Embed Size (px)
Citation preview

PETROM EPS Mentenanta
“ TEACHER ”
PROGRAM DE
PERFECTIONARE PROFESIONALA
Tema 7: Organe de Masini II. Organe de Asamblare
2009

2
ORGANE DE
MASINI
II. Organe de asamblare
Material pentru perfectionarea personalului Compilat si redactat: Ing. Paul Popescu Coordonator Operatiuni

3
CUPRINS 2. Organe de asamblare 2.1 Generalitaţi 2.2 Asamblări demontabile 2.2.1 Asamblări filetate
2.2.2 Asamblări tip arbore butuc (prin form ă şi for ţa de frecare) 2.2.3 Asamblari elastice
2.3 Asamblari nedemontabile 2.3.1 Asamblari prin nituire
2.3.2 Asamblari prin sudare 2.3.3 Asamblari prin lipide
2.3.4 Asamblari prin incleiere(cu adezivi)

4
2. Organe de asamblare 2.1 Generalitaţi În practică se întâlnesc două mari tipuri de asamblări:
1. Asamblare demontabila – care, în urma desfacerii pieselor asamblate, nu are loc nici o deteriorare a vreuneia dintre piese. Din această categorie amintim:
• asamblări filetate (şurub - piuliţă); • asamblări prin formă (pene, caneluri, profile poligonale); • asamblări prin frecare (pe con, cu strângere); • asamblări elastice. 2. Asamblare nedemontabila – care, în urma desfacerii pieselor asamblate,
are loc deteriorarea a cel puţin uneia dintre ele: • asamblări sudate • asamblări prin lipire • asamblări prin încleiere • asamblări nituite
2.2 Asamblări demontabile 2.2.1 Asamblări filetate 2.2.1.1 Caracterizare, rol funcţional, domenii de aplicare a) Caracterizare Asamblările prin şuruburi fac parte dintre cele mai răspândite asamblări
demontabile. Ele au în compunere cel puţin două piese cu filet şi cea de-a treia, cu sau fără filet. Filetul reprezintă urma (suprafaţa) lăsată de un profil oarecare (triunghiular, pătrat, trapezoidal, circular) pe un cilindru sau con în deplasarea axială a acelui profil(fig. 2.1)
Fig. 2.1
AB = πd0 – lungimea de desfăşurare a cilindrului BC = p – pasul filetului (distanţa măsurată într-un plan paralel cu axa şurubului sau în acelaşi plan median, între punctele omoloage pe două flancuri consecutive) d0 – diametrul

5
β - unghiul de înclinare al spirei Relaţia între ββββ , p şi d0 este:
tg ββββ = = = = p/ππππ d0 (1)
Fig. 2.2 Părţile componente ale asamblării filetate. Într-o asamblare filetată a două piese (A şi B) pot exista două variante constructive (fig. 2.2). Învârtind piuliţa 2 (fig. 2.2.a) – şurubul 1 fiind ţinut pe loc – ea alunecă pe spire şi înaintează în direcţia axială, similar împingerii unui corp pe plan înclinat. În fig.2.2.b este prezentată asamblarea a două piese prin strângerea directă a şurubului în gaura filetată, executată în una din piese (B), care ia rolul piuliţei. b) Rolul funcţional şi domenii de aplicare Rolul funcţional al şurubului poate fi: - de strângere – cu rol de a crea tensiuni între piese şi deci de a etanşa diferite medii, de a transmite diferite forţe sau momente Exemple:
• asamblări demontabile (şuruburi de fixare) • creare de tensiune (asamblarea capetelor de tiranţi) • închidere etanşă (dopuri filetate)
- de reglaj – pentru fixarea poziţiei relative sau strângerea ulterioară în scopul eliminării jocurilor după uzură Exemple:
• cuzineţi • şuruburile de reglare ale penelor săniilor mici
- transformarea mişcării rotative în mi şcare axială sau invers Exemple:
• şurubul central la strunguri

6
• deplasarea mesei la strungurile normale, paralele - transformare de forţe periferice mici în forţe axiale mari Exemple:
• prese • organe de închidere • menghine
- măsurare Exemple: micrometrul Avantaje:
• gabarit redus (datorită spirei care se înfăşoară pe un cilindru se poate obţine o suprafaţă mai mare de contact – prin mărimea lungimii de înfăşurare
• posibilitatea adaptării formei capului şurubului şi piuli ţei la forma pieselor de asamblat şi la condiţiile de acces
• execuţie relativ uşoară Dezavantaje:
• filetul este un concentrator de tensiuni (datorită formei), periclitând rezistenţa la oboseală;
• necunoaşterea precisă a forţei de strângere a piuliţei (poate duce la suprasolicitări periculoase) – necesită utilizarea cheilor dinamometrice pentru cunoaşterea forţei de strângere;
• asigurarea contra desfacerii; • randamentul scăzut (la şuruburile de mişcare); • uzura flancurilor (care pot introduce jocuri în cazul şuruburilor de
mişcare) • lipsa de autocentrare.
2.2.1.2. Elementele asamblării prin şuruburi Filetul constituie partea caracteristică a şurubului.
• După forma şi rolul funcţional filetele pot fi: a) de fixare, respectiv de strângere(de obicei filetul triunghiular) b) de strângere şi etanşare, pentru ţevi (filetul triunghiular fără joc la vârfuri, filetul conic) c) de mişcare (filetul dreptunghiular, trapezoidal în formă de ferăstrău, rotund)
• După sensul de înfăşurare a) spre dreapta b) spre stânga (pentru reglarea coincidenţei sensulului strângerii piuliţei şi cel al rotaţiei unui arbore spre a nu se slăbi în timpul exploatării, filetul de la buteliile de aragaz, etc.)
• După numărul de începuturi a) cu un singur început b) cu mai multe începuturi (la şuruburile de mişcare pentru îmbunăţirea randamentului)
• După forma lui :

7
a) triunghiular cu unghiul la vârf 60o (filete metrice) sau de 55o(la şuruburile în
ţoli – Whitworrh) (fig.2.3.a) b) pătrat sau dreptunghiular (fig.2.3.b) c) trapezoidal (fig. 2.3.c) d) fierăstrău (fig. 2.3.d) e) rotund
Fig. 2.3
Caracteristicile geometrice ale filetului (fig. 2.4) Elementele geometrice ale unui filet sunt standardizate (STAS 3872) - profilul - unghiul la vârf: αααα - pasul: p - numarul de inceputuri: i - diametrul exterior: d; D - diametrul interior: d1;D1
- diametrul mediu: d2; D2
- înalţimea profilului primitiv (generator); pentru filetul metric H=0,8660p - înalţimea efectivă: H1
- unghiul de înfăşurare β (înclinarea elicei)(tg ββββ = = = = p/ππππ d2 ) - sensul de înfaşurare (dreapta, stânga)
Fig. 2.4

8
Se observă că, desfăşurând spira, unghiul flancurilor β are mărimea β1, β2 sau β, după cum este determinat de diametrul interior d1, mediu d2 sau exterior d (fig.2.5) În calcule, unghiul β se consideră totdeauna în raport cu diametrul mediu d2. Interschimbabilitatea este asigurată atunci când, pentru şuruburile de aceleaşi fel şi de aceeaşi mărime, sunt respectate dimensiunile date prin standarde pentru: d, d1, d2, p şi αααα Observaţie: Dimensiunile diametrelor şurubului: d1, d2, d respectiv: D1, D2, D, diferă între ele(pentru acelaşi diametru) numai prin valoarea toleranţei, având aceeaşi cotă nominală.
Fig. 2.5
2.2.1.3. Materiale şi tehnologie Alegerea materialului organelor de ansamblare filetate se face pe baza criteriilor care privesc îndeplinirea funcţiunii, tehnologia de fabricaţie şi costul. Pentru şuruburi se folosesc:
• oţeluri laminate OL37, OL42, OL50, OL60 (STAS 500/2 ), cu capacitate bună de deformare plastică la rece
• oţeluri de calitate OLC35, OLC45 (STAS 880), pentru solicitări medii • oţeluri aliate 41C10, 33MoC11 (STAS 791), pentru şuruburi supuse la
condiţii severe de solicitare • materiale şi aliaje neferoase • Al şi Cu, pentru condiţii care cer materiale cu o bună conductibilitate
electrică şi termică • Titan, pentru şuruburi solicitate în condiţii de temperaturi ridicate şi
mediu coroziv • materiale plastice (poliamide, nylon, teflon) pentru cerinţe de rezistenţă la
coroziune, izolare termică şi electrică. Pentru piuliţe se folosesc :
• oţel fosforos OLF (STAS 3400) • fonta • bronz

