Embed Size (px)
Citation preview

This article was downloaded by: [McGill University Library]On: 11 October 2012, At: 04:16Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
Materials and Manufacturing ProcessesPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/lmmp20
Nonwovens as Three-Dimensional Textiles forCompositesGajanan S. Bhat aa Center for Materials Processing The University of Tennessee, Knoxville, TN, 37996
Version of record first published: 07 Jan 2009.
To cite this article: Gajanan S. Bhat (1995): Nonwovens as Three-Dimensional Textiles for Composites, Materials andManufacturing Processes, 10:4, 667-688
To link to this article: http://dx.doi.org/10.1080/10426919508935059
PLEASE SCROLL DOWN FOR ARTICLE
Full terms and conditions of use: http://www.tandfonline.com/page/terms-and-conditions
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form toanyone is expressly forbidden.
The publisher does not give any warranty express or implied or make any representation that the contentswill be complete or accurate or up to date. The accuracy of any instructions, formulae, and drug doses shouldbe independently verified with primary sources. The publisher shall not be liable for any loss, actions, claims,proceedings, demand, or costs or damages whatsoever or howsoever caused arising directly or indirectly inconnection with or arising out of the use of this material.

Materials and Manufacturing Processes Vol. 10, No. 4, 667-688, I995
Nonwovens as Three-Dimensional Textiles for Composites
Gajanan S. Bhat Center for Materials Processing
The University of Tennessee, Knoxville, TN 37996
Abstract
Three-dimensional textiles are those materials which have a system or systems in all the three axes of plane. These offer particularproperties, such as interlaminar shearing force, and mechanical and thermal stability dong all three axes of space, which are not achievable with other reinforcements. The demand for these types of fabrics is expected to increase, especially in the araas of high performance composites in automobile industry, housing, construction and reinforcement materials. Reduction in manufacturing and raw materials costs has to be brought about in order to make the advanced composites competitive in the current market and acceptable i n the future new markets. Nonwovens, which are a major constituent of this class of textiles are becoming important because of their ease of manufacture and low production cost. This is a comprehensive review of different methods of manufacturing 3-D textiles with anemphasis on nonwovens.
1.0 Introduction
Composites have become increasingly the most popular high performance materials for use in the aviation and the defense industry. According t o the analysts, the annual increase for the raw materials used in such high performance products i.e. carbon fibers and polyanmide fibers was in the range of 15 to 20 % (1-3).
advanced conlposites. Cuts in the defense industry, and attempts to go for cheaper products with high performance capabil i t ies will force these high performance composites to find alternate areas of application. Unlike the specialty composites, where cost is less important compared to performance, for large volume commodity materials, the markets are price driven as the composites are in
T h e high cost of raw materials and competition with other materials. The manufacturing is the reason for the reduction in thecost of manufacturing and comparat ively limited use of these raw materials has to be brought about in
Copyright 01995 by Marcel Dekker, Inc. 667
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Bhat
order to make these goods competitive in the current market and acceptable in the future new markets. Successful composite processing techniques used for commercial production are predicted to be the key to affordable military products (4).
Textile Technology is of particular importance in this context of further development of high performance composites, specifically so as to reduce the cost of manufacturing. Three-Dimensional (3-D) textiles hold a promising future, especially in the areas of high performance composites for automobile industry, housing, construction, and reinforcement materials. Originally prompted by the requirement for fiber reinforced plastics offering particular properties such as interlaminar shearing force that is not achievable with conventional laminar reinforcements. 3-D yarn structures have repeatedly been the subject of development work in the past two decades. Today new textile machinery have emerged which are capable of manufacturing three dimensional textile products to meet the requirements.
Even with the vast developments that have been taking place, a comprehensive review of 3-D textiles is not available in the literature. With respect to the promise these textiles hold for the future, it is necessary to know as to what is available in this area. Earlier publications covering these important textile structural materials did not include nonwovens, which are a major constituent of this class of textiles, in enough detail (5-8). According to the definition of 3-D textiles, they are materials which have a system or systems in all the three axes of plane, and several
nonwoven products satisfy this condition. As the consumption and use of nonwovens has grown over the years it is important that they be included in any review about the 3-D textile materials. The present review focuses on nonwovens as the potential three dimensional textiles for composites application. A brief analysis of other means of producing such fabrics is also included.
2.0 Raw Materials
With the recent invention and development of several high performance fibers, the choice of fibers for advanced composites is quite varied. They include, high modulus polyethylene, polyaramids (Kevlar and Nomex), other rigid rod polymers (polybenzothiazole and polybenzoxazole), carbon and graphite fibers, fiber glass and ceramic fibers (9- 11). Some of these fibers are listed in Table 1 with their strength and modulus. While some of the fibers are made from oriented linear polymers, others consist of three dimensionally bonded network of covalent bonds between atoms. The former type of fibers tend to yield easily under compression, with low composite strength and the later type resist compression quite well and have very low breaking extension. Unlike the textile fibers, which cost a little over $2/kg, the high performance fibers cost more than $40kg, some times as high as $1000kg. Without reduction in prices, use of these fibers in less demanding, high volume applications may not be practical. Increasing efforts are being done to manufacture and market fibers with intermediate properties which cost only
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Nonwovens as Three-Dimensional Textiles for Composites
Table 1. Properties of Some High Performance Fibers
Fiber Tenacity Modulus Melt Temp. (GPd (GPa) PC)
Polyester (tire) 1.1 14 260 Aromatic Polyester- Kurary Vectran 2.9 82 350 Aromatic Pofyamides- Kevlar 29 2.9 74 Not Meltable Kevlar 49 2.8 121 Not Meltable Kevlar 149 2.2 143 Not Meltable High Strength Polyethylene- Spectra 900 2.6 120 150 Spectra 1000 3 .O 171 150 Aromatic Heterocyclic Polymers- PBO 3.4 344 Not elt table PBT 3.5 307 Not Meltable Carbon Fibers - High Strength 5.7 300 Not Meltable High Modulus 2.2 820 Not Meltable Inorganic Fibers - S-Glass 3.3 88 - Silicon Carbide 1.4 379 2045
slightly higher than that of the textile fibers (12-14).
