Embed Size (px)
Citation preview
www.energetyka.eu grudzień 2010
Jerzy TrzeszczyńskiPro Novum Sp. z o.o.
Ocena stanu technicznego i prognozowanie trwałościelementów krytycznych urządzeń cieplno-mechanicznych przewidzianych do eksploatacji powyżej 300 000 godzin
Assessment of and life prediction for the critical components of thermo-mechanical power equipment intended to be operated
beyond 300 000 hours
Zespół redakcyjny: mgr inż. Jerzy Dobosiewicz, dr inż. Jerzy Trzeszczyński
nr 2/2010
Szanowni Państwo,Analogicznie jak w latach poprzednich, ukazujący się w grudniowej Energetyce Biuletyn Pro Novum wypełniają artykuły, które – w formie refe-
ratów – zostały wygłoszone w końcu września br podczas kolejnej edycji Sympozjum DIAGNOSTYKA I REMONTY URZĄDZEŃ CIEPLNO-ME-CHANICZNYCH ELEKTROWNI. Szerszą relację z tego Sympozjum zamieszczamy na stronach 838 – 839 niniejszego wydania Energetyki.
Podczas XII Sympozjum przebiegającego pod hasłem: „Modernizacja urządzeń energetycznych w celu przedłużenia ich eksploatacji powyżej 300.000 godzin” specjaliści Pro Novum zaprezentowali dokument: „Rekomendacje w zakresie kwalifikowana urządzeń cieplno-mechanicznych bloków 200 MW do pracy do 350.000 godzin”
Inicjatywa Pro Novum i rezultat jej realizacji spotkały się z powszechną aprobatą uczestników XII Sympozjum. Mamy nadzieję, że część do-kumentu odnosząca się do urządzeń podlegających UDT spotka się także z aprobatą Urzędu Dozoru Technicznego.
Publikujemy także artykuł, gościnnie występujących na łamach naszego Biuletynu, przedstawicieli Politechniki Warszawskiej. Autorzy przedsta-wiają dość pesymistyczny obraz naszej współczesnej energetyki, która pod presją ekologicznych dyrektyw Unii Europejskiej znalazła sie w ślepym, a my za nią w ciemnym zaułku. Możliwe, że w obecnej sytuacji przedłużenie eksploatacji znacznej części majątku produkcyjnego należy uznać za jedyną, realistyczną strategię energetyki w Polsce.
Redakcja Biuletynu Pro Novum
Eksploatacja urządzeń cieplno-mechanicznych bloków 200 MW przedłużana jest od dawna, tj. odkąd, ich czas pracy przekroczył 100 000 godz. Przedłużaniu eksploatacji towa-rzyszyły:• okresowe badania i oceny stanu technicznego,• proekologiczne modernizacje w celu ograniczenia emisji SOx,
NOx i pyłów,• wymiany części niskoprężnych (rozwiązania ABB Zamech oraz
Westinghouse’a),• modernizacje układów AKPiA,• częściowe wymiany elementów o największym stopniu wyczer-
pania trwałości (w szczególności w częściach ciśnieniowych bloków),
• rewitalizacje staliwnych elementów turbin,• regeneracje, naprawy i remonty odtworzeniowe, m.in. wal-
czaków, elementów części przepływowych turbin, elementów i węzłów konstrukcyjnych urządzeń pomocniczych kotłów i turbozespołów.Przyjmuje się, że po przekroczeniu 200 tys. godz. pracy
trwałość projektowa dla elementów pracujących od pierwszego uruchomienia bloków została przekroczona, chociaż należy za-znaczyć, że w ścisłym rozumieniu tego słowa urządzenia nie były projektowane na określoną trwałość. Po przekroczeniu 100 000 godz. czas pracy walczaków kotłów oraz głównych elementów turbozespołów, tj.: wirników turbin i generatorów, korpusów turbin i zaworów, tarcz kierowniczych – przedłuża się na podstawie:
strona 806 (13)

www.energetyka.eugrudzień 2010
• doświadczeń eksploatacyjnych,• napraw przywracających stan techniczny co najmniej do ko-
lejnych remontów kapitalnych,• wyników odpowiednio zaplanowanych (miejsce, metoda,
termin) badań NDE i niszczących,• obliczeń teoretycznego stopnia wyczerpania trwałości.
Planowane obecnie, kolejne przedłużenie eksploatacji bloków 200 MW skupia się, jak na razie, na wykonaniu prac pozwalających spełnić wymogi prawne (poziom emisji NOx) po 2016 roku. Panuje powszechne przekonanie, że eksploatacja bloków 200 MW przez następne 20 lat (ok. 350 000 godzin pracy) będzie możliwa (bez-pieczna, przy zachowaniu wysokiej dyspozycyjności) bez wymian elementów krytycznych kotłów (walczaki) i turbozespołów (wirniki, korpusy turbin i zaworów) oraz głównych rurociągów parowych i wody zasilającej.
Powszechnie uważa się, że stan wiedzy nt. aktualnej kondycji urządzeń cieplno-mechanicznych bloków 200 MW jest wystarcza-jący, a prognozowanie ich trwałości do ok. 350 000 godzin pracy nie przedstawia większych problemów. Wystarczy badać, jak do tej pory, i co jakiś czas jakiś element wymienić. Z taką „koncepcją” nie sposób się jednak zgodzić.
Od ponad dwudziestu lat nie prowadzi się w polskiej ener-getyce zintegrowanych, systematycznych badań materiałowych długo eksploatowanych urządzeń cieplno-mechanicznych, w szczególności badań niszczących elementów wycofywanych z eksploatacji, co było wcześniej w energetyce polskiej normal-ną praktyką i co jest, bez przerwy, kontynuowane w energetyce światowej (m.in. amerykańskiej, rosyjskiej). Wyniki, sporadycznie wykonywanych badań nie zawsze są powszechnie publikowane. Brakuje w polskiej energetyce koordynacji w zakresie badań, interpretacji ich wyników i udostępniania wiedzy.
Sytuację tę należy wziąć pod uwagę podejmując decyzje o przedłużaniu eksploatacji urządzeń cieplno-mechanicznych (ich elementów krytycznych), które przepracowały dotychczas ponad 200 000 godzin, a których sumaryczny czas pracy może przekroczyć 350 000 godzin.
Przedłużenie eksploatacji bloków 200 MW – problemy prawne i techniczne
Przedłużenie eksploatacji bloków 200 MW o następne 20 lat wymaga rozwiązania problemów prawnych, tj. spełnienia norm emisji NOx po 2016 roku oraz zapewnienia odpowiedniej trwałości wszystkich urządzeń: blokowych (głównych i pomocniczych), po-zablokowych (we wszystkich branżach) oraz budynków i wszyst-kich instalacji naziemnych i podziemnych. Wybór dobrej instalacji do redukcji NOx to kosztowne, i nie pozbawione technicznego ryzyka, zadanie. Rozpoznanie aktualnego stanu infrastruktury technicznej oraz możliwości i warunków jej dalszej eksploatacji to żmudna praca, która powinna zostać wykonana przed przystą-pieniem do modernizacji bloków. Składa się na nią:• uporządkowanie istniejącej wiedzy,• wykonanie badań uzupełniających wiedzę,• opracowanie zakresu modernizacji, wymian i rewitalizacji
(regeneracji).Jakość wykonania tych prac, rzutować będzie na dyspozy-
cyjność urządzeń i ponoszenie, w przyszłości, dodatkowych, nieplanowanych kosztów utrzymania.
Metodyka oceny stanu technicznego i prognozowania
elementów krytycznych urządzeń cieplno-mechanicznych bloków 200 MW
– propozycja Pro Novum
Wybór najlepszej metodyki wymaga przyjęcia określonych założeń i zdefiniowania najważniejszych pojęć*).
Założenia i definicje
1. Posługując się określeniem „urządzenie cieplno-mechanicz-ne” mamy na myśli poszczególne jego elementy, dla których powinna być znana ich indywidualna historia eksploatacji (co najmniej czas pracy i liczba uruchomień z typowych stanów cieplnych) oraz aktualny stan techniczny i prognozowana trwałość.Uwaga:– Brak udokumentowanej historii eksploatacji elementu wy-
klucza możliwość przedłużenia jego eksploatacji.– Brak wiedzy o aktualnym stanie technicznym i progno-
zowanej trwałości oznacza konieczność ich określenia (uzupełnienia).
2. Kryterium 300 000 lub 350 000 godzin pracy jest określeniem czysto umownym, w szczególności dla tych elementów, które pracują w warunkach z dużym udziałem zmiennych naprężeń cieplno-mechanicznych (wykazują uszkodzenia o charakterze zmęczeniowym). Bez dokładnej wiedzy, co najmniej odnośnie do uruchomień z typowych stanów cieplnych oraz odstawień awaryjnych, prognozowanie ich trwałości jest niemożliwe lub obarczone nadmiernym – z praktycznego punktu widzenia – błędem.
W związku z wyżej opisanym problemem zaleca się, przy ocenie historii eksploatacji oraz prognozowaniu trwałości elementów narażonych na zmęczenie cieplno-mechaniczne, posiłkować tzw. czasem ekwiwalentnym, wyrażającym czas pracy jako odpowiednio określoną sumę fizycznego czasu pracy oraz liczby uruchomień.Uwaga:– Jeśli istnieją techniczne warunki, to określenie czasu ekwi-
walentnego powinno się także uzależnić od rzeczywistych warunków (prędkości) poszczególnych rozruchów (stanów niestacjonarnych).
3. Niniejsza metodyka odnosi się do oceny stanu technicznego elementów, które: a) przepracowały ponad 200 000 godzin,b) planowany czas pracy przekroczy 300 000 godzin (i nie będzie
istotnie większy od 350 000 godzin),c) przekroczyły czas projektowy i pracują w zakresie trwało-
ści indywidualnej, ze względu na indywidualne wymiary, własności materiału oraz warunki pracy; oznacza to, że nie wolno stosować oceny stanu „przez analogię” (co może być warunkowo dopuszczalne w zakresie trwałości projektowej).
*) Ogólne założenia metodyki mogą być, w większości przypadków, wykorzy-stywane przy przedłużaniu eksploatacji urządzeń cieplno-mechanicznych nie tylko bloków 200 MW.
strona 807 (14)
www.energetyka.eu grudzień 2010
4. Przyjęto, że w przypadku gdy obliczenia stanu naprężenia, wymiarów dopuszczalnych (grubości ścianki) oraz stopnia wyczerpania trwałości wykonuje się w sposób przybliżony ze względu na jakość dostępnych danych:a) konstrukcyjnych, w tym materiałowych (np. dotyczących
czasowej wytrzymałości),b) dotyczących historii eksploatacji,c) odnoszących się rzeczywistych warunków pracy,d) odnoszących się do udokumentowanej wiedzy nt. przyczyn
awarii, rozstrzygające o stanie technicznym i prognozie trwałości
(żywotności) będą wyniki badań stanu materiału.5. W związku z sytuacją opisaną w punkcie 4 preferuje się wyniki
badań niszczących wszędzie tam, gdzie jest to technicznie możliwe i takie metody badania stanu mikrostruktury, które po-zwalają wnioskować o jej degradacji w stopniu prowadzącym do obniżenia własności, przede wszystkim wytrzymałościowych.
6. Nie preferuje się żadnych konkretnych metod ani typów apa-ratury. Zaleca się unikania takich badań, których wyniki nie są bezpośrednio porównywalne, szczególnie gdy ich wykonawcą może być tylko jedna firma (wyniki badań muszą zachować praktyczną użyteczność przez okres ok. 20 lat).
7. Nie tracą ważności dotychczas obowiązujące przepisy oraz powszechnie stosowane procedury badań. Jednak dla ele-mentów, których sumaryczny czas pracy może przekroczyć 300 000 godz., a obecny czas ich pracy wynosi ponad 200 000 godz., z powodów opisanych w punktach 4 – 7, należy stosować tryb Nadzoru Diagnostycznego.
8. Tryb Nadzoru Diagnostycznego to sposób na ograniczenie błędu prognozy, w szczególności, gdy określa się ją metodą obliczeniową. Ograniczona wiedza (często jej całkowity brak) nt. rzeczywistych własności materiałowych i rzeczywistych warunków pracy sprawiają, że błąd obliczeń ma nie tylko nieakceptowaną wielkość, bardzo często nawet nie można go oszacować.
9. Redukcję ryzyk związanych z nieuniknionymi błędami okre-ślania prognozy proponuje się osiągnąć poprzez okresowe jej weryfikacje nie tylko na drodze badań (co robi się stan-dardowo), ale także analizując w odpowiedni sposób warunki pracy urządzeń (ich elementów).
10. Przez monitorowanie warunków eksploatacji rozumie się sy-stemowo zorganizowaną analizę wybranych parametrów:a) cieplno-mechanicznych,b) chemicznych (wód i par).
Na podstawie ich wartości (czasowe przebiegi) można osza-cować aktualny stan techniczny urządzenia oraz zweryfikować prognozę określoną podczas ostatniego postoju remontowego urządzenia.
Monitorowaniu powinny podlegać także niektóre czynności wykonywane podczas postojów, w szczególności wyniki badań, pomiarów i naprawy (wymiany).
11. Identyfikowanie i analizowanie stanów awaryjnych (przy-czyna bezpośrednia, przyczyna pośrednia, sposób napra-wy) ma podstawowe znaczenie dla prognozowania trwałości wszystkich urządzeń. Dla urządzeń długo eksploatowanych ma znaczenie szczególne. Niektóre stany awaryjne mogą być oznaką wyczerpania trwałości, zakończenia resursu elementu, węzła konstrukcyjnego, a nawet w skrajnym przypadku urządzenia.
12. Wielu czynników wpływających na trwałość elementów nie da się w sposób ścisły uwzględnić przy określaniu prognozy. Tylko okresowe badania miejsc narażonych np. na erozję i termoszok pozwalają weryfikować prognozę. Jednak wpływ znacznej liczby czynników, nawet uszkodzeń korozyjnych na wewnętrznych powierzchniach elementów, można się osza-cować analizując w odpowiedni sposób wybrane parametry chemiczne wód i par.
13. Pewna część uszkodzeń (np. niektóre uszkodzenia krawędzi otworów w częściach wodnych walczaków) mają charakter konstrukcyjny. Jeśli ich przyczyny nie zostały wyeliminowane, to prognoza trwałości może być obarczona sporym, trudnym do dokładnego określenia błędem.
Problem ten w szczególności dotyczy tzw. głębokich moder-nizacji. Zaaplikowanie długo eksploatowanemu urządzeniu zmian konstrukcyjnych, nie zawsze dobrze przemyślanych, może być przyczyną obniżenia trwałości elementów „sąsied-nich” (np. zastosowanie palników niskoemisyjnych wywołało obniżenie trwałości rur ekranowych, a współspalanie biomasy trwałości przegrzewaczy).
14. Elementy wycofane z eksploatacji podczas remontów mo-dernizacyjnych i kolejnych postojów remontowych powinny podlegać odpowiednim badaniom niszczącym w zakresie umożliwiającym zdobycie użytecznej wiedzy do oceny bez-piecznego resursu elementów przeznaczonych do dalszej eksploatacji. Wyniki badań elementów wycofanych mogą być źródłem ważnej wiedzy dla oceny stanu technicznego elementów w trybie Nadzoru Diagnostycznego.
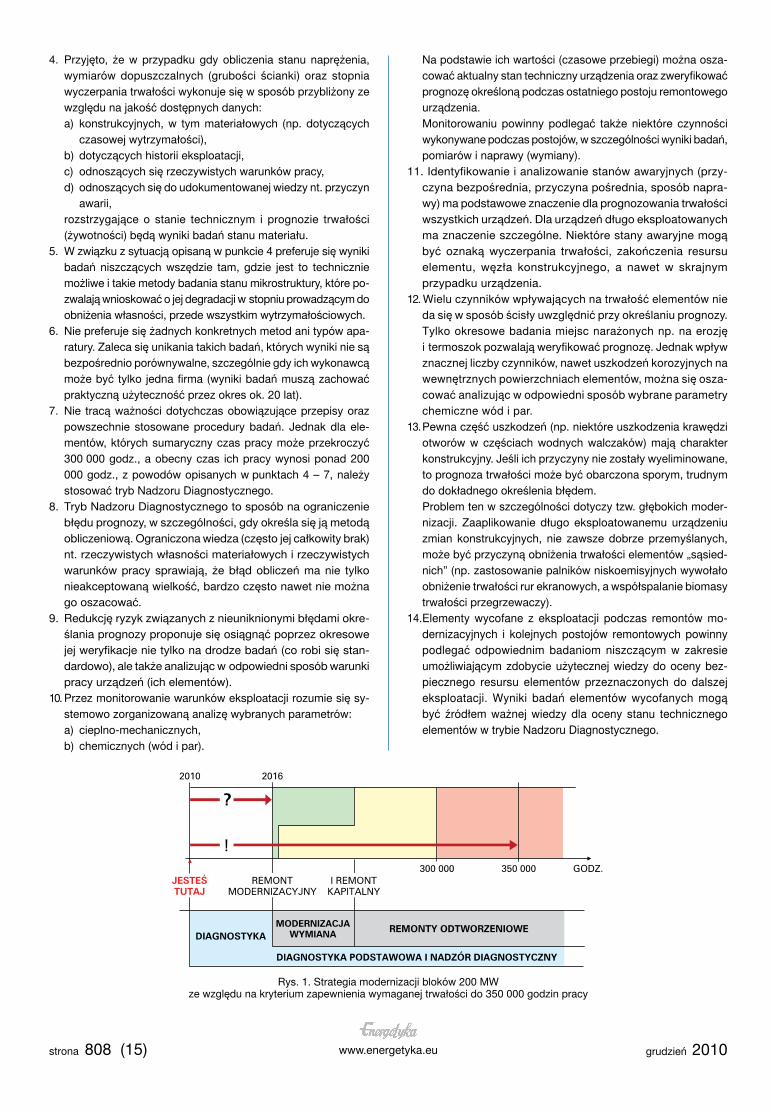
Rys. 1. Strategia modernizacji bloków 200 MWze względu na kryterium zapewnienia wymaganej trwałości do 350 000 godzin pracy
strona 808 (15)
www.energetyka.eugrudzień 2010
Diagnostyka jako proces towarzyszący modernizacji i eksploatacji
Znane nam programy modernizacji bloków w celu przedłużenia ich czasu eksploatacji koncentrują się na tym, co wymienić? lub/i co zmodernizować? Diagnostyka jako podstawowe źródło wiedzy pozwalając racjonalnie odpowiedzieć na obydwa pytania na ogół nie występuje jako merytorycznie i budżetowo określona pozycja. To konsekwencja organizacji utrzymania w elektrowniach. Dominuje raczej strategia: „jak wykorzystać przyznany budżet” niż jak wygene-rować potrzeby na podstawie aktualnej, kompletnej wiedzy i jasno zdefiniowanych oczekiwań. Tylko drugie podejście prowadzi do po-wstania budżetu optymalnego. To oczywiste, bo prace niepotrzebne więcej kosztują, a prace konieczne, niewykonane w odpowiednim czasie kosztują ….. jeszcze więcej .
Ponieważ może się zdarzyć, że przystąpienie do modernizacji nie będzie się odbywać na podstawie kompletnej wiedzy o stanie technicznym urządzeń, czy szerzej infrastruktury technicznej, sugeruje się przyjąć (także ze względu na zapewnienie sobie w przyszłości „środków modernizacyjnych”) okres pomiędzy remontem modernizacyjnym a następnym remontem kapitalnym jako czas dopuszczalnych korekt i uzupełnień w zakresie badań, wymian i rewitalizacji. Takie podejście może być szczególnie użyteczne dla bloków modernizowanych w pierwszej kolejności, tj. w latach 2011 – 2012 (rys.1).
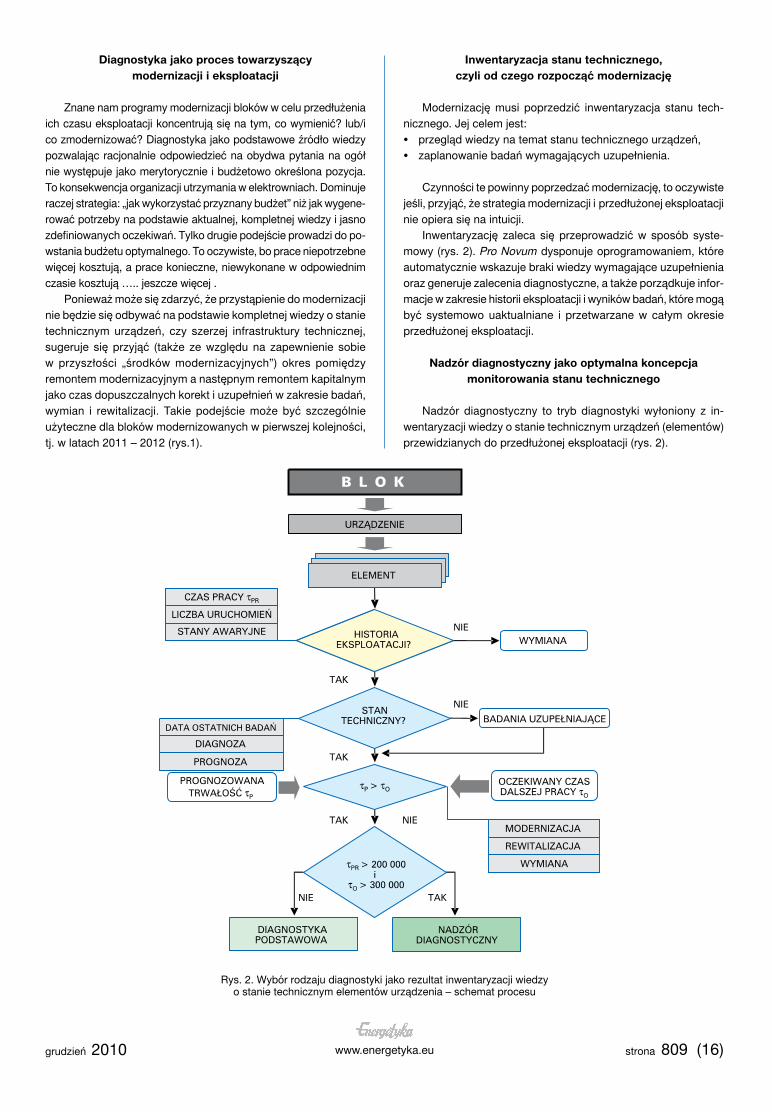
Rys. 2. Wybór rodzaju diagnostyki jako rezultat inwentaryzacji wiedzy o stanie technicznym elementów urządzenia – schemat procesu
Inwentaryzacja stanu technicznego, czyli od czego rozpocząć modernizację
Modernizację musi poprzedzić inwentaryzacja stanu tech-nicznego. Jej celem jest:• przegląd wiedzy na temat stanu technicznego urządzeń,• zaplanowanie badań wymagających uzupełnienia.
Czynności te powinny poprzedzać modernizację, to oczywiste jeśli, przyjąć, że strategia modernizacji i przedłużonej eksploatacji nie opiera się na intuicji.
Inwentaryzację zaleca się przeprowadzić w sposób syste-mowy (rys. 2). Pro Novum dysponuje oprogramowaniem, które automatycznie wskazuje braki wiedzy wymagające uzupełnienia oraz generuje zalecenia diagnostyczne, a także porządkuje infor-macje w zakresie historii eksploatacji i wyników badań, które mogą być systemowo uaktualniane i przetwarzane w całym okresie przedłużonej eksploatacji.
Nadzór diagnostyczny jako optymalna koncepcjamonitorowania stanu technicznego
Nadzór diagnostyczny to tryb diagnostyki wyłoniony z in-wentaryzacji wiedzy o stanie technicznym urządzeń (elementów) przewidzianych do przedłużonej eksploatacji (rys. 2).
strona 809 (16)
www.energetyka.eu grudzień 2010
Nadzór diagnostyczny obejmuje:• opracowanie programu badań diagnostycznych w zakresie:
– podstawowych badań diagnostycznych (PBD),– specjalnych badań diagnostycznych (SBD),
• wykonanie podstawowych i specjalnych badań diagnostycznych, • opracowanie diagnozy (oceny aktualnego stanu technicznego)
oraz długoterminowej prognozy trwałości,• weryfikację prognozy na drodze:
– kolejnych badań wykonywanych podczas postojów urządzeń,– analizy warunków eksploatacji poprzez monitorowanie wy-
branych parametrów cieplno-chemicznych, w tym zakłóceń eksploatacyjnych,
• odpowiednie dokumentowanie historii eksploatacji.
Nadzór diagnostyczny redukuje do minimum ryzyka wyni-kające z:• błędów kalkulacyjnych metod określania prognozy,• braku wiedzy o rzeczywistych warunkach pracy,• z ograniczonej często znajomości historii eksploatacji.