9
Alegerea unuia sau altuia dintre materiale se face în funcţie de temperatura de lucru a asamblării: - T < 2300C – oţeluri normale de înaltă rezistenţă; - T = 2300C 4800C – oţeluri aliate cu Cr, Mo, Va - T = 4800C 6500C – aliaje de Fe, Ni şi Cr - T = 6500C 8800C – aliaje pe bază de Ni - T = 8800C 11000C – aliaje Ni – Co Ca procedee tehnologice de prelucrare, alegerea depinde de seria de fabricaţie
• manual (tarod şi filier ă) pentru unicate; • pe strung cu cuţitul (cuţitul de filet simplu, pieptăne); pe strunguri
automate; • prin frezare; • filetarea în vârtej; • rulare (cu păstrarea continuităţii fibrelor de material);
Filetele se pot rectifica (pentru cele de mişcare) creându-se o stare favorabilă a tensiunii remanente.
2.2.1.4 Elemente de asigurare a asamblărilor filetate Practica şi cercetările experimentale au arătat că deşi la proiectare şi montare este îndeplinită condiţia de autoblocare, totuşi asamblările filetate nu sunt întotdeauna stabile şi prin slăbirea de la sine a înşurubării (autoslăbirea), pot apărea urmări destul de grave. După scop, prin soluţiile constructive se pote urmări: - evitarea desfacerii complete şi a pierderii piuliţei, slăbirea nefiind importantă pentru funcţionare, Exemplu: capace de protecţie - asigurarea poziţiei de montare a unei piese sau reglarea lungimii unei tije de comandă a unui element, Exemple: reglarea tacheţilor la motoare - împiedicarea slăbirii piuli ţei (şurubului; în scopul menţinerii strângerii iniţiale). Exemple: capacele recipienţilor sub presiune, strângerea semicarcaselor reductoarelor. Din punct de vedere constructiv se pot deosebi metode de asigurare bazate pe: 1)folosirea formei şi a unor elemente speciale, fără introducerea de forţe suplimentare în organele folosite; Din această categorie putem aminti ca soluţii folosirea - cuiului spintecat (fig.2.6.a); - piuliţa crenelată (fig.2.6.b); - trecerea unei sârme prin capetele şuruburilor în serie (fig.2.6.c); - şaibe de siguranţă cu umeri sau nas (fig. 2.6.g,h,I,j,k,l); - plăci crestate (fig.2.6.d, e, f); - piuliţe cu guler şi cu şurub lateral de asigurare (fig. 2.6.f).

10
2)introducerea de forţe suplimentare axiale, radiale sau combinate în scopul sporirii şi menţinerii frecării; Din această categorie fac parte (fig.2.7) - contrapiuliţă elestică(fig.2.7.a), - şaibe elestice (Grower) (fig.2.7.b), - piuliţă cu inel interior de presiune (fig.2.7.c) - contrapiuliţele (fig. 2.7.d); 3)deformaţii plastice sau aport de material străin, Din această categorie fac parte : - asigurarea prin refulare de material cu ajutorul unui dorn, - sudarea piuliţelor prin puncte de sudură faţă de suprafaţa de reazem, - lipirea piuliţei cu adezivi.

11
Fig. 2.6
Fig. 2.7 ?? Intrebări recapitulative 1. Ce reprezintă pentru un filet notaţia M20 x 1 a) filet metric cu diametrul mediu 20 mm şi pas normal 1mm; b) filet filet metric cu diametrul exterior 20 mm şi pas fin 1mm; c) filet metric cu lăţimea piuliţei 20 mm şi pas normal 1mm; 2. Asigurarea şuruburilor prin forţă urmăreşte crearea de forţe suplimentare de frecare între elementele asamblării, pe principiul: a) realizării unor tensiuni suplimentare în organele asamblării datorită deformaţiei elastice a unui element intercalat; b) majorării coeficientului de frecare dintre spirele şurubului şi piuliţei printr-o prelucrare grosolană; c) realizării la montaj a unei strângeri majore a şurubului, utilizând o cheie de lungime dublă.

12
2.2.2. Asamblări tip arbore butuc (prin form ă şi prin for ţa de frecare) 2.2.2.1. Asamblări demontabile prin form ă Asamblările prin formă pot fi:
a) - cu pene b) - caneluri sau dinţi c) - profile poligonale d) - cuie sau ştifuri
a. Asamblari cu pene
Penele sunt organe de asamblare demontabile, cu o formă în general apropiată de prismă, cu secţiune constantă (pană paralelă) sau cu una dintre feţe înclinată. După poziţia lor faţă de axa pieselor asamblate şi după rolul funcţional, se deosebesc :
- pene transversale, care se montează perpendicular pe axa pieselor, respectiv pe direcţia sarcinii; sunt prevăzute totdeauna cu înclinări; - pene longitudinale – cu sau fără înclinare - care se montează paralel cu axa geometrică a pieselor de solidarizat (arbore – butuc) şi transmit momentul de torsiune.
Pene paralele - obişnuite STAS 1004 - subţiri STAS 9502 Penele paralele se montează totdeauna cu joc radial şi au avantajul că nu produc dezaxări şi permit deplasarea roţii pe arbore (fig.2.8). La solicitări mari, pentru evitarea smulgerii penei din locaş, aceasta se fixează pe arbore cu şuruburi, însă găurile slăbesc mult arborii.
Fig. 2.8

13
a1. Asamblari cu pene longitudinale
Asamblările prin pene longitudinale sunt asamblări demontabile de tip arbore – butuc, destinate transmiterii unei mişcări de rotaţie şi a unui moment de torsiune şi uneori ghidării deplasării axiale a butucului faţă de arbore. Organul de asamblare este pana, montată într-un canal executat parţial în arbore şi parţial în butuc sau numai în butuc. Direcţia canalului este paralelă cu axa arborelui, de unde vine şi denumirea de pană longitudinală.
În funcţie de modul de transmitere a sarcinii, se deosebesc asamblări prin pene cu strângere şi asamblări prin pene montate fără strângere.
Asamblările prin pene montate cu strângere (fig. 2.9) transmit sarcina prin frecare. Forţa de apăsare dintre pană şi butuc, respectiv dintre pană şi arbore este asigurată prin baterea penei în locaşul ei. Pana longitudinală montată cu strângere are faţa superioară înclinată cu 1:100, feţele active fiind cea superioară şi cea inferioară, iar între feţele laterale şi locaş există jocuri. Strângerea asigurată în asamblare permite preluarea pe lângă momentul de torsiune şi a unor sarcini axiale. Printre cele mai întâlnite asamblări prin pene montate cu strângere se remarcă asamblările prin pene înclinate (cu canal în arbore, fig. 2.9, a), prin pene înclinate subţiri (cu frezare plană în arbore, fig. 2.9, b), prin pene concave (fără prelucrarea arborelui, fig. 2.9, c), penele putând fi prevăzute cu nas (fig. 2.9, d) pentru simplificarea montării şi demontării. Asamblările prin pene montate cu strângere se utilizează destul de rar, numai la turaţii mici şi mijlocii, când nu se impun condiţii severe de coaxialitate a butucului pe arbore, deoarece baterea penei determină o dezaxare a pieselor asamblate.
a. b.
c. d.
Fig. 2.9 Asamblări prin pene montate cu strângere

14
Asamblările prin pene montate fără strângere (fig.2.10) transmit sarcina prin contact direct între arbore şi pană şi în continuare la butuc. Aceste asamblări pot folosi pene paralele cu capete rotunde (fig. 2.10, a) sau cu capete drepte (fig. 2.10, b) fixate în canalul din arbore fără şuruburi (fig. 2.10, a) sau cu şuruburi (fig. 2.10, b). Această ultimă variantă (fig. 2.10, b) utilizează două şuruburi pentru a evita smulgerea penei din locaş, gaura filetată de la mijlocul penei folosind pentru extragerea ei din locaşul din arbore, prin înşurubarea unui ştift filetat. Alte tipuri de pene utilizate la aceste asamblări sunt penele disc (fig. 2.10, c) şi penele cilindrice. Asamblările prin pene longitudinale montate fără strângere sunt cele mai întâlnite în construcţia de maşini fiind sigure în funcţionare, având o montare şi demontare simple şi asigurând coaxialitatea pieselor asamblate.
a.2 Asamblări prin pene paralele
Asamblările prin pene paralele se utilizează pe scară largă în construcţia de maşini, pentru a transmite momente de torsiune mici-medii.
Penele paralele sunt standardizate în trei forme (fig. 2.11): cu capete rotunde – forma A, cu capete drepte – forma B şi cu un capăt rotund şi unul drept – forma C. Pana are secţiunea transversală dreptunghiulară, asigurând contact pe feţele laterale cu canalele din arbore şi butuc şi pe faţa inferioară cu canalul din arbore. Între faţa superioară a penei şi canalul din butuc există joc.
Canalul din arbore se execută cu freză deget la pene cu capete rotunde (forma A sau C) şi cu freză disc la pene cu capete drepte (forma B). Canalul din butuc este deschis şi se execută prin mortezare sau prin broşare (la producţie de serie mare, când numărul pieselor justifică costul sculei).
Penele paralele se execută din OL 6O (recomandat prin standard) sau din alte oţeluri.
a b c
Fig. 2.10 Asamblări prin pene montate fără strângere