The matrix resins used today are predominantly thermosets, such as epoxy and polyester (15). The low viscosity of the starting resin makes the fabrication process easier. On curing, the resin hardens forming rigid composites. High temperature resistant resins, such as, polyimides, polystyrilpyridines and polybenzimidazoles are also being investigated. Recently, thermoplastics are making inroads in this area. In addition to conventional thermoplasts, such as, nylon and polyesters, newer high temperature
materials like PEEK are also becoming important (16). Advantages with thermoplastics is that even fiber forms can be used making it possible to incorporate matrix materials at different stages during the formation of textiles (1 7). Matrix resins can also be used in the form of powders by spraying or electrostatic deposition techniques.
3.0 Three-Dimensional Textiles
Traditional method of manufacturing composites from continuous filaments or long fibers is !:he formation of laminates
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

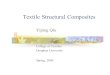
STRAIN Figure I : Typical stress-strain behavior of composites.
and stacking of these laminates. The main disadvantage of this technique is that the weaker matrix between the laminae fails a t much lower s tresses leading to delamination, making the full realization of the fiber properties difficult. In fact, the separation of layers at the planes of weakness between the laminae is the most common mode of failure for composites (1 8). Delamination can occur under pressure, on heating or on impact. In this context, three dimensional textile structures have an advantage, where no distinct laminae exist due to the presence of fibers in the direction perpendicular to what would have been laminae. This arrangement helps in achieving improved performance from the composites. However, there is some compromise in the ultimate stress that can be handled compared to unidirectional composites as can be seen (Figure 1) from the characteristic stress-strain plots for mi-, bi- and tri-directional composites (19).
Two dimensional fabrics are the traditionally produced fabrics. If no yam system penetrating the depth is present, then it is a two dimensional textile product. The term "three-dimensional" or " 3-D is
applied to those fabrics which are having three axes in a system of coordinates. These have three-dimensional shaped surfaces which owe their geometry not to downstream draping but to the actual fabric forming process. Terms such as multi-axial usually mean that the fiber orientation varies in one plane. The inherently three-dimensional structures are those in which the fibers are intertwined, or intermeshed in the three directions, i.e., lengthwise, crosswise and the thickness.
The development of three dimensional textiles goes back to the 19th century. In 1898 it was recognized that t he interlaminar shearing properties of rubber drive belts could be improved by adding reinforcements made of multi-layer fabrics, thus effectively eliminating the lateral displacement of layers (5). Subsequently, multi-layer fabrics, which feature additional reinforcement by yams arranged vertically to the fabric layers, have been used in various sectors, such as conveyor belting, straps, carpets, dry felts for papermaking, interlining for shirt collars and automotive packing. At the end of 1960's, aerospace industry began to
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Nonwovens as Three-Dimensional Textiles for Composites
demand fiber based composite structures which could withstand multi-directional stress at extreme thermal conditions. With demands for high performance products for specialized purposes, the three dimensional textiles came in the developmental limelight (20). With a view to reduce the cost of these specialized products, composites are being made with reinforcement provided by traditional textile materials, or utilizing traditional textile methods in modified forms.
Recently, a large number of processes and machines for manufacturing 3-D structures have been developed. Important classes of three-dimensional textiles that can be produced today are: (i) woven fabrics, (ii) circular or conical shaped structure, (iii) braided goods, (iv) knitted goods, and (v) nonwovens.
In addition to these, there are methods where regular fabrics can be deformed by shear to form three-directional shapes. Compared to the orthogonal 3-D textile materials, the shaped fabrics are two dimensional textiles which have been transformed into a three dimensional shape to suit the composite g
e
ometry. Many of the influences observed in flat fabric reinforcements are valid for three dimensional shaped fabrics.
Orthogonally woven intermediate products have a basic construction very similar to that of multi-layer fabrics. Several ways of producing woven 3- dimensional structures and their properties have been published (21-31). For producing these fabrics, special looms are used which are based on the conventional
2-D weaving process. Apparently, these structures :need not be interlaced throughout the fabric to have all the advantages of traditional weaving. Tenacity and stiffness characteristics of composite materials reinforced by fabrics are reduced as a result of yarn interweaving by 10-40% as compared with unidirectional reinforcements. A considerable advantage of multi-layer fabrics is the comparatively modest effort required for component manufacturing. The integrally woven 3-D fabrics can produce solid panels or cored structure. Panels produced from integrally woven 3- D fabrics possess good interlaminar shear strength because the yams in the woven core are directly associated with the woven facings. The properties of the 3-D beams in flexure are comparable to those of other engineering materials but the fabric based cellular composites will have advantages as components in composite structures.
With a view to the level of automation achieved in the manufacturing of fiber composite materials, 3-D round fabrics are the most advanced textile intermediate products. The shaped structures already feature the final component geometry, which has lead to the term "near net shaped weaving." However, the intermediate products are limited from the point of view of shape. In most cases, these are cylindrical or tconical hollow units with a round or rectangular cross section. Their development has been contributed considerably b:y the aerospace industry and its requirement of special carbon fiber composite (CFC) components. These items are manufactured using a modified circular loom capable of weaving special shapes,
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Bhat
or by other similar processes, called "polar weave" or "auto weave" (32). The thermal properties of 3-D carbon-carbon composites and their application have also been extensively studied (33-37). The auto weave developed by AVCO is more like fiber wrapping than weaving. Another popular process is the "Aerotiss" system, which consists of placing radial and circumferential yams onto a mesh with subsequent compression, and then replacing of mesh bars by inserting axial yarns (38). This is a very slow process compared to weaving or knitting.