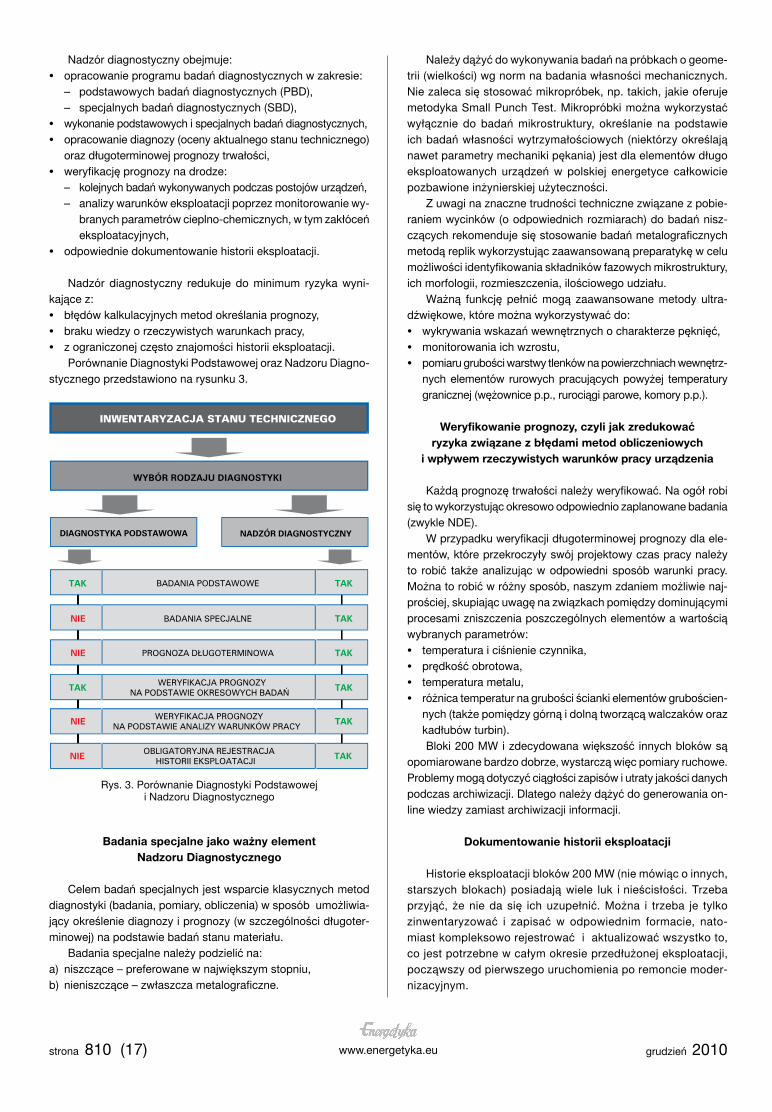
Porównanie Diagnostyki Podstawowej oraz Nadzoru Diagno-stycznego przedstawiono na rysunku 3.
Rys. 3. Porównanie Diagnostyki Podstawowej i Nadzoru Diagnostycznego
Badania specjalne jako ważny element Nadzoru Diagnostycznego
Celem badań specjalnych jest wsparcie klasycznych metod diagnostyki (badania, pomiary, obliczenia) w sposób umożliwia-jący określenie diagnozy i prognozy (w szczególności długoter-minowej) na podstawie badań stanu materiału.
Badania specjalne należy podzielić na:a) niszczące – preferowane w największym stopniu,b) nieniszczące – zwłaszcza metalograficzne.
Należy dążyć do wykonywania badań na próbkach o geome-trii (wielkości) wg norm na badania własności mechanicznych. Nie zaleca się stosować mikropróbek, np. takich, jakie oferuje metodyka Small Punch Test. Mikropróbki można wykorzystać wyłącznie do badań mikrostruktury, określanie na podstawie ich badań własności wytrzymałościowych (niektórzy określają nawet parametry mechaniki pękania) jest dla elementów długo eksploatowanych urządzeń w polskiej energetyce całkowicie pozbawione inżynierskiej użyteczności.
Z uwagi na znaczne trudności techniczne związane z pobie-raniem wycinków (o odpowiednich rozmiarach) do badań nisz-czących rekomenduje się stosowanie badań metalograficznych metodą replik wykorzystując zaawansowaną preparatykę w celu możliwości identyfikowania składników fazowych mikrostruktury, ich morfologii, rozmieszczenia, ilościowego udziału.
Ważną funkcję pełnić mogą zaawansowane metody ultra-dźwiękowe, które można wykorzystywać do:• wykrywania wskazań wewnętrznych o charakterze pęknięć,• monitorowania ich wzrostu,• pomiaru grubości warstwy tlenków na powierzchniach wewnętrz-
nych elementów rurowych pracujących powyżej temperatury granicznej (wężownice p.p., rurociągi parowe, komory p.p.).
Weryfikowanie prognozy, czyli jak zredukować ryzyka związane z błędami metod obliczeniowych
i wpływem rzeczywistych warunków pracy urządzenia
Każdą prognozę trwałości należy weryfikować. Na ogół robi się to wykorzystując okresowo odpowiednio zaplanowane badania (zwykle NDE).
W przypadku weryfikacji długoterminowej prognozy dla ele-mentów, które przekroczyły swój projektowy czas pracy należy to robić także analizując w odpowiedni sposób warunki pracy. Można to robić w różny sposób, naszym zdaniem możliwie naj-prościej, skupiając uwagę na związkach pomiędzy dominującymi procesami zniszczenia poszczególnych elementów a wartością wybranych parametrów:• temperatura i ciśnienie czynnika,• prędkość obrotowa,• temperatura metalu,• różnica temperatur na grubości ścianki elementów grubościen-
nych (także pomiędzy górną i dolną tworzącą walczaków oraz kadłubów turbin).Bloki 200 MW i zdecydowana większość innych bloków są
opomiarowane bardzo dobrze, wystarczą więc pomiary ruchowe. Problemy mogą dotyczyć ciągłości zapisów i utraty jakości danych podczas archiwizacji. Dlatego należy dążyć do generowania on-line wiedzy zamiast archiwizacji informacji.
Dokumentowanie historii eksploatacji
Historie eksploatacji bloków 200 MW (nie mówiąc o innych, starszych blokach) posiadają wiele luk i nieścisłości. Trzeba przyjąć, że nie da się ich uzupełnić. Można i trzeba je tylko zinwentaryzować i zapisać w odpowiednim formacie, nato-miast kompleksowo rejestrować i aktualizować wszystko to, co jest potrzebne w całym okresie przedłużonej eksploatacji, począwszy od pierwszego uruchomienia po remoncie moder-nizacyjnym.
strona 810 (17)
www.energetyka.eugrudzień 2010
Na historię eksploatacji (rejestrowaną obligatoryjnie jak o jeden z warunków Nadzoru Diagnostycznego, pkt. 7 – 10, rys. 3) powinny się składać poniższe informacje.• Z okresu pracy bloku:
– czas pracy stacjonarnej,– liczba uruchomień (z rozróżnieniem typowych stanów ciep-
lnych),– średnie prędkości uruchomień,– największe różnice temperatur elementów grubościennych
podczas uruchomień,– średnie temperatury pracy metalu,– odchylenia od wartości średnich (opracowane statystycz-
nie),– zakłócenia eksploatacyjne (analiza wybranych informacji
z kart awaryjnych). Wszystkie te informacje można generować automatycznie
i udostępniać zainteresowanym w formie okresowych rapor-tów.
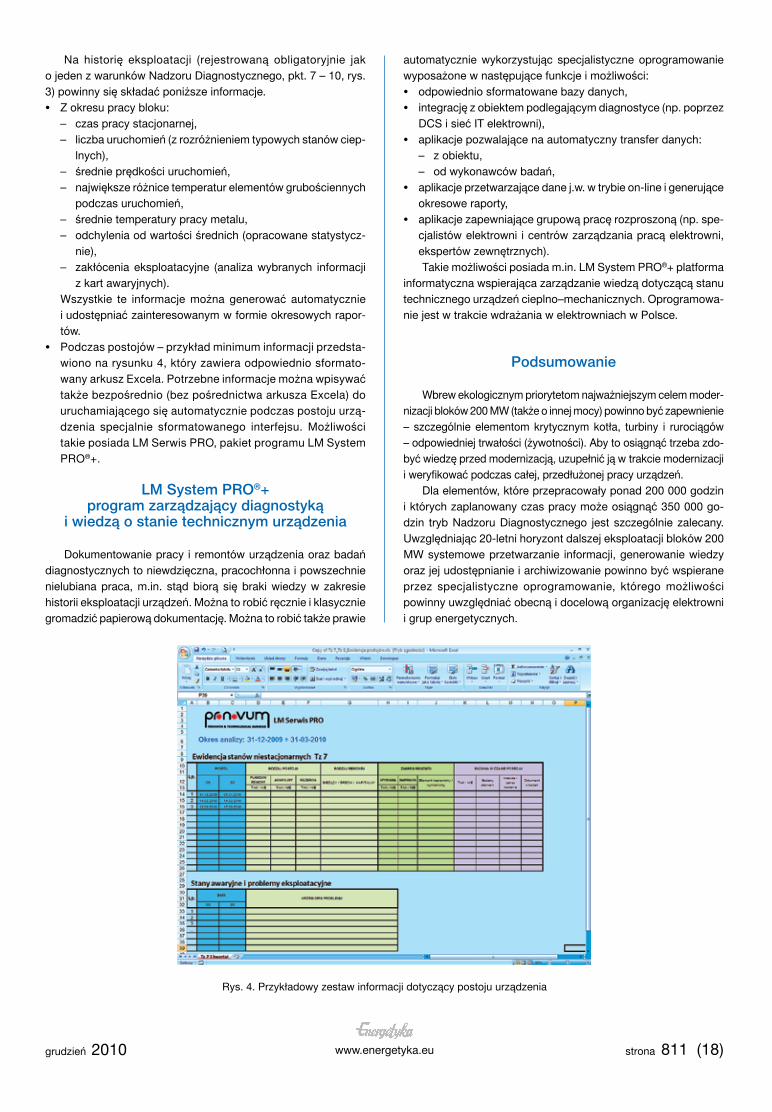
• Podczas postojów – przykład minimum informacji przedsta-wiono na rysunku 4, który zawiera odpowiednio sformato-wany arkusz Excela. Potrzebne informacje można wpisywać także bezpośrednio (bez pośrednictwa arkusza Excela) do uruchamiającego się automatycznie podczas postoju urzą-dzenia specjalnie sformatowanego interfejsu. Możliwości takie posiada LM Serwis PRO, pakiet programu LM System PRO®+.
LM System PRO®+ program zarządzający diagnostyką
i wiedzą o stanie technicznym urządzenia
Dokumentowanie pracy i remontów urządzenia oraz badań diagnostycznych to niewdzięczna, pracochłonna i powszechnie nielubiana praca, m.in. stąd biorą się braki wiedzy w zakresie historii eksploatacji urządzeń. Można to robić ręcznie i klasycznie gromadzić papierową dokumentację. Można to robić także prawie
Rys. 4. Przykładowy zestaw informacji dotyczący postoju urządzenia
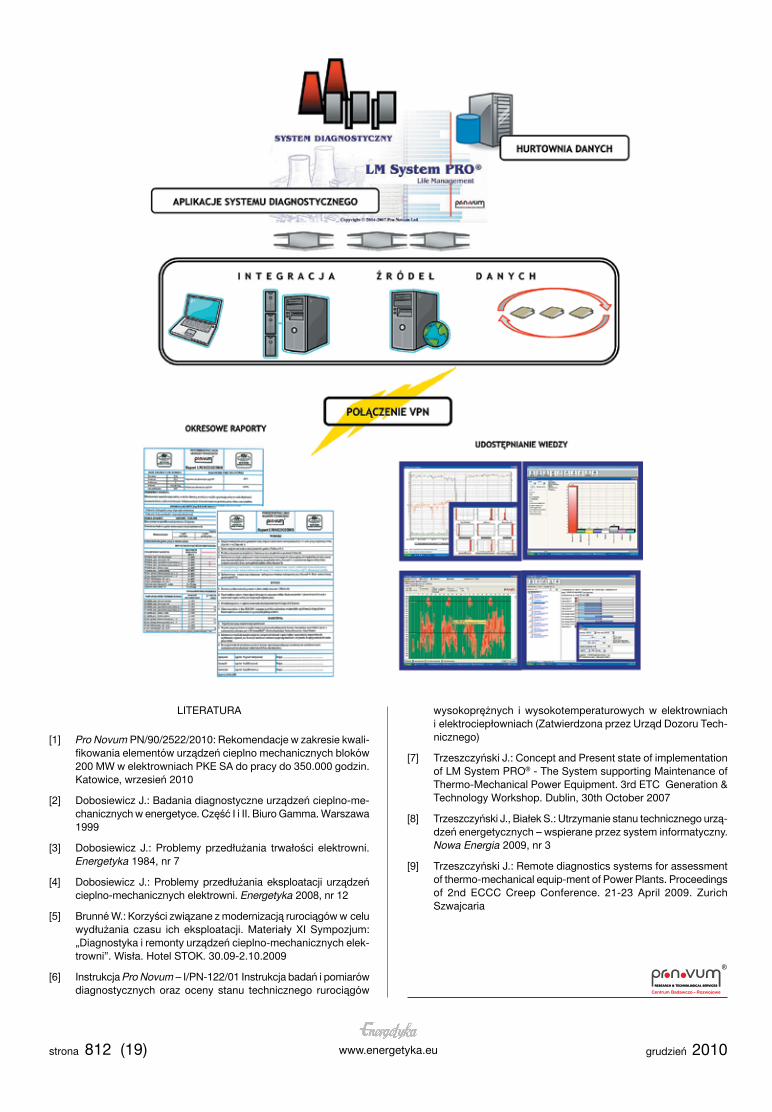
automatycznie wykorzystując specjalistyczne oprogramowanie wyposażone w następujące funkcje i możliwości:• odpowiednio sformatowane bazy danych,• integrację z obiektem podlegającym diagnostyce (np. poprzez
DCS i sieć IT elektrowni),• aplikacje pozwalające na automatyczny transfer danych:
– z obiektu,– od wykonawców badań,
• aplikacje przetwarzające dane j.w. w trybie on-line i generujące okresowe raporty,
• aplikacje zapewniające grupową pracę rozproszoną (np. spe-cjalistów elektrowni i centrów zarządzania pracą elektrowni, ekspertów zewnętrznych).Takie możliwości posiada m.in. LM System PRO®+ platforma
informatyczna wspierająca zarządzanie wiedzą dotyczącą stanu technicznego urządzeń cieplno–mechanicznych. Oprogramowa-nie jest w trakcie wdrażania w elektrowniach w Polsce.
Podsumowanie
Wbrew ekologicznym priorytetom najważniejszym celem moder-nizacji bloków 200 MW (także o innej mocy) powinno być zapewnienie – szczególnie elementom krytycznym kotła, turbiny i rurociągów – odpowiedniej trwałości (żywotności). Aby to osiągnąć trzeba zdo-być wiedzę przed modernizacją, uzupełnić ją w trakcie modernizacji i weryfikować podczas całej, przedłużonej pracy urządzeń.
Dla elementów, które przepracowały ponad 200 000 godzin i których zaplanowany czas pracy może osiągnąć 350 000 go-dzin tryb Nadzoru Diagnostycznego jest szczególnie zalecany. Uwzględniając 20-letni horyzont dalszej eksploatacji bloków 200 MW systemowe przetwarzanie informacji, generowanie wiedzy oraz jej udostępnianie i archiwizowanie powinno być wspierane przez specjalistyczne oprogramowanie, którego możliwości powinny uwzględniać obecną i docelową organizację elektrowni i grup energetycznych.
strona 811 (18)
www.energetyka.eu grudzień 2010
LITERATURA
[1] Pro Novum PN/90/2522/2010: Rekomendacje w zakresie kwali-fikowania elementów urządzeń cieplno mechanicznych bloków 200 MW w elektrowniach PKE SA do pracy do 350.000 godzin. Katowice, wrzesień 2010
[2] Dobosiewicz J.: Badania diagnostyczne urządzeń cieplno-me-chanicznych w energetyce. Część I i II. Biuro Gamma. Warszawa 1999
[3] Dobosiewicz J.: Problemy przedłużania trwałości elektrowni. Energetyka 1984, nr 7
[4] Dobosiewicz J.: Problemy przedłużania eksploatacji urządzeń cieplno-mechanicznych elektrowni. Energetyka 2008, nr 12
[5] Brunné W.: Korzyści związane z modernizacją rurociągów w celu wydłużania czasu ich eksploatacji. Materiały XI Sympozjum: „Diagnostyka i remonty urządzeń cieplno-mechanicznych elek-trowni”. Wisła. Hotel STOK. 30.09-2.10.2009
[6] Instrukcja Pro Novum – I/PN-122/01 Instrukcja badań i pomiarów diagnostycznych oraz oceny stanu technicznego rurociągów
wysokoprężnych i wysokotemperaturowych w elektrowniach i elektrociepłowniach (Zatwierdzona przez Urząd Dozoru Tech-nicznego)
[7] Trzeszczyński J.: Concept and Present state of implementation of LM System PRO® - The System supporting Maintenance of Thermo-Mechanical Power Equipment. 3rd ETC Generation & Technology Workshop. Dublin, 30th October 2007
[8] Trzeszczyński J., Białek S.: Utrzymanie stanu technicznego urzą-dzeń energetycznych – wspierane przez system informatyczny. Nowa Energia 2009, nr 3
[9] Trzeszczyński J.: Remote diagnostics systems for assessment of thermo-mechanical equip-ment of Power Plants. Proceedings of 2nd ECCC Creep Conference. 21-23 April 2009. Zurich Szwajcaria
strona 812 (19)
www.energetyka.eugrudzień 2010
Alfred Śliwa, Paweł GawronPro Novum Sp. z o.o.
Wpływ warunków chemicznych pracy bloków energetycznych na możliwość przedłużania
ich eksploatacji powyżej 300 000 godzin
Effect of the chemical conditions of power units service on a possible extension of their life beyond 300 000 hours
Na łamach prasy technicznej, jak również w bezpośrednich dyskusjach specjalistów zajmujących się diagnostyką urządzeń energetycznych toczy się dyskusja, jakie są szanse i możliwości wydłużania czasu ich pracy powyżej 300 000 godzin. Szereg pod-stawowych w energetyce bloków energetycznych przekroczyło obecnie obowiązujący obliczeniowy czas pracy, który określono na 250 000 godzin. Wiadomo, że przedłużenie czasu pracy urządzeń energetycznych nie może być nieograniczone , lecz rodzi się pytanie do ilu tysięcy godzin i na jakich warunkach technicznych można eksploatować zainstalowane w kraju bloki energetyczne. Zgoda jest jedynie co do poglądu, że decyzje umożliwiające dalszą pracę urzą-dzeń energetycznych są decyzjami indywidualnymi, uzależnionymi od aktualnego stanu technicznego elementów w poszczególnych urządzeniach bloków energetycznych. Dlatego na podstawie ba-dań diagnostycznych podstawowych urządzeń, a szczególnie ich elementów krytycznych będą musiały być podejmowane decyzje o ich remontach, modernizacji i związanych z tym możliwościach poniesienia odpowiednich kosztów.
Podstawową rolę w tych decyzjach odgrywać będą również możliwości spełnienia wymagań ochrony środowiska. Ale jeżeli już zostaną wypracowane procedury pozwalające na obiektywna ocenę techniczno-ekonomiczną urządzeń, co wpłynie na podjęcie decyzji o dalszej eksploatacji bloku, to należy pamiętać, że warunki eksploatacyjne pracy tych bloków w następnych latach będą weryfi-kowały słuszność tych decyzji. Kontrola i dotrzymywanie parametrów eksploatacyjnych, gromadzenie istotnych informacji o parametrach pracy urządzeń będą konieczne i pomocne przy ustalaniu prognozy dalszej pracy urządzeń w następnych latach i jej bieżącej weryfikacji. Można przyjąć z całą pewnością, że utrzymanie w następnych latach dobrego stanu technicznego urządzeń energetycznych zależeć bę-dzie od odpowiedniego nad nimi nadzoru eksploatacyjnego. Jednym z elementów tego nadzoru mającym wpływ na żywotność i bezawa-ryjną pracę urządzeń blokowych jest utrzymywanie prawidłowych parametrów chemicznych nie tylko w obiegach wodno-parowych boków energetycznych, ale również w urządzeniach pozabloko-wych. Dlatego koniecznym będzie na poszczególnych blokach zweryfikowanie stosowanego reżimu chemicznego uwzględniając obecny stan techniczny urządzeń, nowe technologie poprawiające warunki eksploatacji oraz najnowsze wytyczne dotyczące wartości reżimowych w obiegach wodno-parowych autorstwa takich uzna-nych organizacji jak VGB i EPRI.
Wytyczne dotyczące reżimu chemicznego pracy bloków energetycznych
W krajowych elektrowniach tak zawodowych jak i przemy-słowych zdecydowana większość reżimów chemicznych była opracowana na podstawie wytycznych ZPBE Energopomiaru, VGB i EPRI z lat 1990 – 1996. Na ich podstawie dobierano róż-ne korygenty, które powinny zapewnić prawidłowe, bezpieczne dla pracy urządzeń parametry fizykochemiczne wód i par. Na przestrzeni ostatnich lat szereg firm krajowych i zagranicznych dbając o własny handlowy interes proponowało i wdrażało różne preparaty chemiczne, których skuteczność była wątpliwa, a niejednokrotnie przyczyniła się do występowania procesów cieplno-chemicznych niszczących urządzenia. Sytuacja ta niestety trwa jeszcze i obecnie, chociaż już w mniejszym zakresie. Jeżeli będziemy chcieli bezpiecznie i ekonomicznie eksploatować bloki energetyczne w przedłużonym okresie eksploatacji koniecznym będzie zweryfikowanie obecnie stosowanego reżimu chemicz-nego oraz zoptymalizowanie wartości reżimowych. Powinno się uwzględniać najnowsze doświadczenia i wytyczne nie tylko VGB i EPRI, ale również doświadczenia tych elektrowni, które w ostatnim okresie nie tylko zmieniły sposób podejścia do op-tymalizacji wartości reżimu, ale również do sposobu i zakresu rejestrowania utrzymywanych parametrów. Szeroka wiedza o parametrach pracy urządzeń energetycznych, w tym w głów-nej mierze integracja danych z kontroli fizykochemicznej oraz danych charakteryzujących prace urządzeń, będąca elementem diagnostyki eksploatacyjnej, w połączeniu z wiedzą wynikającą z diagnostyki remontowej daje dopiero możliwości prawidłowej oceny stanu technicznego urządzeń. Niedocenianie roli chemii energetycznej najczęściej ze względu na opóźniony charakter jej działania skutkowało i skutkuje ewidentnymi stratami sprawności urządzeń, zwiększeniem kosztów utrzymania i remontu, a nawet skróceniem ich żywotności.
Pro Novum na przestrzeni ostatnich kilku lat mając specja-listów z kilkudziesięcioletnim doświadczeniem w eksploatacji urządzeń energetycznych prowadzi działania mające na celu optymalizację pracy urządzeń w zakresie utrzymywania prawid-łowych parametrów reżimu chemicznego z uwzględnieniem indy-widualnego ich stanu technicznego. Stwierdzamy, że zlecany od szeregu lat przez Pro Novum sposób korekcji chemicznej wód i par
strona 813 (20)
www.energetyka.eu grudzień 2010
i normowane przez nas wartości reżimowe są zgodne z obecnie opublikowanymi wytycznymi VGB i EPRI. Wytyczne opracowa-ne przez obie organizacje w generaliach prezentują podobne podejście w odniesieniu do możliwych sposobów prowadzenia korekcji, kontroli obiegów oraz częstotliwości i sposobów badań parametrów fizykochemicznych czynnika.
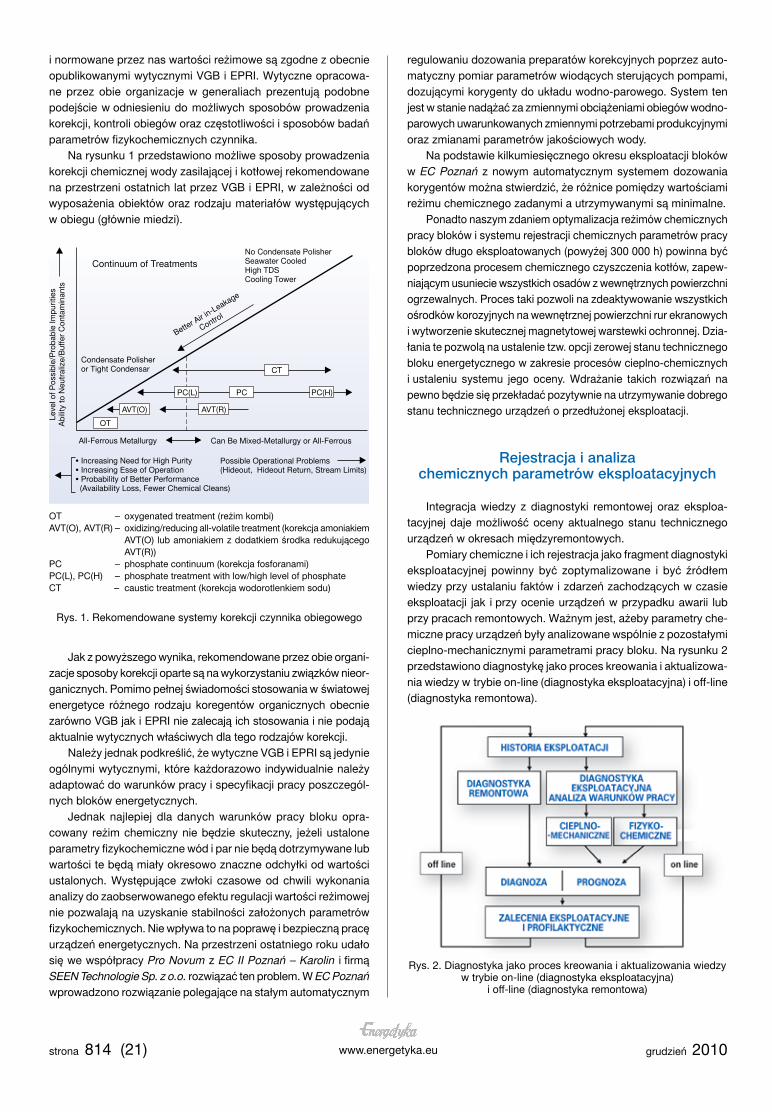
Na rysunku 1 przedstawiono możliwe sposoby prowadzenia korekcji chemicznej wody zasilającej i kotłowej rekomendowane na przestrzeni ostatnich lat przez VGB i EPRI, w zależności od wyposażenia obiektów oraz rodzaju materiałów występujących w obiegu (głównie miedzi).
