Embed Size (px)
Citation preview

NEW DEVELOPMENTS IN FABRICATED TEES – A QUALITY ASSURANCE DESIGN GUIDELINE
A.C. Seibi and R. J. Lawrence, GPPA

Outline
Background Approach Quality Control
o Lab. Testso Finite Element Modeling
Results & Discussion Conclusions & Recommendations

Background

Background

Background
Design????

Background
Do we have to strictly follow ISO 4427 ????
8.0f 5.0f

Approach
1. Search for field reports of failures.
2. Examine welding fabrication process.
3. Perform finite element analysis.
4. Carry out laboratory burst tests on elbows and tees.
5. Compare results of 3. and 4.

Preliminary Findings
1. Very few field failures of pipe fittings.
2. Overlapping beads at tee joints may present weakness in fittings.
3. Soaking time for large diameter pipes should be revisited.
4. Bead not welded properly
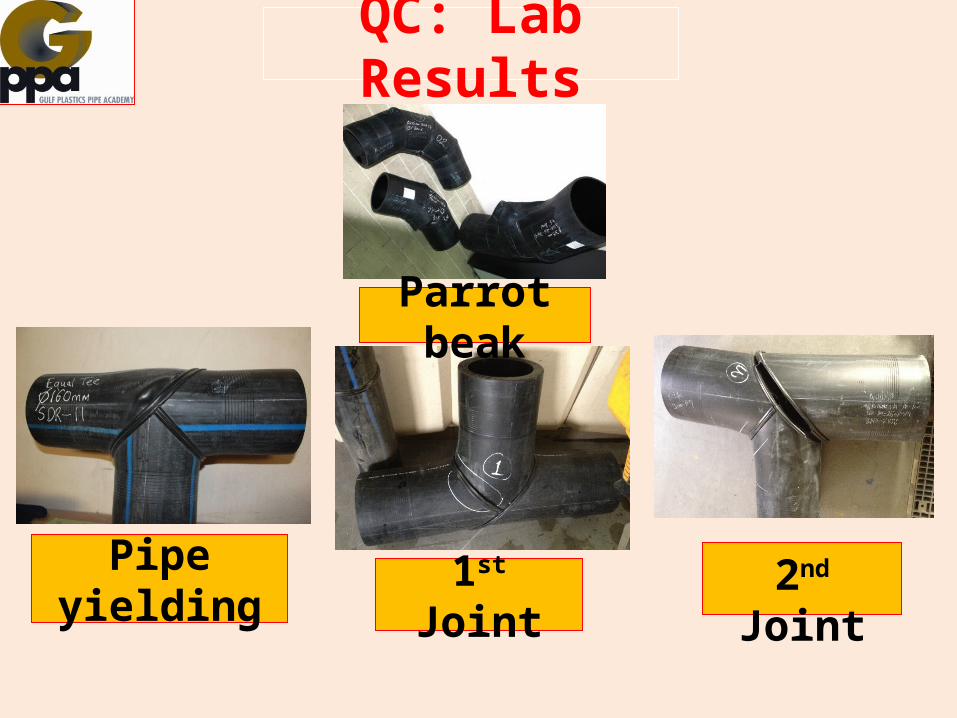
1st Joint 2nd JointPipe yielding
Parrot beak
QC: Lab Results

Long Term Test (Tees). 12.4 MPa for 100 hrs at 20 oC5.4 MPa for 165 hrs at 80 oC
Temperature (oC)
Derating factor
Size (mm)63 – 250 560 - 900 2000
20
0.8
0.9
0.95
1
Pass
Pass
Pass
Fail
Pass
Pass
Pass
Fail
Pass
---
---
---
80
0.8
0.9
0.95
1
Pass
Pass
Pass
Fail
Pass
Pass
Pass
Fail
Pass
---
---
---

QC: Finite Element Modelling
Elbow Tee

Press. vs. displ
FEM Results
0
10
20
30
40
50
60
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 0.18
Displacement, U/D
Pre
ss
ure
(b
ar)
Stress contours

Results
Size
(mm)
Bend
Angle
(deg.)
Thicknes
s
(mm)
Pressur
e
FEA
(bar)
Pressure
Experiment
al
(bar)
Error
(%)
317.5 45 12.7 21.8 23 5.39
225.6 90 15 33.8 37.5 9.87
167.1 90 15.1 46.6 49.2 5.28
161 45 14.9 54 60 10.00
225.8 45 13.8 34.95 34.9 0.14
Difference ≈ 0.1 – 10%

Stress concentration
Displacement contours
Deformed shape
Max. ¬ at the same place. Why?
Failure occurs at intersection due to viscoelastic material behavior

Longitudinal strain
Transverse strain
FEM Results

Practical Solution - UPI
UPI developed a 2000 mm reducer tee. No worry about pipe derating.

FEM Results
It was recommended to create fillets at the inner and outer sections of the junction.

Conclusions
1. A derating factor of 0.8 for modern PE100 like HE 3490 LS pipe tees can be safely accepted.
2. Most failures in tees take place in either 1st or 2nd weld. Need further investigation.
3. FE results showed a good agreement with burst pressures of pipe bends.
4. FE results showed that the max. stress is concentrated at the tee junction and that potential failure is anticipated to take place at the intersection of the welds.

Recommendations
1. Need to understand reasons behind tee failure along the welds.
2. Must develop a strain based failure criterion for plastic pipes and fittings.
3. Damage mechanics should be considered in FEM to better understand failure modes in fabricated pipe fittings.
4. Should take a look at the soak time in welding of large size fittings.