15
Asamblările prin pene paralele se clasifică, după rolul funcţional, în
asamblări fixe şi asamblări mobile. La asamblările fixe (fără deplasări relative între butuc şi arbore) se utilizează pene paralele fixate fără şuruburi. La asamblările mobile (cu deplasări axiale ale butucului faţă de arbore) se folosesc pene paralele fixate cu şuruburi (v. fig. 2.10, b). Lungimea acestora se alege în funcţie de deplasarea necesară a şurubului. Găurile filetate din arbore necesare fixării penei micşorează rezistenţa arborelui, ceea ce limitează folosirea penelor paralele fixate cu şuruburi.
Sarcina exterioară se transmite de la arbore la pană şi în continuare la butuc prin contact pe feţele laterale ale penei. Ca urmare, solicitarea principală a asamblării este cea de strivire pe suprafeţele de contact, o altă solicitare, mai puţin importantă, fiind cea de forfecare a penei.
a.3 Asamblări prin pene disc
Denumirea penelor folosite la aceste asamblări vine de la forma de segment de disc a acestora. Partea inferioară a penei se introduce într-un canal din arbore care copiază forma penei. Canalul din butuc este un canal deschis, care asigură un joc deasupra feţei superioare a penei (fig. 2.12).
Canalul necesar din arbore este relativ adânc, aceasta ducând la micşorarea rezistenţei la încovoiere a arborelui. Acest fapt determină limitarea utilizării asamblărilor prin pene disc la asamblări pe capete de arbori.
Canalul de pană din arbore este executat prin frezare cu freză disc, iar canalul din butuc se execută prin mortezare sau, la producţii de serie mare, prin broşare.
Forma A Forma B Forma C
Fig. 2.11 Asamblări prin pene paralele

16
Principiul de lucru al asamblării prin pană disc este acelaşi ca şi la asamblării prin pene paralele, momentul de torsiune transmiţându-se prin contact de la arbore la pană şi în continuare la butuc. Solicitările asam-blării sunt strivirea suprafeţelor de contact şi forfecarea penei.
b. Asamblari prin caneluri b.1. Definire şi clasificare
Asamblările prin caneluri sunt asamblări de tip arbore-butuc destinate transmiterii unui moment de torsiune şi unei mişcări de rotaţie. Ele se pot asimila ca asamblări prin pene paralele multiple, solidare cu arborele şi distribuite uniform pe circumferinţa acestuia. În comparaţie cu asamblările prin pene paralele, asamblarea prin caneluri prezintă o serie de avantaje:
• Capacitate mare de încărcare, datorită suprafeţei active de contact mare; • rezistenţă mai mare la oboseală, datorită micşorării concentratorului de
tensiune şi măririi secţiunii efective a arborelui; • centrare şi ghidare mai precisă a butucului pe arbore,
dar şi de dezavantaje: • tehnologie mai pretenţioasă; • precizie de execuţie mai ridicată şi implicit cost mai ridicat.
Asamblările prin caneluri se clasifică după criteriile prezentate în continuare. • Rolul funcţional împarte asamblările canelate în asamblări fixe (fără
mişcare relativă între butuc şi arbore) şi asamblări mobile (cu deplasare axială a butucului pe arbore).
• Forma proeminenţelor împarte canelurile în caneluri cu profil dreptunghiular (fig. 2.13, a), cu profil în evolventă (fig. 2.13, b) şi cu profil triunghiular (fig. 2.13, c). Un caz particular al asamblărilor prin caneluri triunghiulare sunt asamblările cu dinţi, dinţii fiind proeminenţe triunghiulare cu înălţimea redusă.
Arborii şi butucii se execută, de regulă, din oţel. Materialul arborilor şi butucilor canelaţi se stabileşte din alte considerente legate de construcţiea acestora. Totuşi, la asamblările mobile se urmăreşte obţinerea unei rezistenţe sporite la uzură, ceea ce implică un tratament termic sau termochimic, în vederea creşterii durităţii superficiale. După tratament suprafeţele de centrare se
Fig. 2.12 Asamblare prin pană disc

17
rectifică.
Arborii canelaţi se prelucrează prin frezare, prin metoda divizării sau prin metoda rostogolirii. Frezarea prin divizare se aplică la canelurile dreptunghiulare, frezele deget sau disc având profilul corespunzător formei canelurii. Această metodă de frezare este mai puţin productivă şi nu este suficient de precisă datorită erorilor de divizare. Frezarea prin metoda rostogolirii, cu freze melc, este mai productivă şi mai precisă. Pentru execuţia canelurilor evolventice se utilizează maşini de danturat şi freze melc modul. O metodă cu randament sporit pentru prelucrarea canelurilor pe arbore este aceea de deformare plastică la rece prin rulare, metodă care necesită înstalaţii speciale de putere ridicată.
Butucii canelaţi se execută prin mortezare sau, la producţie de serie mare (care să justifice costul sculei), prin broşare. Butucii cu caneluri în evolventă se execută numai prin broşare, ceea ce implică utilizarea canelurilor evolventice doar la producţii de serie mare.
b.2 Asamblări prin caneluri dreptunghiulare b.2.1. Caracterizare, clasificare
Asamblările prin caneluri dreptunghiulare sunt cele mai răspândite dintre asamblările canelate. În cazul canelurilor dreptunghiulare standardele prevăd: modul de centrare, seriile de mărimi şi dimensiunile corespunzătoare acestora, toleranţe şi ajustaje, metodologia de calcul şi modul de reprezentare în desenul tehnic. În funcţie de modul de centrare, canelurile dreptunghiulare se împart în trei categorii (fig. 2.14):
a - cu centrare pe diametrul exterior D, caz în care contactul dintre butuc şi arbore are loc pe exteriorul proeminenţelor de pe arbore, între celelalte suprafeţe
a b c
Fig. 2.13 Profile de caneluri

18
existând mici jocuri; este mai puţin precisă şi se foloseşte când butucul nu este durificat superficial şi se poate realiza rectificarea acestuia pe diametrul exterior;
b - cu centrare pe diametrul interior d, cazul fiind cel mai frecvent folosit datorită preciziei ridicate, deşi rectificarea suprafeţelor funcţionale este mai greu
de realizat, arborele necesitând degajări speciale la baza canelurilor pentru rectificare;
c - cu centrare pe flancuri, caz folosit doar la asamblări care preiau momente de torsiune în ambele sensuri, centrarea nefiind însă precisă şi construcţia necesitând degajări la baza canelurilor arborelui, pentru rectificare. După capacitatea de încărcare şi modul de cuplare, standardele împart canelurile dreptunghiulare în trei serii de mărimi , diferite prin înălţimea canelurilor, prin numărul acestora şi prin modul de centrare.
• Seria uşoară include caneluri care nu transmit integral momentul de torsiune capabil al arborelui cu diametrul d. Aceste caneluri se utilizează la asamblări fixe puţin încărcate.
• Seria mijlocie cuprinde caneluri care, la acelaşi diametru d, au acelaşi număr de proeminenţe, dar înălţimea acestora este mai mare decât la canelurile din seria uşoară. Canelurile din seria mijlocie transmit integral momentul de torsiune capabil al arborelui cu diametrul d şi sunt destinate asamblărilor fixe sau celor mobile cu deplasare axială în absenţa sarcinii.
• Seria grea cuprinde caneluri care, la acelaşi diametru d şi acelaşi diametru D, au număr mai mare de proeminenţe decât canelurile din seria mijlocie. Aceste caneluri transmit integral momentul de torsiune capabil al arborelui cu diametrul d şi sunt destinate asamblărilor mobile cu deplasare axială sub sarcină.
b.3 Asamblări prin caneluri evolventice
Asamblările prin caneluri evolventice sunt rezistente, în special la solicitări variabile, datorită concentratorului de tensiuni micşorat prin forma rotunjită a interiorului canelurii de pe arbore. Se utilizează la construcţia de autovehicule, unde sunt justificate şi de seria mare de fabricaţie.
Fig. 2.14

19
După modul de centrare se deosebesc caneluri evolventice cu centrare pe flancuri (CEF) şi caneluri evolventice cu centrare pe diametrul maxim (CED). Fiind asemănătoare cu danturile, canelura evolventică se caracterizează prin modulul standardizat şi prin deplasări negative de profil, care determină o secţiune a proeminenţelor apropiată de forma dreptunghiulară. Standardele prevăd dimensiunile canelurilor de pe arbore şi butuc (în funcţie de modul), modul de centrare, toleranţe şi ajustaje şi modul de reprezentare în desenul tehnic.
c. Asamblari pe profile poligonale
c.1 Definire, caracterizare, clasificare, domenii de folosire
Asamblările pe contur poligonal sunt asamblări demontabile de tip arbore-butuc destinate transmiterii unui moment de torsiune şi eventual a unei mişcări de rotaţie. Sarcina se transmite prin contact pe feţele conjugate, profilate după un contur poligonal, ale arborelui şi butucului.
După numărul de feţe ale conturului poligonal se deosebesc profile cu două feţe, cu trei feţe, cu patru feţe şi cu mai multe feţe. Cele mai frecvent folosite sunt asamblările pe profil triunghiular, pătrat şi hexagonal. Feţele de contact pot fi plane sau curbe.
Asamblările pe contur poligonal prezintă următoarele avantaje:
• capacitate de a transmite momente de torsiune medii-mari şi de a prelua sarcini dinamice;
• asigurarea centrării precise a pieselor asamblate; • concentrări reduse de tensiuni.
Dintre dezavantajele acestor asamblări se pot enumera:
• imposibilitatea utilizării ca asamblare mobilă, cu deplasare axială a butucului sub sarcină;
• necesitatea unor utilaje speciale pentru execuţie; • necesitatea unor precizii de execuţie ridicate; • interschimbabilitate redusă.
Asamblările pe contur poligonal se folosesc, de regulă, pentru fixarea unor roţi dinţate, roţi de clichet sau pârghii pe capete de arbore.
Prelucrarea arborelui profilat se face prin metoda copierii, pe strunguri, maşini de frezat sau maşini de rectificat. Gaura profilată din butuc se poate obţine prin strunjire, mortezare sau broşare.
d. Asamblari cu bolturi si stifturi
d.1 Bolturile