Rys. 1. Rekomendowane systemy korekcji czynnika obiegowego
Jak z powyższego wynika, rekomendowane przez obie organi-zacje sposoby korekcji oparte są na wykorzystaniu związków nieor-ganicznych. Pomimo pełnej świadomości stosowania w światowej energetyce różnego rodzaju koregentów organicznych obecnie zarówno VGB jak i EPRI nie zalecają ich stosowania i nie podają aktualnie wytycznych właściwych dla tego rodzajów korekcji.
Należy jednak podkreślić, że wytyczne VGB i EPRI są jedynie ogólnymi wytycznymi, które każdorazowo indywidualnie należy adaptować do warunków pracy i specyfikacji pracy poszczegól-nych bloków energetycznych.
Jednak najlepiej dla danych warunków pracy bloku opra-cowany reżim chemiczny nie będzie skuteczny, jeżeli ustalone parametry fizykochemiczne wód i par nie będą dotrzymywane lub wartości te będą miały okresowo znaczne odchyłki od wartości ustalonych. Występujące zwłoki czasowe od chwili wykonania analizy do zaobserwowanego efektu regulacji wartości reżimowej nie pozwalają na uzyskanie stabilności założonych parametrów fizykochemicznych. Nie wpływa to na poprawę i bezpieczną pracę urządzeń energetycznych. Na przestrzeni ostatniego roku udało się we współpracy Pro Novum z EC II Poznań – Karolin i firmą SEEN Technologie Sp. z o.o. rozwiązać ten problem. W EC Poznań wprowadzono rozwiązanie polegające na stałym automatycznym
regulowaniu dozowania preparatów korekcyjnych poprzez auto-matyczny pomiar parametrów wiodących sterujących pompami, dozującymi korygenty do układu wodno-parowego. System ten jest w stanie nadążać za zmiennymi obciążeniami obiegów wodno-parowych uwarunkowanych zmiennymi potrzebami produkcyjnymi oraz zmianami parametrów jakościowych wody.
Na podstawie kilkumiesięcznego okresu eksploatacji bloków w EC Poznań z nowym automatycznym systemem dozowania korygentów można stwierdzić, że różnice pomiędzy wartościami reżimu chemicznego zadanymi a utrzymywanymi są minimalne.
Ponadto naszym zdaniem optymalizacja reżimów chemicznych pracy bloków i systemu rejestracji chemicznych parametrów pracy bloków długo eksploatowanych (powyżej 300 000 h) powinna być poprzedzona procesem chemicznego czyszczenia kotłów, zapew-niającym usuniecie wszystkich osadów z wewnętrznych powierzchni ogrzewalnych. Proces taki pozwoli na zdeaktywowanie wszystkich ośrodków korozyjnych na wewnętrznej powierzchni rur ekranowych i wytworzenie skutecznej magnetytowej warstewki ochronnej. Dzia-łania te pozwolą na ustalenie tzw. opcji zerowej stanu technicznego bloku energetycznego w zakresie procesów cieplno-chemicznych i ustaleniu systemu jego oceny. Wdrażanie takich rozwiązań na pewno będzie się przekładać pozytywnie na utrzymywanie dobrego stanu technicznego urządzeń o przedłużonej eksploatacji.
Rejestracja i analiza chemicznych parametrów eksploatacyjnych
Integracja wiedzy z diagnostyki remontowej oraz eksploa-tacyjnej daje możliwość oceny aktualnego stanu technicznego urządzeń w okresach międzyremontowych.
Pomiary chemiczne i ich rejestracja jako fragment diagnostyki eksploatacyjnej powinny być zoptymalizowane i być źródłem wiedzy przy ustalaniu faktów i zdarzeń zachodzących w czasie eksploatacji jak i przy ocenie urządzeń w przypadku awarii lub przy pracach remontowych. Ważnym jest, ażeby parametry che-miczne pracy urządzeń były analizowane wspólnie z pozostałymi cieplno-mechanicznymi parametrami pracy bloku. Na rysunku 2 przedstawiono diagnostykę jako proces kreowania i aktualizowa-nia wiedzy w trybie on-line (diagnostyka eksploatacyjna) i off-line (diagnostyka remontowa).
OT – oxygenated treatment (reżim kombi)AVT(O), AVT(R) – oxidizing/reducing all-volatile treatment (korekcja amoniakiem
AVT(O) lub amoniakiem z dodatkiem środka redukującego AVT(R))
PC – phosphate continuum (korekcja fosforanami)PC(L), PC(H) – phosphate treatment with low/high level of phosphateCT – caustic treatment (korekcja wodorotlenkiem sodu)
Rys. 2. Diagnostyka jako proces kreowania i aktualizowania wiedzyw trybie on-line (diagnostyka eksploatacyjna)
i off-line (diagnostyka remontowa)
strona 814 (21)
www.energetyka.eugrudzień 2010
Pro Novum wdraża w kilku elektrowniach program komputero-wy LM System PRO®, który jest narzędziem integrującym wiedzę z badań diagnostycznych wykonywanych podczas postojów (re-montów urządzeń) oraz na podstawie zarejestrowanych w trakcie pracy istotnych z punktu widzenia diagnostyki, parametrów pracy i zdarzeń. Zgodnie z zapotrzebowaniem użytkowników urządzeń w najnowszych wersjach systemu oprócz wcześniej istnieją-cych modułów analizujących urządzenie (element) w zakresie cieplno–mechanicznym zaimplementowano moduł wyposażony w algorytmy analizujące także fizykochemiczne parametry pracy. Ze względu na indywidualne potrzeby i uwarunkowania oprogra-mowanie może być elastycznie konfigurowane i dostosowywane do indywidualnych potrzeb.
LM System PRO® uwzględnia zapis stanów eksploatacyjnych, w tym rejestrację nie tylko bieżących parametrów chemicznych pracy bloku, ale również zdarzeń eksploatacyjnych, związanych z zachodzącymi w poszczególnych urządzeniach procesami fizy-kochemicznymi. Aktualna wersja sytemu może być wyposażona w moduły umożliwiające m.in.:n archiwizację w odpowiedni sposób informacji nt. historii eks-
ploatacji,n archiwizację dokumentacji istotnej z punktu widzenia diag-
nostyki,n udostępnianie mechanizmów aktualizacji wiedzy,n integrację danych z zewnętrznych aplikacji,n identyfikację aktualnego stanu pracy urządzenia,n bieżącą rejestrację podstawowych parametrów fizykochemicz-
nych wód i par w układach wodno-parowych z automatyczną identyfikacją problemów:• bieżących (krótkoterminowych), m.in.:
– przecieki wody chłodzącej do czynnika obiegowego (kondensat, woda zasilająca),
– zanieczyszczenia układu związkami organicznymi,– korozja/erozjo – korozja (FAC),– przekroczone zawartości zanieczyszczeń tlenkowych,– niewłaściwy poziom koregentów w czynnikach obie-
gowych,– zasalanie przegrzewaczy,– zasalanie turbiny,
• długoterminowych, m.in.: – uszkodzenia korozyjne/korozyjno–erozyjne rurek kon-
densatorowych,– uszkodzenia korozyjne/korozyjno–erozyjne wymienni-
ków regeneracyjnych,– zanieczyszczenie osadami rur kotłowych,– korozja (różnego typu) rur kotłowych,– transport zanieczyszczeń tlenowych w układzie prze-
grzewacze – turbina,– osady w układzie przepływowym turbiny;
n przewidywanie ewentualnych konsekwencji nieprawidłowe-go funkcjonowania urządzeń energetycznych (związanych z przekroczeniami wartości ustalonych lub nieodpowiednim doborem parametrów pracy),
n opracowanie prognozy trwałości urządzeń, uwzględniającej rejestrowane wyniki badań i pomiarów diagnostyki materiało-wej i eksploatacyjnej oraz analizę zdarzeń,
n tworzenie automatycznych raportów, zestawień tematycznych. Funkcjonalność programu może być dostosowana do indywi-
dualnych potrzeb oraz wyposażenia urządzeń w zakresie opomia-
rowania. Program akceptuje dane transferowane automatycznie i ręcznie. Algorytmy zawsze dostosowywane są do indywidual-nych cech obiektu (konstrukcja, rodzaj procesu) i potrzeb.
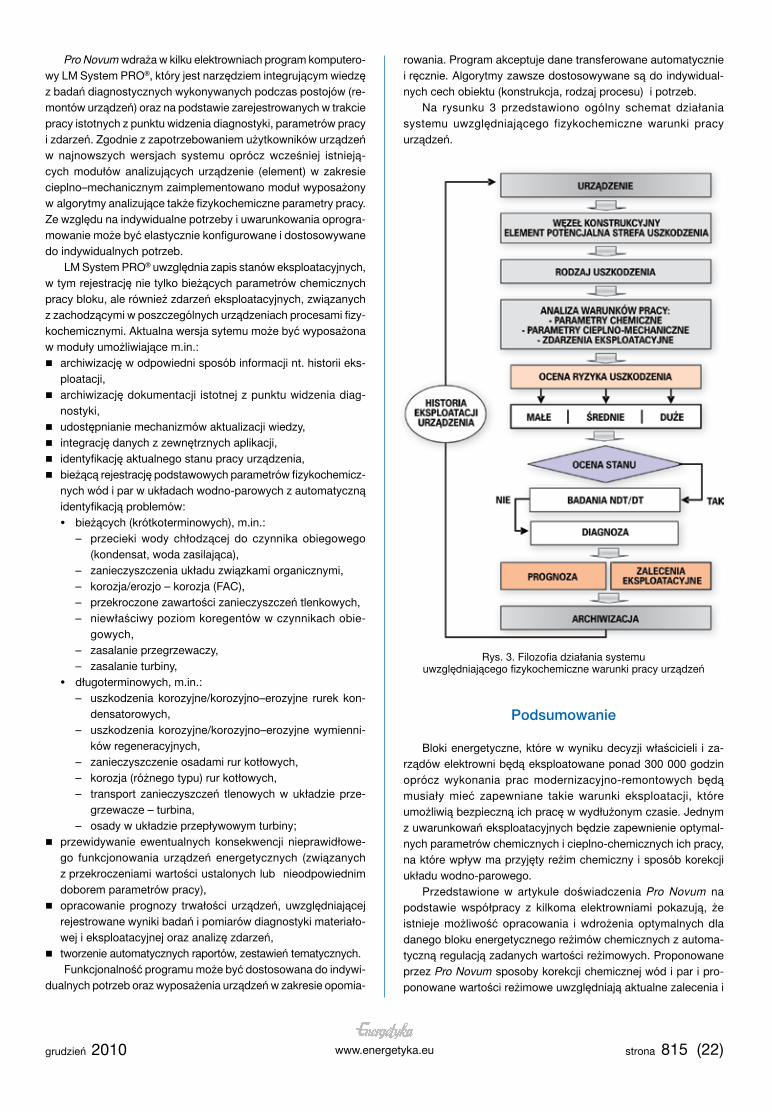
Na rysunku 3 przedstawiono ogólny schemat działania systemu uwzględniającego fizykochemiczne warunki pracy urządzeń.
Rys. 3. Filozofia działania systemu uwzględniającego fizykochemiczne warunki pracy urządzeń
Podsumowanie
Bloki energetyczne, które w wyniku decyzji właścicieli i za-rządów elektrowni będą eksploatowane ponad 300 000 godzin oprócz wykonania prac modernizacyjno-remontowych będą musiały mieć zapewniane takie warunki eksploatacji, które umożliwią bezpieczną ich pracę w wydłużonym czasie. Jednym z uwarunkowań eksploatacyjnych będzie zapewnienie optymal-nych parametrów chemicznych i cieplno-chemicznych ich pracy, na które wpływ ma przyjęty reżim chemiczny i sposób korekcji układu wodno-parowego.
Przedstawione w artykule doświadczenia Pro Novum na podstawie współpracy z kilkoma elektrowniami pokazują, że istnieje możliwość opracowania i wdrożenia optymalnych dla danego bloku energetycznego reżimów chemicznych z automa-tyczną regulacją zadanych wartości reżimowych. Proponowane przez Pro Novum sposoby korekcji chemicznej wód i par i pro-ponowane wartości reżimowe uwzględniają aktualne zalecenia i
strona 815 (22)
www.energetyka.eu grudzień 2010
wytyczne proponowane przez VGB i EPRI. Proponowany – przy zastosowaniu LM System PRO® – sposób rejestracji i przetwa-rzania danych pomiarowych dotyczących cieplno-mechanicznych i chemicznych parametrów pracy bloków energetyczny pozwala integrować wiedzę z diagnostyki eksploatacyjnej i remontowej. W systemie tym techniczny stan urządzeń oraz prognoza trwa-łości dla elementów i węzłów konstrukcyjnych są na bieżąco weryfikowane i aktualizowane, co stwarza warunki zarówno dla ich bezpiecznej pracy jak i wysokiej dyspozycyjności w całym okresie przedłużonej eksploatacji.
LITERATURA
[1] Gawron P., Murzynowski W.: LM System Pro®-Systemowe podejście do wiedzy płynącej z diagnostyki eksploatacyjnej. XIII Konferencja Naukowo-Techniczna pt. „Udział chemii ener-getycznej we wzroście efektywności urządzeń”, Szczyrk 2010
[2] Gawron P.: Normy, wytyczne dotyczące jakości czynnika obiegowego w układach wodno-parowych elektrowni i elektro-ciepłowni-stan obecny. XIII Konferencja Naukowo-Techniczna pt. „Udział chemii energetycznej we wzroście efektywności urządzeń”, Szczyrk 2010
[3] Maciejewski K. Ochrona chemiczna obiegów wodno-parowych w EC II Poznań – Karolin. XIII Konferencja Naukowo-Techniczna pt. „Udział chemii energetycznej we wzroście efektywności urządzeń”, Szczyrk 2010
[4] Śliwa A. Wpływ chemicznych warunków eksploatacji na możli-wość wydłużenia czasu pracy długo eksploatowanych bloków 200 MW. XIII Konferencja Naukowo-Techniczna pt. „Udział chemii energetycznej we wzroście efektywności urządzeń”, Szczyrk 2010
[5] VGB Power Tech VGB-R 450 Second Edition 2004 – Guideline for feed water, boiler water and steam quality for power plants/industrial plants
[6] Cycle Chemistry Guidelines for Fossil Plants: Phosphate Con-tinuum and Caustic Treatment, 2004
[7] Cycle Chemistry Guidelines for Fossil Plants: All Volatile Treat-ment (AVT) 1004187, 2002
[8] Cycle Chemistry Guidelines for Fossil Plants: Oxygenated Tre-atment (OT) 1004925, 2005
Filip Klepacki,Pro Novum Sp. z o.o.
Trwałość wężownic przegrzewaczy wtórnych w warunkach niskoemisyjnego spalania
Life of resuperheater coils exposed to the effects of low-emission combustion
W kotłach krajowych w celu redukcji zawartości NOx w spa-linach wprowadzono niskoemisyjną technikę spalania. Ogólnie polega ona na kontrolowanym doprowadzeniu powietrza do procesu spalania, tak by temperatura spalin na całej wysokości komory paleniskowej była podobna, jednocześnie zapewniając całkowite i zupełne spalanie przy λ < 1. Metoda ta przy wprowa-dzeniu jej do starych kotłów przysparza jednak wiele kłopotów podczas eksploatacji tych urządzeń (korozja niskotlenowa rur parownika). Korozja niskotlenowa jest charakterystyczna dla tego typu spalania i jest głównym powodem obniżenia trwałości ekranów komory paleniskowej. Należy tu jednak zwrócić uwagę nie tylko na problem parownika, ale także na warunki pracy wę-żownic przegrzewaczy pary pierwotnej jak i wtórnej, zwłaszcza w rejonie przewału.
Obliczeniowe grubości wężownic przegrzewaczy wtórnych, z uwagi na panujące w nich ciśnienie, nie przekraczają go < 2,5 mm, a w rzeczywistości grubości nominalne przekraczają gn > 4 mm.
Mimo tych nadmiernych grubości, większość uszkodzeń spowodo-wana jest ścienieniem ścianki. Zazwyczaj nieszczelności występują na wężownicach przy grubości nie większej g < 1 mm. Przyczyną takiego stanu jest okresowa praca metalu w temperaturach prze-kraczających wartości projektowe, a nawet dopuszczalne, oraz agresywność gazów spalinowych.
Prócz niskoemisyjnego spalania dodatkowo negatywny wpływ wywiera współspalanie węgla z biomasą, a zwłaszcza gdy ta ostatnia jest podawana przed młynami. Powoduje to pogorsze-nie przemiału paliwa, przez co do komory paleniskowej trafiają grubsze frakcje paliwa potrzebujące dłuższego czasu na spale-nie się, a tym samym niejednokrotnie dopalają się w obszarze przegrzewaczy.
W związku z powyższym wg doświadczeń krajowych trwałość przegrzewaczy pary wtórnej zazwyczaj umiejscowionych nad prze-wałem w kotłach parowych z paleniskami niskoemisyjnymi wynosi od 80 do 150 tys. h.
Dariusz WywrotEDF Polska
strona 816 (23)
www.energetyka.eugrudzień 2010
Mechanizmy uszkodzeń
Wężownice przegrzewaczy wtórnych kotłów parowych ulegają uszkodzeniom z powodu nadmiernego korozyjnego ubytku grubo-ści ścianki od strony zewnętrznej i wewnętrznej. Ubytek ten jest efektem szeroko rozumianej korozji wysokotemperaturowej.
Korozja wysokotemperaturowa od strony pary (strona wewnętrzna)
Typowym przykładem korozji chemicznej jest rozkład pary wod-nej. Na ten rodzaj korozji są narażone wężownice przegrzewaczy pracujące w temperaturze powyżej 400°C. Między żelazem a parą zachodzą następujące reakcje:
3Fe + 4H2O = Fe3O4 + 4H2
Fe + H2O = FeO + H2
2Fe + 3H2O = Fe2O3 + 3H2
Jak widać z reakcji chemicznych można ten typ procesu nazwać utlenianiem żelaza, który po przekroczeniu temperatur dopuszczal-nych dla odpowiednich stopów stali gwałtownie wzrasta (tab.1). Podane temperatury są miarą żaroodporności poszczególnych stopów stali.
StalTemperatura
graniczna dopuszczalna
Węglowa15Mo313CrMo4410CrMo91014MoV63X20CrMoV121X10CrMoVNb 9-1 (P/T91)
400°C470°C480°C470°C500°C480°C480°C
<520°C<530°C<560°C<590°C<560°C<600°C
<620ºC (wg Böhlera)
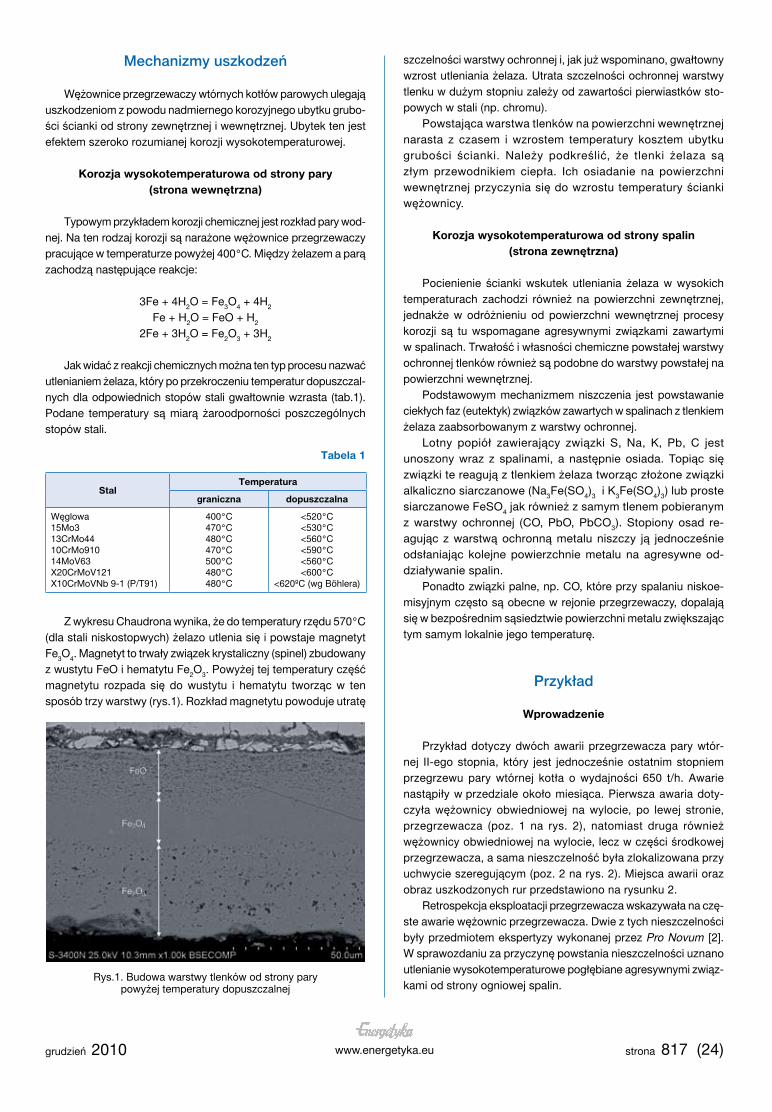
Z wykresu Chaudrona wynika, że do temperatury rzędu 570°C (dla stali niskostopwych) żelazo utlenia się i powstaje magnetyt Fe3O4. Magnetyt to trwały związek krystaliczny (spinel) zbudowany z wustytu FeO i hematytu Fe2O3. Powyżej tej temperatury część magnetytu rozpada się do wustytu i hematytu tworząc w ten sposób trzy warstwy (rys.1). Rozkład magnetytu powoduje utratę
Rys.1. Budowa warstwy tlenków od strony pary powyżej temperatury dopuszczalnej
Tabela 1
szczelności warstwy ochronnej i, jak już wspominano, gwałtowny wzrost utleniania żelaza. Utrata szczelności ochronnej warstwy tlenku w dużym stopniu zależy od zawartości pierwiastków sto-powych w stali (np. chromu).
Powstająca warstwa tlenków na powierzchni wewnętrznej narasta z czasem i wzrostem temperatury kosztem ubytku grubości ścianki. Należy podkreślić, że tlenki żelaza są złym przewodnikiem ciepła. Ich osiadanie na powierzchni wewnętrznej przyczynia się do wzrostu temperatury ścianki wężownicy.
Korozja wysokotemperaturowa od strony spalin (strona zewnętrzna)
Pocienienie ścianki wskutek utleniania żelaza w wysokich temperaturach zachodzi również na powierzchni zewnętrznej, jednakże w odróżnieniu od powierzchni wewnętrznej procesy korozji są tu wspomagane agresywnymi związkami zawartymi w spalinach. Trwałość i własności chemiczne powstałej warstwy ochronnej tlenków również są podobne do warstwy powstałej na powierzchni wewnętrznej.
Podstawowym mechanizmem niszczenia jest powstawanie ciekłych faz (eutektyk) związków zawartych w spalinach z tlenkiem żelaza zaabsorbowanym z warstwy ochronnej.
Lotny popiół zawierający związki S, Na, K, Pb, C jest unoszony wraz z spalinami, a następnie osiada. Topiąc się związki te reagują z tlenkiem żelaza tworząc złożone związki alkaliczno siarczanowe (Na3Fe(SO4)3 i K3Fe(SO4)3) lub proste siarczanowe FeSO4 jak również z samym tlenem pobieranym z warstwy ochronnej (CO, PbO, PbCO3). Stopiony osad re-agując z warstwą ochronną metalu niszczy ją jednocześnie odsłaniając kolejne powierzchnie metalu na agresywne od-działywanie spalin.
Ponadto związki palne, np. CO, które przy spalaniu niskoe-misyjnym często są obecne w rejonie przegrzewaczy, dopalają się w bezpośrednim sąsiedztwie powierzchni metalu zwiększając tym samym lokalnie jego temperaturę.
