Embed Size (px)
DESCRIPTION
Revista Técnica y Científica
Citation preview

PRECISION ES NUESTRA PROFESION
Patrones deDUREZA
Le evolución delCOMPARADOR
OPTICO
Patrones deDUREZA
La evolución delCOMPARADOR
OPTICO
BloquesPatrón
www.mitutoyo.com.mx Septiembre 2005 No. 154 Año XX
BloquesPatrón


MUNDO MITUTOYO • Septiembre • 1
No. 154 Septiembre 2005 Año XX
C O N T E N I D O
“Mundo Mitutoyo”Revista Técnica Científica
Publicación Trimestral “No. 154”Septiembre 2005Año XX
Certificado de Reserva otorgado por el Instituto Nacional de Derecho de Autor:04-2003-080713145800-102Certificado de Licitud de Título: 12594Certificado de Licitud de Contenido: 10166Autorización de Registro Postal No. PP15-5087
Editor responsable: Alberto Rosas Tapia Diseño: Daniel Ignacio Salinas G.
Colaboradores:Alberto RosasRamón ZelenyNahum CorreaDaniel SalinasImperio MuñozMitutoyo CorporationMACMitutoyo SulAmericana
Consejo Editorial Mamoru IkedaJosé RamosRamón ZelenyNobuyuki KakuiOscar MirandaTohru YokoyamaAlberto Rosas
Domicilio de la publicación: Impreso en los talleres de ADA Color, S.A. de C.V. en Escobillería No. 7 col. Paseos de Churubusco C.P. 09030 Iztapalapa, D.F. México
Supervisión de impresión:Carlos Fdo. Haza Sastré.
Los comentarios emitidos por los colaboradores externos a la revista Mundo Mitutoyo son responsabilidad del mismo autor.
PRECISION ES NUESTRA PROFESION
Editorial 2Personas de CalidadNoticias 3Segundo Concurso de MediciónNuevo Producto 6Juego de Bloques Patrón CombinadoArtículo 7Exactitud y Confiabilidad en la Medición 3ra. ParteArtículo 9La importacia de los Patrones de DurezaOperaciones en 12Planta Yasuura / Planta Ohnomi
En Portada 13Bloques PatrónActualización 17Calibración de los Bloques PatrónArtículo 20 Lean Manufacturing3a. ParteActualización 23La Evolución del Comparador ÓpticoOpinión 26Aspectos de la Industria en el estadoSonoraAplicación 27Quick Vision garantiza la calidad de losteléfonos celularesLa página 28 28Método de evaluación de cilindricidad
mun
dom
itut
oyo@
mit
utoy
o.co
m.m
x
2 • www.mitutoyo.com.mx
EDITORIAL
Personas de Calidad
Alberto Rosas Tapia
Caminando por la calle hace unos días ví afuera de un negocio un gran letrero que tenía la frase “Trabajos con Calidad”, cosa nada rara por que como casi a todos nos sucede encontramos en cualquier lugar la palabra “CALIDAD”. Escuchamos de ella en la televisión, en la radio, la leemos en los periódicos e inclusive en algunas revistas. En ese momento pensé que tal vez y de manera inconsciente comentemos el error de asociarla solamente a las actividades de fabricación o de servicios, inclusive con las oficinas de gobierno; la imaginamos aplicable sólo a procesos repetitivos y para nada la relacionamos con nosotros. No la vemos inmersa ni como parte de nuestras actividades diarias y personales; sin embargo, la calidad es lo que puede facilitar nuestra forma de relacionarnos con nuestro medio ambiente y las personas alrededor de nosotros, ya que la calidad nos ayuda a saber trabajar en equipo, a actuar responsablemente, a comprometernos en aprender y crecer, a comunicarnos y sobretodo a servir a los demás y mejorar nuestra persona en forma contínua.
Por medio de la búsqueda de la calidad podemos y debemos cambiar nuestra forma de observar al mundo, encontrar cualesquier falla o problema y comprometernos con nuestra comunidad para tratar de remediarlos, saber que todo lo que existe alrededor de nosotros tiene la característica de ser
mejorable (en nosotros se traduce como el deseo de superación) y éso amigos, es llevar la CALIDAD con nosotros para convertirnos cada vez en mejores personas.
Si estamos dispuestos, podemos enseñar a todos que sólo el compromiso con nuestra vida genera la tan consabida CALIDAD.