20
Bolţurile sunt utilizate ca elemente de legătură în articulaţii. Standardele prevăd trei forme principale: fără cap (fig. 2.15, a, b şi c), cu cap mic ( fig. 2.15, d şi e) şi cu cap mare toate aceste forme executându-se în două variante: fără găuri de split - forma A (fig. 2.15, a) şi cu găuri de şplint - forma B (fig. 2.15, c, d şi f). Bolţurile mai pot fi prevăzute cu canale pentru inele elastice de rezemare (fig. 2.15, b şi e). Bolţurile se execută din OL 50, OL 60, OLC 15, OLC 35, OLC 45 etc. sau, în cazuri speciale, din oţeluri aliate. Se recomandă tratamentul termic sau termochimic în vederea măririi durităţii superficiale.
d.2 Inelele elastice de rezemare pentru arbori si alezaje Inelele elastice de rezemare se utilizează pentru asigurarea pieselor
împotriva deplasărilor axiale, având posibilitatea de a prelua forţe axiale mici - medii.
Standardele prevăd două tipuri de inele elastice de rezemare: pentru arbori şi pentru alezaje. Sunt standardizate atât dimensiunile inelelor cât şi dimensiunile canalelor acestora şi tipurile de toleranţe la diametrul şi lăţimea canalelor.
În fig. 2.16, a sunt prezentate două din formele standardizate de inele elastice de rezemare pentru arbori, iar în fig. 2.16, b este prezentată o asamblare cu inel elastic de rezemare pentru arbori în stare montată.
a b
Fig. 2.16 Inele de siguranţă pentru arbori şi asamblare cu inele de siguranţă pentru arbori
a b c d e f
Fig. 2.15 Forme constructive de bolţuri

21
În fig. 2.17, a sunt prezentate unele forme standardizate de inele elastice pentru alezaje, iar în fig. 2.17, b este prezentată o asamblare cu inel elastic de rezemare pentru alezaje în stare montată.
a b
Fig. 2.17 Inele de siguranţă pentru alezaje
Inelele elastice de rezemare se execută prin ştanţare, din tablă de oţel de arc,
şi preiau forţe axiale destul de mari, indicate în standarde în funcţie de
tipodimensiunea inelului.
Standardele mai prevăd construcţii cu inele de rezemare speciale pentru
arbori – prezentate în fig. 2.18 – şi construcţii de inele de siguranţă din sârmă –
prezentate în fig. 2.19. Acestea se utilizează doar în cazul forţelor axiale
neînsemnate sau la asamblări mai puţin importante.
Fig. 2.18 Asamblări cu inele de rezemare speciale pentru arbori
d.3 Asamblari prin stifturi Definire, caracterizare, clasificare, domenii de folosire
Ştifturile sunt organe de asamblare demontabile utilizate în următoarele scopuri:
Tipul A1 Tipul A2 Tipul B Tipul C
Fig. 2.19 Inele de siguranţă din sârmă

22
• transmiterea unor sarcini relativ mici, caz în care se numesc ştifturi de fixare;
• asigurarea poziţiei reciproce a unor piese, caz în care se numesc ştifturi de centrare;
• participarea ca elemente de siguranţă la cuplaje care protejează transmisiile de suprasarcini, caz în care se numesc ştifturi de siguranţă.
Ştifturile se pot clasifica după formă în ştifturi cilindrice, conice sau conico-cilindrice. După forma suprafeţei exterioare se deosebesc ştifturi cu suprafaţa netedă sau crestată.
Principalele tipuri de ştifturi sunt prezentate în fig. 2.20.
Ştifturile cilindrice pline (fig. 2.20, a) se montează cu strângere. Deoarece la montări şi demontări repetate strângerea se micşorează, iar precizia necesară acestor ştifturi şi găurilor în care se montează este ridicată, domeniul lor de folosire este relativ limitat. Se utilizează ca ştifturi de fixare şi mai puţin ca ştifturi de centrare. Sunt standardizate în 3 variante: cu capete sferice, cu capete teşite şi cu capete drepte.
Ştifturile cilindrice tubulare (fig. 2.20, b) se execută din bandă de oţel de arc prin rulare. Au avantajele că, datorită elasticităţii mari, pot fi montate în găuri mai puţin precise, preiau bine sarcinile cu şoc şi rezistă la montări şi demontări repetate, ceea ce le recomandă pentru utilizare pe scară largă.
Ştifturile conice netede (fig. 2.20, c) se execută în două variante: cu capete sferice şi cu capete teşite, având conicitate de 1/50. Se utilizează, în special, ca ştifturi de centrare, permiţând montări şi demontări repetate. Dacă se montează în găuri înfundate, se recomandă ştifturile conice cu cep filetat (fig. 2.20, d) care asigură demontarea cu ajutorul unei piuliţe. Ştifturile conice cu capăt spintecat (fig. 2.20, e) se folosesc la asamblări încărcate transversal, supuse vibraţiilor sau care au o mişcare rapidă de rotaţie. Capul spintecat, prin deformare uşoară, asigură asamblarea împotriva ieşirii ştiftului.
Ştifturile crestate realizează o fixare sigură, pot prelua sarcini dinamice şi nu necesită mijloace suplimentare de asigurare şi execuţie foarte precisă a
a b
c d e
f g h
Fig. 2.20 Forme constructive de ştifturi

23
găurilor. Se execută, în mod obişnuit, cu trei crestături dispuse la 1200 . Crestăturile se practică pe toată lungimea (fig. 2.20, f şi h) sau doar pe o porţiune (fig. 2.20, g). La montaj, ştiftul se introduce forţat în gaură, materialul deformat în zona crestăturilor apăsând puternic asupra pereţilor găurii. Ştifturile se execută din OL 50, OL 60, OLC 15, OLC 45 etc., uneori tratându-se termic pentru mărirea durităţii superficiale. ?? Intrebări recapitulative 1. Penele paralele au formă paralelipipedică (bxh) şi se montează întotdeauna cu joc radial, realizând în acest fel asamblări fără strângere. Care dintre caracterizările de mai jos sunt false? a) au avantajul că nu necesită forţe de presare la montaj, nu produc dezaxări şi nu permit deplasarea axială a butucului pe arbore; b) necesită o precizie ridicată la montaj, ceea ce conduce la un cost exagerat; c) jocul radial determină o scădere a preciziei asamblării; d) datorită canalului de pană sau a găurilor de fixare a penelor lungi pe arbore este diminuată rezistenţa arborelui. 2. Arborii canelaţi pot fi consideraţi ca arbori cu pene longitudinale multiple la periferie, acestea însă făcând parte chiar din corpul arborelui. Realizarea şi utilizarea lor în practică urmăreşte: a) necesitatea de a transmite momente de torsiune mari la un diametru de arbore mai mic; b) realizarea unei suprafeţe de contact mari între arbore-butuc, ca efect tensiuni de strivire mai mici, necesară unei deplasări uşoare a butucului în lungul arborelui; c) realizarea unei dispuneri simetrice a penelor la circumferinţa arborelui; d) obţinerea unei strângeri puternice între arbore-butuc printr-o suprafaţă de contact mare. 3. Poziţionarea precisă a două piese prin ştifturi de centrare se realizează correct în următoarele variante: a )cu un singur ştift montat într-o poiziţie convenabilă; b) cu două ştifturi montate la o distanţă cât mai mare unul de altul; c) cu trei ştifturi montate simetric ca să se realizeze o centrare cât mai bună.

