Embed Size (px)
Citation preview

Fuel Processing Technology, 34 (1993) 157-196 157 Elsevier Science Publishers B. V., Amsterdam
R e v i e w
Opportunities for developing specialty chemicals and advanced materials from coals*
Chunshan Song and Harold H. Schobert
Fuel Science Program, Department of Materials Science and Engineering, The Pennsylvania State University, University Park, PA 16802 (USA)
A b s t r a c t
The main objective of this paper is to explore the potentials and possible ways to develop high-value chemicals and materials from coals and coal liquids. Recently it has become clear that more extensive use of fossil fuels, especially coal, may be constrained not only by economics, but also by environmental considerations such as SO~ and NOx emissions and global warming. Therefore, new concepts are required, and significant advances are essential for the effective utilization of coals in the next century. Both from economic and environmental viewpoints, developing high-value chemicals and materials from coals and coal liquids should lead to more efficient and environmentally safe utilization of the valuable carbonaceous resources. It is impor- tant to explore the routes and methods for developing specialty chemicals, which are difficult to obtain or not readily available from petroleum, advanced polymeric engineering materials, and high-performance carbon materials. Recent years have seen significant progress in the develop- ment and application of new, industrially important aromatic engineering plastics, thermoplastic materials, liquid crystalline polymers, and membrane materials. Many of the monomers for these materials can be prepared from one- to four-ring aromatics such as alkylated benzenes, naphtha- lene, biphenyl, anthracene, phenanthrene, pyrene, phenol, and carbazole. Especially important are 2,6-dialkylnaphthalenes, 4,4'-dialkylbiphenyls, and 1,4-dialkylbenzenes. The large-volume ap- plication of aromatic high-performance polymers depends on lowering their cost, which in turn is largely determined by the cost of the aromatic monomers. By developing the critical aromatic chemicals from coals, coal-to-chemicals research could contribute significantly to high-technology development. Potential large-volume markets for materials from coal can be stimulated by develop- ing high-performance carbon materials such as carbon fibers and graphites, and by developing ways to make advanced adsorbents for environmental applications such as air and water purification.
INTRODUCTION
To use coals more efficiently as we move into the 21st century, it is important to explore the potentials and possible ways to develop high-value chemicals
* Paper presented at the ACS Fuel Chemistry Division Symposium: High Value Materials from Coal, San Francisco, CA, April 6-10, 1992. Correspondence to: Dr. C. Song or Dr. H.H. Schobert, 209 Academic Projects Building, Fuel Science Program, The Pennsylvania State University, University Park, PA 16802 (USA).
0378-3820/93/$06.00 © 1993 Elsevier Science Publishers B.V.

158 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
and materials from coals and coal liquids. This review paper reports on our survey study, based mainly on the l i terature and partly on our own research experience. Our emphasis was placed on both the current status, including applications and production levels, and the future trends and growth rates of relevant chemicals and materials. The present study was guided by the follow- ing questions [1]: What are the major problems and the future of industrial coal utilization? Is it necessary to develop coal chemicals now? What kinds of coal chemicals are more useful and competitive? Are there large-volume demands for coal chemicals? Is it really important to develop specialty chemicals and advanced materials? Are there large-volume applications of aromatic poly- meric materials? How can aromatic specialty chemicals be derived from coals and coal liquids? Are there new and better strategies for developing coal chemicals? This paper discusses (1) major problems facing the industrial utiliz- ation of coals such as combustion, carbonization, and liquefaction, (2) the importance of developing coal chemicals, (3) new strategies for developing useful and competitive coal chemicals, (4) some possible methods for develop- ing several specialty chemicals such as 2,6-naphthalenedicarboxylic acid, (5) some future research areas related to coal structural chemistry, and (6) advanced polymer and carbon materials from coals and coal liquids. Because production units and pricing systems vary for different chemicals, both SI and British units are used. The conversion factors are given in the Appendix. Numerous abbreviations for chemical names have been used throughout the text, and they are also listed in the Appendix.
WORLDWIDE SOURCES OF AROMATIC CHEMICALS
Petroleum and natural gas presently account for probably more than 90% of the organic chemicals [2, 3]. They are the principal sources of the seven basic organic building blocks: ethylene, propylene, butadiene, benzene, toluene, xylenes and methanol. The principal sources of aromatic chemicals, however, include both petroleum and coal tar. Coal tars are produced as by-products from the production of metallurgical coke. In 1987 approximately 15-17 Mt of coal tar and about 5 Mt of benzol (industrial grade benzene) were produced worldwide [4, 5].
The annual consumption of aromatics in the world is about 25 Mt for benzene, toluene, and xylenes (BTX) and 5 Mt for naphthalene, anthracene and other two- to four-ring aromatic compounds [4, 6]. About 95% of two- to four-ring polyaromatic and heterocyclic chemicals and about 15-25~o BTX chemicals come from coal tar (plus benzol). For example, about 85-90% of naphthalene and more than 95% of anthracene, phenanthrene, pyrene and acenaphthene are produced from coal tar. In 1989, 7.5 Mt of coal tars was processed worldwide by distillation; about 950kt naphthalene, 20 kt an- thracene, 10kt of methylnaphthalene, phenanthrene, acenaphthene, and pyrene were isolated for use in the chemical industry; the remaining material was used as feedstocks for carbon blacks and for carbon materials [7]. In Japan, about 2.5 Mt of coal tars are produced annually and 2 Mt are processed by

C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196 159
distillation; and in Nippon Steel, about 0.6 Mt tars are processed annually [8]. With the rapidly growing engineering applications of aromatic polymer mate- rials, the demands for a number of one- to four-ring aromatic compounds will increase.
CURRENT STATUS AND PROBLEMS FACING INDUSTRIAL COAL UTILIZATION
Currently, coal accounts for about 23% of the total energy generation in the United States, and in 1990, coal production reached 1 billion tons for the first time in history [9]. Electric utilities consume nearly 800 million tons of coal per year in the U.S., and about 55% of all the electricity generated in the U.S. is produced from coal [10]. The coal reserves are more than double the world's known petroleum reserves. At present, several issues--some negative and some potentially posi t ive--face the coal industry. The potential environ- mental effects of coal use are significant concerns. Environmental issues relating to coal can be a factor in driving prospective users to cleaner fuels, such as natural gas. Markets for metallurgical coke have been shrinking, and are likely to continue to do so. However, from a more positive perspective, supplies of petroleum will eventually dwindle, and the prospect exists for new markets for synthetic liquid fuels from coal as well as coal-derived replace- ments for petrochemical feedstocks. Furthermore, and a point of maj or concern for the present paper, there is a rapidly expanding demand for specialty materials, such as aromatic engineering plastics and carbon-based materials, and for the monomers used to make these materials. We believe that this last point offers a significant new opportunity for coal.
Env i ronmen ta l concerns for coal combust ion
Because of the 1990 Clean Air Act (U.S.), switching of coal for combustion in electric utility boilers is expected and in the near future, more low-rank coals, which have lower S and N contents, will be burned [11]. The increasing concentrat ion of CO2 (a major greenhouse gas) in the atmosphere from fossil fuels combustion, and the increasing concern worldwide about global warming will certainly lead to pressure to reduce use of all fossil fuels [12, 13]. Coal is by far the worst fuel in terms of CO2 production per unit energy production upon combustion [14]. The greenhouse effect and its potential consequences is still a subject of vigorous, and sometimes rancorous, debate. It seems a common- place observation that perception often becomes "reality", and if politicians and regulators perceive the greenhouse effect to be a major problem, it will consequently be interpreted to be a major problem, regardless of whether it in fact is. Coal is also a problem regarding NOx, SOx, and particulate emissions. It is likely that new laws will continue to mandate stricter controls on emissions of NOx and SOx, and in the near future, the control of CO2 emission. Most industrial countries, except the U.S., have announced their targets or time- tables to reduce CO2 emissions, as highlighted by the recent 12-day Earth Summit held in Brazil in June 1992 [15].

160 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
An alternative available to fuel consumers is to switch away from coal (or not use it in the first place) and, instead, use fuels that produce less pollution and lower CO2 emissions. Natural gas produces half as much CO2 per unit energy as coal, and essentially no SOx, NOx or particulates. Furthermore, recent reserve estimates of natural gas suggest the reserve is much larger than heretofore thought. Thus natural gas is a strong candidate as the fuel of choice for power generation in the near future [16].
The shr ink ing coke market
The other major process for coal utilization is carbonization to produce metallurgical coke [17]. While coke production is a much smaller market for coal than electric power generation, it is of greater importance in the present context because the by-products are the dominant source of two- to four-ring aromatic chemicals. According to data for 1987-1988, there are about 400 coke oven batteries worldwide and approximately 450 Mt of bituminous caking coals are carbonized annually to produce about 350 Mt metallurgical coke (about 29 Mt in the U.S. in 1988); this coke production accounts for the reduction of 800 Mt iron ores to produce approximately 450 Mt raw steel [4, 18].
Coke production has been markedly reduced in recent years, and it appears this trend will continue. Virtually all of the world's consumption of coke is accounted for in blast furnaces in the steel industry [19]. Thus the fate of the coke industry is intimately linked with that of the steel industry, affected both by changing steel demand and changes in steel-making technology. Reduced coke demand has been caused primarily by reduced steel demand, largely due to competition from polymer materials, especially engineering plastics, and new technology of steel-making, such as direct coal injection into blast furnaces reducing the amount of coke required per ton of steel. Of the world coke-making capacity decrease, the U.S. suffered the largest net reduction, followed by Japan, Germany, France, Mexico, and the UK. The number of by-product coke ovens (not batteries) decreased from 16,190 in 1955 to 11,253 in 1975 [20]. Coke plants consumed only 5% of the coal produced in 1989 in the U.S. Coke production in the UK in the last twenty years has declined from 20 to 7 Mt/y [18].
By the end of 1989, 32 of western Europe's 104 blast furnaces, and 23 of Japan 's 35 working blast furnaces were equipped for coal injection [18]. In addition, even for those furnaces still using traditional modes of operation, the so-called coke rate (the tons of coke required to produce a ton of pig iron) has been decreasing steadily. For example, in U.S. practice the coke rate decreased from 0.75 in 1960 to 0.58 in 1978 [20]. Elsewhere in the world, coke rates of 0.5 are not uncommon [19]. Japanese blast furnaces operate at a coke rate of about 0.40 [20]. Moreover, neither coke nor coal is used as reducing agent in a re- cently developed iron-making process called COREX, where coal is gasified in molten iron and the gaseous products (CO + H2) are used for reducing iron ore. Such a process, originally developed in Australia and Germany, has been recently commercialized in South Africa and is receiving commercial interest in several industrial and developing countries [21]. Other changes in

C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196 161
steel-making have also affected coke demand, most notably a shift to the use of electric furnaces, which use much higher proportions of steel scrap in their charge. In the United States, steel production in electric furnaces, which use an average charge of 2.4% pig iron and 97.6~ scrap, has increased steadily from 6 Mt in 1950 to 32 Mt in 1978 [20]. In 1975 virtually equal tonnages of steel were produced from electric furnaces and open hearth furnaces (which rely mainly on pig iron); the electric furnace production has been ahead ever since [20]. An additional factor affecting the steel industry in the United States is the increasing level of imports of finished steel products. This factor helped to depress domestic coke production in the 1980's [22]. With a reduced coke oven capacity in the United States, periods of high demand for steel result in more than 10~o of the total coke requirements being imported [23].
A third major problem for the future of the coke industry (and, by extension, the availability of chemicals as by-products) are the environmental concerns. By-product coke ovens are a major source of pollution at integrated steel mills [20]. Coke plants generally are significant sources of water and air pollution, as well as dust or particulate emissions [19, 24]. As Grainger and Gibson [19] have pointed out, "Coking p l a n t s . . , can never be attractive neighbors." Capital costs for retrofitting existing coke plants to meet environmental regulations are very high [24]. The main option appears to be to operate the plants at significantly reduced efficiency [24].
Coal as a substitute for petroleum
At some point in the future it will become necessary to produce synthetic crudes from coals for transportat ion fuels and for chemicals. In 1991, world petroleum consumption was about 65.5 million barrels per day. The average daily consumption of petroleum products in the U.S. is as high as 17 million barrels, and about half of the petroleum crude is now imported; about two- thirds of the total petroleum consumed, is used for transportat ion fuels [25]. The U.S. chemical industry uses the equivalent of almost 1.2 million barrels of crude oil daily as feedstock, plus another 2.6 million-bbl equivalent for total needs [9]. If the growing demand for petrochemicals, estimated to double in 20-25 years [19], must be met entirely by petroleum, there will certainly be an impact on the other uses of petroleum, most notably liquid transportat ion fuels. The importance of a secure supply of liquid hydrocarbon sources and direct coal liquefaction to produce liquid transportat ion fuels has been well documented [25-28].
In the United States, the maximum production ofoil from domestic wells was achieved in 1969 [29]. Since then, domestic production has been declining, and, furthermore, the amount of oil produced per foot of well drilled is also declin- ing, even though significant advances have been made both in petroleum exploration geology and in production methods [30]. Currently, primary pro- duction generally recovers from 10 to 17~ of the original petroleum in place; secondary recovery may further increase the recovery to about 20-35~ on a national average; tert iary recovery methods generally yield at best a total recovery in the 40-45% range [2].