Buena suerte...�

NOTICIAS
MUNDO MITUTOYO • Septiembre 3
Para promover el desarrollo de las habilidades técnicas, Mitutoyo ha organizado desde hace años concursos de medición en Japón y desde 2003 en Brasil, así como en otros países de Asia. En esta ocasión el Presidente y Director General de Mitutoyo Mexicana, el Ing. Mamoru Ikeda, consideró apropiado que el Segundo Concurso de Medición Dimensional en México se organizara en colaboración con la dirección de educación media superior del Instituto Politecnico Nacional.
En la primera etapa, los planteles participantes (CECyT 1, 2, 4, 8, 9, 11 y el CET 19) convocaron a los alumnos interesados en participar, a presentar un exámen de selección el día 26 de abril de 2004 en sus respectivas escuelas. De los resultados de esa evaluación, con la participación de 235 alumnos, se seleccionaron los 20 mejores quienes avanzaron a la siguiente etapa.
Segundo Concurso de Medición Dimensional
en Mitutoyo
En la segunda etapa, los 20 participantes tomaron un curso de Metrología Dimensional con duración de 16 horas en las instalaciones de Mitutoyo Mexicana, los días 18 y 19 de Mayo.
Antes del inicio del curso se llevó a cabo una ceremonia en la que se dirigieron mensajes a los participantes por parte del Ing. Mamoru Ikeda Presidente y Director General de Mitutoyo Mexicana, y de la M.C. Olga Domínguez Villada, Jefa de la División de Seguimiento y Evaluacion del P.E.A. de la Dirección de Educación Media Superior del Instituto Politécnico Nacional.
Al f inalizar la ceremonia de inauguración de las actividades del concurso, la M.C. Olga Domínguez junto con algunos profesores realizaron un recorrido por el M3 Solution Center ubicado dentro de las instalaciones de Mitutoyo Mexicana, en donde pudieron observar el avance tecnológico que actualmente
tienen los equipos de medición de longitud producidos por Mitutoyo; desde los instrumentos pequeños y de operación manual, hasta equipo mayor operados bajo sistemas de control numérico. Durante este recorrido también observaron las actividades de los laboratorios de calibración y el Comparador Óptico producido entre otros productos en la planta de Mitutoyo ubicada en Lerma, en el Estado de México.
El curso de Metrología Dimensional fue impartido por el Ing. José Ramón Zeleny Vázquez, Director del Instituto de Metrología Mitutoyo. El viernes 20 de Mayo el concurso comenzó con una evaluación teórica y continuó con una evaluación práctica en cuatro grupos de cinco personas cada uno, la cual se desarrolló dentro del laboratorio 2 de Mitutoyo Mexicana, asignando jueces a cada uno de los participantes para tomar la información relevante al proceso de medición en cada una de las piezas de medición asignadas.
Ing. José Ramón Zeleny Vázquez
Director IMM/Gestión de Calidad
Mitutoyo Mexicana, S.A. de C.V.
4 • www.mitutoyo.com.mx
NOTICIAS
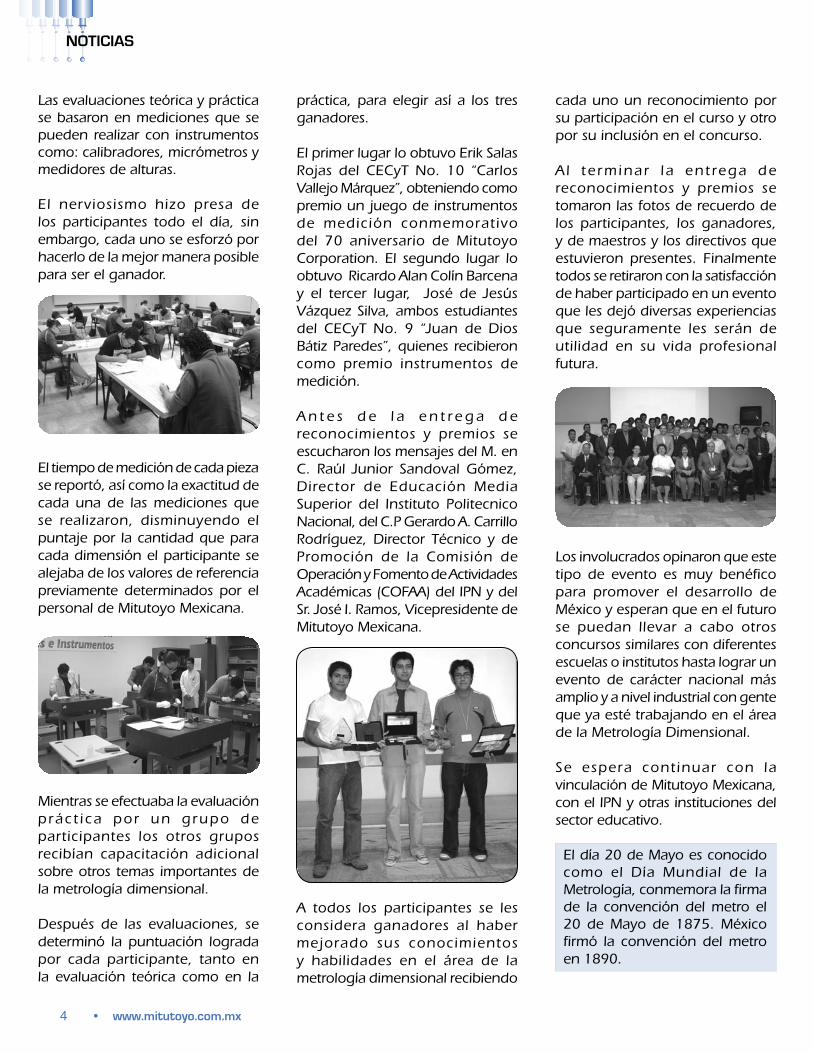