24
2.2.3 Asamblari elastice
2.2.3.1 Definire, clasificare, domenii de folosire
Arcurile sunt organe de maşini care realizează o legătură elastică între anumite piese sau subansamble ale unei maşini. Prin forma lor şi prin caracteristicile mecanice deosebite ale materialelor din care se confecţionează, arcurile au capacitatea de a se deforma sub acţiunea unei forţe exterioare, preluând lucrul mecanic al acesteia şi înmagazinându-l sub formă de energie de deformaţie. La dispariţia sarcinii exterioare, energia înmagazinată este restituită sistemului mecanic din care face parte arcul.
Clasificarea arcurilor se face după o serie de criterii, prezentate în continuare. � După forma constructivă, se deosebesc: arcuri elicoidale, arcuri bară de
torsiune, arcuri spirale plane, arcuri în foi, arcuri inelare, arcuri disc şi arcuri bloc.
� După modul de acţionare a sarcinii exterioare, clasificarea se face în: arcuri de compresiune, arcuri de tracţiune, arcuri de torsiune şi arcuri de încovoiere.
� După solicitarea principală a materialului, se deosebesc arcuri solicitate la torsiune, la încovoiere şi la tracţiune-compresiune.
� După natura materialului din care este executat arcul, se deosebesc arcuri metalice şi arcuri nemetalice.
� După variaţia rigidităţii , arcurile pot fi cu rigiditate constantă sau cu rigiditate variabilă (progresivă sau regresivă).
� După forma secţiunii arcului, se deosebesc arcuri cu secţiune circulară, inelară, dreptunghiulară, profilată sau compusă.
Domeniile de folosire ale arcurilor sunt variate, cele mai importante fiind: � amortizarea şocurilor şi vibraţiilor (la suspensiile autovehiculelor,
cuplaje elastice, fundaţia utilajelor etc.); � acumularea de energie (la ceasuri cu arc, arcurile supapelor etc.), care
apoi poate fi restituită treptat sau brusc; � exercitarea unei forţe permanente, elastice (la cuplajele de siguranţă prin
fricţiune, ambreiaje prin fricţiune etc.); � reglarea sau limitarea forţelor (la prese, robinete de reglare etc.); � măsurarea forţelor şi momentelor, prin utilizarea dependenţei dintre
sarcina exterioară şi deformaţia arcului (la cântare, chei dinamometrice, standuri de încercare etc.);
� modificarea frecvenţei proprii a unor sisteme mecanice.
2.2.3.2 Materiale şi tehnologie
Materialele utilizate în construcţia arcurilor se aleg astfel încât să îndeplinească o serie de condiţii generale, cum sunt: rezistenţă ridicată la rupere, limită ridicată de elasticitate, rezistenţă mare la oboseală (uneori şi rezistenţă la temperaturi înalte, rezistenţă la coroziune, lipsa proprietăţilor magnetice, dilataţie termică redusă, comportare elastică independentă de temperatură etc.).

25
Materialele feroase dedicate construcţiei arcurilor sunt oţelurile. Acestea pot fi oţeluri carbon de calitate (OLC 55A, OLC 65A, OLC 75A, OLC 85A) sau oţeluri aliate (cu Si, pentru rezistenţă şi tenacitate; cu Mn sau Cr, pentru călibilitate şi rezistenţă la rupere; cu V, pentru rezistenţă la oboseală; cu Ni, pentru termorezistenţă). Oţelurilor pentru arcuri li se aplică un tratament termic de calire şi revenire medie, obţinându-se în acest mod o elasticitate mărită în toată masa materialului. Mărcile de oţeluri pentru arcuri sunt standardizate. Materialele neferoase se folosesc, de regulă, la arcuri care lucrează în câmpuri electrostatice, pentru care se doreşte lipsa proprietăţilor magnetice. Cele mai utilizate materiale neferoase pentru arcuri sunt alama şi bronzul, dar şi anumite aliaje speciale (Monel, Inconel etc.). Materialele nemetalice utilizate la arcuri sunt cauciucul, pluta etc.
Tehnologia de obţinere a arcurilor depinde, cu precădere, de forma constructivă a acestora. Semifabricatele pentru arcuri elicoidale se prezintă sub formă de sârme, bare, benzi etc.. Forma elicoidală se obţine prin înfăşurare la rece (la arcuri cu secţiune mică) sau prin înfăşurare la cald (la arcuri cu secţiune mai mare). Tratamentul termic se efectuează, în general, după înfăşurare. La arcuri înfăşurate la rece, puţin solicitate, tratamentul termic se poate face înainte de înfăşurare, urmând ca după înfăşurare să se efectueze doar operaţii de revenire.
Calitatea suprafeţei arcurilor este determinantă pentru rezistenţa acestora la oboseală. În scopul creşterii durabilităţii arcurilor supuse la solicitări variabile, măsurile care se iau sunt: rectificarea suprafeţei arcului (după tratamentul termic), durificarea stratului superficial (dacă nu este posibilă rectificarea), acoperirea suprafeţei (pentru protecţie împotriva coroziunii), evitarea decarburării suprafeţelor în timpul tratamentului termic etc.
2.2.3.4 ARCURI ELICOIDALE
Arcurile elicoidale se obţin din sârme sau bare de diverse profile, înfăşurate pe o suprafaţă directoare.
Arcurile elicoidale se clasifică după o serie de criterii, prezentate în continuare.
� După forma secţiunii spirei, arcurile elicoidale pot fi cu secţiune rotundă, cu secţiune pătrată sau dreptunghiulară, cu secţiune profilată;
� După forma suprafeţei directoare, arcurile elicoidale se împart în arcuri cilindrice, arcuri conice, arcuri dublu conice, paraboloidale, hiperboloidale, prismatice etc.
� După modul de acţionare a sarcinii, se deosebesc arcuri elicoidale de compresiune, de tracţiune şi de torsiune.
Standardele reglementează, pentru arcuri elicoidale, clasificarea, terminologia şi reprezentarea în desenul tehnic.

26
2.2.3.4.1. Arcuri elicoidale cilindrice de compresiune
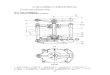
În fig. 2.21 sunt prezentate câteva soluţii de arcuri elicoidale de compresiune, iar în fig. 2.22 sunt prezentate elementele geometrice ale arcurilor cilindrice elicoidale de compresiune cu secţiunea spirei rotundă (fig. 2.22, a) şi dreptunghiulară (fig. 2.22, b).
Terminologia utilizată pentru arcurile elicoidale cilindrice de compresiune cu secţiunea spirei rotundă (aplicabilă şi la secţiune dreptunghiulară a spirei) este:
� d - diametrul spirei; � Di - diametrul interior de înfăşurare; � Dm - diametrul mediu de înfăşurare;
a b c d
e f
Fig. 2.21 Arcuri elicoidale
a b c
Fig. 2.22 Arcuri elicoidale cilindrice de compresiune. Elemente geometrice

27
� D - diametrul exterior de înfăşurare; � t - pasul spirei; � H0 - lungimea arcului în stare liberă; � α0 - unghiul de înclinare al spirei în stare liberă.
Suprafeţele de aşezare ale arcurilor elicoidale de compresiune se prelucrează plan, perpendicular pe axa arcului. Spirele de capăt, prelucrate astfel, nu se deformează elastic.
2.2.3.4.2. Arcuri elicoidale cilindrice de tracţiune
Arcul elicoidal de tracţiune preia o sarcină axială care tinde să îl întindă. Sarcina se aplică prin intermediul unor ochiuri de prindere, de forma unor cârlige realizate prin deformarea spirelor de capăt ale arcului (fig. 2.23, a, b, c şi d) sau prin intermediul unor piese separate (fig. 2.23, e şi f).
2.2.3.4.3 Arcul bara de torsiune
Arcul bară de torsiune este, aşa cum îi arată numele, de forma unei bare
încărcată cu un moment de torsiune. Constructiv, arcul se poate prezenta sub
a b
c d
e f
Fig. 2.23 Sisteme de prindere a arcurilor cilindrice elicoidale de tracţiune
a b
Fig. 2.24 Arcuri bară de torsiune

28
aspectul unei bare încastrate la un capăt, încărcată cu o forţă aplicată prin
intermediul unui levier la celălalt capăt (fig. 2.24, a) sau ca o bară liberă,
încărcată la ambele capete cu forţe, prin intermediul unor leviere (fig. 2.24, b).
Pentru evitarea solicitării de încovoiere, bara se montează pe lagăre cu alunecare
amplasate cât mai aproape de levierele de acţionare.
2.2.3.4.4 Arcuri spirale plane
Arcurile spirale plane preiau momente de torsiune, numele lor venind de la faptul că banda din oţel de arc, din care sunt confecţionate, este înfăşurată după o spirală arhimedică (fig. 2.25). Asemănător cu construcţia arcului elicoidal de torsiune, un capăt este fixat, iar la capătul opus se aplică momentul de torsiune. În fig. 2.25 s-a notat cu: 1 - arcul spiral plan, 2 - arborele de încărcare prin intermediul căruia se aplică momentul de torsiune Mt, 3 - carcasa în care se încastrează capătul exterior al arcului.
Arcul spiral plan se utilizează, în principal, ca element motor, având capacitate mare de deformaţie şi de înmagazinare de energie – la armare – energie pe care o poate ceda ulterior, în timp. Este întâlnit, cu precădere, la mecanisme de ceas şi aparate de măsură.
2.2.3.4.5 Arcuri lamelare
Arcurile lamelare se prezintă în două forme constructive principale: formate dintr-o singură lamelă şi formate din mai multe lamele suprapuse (arcuri în foi multiple).
Arcuri monolamelare
Fig. 2.26 Arcuri monolamelare
Fig. 2.25 Arcul spiral plan
a
b
c
d