Przykład
Wprowadzenie
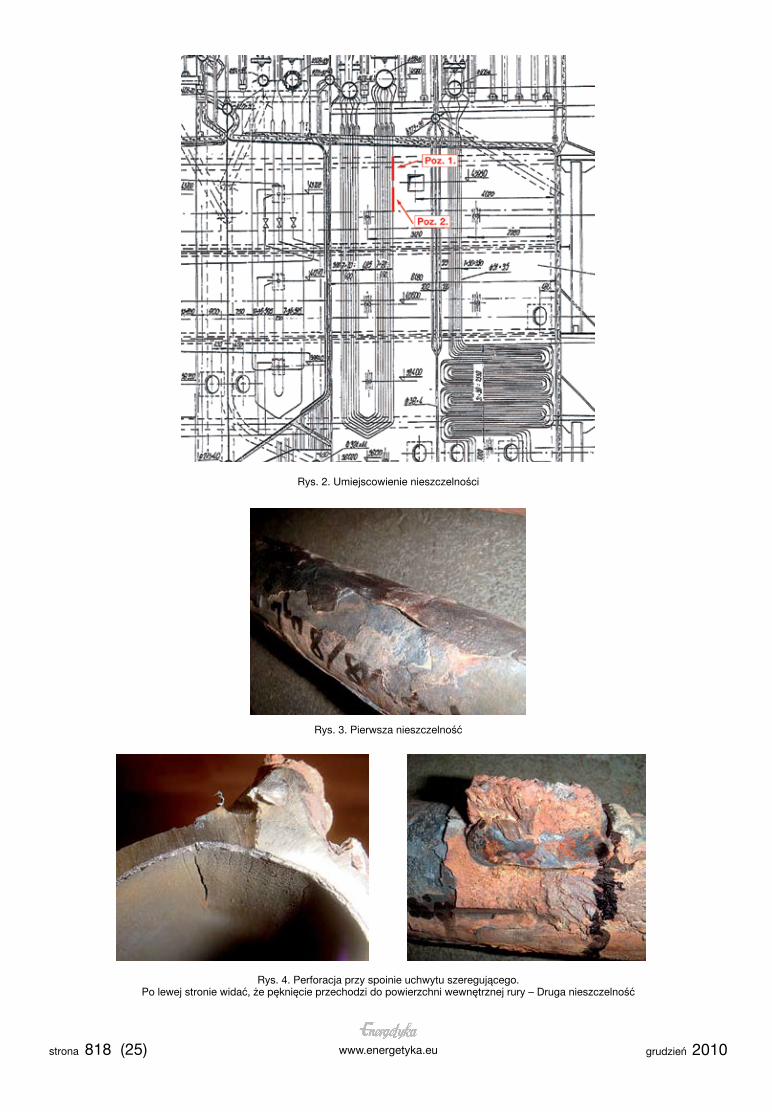
Przykład dotyczy dwóch awarii przegrzewacza pary wtór-nej II-ego stopnia, który jest jednocześnie ostatnim stopniem przegrzewu pary wtórnej kotła o wydajności 650 t/h. Awarie nastąpiły w przedziale około miesiąca. Pierwsza awaria doty-czyła wężownicy obwiedniowej na wylocie, po lewej stronie, przegrzewacza (poz. 1 na rys. 2), natomiast druga również wężownicy obwiedniowej na wylocie, lecz w części środkowej przegrzewacza, a sama nieszczelność była zlokalizowana przy uchwycie szeregującym (poz. 2 na rys. 2). Miejsca awarii oraz obraz uszkodzonych rur przedstawiono na rysunku 2.
Retrospekcja eksploatacji przegrzewacza wskazywała na czę-ste awarie wężownic przegrzewacza. Dwie z tych nieszczelności były przedmiotem ekspertyzy wykonanej przez Pro Novum [2]. W sprawozdaniu za przyczynę powstania nieszczelności uznano utlenianie wysokotemperaturowe pogłębiane agresywnymi związ-kami od strony ogniowej spalin.
strona 817 (24)
www.energetyka.eu grudzień 2010
Rys. 2. Umiejscowienie nieszczelności
Rys. 3. Pierwsza nieszczelność
Rys. 4. Perforacja przy spoinie uchwytu szeregującego.Po lewej stronie widać, że pęknięcie przechodzi do powierzchni wewnętrznej rury – Druga nieszczelność
strona 818 (25)
www.energetyka.eugrudzień 2010
Rys. 5 Miejsce pomiaru temperatury metalu wężownic
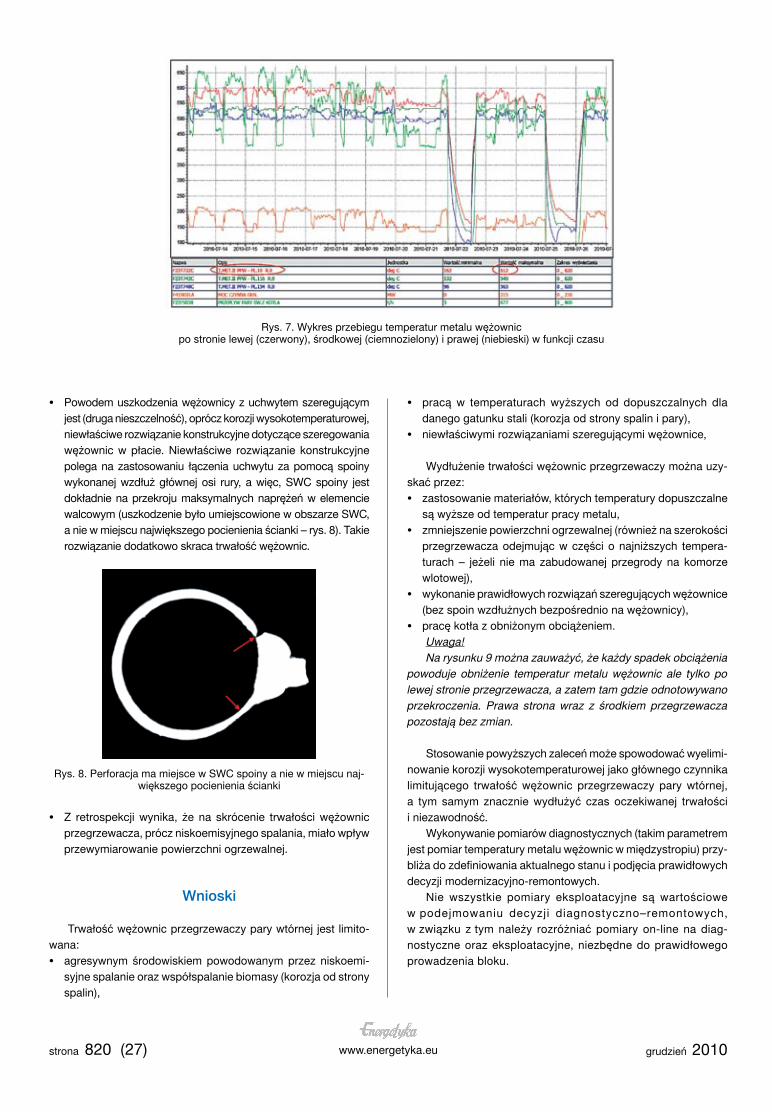
Rys. 6. Ścienienie ścianki rury od powierzchni wewnętrznej i ze-wnętrznej – pierwsza awaria
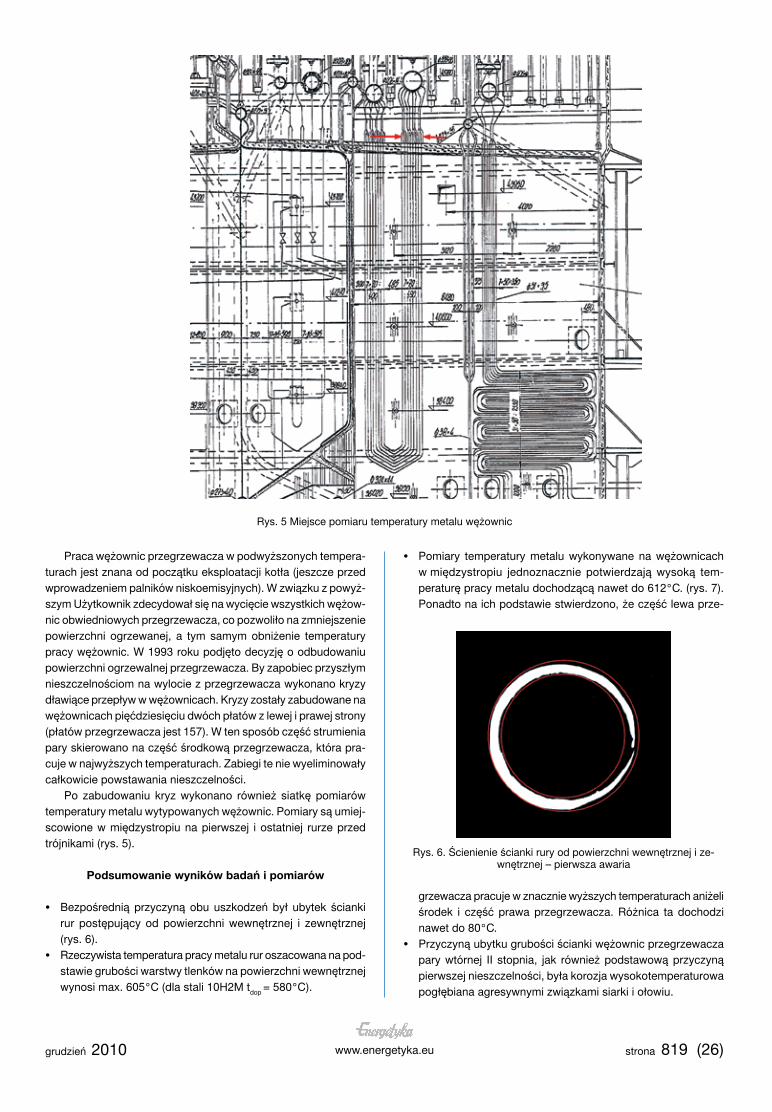
Praca wężownic przegrzewacza w podwyższonych tempera-turach jest znana od początku eksploatacji kotła (jeszcze przed wprowadzeniem palników niskoemisyjnych). W związku z powyż-szym Użytkownik zdecydował się na wycięcie wszystkich wężow-nic obwiedniowych przegrzewacza, co pozwoliło na zmniejszenie powierzchni ogrzewanej, a tym samym obniżenie temperatury pracy wężownic. W 1993 roku podjęto decyzję o odbudowaniu powierzchni ogrzewalnej przegrzewacza. By zapobiec przyszłym nieszczelnościom na wylocie z przegrzewacza wykonano kryzy dławiące przepływ w wężownicach. Kryzy zostały zabudowane na wężownicach pięćdziesięciu dwóch płatów z lewej i prawej strony (płatów przegrzewacza jest 157). W ten sposób część strumienia pary skierowano na część środkową przegrzewacza, która pra-cuje w najwyższych temperaturach. Zabiegi te nie wyeliminowały całkowicie powstawania nieszczelności.
Po zabudowaniu kryz wykonano również siatkę pomiarów temperatury metalu wytypowanych wężownic. Pomiary są umiej-scowione w międzystropiu na pierwszej i ostatniej rurze przed trójnikami (rys. 5).
Podsumowanie wyników badań i pomiarów
• Bezpośrednią przyczyną obu uszkodzeń był ubytek ścianki rur postępujący od powierzchni wewnętrznej i zewnętrznej (rys. 6).
• Rzeczywista temperatura pracy metalu rur oszacowana na pod-stawie grubości warstwy tlenków na powierzchni wewnętrznej wynosi max. 605°C (dla stali 10H2M tdop = 580°C).
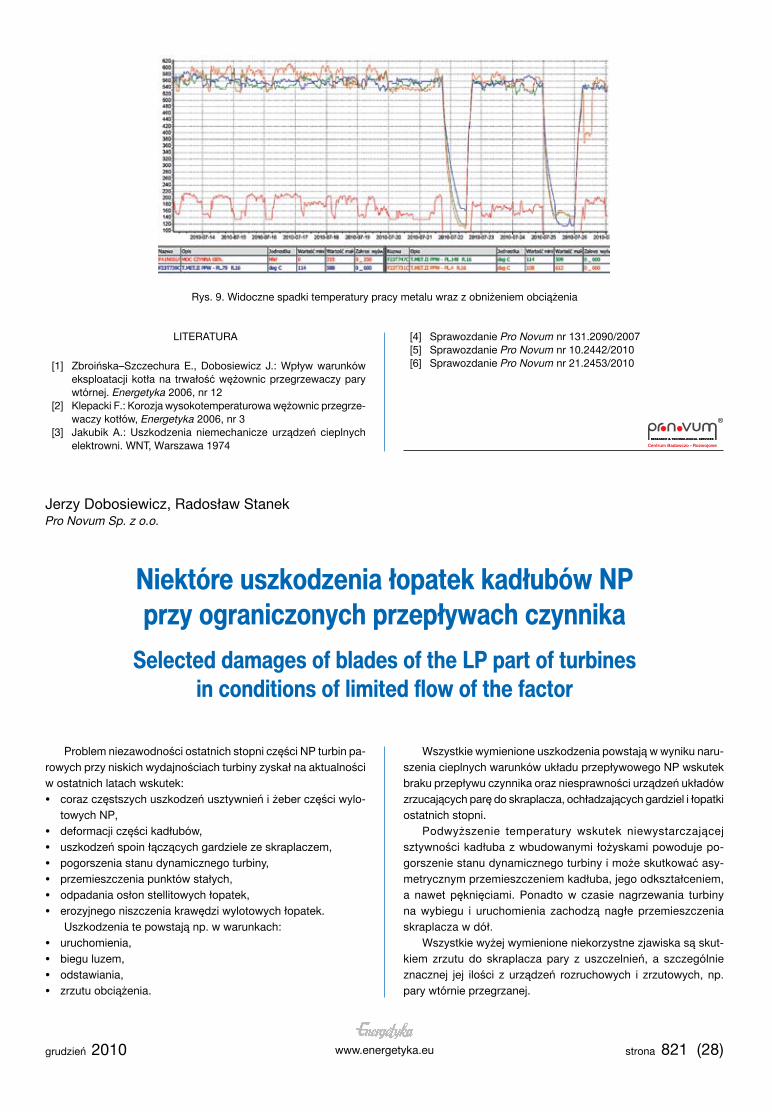
• Pomiary temperatury metalu wykonywane na wężownicach w międzystropiu jednoznacznie potwierdzają wysoką tem-peraturę pracy metalu dochodzącą nawet do 612°C. (rys. 7). Ponadto na ich podstawie stwierdzono, że część lewa prze-
grzewacza pracuje w znacznie wyższych temperaturach aniżeli środek i część prawa przegrzewacza. Różnica ta dochodzi nawet do 80°C.
• Przyczyną ubytku grubości ścianki wężownic przegrzewacza pary wtórnej II stopnia, jak również podstawową przyczyną pierwszej nieszczelności, była korozja wysokotemperaturowa pogłębiana agresywnymi związkami siarki i ołowiu.
strona 819 (26)
www.energetyka.eu grudzień 2010
Rys. 7. Wykres przebiegu temperatur metalu wężownic po stronie lewej (czerwony), środkowej (ciemnozielony) i prawej (niebieski) w funkcji czasu
Rys. 8. Perforacja ma miejsce w SWC spoiny a nie w miejscu naj-większego pocienienia ścianki
• Powodem uszkodzenia wężownicy z uchwytem szeregującym jest (druga nieszczelność), oprócz korozji wysokotemperaturowej, niewłaściwe rozwiązanie konstrukcyjne dotyczące szeregowania wężownic w płacie. Niewłaściwe rozwiązanie konstrukcyjne polega na zastosowaniu łączenia uchwytu za pomocą spoiny wykonanej wzdłuż głównej osi rury, a więc, SWC spoiny jest dokładnie na przekroju maksymalnych naprężeń w elemencie walcowym (uszkodzenie było umiejscowione w obszarze SWC, a nie w miejscu największego pocienienia ścianki – rys. 8). Takie rozwiązanie dodatkowo skraca trwałość wężownic.
• pracą w temperaturach wyższych od dopuszczalnych dla danego gatunku stali (korozja od strony spalin i pary),
• niewłaściwymi rozwiązaniami szeregującymi wężownice,
Wydłużenie trwałości wężownic przegrzewaczy można uzy-skać przez:• zastosowanie materiałów, których temperatury dopuszczalne
są wyższe od temperatur pracy metalu,• zmniejszenie powierzchni ogrzewalnej (również na szerokości
przegrzewacza odejmując w części o najniższych tempera-turach – jeżeli nie ma zabudowanej przegrody na komorze wlotowej),
• wykonanie prawidłowych rozwiązań szeregujących wężownice (bez spoin wzdłużnych bezpośrednio na wężownicy),
• pracę kotła z obniżonym obciążeniem. Uwaga!Na rysunku 9 można zauważyć, że każdy spadek obciążenia
powoduje obniżenie temperatur metalu wężownic ale tylko po lewej stronie przegrzewacza, a zatem tam gdzie odnotowywano przekroczenia. Prawa strona wraz z środkiem przegrzewacza pozostają bez zmian.
Stosowanie powyższych zaleceń może spowodować wyelimi-nowanie korozji wysokotemperaturowej jako głównego czynnika limitującego trwałość wężownic przegrzewaczy pary wtórnej, a tym samym znacznie wydłużyć czas oczekiwanej trwałości i niezawodność.
Wykonywanie pomiarów diagnostycznych (takim parametrem jest pomiar temperatury metalu wężownic w międzystropiu) przy-bliża do zdefiniowania aktualnego stanu i podjęcia prawidłowych decyzji modernizacyjno-remontowych.
Nie wszystkie pomiary eksploatacyjne są wartościowe w podejmowaniu decyzji diagnostyczno–remontowych, w związku z tym należy rozróżniać pomiary on-line na diag-nostyczne oraz eksploatacyjne, niezbędne do prawidłowego prowadzenia bloku.
• Z retrospekcji wynika, że na skrócenie trwałości wężownic przegrzewacza, prócz niskoemisyjnego spalania, miało wpływ przewymiarowanie powierzchni ogrzewalnej.
Wnioski
Trwałość wężownic przegrzewaczy pary wtórnej jest limito-wana:• agresywnym środowiskiem powodowanym przez niskoemi-
syjne spalanie oraz współspalanie biomasy (korozja od strony spalin),
strona 820 (27)
www.energetyka.eugrudzień 2010
[4] Sprawozdanie Pro Novum nr 131.2090/2007 [5] Sprawozdanie Pro Novum nr 10.2442/2010 [6] Sprawozdanie Pro Novum nr 21.2453/2010
Jerzy Dobosiewicz, Radosław StanekPro Novum Sp. z o.o.
Niektóre uszkodzenia łopatek kadłubów NPprzy ograniczonych przepływach czynnika
Selected damages of blades of the LP part of turbines in conditions of limited flow of the factor
Problem niezawodności ostatnich stopni części NP turbin pa-rowych przy niskich wydajnościach turbiny zyskał na aktualności w ostatnich latach wskutek:• coraz częstszych uszkodzeń usztywnień i żeber części wylo-
towych NP,• deformacji części kadłubów,• uszkodzeń spoin łączących gardziele ze skraplaczem,• pogorszenia stanu dynamicznego turbiny,• przemieszczenia punktów stałych,• odpadania osłon stellitowych łopatek,• erozyjnego niszczenia krawędzi wylotowych łopatek.
Uszkodzenia te powstają np. w warunkach:• uruchomienia,• biegu luzem,• odstawiania,• zrzutu obciążenia.
Wszystkie wymienione uszkodzenia powstają w wyniku naru-szenia cieplnych warunków układu przepływowego NP wskutek braku przepływu czynnika oraz niesprawności urządzeń układów zrzucających parę do skraplacza, ochładzających gardziel i łopatki ostatnich stopni.
Podwyższenie temperatury wskutek niewystarczającej sztywności kadłuba z wbudowanymi łożyskami powoduje po-gorszenie stanu dynamicznego turbiny i może skutkować asy-metrycznym przemieszczeniem kadłuba, jego odkształceniem, a nawet pęknięciami. Ponadto w czasie nagrzewania turbiny na wybiegu i uruchomienia zachodzą nagłe przemieszczenia skraplacza w dół.
Wszystkie wyżej wymienione niekorzystne zjawiska są skut-kiem zrzutu do skraplacza pary z uszczelnień, a szczególnie znacznej jej ilości z urządzeń rozruchowych i zrzutowych, np. pary wtórnie przegrzanej.
Rys. 9. Widoczne spadki temperatury pracy metalu wraz z obniżeniem obciążenia
LITERATURA
[1] Zbroińska–Szczechura E., Dobosiewicz J.: Wpływ warunków eksploatacji kotła na trwałość wężownic przegrzewaczy pary wtórnej. Energetyka 2006, nr 12
[2] Klepacki F.: Korozja wysokotemperaturowa wężownic przegrze-waczy kotłów, Energetyka 2006, nr 3
[3] Jakubik A.: Uszkodzenia niemechanicze urządzeń cieplnych elektrowni. WNT, Warszawa 1974
strona 821 (28)
www.energetyka.eu grudzień 2010
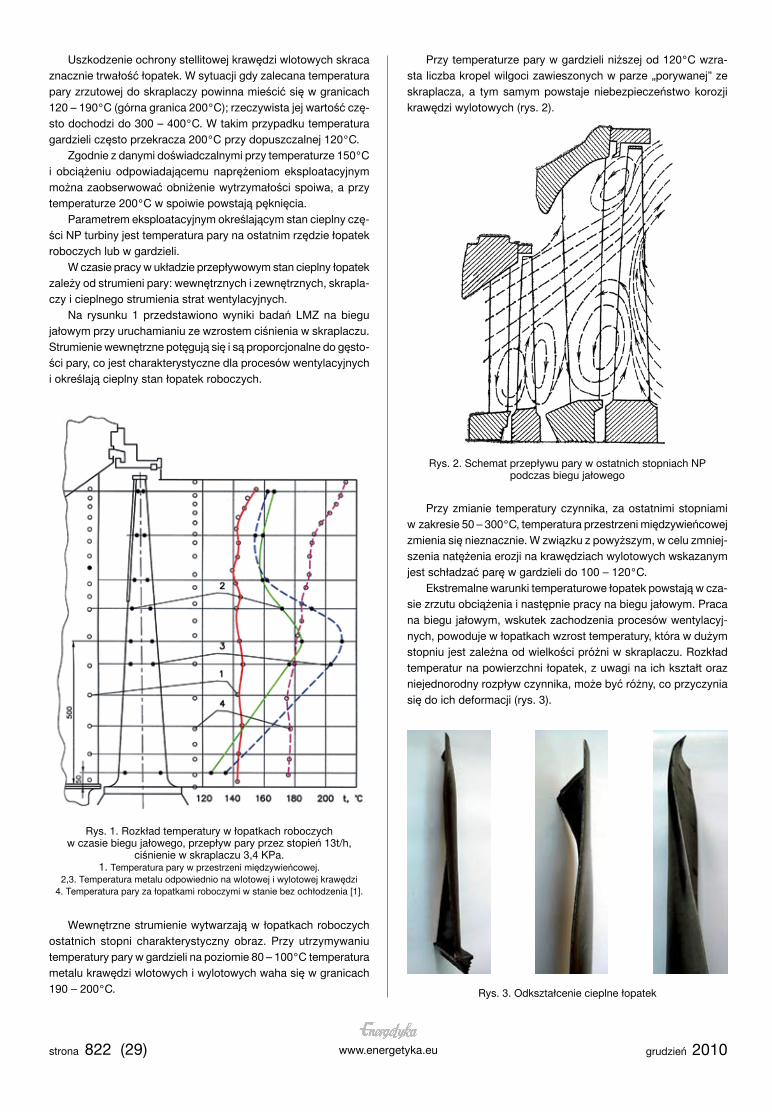
Uszkodzenie ochrony stellitowej krawędzi wlotowych skraca znacznie trwałość łopatek. W sytuacji gdy zalecana temperatura pary zrzutowej do skraplaczy powinna mieścić się w granicach 120 – 190°C (górna granica 200°C); rzeczywista jej wartość czę-sto dochodzi do 300 – 400°C. W takim przypadku temperatura gardzieli często przekracza 200°C przy dopuszczalnej 120°C.
Zgodnie z danymi doświadczalnymi przy temperaturze 150°C i obciążeniu odpowiadającemu naprężeniom eksploatacyjnym można zaobserwować obniżenie wytrzymałości spoiwa, a przy temperaturze 200°C w spoiwie powstają pęknięcia.
Parametrem eksploatacyjnym określającym stan cieplny czę-ści NP turbiny jest temperatura pary na ostatnim rzędzie łopatek roboczych lub w gardzieli.
W czasie pracy w układzie przepływowym stan cieplny łopatek zależy od strumieni pary: wewnętrznych i zewnętrznych, skrapla-czy i cieplnego strumienia strat wentylacyjnych.
Na rysunku 1 przedstawiono wyniki badań LMZ na biegu jałowym przy uruchamianiu ze wzrostem ciśnienia w skraplaczu. Strumienie wewnętrzne potęgują się i są proporcjonalne do gęsto-ści pary, co jest charakterystyczne dla procesów wentylacyjnych i określają cieplny stan łopatek roboczych.
Przy temperaturze pary w gardzieli niższej od 120°C wzra-sta liczba kropel wilgoci zawieszonych w parze „porywanej” ze skraplacza, a tym samym powstaje niebezpieczeństwo korozji krawędzi wylotowych (rys. 2).