162 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 15~196
A question can be raised as to whether some benefit would be attained if substantial new oil reserves were discovered. It is generally true that the production history of any natural resource follows a bell-shaped curve [31]. Because of the inexorable mathematics of such a relationship, and the fact that our civilization is at, or slightly past, the peak of the curve, remarkably little benefit is derived even from the addition of large quantities of new resource. For example, the addition of 95 billion barrels of new oil resource would increase the time required to consume half the world's oil by only five years [31]. Based on the bell-shaped curve of resource production, it can be forecast that with a total U.S. resource base of 150 billion barrels, production would decline to zero by about the year 2040 [32]. A four-fold increase in resource, to 590 billion barrels, would only delay the arrival of zero production to the year 2100 [32]! Thus at some point in the twenty-first century it seems likely that petroleum production will have declined to a level at which alternatives, such as coal-derived liquids, become viable options.
Despite enormous strides in coal liquefaction research, and substantial research and development effort at the coal liquefaction pilot plant at Wilson- ville, Alabama to reduce cost of coal-derived syncrudes, coal-derived liquid fuels are still not cost-effective with petroleum, and do not seem to be likely to compete with petroleum in the near future. Moreover, liquid fuels from coal must meet with the 1990 Clean Air Act Amendments. For this reason, the transportat ion fuels will be hydrogen-rich, and highly aliphatic. The produc- tion costs of such fuels from aromatic, coal-derived syncrudes will be consider- ably higher than those from more aliphatic petroleum crudes. For example, the middle distillates from recent catalyt ic-catalyt ic two-stage liquefaction of Pittsburgh # 8 bituminous coal at Wilsonville plant (WI-MD) contain prim- arily two- to four-ring polyaromatics; the conversion of such distillates to aliphatic transportat ion fuels would require extensive hydrotreating [33-36]. On the other hand, because of their compositional differences, the jet fuels derived from extensive hydrotreating of coal liquids are superior to petroleum- derived jet fuels, in terms of higher thermal stability and higher energy density--properties that are desirable for future high-Mach aircraft [33, 35]. In this context, jet fuels from coal liquefaction may offer some unique advantages over petroleum-derived jet fuels. The economic analysis of the viability of coal liquefaction may well produce a different result if some of the polycyclic aromatics can be used for making high-value chemicals and some of the liquids for making high-quality aviation jet fuels.
HISTORICAL OVERVIEW OF CHEMICALS FROM COAL
The state-of-the-art of chemicals from coal has been reviewed recently by Schlosberg [37]. It is not a purpose of this paper to discuss in detail the historical development of coal-derived chemicals, nor the detailed process schemes by which they are produced. Nevertheless, a brief overview is useful to establish the context for the recommendations, presented in the following

C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 15~196 163
sections, for considering coal as a source for specialty chemicals and advanced materials.
Coal tar
The by-product tars from carbonization are perhaps the most generally known source of chemicals derived from coal. The yield of tar is about 3-4~o of the weight of the coal [6, 8, 38]. Coal tar components have been used as raw materials for the production of dyes, plastics, synthetic fibers, pharmaceut- icals, and solvents [39]. The history of the rise of the coal tar industry is documented elsewhere [22, 40-43]. Also, the complex skein of unit operations used for the separation and purification of coal tar products is well described [6, 44-48].
Coal tars and their distillate fractions are very complex mixtures of hun- dreds of individual compounds. The actual number of identified components depends on the sensitivity of the analysis. Thus various authors have sugges- ted numbers from about 120 components [38] to over 300 [42]. A remarkable estimate suggests that the pitch fraction of coal tar contains 5,000 compounds [39]. The complex composition of coal tars has two consequences. First, except for naphthalene and phenanthrene, there is no single component present in large quantity. For example, phenol amounts to 0.5-1.5~o of coal tar (depending on the specific feedstock and carbonization conditions), and cresols are in about the same range [49]. Similarly, in the tar from lignite gasification, the most predominant compound type accounted for only 4.3% of one fraction [50]. Second, the necessary steps for the separation of coal tar fractions or pure components become very complex.
The rise of petrochemical processing in the 1940's and 1950's had a major impact on the coal tar chemical industry. For example, in 1949 essentially all the world's benzene supply was derived from coal [51]. In only ten years, this share of the benzene market had dropped to 50~, and by 1980 only 4 ~ of the world's benzene was coal-derived [51]. Nowadays most of the benzene is produ- ced in the U.S. by catalytic reforming of petroleum feedstocks, or by hydrodeal- kylation of toluene, which itself is derived from catalytic reforming. Toluene also was once derived entirely from coal carbonization and now essentially all toluene is derived from petroleum refining. Not only is there intense competi- tion from petroleum-derived chemicals, but also the total supply of by-product coal tar is decreasing, as a result of the decline in coke production discussed above. Thus only a small percentage of the increasing total demand for aro- matic compounds can be met from the products of traditional coal carbon- ization [52].
In the times when coal tar products were of major importance in the chem- ical industry, their value, on an equal weight basis, was substantially greater than that of the original coal. By the early 1970's, coal tar, benzol, and ammonium sulfate had fallen to the same price per ton as coal [19]. An immediate consequence was that the price of coke could no longer be held artificially low and supported by the by-product credits for the coal tar chem- icals; instead, the price of coke had to reflect accurately the coal prices [19].

164 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
Since the price of coal itself was rising in the early 1970's, this change in coke pricing had several effects: some markets for coke were lost, other customers reduced consumption, and some coking plants put less effort into recovery of the by-products [19]. The world has subsequently witnessed several dramatic fluctuations in oil prices, which have affected coal prices, and, by extension, both coke prices and the relative value of by-products. Grainger and Gibson [19] have forecast that by-product prices will show an upward, albeit erratic, course as long as supplies of chemical feedstocks from crude oil remain much larger than supplies from coking. It is interesting that they recommend that there will be an increasing need for "more sophisticated methods of recovery, separation, and conversion techniques" for the production of chemicals from coal as oil and gas prices increase [9].
Most of the pure coal tar compounds used in low volume (e.g., acenaphthene, anthracene, and phenanthrene) are now imported into the United States from Germany [22], an interesting turn of events reminiscent of the era before 1914, when Germany had a virtual world monopoly on coal tar products. Szmant [22] predicts that, in the future, imports of such compounds may come from the People's Republic of China.
Low-temperature carbonization processes, intended to manufacture smoke- less domestic fuel or fuel gases from coal, also produced a by-product tar that could be separated into useful products. The composition of low-temperature tar and separation operations are well documented in the li terature [53-55].
Acetylene
Coal (usually anthracite or a bituminous coke) can readily be converted to calcium carbide by reaction with lime in an electric arc furnace. Hydrolysis of calcium carbide leads directly to acetylene. Until the late 1930's, much of the organic chemical industry was based on the conversion of acetylene to desired products [49]. Acetylene is a versatile reagent for synthesizing a wide variety of useful compounds. Beginning in the 1940's, acetylene requirements were met increasingly by cracking light hydrocarbon gases. Indeed, over 50% of the acetylene demand is met by obtaining it as a by-product from cracking pro- cesses intended to produce ethylene. Currently only 7~o of western European acetylene production, and about 20~ of U.S. production, is derived from coal, though virtually all acetylene made in Japan (about 120 Mt per year) still comes from calcium carbide [49]. Acetylene produced via calcium carbide is still used in South Africa for the production of poly(vinyl chloride) [19].
The conversion of coal to calcium carbide is marked by very poor energy efficiency, requiring up to 3.3 kWh/kg of carbide produced [49]. The coal- to-carbide-to-acetylene route is not considered to be amenable to rapid and extensive scale-up [19]. Acetylene itself is not easily handled in large quantit- ies. Furthermore, the manufacture of acetylene via calcium carbide requires the handling of large amounts of hot, dusty solids. About 3 t of 80~ pure calcium carbide are needed per 1 t of acetylene [49]. As an alternative to starting with coal, acetylene can be made by severe thermal cracking of natural gas or petroleum fractions.

C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196 165
The economics of acetylene derived from coal as a chemical feedstock are not clear-cut [19]. However, it appears that the only way for acetylene ever to approach its former prominence would require a major cost advantage in favor of acetylene vis-a-vis e thylene--one large enough to overwhelm the technical advantages of using ethylene.
Chemicals from synthesis gas
The use of synthesis gas from various sources including coal to produce synthetic liquid fuels and chemicals is a well known technology [3]. The example perhaps best known in the coal community is the SASOL complexes in South Africa, which use Lurgi gasification technology to produce, via syn- thesis gas chemistry, a very diverse array of products. Except in special cases like SASOL, it is more customary to rely on steam reforming of natural gas or petroleum fractions as a source of the synthesis gas. Chemical production from synthesis gas may become an economically viable market for coal [56]. How- ever, suppose one considers the sequence in which coal is gasified to synthesis gas, the synthesis gas is converted via Fischer-Tropsch process to liquids, the liquids are cracked to ethylene, and the ethylene used to synthesize desired chemical products. The technology for each of these processes is established. Unfortunately, this route involves significant investment in plant equipment to manufacture what should ideally be a cheap commodity. Also, the overall procedure involves degradation (gasification), followed by synthesis (Fischer-Tropsch), followed by another degradation (cracking), followed again by synthesis (chemical manufacture). If one looks at the forest rather than the trees, this laborious tearing down and building up seems slightly crazy.
The most successful recent venture in production of chemicals from coal in the United States is the Eastman Chemical Company facility in Kingsport, Tennessee. This operation uses the Texaco gasification process to produce synthesis gas from 900 t of coal per day. The synthesis gas is converted to acetic anhydride via methanol and methyl acetate. Acetic anhydride production amounts to about 250 kt per year [22]. The process could potentially be modi- fied to produce acetaldehyde and vinyl acetate. A relevant review of chemistry and technology involved in the Eastman process has been published recently [57].
Developments in the recent past
Coal liquefaction, though almost invariably thought of as a source of syn- thetic liquid fuels, could be a source of potential feedstocks for chemicals production. The prospective market for coal in this role is large, amounting to about 130 Mt per year [56]. If coal-derived liquids were to be considered a direct replacement for petroleum fractions, then the economics of chemical produc- tion from coal via liquefaction would be driven by the economics of the liquefaction process itself. In other words, the economic viability of coal chemicals derived from liquefaction would depend on liquefaction becoming economically viable vis-a-vis petroleum. Thus if one only considers chemicals

166 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
from coal in the context of using coal liquefaction products as feedstocks, the economics of such a coal-based chemical industry would be linked inextricably with the possibilities and problems of using coal as a source of liquid transpor- tation fuels [19, 56]. When, if ever, the prices of coal-derived liquids and petroleum products will "cross over" has been a subject of concern and debate for at least two decades. However, Grainger and Gibson [19] make the interest- ing argument that it could be possible for coal-derived chemical products to become economic before liquefaction processing does "for special reasons." They further point out that an apparent advantage in favor of coal-derived materials is their aromaticity [19]. As we will argue below, it is the rise of specialty materials, such as engineering polymers, based on aromatic structures that provides a new and significant advantage for coal-derived chemicals.
The generally aromatic macromolecular structure of coals offers a starting point for the production of benzenecarboxylic acids. Occidental Research Corporation developed a process for the oxidation of bituminous coal in the presence of potassium acetate and water, leading, after a sequence of other reactions, to a 34% yield of terephthalic acid [49].
Some of the more advanced schemes for coal utilization developed during the synfuels "boom" of the 1970's centered on a multiple product concept, some- what analogous to a petroleum refinery. These proposed plants were sometimes called coalfineries or coalplexes. The COED process resulted in the conversion of about 15-20% of the coal feedstock into tars [19]. These materials were considered to be a potential source of aromatic chemicals. The POGO (power-oil-gas-other) concept would have produced electric power, liquid and gaseous fuels, coke, and chemical by-products from a single installation [19]. None of these interesting ideas ever reached commercial fruition.
IMPORTANCE AND OPPORTUNITIES FOR DEVELOPING COAL CHEMICALS AND MATERIALS
The question why it is necessary to develop chemicals and materials from coals may be answered with respect to what is happening in the world around coal. The overall picture that emerges from the discussion presented above is as follows: Significantly reduced coke demand will reduce the demand for bituminous coking coals and substantially reduce the production of by-product coal tar. However, coal tars are the sources of most polyaromatic and hetero- cyclic chemicals, which are the chemicals of great interest as feedstocks for specialty chemicals and advanced materials (as we discuss below), and cur- rently coal tar pitch is the major raw material for coal-based carbon fibers and other carbon materials (also discussed below). The demands for aromatic chemicals, aromatic polymer materials, engineering plastics, carbon fibers and other carbon materials are remarkable and are rapidly increasing. Increased environmental concern about the greenhouse effect will result in significant environmental pressure on the use of coals as boiler fuels. Abundant supplies of cheap and clean natural gas will compete with coal-fired power generation.