29
Arcurile monolamelare se regăsesc, de regulă, sub formă de lamelă încastrată la un capăt şi liberă la celălalt capăt. Se utilizează ca arcuri de apăsare, în construcţia instrumentelor de măsurare, la mecanisme cu clichet, mecanisme de zăvorâre etc. Secţiunea lamelei este dreptunghiulară, cu grosimea h, de regulă, constantă. În funcţie de variaţia pe lungime a lăţimii b a benzii, arcurile lamelare se clasifica în ( fig. 2.26): a - arcuri dreptunghiulare, b - arcuri triunghiulare, c - arcuri trapezoidale etc. Arcurile triunghiulare şi cele trapezoidale au forma mai apropiată de cea a grinzii de egală rezistenţă la încovoiere.
2.2.3.4.6 Arcuri în foi
Arcurile în foi sunt compuse din mai multe arcuri lamelare suprapuse, de lungimi diferite, asamblate astfel încât toate să participe la deformaţie. Arcurile în foi sunt frecvent folosite la suspensia vehiculelor (rutiere şi feroviare), în construcţia amortizoarelor, instalaţiilor de forjare, la tampoanele ascensoarelor etc.
În fig. 2.27 sunt prezentate câteva variante constructive uzuale: a - cu un
singur braţ (sfertul de arc); b - cu două braţe, cu preluarea sarcinii la mijlocul
arcului (arc semieliptic);
c - cu două braţe, cu preluarea sarcinii la un capăt al arcului (arc cantilever); d - format din două braţe suprapuse (arc dublu sau eliptic). O variantă mai nouă este
a
b
c d
e
Fig. 2.27 Forme constructive de arcuri în foi

30
cea prezentată în fig. 2.27, e, cu lamele cu grosime variabilă, această construcţie reducând greutatea arcului cu cel puţin 30% . Prin separarea lamelelor cu garnituri din material plastic (v. fig. 2.27, e), frecarea dintre lamele se poate reduce cu 80% .
Frecarea dintre lamelele arcurilor cu foi este dorită, în special atunci când arcul se utilizează ca element de amortizare. O parte din energia preluată de arc este transformată, prin frecare, în căldură şi nu mai este restituită sistemului din care face parte arcul, după dispariţia încărcării. Dacă sarcina exterioară acţionează asupra arcului cu şocuri mici, care nu înving frecarea din arc şi nu îl deformează, acestea se vor transmite integral sistemului din care face parte arcul. În aceste cazuri, frecarea are un efect nedorit.
Frecarea dintre foi depinde de o serie de elemente, cum sunt: calitatea suprafeţelor în contact, starea de ungere a suprafeţelor în contact, numărul şi lungimea foilor.
Uneori, foile de arc se execută cu o curbură iniţială, cu atât mai mare cu cât lungimea lor este mai mică, astfel încât să se asigure participarea tuturor foilor la transmiterea sarcinii.
2.2.3.4.7 Arcuri inelare
Arcurile inelare se obţin prin înserierea unor inele tronconice interioare sau exterioare, asamblate alternant, cu contact pe suprafreţele conice (fig. 2.28). Arcurile inelare preiau o sarcină exterioară de compresiune, sub acţiunea căreia
inelele interioare tind să îşi micşoreze diametrul, comprimându-se, iar inelele exterioare tind să îşi mărească diametrul, întinzându-se. Între inele apar forţe de frecare mari, lucrul mecanic de frecare ajungând la 60…70% din lucrul mecanic al forţei exterioare, ceea ce conduce la capacitate mare de amortizare. Datorită acestei caracteristici, arcurile inelare se utilizează ca arcuri tampon, la preluarea unor sarcini foarte mari (la arcurile tampon de la materialul rulant).
Inelele de dimensiuni mari se execută prin forjare, iar cele de
dimensiuni mici prin matriţare, suprafeţele conice de contact prelucrându-se prin aşchiere.
a b
Fig. 2.28 Arcuri inelare

31
2.2.3.4.8.1 Arcuri disc
Arcurile disc sunt formate din una sau mai multe plăci inelare, de formă tronconică, fiind supuse la sarcini axiale de compresiune. Elementele geometrice ale arcului disc, prezentate în fig. 2.29, a, sunt:
• Di – diametrul interior; • De – diametrul exterior; • s – grosimea plăcii; • h – înălţimea arcului. Sub acţiunea forţei
exterioare F, arcul se deformează cu săgeata δ, în sensul micşorării înălţimii h.
Conform prescripţiilor standar-dizate, compunerea arcurilor disc se poate realiza:
• în coloană, prin aşezarea alternantă a discurilor (fig. 2.29, b), mărindu-se elasticitatea;
• în pachete de discuri suprapuse pe aceeaşi parte (fig. 2.29, c), rigiditatea obţinută fiind mai mare şi frecările mai pronunţate;
• în coloană de pachete (fig. 2.29, d), cu rigiditate intermediară celor două moduri de compunere prezentate anterior.
Arcurile disc se utilizează ca arcuri tampon la instalaţiile de matriţat sau ştanţat, la fundaţia maşinilor grele, la tampoanele unor vehicule etc., acolo unde trebuiesc preluate şocuri rare şi mari sau sarcini statice foarte mari, cu deformaţii relativ mici.
Discurile se obţin din tablă de oţel de arc, prin ştanţare, bombare conică( prin presare la cald), urmate de tratamentul termic.
2.2.3.4.9 Arcuri din cauciuc Arcurile din cauciuc se utilizează datorită unor caracteristici particulare speciale, determinate de proprietăţile cauciucului. Aceste caracteristici sunt: capacitate mare de amortizare, capacitate mare de deformare, construcţie şi tehnologie simple, funcţionare sigură şi silenţioasă, preţ redus.
Capacitatea mare de amortizare a arcurilor din cauciuc se datorează frecărilor interne prin care se preia aproximativ 40% din lucrul mecanic al forţei exterioare.
c d
Fig. 2.29 Arcuri disc
a b

32
Aceasta poate duce la fenomenul nedorit de încălzire a arcului, ceea ce impune prevederea unor măsuri suplimentare pentru evacuarea căldurii.
Arcurile din cauciuc se utilizează, în special, pentru amortizarea şocurilor şi vibraţiilor, la suspensia vehiculelor sau instalaţiilor, la compensarea erorilor din unele lanţuri cinematice şi la modificarea turaţiei critice a unor sisteme mecanice.
Arcurile pot fi realizate sub formă de blocuri sau prevăzute cu cavităţi.
Arcurile bloc, prezentate în fig. 2.30, sunt realizate prin vulcanizarea cauciucului pe elemente metalice şi pot fi folosite pentru preluarea de sarcini verticale şi orizontale (soluţiile constructive din fig. 2.30, a) sau numai pentru preluarea de sarcini verticale (soluţiile constructive din fig. 2.30, b).
Arcurile cu cavităţi sunt prevăzute cu sisteme de centrare în structuri rigide
(fig. 2.31), care să împiedice deformaţia transversală asimetrică a arcului.
Alte forme de arcuri, realizate prin vulcanizare pe elemente metalice, sunt prezentate în fig. 2.32.
Calculul arcurilor din cauciuc este deosebit de dificil, datorită complexităţii fenomenelor care se petrec la deformarea cauciucului şi formelor constructive extrem de diverse. Relaţiile de calcul prezentate în literatura de specialitate sunt valabile doar pentru domeniul cvasiliniar al caracteristicii elastice a arcurilor.
a b Fig. 2.30 Arcuri bloc din cauciuc
Fig. 2.31 Arcuri cave din cauciuc
Fig. 2.32 Arcuri din cauciuc vulcanizat între elemente metalice

33
2.3 Asamblari nedemontabile
2.3.1 Asamblari prin nituire Nituirea este o asamblare nedemontabila care se realizeaza prin
solidarizarea tablelor cu ajutorul niturilor. Nitul este un corp cilindric prevazut la un capat cu nu cap cilindric, tronconic sau bombat; celalalt cap se obtine prin deformare plastica (figura 2.33).
Niturile sunt organe de masini nedemontabile, care, asezate într-o anumita ordine, în numar determinat prin calcul, constituie cusatura nituita de îmbinare a tablelor, profilelor sau pieselor.
Utilizarile asamblarilor nituite sunt relativ diverse: poduri, poduri rulante, grinzi industriale, tinichigerie, vagoane de cale ferata, material auto, constructia de aeronave.
La avioane si la caroserii auto se utilizeaza, de obicei, nituri tubulare asamblate mecanizat sau automatizat. Cum niturile din industria automobilelor si aviatiei sunt de dimensiuni mici, nituirea se face la rece. Pentru industria de aviatie se utilizeaza tehnologii performante.
2.3.1.1. Elementele asamblarii Elementul principal al asamblarii este nitul (fig.2.33).
Fig. 2.33
2.3.1.2 Materiale si tehnologie Materialele trebuie sa îndeplineasca urmatoarele conditii:
- sa nu fie calibile; - sa aiba un coeficient de dilatare cât mai apropiat de cel al pieselor de îmbinat;

34
- materialul identic cu al pieselor pentru a se evita formarea curentilor galvanici în cazul îmbinarilor expuse coroziunii. - sa permita o formare usoara; - sa realizeze umplerea completa a gaurii; - mentinerea strângerii în timp; Pentru asamblari obisnuite, se utilizeaza nituri din oteluri de mica rezistenta – usor de deformat (OL 34, OL 37 STAS 500/2 - 80), dar care nu întrunesc decât în mica masura conditiile prezentate mai sus. Pentru realizarea structurilor nituite din constructia de avioane se utilizeaza diferite aliaje de aluminiu.
În cazul solicitarilor mari se pot utiliza si oteluri aliate. Se mai utilizeaza si alte materiale ca: alama, cupru, aluminiu.
De regula, nituirea se poate face la rece, pentru diametre mai mici de 12 mm sau la cald, pentru diametre mai mari de 12 mm. Etapele nituirii clasice (fig. 2.34) sunt:
Fig. 2.34