Rys. 1. Rozkład temperatury w łopatkach roboczych w czasie biegu jałowego, przepływ pary przez stopień 13t/h,
ciśnienie w skraplaczu 3,4 KPa.1. Temperatura pary w przestrzeni międzywieńcowej.
2,3. Temperatura metalu odpowiednio na wlotowej i wylotowej krawędzi4. Temperatura pary za łopatkami roboczymi w stanie bez ochłodzenia [1].
Rys. 2. Schemat przepływu pary w ostatnich stopniach NP podczas biegu jałowego
Przy zmianie temperatury czynnika, za ostatnimi stopniami w zakresie 50 – 300°C, temperatura przestrzeni międzywieńcowej zmienia się nieznacznie. W związku z powyższym, w celu zmniej-szenia natężenia erozji na krawędziach wylotowych wskazanym jest schładzać parę w gardzieli do 100 – 120°C.
Ekstremalne warunki temperaturowe łopatek powstają w cza-sie zrzutu obciążenia i następnie pracy na biegu jałowym. Praca na biegu jałowym, wskutek zachodzenia procesów wentylacyj-nych, powoduje w łopatkach wzrost temperatury, która w dużym stopniu jest zależna od wielkości próżni w skraplaczu. Rozkład temperatur na powierzchni łopatek, z uwagi na ich kształt oraz niejednorodny rozpływ czynnika, może być różny, co przyczynia się do ich deformacji (rys. 3).
Wewnętrzne strumienie wytwarzają w łopatkach roboczych ostatnich stopni charakterystyczny obraz. Przy utrzymywaniu temperatury pary w gardzieli na poziomie 80 – 100°C temperatura metalu krawędzi wlotowych i wylotowych waha się w granicach 190 – 200°C. Rys. 3. Odkształcenie cieplne łopatek
strona 822 (29)
www.energetyka.eugrudzień 2010
W czasie szybkiego nagrzewania i ochładzania powstają na powierzchniach łopatek gradienty temperatur, w czasie których swobodnemu wydłużaniu się warstw zewnętrznych przeszka-dzają warstwy wewnętrzne elementu. W związku z powyższym w zewnętrznych i wewnętrznych warstwach powstają naprężenia, które w przypadku przekroczenia granicy plastyczności metalu mogą okazać się odkształceniami trwałymi (rys. 2).
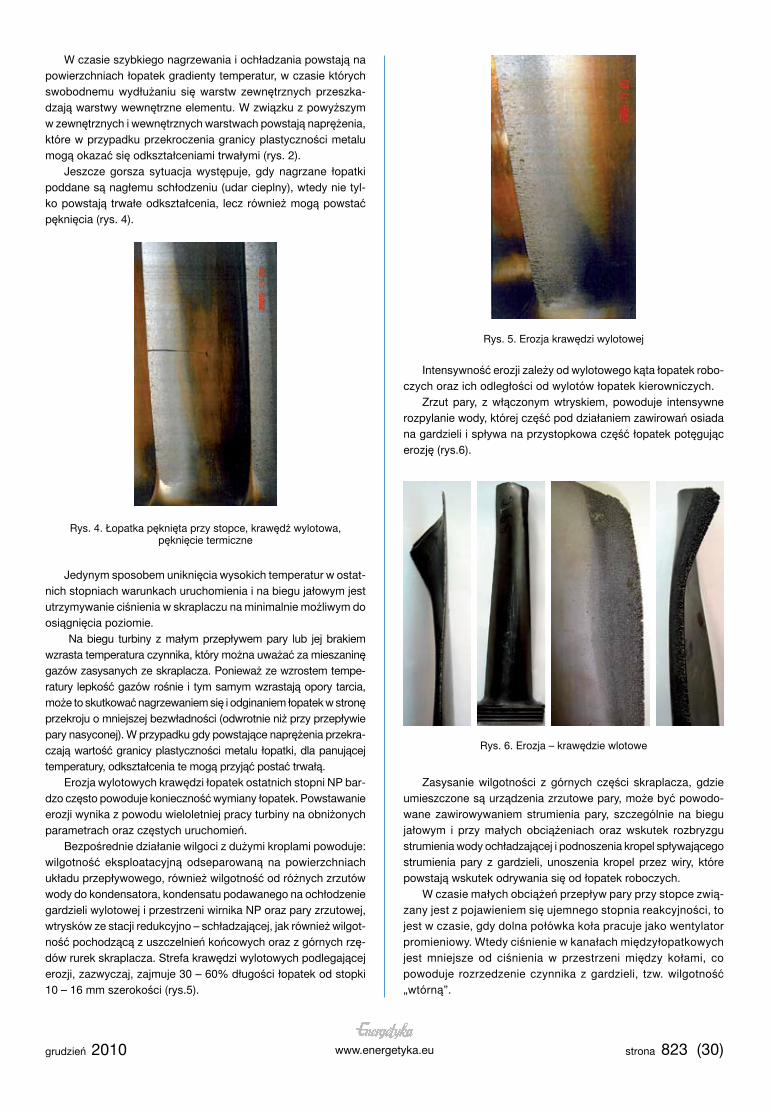
Jeszcze gorsza sytuacja występuje, gdy nagrzane łopatki poddane są nagłemu schłodzeniu (udar cieplny), wtedy nie tyl-ko powstają trwałe odkształcenia, lecz również mogą powstać pęknięcia (rys. 4).
Jedynym sposobem uniknięcia wysokich temperatur w ostat-nich stopniach warunkach uruchomienia i na biegu jałowym jest utrzymywanie ciśnienia w skraplaczu na minimalnie możliwym do osiągnięcia poziomie.
Na biegu turbiny z małym przepływem pary lub jej brakiem wzrasta temperatura czynnika, który można uważać za mieszaninę gazów zasysanych ze skraplacza. Ponieważ ze wzrostem tempe-ratury lepkość gazów rośnie i tym samym wzrastają opory tarcia, może to skutkować nagrzewaniem się i odginaniem łopatek w stronę przekroju o mniejszej bezwładności (odwrotnie niż przy przepływie pary nasyconej). W przypadku gdy powstające naprężenia przekra-czają wartość granicy plastyczności metalu łopatki, dla panującej temperatury, odkształcenia te mogą przyjąć postać trwałą.
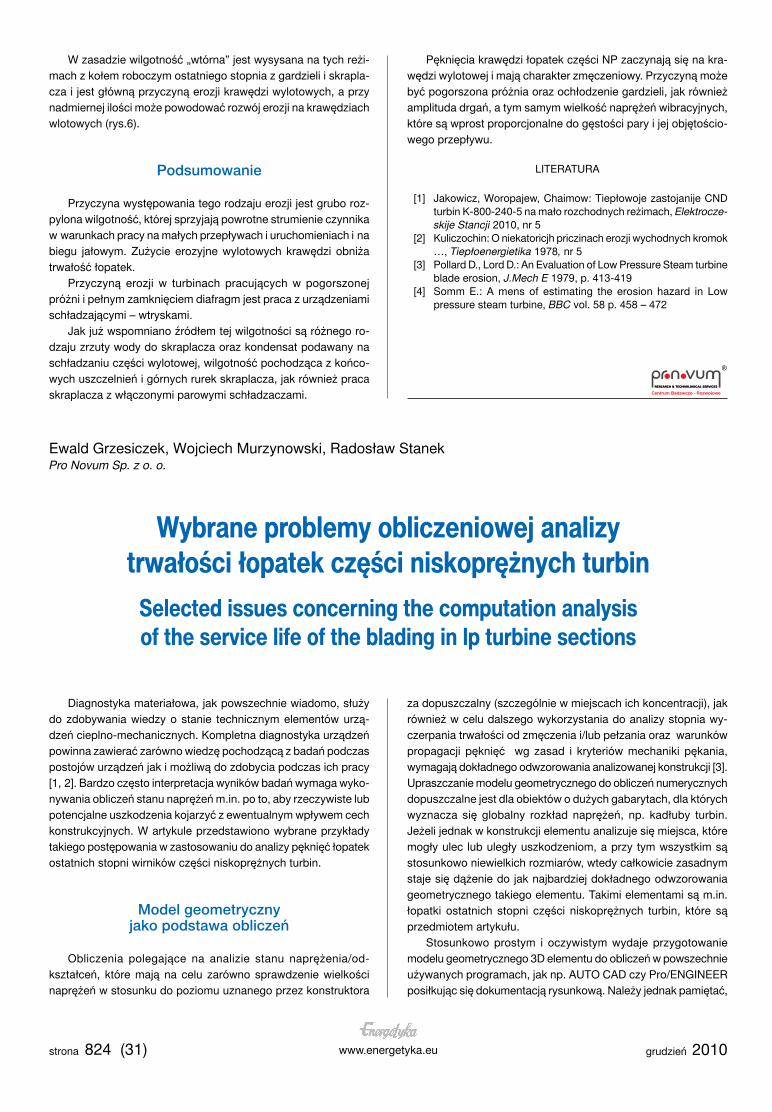
Erozja wylotowych krawędzi łopatek ostatnich stopni NP bar-dzo często powoduje konieczność wymiany łopatek. Powstawanie erozji wynika z powodu wieloletniej pracy turbiny na obniżonych parametrach oraz częstych uruchomień.
Bezpośrednie działanie wilgoci z dużymi kroplami powoduje: wilgotność eksploatacyjną odseparowaną na powierzchniach układu przepływowego, również wilgotność od różnych zrzutów wody do kondensatora, kondensatu podawanego na ochłodzenie gardzieli wylotowej i przestrzeni wirnika NP oraz pary zrzutowej, wtrysków ze stacji redukcyjno – schładzającej, jak również wilgot-ność pochodzącą z uszczelnień końcowych oraz z górnych rzę-dów rurek skraplacza. Strefa krawędzi wylotowych podlegającej erozji, zazwyczaj, zajmuje 30 – 60% długości łopatek od stopki 10 – 16 mm szerokości (rys.5).
Intensywność erozji zależy od wylotowego kąta łopatek robo-czych oraz ich odległości od wylotów łopatek kierowniczych.
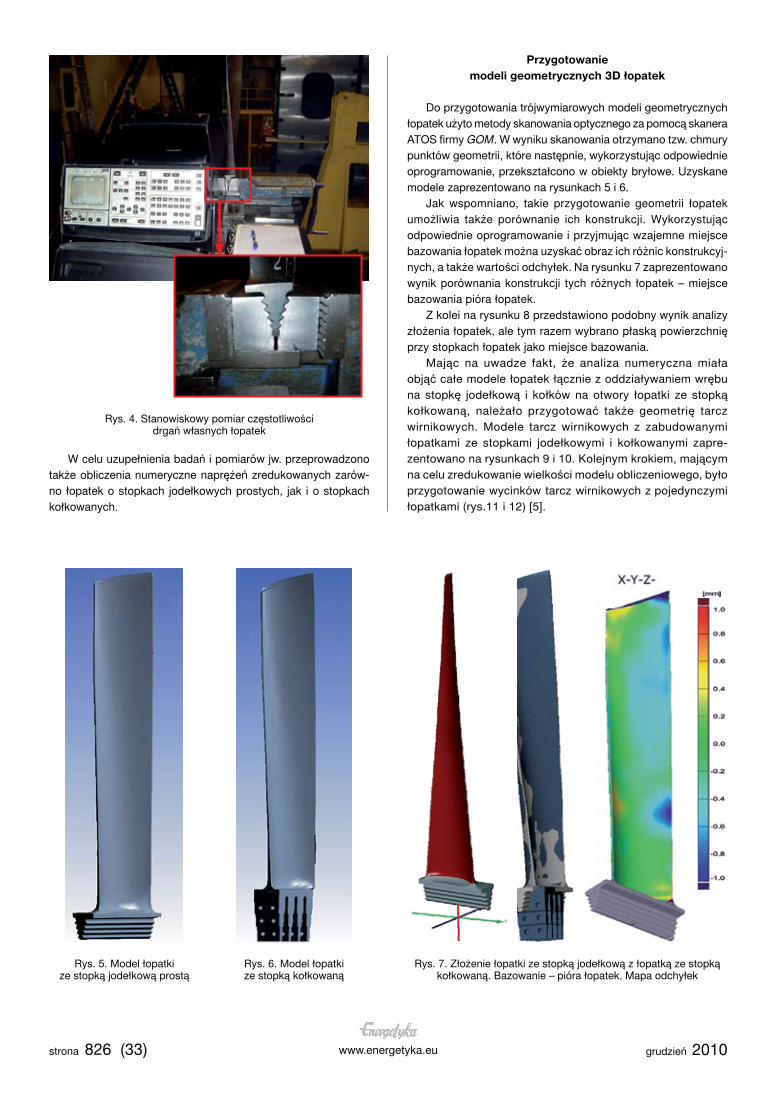
Zrzut pary, z włączonym wtryskiem, powoduje intensywne rozpylanie wody, której część pod działaniem zawirowań osiada na gardzieli i spływa na przystopkowa część łopatek potęgując erozję (rys.6).
Zasysanie wilgotności z górnych części skraplacza, gdzie umieszczone są urządzenia zrzutowe pary, może być powodo-wane zawirowywaniem strumienia pary, szczególnie na biegu jałowym i przy małych obciążeniach oraz wskutek rozbryzgu strumienia wody ochładzającej i podnoszenia kropel spływającego strumienia pary z gardzieli, unoszenia kropel przez wiry, które powstają wskutek odrywania się od łopatek roboczych.
W czasie małych obciążeń przepływ pary przy stopce zwią-zany jest z pojawieniem się ujemnego stopnia reakcyjności, to jest w czasie, gdy dolna połówka koła pracuje jako wentylator promieniowy. Wtedy ciśnienie w kanałach międzyłopatkowych jest mniejsze od ciśnienia w przestrzeni między kołami, co powoduje rozrzedzenie czynnika z gardzieli, tzw. wilgotność „wtórną”.
Rys. 4. Łopatka pęknięta przy stopce, krawędź wylotowa, pęknięcie termiczne
Rys. 5. Erozja krawędzi wylotowej
Rys. 6. Erozja – krawędzie wlotowe
strona 823 (30)
www.energetyka.eu grudzień 2010
W zasadzie wilgotność „wtórna” jest wysysana na tych reżi-mach z kołem roboczym ostatniego stopnia z gardzieli i skrapla-cza i jest główną przyczyną erozji krawędzi wylotowych, a przy nadmiernej ilości może powodować rozwój erozji na krawędziach wlotowych (rys.6).
Podsumowanie
Przyczyna występowania tego rodzaju erozji jest grubo roz-pylona wilgotność, której sprzyjają powrotne strumienie czynnika w warunkach pracy na małych przepływach i uruchomieniach i na biegu jałowym. Zużycie erozyjne wylotowych krawędzi obniża trwałość łopatek.
Przyczyną erozji w turbinach pracujących w pogorszonej próżni i pełnym zamknięciem diafragm jest praca z urządzeniami schładzającymi – wtryskami.
Jak już wspomniano źródłem tej wilgotności są różnego ro-dzaju zrzuty wody do skraplacza oraz kondensat podawany na schładzaniu części wylotowej, wilgotność pochodząca z końco-wych uszczelnień i górnych rurek skraplacza, jak również praca skraplacza z włączonymi parowymi schładzaczami.
Pęknięcia krawędzi łopatek części NP zaczynają się na kra-wędzi wylotowej i mają charakter zmęczeniowy. Przyczyną może być pogorszona próżnia oraz ochłodzenie gardzieli, jak również amplituda drgań, a tym samym wielkość naprężeń wibracyjnych, które są wprost proporcjonalne do gęstości pary i jej objętościo-wego przepływu.
LITERATURA
[1] Jakowicz, Woropajew, Chaimow: Tiepłowoje zastojanije CND turbin K-800-240-5 na mało rozchodnych reżimach, Elektrocze-skije Stancji 2010, nr 5
[2] Kuliczochin: O niekatoricjh priczinach erozji wychodnych kromok …, Tiepłoenergietika 1978, nr 5
[3] Pollard D., Lord D.: An Evaluation of Low Pressure Steam turbine blade erosion, J.Mech E 1979, p. 413-419
[4] Somm E.: A mens of estimating the erosion hazard in Low pressure steam turbine, BBC vol. 58 p. 458 – 472
Ewald Grzesiczek, Wojciech Murzynowski, Radosław StanekPro Novum Sp. z o. o.
Wybrane problemy obliczeniowej analizy trwałości łopatek części niskoprężnych turbin
Selected issues concerning the computation analysis of the service life of the blading in lp turbine sections
Diagnostyka materiałowa, jak powszechnie wiadomo, służy do zdobywania wiedzy o stanie technicznym elementów urzą-dzeń cieplno-mechanicznych. Kompletna diagnostyka urządzeń powinna zawierać zarówno wiedzę pochodzącą z badań podczas postojów urządzeń jak i możliwą do zdobycia podczas ich pracy [1, 2]. Bardzo często interpretacja wyników badań wymaga wyko-nywania obliczeń stanu naprężeń m.in. po to, aby rzeczywiste lub potencjalne uszkodzenia kojarzyć z ewentualnym wpływem cech konstrukcyjnych. W artykule przedstawiono wybrane przykłady takiego postępowania w zastosowaniu do analizy pęknięć łopatek ostatnich stopni wirników części niskoprężnych turbin.
Model geometryczny jako podstawa obliczeń
Obliczenia polegające na analizie stanu naprężenia/od-kształceń, które mają na celu zarówno sprawdzenie wielkości naprężeń w stosunku do poziomu uznanego przez konstruktora
za dopuszczalny (szczególnie w miejscach ich koncentracji), jak również w celu dalszego wykorzystania do analizy stopnia wy-czerpania trwałości od zmęczenia i/lub pełzania oraz warunków propagacji pęknięć wg zasad i kryteriów mechaniki pękania, wymagają dokładnego odwzorowania analizowanej konstrukcji [3]. Upraszczanie modelu geometrycznego do obliczeń numerycznych dopuszczalne jest dla obiektów o dużych gabarytach, dla których wyznacza się globalny rozkład naprężeń, np. kadłuby turbin. Jeżeli jednak w konstrukcji elementu analizuje się miejsca, które mogły ulec lub uległy uszkodzeniom, a przy tym wszystkim są stosunkowo niewielkich rozmiarów, wtedy całkowicie zasadnym staje się dążenie do jak najbardziej dokładnego odwzorowania geometrycznego takiego elementu. Takimi elementami są m.in. łopatki ostatnich stopni części niskoprężnych turbin, które są przedmiotem artykułu.
Stosunkowo prostym i oczywistym wydaje przygotowanie modelu geometrycznego 3D elementu do obliczeń w powszechnie używanych programach, jak np. AUTO CAD czy Pro/ENGINEER posiłkując się dokumentacją rysunkową. Należy jednak pamiętać,
strona 824 (31)

www.energetyka.eugrudzień 2010
Rys. 1. Pęknięcia łopatek części niskoprężnej turbiny
Rys. 2. Urwane i zdeformowane łopatki części niskoprężnej turbiny
Rys. 3. Łopatki części niskoprężnych podobnych turbin:a) ze stopką jodełkową prostą,
b) ze stopką kołkowaną
Aby wyjaśnić przyczynę powstałych uszkodzeń łopatek prze-prowadzono szereg badań i pomiarów, jak:• badania defektoskopowe,• badania metalograficzne,• badania składu chemicznego z określeniem gatunku materiału
łopatek,• badania wytrzymałościowe,• pomiar udarności,• stanowiskowy pomiar częstości drgań własnych łopatek
(rys. 4).
a) b)
że taki sposób przygotowania modelu może nie uwzględniać wszystkich szczegółów, a już na pewno pomija się szczegóły elementu (w skrajnych przypadkach błędy konstrukcji) mogące powstać na etapie jego wytwarzania. Sporym ograniczeniem takiej metody pozyskiwania modelu 3D jest obecnie coraz częściej to, że dla modernizowanych, a zwłaszcza nowych elementów urządzeń cała wiedza o konstrukcji i dokumentacja praktycznie dostępna jest tylko dla dostawcy. Aby uniknąć problemów jw. stosuje się metody przygotowania modelu geometrycznego na podstawie bezpośredniego odwzorowania rzeczywistego elementu poprzez zastosowanie:• skanowania przestrzennego z użyciem sądy stykowej,• przestrzennego skanowania laserowego,• skanowania optycznego.
W przypadku skanowania łopatek części niskoprężnych turbin za pomocą dwóch pierwszych metod można natknąć się na ograniczenia związane z zakresem pomiarowym urządzeń skanujących w stosunku do gabarytów łopatek. W przypadku skanowania optycznego jak dotąd Pro Novum nie natknęło się na takie ograniczenia. Dodatkowo nasza wiedza wskazuje, że jest to chyba najdokładniejsza metoda odtworzeniowa geometrii łopatek, z której korzystają także światowi ich producenci. Uzyskane – za pomocą skanowania optycznego – modele geometryczne łopatek można także wykorzystać w celu:• porównania geometrii łopatki po eksploatacji z łopatką rezer-
wową w celu oceny odkształceń,• pomiarów ubytków erozyjnych łopatek,• śledzenia prędkości przyrostu ubytków erozyjnych,• określenia różnic konstrukcyjnych łopatek w turbinach o po-
dobnych mocach.
Niektóre przykłady opisane w wymienionych punktach zostaną zaprezentowane w dalszej części artykułu.
Obliczenia numeryczne łopatek części niskoprężnych turbin parowych
Przedmiot analizy
W ostatnim czasie stwierdzono, że m.in. uszkodzeniom ulega-ją łopatki części niskoprężnych turbin po stosunkowo krótkim cza-sie eksploatacji. Uszkodzenia te miały charakter pęknięć (rys. 1). Część uszkodzonych łopatek miało na tyle osłabiony przekrój, że uległo urwaniu, a urwane części spowodowały uszkodzenia wtórne, tzn. deformacje pozostałych łopatek (rys. 2) [4]. Należy wspomnieć jeszcze, że pęknięcia te pojawiły się na łopatkach, które posiadały stopki o konstrukcji jodełkowej, prostej.
Na łopatkach podobnych turbin, które przepracowały znacznie więcej czasu, posiadających stopki kołkowane, takich uszkodzeń nie stwierdzono, dlatego w celu wyjaśniania przyczyn uszkodzeń podjęto się także porównania tych dwóch typów łopatek (rys. 3).
strona 825 (32)
www.energetyka.eu grudzień 2010
Rys. 4. Stanowiskowy pomiar częstotliwości drgań własnych łopatek
W celu uzupełnienia badań i pomiarów jw. przeprowadzono także obliczenia numeryczne naprężeń zredukowanych zarów-no łopatek o stopkach jodełkowych prostych, jak i o stopkach kołkowanych.
Przygotowanie modeli geometrycznych 3D łopatek
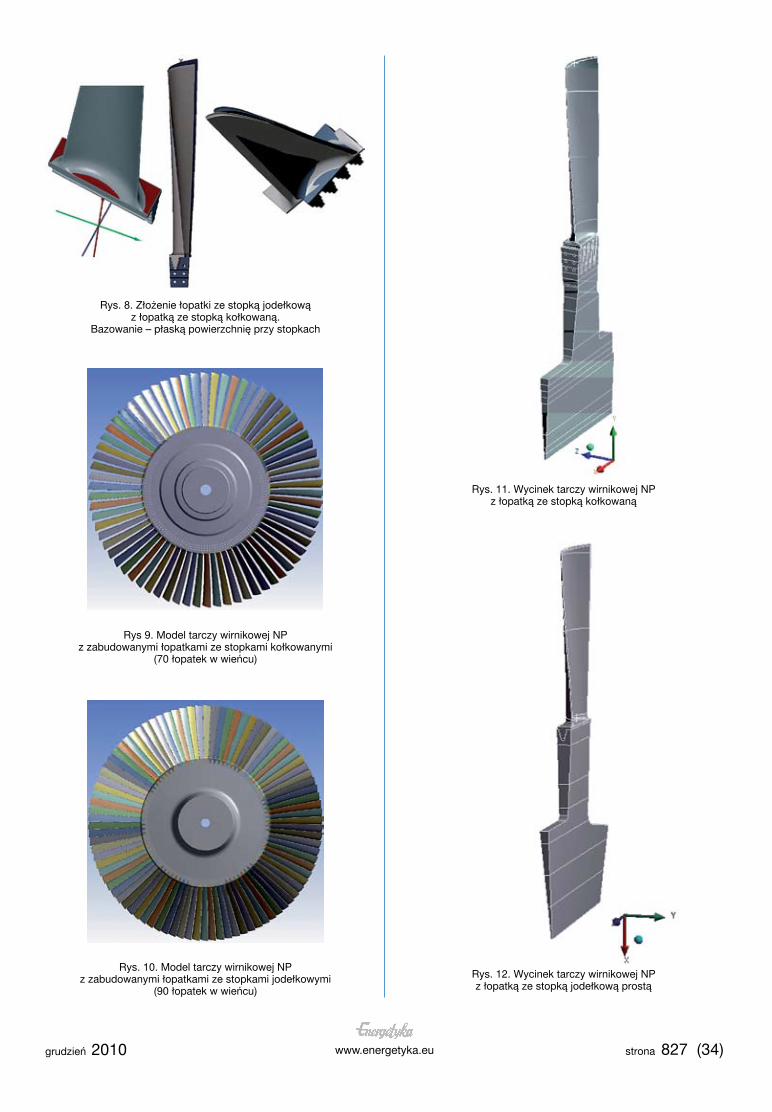
Do przygotowania trójwymiarowych modeli geometrycznych łopatek użyto metody skanowania optycznego za pomocą skanera ATOS firmy GOM. W wyniku skanowania otrzymano tzw. chmury punktów geometrii, które następnie, wykorzystując odpowiednie oprogramowanie, przekształcono w obiekty bryłowe. Uzyskane modele zaprezentowano na rysunkach 5 i 6.