C. Song and H.H. Schobert/ Fuel Processing Technol. 34 (1993) 157-196 167
Synthetic fuels from coals do not seem likely to be competitive with petroleum for t ransportat ion fuels until 2010 or beyond.
From this situation, it is clear that we now need to explore other ways of using coals. We need to recognize that coal is, first and foremost, a hydrocar- bon source. Of course, one use of any hydrocarbon is to burn it as a fuel. However, by thinking in terms of coal as a hydrocarbon with several equally valid potential uses - -a fuel and a feedstock for chemicals and mater ials--we can focus more clearly on coal's potential than when we think of coal primarily as a fuel with chemical production being an incidental sideline.
The 1970's and 1980's have brought explosive developments and applications of various organic materials, and the 1990's and 21st century will definitely see significant growth of these materials, including aromatic polymers such as engineering plastics, liquid crystalline polymers, high-temperature heat-resis- tant polymers, polymer blends, polymer membranes, carbon fibers, carbon- plastic composite materials, and other carbon materials. Heavy coal liquids can be processed to high-quality pitch feedstocks for making high-performance carbon materials such as carbon fibers. Distillates from coal liquids can be used for producing aromatic chemicals as well as specialty aromatic chemicals, which can be used for high-value applications such as polymer materials.
A major shift in emphasis of developing new polymer materials is taking place, from aliphatic polymers to polymers with benzene ring in the chains, and from benzene to naphthalene or biphenyl rings. Aromatic rings in a polymer skeleton confer rigidity and extended chain (rigid rod) character to the macro- molecule. Polymers such as polyesters and polyamides can also show main- chain liquid crystallinity [58]. The incorporation of aromatic ring structures has led to higher melting polymers. Many polymers developed recently for high-temperature applications contain aromatic rings as an integral part of the main chain. These significant developments will give rise to large-volume industrial demands for a number of one- to four-ring aromatic chemicals and specialty chemicals, such as 2,6-dialkylnaphthalene (2,6-DAN) and 4,4'-dialkyl- biphenyl (4,4'-DAB). The commercial and military importance of advanced polymer materials such as liquid crystalline polymers (LCP) resides in their unique properties. However, their commercial future and availability is inti- mately tied to lowering their cost. In turn, this is largely determined by the cost of the aromatic monomers [59]. By developing the critical chemicals and substances for the advanced materials, coal chemical research could contri- bute significantly to high-technology development
Many of the aromatic monomers for newly developed high-performance materials are not readily available from petroleum. This situation provides an excellent opportunity for starting to explore the potentials and possible ways to develop high-value chemicals and materials from coals and coal liquids. The coal liquids-to-coal chemicals research can be viewed as an extension of, or product development part, of coal liquefaction research [1]. Development of high-value chemicals from coal liquids could not only increase significantly the economic viability of coal liquefaction process, but also make coal liquids more competitive with petroleum, because the former contains many chemicals which are not found in the latter [33-36]. For example, WI-MD contains many

168 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157196
two- to four-ring aromatics [34, 35], which can be converted into high-value specialty chemicals. Heavier coal liquids can be transformed to fuels, chem- icals, and carbon materials.
The direct coal-to-chemical conversion is a new concept, and has been relatively poorly explored. The ideal target of the direct coal-to-chemical conversion research is to convert the structural units in various coals directly to useful chemicals. The proposed Occidental process for the manufacture of terephthalic acid [49] is an approximation of this ideal, but involves numerous intermediate separation and processing steps. A hypothetical example of the ideal target might be the "one-pot" synthesis of high yields of naphthalenes and decalins by carefully selecting a coal feedstock to be rich in naphthalene moieties, and catalytically hydrogenating the coal to remove aliphatic cross- links and reduce the ring systems. Research toward this end will contribute greatly to exploring new coal chemistry.
CHEMICALS FROM COALS--AN OLD BUT NEW APPROACH
What kinds of chemicals from coals?
Historically, changes in raw materials and feedstocks have always had great impact on the chemical industry. As we have discussed above, until the 1940's, most of the feedstocks for the organic chemical industry were derived from coal tars and coals. Also, in 1950's, the change from acetylene to ethylene brought about further change from coal-based chemical technology to petroleum tech- nology. The petrochemical industry based on ethylene and propylene is still a major industry, and there is no need, and possibly little economic likelihood, for coal to be competitive for producing such basic chemicals. Our idea on coal-to-chemicals is to develop more valuable aromatic chemicals from coals, including those which are not readily available from petroleum but will be needed in relatively large volumes, and those which can be obtained both from coal and petroleum such as BTX and phenolic compounds. The "aromat- ization" trend of materials development and applications described below strongly supports this idea. In this way, both petrochemicals and coal chem- icals can find their uses, and this will contribute to the more efficient utiliz- ation of these valuable resources.
How to derive chemicals from coal?
In regard to aromatic specialty chemicals, the liquids from advanced coal liquefaction, which retain mostly the original molecular components or ring structures of coals, may be theoretically more attractive as feedstocks for aromatic chemicals than the products of Fischer-Tropsch synthesis. As com- pared to the distillate fractions of coke oven tars, which contain relatively simple and non-substituted aromatics, chemicals from liquefaction are charac- terized by the presence of many, not necessarily desirable, alkyl substituents on the ring systems. Two approaches can be taken to overcome this problem.

C. Song and H.H. Schobert/ Fuel Processing Technol. 34 (1993) 157-196 169
The first is to use a simple liquefaction method followed by catalytic dealkyla- tion of the coal liquids. An example is short-contact-time pyrolytic liquefaction followed by the catalytic dealkylation using a Cr203/A1203 catalyst [60, 61]. The second is catalytic liquefaction at lower temperatures to derive the aro- matic compounds, followed by thermal hydrodealkylation at a higher temper- ature to take off the alkyl groups, producing relatively simple aromatics. The key factors are the conversion efficiency and the product separation. These approaches may become promising with the growth of large-volume demands for aromatic chemicals, and can be economically competitive if improved separation methods emerge.
These methods can be viewed as "indirect" coal-to-chemical conversion [62]. An alternative is to explore introducing a reagent into the coal to cleave only a certain well-defined set of bonds, carefully cutting out the structures of interest. It is generally thought that a significant number of the aromatic systems in low-rank coals such as lignites and subbituminous coals contain only one to two rings [63-65]. Phenol, alkylphenols, catechol, alkylcatechols, and toluene, xylenes, and other alkylbenzenes as well as small amounts of alkylnaphthalenes represent the major aromatic structures of the low-rank coals, while high-rank coals contain more two- to four-ring aromatic structures [66, 67]. Low-rank coals therefore offer promise for the production of phenol- and catechol-type chemicals as well as BTX (benzene, toluene, xylenes) and naphthalene. A careful oxidation should be able to produce large yields of benzenecarboxylic acids. Long-chain aliphatic units exist in some coals in appreciable amounts; neatly clipping the ends of the aliphatic chains may allow useful materials based on aliphatic carbon to be recovered.
Supporting research in fundamental coal chemistry
We have advocated a shift in thinking to regard coal primarily as a hydrocar- bon, for which combustion is one of several potential uses. A second major shift in thinking that we recommend is to consider coal chemistry as an exercise in organic synthesis. To take a very simplified view of an organic synthesis, we begin with a starting material for which the structure, and frequently the stereochemistry, is well known. We select a reagent which is known to at tack only specific bonds or functional groups in the starting material, a reagent for which very often the actual reaction mechanism is known. Then the reaction conditions (temperature, pressure, time, solvent, catalyst) are chosen in con- cert with the reagent, so as to direct the reaction ideally to a single product in high yield; if the ideal is not attainable, we may settle for a small number of co-products which are very easily separated on the basis of, say, solubility or volati l i ty. Not that many years ago one could dismiss the extension of this idea to coal chemistry as preposterous. The pessimistic view is that coals have ill-defined, heterogeneous, and variable structures; the mechanisms of coal reactions are either not well known or subject to vigorous debate; and reac- tions of coals lead almost invariably to complex mixtures of dozens if not hundreds of individual compounds. However, we argue that the situation is not this gloomy, and furthermore is steadily improving.

170 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 15~196
In the past ten years, there has been an accelerated development of our understanding of coal structures, reactivity, and reactions. As but one example, the volume of l i terature on elegant structural studies on the Argonne Premium Coals is growing steadily. What more is needed in order to assess the potential of this approach to chemicals from coals? First, more knowledge of the principal organic structural features is needed. Average parameters such as aromaticity are not very useful. To selectively obtain specialty chemicals, especially important is knowledge on the type of the aromatic rings, the number and specific position of substi tuents on aromatic rings, and the nature of the aliphatic carbons, whether hydroaromatic or alkyl chains. When such knowledge is available, it should be possible to select specific coals and to select those types of bonds which it is desired to cleave; and then knowledge is needed on the kinetics, mechanism, and the thermochemistry of the cleavage processes. More knowledge is needed on the pore structure of coals both to determine how to get reagents in and products out. The importance of porosity with respect to diffusion has been recognized by Mahajan and Walker [68], Schobert [62, 65] and Song et al. [66, 69]. Finally, better ways are needed to penetrate the coal by selecting appropriate solvents, catalysts, and reaction conditions, a strategy now being applied, for example, in temperature-pro- grammed liquefaction [66, 69-71].
AROMATIC POLYMER MATERIALS AND ENGINEERING PLASTICS IN RELATION TO COAL CHEMICALS
Current s tatus of polymer materials
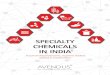
We will review briefly some recent developments and applications of aro- matic polymer materials and engineering plastics related to coal chemicals, namely, the polymers synthesized from aromatic monomers that can be made from coal and coal liquids. The world-wide consumption of synthetic polymers is now in the order of 70 Mt/y, about 56~ of which are plastics, 18~o are fibers, and 11% synthetic rubber. The balance is made up of coatings and adhesives [72]. Figure 1 shows the U.S. industrial production indexes for synthetic materials since 1980, using recently published data [73, 74]. The production of plastics materials has been growing rapidly, while the others are not. Assum- ing the industrial production indices for synthetic polymer materials to be 100 in 1987, the indices for 1991 are 120.0 for plastic materials, 92.0 for man-made fibers, and 84.1 for synthetic rubber [74].
Numerous reviews on polymer materials have been published in recent years [58, 72, 75-82]. In general, polymer materials can be divided into thermoplastic and thermosetting materials. Examples of the latter are the well known epoxy and phenol-formaldehyde resins. Plastics can be divided into two major classi- fications on the basis of end use: commodity and engineering plastics. Commod- ity plastics such as polyethylene, polypropylene, poly(vinyl chloride) and polystyrene are characterized by high volume and low cost. Engineering plastics are relatively higher in cost but have superior mechanical properties

180
160
80
X
140 C
"0 2 120
"0 C
- - 1 0 0
60 1978
• , i • • • , , • - i •
1982 1986 1990
Year
C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196 171
Fig. 1. The U.S. industrial production indexes for synthetic materials including plastics materials (&), synthetic rubber (O), and man-made fibers (El) during 1980-1991 (indexes for 1987 equal to 100). This plot was made by using the data published in Chemical & Engineering News, June 24 issue in 1991 and June 29 issue in 1992.
and greater durability, which make them competitive with metals, ceramics, and glasses in a variety of applications. Engineering plastics are now a $2 billion business in the United States [83]. More importantly, engineering plastics are a rapidly growing market with consumption projected to increase up to 10% annually [72]. The following are principal engineering plastics: polyamide/nylon (PA), polyacetal (PAL), polycarbonate (PC), poly(phenylene oxides) (PPO), thermoplastic polyester including poly(butylene terephthalate) (PBT) and poly(ethylene terephthalate) (PET), polyarylate (PAR), polysulfone (PS); polyetheretherketone (PEEK); and high-temperature heat-resistant polymers such as polyimides (PI) and poly(amide imide) (PAI). The top five and PA, PC, PPO, PAL, and PBT [72], with selling prices of $1.40-$2.00 per pound in 1985.
Development and application of aromatic polymer materials
Table 1 gives a list of various important polymeric materials which contain one- to four-ring aromatic structures in the main chain, excluding the classic aromatic polymers such as phenol resins and polystyrene. Many of the mate- rials in Table 1 have been commercialized in recent years, but some are in the stage of market ing development. Scheme 1 shows the unit structure of some aromatic engineering plastics, including thermoplastic polyesters such as PET, PBT, PAR, PC, PPO, polysulfone (PS), polyetheretherketone (PEEK) and polyethylene naphthalate (PEN). The principal areas of uses for engineering plastics include transportation (cars, trucks, airplanes), con- struction (housing, plumbing, hardware), electrical and electronic parts

172 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 15~196
Table 1
Representative aromatic polymer materials and engineering plastics
Polymer materials Manufacturers/Trade mark or names
General engineering plastics Thermoplastic Polyesters
Polyethylene terephthalate (PET)
Polybutylene terephthalate (PBT) Polyarylate (PAR)
Polyethylene naphthalate (PEN) Polycarbonates (PC)
Polyphenylene oxides (PPO) Polysulfones (PS)
Polyetheretherketone (PEEK)
High-temperature heat-resistant plastics Polyimides (PI) Poly(imide sulfone) (PIS) Poly(amide imide) (PAI) Polybenzimidazole (PBI) Polybenzoxazole
Liquid crystalline polymers (LCP) Thermotropic co-polyesters a
Type I: HBA+BPL+TPA b
Type II: HBA + 6,2-HNA + TPA b
Type III: HBA + PET b
Type IV: Lyotropic LCP
Poly (p-phenylene terephthalamide) (PPTA)
Functional polymers Polymer membranes
Ion-exchange resins and membranes Photocoductive polymer
Condensed polynuclear aromatic resins
Inorganic-organic polymers
Eastman's Kodapak, Goodyear's Cleartuf, Celanese, ICI GE's Valox, VCT, Celanese's Celanex Unitika's U-polymer, Amoco's Ardel, Du Pont's Arylon, Celanese's Durel Teijin's Q-film, Amoco's PEN GE's Lexan, Mobay's Markrolon, Dow's Calibre GE's Noryl Union Carbide's Udel, ICI's Victrex, 3M's Astrel ICI's Victrex
Du Pont's Kapton, Ube Kosan's PI NASA's poly(imide sulfone) (PIS) Amoco's Torlon Air Force's PBI, Celanese's Celazole
Amoco's Xydar, Sumitomo's Ekonol E2000, E6000 Hoechst Celanese's Vectra, ICI's Victrex SRP-2 Eastman's X7G, Unitika's LC, Mitsubishi's EPE Granmont/Montedison's Granlar
Du Pont's Kevlar, Akzo's Twaron
Aromatic polyamides, polysulfones, poly- carbonates, polybenzimidezoles Polystyrene, polysulfones, Poly (N-vinylcarbazole) (PVCA)
COPNA resins
Phosphazenes with organic side-chains
aType I LCPs have very high heat deflection temperature (270-350°C); type II LCPs have medium heat deflection temperature (180-240 °C); type III LCPs have low to medium heat deflection temperature. b Monomers: HBA-p-hydroxybenzoic acid, BPL-4, 4'-biphenol, TPA-Terephthalic acid, 6, 2- HNA-6-hydroxy-2-naphthoic acid, PET-Poly(ethylene terephthalate).

