunătăţire este < 350 HB, oţelurile cu conţinut de carbon mai mare de 0,25 % numindu-se oţeluri de îmbunătăţire.
Oţelurile de îmbunătăţire fac parte din grupa oţelurilor moi, principalele mărci de astfel de oţeluri utilizate în construcţia roţilor dinţate de la reductoare sunt: 40 Cr 10, 26 MoCr 11, 34 MoCr 11, 51 VMnCr 11, 40 CrNi 12, 30 MoCrNi 20 etc.
Călirea superficială este urmată imediat de o revenire joasă, la temperaturi de 160 ... 220ºC, în cuptoare cu aer, cu distribuţia uniformă a temperaturii. Prin aceasta se obţine, în general, o duritate superficială ridicată şi un miez tenace, dar mult mai moale. Deformaţiile în urma călirii sunt mici şi nu este absolut necesar să se aplice rectificarea danturii.
Rezistenţa la solicitarea de contact a dinţilor căli ţi creşte, comparativ cu rezistenţa dinţilor rezultată în urma tratamentului de îmbunătăţire. Rezistenţa la solicitarea de încovoiere se măreşte în cazul în care se căleşte şi zona de racordare a dinţilor la corpul roţii. În cazul unor danturi cu moduli mici, zona de racordare a dinţilor la corpul roţii nu se căleşte şi rezistenţa la încovoiere scade destul de mult. În plus, trecerea de la zona călită la zona necălită este un puternic concentrator de tensiuni la piciorul dintelui. În toate cazurile, pentru mărirea rezistenţei la încovoiere, înainte de călire se aplică un tratament de îmbunătăţire.
Duritatea superficială şi a miezului se măsoară în trei secţiuni ale dintelui, la distanţa de un modul de fiecare capăt şi la mijlocul lăţimii dintelui. O mare atenţie se acordă durităţii stratului de trecere de la zona călită la miez. Dacă duritatea acestei zone este mai mică decât a miezului, această duritate va fi considerată ca fiind duritatea miezului. Oţelurile călite superficial fac parte din grupa oţelurilor dure, duritatea după călire fiind cuprinsă între 48…58 HRC iar duritatea miezului fiind cea obţinută de oţel în urma îmbunătăţirii.
4.3.8.4. Cementarea (carburarea)
Cementarea este tratamentul termochimic prin care se îmbogăţeşte stratul superficial al dinţilor în carbon şi se aplică oţelurilor cu conţinut redus de carbon (<0,25%), numite şi oţeluri de cementare.
Cementarea constă în încălzirea pieselor până la o anumită temperatură (850 ... 1000ºC) şi menţinerea acestora un timp relativ îndelungat (7 ... 10 ore), într-un mediu care conţine carbon. Mediul poate fi solid (granule de mangal, cocs etc.), gazos (gaz metan) – cel mai utilizat – sau lichid (săruri topite). Instalaţia de tratament trebuie să permită reglarea conţinutului de carbon.

31
Principalele mărci de oţeluri de cementare utilizate în construcţia roţilor dinţate de la reductoare şi transmisii de automobile şi tractoare sunt 15 Cr 9, 18 MnCr 11, 20 TiMnCr 12, 21 MoMnCr 12, 18 CrNi 20, 20 MoNi 35, 17 MoCrNi 14,.
Conform STAS 791, înainte de cementare se aplică un tratament de recoacere de înmuiere şi apoi o normalizare, iar după cementare două căliri, iar între acestea o recoacere intermediară. După căliri, se aplică o revenire joasă, la temperaturi de 150 ... 200ºC. În urma acestui tratament, rezultă roţi dinţate cu o duritate mare a stratului superficial al dinţilor (56 ... 64 HRC), miezul ramânând tenace; oţelurile cementate fac parte din categoria oţelurilor dure.
Verificarea dimensiunilor stratului cementat, a durităţii acestuia şi a durităţii miezului se face pe o probă eşantion. Aceasta este o epruvetă din aceeaşi şarjă de oţel ca şi roata dinţată, tratată termochimic odată cu aceasta. Diametrul probei nu trebuie să fie mai mic decât dublul modulului danturii, dar nu mai puţin de 16 mm. Lungimea acestei probe trebuie să permită executarea a două probe pentru stabilirea structurii miezului şi pentru măsurarea adâncimii de cementare.
La stabilirea adâncimii minime a stratului cementat se va ţine seama că valoarea optimă a acesteia este diferită pentru solicitarea de contact, respectiv pentru solicitarea de încovoiere. Cu creşterea adâncimii de cementare, capetele dinţilor devin mai rigide. Duritatea miezului se măsoară perpendicular pe tangenta la 30o la profilul dintelui, la distanţa de minim un modul faţă de marginea dintelui.
Rezistenţa la solicitarea de contact creşte de 2,5 ... 3 ori, iar rezistenţa la solicitarea de încovoiere prin oboseală la piciorul dintelui creşte de 1,5 ori, comparativ cu oţelurile îmbunătăţite. Oţelurile de cementare sunt cele mai utilizate oţeluri în construcţia reductoarelor şi a transmisiilor de automobile şi tractoare, rezultând dimensiuni de gabarit reduse ale acestor transmisii.
Oţelurile cementate fac parte din grupa oţelurilor dure şi au duritatea superficială cuprinsă între 56…64 HRC, iar a miezului este mai mare de 34 HRC.
4.3.8.5. Nitrurarea
Este tratamentul termochimic de îmbogăţire până la saturare a suprafeţei piesei în azot. Piesele se încălzesc într-un cuptor până la temperatura de 480 ... 650ºC, iar prin atmosfera cuptorului se trece un curent de amoniac. Adâncimea de saturare în azot este de 0,1 ... 0,5 mm, iar procesul de nitrurare durează între 25 ... 50 ore. Pe suprafaţa dinţilor se formează nitruri, foarte dure, dar şi cu rezistenţă mare la uzare şi coroziune.
Pentru stabilizarea nitrurilor, sunt necesare elemente de aliere cum ar fi Al, Cr, Mo, care dau nitruri foarte fine şi foarte stabile. Prin nitrurare se obţin durităţi foarte mari, de până la 68 HRC, şi se păstrează până la temperaturi de 500ºC. Nitrurarea se aplică oţelurilor deja îmbunătăţite, fiind un tratament final.