Braiding technology is one of the conventional textile processes and has been used to produce ropes and belts. The fast growth of composites which started in 1970's resulted in braiding technology as a powerful means of fabricating structural composites (39). Two main groups of braiding processes currently represent the main stream in this field, the four step process and the two step process. Each group, according to the machine configuration and the product shape, includes regular and tubular braidings. It is found that the preform structure is determined by the constituent yams, the braiding arrangements, and the process operating conditions. Compared to the four step process and the two step process, 3- D braiding process is relatively new. Compact three-dimensional braids have their origin in gasket nets. Braids are more limited in terms of their cross sectional area than any other type of textile intermediate products as a result of the manufacturing technique applied. Typical diameters of industrial braids are 150-200 mm. The reason for this limitation is the fact that
the braiding process cannot utilize yams fed from stationary packages but has to avail a yam supply which is in constant motion. One of the advantages is that the angle of fibers within the braid can be controlled. Although braids are most suitable and commonly used as circular fabrics, other structures can as well be produced (40-49). The 3-D braids feature a comparatively high level of fiber content (up to 68%) and at the same time less than 1 % entrapped air. Studies of the behavior of composites made from braids have shown that they have good damage tolerance and enhanced interlaminar shear strength (50-54). A new braiding technique proposed by Brookstein, characterized by interlocking contiguous layers of braid, is claimed to be a cost effective method of producing multilayer interlock braids (55). In these, fiber orientations can be varied according to the requirement and several shaped forms other than circular ones, such as solid braids, "I", "J" and "C" sections can be produced.
In principle, the (warp) knitted goods without weft insertion are not well suited for the reinforcement of fiber composite materials, because the yams are arranged in loops. For most applications the resulting loss of tenacity is not acceptable. Weft insertion makes it possible to arrange at least part of the fiber in stretched form. This advantage is exploited in multi-axial warp knitted goods (56-58). Knitted goods are indeed interesting because their draping properties exceed those of all other known textile intermediates and products. Weft insertion warp knit technology (WIWK) is used for the production of several industrial fabrics (27). Several knitting
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Nonwovens as Three-Dimensional Textiles for Composites
machines are available for producing quadriaxial fabrics, where in yams are arranged at 0, +45, -45 and 90". Multiaxial stitch bonded fabrics can be produced by stitching together several layers of yams at various angles or plies of skewed fabric. The major advantages of multiaxial stitched-through fabric preforms are high density, control of yam orientation in each layer and the integration of the fabric layers. The disadvantages can be reduced strength and poor structural consistency due to localized dislocation of yam during stitching (59). By laying in yarns in a specific plane between fabric edges, multiaxial stitch-through fabrics can be engineered for specific directional properties. These fabrics have excellent dimensional stability and outstanding in plane shear resistance in all directions. Important areas of applications for these types of fabrics are, marine composites and automotive parts.
4.0 Nonwovens
Nonwoven fabrics are generally, porous textile like materials, usually in flat sheet form, composed primarily or entirely of fibers assembled in webs. These fabrics, also called as bonded fabrics, are manufactured by processes other than spinning, weaving, braiding or knitting (60). Nonwoven fabrics are defined as sheet or web structures made by bonding and interlocking fibers, yams or filaments by mechanical, thermal, chemical or solvent means. The thickness of the sheets, which may resemble paper or woven or knitted fabric in appearance, may vary from 25 pm to several centimeters, and
the weight from 10 glm2 to 1000 glm2. Textiles and nonwoven fabrics are classified into three groups: fiber-web structures, netlike structures, and multiplex structures (61). In fiber-web structures, fibers or filaments are the fundamental units arranged into a web and bonded in such a manner that the bond-to- bond distance is greater than 50- 100 times the fiber diameter.
The technology for making nonwovens is based on the following elements: fibers of various lengths and diameters; a web geometrically arranged according to the method of forming and processing; the bonding within the web by adhesive, mechanical-frictional forces created by fiber contact or entanglement; and reinforcements and composites. Variations of one or more of the above allows the production of enormous range of nonwovens. 13ecause of the ability to produce various structures at a reduced cost, nonwovens are expected to have increased market in composite applications (62-67). As the nonwovens have become more readily available and their range of properties has been broadened, they are now used in combination with other types of nonwovens as well as with other materials. Initially nonwovens were generally used alone in applications such as filtration, geotextiles, garment linings and interfacings. Melt blown nonwovens have found their major use as composites with other nonwovens or materials. The two very popular types of so called composites used in medical applications are SMS (spun bond, melt blown and spunbond) and MSM (melt blown, spunbond and melt blown), which in actual
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Bhat
Web Forming - Wet Laying BALE OF
FIBER FIBER SUSPENSION
V FEEDING
TO WEB
FIBER WEB FORMING SUSPENSION AND DRYING
DEWATERING
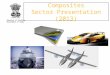
Figure 2: Formation of web by wet laying process.
sense are only laminated structures. removed by squeezing and then the web is Another type of nonwoven composite is dried further by passing through ovens. produced by applying a functionally active Webs can be formed at a high rate of about coating to a nonwoven substrate such as 300 mlminute with fabric weights ranging activated carbon. Compositesof nonwovens from 15 to 1000 glm2. The process is with foam have beenused by the automotive generally restricted to short fibers, i.e., less industry. Methods of producing than 10 mm (70). The fibers are arranged nonwovens suitable for high performance in a random fashion with isotropic composites is described in detail. properties in the plane of the fabric.
Chemicals and additives can be added 4.1 Web Formation during or after the formation of the fabric.
Since all nonwovens are based on Use of this technique for several high fibrous webs, web formation is very performance fibers, such as carbon, silica, important. During this step, a loosely held glass, alumina, ceramics, aramid and other together sheet structure is formed by laying organic high performance fibers indicated down of fibers, which may be in the form that the different fibers needed different of short staples or continuous filaments. The web formation can be achieved by one of the three general methods, wet laid, dry laid and direct laid (68-69).
In the wet laid process (Figure 2), fibers are suspended uniformly in water, at dilutions of 0.01 to 0.5% weight of fiber, and collected to form a sheet by filtering onto a screen, as in papermaking. The collector can be in the form of a wire belt or a cylinder. Water from the wet web is
means of dispersion and the web structures were distinct in the various cases (71-75). While some fibers were sufficiently entangled, requiring very little binder, others did not show any inherent bonding. Study with blends of fibers indicated that the selection of proper denier and fiber length combination was important (76).
Dry laid processes include air laying and carding. In the air laying process the fibers are suspended in air and then
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Nonwovens as Three-Dimensional Textiles for Composites
BALE OF FIBER
FIBER SEPARATING
TO WEB WEB FOHMINC
STAPLE FIBERS FIBER FEEDING IN AIR !STREAM
AND WEB LAYDOWN
Figure 3: Web formation by the air laid process.