C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
0 0 __~ II ,~x II " l
O - - C ~ - - - - - ~ C ~ O---(--C H 2 -~ '~n Polyethylene Terephthalale (PET)
O II
F" f ' ~ c--°-(" CH2")~ "- -[[o--i~--~ ~,
O
CH3
Polyethylene Naphthalate (PEN)
Polycarbonate (PC)
CH3
Polyphenylcne Oxiclc (PPO)
O O _~_ II / : x II Polybutylene Terephthalate (PBT)
CH 3 0
CH3 O Polysulfone (PS)
O
Poly Ether Ether Kelone (PEEK)
O O CH 3
CH 3 Polyarylate (PAR)
Scheme 1. Structures of aromatic engineering plastics.
173
(computers, business machines), communications (TV, telephones, VCR), mechanical components, and non-engineering (consumer goods, cookware).
General-purpose aromatic engineering polymers
It is forecast that the consumption of thermoplastic polyester in North America will increase by 7.5% per year from 1.945 billion lb in 1990 to 2.79 billion lb in 1995, in which poly(ethylene terephthalate) (PET) is the major contributor (from 1.73 to 2.466 billion lb) and the second is poly(butylene terephthalate) (PBT; from 180 Mlb to 2.73 Mlb) [84].
Poly(ethylene terephthalate) was developed in the United States in 1953 [75]. It is today's major fiber and an important engineering polymer. Over 225 kt of PET is produced annually worldwide. Poly(ethylene terephthalate), shown in Scheme 1, can be used as film and injection molding material. It is strong, tough, and thermoplastic with surface lubricity and resistance to wear.

174 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 15~196
It is used as fibers in tire cords, yacht sails, and electrical insulation; bulk PET is used to make gear wheels and structural objects [58]. Besides engineering applications, PET film has been widely used as a base for photographic films, typewriter ribbon, and magnetic tapes. The large-volume use of PET film is VCR tape. Poly(ethylene terephthalate) resin has been used extensively in making soft-drink bot t les-- this application was initiated by Du Pont in the 1970's--has recently become popular in several countries, and is one of the fastest-gowing markets for PET. Poly(ethylene terephthalate) used for the blow molding of soft drink bottles and for film is highly amorphous, but PET used as engineering plastic is highly crystalline. Because of PET's fast growth in these markets, several companies are planning to increase their PET or p-xylene (the feedstock for making monomer of PET) capacity. For example, Hoechst Celanese recently announced that they will invest more than $100 million to add nearly 500 million pounds PET capacity [85].
Poly(butylene terephthalate) (PBT), shown in Scheme 1, was developed in the 1970's by Celanese (merged into Hoechst Celanese in 1987), and has become one of the top-five engineering plastics. The structure of PBT combines the ten- dency to form crystalline molecular arrays (promoted by the linear tereph- thalate moiety) and the flexibility of the tetramethylene links; consequently this thermoplastic exhibits excellent thermal and mechanical properties. Ob- jects fabricated from PBT resist temperatures up to 140°C and it is an impact- and distortion-resistant, tough engineering material. In addition, PBT forms useful polymer alloys or blends with PET, PC, and other plastics, and it can be processed by injection, extrusion, and foam molding [22]. Resins of PBT are produced by Celanese, General Electric and BASF Corp. with annual capaci- ties of 70, 220, and 20 Mlb, respectively.
The representative aromatic polyesters are PET and PBT. Polyester mate- rials constitute the fastest-growing market in the United States and world- wide. In the past ten years, the total amount of thermoplastic polyesters produced in the U.S. increased from 609 Mlb/y in 1981 to 2109 Mlb/y in 1991 [74]. The annual growth rate of themoplastic polyester in the U.S. during 1981-1991 was 13~o per year, the highest among all the plastics including thermosetting and thermoplastic resins.
Poly(ethylene naphthalate) (PEN, Scheme 1) is a relatively new polyester- type polymer material, which is a PET analog obtained from 2,6-naphthalene dicarboxylic acid (2,6-NDCA). 2,6-NDCA offers a symmetrical structure in which the relatively large molecular area of the naphthalene moiety, compared to that of terephthalic acid, provides a greater opportunity for intermolecular associations [22]. Poly(ethylene naphthalate) began to receive commercial interest in the 1980's. The film and VCR tapes made of PEN are the so-called next generation film or tape, which can be thinner but stronger and is superior to PET [22, 86]. The commercialization of PEN is essentially waiting for the low-cost manufacture of the monomer, 2,6-NDCA. Besides serving as a building block for advanced polymers, sulfonated naphthalenes incorporated in polymers can also serve as optical brighteners by virtue of their fluor- escence. These materials can be incorporated in fibers or films in order that they may absorb a yellow tinge intrinsic to these materials; they then emit the

C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196 175
adsorbed light at a longer wavelength and thus brighten the appearance of the materials [22].
Polyarylates (PARs) represent a recent addition to the high-performance thermoplastics. In 1975 the Unitika Company of Japan developed a PAR called U-polymer, as shown in Scheme 1, presumably based upon the reaction be- tween bisphenol-A and terephthalic acid. Its production has been increasing rapidly with an annual growth of 14%, to 1000 tons in 1988. U-Polymers are imported to the United States by Union Carbide and marketed under the trade name of Ardel [78]. The PAR producers in the U.S. are Hoechst Celanese (Durel), Du Pont (Arylon) and Amoco (Ardel), with a total production of about 35-40 Mlb and prices slightly higher than $2/lb [22]. The application areas include electronics, medical products, and mechanical and automotive prod- ucts [87]. For example, various PARs are used for components of traffic lights, aircraft canopies, and high-temperature lighting. Polyarylates have also been used as ultraviolet stabilizers in other polymers [78].
Polycarbonates (PCs) have found wide-spread applications and are the sec- ond most widely used engineering plastic. Production has been increasing rapidly. In 1986, production of PCs was 300 kt in the world, and 140, 75, and 50 kt in the United States, western Europe and Japan, respectively. In 1990, the total annual capacity of American companies increased to 330 kt, including General Electric, Dow, and Mobay. Recently, Dow Chemical and Sumitomo Chemical have announced that their Osaka-based joint venture will invest $162 million to build a new polycarbonate resins plant with an annual capacity of 88 Mlb (34 kt/y) [88].
Poly(phenylene oxide) (PPO), or polyphenylene ether, has an exceptionally high softening point, about 210 °C. The material is used for automotive parts, appliances, business machines telecommunications, computer equipment, and electrical equipment. The synthesis of PPO involves a copper (I) amine- catalyzed oxidative coupling of 2,6-dimethylphenol or 2,6-xylenol [78]. Over 120,000 tons of PPO is produced annually worldwide. Of this, the United States, western Europe, and Japan account for 68,000, 36,000, and 20,000 tons, respec- tively [78]. General Electric is the sole manufacturer in the U.S. using the trade name of Noryl. Noryl is a polymer blend or polymer alloy consisting of polystyrene, an inexpensive polymer, and PPO, specifically poly(oxy-2,6- dimethyl-l,4-phenylene), a relatively expensive polyether. Noryl has lower thermal stability than the pure PPO alone, but is easier to process [72]. Another common polymer blend is that of PPO-nylon. Most of the PPO-based polymer blends are used for making automotive structural components. Be- cause the total consumption of PPO blends in the U.S. reached 225 Mlb in 1987, 2,6-xylenol has become one of the most important building blocks (monomers) among the phenol derivatives, and can be made from the ortho-alkylat ion of phenol.
Polysulfone (PS) is a transparent engineering thermoplastic developed by Union Carbide in 1965, which can withstand repeated steam sterilization and has been accepted for use in FDA-recognized medical devices. Polysulfones are prepared by reacting bisphenol A with di-p-chlorophenyl sulfoxide. They are manufactured by Union Carbide (Udel), ICI (Victrex), and 3M (Astrel),

176 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
respectively [89]. Amoco acquired all rights to the PS product from Union Carbide in 1986, and recently announced a multimillion dollar investment to upgrade its polysulfone line [90]. The total annual consumption of polysulfones in the United States is about 5000 tons [78]. These polymers are used for pipe, flow meters, fuel cells, membranes, microwave cookware, and electrical ap- plications. Solutions of polysulfone in water-soluble organic compounds are used to produce hollow fiber membranes which are now widely used in combi- nation with polydimethylsiloxane for gas separations.
Polyetheretherketone (PEEK) was first marketed by ICI in development quantities in 1978, and has become available commercially in 1980's under the trade name of Victrex [76]. The ICI plant near Blackpool, England, has an annual capacity of 2.2 Mlb of PEEK. The carbonyl groups and ether groups in this wholly aromatic polymer chain serve as stiffening and flexibilizing groups, respectively [78]. PEEK is characterized by a very high melting point (330 °C) and a high degree of oxidative stability. PEEK is being used for military and nuclear applications and for compressor parts. Typical uses of PEEK includes wire and cable insulation, radiation-resistant parts for nuclear plants, and machine parts [72].
Heat-resistant plast ics
The second group in Table I is heat-resistant polymers. Because of their high thermal and chemical stabilities, polyimides (PI), and to a smaller extent the polybenzimidazoles (PBI) have had a significant commercial impact. Some of the polymers in this group, as well as carbon fibers (discussed below), were developed initially for the aerospace industry as better light-weight, heat- resistant materials. They have now found wide commercial applications. Scheme 2 shows the structure of some heat-resistant polyimide-type polymers developed by Du Pont (Kapton), Ube Kosan, the United States Air Force and the National Aeronautics and Space Administration (NASA). In the 1960's, Du Pont pioneered the production of the high-performance polyimide film Kapton, which is assembled from pyromellitic dianhydride (PMDA) and bis (4-aminophenyl) ether. This material is priced at about $50/lb, resists temper- atures as high as 400°C, exhibits little weight loss up to 500°C in an inert atmosphere, and is infusible, flame-resistant, and insoluble in practically all organic solvents [22]. Ube Kosan's polyimide was developed in 1983.
Polyimides have experienced extremely rapid development in recent years, the major emphasis being on engineering applications [72]. In addition to Du Pont and Ube Kosan, ICI, Ciba-Geigy, Rhone-Poulenc and many other com- panies are producing some polyimides. Polyimide materials have found wide- spread uses in the aerospace, electronic, nuclear power, and automotive indus- tries. Typical uses include seals, bearings, gear wheels, pistons and back-up rings, and disk brakes. In advanced gas turbine engines polyimide binders have been used in combination with graphite reinforcement in cowls, exhaust nozzle flaps, and compressor blades. Electronic outlets have included insulators, radomes, printed circuit boards, slot liners, and in wire and cable insulation as wire enamels [76]. Du Pont 's polyimide Nomex is used in aircraft components

C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196 177
o o
o o
Polyimide (Du Ponrs Kapton)
0 o
o o
Polyimide (Ube Kosan ' s PI)
H H Polybenzimidazole (Celanese's Celazole)
i? ,? ?
o o
Polyimidesulfone (NASA's PIS)
0
Polyester (Sumitomo's Ekonol E-IO1)
Scheme 2. Structures of high-temperature heat-resistant polymer materials.
such as Nomex-paper honeycomb in helicopters [79]. Another type of high- temperature heat-resistant resin is polyester produced by the condensation of p-hydroxybenzoic acid. This polymer is marketed by Sumitomo under the trade name of Ekonol El01. It does not melt below its decomposition temperature of 450°C.
Because of the need for heat-resistant polymers, the U.S. Air Force has funded research resulting in the development of several heat-resistant plastics, such as polybenzimidazole (PBI, Table 1), which is now being produced com- mercially as a high-temperature fiber [78]. The reaction of 3,3'-diaminoben- zidine with diphenyl isophthalate gives PBI. In fact, the late C.S. Marvel 's pioneering work on high-temperature thermally stable polymers led to the development of the heat- and flame-resistant polybenzimidazole. Its structure is shown in Scheme 2. Hoechst Celanese is the manufacturer of PBI, beginning production in 1983 in development quantities and now using Celazole as their trade name [91]. PBI fibers are flame-resistant and are useful in the production of safety gloves and astronauts ' clothing as well as other protective clothing. In 1987, Celanese and Osmonics announced a joint effort to develop PBI-based membranes for reverse osmosis and ultrafiltration applications [22]. The last polymer in Scheme 2, polyimidesulfone (P IS )was developed by NASA and marketed as an engineering plastic [72].
Liquid crystalline polymers
The third group in Table 1 is liquid crystalline polymers. Some polymers are liquid crystals in the molten state (thermotropic) or in solution state

178 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 15~196
(lyotropic) and are called liquid crystalline polymers (LCPs). Liquid crystal- line polymer means that even in the liquid state, the polymer molecules can become oriented with respect to each other like logs in a river [58]. In the solid state, such orientation generates high strength. Liquid crystalline polymers and their unique advantages as structural polymers were discovered and developed in American industrial laboratories in the 1970's [59]. The structures of some representative LCPs are shown in Scheme 3. Thermotropic liquid crystalline polymers containing naphthalene or biphenyl rings, are capable of replacing metals and ceramics in many applications. Moldings of these rigid, rod-like, heat-resistant engineering polymers may be used in place of metals and ceramics for electronics, aerospace, and transportation applications [78]. The wide-spread applications of LCPs include high-performance fibers, heat- resistant cookware, electronics parts, communications, and mechanical parts [59]. There are several published reviews and books covering the historical developments and applications of LCPs [92-96]. In recent years many chemical companies have become actively involved in marketing developments of LCPs or their monomers. For example, ICI, BASF and Montedison of Italy began producing LCPs in late 1980's [97].
The first commercial application of LCP was a lyotropic aramid LCP super- fiber developed in 1973 by Du Pont under the trade name of Kevlar (Scheme 3), which is made of poly (p-phenyleneterephthalamide) (PPTA), and Akzo under
Thermotropie Polyester LCPs
o 0
o o o
o
o
o o
Amoco's Xydar; Sumitomo's Ekonol
Hoechst Celanese's Vectra
Hoechst Celanese's LCP
Eastman Kodak's X7G; Mitsubishi's EPE:
Unitika's LCP; Idemitsu's LCP
Lyotropie LCP
o o _~ / ~ k II /~-'~ II "I
H N ~ N H - - C ~ C T n Du Pont 's aramid fiber Kevlar
S c h e m e 3. S t r u c t u r e s of some l iqu id c r y s t a l l i n e p o l y m e r s (LCPs) .