Las evaluaciones teórica y práctica se basaron en mediciones que se pueden realizar con instrumentos como: calibradores, micrómetros y medidores de alturas.
El nerviosismo hizo presa de los participantes todo el día, sin embargo, cada uno se esforzó por hacerlo de la mejor manera posible para ser el ganador.
El tiempo de medición de cada pieza se reportó, así como la exactitud de cada una de las mediciones que se realizaron, disminuyendo el puntaje por la cantidad que para cada dimensión el participante se alejaba de los valores de referencia previamente determinados por el personal de Mitutoyo Mexicana.
Mientras se efectuaba la evaluación prác t i ca por un grupo de participantes los otros grupos recibían capacitación adicional sobre otros temas importantes de la metrología dimensional.
Después de las evaluaciones, se determinó la puntuación lograda por cada participante, tanto en la evaluación teórica como en la
práctica, para elegir así a los tres ganadores.
El primer lugar lo obtuvo Erik Salas Rojas del CECyT No. 10 “Carlos Vallejo Márquez”, obteniendo como premio un juego de instrumentos de medición conmemorativo del 70 aniversario de Mitutoyo Corporation. El segundo lugar lo obtuvo Ricardo Alan Colín Barcena y el tercer lugar, José de Jesús Vázquez Silva, ambos estudiantes del CECyT No. 9 “Juan de Dios Bátiz Paredes”, quienes recibieron como premio instrumentos de medición.
A n t e s d e l a e n t r e g a d e reconocimientos y premios se escucharon los mensajes del M. en C. Raúl Junior Sandoval Gómez, Director de Educación Media Superior del Instituto Politecnico Nacional, del C.P Gerardo A. Carrillo Rodríguez, Director Técnico y de Promoción de la Comisión de Operación y Fomento de Actividades Académicas (COFAA) del IPN y del Sr. José I. Ramos, Vicepresidente de Mitutoyo Mexicana.
A todos los participantes se les considera ganadores al haber mejorado sus conocimientos y habilidades en el área de la metrología dimensional recibiendo
cada uno un reconocimiento por su participación en el curso y otro por su inclusión en el concurso.
A l te rminar l a ent rega de reconocimientos y premios se tomaron las fotos de recuerdo de los participantes, los ganadores, y de maestros y los directivos que estuvieron presentes. Finalmente todos se retiraron con la satisfacción de haber participado en un evento que les dejó diversas experiencias que seguramente les serán de utilidad en su vida profesional futura.
Los involucrados opinaron que este tipo de evento es muy benéfico para promover el desarrollo de México y esperan que en el futuro se puedan llevar a cabo otros concursos similares con diferentes escuelas o institutos hasta lograr un evento de carácter nacional más amplio y a nivel industrial con gente que ya esté trabajando en el área de la Metrología Dimensional.
Se espera continuar con la vinculación de Mitutoyo Mexicana, con el IPN y otras instituciones del sector educativo.