Web Forming - Dry Laying - Carding
BALE OF TO MAKE FIBER
FIBER 3- TO WEB
SEPARATING FIBER FEEDING CARDED WEB BONDING
AND TRANSFER WEB LAYDOWN
Figure 4: Schematic of the carding process.
collected as a sheet on a screen (Figure 3). First equipment to produce random webs from air laying techniques, the Rando Webber, was built in 1948 (68). Since then, several other machines have been built which work under similar principle but can produce random or oriented webs (77,78). The unique design of Rando Webber allows an efficient, high production of quality random webs with very little or no fiber loss. Commercial speeds of operation are in 30-40 mlminute, although speeds of 150 mlminute are being promised. The basis weight range that can be produced is 35 to 3000 g/m2. This process, like the
wet laid process is useful for relatively short fibers and the fiber orientation in the web is random.
The carding process, which is used to produce slivers in yam production, is used extensively to produce webs (79). This process (Figure 4) uses rotating drums covered with fine wires and teeth that open the fibers into parallel arrays. The properties of the webs are anisotropic, the orientation being more in the machine direction. Fiber lengths are much longer than those used in wet and air laid processes (upto 150 mm). 'Qpical processing speed is about 250 miminute and webs with basis
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Bhat
weight of 15 to 250 g/m2 can be produced. The thickness and orientation of the webs can be changed to a considerable extent by overlapping of layers.
In the direct laid processes, webs are made directly from the fibers as they are made. Two commercially important processes are spunbonding and melt blowing (80, 81). In theses cases, thermoplastic polymers are converted into a web as they are spun from the melt using multihole spinneret. Fiber glass can be collected as a web during fiber spinning. Similarly, the tows of continuous filament fibers can be directly laid as webs. The fibers tend to be continuous in most of these processes, although discontinuous fibers can as well produce good quality webs. Direct laid webs can also be produced by film fibrillation techniques, wherein a plastic film is split into fibers my embossing rollers.
4.2 Bonding of the Webs Except in the case of melt blowing,
and other small fraction ( < I % ) of inherently bonded fabrics, the webs go through an additional bonding process. The bonding of the webs is achieved by one of the following techniques (82): I . Mechanically bonded
a. Needle-punched b. Stitch-through c. Spunlaced
2. Chemically bonded 3. Thermally bonded.
Mechanical bonding, the oldest technique of consolidating of the webs, involves entangling of fibers in the web. The different mechanical methods will be discussed in detail. Chemical bonding or "latex bonding," which makes use of an
adhesive chemical is extensively used (83, 84). The chemicals are applied by one of the several possible techniques, viz., dipping, spraying, foaming or printing (85- 91). These application methods are quite simple, but require heat to dry and set the binder on to the fabric. However, the binding process can be the process of applying the resin that can becured to form the composite. The type and level of the resin, as well as the properties of the formed products will be different in the formation of composites compared to that in typical nonwovens for textile applications. Alternatively, solvent bonding can be used for solvent susceptible fibers (92). In thermal bonding techniques, fiber surfaces are fused together by melting of fibers, if the fibers have a fairly low melting temperature, or by melting of fusible additives in the form of powders, granules or fibers.
4.2.1 Needle Punching In needlepunching, barbed needles are
punched vertically through the web, hooking tufts of fibers across it and thereby bonding it in those areas. The nonwoven mat can be bonded together by punching a certain percentage of the fibers into the z- direction. The pull strength of the needled mat is five times greater than that of the nonwoven mat. A continuous web (normally overlapping layers of carded web) is fed to the needle loom. The loom in needlepunching is not like a conventional loom. It has a horizontal motion and the web is punched repeatedly with needles so that the fibers are pushed in the vertical direction from the fed 2-D fiber web. The needles enter and leave the web while it is
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Nonwovens as Three-Dimensional Textiles for Composites
Web Forming and Bonding - Needle Punching
) TO WINDUP OR FURTHER BONDING
Plate
BATT COMPRESSION AND FEEDING
NEEDLING
Figure 5: Schematic of a needle punching process.
trapped between two plates called a bed plate and stripper plate (Figure 5). The needles pass through the stripper plate, which has been drilled with holes to match the pattern of needles in the needle board. As the needles enter the web or batt, the barbs capture the fibers and carry them toward the bottom plate. As the strike is completed, the needles are withdrawn through the stripper plate and the web is pulled by a pair of draw rolls. Sometimes, small needle looms with less closely spaced needles, called tackers, are used to provide stability to the webs before they enter the main needle loom. This is called pre- needling.
Carded, air laid and spunbond webs, which are generally dense and bulky, can be needlepunched. Looms can needle the webs from the top, from the bottom, and from the top and bottom. The final fabric quality can be controlled to some extent by using different needle patterns and by regulating the number of punches per minute. In addition to needle density,
depth of needle penetration can also be controlled b:y the loom. Primarily, the products produced in this process are thick layered, with fabric weights ranging from 50 to 5000 glm2.
The design of a needle for every application reflects the balance between its fiber tuft c:inying capacity, the damage it may do in breaking and abrading the fibers, and the hnction desired in the product. While polyester and polypropylene are the major raw materials used in needle punching, almost any fiber can be used as needlepunched fabrics. Some of the process-limiting factors in raw material selection are fiber brittleness (which may cause fiber shattering), low flex strength, low coefficient of friction, low crimp and excessively short fiber length. By proper blending, needle selection, and loom settings, these handicaps have been overcome and fibers previously not suitable for needlepunching, such as fiberglass, carbon fiber, Teflon, Kynol, PBI, Nextel and Rayton can now be
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Bhat
Web Forming and Bonding - Spunlacing
DRY FORMED WEBS
Water Jets n -------- TO
WINDUP
ENTANGLING A N D PATTERNING
WET FORMED WEBS
Figure 6: Schematic of the spunlacing process.
routinely handled by many needlepunchers (93). Possibility of producing needled glass fiber mats for high temperature applications is also reported (94, 95). Although consolidation and densification of inorganic fibers by needlepunching is difficult owing to relatively low stretch properties and brittleness, needled batts of these fibers are very desirable due to reduced delamination (96, 97). Currently, needle felts find application in diverse compositeend uses such as conveyor belting, electrical parts, paper machine equipment, canoe and racing shell components, and aircraft interior structures (98).