C. Song and H.H. Schobert /Fuel Processing Technol. 34 (1993) 157-196 179
the trade name of Twaron. The tensile strength of Kevlar is considerably higher than that of steel, whereas its density is much lower [72]. Although most of the Kevlar produced is used in tire cord, it also finds use in specialty clothing. Kevlar fibers are strong enough for use in the manufacture of bullet- proof vests. Modern light-weight bullet-proof vests contain up to 18 layers of woven Kevlar cloth. Small amounts of Kevlar pulp (an aggregate of short- length fibers) can be used to reinforce other polymers and to replace asbestos fibers in the manufacture of brakes and coatings [22]. In 1987 Du Pont an- nounced the development of Kevlar 149 fibers, which are 40% stiffer than the original material and are suitable for the construction of high-performance components of helicopters [22].
In 1989, the worldwide production of LCP fibers was about 94 Mlb with an average market value of nearly $10/lb; thermotropic LCPs about 10 Mlb (valued at about $10/lb) of which about 5 Mlb was used in cookware [80]. The current LCP market in the U.S. is about 52 Mlb per year; Du Pont's lyotropic Kevlar accounts for 45 Mlb and Amoco's thermotropic Xydar another 4-5 Mlb per year [98]. While the largest current LCP market is in structural fibers, made mainly from lyotropic Kevlar, the applications of thermotropic LCPs in various areas are rapidly expanding. These include heat-resistant cookware, automobile parts, electrical and electronics components, machine components, film and composite materials. It is predicted that thermotropic LCP demand in the United States will triple through 1995 to 25 Mlb, and growth to 50 Mlb is seen for the year 2000 [99].
As Weiss and Ober [80] indicated, LCPs have captured the excitement and imagination of contemporary polymer scientists and engineers. Recent re- search and development efforts have focused on the thermotropic LCPs. Un- usually fast development is seen for the aromatic thermotropic polyester LCPs (Table 1, Scheme 3), marketed under the trade names Polyester X7G by East- man Kodak since 1976, Xydar by Dart and Kraft since 1984 (bought by Dartco and subsequently merged into Amoco in 1988), Vectra by Celanese (merged into Hoechst Celanese in 1987) since 1985, Ekonol E2000 by Sumitomo Kagaku since 1979 (based on Carborundum's technology) and E6000 since 1986, LC2010 by Unit ika since 1985 and LC5000 since 1987, and EPE by Mitsubishi Kasei since 1987 [97, 100]. Several other large chemical companies in Japan and in western Europe also began marketing developments of LCPs and LCP mono- mers in late 1980's.
Amoco's Xydar has three monomers: p,p'-biphenol (or 4,4'-biphenol), p-hydroxybenzoic acid, and terephthalic acid. Xydar's heat deflection temper- ature is the highest among all the thermoplastic engineering plastics, about 350 °C. The heat resistance of Xydar is comparable to high-temperature heat- resistant polyimides. Xydar was originally developed for use in cookware; it can be used at 240 °C for one hundred thousand hours [97]. The annual capacity for Xydar was more than 5000 tons/year in 1986 [100]. Celanese's Vectra is made from three monomers: 6-hydroxy-2-naphthoic acid, 4-hydroxybenzoic acid, and terephthalic acid. Vectra's tensile strength is about ten-fold greater than regular engineering plastics such as PC. Its heat deflection temperature is also fairly high, up to 240 °C. Moreover, Vectra's linear expansion is similar to

180 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
that of metal. Celanese's annual capacity for Vectra was at least 600 tons in 1987 and the construction of a commercial plant with 2300 tons/year capacity was planned [100]. There are several commercial grades of Vectra LCPs, includ- ing bulk LCP and its composites with glass fibers, carbon fibers, and minerals.
Funct ional polymers
Various functional polymers, such as polymer membranes and ion-exchange resins, as well as ion-exchange membranes, have found applications in the industrial separation of gaseous and liquid mixtures, and for biomedical ap- plications. The most important membranes are prepared from organic poly- mers. Membrane structure is a function of the materials used and the mode of preparation. Industrial separation processes represent a large use of mem- branes. Hollow fiber membrane (capillary membrane) technology has found commercial applications in water purification and desalination and in the medical field for blood fractionation. Materials used in the manufacture of hollow fiber membranes include cellulose acetates, polysulfones, polyacrylnit- rile (PAN), poly(methyl methacrylate) (PMMA), polyamides, polybenzim- didazole (PBI) and glass [101]. Scheme 4 gives the structures of some aromatic membranes such as polyamides and polysulfones, as well as photoconductive poly(N-vinylcarbazole) (PVCA). Hollow-fiber membranes of polysulfones in combination with polydimethylsiloxane are used for gas separation, in which polydimethylsiloxane membranes are highly efficient gas transporters. Cellu- lose acetates, aromatic polyamides, and polysulfones are widely used for making membranes for ultrafiltration and for reverse osmosis. Ultrafiltrations are pressure-driven separations on a molecular scale in the range 2-20 nm. A copolymer of styrene and divinylbenzene is widely used as the base for ion-exchange resins. Polysulfones are also used for making ion-exchange mem- branes. U.S. ion-exchange resin demand is expected to increase 3.7~o per year to 140 Mlb in 1996, valued at $275 million, and over 75~o of the resins are for water treatment.
O O II o
CH 3 O
CIH I SO3H SO3H SO3H
-...(- C H- C H 2-)~- n I
Scheme 4. Some functional polymers.
Aromatic Polyamide Membrane
Polysulfone Membrane
Photoconductive Polyvinylcarbazole (PVCA)

C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196 181
Most polymers are good insulators. However, some polymers such as PVCA are photoconducting [102]. Poly (N-vinyl carbazole) is used in the elec- trophotography (photocopying) industry [72]. Recently Hara and Toshima [103] reported that conductive and heat-resistant polymer films can be pre- pared by the electrochemical polymerization of aromatic hydrocarbons such as naphthalene.
Synthetic polymers also form the basis of the new developments in artificial organs such as artificial hearts and artificial kidneys. Various polymers have been used for making artificial heart pumps, including silicone rubber, poly- urethane, Dacron polyester (PET), Teflon, polycarbonate, poly(methyl methac- rylate), polyvinyl chloride, and pyrolytic carbon [58]. PET mesh is used for blood vessel replacement [78]. Cellophane (regenerated cellulose) has been used for semipermeable dialysis membranes in conventional kidney machines; hollow rayon fibers of polycarbonate or cellulose acetate fibers have also been used for the same purpose [58]. Polydimethylsiloxane membranes coated on Dacron or Teflon are also used in the artificial hear t- lung machine to circulate and oxygenate the blood, which is frequently used during surgical work on the heart [58].
Other polymers
The last group in Table 1 includes condensed polynuclear aromatics (COPNA) resins and inorganic-organic polymers. Otani and co-workers re- ported that polyaromatics such as pyrene and phenanthrene can be used to make condensed polynuclear aromatics (COPNA) resins [104, 105]. Although not shown in Table 1, coumarone (benzofuran)-indene resins (also called coal tar resins) are also aromatic thermoplastic resins. They are made from the catalytic polymerization of the coal tar naphtha fraction free of acids and bases; the worldwide annual capacity for such resins is about 100 kt [6]. The structures of representative coumarone-indene resins and COPNA resins are shown in Scheme 5. Coumarone-indene resins with a softening point of 100 °C and higher are used in coatings together with film-forming materials such as drying oils. The commercial importance of these resins in the U.S. has dimin- ished over the past decade, and they are being replaced by petroleum resins
Thermoplastic Coumarone-Indene Resin
_ ~ C H 2 R " ~
R=H, CH 3 Condensed Polynuclear Aromatic Resin (COPNA)
Scheme 5. Coumarone~indene resin and condensed polynuclear aromatic resin.

182 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
[106]. Cyclic and short-chain linear phosphazenes with biphenyl as side chain [107] may be viewed as biphenyl-type organic-inorganic macromolecules. In addition, many other polymers containing two- to four-ring aromatic struc- tures have been reported in recent l i terature [58, 72, 76, 80].
The future of high-performance polymer materials
As indicated by Seymour [78], the future of high-performance polymers will be influenced by the demand for these unique materials and by new and improved products seeking a market. The excellent physical and chemical properties of the existing engineering plastics (Table 1) and those yet to be marketed ensure continued sound growth. This growth will also be enhanced by the increased use of blends and composites. The trend to seek lighter, stronger and better materials to replace heavier and inconvenient materials will continue. Seymour pointed out in 1987 [78] that "most important, the sustained growth will depend on making the information on engineering polymers available to those who, until now, have not recognized the true potential of these unique materials of construction". The primary areas for potential growth are transportation, appliances, power lines, cookware (5 Mlb LCPs in 1989), communications, electronics, and mechanical and electrical industries.
The reason for the commercial importance of the engineering plastics, high-temperature heat-resistant, resins, and thermotropic and lyotropic LCPs resides in their unique chemical and physical properties, which in turn orig- inate from their aromatic structural characteristics. However, their large- volume applications and long-term availability are intimately tied to lowering their cost. This in turn is mainly determined by the cost of monomers, and therefore the development of more efficient processes for making the aromatic monomers from suitable feedstocks is highly desirable. Coals are intrinsically rich in aromatics, and coal liquids are composed primarily of one- to four-ring aromatic and phenolic compounds. Therefore, coal-to-chemicals research could contribute significantly with respect to the development of high-value aromatic monomers in the near future.
SPECIALTY CHEMICALS AND MONOMERS FOR HIGH-PERFORMANCE POLYMERS
Many aromatic and heteroatom-containing compounds can be converted into monomers for the high-performance polymers listed in Table 1 and Schemes 1 4. Scheme 6 presents a list of some of the important monomers for aromatic engineering plastics, liquid crystalline polymers (monomers in the first three rows), and heat-resistant resins (monomers in the fourth row in Scheme 6). Aromatic diacids and aromatic diols are the building blocks of the high-performance engineering, thermoplastics. 6-Hydroxy-2-naphthoic acid, 4,4'-dihydroxydiphenyl (or p, p'-biphenol), p-hydroxybenzoic acid, and tereph- thalic acid are the important monomers for the thermotropic LCPs such as Amoco's Xydar and Celanese's Vectra.

C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196 183
0 0 0
I I r ~ l l II H O ~ - - O H H O ~ C ~ C - - OH H O - - ~ C--OH
O O o A II II II I~(-~'I~(~"] - -c -oH H ~ C-OH H ~ OH
HO-- C ~---k~.~k..~
0 0 0 II ~ ~ II II
H O - - C ~ C - - OH H O - - ~ C - - OH H ~ - - O H
0 0 0 0 0 0 0 0 0 0
oo,, ,,o 0 0 0 0 0 0
Scheme 6. Some important monomers for aromatic polymer materials.
Many of these monomers can be obtained by oxidation of the corresponding alkylaromatics. Because alkyl chains on aromatic rings can be readily oxidized to COOH or OH groups, an important research subject is how to prepare the needed aromatics, for example, 2,6-dialkylnaphthalene (2,6-DAN) and 4, 4'- dialkylbiphenyl (4, 4'-DAB). These two compounds are the examples of aro- matic specialty chemicals. The oxidation of these two compounds can readily give 2,6-naphthalenedicarboxylic acid (2, 6-NDCA) and 4, 4'-biphenyldicar- boxylic acid (4, 4'-BDCA), respectively. Both NDCA and 4, 4'-BDCA are impor- tant monomers for polyester engineering plastics and for thermotropic LCPs. The expensive LCP monomers are 2, 6-NDCA, 4,4'-BDCA, 6-hydroxy-2-naph- thoic acid and 4,4'-biphenol. The last two monomers are the most expensive, between $3/lb to $10/lb [59].
Scheme 7 shows possible routes for the synthesis of 2,6-NDCA based on chemicals that can be obtained from coal [1]. By extending the methods used in the catalytic synthesis of 1,4-xylene, terephthalic acid, and p-hy- droxybenzoic acid, various methods seem to be available for the laboratory- scale synthesis of 2,6-disubstituted naphthalene and 4,4'-disubstituted biphenyl derivatives. However, because of the increase in the number of peripheral positions on the rings, the stereo-selectivity is much more important, and in practice more difficult to control as compared to alkylben- zenes. Currently, small amounts of 2,6-NDCA and its dimethyl ester are produced by Amoco [89]. There is no doubt that catalysis will play a key role in developing such chemicals. The important catalytic reactions include selective alkylation, acylation, isomerization, and oxidation. Shape-selective catalysts could make an important contribution to preparing the 4,4'-disubstituted bi- phenyl derivatives [108-110] and the 2,6-dialkylnaphthalenes [111, 112]. Carbonylation of alkylated or halogenated naphthalene under mild conditions can also produce desirable naphthalene derivatives [113, 114]. Recently, Mitsubishi Gas developed a process for producing 2,6-NDCA by using methylnaphthalene and CO as feedstocks and HF-BF3 as a catalyst; they

184 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
C I _ ~ _ ~ - - C H 3 ~ COOH * H O O C ~
r ~ ' j -'- CH3 H O O C ~ COOH ~ CH3 ---~ R ~.__k~,k,~ --~
CO ~ ' ~ - - C H3.~ ~ C O O H ~ C H3 BF3-HI~ H C O'~*'~/"*"~/" HOOC ~ * , , ~
co× r -'-r-COOH ~ C H 3 BF3.H~. ~co ~--~.Y"~ " - ' H O O C ~
KOOC HOOC
HOOC COOH KOOC COOK
/ ~ - C H 3 ___~ ~ / ~ C H 3 - - - ~ ~ / ~ T -- COOH C H ~ H O O C ~
CH 3
Scheme 7. Possible routes for synthesis of 2, 6-NDCA.
announced the construction of a plant with an annual capacity of 1000 tons in 1990 [115].
Some other coal-related important monomers for polyimides are pyromellitic anhydride (PMDA) and 1,4,5,8-naphthalenetetracarboxylic acid (NTCA) and its dianhydride (NTCADA), the well known phthalic anhydride (Scheme 5), and trimellitic anhydride (TMA). Phthalic anhydride is the monomer for the largest group of plasticizers and for unsaturated polyester resins and alkyd resins [22]. PMDA is the building block for Du Pont 's polyimide film Kapton and some aromatic ladder polymers. Mitsubishi Gas Kagaku of Japan and Du Pont 's joint venture MGC-Du Pont is producing PMDA and TMA by the carbonylation of trimethylbenzene (for PMDA) and xylene (for TMA) using HF-BFs as an acid catalyst, followed by oxidation and dehydration [116, 117]. Oxidation of pyrene produces NTCA, which subsequently gives NTCADA upon dehydration. Celanese is the sole manufacturer of NTCA in the U.S. [89]. NTCADA can be used for making some high-temperature heat-resistant resins. For example, NTCADA is one of the important monomers for aromatic ladder polymers, which represent an attempt to prepare macromolecules with no single-stand linkages. Such materials are likely to have very high thermal stabilities, because two bonds must cleave in the main-chain before the polymer chain can break. Therefore, aromatic ladder polymers are capable of withstanding very high temperatures [58, 76]. The ladder system that has received the most intensive investigation is that based on the reaction of NTCADA with either 3,3'-diaminobenzidine or 1,2,4,5-tetraaminobenzene [76].