Jak wspomniano, takie przygotowanie geometrii łopatek umożliwia także porównanie ich konstrukcji. Wykorzystując odpowiednie oprogramowanie i przyjmując wzajemne miejsce bazowania łopatek można uzyskać obraz ich różnic konstrukcyj-nych, a także wartości odchyłek. Na rysunku 7 zaprezentowano wynik porównania konstrukcji tych różnych łopatek – miejsce bazowania pióra łopatek.
Z kolei na rysunku 8 przedstawiono podobny wynik analizy złożenia łopatek, ale tym razem wybrano płaską powierzchnię przy stopkach łopatek jako miejsce bazowania.
Mając na uwadze fakt, że analiza numeryczna miała objąć całe modele łopatek łącznie z oddziaływaniem wrębu na stopkę jodełkową i kołków na otwory łopatki ze stopką kołkowaną, należało przygotować także geometrię tarcz wirnikowych. Modele tarcz wirnikowych z zabudowanymi łopatkami ze stopkami jodełkowymi i kołkowanymi zapre-zentowano na rysunkach 9 i 10. Kolejnym krokiem, mającym na celu zredukowanie wielkości modelu obliczeniowego, było przygotowanie wycinków tarcz wirnikowych z pojedynczymi łopatkami (rys.11 i 12) [5].
Rys. 5. Model łopatki ze stopką jodełkową prostą
Rys. 6. Model łopatki ze stopką kołkowaną
Rys. 7. Złożenie łopatki ze stopką jodełkową z łopatką ze stopką kołkowaną. Bazowanie – pióra łopatek. Mapa odchyłek
strona 826 (33)
www.energetyka.eugrudzień 2010
Rys. 8. Złożenie łopatki ze stopką jodełkową z łopatką ze stopką kołkowaną.
Bazowanie – płaską powierzchnię przy stopkach
Rys 9. Model tarczy wirnikowej NP z zabudowanymi łopatkami ze stopkami kołkowanymi
(70 łopatek w wieńcu)
Rys. 10. Model tarczy wirnikowej NP z zabudowanymi łopatkami ze stopkami jodełkowymi
(90 łopatek w wieńcu)
Rys. 11. Wycinek tarczy wirnikowej NP z łopatką ze stopką kołkowaną
Rys. 12. Wycinek tarczy wirnikowej NP z łopatką ze stopką jodełkową prostą
strona 827 (34)
www.energetyka.eu grudzień 2010
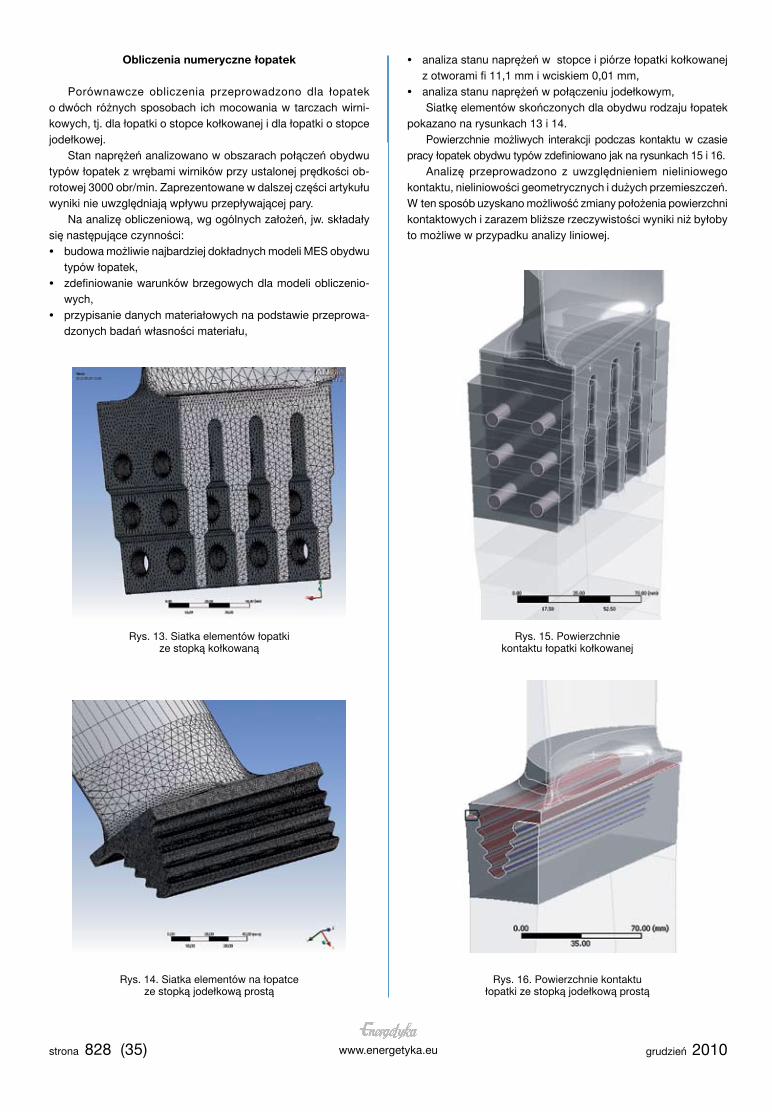
Obliczenia numeryczne łopatek
Porównawcze obliczenia przeprowadzono dla łopatek o dwóch różnych sposobach ich mocowania w tarczach wirni-kowych, tj. dla łopatki o stopce kołkowanej i dla łopatki o stopce jodełkowej.
Stan naprężeń analizowano w obszarach połączeń obydwu typów łopatek z wrębami wirników przy ustalonej prędkości ob-rotowej 3000 obr/min. Zaprezentowane w dalszej części artykułu wyniki nie uwzględniają wpływu przepływającej pary.
Na analizę obliczeniową, wg ogólnych założeń, jw. składały się następujące czynności:• budowa możliwie najbardziej dokładnych modeli MES obydwu
typów łopatek,• zdefiniowanie warunków brzegowych dla modeli obliczenio-
wych,• przypisanie danych materiałowych na podstawie przeprowa-
dzonych badań własności materiału,
Rys. 13. Siatka elementów łopatki ze stopką kołkowaną
Rys. 14. Siatka elementów na łopatce ze stopką jodełkową prostą
• analiza stanu naprężeń w stopce i piórze łopatki kołkowanej z otworami fi 11,1 mm i wciskiem 0,01 mm,
• analiza stanu naprężeń w połączeniu jodełkowym,Siatkę elementów skończonych dla obydwu rodzaju łopatek
pokazano na rysunkach 13 i 14.Powierzchnie możliwych interakcji podczas kontaktu w czasie
pracy łopatek obydwu typów zdefiniowano jak na rysunkach 15 i 16.Analizę przeprowadzono z uwzględnieniem nieliniowego
kontaktu, nieliniowości geometrycznych i dużych przemieszczeń. W ten sposób uzyskano możliwość zmiany położenia powierzchni kontaktowych i zarazem bliższe rzeczywistości wyniki niż byłoby to możliwe w przypadku analizy liniowej.
Rys. 15. Powierzchnie kontaktu łopatki kołkowanej
Rys. 16. Powierzchnie kontaktu łopatki ze stopką jodełkową prostą
strona 828 (35)
www.energetyka.eugrudzień 2010
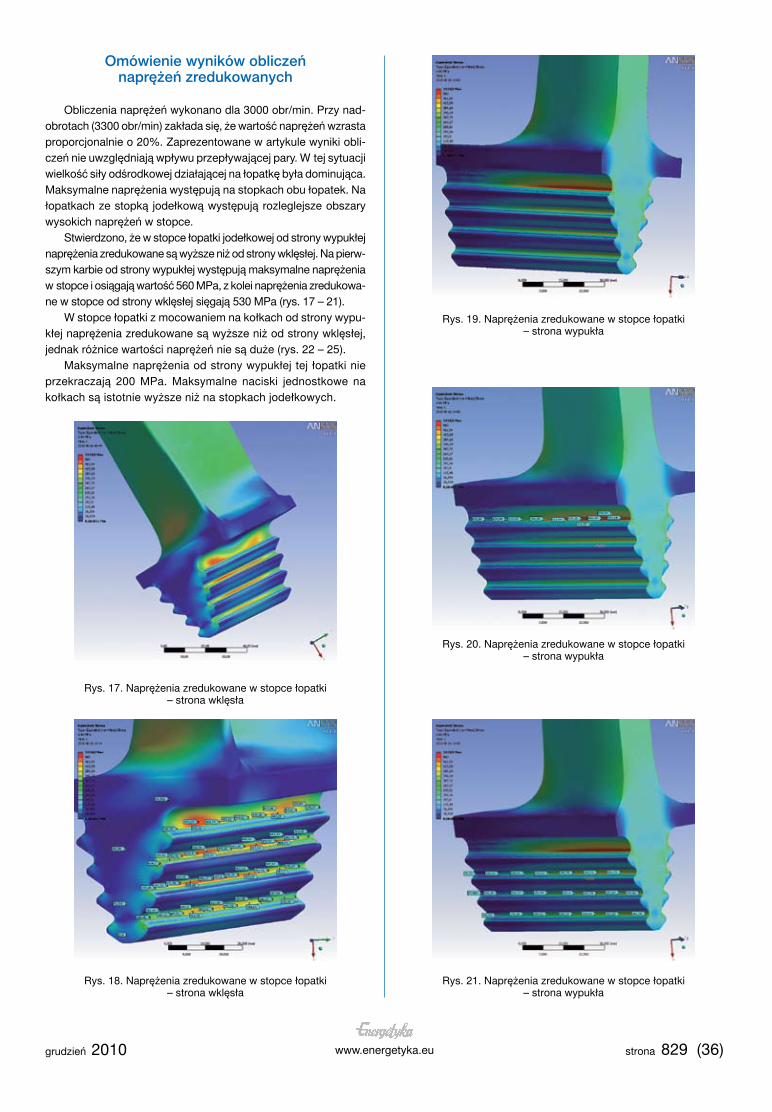
Omówienie wyników obliczeń naprężeń zredukowanych
Obliczenia naprężeń wykonano dla 3000 obr/min. Przy nad-obrotach (3300 obr/min) zakłada się, że wartość naprężeń wzrasta proporcjonalnie o 20%. Zaprezentowane w artykule wyniki obli-czeń nie uwzględniają wpływu przepływającej pary. W tej sytuacji wielkość siły odśrodkowej działającej na łopatkę była dominująca. Maksymalne naprężenia występują na stopkach obu łopatek. Na łopatkach ze stopką jodełkową występują rozleglejsze obszary wysokich naprężeń w stopce.
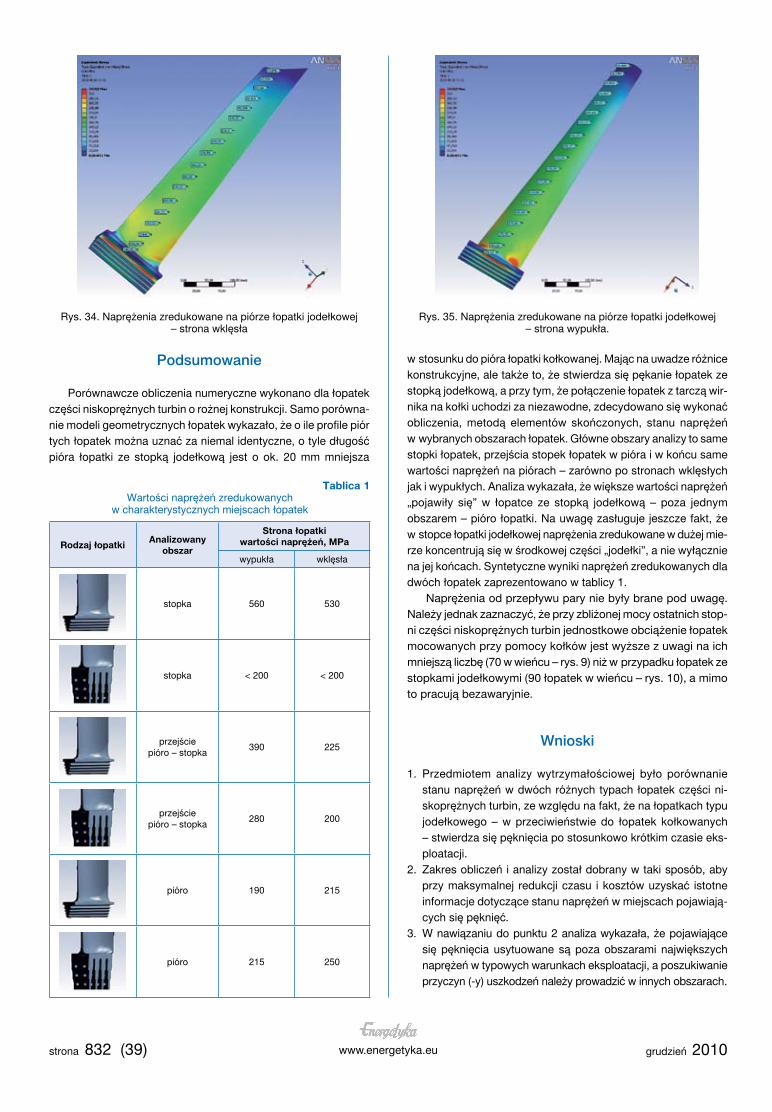
Stwierdzono, że w stopce łopatki jodełkowej od strony wypukłej naprężenia zredukowane są wyższe niż od strony wklęsłej. Na pierw-szym karbie od strony wypukłej występują maksymalne naprężenia w stopce i osiągają wartość 560 MPa, z kolei naprężenia zredukowa-ne w stopce od strony wklęsłej sięgają 530 MPa (rys. 17 – 21).
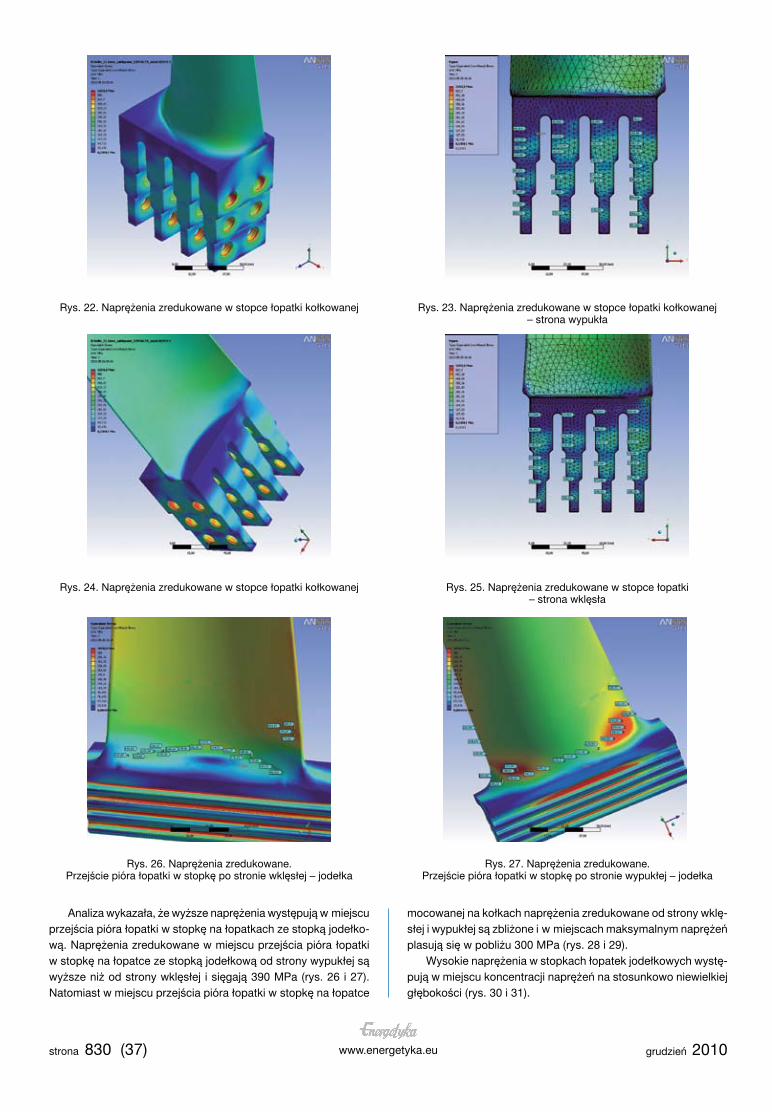
W stopce łopatki z mocowaniem na kołkach od strony wypu-kłej naprężenia zredukowane są wyższe niż od strony wklęsłej, jednak różnice wartości naprężeń nie są duże (rys. 22 – 25).
Maksymalne naprężenia od strony wypukłej tej łopatki nie przekraczają 200 MPa. Maksymalne naciski jednostkowe na kołkach są istotnie wyższe niż na stopkach jodełkowych.
Rys. 17. Naprężenia zredukowane w stopce łopatki – strona wklęsła
Rys. 18. Naprężenia zredukowane w stopce łopatki – strona wklęsła
Rys. 19. Naprężenia zredukowane w stopce łopatki – strona wypukła
Rys. 20. Naprężenia zredukowane w stopce łopatki – strona wypukła
Rys. 21. Naprężenia zredukowane w stopce łopatki – strona wypukła
strona 829 (36)
www.energetyka.eu grudzień 2010
Rys. 22. Naprężenia zredukowane w stopce łopatki kołkowanej Rys. 23. Naprężenia zredukowane w stopce łopatki kołkowanej– strona wypukła
Rys. 24. Naprężenia zredukowane w stopce łopatki kołkowanej Rys. 25. Naprężenia zredukowane w stopce łopatki – strona wklęsła
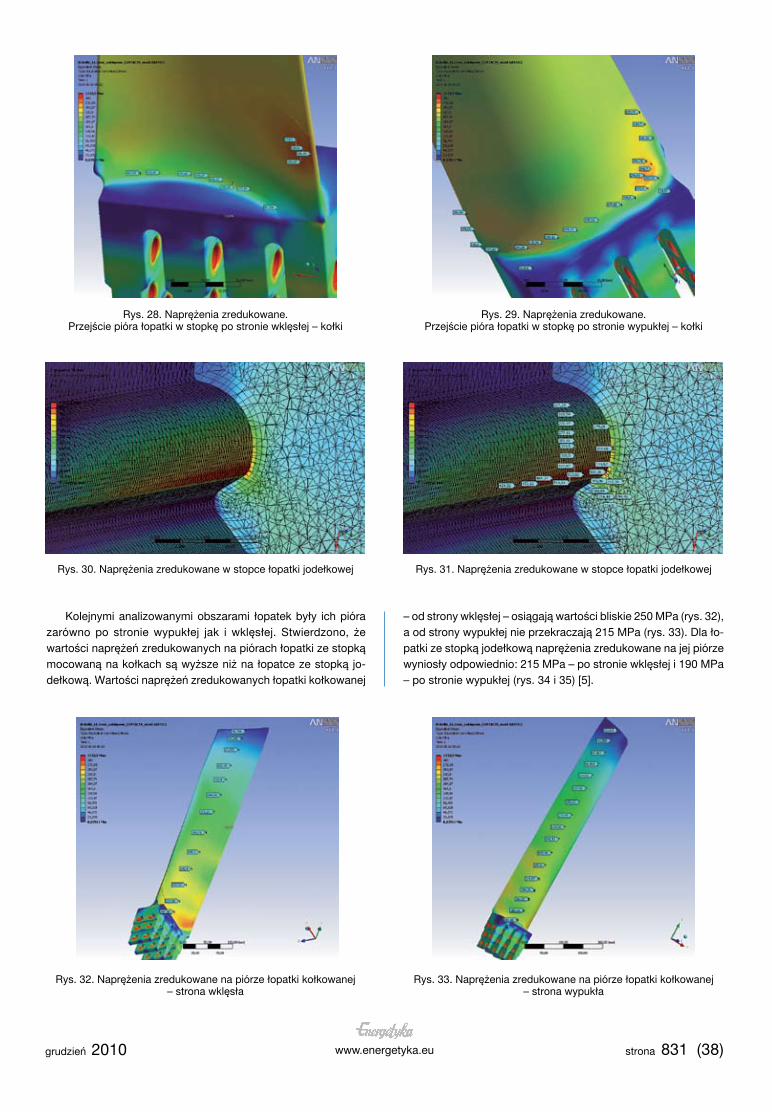
Analiza wykazała, że wyższe naprężenia występują w miejscu przejścia pióra łopatki w stopkę na łopatkach ze stopką jodełko-wą. Naprężenia zredukowane w miejscu przejścia pióra łopatki w stopkę na łopatce ze stopką jodełkową od strony wypukłej są wyższe niż od strony wklęsłej i sięgają 390 MPa (rys. 26 i 27). Natomiast w miejscu przejścia pióra łopatki w stopkę na łopatce
Rys. 26. Naprężenia zredukowane. Przejście pióra łopatki w stopkę po stronie wklęsłej – jodełka
mocowanej na kołkach naprężenia zredukowane od strony wklę-słej i wypukłej są zbliżone i w miejscach maksymalnym naprężeń plasują się w pobliżu 300 MPa (rys. 28 i 29).
Wysokie naprężenia w stopkach łopatek jodełkowych wystę-pują w miejscu koncentracji naprężeń na stosunkowo niewielkiej głębokości (rys. 30 i 31).
Rys. 27. Naprężenia zredukowane. Przejście pióra łopatki w stopkę po stronie wypukłej – jodełka
strona 830 (37)
www.energetyka.eugrudzień 2010
Rys. 28. Naprężenia zredukowane. Przejście pióra łopatki w stopkę po stronie wklęsłej – kołki
Rys. 29. Naprężenia zredukowane.Przejście pióra łopatki w stopkę po stronie wypukłej – kołki
Rys. 30. Naprężenia zredukowane w stopce łopatki jodełkowej Rys. 31. Naprężenia zredukowane w stopce łopatki jodełkowej
Kolejnymi analizowanymi obszarami łopatek były ich pióra zarówno po stronie wypukłej jak i wklęsłej. Stwierdzono, że wartości naprężeń zredukowanych na piórach łopatki ze stopką mocowaną na kołkach są wyższe niż na łopatce ze stopką jo-dełkową. Wartości naprężeń zredukowanych łopatki kołkowanej
Rys. 32. Naprężenia zredukowane na piórze łopatki kołkowanej – strona wklęsła
Rys. 33. Naprężenia zredukowane na piórze łopatki kołkowanej – strona wypukła
– od strony wklęsłej – osiągają wartości bliskie 250 MPa (rys. 32), a od strony wypukłej nie przekraczają 215 MPa (rys. 33). Dla ło-patki ze stopką jodełkową naprężenia zredukowane na jej piórze wyniosły odpowiednio: 215 MPa – po stronie wklęsłej i 190 MPa – po stronie wypukłej (rys. 34 i 35) [5].
strona 831 (38)
www.energetyka.eu grudzień 2010
Rys. 34. Naprężenia zredukowane na piórze łopatki jodełkowej– strona wklęsła
Rys. 35. Naprężenia zredukowane na piórze łopatki jodełkowej – strona wypukła.
Podsumowanie
Porównawcze obliczenia numeryczne wykonano dla łopatek części niskoprężnych turbin o rożnej konstrukcji. Samo porówna-nie modeli geometrycznych łopatek wykazało, że o ile profile piór tych łopatek można uznać za niemal identyczne, o tyle długość pióra łopatki ze stopką jodełkową jest o ok. 20 mm mniejsza
Tablica 1Wartości naprężeń zredukowanych
w charakterystycznych miejscach łopatek
Rodzaj łopatkiAnalizowany
obszar
Strona łopatkiwartości naprężeń, MPa
wypukła wklęsła
stopka 560 530
stopka < 200 < 200
przejście pióro – stopka
390 225
przejście pióro – stopka
280 200
pióro 190 215
pióro 215 250
w stosunku do pióra łopatki kołkowanej. Mając na uwadze różnice konstrukcyjne, ale także to, że stwierdza się pękanie łopatek ze stopką jodełkową, a przy tym, że połączenie łopatek z tarczą wir-nika na kołki uchodzi za niezawodne, zdecydowano się wykonać obliczenia, metodą elementów skończonych, stanu naprężeń w wybranych obszarach łopatek. Główne obszary analizy to same stopki łopatek, przejścia stopek łopatek w pióra i w końcu same wartości naprężeń na piórach – zarówno po stronach wklęsłych jak i wypukłych. Analiza wykazała, że większe wartości naprężeń „pojawiły się” w łopatce ze stopką jodełkową – poza jednym obszarem – pióro łopatki. Na uwagę zasługuje jeszcze fakt, że w stopce łopatki jodełkowej naprężenia zredukowane w dużej mie-rze koncentrują się w środkowej części „jodełki”, a nie wyłącznie na jej końcach. Syntetyczne wyniki naprężeń zredukowanych dla dwóch łopatek zaprezentowano w tablicy 1.