32
Instalaţia de nitrurare trebuie să permită reglarea presiunii gazului, gradul de disociere şi temperatura, în toleranţa de ±5oC.
Pentru roţi dinţate, nitrurarea se aplică oţelurilor de nitrurare (fără aluminiu) şi oţelurilor aliate de îmbunătăţire şi cementare. În construcţia de reductoare, automobile şi tractoare se utilizează oţelurile aliate de nitrurare (<0,35% C, <3,5% Cr, Mo, V), de îmbunătăţire (<0,45% C, <1,5% Cr, Mo, V) sau de cementare, nitrurate în gaz. Cele mai utilizate oţeluri de nitrurare, nitrurate, sunt: 21 MoMnCr 12, 26 MoCr 11, 30 MoCrNi 16; cele de îmbunătăţire, nitrurate sunt: 34 MoCr 11 (33 MoCr 11), 42 MoCr 11 (42 MoCr 11), iar cele de cementare nitrurate sunt: 19 MoCr 11 şi 21 MoMnCr 12.
4.3.8.6. Carbonitrurarea
Este tratamentul termochimic de îmbogăţire a suprafeţei piesei simultan în carbon şi azot. Cele două elemente, carbonul şi azotul, se stimulează reciproc în difuzie în piesă, astfel încât durata tratamentului se reduce faţă de cementare şi de nitrurare. Pe stratul superficial al dinţilor se formează carbonitruri dure, mărind mult rezistenţa la oboseală şi la uzare a flancurilor superficiale ale dinţilor.
Carbonitrurarea se poate aplica atât oţelurilor carbon de calitate cât şi oţelurilor aliate, de îmbunătăţire sau de cementare, şi poate fi în mediu lichid (baie) sau în mediu gazos. Pentru roţi dinţate, carbonitrurarea se aplică la temperaturi ridicate (800 ... 850ºC), când îmbogăţirea se face mai ales în carbon şi mai puţin în azot. După tratamentul de carbonitrurare la temperaturi ridicate, se aplică, la fel ca la cementare, o călire urmată de revenire joasă. Duritatea superficială după tratament trebuie să fie mai mare de 500 HV1. Tratamentul de carbonitrurare se aplică atât oţelurilor de îmbunătăţire cât şi oţelurilor de cementare.
?? Intrebări recapitulative 1) Transmisiile mecanice sunt organe de maşini care au rolul funcţional de a: a. transmite mişcarea şi fluxul de forţă de la o maşină motoare la omaşină de lucru; b. de a susţine diferite elemente aflate în mişcare pe ele; 2) Parametrii de bază ai oricărei transmisii sunt: a. puterea taransmisiei; b. sensul sau orientarea transmisiei; c. turaţiile şi raportul de transmitere; d. gabaritul transmisiei; e. felul transmisiei (interioară, exterioară); f. randamentul transmisiei; 3) Care dintre următoarele transmisii au raportul de transmisie cel mai mare; a. transmisii cu roţi dinţate cilindrice; b. transmisii cu roţi dinţate conice;

33
c. transmisii cu roţi dinţate melcate; d. transmisii cu elemente flexibile; 4) Care dintre următoarele transmisii pot transmite putere la distanţe mari (a >1 m): a. transmisii prin fricţiune; b. transmisii cu elemente flexibile; c. transmisii cu roţi dinţate; 5) Care dintre transmisiile de mai jos, pot proteja mecanismele la suprasarcini: a. transmisii cu elemente flexibile; b. transmisii prin fricţiune; c. transmisii cu roţi dinţate; 6) Care transmisii pot fi utilizate pentru transmiterea mişcării între arbori, care se încrucişează a. transmisii cu roţi dinţate cilindrice; b. transmisii cu roţi dinţate conice; c. transmisii cu roţi dinţate melcate; 7) Numiţi caracteristica cinematică a unei tarnsmisii mecanice: 8) Numiţi caracteristica geometrică de bază a unei transmisii mecanice: 9) Condiţia de functionare continuă şi neîntreruptă a unui angrenaj este ca: a. componentele vitezelor tangenţiale să fie egale; b. componentele vitezelor normale să fie egale; c. rezultantele vitezelor în punctul de contact să fie egale; 10) Care din următoarele mărimi sunt standardizate: a. modulul m; b. pasul p; c. numărul de dinţi z; 11) Care este ordinea crescătoare a randamentului următoarelor transmisii: a. roţi dinţate cilindrice; b. roţi dinţate conice; c. roţi dinţate melcate; 12) Pasul danturii se defineşte ca distanţa dintre două flancuri alăturate măsurate pe: a. cercul de divizare; b. cercul exterior; 13) În relaţia πd = pz, legătura dintre diametrul d şi pasul p este dată de: a. valoarea π; b. numărul de dinţi; 18) În cazul roţilor melcate, mărimile standardizate sunt: a. q – coeficientul diametrelor; b. m – modulul axial; c. q şi m;