35
Pentru asamblarile caracteristice structurilor de aviatie se fac urmatoarele recomandari: - gaurirea cu burghiul pentru evitarea fisurarii marginilor tablelor; - nituirea la rece, pentru ca la cald tablele din aluminiu îsi pierd din rezistenta; - aliajele Al-Cu-Mg se întaresc la temperatura camerei de la sine si, deci, înainte de nituire, trebuie depozitate la temperaturi joase sau tratate termic.
2.3.2 Asamblari prin sudare
2.3.2.1 Definire. Caracterizare Îmbinarile sudate sunt executate prin operatia tehnologica numita sudare,
care consta din împreunarea directa a doua piese metalice sau nemetalice (materiale plastice), din materiale identice sau similare, fara folosirea altor elemente intermediare, în urmatoarele conditii: - prin aducerea pâna la plasticizare sau pâna la topire a suprafetelor alaturate (cu sau fara sursa de caldura); - fara sau cu adaos de materiale de compozitie corespunzatoare; - fara sau cu interventia unei forte exterioare de apasare a celor doua piese, eventual folosind frecarea.
Efectul caldurii asupra zonei de îmbinare a metalului de baza, aducerea în stare fluida si racirea ulterioara fac sa apara în sectiunea sudurii pieselor sau a tablelor mai groase zone cu structuri diferite(fig.2.34).
Fig. 2.34
Avantaje: - Economie de:
- metal - folosirea mai judicioasa a materialului (profile, platbande); - lipsa elementelor intermediare; - materiale de adaos putin pretentioase (electrozii sunt, de regula, identici cu materialul pieselor asamblate); - grosime pereti cu 50% mai mica decât piesele turnate; - folosirea integrala a sectiunilor pieselor îmbinate;

36
- lipsa organelor intermediare; - adaosuri de prelucrari mai mici decât la piesele forjate.
- manopera: - operatie pregatitoare mai putin costisitoare; - timp mai scurt de executare; - eliminarea completa a rebuturilor. - productivitate ridicata (mecanizare, automatizare); - reparatii usoare;
- Solutii posibile pentru subansambluri agabaritice; - Buna comportare a pieselor sudate: prelucrarea convenabila a solicitarilor; etanseitatea; - Avantaje sub aspectul tehnologiei de fabricatie: cost redus utilaj, eliminarea modelelor si cutiilor de miezuri necesare turnarii, reducerea zgomotului.
Dezavantaje: - calitatea cusaturilor sudate este dependenta de calificarea si atentia personalului; - tensiuni remanante în zona îmbinarii, care trebbie eliminate prin tratamente termice; - controlul necesita aparataj special (aparate cu raze Röentgen, ultrasunete, puberi magnetice, etc.); - prin croire nerationala rezulta pierderi importante.
2.3.2.2 Sudabilitatea Otelurile cu carbon putin (OL 37, OL 42, OL 50) se sudeaza cu usurinta;
sudabilitatea scade cu cresterea procentului de carbon. Otelurile mai bogate în carbon (OL 60, OL 70) si otelurile aliate au
tendinta de fisurare, fenomen evitat prin preîncalzirea reperelor care urmeaza a fi sudate si alegerea corespunzatoare a electrozilor.
Otelurile cu mult carbon (de peste 0,15%) devin dure si casante în zona sudurii, producându-se fisurari, în special la piese mari, astfel încât sudarea lor este dificila si nesigura.
La sudarea autogena a pieselor cu pereti subtiri din oteluri de înalta rezistenta (pentru motoare de aviatie) pot aparea fisuri în vecinatatea cordoanelor, cu atât mai mult cu cât procentul de carbon este mai înalt; pericolul se diminueaza prin limitarea continutului de sulf si fosfor. Pentru oteluri înalt aliate (cu conductivitate termica redusa), cu pericolul aparitiei tensiunilor interne, se recomanda sudarea cu arc electric, ceea ce micsoreaza durata de încalzire.
2.3.2.3 Clasificarea sudurilor a. Dupa metoda de sudare :
- prin topire - cu gaze

37
- cu arc electric - cu radiatii: luminose, laser, fascicul de electroni - cu rezistenta(prin efect Joule) - prin presiune - cu gaze : prin presiune, prin laminare, prin forjare si difuzie - cu energie mecanica: la rece, prin soc, cu ultrasunete, prin frecare - cu rezistenta - cu arc electric
b. Dupa pozitia tablelor: - cap la cap - orizontala(fig 2.35a) - orizontala pe perete vertical(fig. 2.35b) - verticala(fig. 2.35c) - pe plafon(peste cap)(fig 2.35d) - de colt - prin suprapunere(fig 2.35c) - in T(fig. 2.36b) - de colt, pe muchie(fig.2.36e) - frontala(fig. 2.36f)
Fig. 2.35 Fig. 2.36
c. Dupa forma cordonului de sudura in sectiune transversala : - imbinare cap la cap, care poate fi(fig.2.37):
- imbinare in I - imbinare in V - imbinare in Y - imbinare in U
- imbinare de colt, care poate fi(fig.2.38) - plana - convexa - concava

38
d. Dupa forma cordonului in sectiune longitudinala: - sudura continua - sudura discontinua
Fig. 2.37 Fig. 2.38
2.3.3 Asamblari prin lipide Este o asamblare nedemontabila a pieselor metalice cu ajutorul unui
material de adaos (aliaj de lipit) adus în stare topita la o temperatura cu minimum 50°C sub temperatura de topire a pieselor de asamblat.
Lipirea se realizeaza prin difuziunea particulelor aliajului în materialul de baza si prin formarea unei mici zone de aliere. Avantajele procedeului: - lipsa concentratorilor si evitarea aparitiei fisurilor; - lipsa tensiunilor interne (temperaturi joase de lucru); - posibilitatea asamblarii pieselor subtiri (table, fire) fara pericolul arderii; - posibilitatea asamblarii pieselor din metale diferite (cu exceptia celor de Al si Mg care se lipesc numai între ele); - mentinerea formei dupa lipire. Dezavantajele procedeului: - rezistenta redusa; - rezistenta locala slaba la coroziune. Domenii de utilizare: - conexiunea conductorilor electrici (lipire cu ciocanul); - tevi pentru schimbatoare de caldura; - carcase, aparatura electrotehnica, electronica; - aparatura de uz casnic, aparatura medicala; - vehicule usoare; - industria alimentara (conserve); - aparate de masura, scule (placute dure aschietoare); - tehnica nucleara; - frigotehnie ; - aviatie (camere de ardere).

39
Clasificare: - lipituri metalice moi (ttop < 450°C); - lipituri metalice tari (ttop > 450°C).
2.3.3.1 Tehnologia îmbinarilor prin lipire • Curatarea pâna la lustruire pentru îndepartarea oxizilor si impuritatilor, astfel:
- mecanica: cu peria de sârma, pila, polizorul sau prin aschiere sumara; - chimica: cu tetraclorura de carbon, fosfat trisodic, acizi, alcooli etc.
• Protectia lipirii se face, de regula, cu fluxuri de lipit (lichide, paste, pulberi) ca de exemplu: colofoniul, sacâzul, stearina, acidul clorhidric, clorura de amoniu (pentru lipiturile moi) si acidul boric, fluoratii sau cloratii de amoniu, potasiu si litiu, boraxul topit (pentru lipiturile tari).
• Dupa lipire se face un control nedistructiv sau distructiv (prin sondaj). • Metodele de lipire sunt prezentate în Tabelul 2.1.
Tabelul 2.1 Modul de executare Caracteristici Domenii de aplicare
Cu ciocanul de lipit
Ciocanul se încalzeste la o temperatura mai mare decât cea la care se topeste aliajul de lipit.
Lipituri moi (unicate, electrotehnica).
Cu flacara (lampa de mana)
Lampa de mâna sau flacara oxiacetilenica
Otel, cupru sau aliaje. Piese mari, serie mare.
Cu rezistente electrice (efect Joule)
Electrozi de Cu, pentru a se evita supraîncalzirile locale. Timp redus de încalzire
Lipituri moi sau tari.
Cufundare in baie de sare topita(baie de aliaj de lipit)
Încalzirea baii se face cu electrozi de grafit. Piesele de asamblat se introduc în baie în zona de lipire
Cu si aliajele sale (unicate sau serie). Productivitate mare.
Prin inductie
Locul de lipit este incalzit prin curent electric variabil.
Productie în flux continuu (serie mare).
Pentru materiale feromagnetice.
Incalzire in cuptor
Se introduce toata piesa dupa ce, în prealabil, s-a depus materialul de adaos. În cuptor exista atmosfera protectoare de gaz.
Lipituri moi sau tari, serie mare
Cu ultrasunete Aliajul topit difuzeaza mai usor.
Pentru Al, Cu, Ag, Mg, Ge.