C. Song and H.H. Schobert/ Fuel Processing Technol. 34 (1993) 157-196 185
Phenanthrene and its derivatives occur in high concentrations in coal- derived liquids, and can be obtained in relatively high yields from coal pyroly- sis tars and carbonization tars. Considerable efforts have been devoted to finding uses for it in the past several decades, but its use is still very limited [118, 119]. We have proposed a procedure to convert phenanthrene into highly useful anthracene and its derivatives [1]. This idea was developed from our earlier work and proved by our recent investigations. It was found that during the Lewis acid-catalyzed hydrogenation of anthracene, sym-octahydrophenan- threne (sym-OHP) and phenanthrene were produced [120, 121]. sym-Octahyd- roanthracene (sym-OHA) was also produced from phenanthrene during its reaction over some acidic catalysts [121, 122]. Therefore, it is possible that sym-OHA can be formed from sym-OHP. Because sym-OHP can be obtained in considerably high yields by using supported Ni-W/A1203 or Ni-Mo/A1203 catalysts [34, 123-125], it seems that one can hydrogenate phenanthrene and then isomerize sym-OHP to sym-OHA, as shown in Scheme 8. Our recent work has demonstrated the feasibility of the ring-shift isomerization of sym-OHP to sym-OHA over some region-selective catalysts [126]. The dehydrogenation of sym-OHA can readily produce anthracene, which is one of the most valuable chemicals and has large-volume uses in the dye industry as an important intermediate, in chemical industry for making hydrogen peroxide, and in the pulp industry as a pulping agent (anthraquinone). Recently, anthraquinone has been found to be an effective pulping accelerator in very small quantities and to function as a catalyst. In 1986 about 3500 tons of anthraquinone were used in the pulping industry in Japan by using the process developed by Kawasaki Kasei and Honshu Seishi, which improved the pulping efficiency and resulted in a saving of 300 kt of wood. The oxidation of sym-OHA and subsequent dehydration can produce PMDA, which is the important monomer for polyimides such as Du Pont 's Kapton. Liquid crystals incorporating the phenanthrene and dihydrophenanthrene structures have also been reported [118], and two typical structures are shown in Scheme 9.
o o
ooc- -coo._ H O O C ~ COOH
0 O
OO
COOH
- - - ~ - - ~ H O O C ~ ~ - C O O H
Scheme 8. Proposed routes for phenanthrene conversion.

186 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
N=CH - - O - - C --R
--N=CH - - - ~ - - O--C -- R
Scheme 9. Liquid crystals with phenanthrene structures.
Biphenyl compounds are not as rich in coal liquids as naphthalene com- pounds. However, coal liquids contain phenanthrenes, fluorenes, diben- zofurans, and dibenzothiophenes. The latter three compounds can be converted to biphenyl-type compounds by catalytic hydrocracking. If necessary, phenan- threne can be used to produce diphenic acid and 4,4'-BDCA (Scheme 8). The oxidation of phenanthrene can produce either 9,10-phenanthraquinone or diphenic acid (biphenyl-2,2'-dicarboxylic acid) [22, 119]. The latter could be isomerized into 4,4'-BDCA by the Henkel method. Diphenic acid may also be used for making heat-resistant resins [76, 127].
ADVANCED CARBON MATERIALS FROM COALS AND COAL LIQUIDS
It is well known that various useful carbon materials and composite mater- ials can be made from coals, coal tars, petroleum pitch, and coal liquids from liquefaction and coal pyrolysis. It has been indicated in several recent reviews by Walker [128, 129] and by Marsh [130, 131] that the following are advanced or "old but new" carbon materials based on coal-derived feedstocks:
• Pitch-based carbon fibers • Mesophase-based carbon fibers • Carbon fiber reinforced plastic • Carbon whiskers or filament • Graphite and graphite-based materials • Electrodes • Composite materials • Molecular sieving carbons • Mesocarbon microbeads
• Activated carbons • Activated carbon fibers • Metallurgical cokes • Carbon blacks • Intercalation materials • Elastic carbons • Fullerenes or "bucky-balls" • Diamond-like films
Currently, coal tar pitch and bituminous coals (for making coke) are the major feedstocks of coal-based carbon materials. Coals of all ranks, heavy liquids from coal liquefaction and tars from low-temperature pyrolysis may be used for carbon materials in the future. The large-volume uses of coals for carbon materials can be stimulated significantly by the development of molecu- lar sieving carbons (MSC) for gas separation and adsorbent carbons for pu- rifying water and air in environmental and medical applications. There are several recent reviews and original articles on coal-based carbon molecular sieves [128, 129, 132, 133] and adsorbent carbons [130, 131, 134-136]. The amounts of coals used worldwide for producing activated carbons and for molecular sieving carbons are estimated to be 200,000tons/year and

C. Song and H.H. Schobert / Fuel Processing Technol. 34 (1993) 157-196 187
3,000 tons/year, respectively [137]. The bulk of activated carbons produced worldwide is made from either coconut shells, coal, wood or peat and activated by steam at high temperatures. Although surface area is the most important property of activated carbon, pore size distribution is also very important. Activated carbons for liquid-phase applications such as water purification are characterized as having a majority of pores greater than 3 nm in diameter, whereas most of the pores of gas-phase adsorbents are less than 3 nm [138]. Chemically treated activated carbons can be used for selective removal of some harmful chemicals from water and air.
The application of MSC for gas separation by pressure-swing adsorption (PSA) is now commercially viable. For example, MSC is used for air separation by Air Products. It is expected that more companies will be engaged in producing MSC in the 1990's and into the next century. In addition, the large-scale separation of CO (for use in synthetic chemical industry) from coal-derived gases may be carried out using the COSORB absorbent (CuC1 + A1C13 ÷ toluene complex solution) or a chemically impregnated carbon adsorbent, provided care is taken to remove moisture and oxygen [139]. The gaseous products from the liquefaction of low-rank coals contain CO2 in very high concentrations (up to 85 wt~o in gases) [140, 141]. The CO2 in the gases can be separated (for manufacture of urea, for supercritical extraction, etc.) by using chemically-treated carbon adsorbents or membranes, or liquid chemical absorbent.
The large-volume use of heavy fractions of coal liquids, including those from carbonization and liquefaction, depend on the development of technologies for producing general-purpose and mesophase-based carbon fibers, including ac- tivated carbon fibers for environmental protection, graphite electrodes, and mesophase microbead-based materials. Several reviews on carbon fibers are now available [142-145]. The pioneering developments of carbon fibers were reported by Shindo in 1959 using polyacrylonitrile (PAN), by Otani in 1963 using petroleum pitch, and by Bacon of Union Carbide in 1975 using viscose rayon [145-149]. These fibers began to be marketed in the 1970's. Kureha Kagaku of Japan first marketed petroleum pitch carbon fibers in 1970 in development quantities [150]. Since then, many companies began developing pitch carbon fibers. Singer pioneered the development of carbon fibers from mesophase pitch, which led to Union Carbide's process for producing me- sophase-pitch based high-performance carbon fibers [151].
Carbon fibers were developed initially for the aerospace industry as better lightweight heat-resistant materials, and are now used in various aircraft, mainly as carbon-fiber-reinforced plastics (CFRP). Various CFRPs are used in secondary aircraft structures such as control surfaces, tail fins, tail planes and wing structures. For example, about 20~o of CFRP is now used in the Boeing 767 for secondary structures [145]. Carbon-fiber-reinforced carbon (CFRC) brakes were first developed for Concorde and military aircraft, because of their light weight, high ability to absorb heat at high temperatures and the extreme- ly low coefficient of linear thermal expansion [145]. CFRCs also have potential applications for aerospace antennae and satellite structures. The non-aero- space applications of carbon fibers are rapidly expanding: CFRPs are used for

188 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
making golf clubs, tennis, squash, and badminton rackets, vaulting poles, skis and ski poles, and fishing rods, as well as high-speed machinery and audio equipment. Some CFRPs are also used in the bio-medical field. The biological inertness and light weight of CFRP is a great advantage for protheses, par- ticularly for artificial limbs [145].
Petroleum pitch carbon fibers are now commercially produced by Kureha (950 t/y), Amoco (acquired from Union Carbide, 230 t/y), Ashland Petroleum (95t/y), Nippon Sekiyu Kagaku (50 t/y), Kagoshima Sekiyu in its subsidary (Petoca Ltd., 12 t/y), and more recently by Du Pont and Idemitsu. Coal tar pitch-based carbon fibers are still in the development stage. Recently, the commercialization of coal tar pitch carbon fibers was announced by Mitsubishi Chemical (500 t/y) and Osaka Gas (300 t/y) through its subsidiary [152, 153]. It should be noted that activated carbon fibers can also have potential applica- tions in environmental protection such as air purification. In addition, ad- sorbent carbons as well as carbon fibers may be used as supports for various metal catalysts.
Compared to petroleum feedstocks, coal-derived materials have considerably higher nitrogen and oxygen contents. Hydrodeoxygenation (HDO) is easier than hydrodenitrogenation (HDN) but more difficult than hydrodesulfur- ization (HDS) [154, 155]. The application of catalytic hydroprocessing for struc- tural modification and heteroatom removal (especially nitrogen) of coal-de- rived carbonization feedstocks may become increasingly important for making mesophase-based carbon materials such as carbon fibers and graphite elec- trodes. Pore structure as well as the chemical characteristics of supported catalysts are important factors for the efficient hydrotreating of heavy coal liquids and bitumen [155-157]. Shabtai et al. [158] and Hirschon et al. [159, 160] have found that adding Ru to alumina-supported Mo catalysts can improve HDN selectivity and activity. Recently Oyama [161] and Sajkowski [162] showed that Mo carbide and nitride can significantly promote HDN reactions.
Moderate hydrotreating also increases the contents of hydroaromatics, which assist in hydrogen transfer. It is known that H-transfer plays an impor- tant role in the formation and growth of mesophase during carbonization [163, 164]. Therefore, hydrogenation and hydrodenitrogenation (HDN) of pitch feedstocks using large-pore hydrotreating catalysts can improve the carbon- ization process; and perhaps more importantly, HDN of the feedstocks may significantly improve the properties of the coal-based mesophase carbon mate- rials upon graphitization.
Making graphite and other advanced carbon materials offers a new market opportunity for anthracites. Current prices for graphite products range from $2,200 per ton for electrodes to about $190,000 per ton for premium products. Anthracite sells for about $125 per ton. Developing ways to replace petroleum coke with anthracite would not only add significant value to anthracite products, but also create new demand for anthracite. Displacing just 25% of petroleum coke from the graphite materials would consume nearly 1.5 million tons of anthracite.
More recently, it has been found that C6o and Cvo carbon clusters, the newly discovered carbon materials called fullerenes or buckminsterfullerenes, can be

C. Song and H.H. Schobert / Fuel Processing Technol. 34 (1993) 157-196 189
prepared from graphite and coal. Fullerene was first discovered by Kroto and Smalley and their co-workers in 1985 [165-167], and it is the third allotropic form of carbon. In the past several years, it has been found that fullerenes could have many potential applications. Since a method for producing bulk quantities of C6o and C70 was discovered in 1990 by Kraftschmer and co- workers [168] using an electric arcing, hundreds of papers have been published on the preparation, properties, and synthetic derivatives such as metalloful- lerene complexes. A systematic fullerene chemistry is beginning to emerge [169, 170]. The preparation of fullerenes from coals has also been reported recently by researchers at CSIRO in Australia [171, 172]. Coal is first converted to coke by heating between 1010 and 1300 °C for 5-19 h; electric arcing of the coke in helium produces fullerenes in yields of 2-9% [173]. It is important with respect to the scope of this paper that bulk quantities of fullerenes can now be prepared by relatively simple electrical arcing methods using various coals as feedstocks.
THE END OF THE BEGINNING
Can we build a new basis in coal science for advanced and viable coal chemical industry? Will the liquefaction of coals be commercialized in 21st century? Can we make breakthroughs in coal-to-chemicals research to match the demands arising from the rapidly developing polymer and carbon indus- tries in the foreseeable future? Will it ever be possible to produce specific chemicals directly from coals? The future is not certain, particularly if the word "produce" carries the implication of a commercially viable process. Nevertheless, the potential exists, and the future may show handsome divi- dends from relatively modest investments in research on organic coal struc- tures, reactivity, catalytic conversions, new pretreatments, novel reactions, supercritical extraction for the conversion processes such as direct coal- to-chemicals, and coal liquids-to-chemicals tests coupled with advanced lique- faction methods. While it may seem to be beyond the scope of traditional "coal" science, the conversion of the coal aromatic chemicals to specialty chemicals such as 2,6-dialkylnaphthalene is a step which can determine the potential of coal chemicals as monomers for polymer materials.
We close with two quotations, John Read, of St. Andrews University, Scot- land, first wrote in 1948 that, "Coal thus provides coal gas and coke as fuels, ammonia as a fertilizer, and coal tar as a source of an enormous variety of organic compounds. When raw coal is burnt as a fuel, the valuable tar [in our sense, the potential of producing chemicals] and ammonia are sacrificed; so that both scientifically and economically the burning of coal is indefensible" [42]. Much more colorfully and forcefully, Floyd Darrow, author of popularized science books early in this century, offered the following prescient comments in 1927 [174]: "With coal in abundance and the chemist as our ally, we may dismiss unceremoniously the pessimist who glibly prates of imminent disaster from the early exhaustion of power resources . . . . The wise utilization of what