El día 20 de Mayo es conocido como el Día Mundial de la Metrología, conmemora la firma de la convención del metro el 20 de Mayo de 1875. México firmó la convención del metro en 1890. �
El libro Metrology Handbook The Science of Measurement, con más de 200 páginas, escrito en inglés por Nobuo Suga Director del Instituto de Metrología Mitutoyo y que trabaja para Mitutoyo America Corporation desde 1965 es una excelente referencia para las personas trabajando en Metrología Dimensional.
Nobuo Suga durante los últimos 15 años ha impartido numerosos cursos de Metrología Dimensional, Rugosidad, Redondez, Dureza, CMM, RyR, Tolerancias Geométricas y Métodos de Calibración de Instrumentos. Miles de ingenieros y técnicos de muy diversas compañías importantes a través de Estados Unidos de América participan en sus cursos. Él también a través de los años ha coleccionado una gran cantidad de instrumentos de medición que se exhiben permanentemente en el museo de Mitutoyo en la ciudad de Kawasaki, en Japón.
La ciencia de la medición ha avanzado mucho durante los ultimos años y esto se ha visto reflejado en los equipos de medición, sin embargo, los instrumentos básicos y fundamentales como los calibradores, micrómetros, indicadores y bloques patrón frecuentemente son mal empleados por falta de capacitación formal. En este libro se encuentran diversos consejos de tipo práctico para hacer mediciones confiables.
Normalmente, el cómo medir se enseña de una persona a otra en base al trabajo diario, sin embargo, este método que de alguna manera funciona, es mejor si existe algún libro en donde consultar. Aprendiendo a medir correctamente, las desviaciones en los datos medidos se minimizan contribuyendo a una reducción efectiva de la variabilidad, lo que es un concepto clave en el mejoramiento continuo de la calidad.Uno de los puntos fuertes de este libro indudablemente es la calidad y cantidad de fotografías a color que aparecen en él, con el propósito de hacer cierto el dicho de que una imagen dice más que mil palabras.
Capítulo 1 La unidad de longitud.El metro y su trazabilidad en una escala globalCapítulo 2 Fundamentos.Expresiones en los dibujos/jerarquía de la exactitudCapítulo 3 La longitud más exacta - Bloques patrón.C.E. Johansson y sus contribuciones.Capítulo 4 Micrómetro - el caballo de batalla de la exactitud.Micrómetros y los RyR / puntos de calibración.Capítulo 5 Calibradores - El instrumento más popular.Capítulo 6 Indicadores de carátula.Medición por comparación con bloques patrón.Capítulo 7 Calibres por atributos (Pasa/No pasa).Anillos y pernos patrón, como usarlos.Capítulo 8 Proyectores de perfiles - un equipo estándar.El poder de la amplificación con camára CCD.Capítulo 9 Rugosidad superficial.La unidad más pequeña en corte y formado de metales.Capítulo 10 Redondez (Circularidad) y Cilindricidad.Para los ejes giratorios, cabeceo circular y total.Capítulo 11 Ensayos de dureza: Brinell, Vickers y Rockwell.Stanly P. Rockwell y sus contribuciones.Capítulo 12 Superficies planas de granito.La superficie plana más confiable.Capítulo 13 Dibujos de ingeniería ASME Y14.5M-1994.Dimensionado y Tolerado Geométrico (GD&T).Capítulo 14 Máquinas de medición por coordenadas (CMM).Un avance importante en metrología.