40
Cu laser Laser YAG, rubin sau CO2. Proces automatizat
Electronica
Cu flux reactiv de lipire
Fluxul contine clorura de zinc încalzita la 345÷380°C. Aceasta reactioneaza cu Al (material de baza) si depune Zn pe rost
Aluminiu (metoda unica de lipire a aluminiului).
2.3.3.2 Lipituri moi
Caracteristicile generale ale acestui procedeu sunt: - Rezistenta redusa la forfecare (< 40 MPa, la 20°C); - Temperatura de exploatare mai mica de 300°C; - Aliaje de lipit utilizate:
o Sn-Pb, cu adaosuri de Sb (Ttop = 183¸325°C); o Ag-Pb-Sn (Ttop = 235¸310°C);
Particularitatile constructive sunt prezentate în figurile 2.39 – 2.41.
Fig. 2.39
Fig. 2.40

41
Fig. 2.41
Aspecte particulare 1) Lipirea aluminiului este dificila, datorita conductivitatii termice ridicate
si a tenacitatii cauzate de stratul de oxid. Alumiul turnat nu se lipeste. Aliajele de lipit pot fi pe baza de Sn, Pb + Zn, Cd sau pot fi aliaje de Zn + (3¸10%)Al sau Cu. Suprafetele de lipit trebuie curatate perfect de grasimi si mai ales de stratul de oxid (cu perie cu fibre de sticla sau de otel, ultrasonic sau chimic, cu clorura de Zn). Pentru aliajele de lipit cu temperatura de topire de pâna la 315°C, asamblarile au τaf = 42…280 MPa, la temperatura de exploatare de maxim 180°C.
2) Lipirea magneziului se recomanda numai pentru umplerea unor defecte de suprafata. Se folosesc aliaje de lipit cu 60%Cd + 20%Zn + 10%Sn sau 90%Cd + 10%Zn (punctele de topire sunt de 150°C, respectiv 260°C). Încalzirea se realizeaza cu flacara.
3) Aliajele de cupru – Alamele (aliajele Cu-Zn) se lipesc folosind fluxuri active de clorura de Zn sau amoniu si acid clorhidric liber. Dupa lipire se face o recoacere la 250-270°C. Îmbinarile au o rezistenta buna la forfecare (40-50 MPa).
4) Otelurile inoxidabile sunt dificil de lipit din cauza oxidului de suprafata si a conductibilitatii termice scazute. Se recomanda curatarea perfecta a suprafetelor (mecanic sau chimic). Piesele din otel se lipesc cu fluxuri de acid hidrocloric cu Zn. Dupa lipire se îndeparteaza fluxul coroziv.

42
2.3.3.3 Lipituri tari Caracteristicile lipiturilor tari sunt: - comparabile cu sudura; - au rezistenta mecanica ridicata; - sunt folosite la îmbinari de rezistenta - etansare supuse la solicitari mici si mijlocii (placute dure aschietoare, asamblari arbore-butuc, asamblarea tevilor, instalatii nucleare, tehnica frigorifica, aviatie). Aliaje pentru lipire: Al-Si, Cu-Zn, aliaje de Ni, Mg, Ag, Au, etc. Fluxuri utilizate pentru usurarea lipirii: fluorati sau clorati de Na, K, Li,
borati, fluorborati, borax topit. Alamele de lipit (Cu-Zn) – STAS 204-77 cu adaosuri de Si sau Sn se
folosesc la lipirea pieselor importante (oteluri, fonte maleabile, nichel si uneori cupru, cu precautii).
Aliajele de Ag (STAS 8971-80) se utilizeaza pentru lipituri importante la piese din oteluri, nichel si aliaje de nichel, metale dure (carburi metalice) si metale pretioase. În anumite conditii se pot lipi si aliaje de Al, otel inoxidabil, titan si aliajele sale.
Aliajele de lipit se livreaza sub forma de bare, sârma sau graunte.
Particularitati tehnologice: 1) Lipirea Aluminiului. Aliajul de adaos este pe baza de Al, Si, Cu sau Zn.
Pozitionarea pieselor de asamblat se face la rece; se folosesc fluxuri. 2) Lipirea otelului inoxidabil. Aliajele de lipit sunt: 82%Au + 18%Ni
(Ttop < 950°C) sau Paladiu-nichel (60%Pa + 40%Ni; Ttop < 1250°C). Lipire în cuptor.
3) Lipirea titanului si aliajelor sale: a) 70¸90%Cu si 30¸10%Ni; asamblarea necesita o dubla acoperire cu Cr si Ni pentru protectie împotriva oxidarii. Lipirea în vid se face sub presiune locala. b) 80%Au + 20%Cu sau 99,9%Ag, în cuptor, în vid.
Exemple de îmbinari moi sunt prezentate în figurile 2.42 – 2.43. Fig. 2.42

43
Fig. 2.43
2.3.4 Asamblari prin incleiere(cu adezivi)
2.3.4.1 Generalitati
Prin acest procedeu se asambleaza piese metalice sau nemetalice, la cald sau la rece, cu sau fara presare.
Avantajele procedeului: - se evita tensiunile interne (lipseste, de regula, sursa de caldura); - nu apar transformari structurale în materialele de baza; - greutate redusa; - aspect placut; - etanseitate, izolare fonica; - amortizarea vibratiilor; - permite asamblarea pieselor foarte subtiri; - se asambleaza orice material cu orice material; - nu sunt necesare instalatii costisitoare; - lipsa concentratorilor de tensiuni; - distributie uniforma a tensiunilor; - rezistenta la încovoiere; - rezistenta la soc termic; - izolatoare termic.

44
Dezavantajele procedeului: - temperatura de exploatare este scazuta (< 120°C); - asamblarile nu rezista la temperaturi scazute; - sensibilitate la socuri; - sensibilitate la încovoiere; - îmbatrânire rapida; - uneori tehnologia este complicata; - totdeauna rezistenta mecanica depinde de respectarea tehnologiei; - pentru încleierea la cald sunt necesare dispozitive; - control dificil; - masuri de protectie a operatorului. Domenii de utilizare: constructii aeronautice (structuri fagure),
autovehicule, ambreiaje (fixarea ferodourilor), placute de frâna, asamblarea butucului pe arbore.
2.3.4.2 Materiale si tehnologie:
- liantul – material de baza, asigura rezistenta; - solventul – micsoreaza vâscozitatea pentru asamblare; - umplutura (prefuri minerale, oxizi metalici, fibre) – ajuta la cresterea rezistentei mecanice, micsoreaza contractia si dilatarea termica a stratului de adeziv; - catalizatori (rasini termorigide, saruri) – accelereaza procesul de întarire. Adezivii se livreaza sub forma de: lichid, pasta sau pulberi. Adezivii se clasifica în:
a) adezivi structurali (pentru asamblari de rezistenta); b) adezivi nestructurali (pentru asamblari secundare sau atunci când suprafata de asamblare este de mari dimensiuni); c) adezivi cu priza la cald (necesita instalatii de încalzire); d) adezivi cu priza la rece (timp mare de întarire, necesita presare).
Materiale: organice, anorganice, elstomeri, rasini termoplaste, rasini
termorigide, conform: STAS 6643-80 - adezivi ureo-formaldehidici; STAS 88-81 – clei de oase; STAS 89-80 – clei de piele; STAS 3726-76 – clei de nitroceluloza.
2.3.4.3 Indicatii tehnologice 1) Pregatirea (curatarea) suprafetelor (mecanic sau chimic): sablare cu
nisip fin de cuart pur sau spalarea cu tricloetilena, etanol sau acetona. Urmeaza

45
degresarea în baie alcalina si spalarea cu jet de apa. Când piesele sunt perfect curatate pe întreaga suprafata se formeaza o pelicula de apa continua.
2) Pregatirea cleiului (între 30’ si 24h). 3) Aplicarea adezivului se face manual (spaclu, perie, role, baie) sau
mecanic. 4) Întarire libera, fara suprapunerea pieselor. 5) Îmbinarea propriu-zisa se face prin suprapunerea pieselor si mentinerea
lor la temperatura de lucru 20° ... 315°C la presiuni între 0,1 si 3,5 MPa. Timpul de întarire este întins de la secunde la saptamâni.
Adezivul, prin moleculele sale, adera la suprafetele de asamblare prin forte intermoleculare care pot fi completate prin legaturi de valenta ale atomilor de suprafata (forte Van der Waals).
6) Controlul se face prin ciocanire (ton înalt – calitate buna, ton jos - defecte) cu ultrasunete sau distructiv.
Atentie la protectia muncii (pericol de incendiu)!
Exemple de adezivi: - rasini epoxifenolice (pentru oteluri inoxidabile si titan); - rasini epoxipoliamidice (pentru asamblarea oricarui material); - rasini fenolice-neopren (pentru rezistenta la vibratii, înghet si uleiuri).
Rezistenta maxima a straului de adeziv este la forfecare. Asamblarea prin adeziv trebuie dublata prin forma, pentru ca stratul de adeziv sa fie doar pentru etansare (creste astfel capacitatea portanta).
Adezivii (cleiurile) trebuie sa aiba proprietatile:
- rezistenta la desprindere sub sarcina (figura 2.44 a si b); - rezistenta la desprindere prin cojire (figura 2.44 c); - rezistenta la oboseala; - sa suporte variatiile de temperatura.
Fig. 2.44