190 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
we posses in light of all the knowledge which science provides is a duty we owe alike to posterity and to ourselves."
ACKNOWLEDGEMENTS
We are pleased to acknowledge many helpful discussions with Professor Harry Marsh of Southern Illinois University, Dr. Timothy C. Gordon of Air Products and Chemicals, Inc., Drs. F. Rusinko, Jr. and Semih Eser of the Pennsylvania State University, Dr. Bongjin Jung of Pohang Iron and Steel Co., Dr. K.C. Krupinski of Aristech Chemical Co., and Dr. Michael A. Wilson of CSIRO.
ABBREVIATIONS
bbl (crude oil) 4,4'-BPL 4,4'-BDCA CFRP CFRC COPNA 4,4'-DAB Dacron 2, 6-DAN Ekonol EPE GE Granlar p-HBA HDN ICI Kevlar
Lb LCP Kt Mlb MSC Mt 3M NASA 2, 6-NDCA NTCA NTCADA sym-OHA sym-OHP
Barrel (1 bbl = 158.987 Liter) 4,4'-Biphenol (p, p'-biphenol) 4, 4'-Biphenyl dicarboxylic acid Carbon fiber reinforced plastic Carbon fiber reinforced carbon Condensed polynuclear aromatics resin 4, 4'-Dialkylbiphenyl Poly(ethylene terephthalate) (PET) 2, 6-Dialkylnaphthalene Sumitomo Chemical's thermotropic polyester LCP Mitsubishi Chemical's thermotropic polyester LCP General Electric Co. Granmont/Montedison' LCP para -Hydroxy benzoic acid Hydrodenitogenation Imperial Chemical Industries Du Pont's aromatic polyamide, or aramid, lyotropic LCP fiber (see PPTA) Pound (1 lb = 453.59 g) Liquid crystalline polymer Thousand tons (1 metric ton=2204.6 pounds (lb)) Million pounds (1 Mlb = 453590 kg = 453.59 metric tons) Molecular sieving carbon or CMS (carbon molecular sieves) Million tons (1 metric ton = 1000 kg; 1 kg = 2.2046 lb) Minesota Mining and Manufacturing Co. National Aeronautics and Space Administration 2, 6-Naphthalene dicarboxylic acid 1, 4, 5, 8-Naphthalene tetracarboxylic acid NTCA dianhydride 1, 2, 3, 4, 5, 6, 7, 8-Octahydroanthracene 1, 2, 3, 4, 5, 6, 7, 8-Octahydrophenanthrene

C. Song and H.H. Schobert [ Fuel Processing Technol. 34 (1993) 157-196 191
PAR PBI PBT PC P E E K P E N P E T PI PMDA PPO PPTA
PS PSA PVCA TPA Vec t ra Ve c t r a n HS Vic t rex WI-MD
X7G Xydar
Po lya ry l a t e Polybenzimidazole Po ly (bu ty l ene t e reph tha la t e ) P o l y c a r b o n a t e P o l y e t h e r e t h e r k e t o n e Po ly (e thy lene naph tha la t e ) Po ly (e thy lene t e reph tha la t e ) Poly imide Pyromel l i t i c d ianhydr ide Po lypheny lene oxide Po ly (p -pheny lene t e reph tha lamide) (Du Pont ' s Kev la r and Akzo's Twaron aramid super-fibers) Po lysu l fone Pressure-swing adsorp t ion Poly (N-vinylcarbazole) Tereph tha l i c acid Hoechs t -Celanese ' s the rmot rop ic polyes ter LCP Hoechs t -Celanese ' s the rmot rop ic LCP ICI Eng inee r ing the rmot rop ic po lyes te r LCP & ICI's P E E K Middle dis t i l la tes from ca ta ly t ic two-stage coal l iquefac t ion at Wilsonvil le, Alabama Eas tman ' s the rmot rop ic po lyes te r LCP Amoco 's the rmot rop ic polyes ter LCP
REFERENCES
1 Song, C. and Schobert, H.H., 1992. Am. Chem. Soc., Div. Fuel Chem., Prep., 37 (2) : 524-532.
2 Speight, J.G. (Ed.), 1991. The Chemistry and Technology of Petroleum. Marcel Dekker, New York, 760 pp.
3 Sheldon, R.A., 1983. Chemicals from Synthesis Gas. Reidel, Boston, MA. 4 Murakami, H., 1987. Nenryo Kyokai-Shi, 66 (6) : 448-458. 5 Mikami, K., 1988. Aromatics, 40 (1-2):26-29. 6 Collin, G., 1985. ErdS1 u. Kohle-Erdgas Petrochem., 38 (11):489--496. 7 Kikuchi, E., Ariyoshi, J., Sugi, Y., Horida, Z. and Iwasaki, M., 1989. Petrotech, 12
(2) : 78-85. 8 Okazaki, H. and Nozaki, M., 1986. Fine Chem., 6:5-17. 9 Lepkowski, W., 1991. Chem. Eng. News, June 17:20-31.
10 Ruth, L.A., 1991. PETC Rev., No. 4:4-13. 11 Sondreal, E.A., 1991. A review of U.S. low-rank coal: Policy, resource and technology,
paper presented at Fall Information Transfer Session, Cooperative Program in Coal Research, The Pennsylvania State University, University Park, PA.
12 Manahan, S.E., 1991. Environmental Chemistry, 5th edin. Lewis, Chelsea, MI, 583 pp. 13 Kasting, J., 1991. Paper presented at Information Transfer Session, Cooperative Pro-
gram in Coal Research, November 18-19, Pennsylvania State University, University Park, PA.
14 Schneider, S.H., 1989. Global Warming. Sierra Club Books, San Francisco, CA. 15 News-Summit, 1992. Chem. Eng. News, July 6 : 7-17. 16 Moore, T., 1992, EPRI J., 17 (1) :4-16.

192 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
17 Gray, R.J., 1989. Coal to coke conversion, in: H. Marsh (Ed.), Introduction to Carbon Science. Butterworth, London, pp. 285-321.
18 Patrick, J.W., 1991. Energia, University of Kentucky, 2 (5) : 1-6. 19 Grainger, L. and Gibson, J., 1981. Coal Utilisation: Technology, Economics and Policy.
Graham and Trotman, London. 20 Spearman, J.E., 1980. The United States Metallurgical Coal Industry. West Virginia
Univ. Press, Morgantown, WV. 21 Jung, B., Private communication, January 20, 1992. 22 Szmant, H.H., 1989. Organic Building Blocks of the Chemical Industry. Wiley, New
York. 23 Potter, C.J., 1983. In: S.K. Majumdar and E.W. Miller (Eds.), Pennsylvania Coal.
Pennsylvania Academy of Science, Easton, PA, Chap. 29. 24 Conarty, T.J., Thompson, R.R. and VanTyne, C.J., 1983. In: S.K. Majumdar and E.W.
Miller (Eds.), Pennsylvania Coal. Pennsylvania Academy of Science, Easton, PA, Chap. 9.
25 Farcasiu, M., 1991. PETC Rev., No. 3:4-14. 26 Lumpkin, R.E., 1988. Science, 239:873~877. 27 Derbyshire, F., 1990. Chemtech, 20 (7):439-443. 28 Moroni, E.C., 1991. Am. Chem. Soc., Div. Fuel Chem., Prep., 36 (2):433-437. 29 McKelvey, V.E., 1972. Am. Sci., 60:32. 30 Aubrecht, G.J., 1989. Energy. Merrill Publ., Columbus, OH. 31 Fowler, J.M., 1984. Energy and the Environment. McGraw-Hill, New York. 32 Shepard, M.L., Chaddock, J.B., Cocks, F.H. and Harman, C.M., 1976. Introduction to
Energy Technology. Ann Arbor Science Publ., Ann Arbor, MI. 33 Song, C., Eser, S., Schobert, H.H., Hatcher, P.G. and Coleman, M.M., 1992. Advanced
Thermally Stable Jet Fuel Development Program Annual Report, Vol. 2. Final Report, Aero Propulsion and Power Directorate, WL-TR-91-2117, 175 pp.
34 Song, C., Schobert, H.H. and Matsui, H., 1991. Am. Chem. Soc., Div. Fuel Chem., Prep., 36 (4) : 1892-1899.
35 Lai, W.-C., Song, C., and Schobert, H.H., 1992. Am. Chem. Soc., Div. Fuel Chem., Prep., 37 (4) : 1671-1680.
36 Zhou, P.-Z., Marano, J.J. and Winschel, R.A., 1992. Am. Chem. Soc., Div. Fuel Chem., Prepr., 37 (4) : 1847-1854.
37 Schlosberg, R.H., 1990. Chemicals from coal, in: J.G. Speight (Ed.), Fuel Science and Technology Handbook, Marcel Dekker, New York, Chap. 24.
38 Fieser, L.F. and Fieser, M., 1961. Advanced Organic Chemistry. Reinhold, New York. 39 Berkowitz, N., 1979. An Introduction to Coal Technology. Academic Press, New York. 40 Ihde, A.J., 1964. The Development of Modern Chemistry. Harper and Row, New York,
Chap. 17. 41 Schobert, H.H., 1987. Coal: The Energy Source of Past and Future. American Chemical
Society, Washington, DC, Chap. 9. 42 Read, J., 1960. A Direct Entry to Organic Chemistry. Harper and Bros., New York. 43 Slosson, E.E., 1919. Creative Chemistry. Century, New York, Chap. V. 44 Perch, M. and Muder, R.E., 1974. In: J.A. Kent (Ed.), Riegel's Handbook of Industrial
Chemistry. Van Nostrand Reinhold, New York, Chap. 8. 45 Dodge, F.E., 1921. In: A. Rogers (Ed.), Industrial Chemistry. Van Nostrand, New York,
Chap. XXI. 46 Teichert, E.J., 1938. Ferrous Metallurgy. Pennsylvania State College Press, State
College, PA, Vol. I, Chap. VII. 47 United States Steel, 1951. The Making, Shaping and Treating of Steel. United States
Steel Company, Pittsburgh, PA. Chap. IV. 48 Spring, L.W., 1917. Non-technical Chats on Iron and Steel. Stokes, New York, Chap. III. 49 Chauvel, A., and LeFebvre, G., 1989. Petrochemical Processes. Editions Technip, Paris. 50 Miller, D.J., Olson, J.K. and Schobert, H.H., 1981. Fuel, 60:370-374. 51 Chang, R. and Tikkanen, W., 1988. The Top Fifty Industrial Chemicals, Random House,
New York.