Este libro lo puede adquir en Mitutoyo Mexicana, S.A. de C.V. Tel: 0155) 5312 5612 Fax: (0155) 5312 3660) e-mail: [email protected]
Metrology Handbook
Servicio que busca atender las nuevas necesidades de nuestros clientes
Ingeniería de Servicio
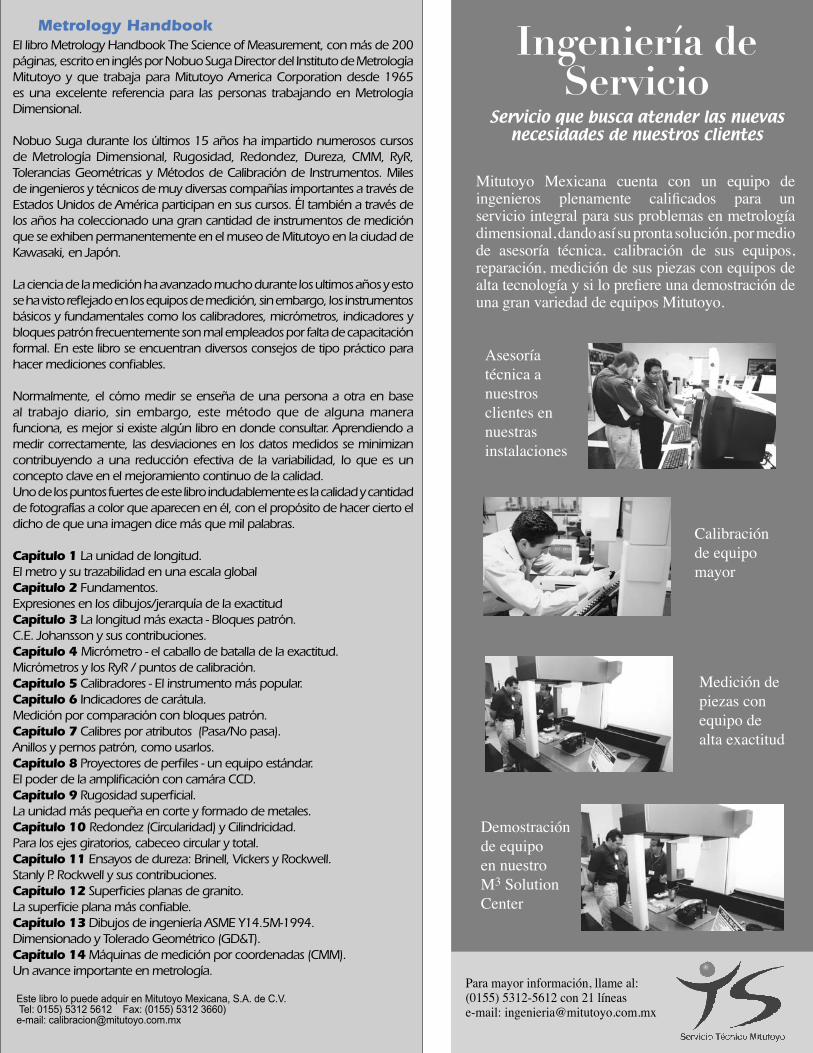
Asesoría técnica a nuestros clientes en nuestras instalaciones
Calibración de equipo mayor
Medición de piezas con equipo de alta exactitud
Demostración de equipo en nuestro M3 Solution Center
Mitutoyo Mexicana cuenta con un equipo de ingenieros plenamente calificados para un servicio integral para sus problemas en metrología dimensional, dando así su pronta solución, por medio de asesoría técnica, calibración de sus equipos, reparación, medición de sus piezas con equipos de alta tecnología y si lo prefiere una demostración de una gran variedad de equipos Mitutoyo.
Para mayor información, llame al:(0155) 5312-5612 con 21 línease-mail: [email protected]

6 • www.mitutoyo.com.mx
NUEVO
Nuevo Juego de Bloques Patrón Combinado
Exacto, Económico y Adecuado
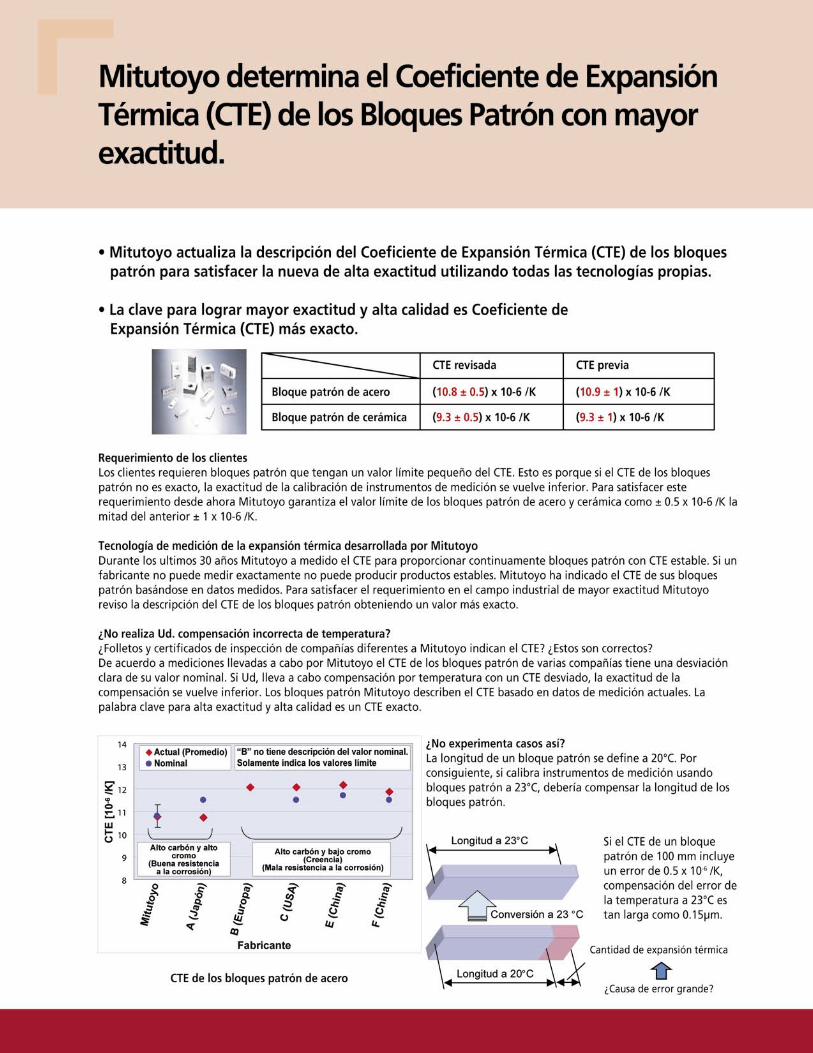
El juego de bloques patrón combinado es un paquete muy económico, ya que incluye bloques patrón de acero y de cerámica al mismo costo que uno de acero. El bloque de cerámica, que es reconocido por su alta durabilidad, se incluye en las dimensiones más utilizadas: 1mm, 2mm, 3 mm, 4 mm, 5 mm y 10 mm. Comparado con el juego de bloques patrón de acero, reduce el costo de mantenimiento.
Bloques x jgo. Bloques incluidos en el juego
47*1 1.005 mm 1 pza.Paso de 0.01 1.01 - 1.09 mm 9 pzas.Paso de 0.1 1.1 - 1.9 mm 9 pzas.Paso de 1 1 - 24 mm 24 pzas.Paso de 25 25 - 100 mm 4 pzas.