4.2.2 Hydroentangling or Spunlacing This is relatively a new method of
producing nonwoven materials. It was pioneered by DuPont and the first commercialized material which is very textile like was SONTARARa. This process produces nonwoven composites primarily with polypropylene, polyester,
rayon, woodpulp, cotton and E-glass. The process uses fine, high speed jets or curtains of water to impact into a fibrous web and thereby cause the fibers to curl and knot about each other (Figure 6). The frictional forces resulting from the entanglement are the basis for mechanical bonding. No binder is required in this process. A small amount of binder is added to some spunlace fabrics to give them a scrubby, somewhat abrasive surface. When curtains of water are used, they are first passed through a perforated cylinder to convert them into a pattem of jets. Since the water jets in these processes perforate the web, the product takes an aesthetically pleasing, woven like appearance. During forming, the web can be supported on a perforated or patterned screen, plate or drum, so that the fabric becomes entangled and assumes the pattem of these supports (99,100). The hydroentangling process is used predominantly on dry laid webs. However, the successful use of this
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Nonwovens as Three-Dimensional Textiles for Composites
Stitchbonding
STITCHED WEB
\Y EB STITCHING
Yarn Feed Web Guides WED
FEEDING
Figure 7: Stitchbonding mechanism.
technique in bonding wet laid webs is also reported (101, 102). Water jet needling may not achieve interlocking with stiff fibers like carbon but can provide the embedding of parallel layers. The process requires precision equipment and is highly energy- and capital-intensive. This process is suitable for thin webs with fabric weights ranging from 20 to 80 glm2.
4.2.3 Stitch-Bonding Fiber webs in this process are bonded
by an interlacing yam which can be of any kind. It uses the principle of knitting. The needles punch in the web and knit in a formation of loop as done in quilting (Figure 7). The principle of stitch formation which is the basis of this technology involves the consolidation and bonding of various kinds of textiles and allows the utilization of knitting principles and the application, though modified, of what is commonly called the "non-textile"
materials. Stitch bonding has great flexibility when it comes to combining different technological processes. The high productivity and the efficiency of the system is being used by manufacturers for several new products (103- 105). The stitch bonding process is characterized by:
Universal processing of textile and non-textile fibers, yams and fabrics. A variable feeding of the material such as longitudinal, transverse, random- laid, parallel, diagonal and patterns. Ability to produce composites in many combinations and thickness, densities, and at various speeds. Possibilitim of making fabrics with definite internal and external properties so that they can beused as flexible textile fabrics or $as textile reinforcements in plastic materials, and An optimum utilization of all the material properties in the resultant fabric.
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Various possible structures which can be made with the help of stitch bonding machine are, the plane structure, the oriented thread structures, three- dimensional structures and the composite structures. The main versatility of the system is that different kind of fibers can be used to give products according to the desired properties. Glass fiber and filament mattings are stitched with polyester continuous filament yams giving products suitable for heat insulation. For high temperature applications and use in composites, fiberglass or kevlar threads can be used. There are three-dimensional composites produced by this technique for holding, flowing and filling liquids, both underground and above the ground. Stitch bonded composites are also used in electrical engineering and the electronics industry. Some required characteristics of industrial textiles in filtration are the high uniformities, well defined strengths in the well-defined directions and high densities. It is possible to engineer the fabric properties according to the specific application requirement (106). Innovative stitch bonded composites of interest can be produced by the piercing technology with the film material. Industrial films, metallized films, and axially stretched films of synthetic polymers can be processed individually or in combination with other textile and non-textile materials.
4.3 Composites from Nonwovens Resin reinforced composites are made
by impregnating a nonwoven fabric with a polymer or by combining nonwovens in sandwich structure. The polymer used can be thermoplastic as well as thermosetting.
In fact, any of the resin used in other processes can be used with nonwoven preforms. The resin used can be in any form too, i.e., liquid, powder, granules, fiber, film or fabric. The main advantage of using nonwovens is that the potential for delamination is significantly reduced, thereby increasing the Z-directional strength. In addition, the nonwovens absorb resin easily because of the high void volume of the fabric, are cost effective when thick parts are to be produced as the need for many individual plies is reduced, and because of the compressibility of the webs can be molded or shaped easily (98). Also, it is possible to blend different fibers or yams, thus making the production of hybrid composites a simple process.
Recently, molded products have been made by a continuous process called pultrusion. In pultrusion, glass, carbon and graphite fibers have been used as the main reinforcing fibers. With 3-D structures, the manual arranging of individual prepreg layers becomes obsolete, thanks to the required wall thickness already being offered by the multi layer fabric. The laminating and cutting required in case of prepregs and also in the case of embedding of fibers into a matrix can be reduced to one single step. However, in the case of increasing wall thicknesses suitable dipping processes must be made available using low viscous resins, or thermoplastic fibers such as in hybrid yams should be used. The application of multi layer fabrics of particular interest in all cases previously involving multiple IayerSof fabrics or of unidirectional fabrics having to be laminated manually. Development work for this type of fabric was mainly carried
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Nonwovens as Three-Dimensional Textiles for Composites
out in the sixties and seventies in Europe as well as in Japan and the US. This was initiated to a large extent by the requirement of the aerospace industry for a type of fiber reinforcement offering out of plane or through the thickness tenacity.
Nonwoven webs have a packing density of the fibers that is less than usually demanded for structural composites, but they offer other remarkable properties such as enhanced crosswise strength, resistance to thermal degradation and thermal stability. By selecting appropriate fibers, electrical conductivity or insulation, and chemical resistance can also be achieved. One of the applications where nonwoven based composites are used significantly is in PC boards (107-109). Composites made from nonwoven glass with epoxy have reduced exfoliation between layers at high temperatures. Nonwoven based composites, both fiber glass based and others, are finding increased use in automotive, marine and other applications (110-117). In addition to improved properties like higher interlaminar shear strength, flexibility of nonwoven fabrics makes it easier to mold different shapes. In volume production operations, the preform must be capable of being readily handled manually or via automation for rapid heating and delivery to the mold cavity. Mold cycles of less than two minutes are quite common. Nonwoven preforms, especially ones with random orientation are well suited for these processes. Development of a new type of mold for structural reaction injection molding for fabricating nonwoven fibrous reinforced elastomer conlposites has also been reported ( I 18).