C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196 193
52 Wiseman, P., 1986. Petrochemicals. Ellis Horwood, Chichester, UK. 53 Gentry, F.M., 1928. The Technology of Low-Temperature Carbonization. Williams and
Wilkins, Baltimore, MD, Chap. III. 54 Wagner, R., 1872. A Handbook of Chemical Technology. Appleton, New York. 55 Routledge, R., 1989. Discoveries and Inventions of the Nineteenth Century. Crescent
Books, New York. 56 Merrick, D., 1984. Coal Combustion and Conversion Technology. Elsevier, New York. 57 Agreda, V.H., Pond, D.M. and Zoeller, J.R., 1992. Chemtech, 22 (3) : 172-181. 58 Allcock, H.R. and Lampe, F.W., 1990. Contemporary Polymer Chemistry. Prentice Hall,
Englewood Cliffs, NJ. 59 NRC National Materials Advisory Board, 1990. Liquid Crystalline Polymers. National
Academy Press, Washington, DC, 106 pp. 60 Song, C., Hanaoka, K. and Nomura, M., 1989. Fuel, 68 (3):287-292. 61 Hirota, T., Nomura, M. and Song, C., 1989. A Method for Manufacture of Aromatic
Chemicals from Coals. Japan Patent 1-279990. 62 Schobert, H.H., 1984. In: W.R. Kube, E.A. Sondreal and C.D. Rao (Eds.), Technology
and Utilization of Low-rank Coals. U.S. Dept. of Energy Report DOE/METC/84-13, pp. 83-103.
63 Benson, S.A. and Schobert, H.H., 1981. In: W.R. Kube, E.A. Sondreal and D.M. White (Eds.), Technology and Use of Lignite. U.S. Dept. of Energy Report GFETC/IC-82/1, pp. 442-470.
64 Song, C., Schobert, H.H. and Hatcher, P.G., 1992. Am. Chem. Soc. Div. Fuel Chem., Prepr., 37(2) : 638-645.
65 Schobert, H.H., 1990. The Chemistry of Hydrocarbon Fuels. Butterworths, London. 66 Song, C., Schobert, H.H. and Hatcher, P.G., 1992. Energy Fuels, 6:326-328. 67 Saini, A.K., Song, C., Hatcher, P.G. and Schobert, H.H., 1992. Am. Chem. Soc., Div. Fuel
Chem., Prepr., 37 (3) : 1235-1242. 68 Mahajan, O.P. and Walker, P.L., Jr., 1978. In: C. Karr Jr. (Ed.), Analytical Methods for
Coal and Coal Products, Vol. 1. Academic Press, New York, Chap. 4. 69 Song, C. and Schobert, H.H., 1992. Am. Chem. Soc., Div. Fuel Chem., Prepr., 37
(2) : 976-983. 70 Huang, L., Song, C. and Schobert, H.H., 1992. Am. Chem. Soc. Div. Fuel Chem., Prepr.,
37 (1) : 223-227. 71 Parfitt, D.S., Song, C. and Schobert, H.H., 1992. Proc. of the 9th Annu. Int. Pittsburgh
Coal Conf., Oct. 12-16, Pittsburgh, PA, pp. 503-508. 72 Stevens, M.P., 1990. Polymer Chemistry. Oxford University Press, New York, 633 pp. 73 News-CI, 1991. Chem. Eng. News, June 24:28~9. 74 News-CI, 1992. Chem. Eng. News, June 29:34-40. 75 Hall, C., 1981. Polymer Materials. Wiley, New York, 198 pp. 76 Critchley, J.P., Knight, G.J. and Wright, W.W., 1983. Heat-Resistant Polymers. Plenum
Press, New York. 77 Bowden, M.J. and Turner, R.S., 1987. Polymers for High Technology. American Chem-
ical Society, Washington, DC. 78 Seymour, R.B., 1987. Polymers for Engineering Applications. ASM Int., Metals Park,
OH, 198 pp. 79 Dyson, R.W., 1990. Engineering Polymers. Blackie (Chapman and Hall), New York. 80 Weiss, R.A. and Ober, C.K. (Eds.), 1990. Liquid-Crystalline Polymers. Am. Chem. Soc.
Syrup. Ser., No. 435, 32 chapters, ACS, Washington, DC, 510 pp. 81 Kroschwitz, J. (Ed), 1991. High Performance Polymers and Composits. Wiley, New
York, 922 pp. 82 Mark, J.E., Allcock, H.R. and West, R., 1992. Inorganic Polymers. Prentice Hall,
Englewood Cliffs, NJ. 83 Schlosberg, R.H., 1990. Chemicals from petroleum, in: J.G. Speight (Ed.), Fuel Science
and Technology Handbook. Marcel Dekker, New York, Chap. 11. 84 Vervalin, C.H., 1991. Hydrocarbon Process., 70 (11):35. 85 News-PET, 1991. Chem. Eng. News, Sept. 9 : 15.

194 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
86 Sato, K., 1987. Kagaku Keizai, No. 11:28-36. 87 News-PAR, 1988. Kagaku Gijutsu-Shi MOL, No. 3:20 88 News-PC, 1991. Chem. Eng. News, Dec. 23:8. 89 SRI International , Menlo park, CA, 1990. 1990 Directory of Chemical Products-United
States of America, 1203 pp. 90 News-PS, 1991. Chem. Eng. News, Dec. 16:8. 91 News-PBI, 1992, Oil Gas J., Jan 13:51. 92 Economy, J., 1989. Mol. Cryst. Liq. Cryst., 169:1 22. 93 Jackson, W.J., Jr., 1989. Mol. Cryst. Liq. Cryst., 169:23-49. 94 Samulski, E.T., 1982. Polymeric liquid-crystals. Phys. Today, 35 (5):4~46. 95 Chapoy, L.L., 1985. Recent Advances in Liquid Crystal Polymers. Elsevier, New York. 96 Finkelmann, H., 1987. Angew. Chem., Int. Ed., 26 (9):816~24. 97 News-LCP, 1988. Speciality Chem., 12 (8) : 17-22. 98 Cusumano, J.A., 1992. In: J.M. Thomas and K.I. Zamaraev (Eds.), Perspectives in
Catalysis. IUPAC Blackwell Sci. Publ., Oxford, Chapter 1, pp. 1-33. 99 News-LCP, 1992. Hydrocarbon Process., 71 (2):31.
100 News-LCP, 1987. Speciality Chem., 11 (6):12-19. 101 Cabasso, I., 1985. In: Kirk-Othmer Concise Encyclopedia of Chemical Technology,
Wiley, New York, pp. 598-599. 102 Penwell, R.C., Ganguly, B.N. and Smith, T.W., 1978. Macromol. Rev., 13:63. 103 Hara, S. and Toshima, N., 1990. Chem. Lett., pp. 269~72. 104 Otani, S., Raskovic, V., Oya, A. and Kojima, A. 1986. J. Mater. Sci., 21 : 2027. 105 Ota, M., Otani, S., Iizuka, S., Sawada, T., Ota, E. and Kojima, A., 1988. Nippon Kagaku
Kaishi, No. 3 : 343-350 106 Hollohan, J.F., Penn, J.Y. and Vredenburgh, W.A., 1985. In: Kirk-Othmer Concise
Encyclopedia of Chemical Technology. Wiley, New York, p. 617. 107 Allcock, H.R., Ngo, D.C., Parvez, M., Whittle, R.R. and Birdsall, W.J., 1991. J. Am.
Chem. Soc., 113 : 2628. 108 Lee, G.S., Maj, J.J., Rocke, S.C. and Garces, J.M., 1989. Catal. Lett., 2:243-248. 109 Sugi, Y., Matsuzaki, T., Hanaoka, T., Takeuchi, K. and Arakawa, H., 1989. Shokubai, 31
(6) : 373-376. 110 Sugi, Y., 1990. Kagaku Gijutsu Kenkyusho Hokoku, 85 (8):263-274. 111 Fraenkel, D., Cherniavsky, M., Ittah, B. and Levy, M., 1986. J. Catal., 101:273-283. 112 Song, C. and Kirby, S., 1993, Am. Chem. Soc., Div. Petrol. Chem. Prepr. 38, in press. 113 Olah, G.A. and Laali, K.O., 1985. J. Org. Chem., 50 : 1083. 114 Miura, M., Akase, F., Shinohara, M. and Nomura, M., 1986. J. Chem. Soc. Chem.
Commun. 1986 : 241. 115 News-NDCA, 1989. Petrotech, 12 (7):513. 116 Komatsu, M., 1986. Kagaku Kogaku, 50 (9):614-618. 117 Kasahara, T. and Takamizawa, Y., 1988. Kagaku Kogaku, 52 (6) :416~420. 118 Kurata, N., 1986. Kagaku to Kogyo, 60 (~):274-280. 119 Kurata, N., 1988. Kagaku to Kogyo, 41 (1):33-36. 120 Song, C., Ono, T. and Nomura, M., 1989. Bull. Chem. Soc. Jpn., 62 (2):630~32. 121 Song, C., Nomura, M. and Ono, T., 1991. Am. Chem. Soc., Div. Fuel Chem., Prepr., 36
(2) : 586-596. 122 Song, C., 1989. Final Research Report, The Research and Development Center, Osaka
Gas Co., Osaka, Japan. 123 Shabtai, J., Veluswamy, L. and Oblad, A.G., 1978. Am. Chem. Soc., Div. Fuel. Chem.,
Prepr., 23 (1) : 10~113. 124 Song, C., Hanaoka, K., Ono, T. and Nomura, M., 1988. Bull. Chem. Soc. Jpn.,
61 : 3788-3791. 125 Ueda, K., Matsui, H., Song, C. and Xu, W., 1990. J. Jpn. Pet. Inst., 33 (6):413~17. 126 Song, C. and Moffat, K., 1993. Am. Chem. Soc., Div. Petrol. Chem., Prepr. 38, in press. 127 Vogel, H. and Marvel, C.S., 1961. J. Polym. Sci., 50:511. 128 Walker, P.L., Jr. 1986. Review article: Coal derived carbons. Carbon, 24 (4) : 379-386. 129 Walker, P.L., Jr. 1990. Carbon: An old but new material revisited. Carbon, 28 : 261-279.

C. Song and H.H. Schobert /Fuel Processing Technol. 34 (1993) 157-196 195
130 Marsh, H. 1991. New and traditional carbon materials from petroleum and coal sources. Paper presented at Information Transfer Session, Cooperative Program in Coal Re- search, November 18-19, Pennsylvania State University, University Park, PA.
131 Marsh, H. (Ed.), 1989. Introduction to Carbon Science, Butterworth, London, 321 pp. 132 Verma, S.K., 1991. Carbon, 29 (6): 793-803. 133 Miura, K., Hayashi, J. and Hashimoto, K., 1991. Carbon, 29:653-660. 134 Verheyen, T.V., Guy, P.J., Felber, M.D. and Perry, G.J., 1991. Energia, University of
Kentucky, 2(3) : 1-4. 135 Derbyshire, F. and McEnaney, B., 1991. Energia, University of Kentucky, 2(1): 1-6. 136 Derbyshire, F. and McEnaney, B., 1991. Proc. 1991 Int. Conf. Coal Sci., pp. 480 483. 137 Golden, T.C., Personal communications, 1992. 138 Soffel, R.W., 1985. In: Kirk-Othmer Concise Encyclopedia of Chemical Technology,
Wiley, New York, pp. 204-205, 139 Song, C., Ikushima, N., Ida, T., Miura, M., Nomura, M., Yamagata, M. and Aokata, T.,
1987. Final Research Report, unpublished. 140 Song, C., and M. Nomura, 1986. Bull. Chem. Soc. Jpn, 59:3643-3648. 141 Saini, A., Coleman, M.M., Song, C. and Schobert, H.H., 1993. Energy Fuels, 7 : 328-330. 142 Donnett, J.B. and Bansal, R.P., 1984. Carbon Fibers. Marcel Dekker: New York. 143 Dorey, G., 1987. J. Phys. D: Appl. Phys., 20:245-256. 144 Matsumura, Y., 1987. Sekiyu Gakkaishi, 30(5):291-300. 145 Johnson, D.J. 1989. Carbon fibers: Manufacture, properties, structure and applications,
In: H. Marsh, (Ed.), Introduction to Carbon Science. Butterworth, London, pp. 198-228. 146 Shindo, A., 1961. Osaka Kogyo Gijutsu Shikenjo Koho, 12 : 110-119. 147 Otani, S., 1965. Carbon, 3:31-38. 148 Bacon, R. 1975. In: P.L. Walker and P.A. Thrower (Eds.), Chemistry and Physics of
Carbon, Vol. 9. Marcel Dekker, New York, pp. 1-101. 149 Nomura, M., 1986. Kagaku, 41(7):442-448. 150 Okuda, K., 1982. Petrotech (Japan), 5(1):37-42. 151 Singer, L.S., 1978. Carbon, 16:409-415. 152 Matsumura, Y., 1989. Kagaku Keizai, No. 9:33-41 153 Matsumura, Y., 1989. JETI, 37(9):223-226. 154 Katzer, J.R. and Sivasubramanian, R., 1979. Catal. Rev. Sci. Eng., 20 : 155-208. 155 Song, C., Nihonmatsu, T. and Nomura, M., 1991. Ind. Eng. Chem. Res., 30: 1726-1734. 156 Song, C., Nihonmatsu, T., Hanaoka, K. and Nomura, M., 1991. Am. Chem. Soc., Div.
Fuel Chem., Prepr., 36(2) :542-550. 157 Song, C., Hanaoka, K. and Nomura, M., 1992. Energy Fuels, 6:619-628.. 158 Shabtai, J., Guohe, Q., Balsuami, K., Nag, N.K. and Massoth, F.E., 1988. J. Catal.,
113 : 206-219. 159 Hirschon, A.S., Wilson, R.B. Jr. and Laine, R.M., 1987. Appl. Catal., 34 : 311-316. 160 Hirschon, A.S., Ackerman, L.L., Wilson, Jr., R:B., Horita, Y. and Komoto, T., 1992. Am.
Chem. Soc. Div. Fuel Chem., Prepr., 37(4) : 1864-1870. 161 Oyama, S.T., 1990. Proc. of DOE Direct Liquefaction Contractors' Review Meeting,
Pittsburgh, PA, September 24-26. US. Dept. Energy, Pittsburgh, PA, pp. 66-75 162 Sajkowski, D.J., 1990. Proc. of DOE Direct Liquefaction Contractors' Review Meeting,
Pittsburgh, PA, September 24-26. U.S. Dept. Energy, Pittsburgh, PA, pp. 76-103. 163 Yokono, T., Obara, T., Sanada, Y., Shimomura, S. and Imamura, T., 1986. Carbon, 24 : 29. 164 Marsh, H. and Menendez, R., 1989. In: H. Marsh (Ed.), Introduction to Carbon Science.
Butterworth, London, pp. 38-73. 165 Kroto, H.W., Heath, J.R., O'Brien, S.C., Curl, R.F. and Smalley, R.E., 1985. Nature, 318:
162-163. 166 Kroto, H.W., Allaf, A.W. and Balm, S.P., 1991. Chem. Rev., 91 : 1213-1235. 167 Curl, R.F. and Smalley, R.E., 1991. Sci. Am. 265:54. 168 Kratschmer, W., Lamb, L.D., Fostiropoulos, K. and Huffman, D.R., 1990. Nature,
347 : 354-358. 169 Baum, R.M., 1991. Chem. Eng. News, Dec. 16:17-20. 170 Baum, R.M., 1992. Chem. Eng. News, June 1:25-33

196 C. Song and H.H. Schobert/Fuel Processing Technol. 34 (1993) 157-196
171 Pang, L.S.K. Vassallo, A.M. and Wilson, M.A., 1991. Nature, 352:480. 172 Pang, L.S.K., Vassallo, A.M. and Wilson, M.A., 1992. Am. Chem. Soc., Div. Fuel Chem.,
Prepr., 37(2) : 564-567. 173 Pang, L.S.K., Vassallo, A.M. and Wilson, M.A., 1992. Energy Fuels, 6: 176-179. 174 Darrow, F.L., 1927. The Story of Chemistry. Chautauqua Press, Chautauqua, NY,
Chap. IV.