Naprężenia od przepływu pary nie były brane pod uwagę. Należy jednak zaznaczyć, że przy zbliżonej mocy ostatnich stop-ni części niskoprężnych turbin jednostkowe obciążenie łopatek mocowanych przy pomocy kołków jest wyższe z uwagi na ich mniejszą liczbę (70 w wieńcu – rys. 9) niż w przypadku łopatek ze stopkami jodełkowymi (90 łopatek w wieńcu – rys. 10), a mimo to pracują bezawaryjnie.
Wnioski
1. Przedmiotem analizy wytrzymałościowej było porównanie stanu naprężeń w dwóch różnych typach łopatek części ni-skoprężnych turbin, ze względu na fakt, że na łopatkach typu jodełkowego – w przeciwieństwie do łopatek kołkowanych – stwierdza się pęknięcia po stosunkowo krótkim czasie eks-ploatacji.
2. Zakres obliczeń i analizy został dobrany w taki sposób, aby przy maksymalnej redukcji czasu i kosztów uzyskać istotne informacje dotyczące stanu naprężeń w miejscach pojawiają-cych się pęknięć.
3. W nawiązaniu do punktu 2 analiza wykazała, że pojawiające się pęknięcia usytuowane są poza obszarami największych naprężeń w typowych warunkach eksploatacji, a poszukiwanie przyczyn (-y) uszkodzeń należy prowadzić w innych obszarach.
strona 832 (39)
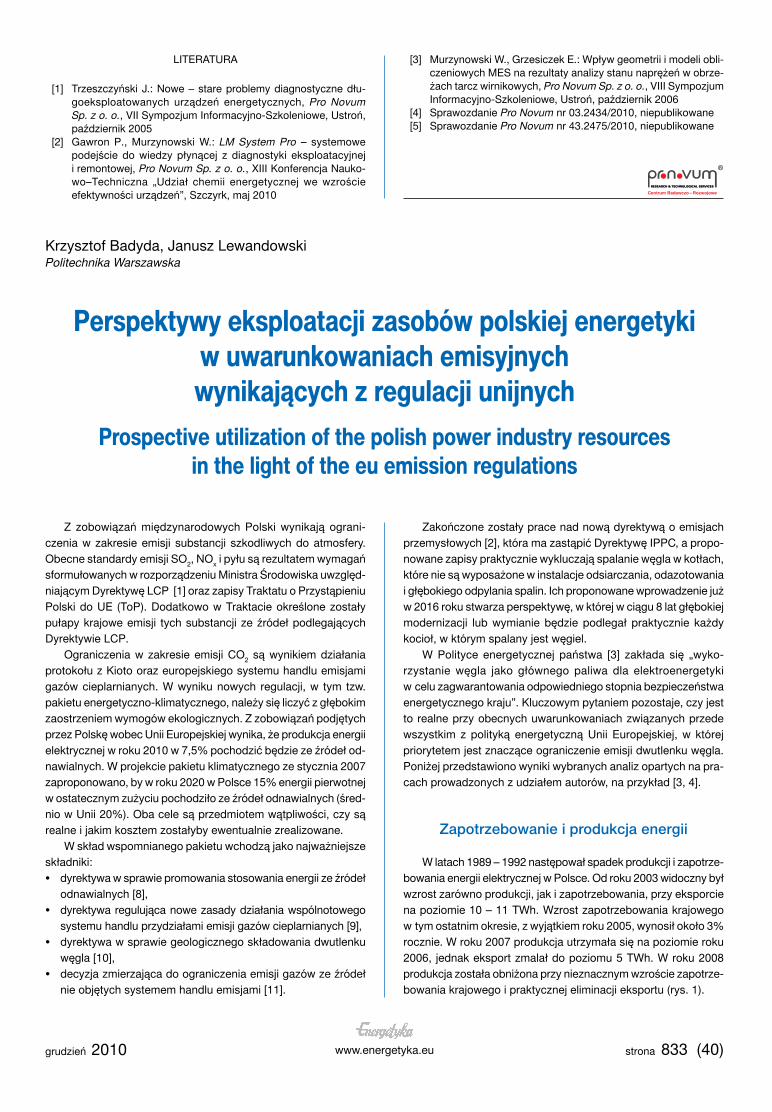
www.energetyka.eugrudzień 2010
LITERATURA
[1] Trzeszczyński J.: Nowe – stare problemy diagnostyczne dłu-goeksploatowanych urządzeń energetycznych, Pro Novum Sp. z o. o., VII Sympozjum Informacyjno-Szkoleniowe, Ustroń, październik 2005
[2] Gawron P., Murzynowski W.: LM System Pro – systemowe podejście do wiedzy płynącej z diagnostyki eksploatacyjnej i remontowej, Pro Novum Sp. z o. o., XIII Konferencja Nauko-wo–Techniczna „Udział chemii energetycznej we wzroście efektywności urządzeń”, Szczyrk, maj 2010
Krzysztof Badyda, Janusz LewandowskiPolitechnika Warszawska
Perspektywy eksploatacji zasobów polskiej energetyki w uwarunkowaniach emisyjnych wynikających z regulacji unijnych
Prospective utilization of the polish power industry resources in the light of the eu emission regulations
Z zobowiązań międzynarodowych Polski wynikają ograni-czenia w zakresie emisji substancji szkodliwych do atmosfery. Obecne standardy emisji SO2, NOx i pyłu są rezultatem wymagań sformułowanych w rozporządzeniu Ministra Środowiska uwzględ-niającym Dyrektywę LCP [1] oraz zapisy Traktatu o Przystąpieniu Polski do UE (ToP). Dodatkowo w Traktacie określone zostały pułapy krajowe emisji tych substancji ze źródeł podlegających Dyrektywie LCP.
Ograniczenia w zakresie emisji CO2 są wynikiem działania protokołu z Kioto oraz europejskiego systemu handlu emisjami gazów cieplarnianych. W wyniku nowych regulacji, w tym tzw. pakietu energetyczno-klimatycznego, należy się liczyć z głębokim zaostrzeniem wymogów ekologicznych. Z zobowiązań podjętych przez Polskę wobec Unii Europejskiej wynika, że produkcja energii elektrycznej w roku 2010 w 7,5% pochodzić będzie ze źródeł od-nawialnych. W projekcie pakietu klimatycznego ze stycznia 2007 zaproponowano, by w roku 2020 w Polsce 15% energii pierwotnej w ostatecznym zużyciu pochodziło ze źródeł odnawialnych (śred-nio w Unii 20%). Oba cele są przedmiotem wątpliwości, czy są realne i jakim kosztem zostałyby ewentualnie zrealizowane.
W skład wspomnianego pakietu wchodzą jako najważniejsze składniki:• dyrektywa w sprawie promowania stosowania energii ze źródeł
odnawialnych [8],• dyrektywa regulująca nowe zasady działania wspólnotowego
systemu handlu przydziałami emisji gazów cieplarnianych [9],• dyrektywa w sprawie geologicznego składowania dwutlenku
węgla [10],• decyzja zmierzająca do ograniczenia emisji gazów ze źródeł
nie objętych systemem handlu emisjami [11].
Zakończone zostały prace nad nową dyrektywą o emisjach przemysłowych [2], która ma zastąpić Dyrektywę IPPC, a propo-nowane zapisy praktycznie wykluczają spalanie węgla w kotłach, które nie są wyposażone w instalacje odsiarczania, odazotowania i głębokiego odpylania spalin. Ich proponowane wprowadzenie już w 2016 roku stwarza perspektywę, w której w ciągu 8 lat głębokiej modernizacji lub wymianie będzie podlegał praktycznie każdy kocioł, w którym spalany jest węgiel.
W Polityce energetycznej państwa [3] zakłada się „wyko-rzystanie węgla jako głównego paliwa dla elektroenergetyki w celu zagwarantowania odpowiedniego stopnia bezpieczeństwa energetycznego kraju”. Kluczowym pytaniem pozostaje, czy jest to realne przy obecnych uwarunkowaniach związanych przede wszystkim z polityką energetyczną Unii Europejskiej, w której priorytetem jest znaczące ograniczenie emisji dwutlenku węgla. Poniżej przedstawiono wyniki wybranych analiz opartych na pra-cach prowadzonych z udziałem autorów, na przykład [3, 4].
Zapotrzebowanie i produkcja energii
W latach 1989 – 1992 następował spadek produkcji i zapotrze-bowania energii elektrycznej w Polsce. Od roku 2003 widoczny był wzrost zarówno produkcji, jak i zapotrzebowania, przy eksporcie na poziomie 10 – 11 TWh. Wzrost zapotrzebowania krajowego w tym ostatnim okresie, z wyjątkiem roku 2005, wynosił około 3% rocznie. W roku 2007 produkcja utrzymała się na poziomie roku 2006, jednak eksport zmalał do poziomu 5 TWh. W roku 2008 produkcja została obniżona przy nieznacznym wzroście zapotrze-bowania krajowego i praktycznej eliminacji eksportu (rys. 1).
[3] Murzynowski W., Grzesiczek E.: Wpływ geometrii i modeli obli-czeniowych MES na rezultaty analizy stanu naprężeń w obrze-żach tarcz wirnikowych, Pro Novum Sp. z o. o., VIII Sympozjum Informacyjno-Szkoleniowe, Ustroń, październik 2006
[4] Sprawozdanie Pro Novum nr 03.2434/2010, niepublikowane [5] Sprawozdanie Pro Novum nr 43.2475/2010, niepublikowane
strona 833 (40)
www.energetyka.eu grudzień 2010
Rys.1. Wartość produkcji i zapotrzebowania energii elektrycznej w Polsce w latach 1980 – 2008 (według danych ARE)
Prognozowany jeszcze pod koniec roku 2007 na potrzeby Polityki Energetycznej Polski wzrost zapotrzebowania na energię pierwotną do 2030 r. oceniano na 32%, przy praktycznie stałym poziomie zużycia paliw węglowych. Skorygowana w [3] prognoza, przygotowana w lutym 2009 roku, sporządzona została przy zało-żeniu wzrostu tego zapotrzebowania już tylko na poziomie 21%, przy zauważalnym spadku zużycia węgla kamiennego (o około 24%) oraz brunatnego (o około 16%).
Spadek udziału paliw węglowych w generacji energii elek-trycznej ma tu nastąpić dzięki wzrostowi wykorzystania energii ze źródeł odnawialnych, w pewnym stopniu gazu ziemnego, a po roku 2020 pojawienia się w systemie elektrowni jądrowych (tab.1). Podstawę przyrostu produkcji energii elektrycznej z wy-korzystaniem źródeł odnawialnych mają stanowić: wykorzystanie biomasy (ponad 6-krotny wzrost w roku 2030 w porównaniu z rokiem 2006), energii wiatrowej (wzrost 70-krotny) oraz biogazu (wzrost 33-krotny).
2006 2010 2015 2020 2025 2030
Węgiel kamienny 58,31 52,95 44,90 40,17 32,37 35,58
Węgiel brunatny 33,79 34,70 36,47 25,62 26,83 20,96
Gaz ziemny 3,12 3,42 3,57 5,38 6,32 6,64
Produkty naftowe 1,08 1,48 1,78 1,79 1,61 1,49
Paliwo jądrowe 0,00 0,00 0,00 6,73 11,70 15,66
Energia odnawialna 2,64 6,21 12,13 19,28 20,23 18,83
Wodne pompowe 0,66 0,78 0,71 0,64 0,55 0,50
Odpady 0,41 0,47 0,43 0,38 0,39 0,35
Tabela 1Prognozowana według [3] struktura procentowa udziału paliw w produkcji energii elektrycznej netto na tle stanu wyjściowego
w roku 2006
Następujący w ostatnich latach spadek zapotrzebowania na ciepło został w znaczącej mierze wyhamowany i można założyć, że w kolejnych latach będzie się ono utrzymywało na stałym poziomie. Konieczne jest natomiast podjęcie działań, które by doprowadziły do znaczącego wzrostu skojarzonego wytwarzania energii elektrycznej i ciepła. Rozwój niskoemisyjnych technologii wytwarzania energii oraz źródeł skojarzonych jest jednym z prio-rytetów Polityki energetycznej Polski.
Należy podkreślić, że struktura mocy zainstalowanej, a w konsekwencji również produkcji energii elektrycznej w polskiej
Rys. 2. Struktura mocy zainstalowanej w Polsce oraz w wybranych krajach Unii Europejskiej
energetyce bardzo mocno odbiega od typowej dla pozostałych krajów Unii Europejskiej. Monokultura węglowa w Polsce nie ma w zasadzie odpowiednika w innym kraju unijnym (rys. 2). Poza Unią Europejską około 92% energii z węgla (kamiennego) pozyskuje się jeszcze w Republice Południowej Afryki. Udział energetyki węglowej na poziomie 75% pozyskiwanej energii elektrycznej ma miejsce w Australii oraz Izraelu.
Struktura wiekowa podstawowego majątku produkcyjnego energetyki zawodowej przedstawiona została przez autorów w [6]. Średnia wieku krajowych bloków nie odbiega w istotnym stopniu od europejskiej, jednak około 60% mocy skumulowanej bloków energetycznych w Polsce przekroczyło 30-letni okres eksploatacji. W przypadku elektrowni węglowych średnia wieku dla Europy jest porównywalna. Planowane do wprowadzenia ograniczenia emisyjne przewidziane w [2] oparto na zaleceniach [5]. Należy podkreślić szczególnie restrykcyjny charakter wymogów BAT dla technologii węglowych. Propozycje (szersze ich omówienie przedstawiono w [6]) idą tu w kierunku znaczącego zaostrzenia standardów emisyjnych w porównaniu z wcześniejszymi regula-cjami. Będzie to oznaczać, szczególnie w przypadku starszych bloków, konieczność trudnych decyzji o podjęciu inwestycji w kolejne instalacje ochrony powietrza, bądź ich wymianie.
Zmiany w zakresie ograniczeń emisyjnych SO2, NOx oraz pyłu
Ograniczenia emisji tlenków siarki, tlenków azotu oraz pyłu są rezultatem przyjętych przez Polskę, wspomnianych we wstępie, zobowiązań międzynarodowych. Wynikają z nich przyjmowane w prawie krajowym standardy emisyjne dla źródeł oraz krajowe pułapy dla poszczególnych zanieczyszczeń. Wyniki sporządzonej w [3] prognozy emisji do atmosfery substancji szkodliwych, dla których głównym źródłem są instalacje energetyczne zestawiono w tabeli 2. Prognoza tta nie uwzględnia jednak zapisów Dyrektywy o Emisjach Przemysłowych [2].
W następnej dekadzie przewiduje się duży spadek emisji SO2 – ponad 50% w stosunku do roku 2006. Przy przyjętych założeniach krajowa emisja zmniejszy się tu z poziomu 1216 tys. ton w roku 2006 do ok. 480 tys. ton w roku 2020 i 450 tys. ton w roku 2030. Pułap emisji wynikający z II Protokołu Siarkowego (obniżenie krajowej emisji tlenków siarki poniżej 1398 kt do roku 2010) uznaje się za łatwo osiągalny. Przyjęty w wyniku negocjacji nad ToP pułap emisji SO2 dla dużych obiektów energetycznego spalania paliw (LCP)
strona 834 (41)
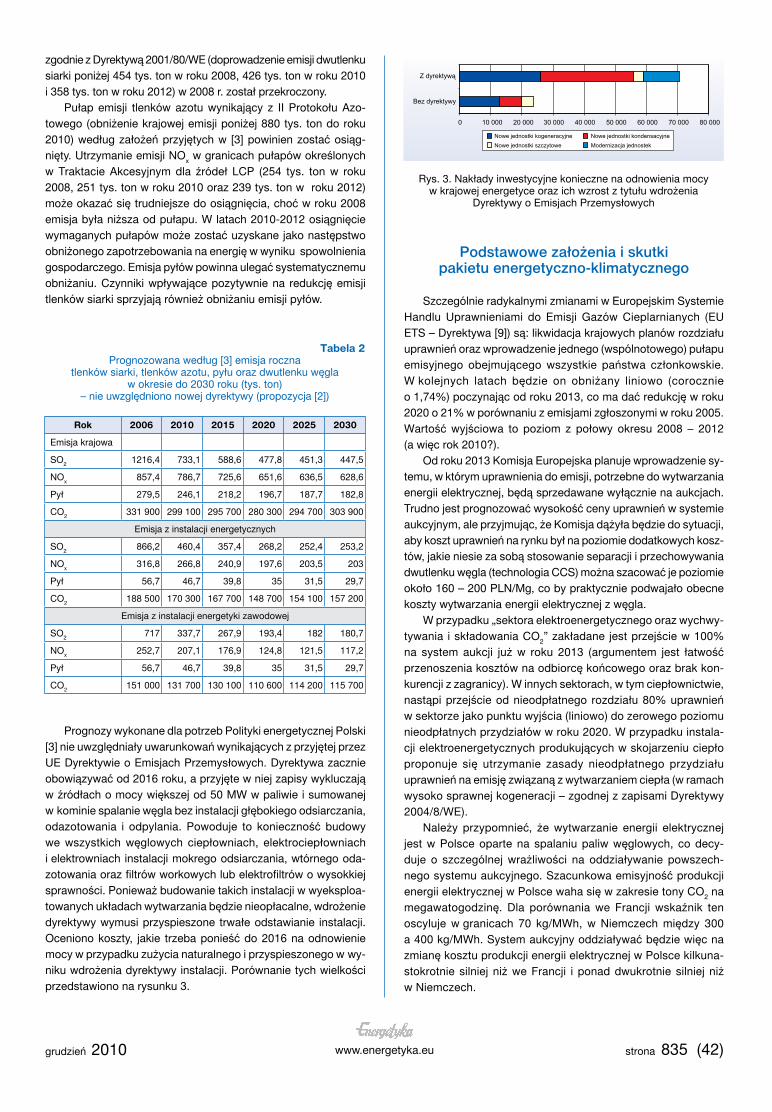
www.energetyka.eugrudzień 2010
Tabela 2Prognozowana według [3] emisja roczna
tlenków siarki, tlenków azotu, pyłu oraz dwutlenku węgla w okresie do 2030 roku (tys. ton)
– nie uwzględniono nowej dyrektywy (propozycja [2])
Rok 2006 2010 2015 2020 2025 2030
Emisja krajowa
SO2 1216,4 733,1 588,6 477,8 451,3 447,5
NOx 857,4 786,7 725,6 651,6 636,5 628,6
Pył 279,5 246,1 218,2 196,7 187,7 182,8
CO2 331 900 299 100 295 700 280 300 294 700 303 900
Emisja z instalacji energetycznych
SO2 866,2 460,4 357,4 268,2 252,4 253,2
NOx 316,8 266,8 240,9 197,6 203,5 203
Pył 56,7 46,7 39,8 35 31,5 29,7
CO2 188 500 170 300 167 700 148 700 154 100 157 200
Emisja z instalacji energetyki zawodowej
SO2 717 337,7 267,9 193,4 182 180,7
NOx 252,7 207,1 176,9 124,8 121,5 117,2
Pył 56,7 46,7 39,8 35 31,5 29,7
CO2 151 000 131 700 130 100 110 600 114 200 115 700
Rys. 3. Nakłady inwestycyjne konieczne na odnowienia mocy w krajowej energetyce oraz ich wzrost z tytułu wdrożenia
Dyrektywy o Emisjach Przemysłowych
zgodnie z Dyrektywą 2001/80/WE (doprowadzenie emisji dwutlenku siarki poniżej 454 tys. ton w roku 2008, 426 tys. ton w roku 2010 i 358 tys. ton w roku 2012) w 2008 r. został przekroczony.
Pułap emisji tlenków azotu wynikający z II Protokołu Azo-towego (obniżenie krajowej emisji poniżej 880 tys. ton do roku 2010) według założeń przyjętych w [3] powinien zostać osiąg-nięty. Utrzymanie emisji NOx w granicach pułapów określonych w Traktacie Akcesyjnym dla źródeł LCP (254 tys. ton w roku 2008, 251 tys. ton w roku 2010 oraz 239 tys. ton w roku 2012) może okazać się trudniejsze do osiągnięcia, choć w roku 2008 emisja była niższa od pułapu. W latach 2010-2012 osiągnięcie wymaganych pułapów może zostać uzyskane jako następstwo obniżonego zapotrzebowania na energię w wyniku spowolnienia gospodarczego. Emisja pyłów powinna ulegać systematycznemu obniżaniu. Czynniki wpływające pozytywnie na redukcję emisji tlenków siarki sprzyjają również obniżaniu emisji pyłów.
Podstawowe założenia i skutki pakietu energetyczno-klimatycznego
Szczególnie radykalnymi zmianami w Europejskim Systemie Handlu Uprawnieniami do Emisji Gazów Cieplarnianych (EU ETS – Dyrektywa [9]) są: likwidacja krajowych planów rozdziału uprawnień oraz wprowadzenie jednego (wspólnotowego) pułapu emisyjnego obejmującego wszystkie państwa członkowskie. W kolejnych latach będzie on obniżany liniowo (corocznie o 1,74%) poczynając od roku 2013, co ma dać redukcję w roku 2020 o 21% w porównaniu z emisjami zgłoszonymi w roku 2005. Wartość wyjściowa to poziom z połowy okresu 2008 – 2012 (a więc rok 2010?).
Od roku 2013 Komisja Europejska planuje wprowadzenie sy-temu, w którym uprawnienia do emisji, potrzebne do wytwarzania energii elektrycznej, będą sprzedawane wyłącznie na aukcjach. Trudno jest prognozować wysokość ceny uprawnień w systemie aukcyjnym, ale przyjmując, że Komisja dążyła będzie do sytuacji, aby koszt uprawnień na rynku był na poziomie dodatkowych kosz-tów, jakie niesie za sobą stosowanie separacji i przechowywania dwutlenku węgla (technologia CCS) można szacować je poziomie około 160 – 200 PLN/Mg, co by praktycznie podwajało obecne koszty wytwarzania energii elektrycznej z węgla.
W przypadku „sektora elektroenergetycznego oraz wychwy-tywania i składowania CO2” zakładane jest przejście w 100% na system aukcji już w roku 2013 (argumentem jest łatwość przenoszenia kosztów na odbiorcę końcowego oraz brak kon-kurencji z zagranicy). W innych sektorach, w tym ciepłownictwie, nastąpi przejście od nieodpłatnego rozdziału 80% uprawnień w sektorze jako punktu wyjścia (liniowo) do zerowego poziomu nieodpłatnych przydziałów w roku 2020. W przypadku instala-cji elektroenergetycznych produkujących w skojarzeniu ciepło proponuje się utrzymanie zasady nieodpłatnego przydziału uprawnień na emisję związaną z wytwarzaniem ciepła (w ramach wysoko sprawnej kogeneracji – zgodnej z zapisami Dyrektywy 2004/8/WE).
Należy przypomnieć, że wytwarzanie energii elektrycznej jest w Polsce oparte na spalaniu paliw węglowych, co decy-duje o szczególnej wrażliwości na oddziaływanie powszech-nego systemu aukcyjnego. Szacunkowa emisyjność produkcji energii elektrycznej w Polsce waha się w zakresie tony CO2 na megawatogodzinę. Dla porównania we Francji wskaźnik ten oscyluje w granicach 70 kg/MWh, w Niemczech między 300 a 400 kg/MWh. System aukcyjny oddziaływać będzie więc na zmianę kosztu produkcji energii elektrycznej w Polsce kilkuna-stokrotnie silniej niż we Francji i ponad dwukrotnie silniej niż w Niemczech.