Carbon fiber based nonwovens have been shown to be quite useful for composite manufacture (1 19-122). Nonwoven fabrics, stitched or needled mats can be molded into composites with uniform distribution of matrix and resin throughout, resulting in excellent properties. The low priced, pitch based carbon fiber nonwovens can be used cost effectively in composites as friction materials, packings and gaskets, ablations, fuel cells, filters and coalescers. It was observed that in some cases, it is difficult to densify the nonwoven structures sufficiently and to get good impregnation of the filler. Repeated needling was found to be useful in obtaining dense three dimensional carbon-carbon composites (123). Another method of forming composites was by stacking of the densified layers, punched with holes, and then passing another set of fibers through the holes (124). Use of ceramic fiber composites for automotive applications is also suggested (125, 126). One obvious advantage of ceramic composites over fiberglass composites is the superior retention of physical properties at elevated temperatures.
Another promising and rapidly growing area for nonwoven composites is the construction industry. While the shortage of pl ywood generated interest in alternatives to wood, the Association of the Nonwovens Fabric Industry (INDA) has been trying to promote the use of nonwovens in construction (127). Co- ordinated by lNDA and sponsored by several industries together, an exhibit was constructed at the University of Tennessee. Knoxville, which demonstrated the
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Bhat
successful use of nonwovens in roofing, insulation, siding, ceiling, walls and flooring (128). Fabric reinforced concrete interior and exterior panels have been displayed. Several papers have been published highlighting the use of nonwovens in the construction industry (129-134).
5.0 Conclusions
Production of nonwovens is one of the simpler and cheaper method of producing three-dimensional textile structures. Different classes of fibers and fiber lengths can be converted into preforms that can be handled very easily in subsequent operations of molding. The performance properties are quite superior and the operations can be automated effortlessly making nonwovens quite attractive for high volume applications. The ability to engineer the properties of these fabrics with fair amount of ease makes them suitable for wide varieties of applications. Currently, nonwoven composites are used as bamers, insulators, separators and load bearing structures. Creativity of nonwoven industries in making a variety of fiber- based preforms that meet the needs of automobile and other industries has helped in opening new areas of applications. At present, majority of such composites are used in non-load bearing applications. Hard structural and semi-structural composites for load bearing applications offer a very large, new, emerging area for nonwovens. Because of the combined advantage of properties and cost, use of these products can give acompetitive edge to such industries. The future for these
fabrics is much better as the potential of these structures is currently not being exploited.
The author would like to thank INDA, the Association of Nonwovens Fabrics Industry for granting permission to reproduce some of the figures from their publication.
7.0 References
Klein, A. J., Textile Horizons International, Vol. 10, No. 1, p.55, (1990).
Thayer, A. M., Chemical & Engineering News, July 23, p.37, (1990).
McIntyre, J. E., Textile Horizons International, Vo1.8, No.10, p.43, (1988).
McConnell, V. P., High Performance Composites, SeptIOct., p.19, (1994).
Wulfhorst, B., A. Busgen, and M. Weber, Melliand Textilberichte, Vo1.7 1, No.9, p.672 and p.E309, (1990).
Mohamed, M. H., American Scientist, Vo1.78, p.530, (1990).
Hearle, J. W. S. and G. W. Du, Journal of the Textile Institute, Vo1.81, No.4, p.360, (1990).
Brookstein, D., Journal of Applied
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Nonwovens as Three-Dimensional Textiles for Composites
Polymer Science, Applied Polymer Symposia, Vo1.47, p.487, (1991).
9. Dhingra, A. K., Encyclopedia of Polymer Science and Engineering, H.F. Mark, ed., Vo1.6, p.756, (1989).
10. Klein, A. J., Advanced Composites, Vo1.3, No.3, p.32, (1988).
11. Yang, H. H., Aromatic High Strength Fibers, Wiley International, New York, pp.1-65, (1989).
12. Lim, J. G., B. S. Gupta, and W. George, Progress in Polymer Science, Vo1.14, p.763, (1989).
13. Beers D. E., and J. E. Ramirez, Journal of the Textile Institute, Vo1.8 I , No.4, p.561, (1990).
14. Beers, D., Conference Papers, Hi- Tech Textiles Exhibition & Conference, Greenville, SC, July 20- 22, Textile World, Chicago, IL, p.221, (1993).
15. Clagett, D. C., Encyclopedia of Polymer Science and Engineering, H.F. Mark, ed., Vo1.6, p.94, (1989).
16.Gerstle, F. P., Jr., Concise Encyclopedia of Poly rner Science and Engineering, J.L. Lroschwitz, ed., John Wiley & Sons, New York, (1 990).
17. McConnell, V. P., High Performance Composites, Sept/Oct., p.42 (1994).
18. Chou, T. 'W., R. L. McCullough, and R. B. Pipes, Scientific American, Vo1.255, p.192, (1986).
19. Fitzer, E., Carbon, Vo1.25, No.2, p.163, (1987).
20. Chou, T. and F. KO, Textile Structural Composites-Composite Material Series, EIs;evier, Amsterdam, pp. 129- 171, (198!2).
21. New Scientist, Vol.110, June 5, p.32, (1986).
22. US Patent 4 346 741 (1982).
23. US Patent 4 183 232 (1980).
24. US Patent 4 644 619 (1987).
25. US Patent 4 584 228 (1987).
26. Zic, I., M. P. Ansell, A. Newton, and R. W. Price, Journal of the Textile Institute, h1.8 1, No.4, p.461, (1 990).
27. Scardino, F., Textile Month, Oct., p.39, (1987).
28. Schwartz, I?. and G. J. H. Zoetebier, Cherniefase,m/Textil Industrie, Vo1.401 92, No.6, p.T83 & E51, (1990).
29. Schwartz, P., Fornes, R. E. and Mohamed, M. H., Textile Research Journal, Vo1.52, p.388, (1982).
30. Schwartz, I?, R. E. Fomes, and M. H. Mohamed, Journal of Engineering
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Bhat
for Industry, Vo1.102, p.327, (1980).
31. Product Literature, Textile Products Inc., Anheim, CA.
32. Rolincik, R. G., Sarnpe Journal, Vo1.23, No.5, p.40, (1989).
33. Montaudon, M., P. Gery, and F. Christin, 21 st Biennial Conference on Carbon, Santa Barbara, CA, p.384, (1991).
34. Dinwiddle, R. B., T. D. Burchell, and C. F. Baker, 21st Biennial Conference on Carbon, Santa Barbara, CA, p.642, (1991).
35. Sapp, J. W., D. A. Bowers, R. B. Dinwiddle, and T. D. Burchell, 21st Biennial Conference on Carbon, Santa Barbara, CA, p.644, (1991).
36.Fei, Y. Q., F. Derbyshire, B. McEnaney, and T. D. Burchell, Materially Speaking, Vo1.9, No.3, pp. 10- 12, (1 994).
37. Fei, Y. Q., F. Derbyshire, B. McEnaney, and T. D. Burchell, 22nd Biennial Conference on Carbon, Buffalo, NY, p.66, (1993).
38. Bruno, P. S., D. 0 . Keith, and A. A. Vicano, Sampe Quarterly, Vo1.17, No.4. p.10, (1 986).
39. New Scientist, Vo1.122, April 15, p.28, (1989).
40. Hager, T. P., Plastics Engineering, Vo1.44, No.9, p.45, (1988).
41. Yang, J. M., Ph.D. Thesis, University of Delaware, (1986).
42. Byun, J. H., Ph.D. Thesis, University of Delaware, (1991).
43. KO, F. K., Engineered Materials Handbook, ASM International, Materials Park, OH, p.519, (1987).
44. Pastore, C. M. and F. K. KO, Journal of the Textile Institute, Vo1.81, No.4, p.480, (1990).
45. Li, W., M. Mohamed, and A. Sheikh El., Journal of the Textile Institute, Vo1.81, No.4, p.491, (1990).
46. Brown, R. T. and M. E. Harman, America's Textile International,
'Vo1.15, No.7, p.74, (1986).
47. Planck, H., Textil Praxis International, Vo1.42, No.4, p.1328, (1987).
48. Stover, D., High Performance Composites, MarchIApril, p.42, (1 994).
49. Product Literature, Wardwell Braiding Machine Co., Central Falls, RI.
50. Mackaria, Z., H. Hamada, T. Horimo, A. Yokoyama, and Y. Iwasaki, Journal of the Textile Machinery Society of Japan, Vo1.41, No.1, p.T1 (1988).
5 I . KO, F. K., J. N. Chue, and C. T. Hua, Journal of Applied Polymer Science, Applied Polymer Symposia, Vo1.47, p.501, (1991).
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Nonwovens as Three-Dimensional Textiles for Composites
52. Byun, J. H. and T. W. Chou, American Chemical Society, Abstract of Papers, 198th National Meeting: Cell-40, (1 989).
53. Du, G. W., T. W. Chou, and P. Popper, Journal of Materials Science, Vo1.26, p.3438, (1991).
54. Byunn, J. H., G. W. Du, and T. W. Chou, High-Tech Fibrous Materials, T.L. Vigo and A.F. Turbak, eds., Tappi Press, Atlanta, GA, p.2, (1991).
55. Brookstein, D. S., Proceedings of the 35th SAMPE International Symposium, p.746, ( 1 990).
56. Pastore, C. M., D. W. Whyte, H. Soebruto, and F. K . KO, Journal of Industrial Fabrics, Vo1.5, No.1, p.4, (1986).
57. Offerman, P. and G. Franzke, Melliand Textilberichte, Vo1.72, No.5, p.330, (1991).
58. Williams, D., Advanced Composites Engineering, Vo1.2, p.2, (1987).
59. KO, F. K., P. Fang, arid C. M. Pastore, Journal of Industrial Fabrics, Vo1.4, No.2, p.4, (1985).
60. Drelich, A., Encyclopedia of Polymer Science and Engineering, H.F. Mark, ed., Vol.10, p.204, (1989).
61. Batra, S. K., S. P. Hersh, R. L. Barker, D. R. Buchanan, B. S. Gupta, T. W. George, and M. H. Mohamed,
Nonwove.ns -An Advanced Tutorial, A.F. Turbak and T.L. Vigo, eds., Tappi Pre.ss, Atlanta, GA, p.1, (198.9).
62. Siedel, I,. E., Textile Industries, V01.148,1\10.3, p.58, (1984).
63. Vliesstoff Nonwoven International, Vo1.56, No.10, p.346 (1989).
64. Hettinga, S., Vliesstoff Nonwoven International, Vo1.59, No.617, p.162, (1992).
65. Vliesstoff' Nonwoven International, Vo1.57, No.3, p.93, (1990).
66. Vliesstoff Nonwoven International, V01.58, N11.4-5, p.31, (1991).
67. Textile Horizons International, Vol. 12, No.11, p.113, (1992).
68. The Nonwovens Handbook, INDA- Association of the Nonwoven Fabrics Industry, New York (1988).
69. Buresh, F. M., Nonwoven Fabrics, Reinhold Publishing Corporation, London, (1962).
70. Fegley, N. L., Fibers and Forming for Nonwovens, M. J. Coleman, ed., Tappi Pre.ss, Atlanta, GA, p.408, ( I 992).
71. White, C. F., Fibers and Forming for Nonwovens, M.J. Coleman, ed., Tappi Press, Atlanta, GA, p.423, (1992).
72. Jackson, F. L., T. W. Michelson, W.
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

B. Bunn, and T. W. Hesterburg, Fibers and Forming for Nonwovens, M.J. Coleman, ed., Tappi Press, Atlanta, GA, p.450, (1992).
73. White, C. F. and G. K. Moore, Fibers and Forming for Nonwovens, M.J. Coleman, ed., Tappi Press, Atlanta, GA, p.458, (1992).
74. Ramirez, J. E. and C. F. Dwiggins, Fibers and Forming for Nonwovens, M.J. Coleman, ed., Tappi Press, Atlanta, GA, p.467 (1992).