Prognozy wykonane dla potrzeb Polityki energetycznej Polski [3] nie uwzględniały uwarunkowań wynikających z przyjętej przez UE Dyrektywie o Emisjach Przemysłowych. Dyrektywa zacznie obowiązywać od 2016 roku, a przyjęte w niej zapisy wykluczają w źródłach o mocy większej od 50 MW w paliwie i sumowanej w kominie spalanie węgla bez instalacji głębokiego odsiarczania, odazotowania i odpylania. Powoduje to konieczność budowy we wszystkich węglowych ciepłowniach, elektrociepłowniach i elektrowniach instalacji mokrego odsiarczania, wtórnego oda-zotowania oraz filtrów workowych lub elektrofiltrów o wysokkiej sprawności. Ponieważ budowanie takich instalacji w wyeksploa-towanych układach wytwarzania będzie nieopłacalne, wdrożenie dyrektywy wymusi przyspieszone trwałe odstawianie instalacji. Oceniono koszty, jakie trzeba ponieść do 2016 na odnowienie mocy w przypadku zużycia naturalnego i przyspieszonego w wy-niku wdrożenia dyrektywy instalacji. Porównanie tych wielkości przedstawiono na rysunku 3.
strona 835 (42)
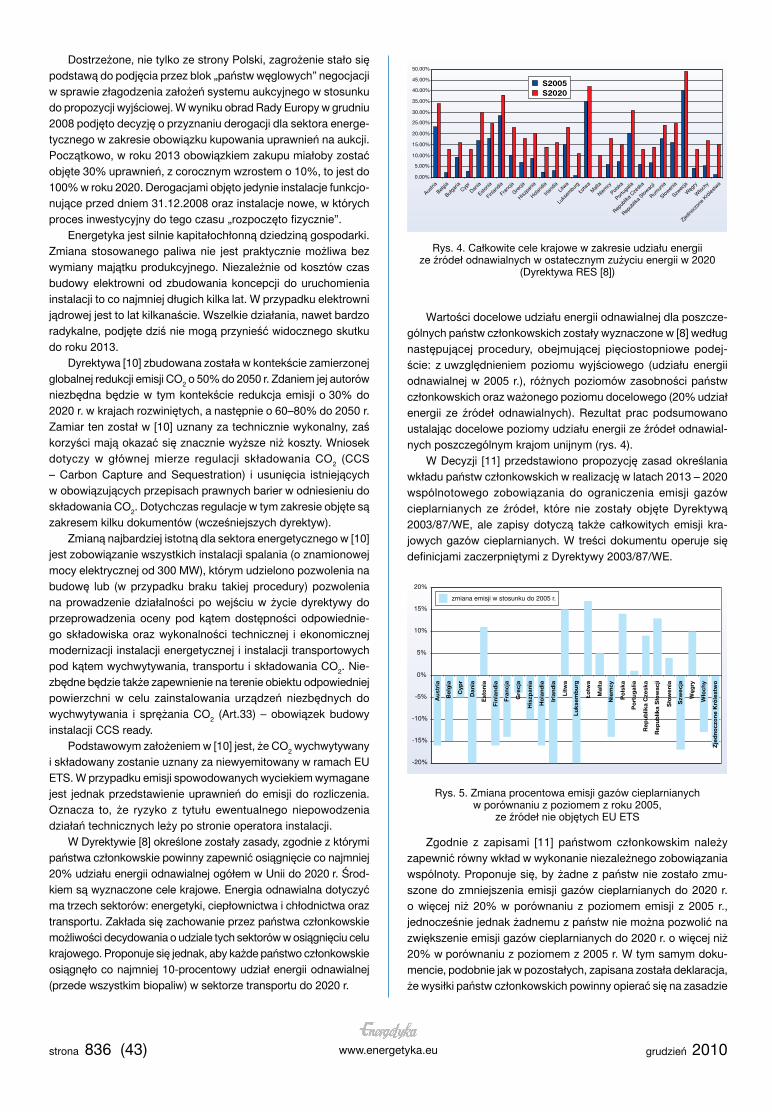
www.energetyka.eu grudzień 2010
Rys. 4. Całkowite cele krajowe w zakresie udziału energii ze źródeł odnawialnych w ostatecznym zużyciu energii w 2020
(Dyrektywa RES [8])
Wartości docelowe udziału energii odnawialnej dla poszcze-gólnych państw członkowskich zostały wyznaczone w [8] według następującej procedury, obejmującej pięciostopniowe podej-ście: z uwzględnieniem poziomu wyjściowego (udziału energii odnawialnej w 2005 r.), różnych poziomów zasobności państw członkowskich oraz ważonego poziomu docelowego (20% udział energii ze źródeł odnawialnych). Rezultat prac podsumowano ustalając docelowe poziomy udziału energii ze źródeł odnawial-nych poszczególnym krajom unijnym (rys. 4).
W Decyzji [11] przedstawiono propozycję zasad określania wkładu państw członkowskich w realizację w latach 2013 – 2020 wspólnotowego zobowiązania do ograniczenia emisji gazów cieplarnianych ze źródeł, które nie zostały objęte Dyrektywą 2003/87/WE, ale zapisy dotyczą także całkowitych emisji kra-jowych gazów cieplarnianych. W treści dokumentu operuje się definicjami zaczerpniętymi z Dyrektywy 2003/87/WE.
Dostrzeżone, nie tylko ze strony Polski, zagrożenie stało się podstawą do podjęcia przez blok „państw węglowych” negocjacji w sprawie złagodzenia założeń systemu aukcyjnego w stosunku do propozycji wyjściowej. W wyniku obrad Rady Europy w grudniu 2008 podjęto decyzję o przyznaniu derogacji dla sektora energe-tycznego w zakresie obowiązku kupowania uprawnień na aukcji. Początkowo, w roku 2013 obowiązkiem zakupu miałoby zostać objęte 30% uprawnień, z corocznym wzrostem o 10%, to jest do 100% w roku 2020. Derogacjami objęto jedynie instalacje funkcjo-nujące przed dniem 31.12.2008 oraz instalacje nowe, w których proces inwestycyjny do tego czasu „rozpoczęto fizycznie”.
Energetyka jest silnie kapitałochłonną dziedziną gospodarki. Zmiana stosowanego paliwa nie jest praktycznie możliwa bez wymiany majątku produkcyjnego. Niezależnie od kosztów czas budowy elektrowni od zbudowania koncepcji do uruchomienia instalacji to co najmniej długich kilka lat. W przypadku elektrowni jądrowej jest to lat kilkanaście. Wszelkie działania, nawet bardzo radykalne, podjęte dziś nie mogą przynieść widocznego skutku do roku 2013.
Dyrektywa [10] zbudowana została w kontekście zamierzonej globalnej redukcji emisji CO2 o 50% do 2050 r. Zdaniem jej autorów niezbędna będzie w tym kontekście redukcja emisji o 30% do 2020 r. w krajach rozwiniętych, a następnie o 60–80% do 2050 r. Zamiar ten został w [10] uznany za technicznie wykonalny, zaś korzyści mają okazać się znacznie wyższe niż koszty. Wniosek dotyczy w głównej mierze regulacji składowania CO2 (CCS – Carbon Capture and Sequestration) i usunięcia istniejących w obowiązujących przepisach prawnych barier w odniesieniu do składowania CO2. Dotychczas regulacje w tym zakresie objęte są zakresem kilku dokumentów (wcześniejszych dyrektyw).
Zmianą najbardziej istotną dla sektora energetycznego w [10] jest zobowiązanie wszystkich instalacji spalania (o znamionowej mocy elektrycznej od 300 MW), którym udzielono pozwolenia na budowę lub (w przypadku braku takiej procedury) pozwolenia na prowadzenie działalności po wejściu w życie dyrektywy do przeprowadzenia oceny pod kątem dostępności odpowiednie-go składowiska oraz wykonalności technicznej i ekonomicznej modernizacji instalacji energetycznej i instalacji transportowych pod kątem wychwytywania, transportu i składowania CO2. Nie-zbędne będzie także zapewnienie na terenie obiektu odpowiedniej powierzchni w celu zainstalowania urządzeń niezbędnych do wychwytywania i sprężania CO2 (Art.33) – obowiązek budowy instalacji CCS ready.
Podstawowym założeniem w [10] jest, że CO2 wychwytywany i składowany zostanie uznany za niewyemitowany w ramach EU ETS. W przypadku emisji spowodowanych wyciekiem wymagane jest jednak przedstawienie uprawnień do emisji do rozliczenia. Oznacza to, że ryzyko z tytułu ewentualnego niepowodzenia działań technicznych leży po stronie operatora instalacji.
W Dyrektywie [8] określone zostały zasady, zgodnie z którymi państwa członkowskie powinny zapewnić osiągnięcie co najmniej 20% udziału energii odnawialnej ogółem w Unii do 2020 r. Środ-kiem są wyznaczone cele krajowe. Energia odnawialna dotyczyć ma trzech sektorów: energetyki, ciepłownictwa i chłodnictwa oraz transportu. Zakłada się zachowanie przez państwa członkowskie możliwości decydowania o udziale tych sektorów w osiągnięciu celu krajowego. Proponuje się jednak, aby każde państwo członkowskie osiągnęło co najmniej 10-procentowy udział energii odnawialnej (przede wszystkim biopaliw) w sektorze transportu do 2020 r.
Rys. 5. Zmiana procentowa emisji gazów cieplarnianych w porównaniu z poziomem z roku 2005,
ze źródeł nie objętych EU ETS
Zgodnie z zapisami [11] państwom członkowskim należy zapewnić równy wkład w wykonanie niezależnego zobowiązania wspólnoty. Proponuje się, by żadne z państw nie zostało zmu-szone do zmniejszenia emisji gazów cieplarnianych do 2020 r. o więcej niż 20% w porównaniu z poziomem emisji z 2005 r., jednocześnie jednak żadnemu z państw nie można pozwolić na zwiększenie emisji gazów cieplarnianych do 2020 r. o więcej niż 20% w porównaniu z poziomem z 2005 r. W tym samym doku-mencie, podobnie jak w pozostałych, zapisana została deklaracja, że wysiłki państw członkowskich powinny opierać się na zasadzie
strona 836 (43)
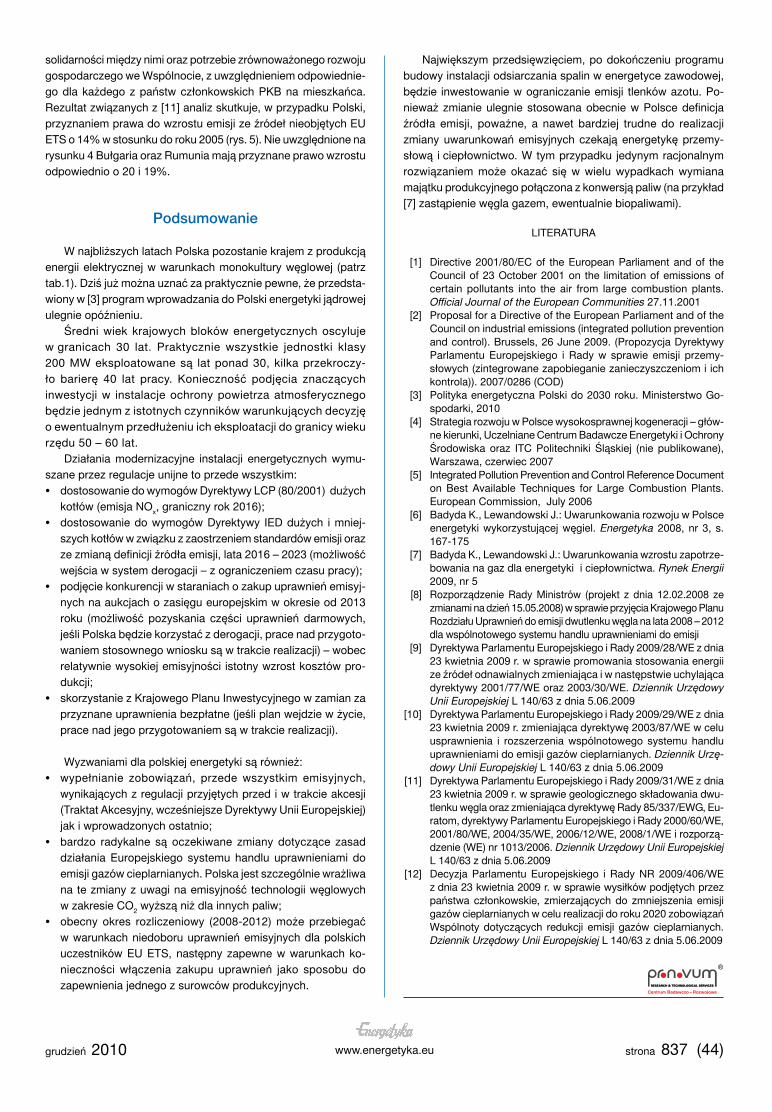
www.energetyka.eugrudzień 2010
solidarności między nimi oraz potrzebie zrównoważonego rozwoju gospodarczego we Wspólnocie, z uwzględnieniem odpowiednie-go dla każdego z państw członkowskich PKB na mieszkańca. Rezultat związanych z [11] analiz skutkuje, w przypadku Polski, przyznaniem prawa do wzrostu emisji ze źródeł nieobjętych EU ETS o 14% w stosunku do roku 2005 (rys. 5). Nie uwzględnione na rysunku 4 Bułgaria oraz Rumunia mają przyznane prawo wzrostu odpowiednio o 20 i 19%.
Podsumowanie
W najbliższych latach Polska pozostanie krajem z produkcją energii elektrycznej w warunkach monokultury węglowej (patrz tab.1). Dziś już można uznać za praktycznie pewne, że przedsta-wiony w [3] program wprowadzania do Polski energetyki jądrowej ulegnie opóźnieniu.
Średni wiek krajowych bloków energetycznych oscyluje w granicach 30 lat. Praktycznie wszystkie jednostki klasy 200 MW eksploatowane są lat ponad 30, kilka przekroczy-ło barierę 40 lat pracy. Konieczność podjęcia znaczących inwestycji w instalacje ochrony powietrza atmosferycznego będzie jednym z istotnych czynników warunkujących decyzję o ewentualnym przedłużeniu ich eksploatacji do granicy wieku rzędu 50 – 60 lat.
Działania modernizacyjne instalacji energetycznych wymu-szane przez regulacje unijne to przede wszystkim:• dostosowanie do wymogów Dyrektywy LCP (80/2001) dużych
kotłów (emisja NOx, graniczny rok 2016); • dostosowanie do wymogów Dyrektywy IED dużych i mniej-
szych kotłów w związku z zaostrzeniem standardów emisji oraz ze zmianą definicji źródła emisji, lata 2016 – 2023 (możliwość wejścia w system derogacji – z ograniczeniem czasu pracy);
• podjęcie konkurencji w staraniach o zakup uprawnień emisyj-nych na aukcjach o zasięgu europejskim w okresie od 2013 roku (możliwość pozyskania części uprawnień darmowych, jeśli Polska będzie korzystać z derogacji, prace nad przygoto-waniem stosownego wniosku są w trakcie realizacji) – wobec relatywnie wysokiej emisyjności istotny wzrost kosztów pro-dukcji;
• skorzystanie z Krajowego Planu Inwestycyjnego w zamian za przyznane uprawnienia bezpłatne (jeśli plan wejdzie w życie, prace nad jego przygotowaniem są w trakcie realizacji).
Wyzwaniami dla polskiej energetyki są również:• wypełnianie zobowiązań, przede wszystkim emisyjnych,
wynikających z regulacji przyjętych przed i w trakcie akcesji (Traktat Akcesyjny, wcześniejsze Dyrektywy Unii Europejskiej) jak i wprowadzonych ostatnio;
• bardzo radykalne są oczekiwane zmiany dotyczące zasad działania Europejskiego systemu handlu uprawnieniami do emisji gazów cieplarnianych. Polska jest szczególnie wrażliwa na te zmiany z uwagi na emisyjność technologii węglowych w zakresie CO2 wyższą niż dla innych paliw;
• obecny okres rozliczeniowy (2008-2012) może przebiegać w warunkach niedoboru uprawnień emisyjnych dla polskich uczestników EU ETS, następny zapewne w warunkach ko-nieczności włączenia zakupu uprawnień jako sposobu do zapewnienia jednego z surowców produkcyjnych.
Największym przedsięwzięciem, po dokończeniu programu budowy instalacji odsiarczania spalin w energetyce zawodowej, będzie inwestowanie w ograniczanie emisji tlenków azotu. Po-nieważ zmianie ulegnie stosowana obecnie w Polsce definicja źródła emisji, poważne, a nawet bardziej trudne do realizacji zmiany uwarunkowań emisyjnych czekają energetykę przemy-słową i ciepłownictwo. W tym przypadku jedynym racjonalnym rozwiązaniem może okazać się w wielu wypadkach wymiana majątku produkcyjnego połączona z konwersją paliw (na przykład [7] zastąpienie węgla gazem, ewentualnie biopaliwami).
LITERATURA
[1] Directive 2001/80/EC of the European Parliament and of the Council of 23 October 2001 on the limitation of emissions of certain pollutants into the air from large combustion plants. Official Journal of the European Communities 27.11.2001
[2] Proposal for a Directive of the European Parliament and of the Council on industrial emissions (integrated pollution prevention and control). Brussels, 26 June 2009. (Propozycja Dyrektywy Parlamentu Europejskiego i Rady w sprawie emisji przemy-słowych (zintegrowane zapobieganie zanieczyszczeniom i ich kontrola)). 2007/0286 (COD)
[3] Polityka energetyczna Polski do 2030 roku. Ministerstwo Go-spodarki, 2010
[4] Strategia rozwoju w Polsce wysokosprawnej kogeneracji – głów-ne kierunki, Uczelniane Centrum Badawcze Energetyki i Ochrony Środowiska oraz ITC Politechniki Śląskiej (nie publikowane), Warszawa, czerwiec 2007
[5] Integrated Pollution Prevention and Control Reference Document on Best Available Techniques for Large Combustion Plants. European Commission, July 2006
[6] Badyda K., Lewandowski J.: Uwarunkowania rozwoju w Polsce energetyki wykorzystującej węgiel. Energetyka 2008, nr 3, s. 167-175
[7] Badyda K., Lewandowski J.: Uwarunkowania wzrostu zapotrze-bowania na gaz dla energetyki i ciepłownictwa. Rynek Energii 2009, nr 5
[8] Rozporządzenie Rady Ministrów (projekt z dnia 12.02.2008 ze zmianami na dzień 15.05.2008) w sprawie przyjęcia Krajowego Planu Rozdziału Uprawnień do emisji dwutlenku węgla na lata 2008 – 2012 dla wspólnotowego systemu handlu uprawnieniami do emisji
[9] Dyrektywa Parlamentu Europejskiego i Rady 2009/28/WE z dnia 23 kwietnia 2009 r. w sprawie promowania stosowania energii ze źródeł odnawialnych zmieniająca i w następstwie uchylająca dyrektywy 2001/77/WE oraz 2003/30/WE. Dziennik Urzędowy Unii Europejskiej L 140/63 z dnia 5.06.2009
[10] Dyrektywa Parlamentu Europejskiego i Rady 2009/29/WE z dnia 23 kwietnia 2009 r. zmieniająca dyrektywę 2003/87/WE w celu usprawnienia i rozszerzenia wspólnotowego systemu handlu uprawnieniami do emisji gazów cieplarnianych. Dziennik Urzę-dowy Unii Europejskiej L 140/63 z dnia 5.06.2009
[11] Dyrektywa Parlamentu Europejskiego i Rady 2009/31/WE z dnia 23 kwietnia 2009 r. w sprawie geologicznego składowania dwu-tlenku węgla oraz zmieniająca dyrektywę Rady 85/337/EWG, Eu-ratom, dyrektywy Parlamentu Europejskiego i Rady 2000/60/WE, 2001/80/WE, 2004/35/WE, 2006/12/WE, 2008/1/WE i rozporzą-dzenie (WE) nr 1013/2006. Dziennik Urzędowy Unii Europejskiej L 140/63 z dnia 5.06.2009
[12] Decyzja Parlamentu Europejskiego i Rady NR 2009/406/WE z dnia 23 kwietnia 2009 r. w sprawie wysiłków podjętych przez państwa członkowskie, zmierzających do zmniejszenia emisji gazów cieplarnianych w celu realizacji do roku 2020 zobowiązań Wspólnoty dotyczących redukcji emisji gazów cieplarnianych. Dziennik Urzędowy Unii Europejskiej L 140/63 z dnia 5.06.2009
strona 837 (44)

XII SYMPOZJUMInformacyjno-Szkoleniowe
DIAGNOSTYKAI REMONTYURZĄDZEŃCIEPLNO-
-MECHANICZNYCHELEKTROWNI
Wisła, Hotel STOK, 28-30.09.2010 r.
Organizacja
przy współpracy
Patronat Honorowy:Urząd Dozoru Technicznego
Patronat Medialny:Energetyka
Przegląd EnergetycznyNowa Energia
Dozór Techniczny

XII Sym po zjum:DIA GNO STY KA I RE MON TY URZĄ DZEŃ CIEPL NO -ME CHA NICZ NYCH
ELEK TROW NI,w tym ro ku, pod ha słem:
„Mo der ni za cje urzą dzeń ener ge tycz nych w ce lu prze dłu że niaich eks plo ata cji po wy żej 300 000 godzin”
od by ło się w dniach 28-30.09 w Ho te lu STOK, w Wi śle. Pa tro nat ho no ro wy nad Sym po zjum ob jął – po dob nie jak w la tach ubie -
głych – Pre zes Urzę du Do zo ru Tech nicz ne go, Pan Ma rek Wal czak. Głów -ny mi part ne ra mi Pro No vum przy or ga ni za cji te go rocz nej edy cji Sym po -zjum by ły fir my: Po łu dnio wy Kon cern Ener ge tycz ny S.A., To wa rzy stwoGo spo dar cze Pol skie Elek trow nie oraz Po li tech ni ka Ślą ska, Po li tech ni kaKra kow ska i Po li tech ni ka War szaw ska.
Udział w Sym po zjum wzię ło 160 osób, w więk szo ści przed sta wi cie li pol -skich elek trow ni, firm re mon to wych i dia gno stycz nych, Urzę du Do zo ruTech nicz ne go oraz uczel ni. Pod czas pię ciu se sji wy gło szo no 23 re fe ra ty.
Te go rocz ne, 12-te Sym po zjum: DIA GNO STY KA I RE MON TY URZĄ DZEŃCIEPL NO -ME CHA NICZ NYCH ELEK TROW NI by ło jed no cze śnie trze cim z rzę -du spo tka niem po świę co nym prze dłu ża niu cza su eks plo ata cji elek trow ni.Sta ło się tak co naj mniej z trzech po wo dów:• trzy la ta te mu, w ostat nim ro ku, przed kry zy so wej pro spe ri ty, pra wie nikt
– z uczest ni ków X Sym po zjum – prze dłu ża nia cza su pra cy elek trow ni nieode brał ja ko re al ne wy zwa nie wy ma ga ją ce głęb szej re flek sji i od po wied -nich przy go to wań; dwa la ta te mu by ło nie co le piej ale ja ko ścio we go prze -ło mu nie da ło się za uwa żyć,
• nt. prze dłu ża nia cza su pra cy elek trow ni prak tycz nie nikt, w ogól no pol skiejska li nie pró bu je or ga ni zo wać głęb szej dys ku sji, da ło się na wet spo tkaćopi nię, że te mat ten jest ra czej try wial ny i … wsty dli wy,
• Pro No vum, wraz z part ne ra mi te go rocz ne go Sym po zjum tj. Urzę dem Do -zo ru Tech nicz ne go oraz Po łu dnio wym Kon cer nem Ener ge tycz nym S.A.,po sta no wi ło przed sta wić ak tu al ny stan prac i głów ne za ło że nia do ku -men tu:
„Re ko men da cje w za kre sie kwa li fi ko wa nia ele men tów urzą dzeńciepl no -me cha nicz nych blo ków 200 MW w PKE S.A.
do pra cy do 350 000 go dzin”Z re fe ra ta mi przed sta wi cie li Pro No vum pre zen tu ją cy mi:
1. Ogól ne za ło że nia „Re ko men da cji….” – dr inż. Je rzy Trzesz czyń ski(Pro No vum)
2. Kwa li fi ko wa nie do prze dłu żo nej eks plo ata cji urzą dzeń pod le ga ją cychUrzę do wi Do zo ru Tech nicz ne go – dr Woj ciech Brunné (Pro No vum)
3. Wa run ki prze dłu ża nia cza su pra cy tur bin 200 MW – mgr inż. Ste fanKo tow ski (PRO ZA MECH)
4. Wpływ wa run ków che micz nych pra cy blo ków na moż li wość prze dłu ża -nia ich eks plo ata cji po wy żej 300 000 go dzin – mgr inż. Pa weł Gaw ron(Pro No vum)ko re spon do wa ły wy stą pie nia in nych uczest ni ków Sym po zjum w szcze -
gól no ści z: Al stom Po wer Sp. z o.o., Vat ten fall He at Po land S.A., PKE S.A.Elek trow ni Ła zi ska, ZE Pąt nów -Ada mów -Ko nin S.A., ZRE Ka to wi ce S.A.oraz Tur bo Ca re Sp. z o.o. Pre zen to wa no w nich za rów no stra te gie jak rów -nież re ali zo wa ne ak tu al nie pro jek ty oraz tech no lo gie prze dłu ża ją ce trwa -łość urzą dzeń ener ge tycz nych.
XII Sym po zjum by ło wspie ra ne me ry to rycz nie przez Urząd Do zo ru Tech -nicz ne go, Po li tech ni kę Ślą ską, Po li tech ni kę War szaw ską i Po li tech ni kęKra kow ską. Wy stą pie nia Pa na Pre ze sa Hen ry ka Ty mow skie go (PKE S.A.),Pa na Dy rek to ra Mar ka Bar na sia (UDT) oraz przed sta wi cie li w/w Po li tech nikwy ra ża ły opi nię, że bez piecz na i przy wy so kiej dys po zy cyj no ści, prze dłu żo -na eks plo ata cja urzą dzeń ener ge tycz nych mu si być opar ta na pro fe sjo nal -nej, od po wied nio za pla no wa nej dia gno sty ce oraz wie dzy o rze czy wi stychwa run kach eks plo ata cji.
Na pod sta wie zna nych or ga ni za to rom opi nii, ini cja ty wa Pro No vum po le -ga ją ca na opra co wa niu Re ko men da cji w za kre sie kwa li fi ko wa nia urzą -dzeń ciepl no -me cha nicz nych blo ków 200 MW w PKE S.A. do pra cydo 300 000 go dzin spo tka ła się z po wszech ną apro ba tą oraz su ge stią abyw przy pad ku po zy tyw nej opi nii UDT pro mo wać w/w do ku ment tak że w in -nych elek trow niach w Pol sce za in te re so wa nych prze dłu ża niem eks plo ata cjiurzą dzeń ener ge tycz nych nie tyl ko blo ków 200 MW.





