75. Wolff, H. and V. L. Byrd, Tappi Journal, Vo1.73, No.9, p. 159, (1990).
76. Latimer, J. J. and B.J. Schultz, Fibers and Forming for Nonwovens, M.J. Coleman, ed., Tappi Press, Atlanta, GA, p.433, (1992).
78. US Patent 3 740 797, (1973).
79. Joseph, M. L., Introductory Textile Science, Fifth edition, Holt, Reinhart and Winston, New York, p. 173, (1986).
80. Malkan, S. R. and L. C. Wadsworth, International Nonwovens Bulletin, Vo1.20, No.2, p.46, (1991).
81. Malkan, S. R. and L. C. Wadsworth, International Nonwovens Bulletin, Vo1.20, No.3, p.22 (1991).
82. Silk, E., Nonwovens Primer, Tappi Press, Atlanta, GA (1986).
83. Barton, K. R., Nonwovens Industry, Vol.10, NOS, p.28, (1979).
84. Kline, C. H., INDA News Letter, Vo1.79, p.3, (Dec. 1979).
85. US Patent 4 356 229, (1982).
86. US Patent 4 529 465, (1985).
87. Hearle, J. W. S. and P. J. Stevenson, Textile Research Journal, Vo1.34, p.181, (1984).
88. US Patent 2 705 687, (1955).
89. US Patent 3 009 823, (1961).
90. US Patent 4 119 600, (1978).
91. Textile World, Vo1.135, No.4, p.97, (1985).
92. US Patent 3 253 715, (1966).
93. The Needlepunch Handbook, INDA- Association of the Nonwoven Fabrics Industry, Cary, NC, (1990).
i
94. US Patent 4 113 535, (1978).;
95. US Patent 4 070 519, (1978).
96. US Patent 3 975 565, (1976).
97. US Patent 3 996 145, (1976).
98. Product Literature and Technical Information, Tex Tech Industries, North Manmouth, NH.
99. US Patent 3 033 721, (1962).
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Nonwovens as Three-Dimen:iwnal Textiles for Composites
100. US Patent 3 485 706 (1969).
101. US Patent 5 136 761 (1992).
102. White, C. F., Fibers and Forming for Nonwovens, M.J. Coleman, ed., Tappi Press, Atlanta, GA, p.439, (1992).
103.Randall. K. R., Nonwovens World, Vo1.4, No.2, p.28, (1989).
104. Zeisberg, P., Melliand Textilberichte, Vo1.71, No.11, p.872 and p.E395, (1990).
105.Pernez, H. and M. Magel, Textiltechnik, Vo1.37, No.6, p.306, (1987).
106. Hardegree, M., Proceedings of the Hi- Tech Textiles Exhibition & Conference, Greenville, SC, July 20- 22, Textile World, Chicago, IL, p.23, (1993).
107.US Patent 5 049 435, (1991).
108.US Patent 3 956 561, (1976).
109. US Patent 3 987 230, (1 976).
110.Philippe Coppin Consulting, Nonwovens - An Advanced Tutorial, A.F. Turbak and T.L. Vigo, eds., Tappi Press, Atlanta, GA, p.71, (I 989).
111. Kuyzin, G. S., D. G. Schlotterbeck, and G . M. Kent, Journal of Coated Fabrics, Vo1.19, p.211, (1990).
112. Disselkck, D., ChemiefaserdI'extile Industrie, Vo1.39, p.Tl88 and p.ElOl, (1989).
11 3.Disselbeck, D., Journal of Coated Fabrics, Vo1.19, p.193, (1990).
114. Bottcher, P., International Nonwovens Bulletin, Vo1.20, No.2, p. 18, (1991).
11 5. Karegeannes, J. G., Technical Textiles International, p. 14, (May 1992).
116. Schafer, W., Melliand Textilberichte, Vo1.73, No.11, p.866 and p.E395, (1992).
117.Schafer, W., Vliesstoff Nonwoven International, Vo1.59, No.8, p.200, (1992).
118.Epstein, M., and R. L. Shishoo, Journal of Applied Polymer Science, Vo1.45, PJo.10, p. 1693, (1992).
119. Boyer, D. C., D. D. Carlos, F. H. Kiser, and J. W. Newman, Tappi Journal, Vo1.73, No.5, p.97, (1990).
120.Krock. :R. P., D. C. Boyer, W.P. Hettinger Jr., and J. W. Newman, Fibers and Forming for Nonwovens, M.J. Coleman, ed., Tappi Press, Atlanta, (;A, p.143, (1992).
12 1. Williams, W. G., Fibers and Forming for Nonwovens, M.J. Coleman, ed., Tappi Press, Atlanta, GA, p.158, (1992).
122. US Patent 4 983 451, (1991).
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012

Bhat
123. US Patent 5 063 099, (1991).
124.American Roller Company, Bannockbum, IL, Product Information.
125.Peters, E. J., Fibers and Forming for Nonwovens, M.J. Coleman, ed., Tappi Press, Atlanta, GA, p.136 (1 992).
126. US Patent 5 047 288, (1991).
127. Blackbum, W. A., Proceedings of the Fourth Annual TANDEC Conference, Knoxville, TN, Nov. 14- 16, University of Tennessee, Knoxville, TN, (1994).
128. Rabun, J. S., INDA IDEA 92 Book of Papers, November 17-19, p.323 (1992).
129. Rabun, J. H. and J. S. Rabun, INDA INDA-TEC 93 Book of Papers, Sept.
130.McCullogh, W. J . G. and L. C. Wadsworth, INDA Highloft Conference, May 18-19, p.91, (1993).
131.Reisch, M. S. , Chemical and Engineering News, May 30, p.20 (1994).
132.Nicholls, R., INDA IDEA 92 Book of Papers, November 17-19, p.309 (1992).
133.Shupak. M., Second Annual TANDEC Conference, Knoxville, TN, August 25, University of Tennessee, Knoxville, TN, (1994).
134.Wadsworth, L. C. and S . Levy, Shanghai International Nonwovens Exhibition and Conference, Shanghai, P. R. China, November 18-19, He Kangpei, Shanghai, (I 993).
Dow
nloa
ded
by [
McG
ill U
nive
rsity
Lib
rary
] at
04:
16 1
1 O
ctob
er 2
012