47*2 1.005 mm 1 pza.Paso de 0.01 1.01 - 1.20 mm 21 pzas.Paso de 0.1 1.3 - 2.0 mm 8 pzas.Paso de 1 3 - 10 mm 8 pzas.Paso de 10 20 - 100 mm 9 pzas.
32 1.005 mm 1 pza.Paso de 0.01 1.01 - 1.09 mm 9 pzas.Paso de 0.1 1.1 - 1.9 mm 9 pzas.Paso de 1 1 - 9 mm 9 pzas.Paso de 10 10 - 30 mm 3 pzas.
60 mm 1 pza.
ESPECIFICACIONES
Código No. ISO/DIN Código No. ISO/DIN Código No. ISO/DIN516-958 Grado 0 516-966 Grado 0 516-966 Grado 0516-959 Grado 1 516-967 Grado 1 516-967 Grado 1516-960 Grado 2 516-968 Grado 2 516-968 Grado 2
Jgo. de 47*1 bloques Jgo. de 47*2 bloques Jgo. de 32 bloques
CARACTERÍSTICAS• La vida del juego se incrementa al cambiar por bloques patrón
de cerámica las piezas con dimensiones más utilizadas.• Los bloques patrón de cerámica tienen más resistencia a la
abrasión que los de acero y más resistencia que los bloques patrón protectores del desgaste.
• Alta resistencia a la corrosión, por lo que no requiere de tratamiento alguno.
• Libre de cambios dimensionales a lo largo del tiempo.• El coeficiente de expansión térmica de los bloques de cerámica
es muy cercano al coeficiente de los bloques de acero. CERA: 9.3 ±0.5 x 10-6/K ACERO: 10.8 ±0.5 x 10-6/K• Puede adherirse a los bloques patrón de acero.• Los bloques patrón de cerámica incluidos son: Juego en mm - 1, 2, 3, 4, 5 y 10 mm Juego en pulg - .1, .2, .3, .5, 1 y 2 pulg
0
1.0
2.0
3.0
4.0
5.0
00080007000600050004000300020001
Cantidad de recorrido (m)
Pérd
ida
por
ab
rasi
ón (µ
m)
kcolB AREC
De desgaste
Acero
Comparación del desgaste por abrasión por cantidad de recorrido
Bloques patrón de 1, 2, 3, 4, 5, y 10 mm
ARTICULO
MUNDO MITUTOYO • Septiembre • 7
3. Ejemplos relacionados con la confiabilidad de la medición
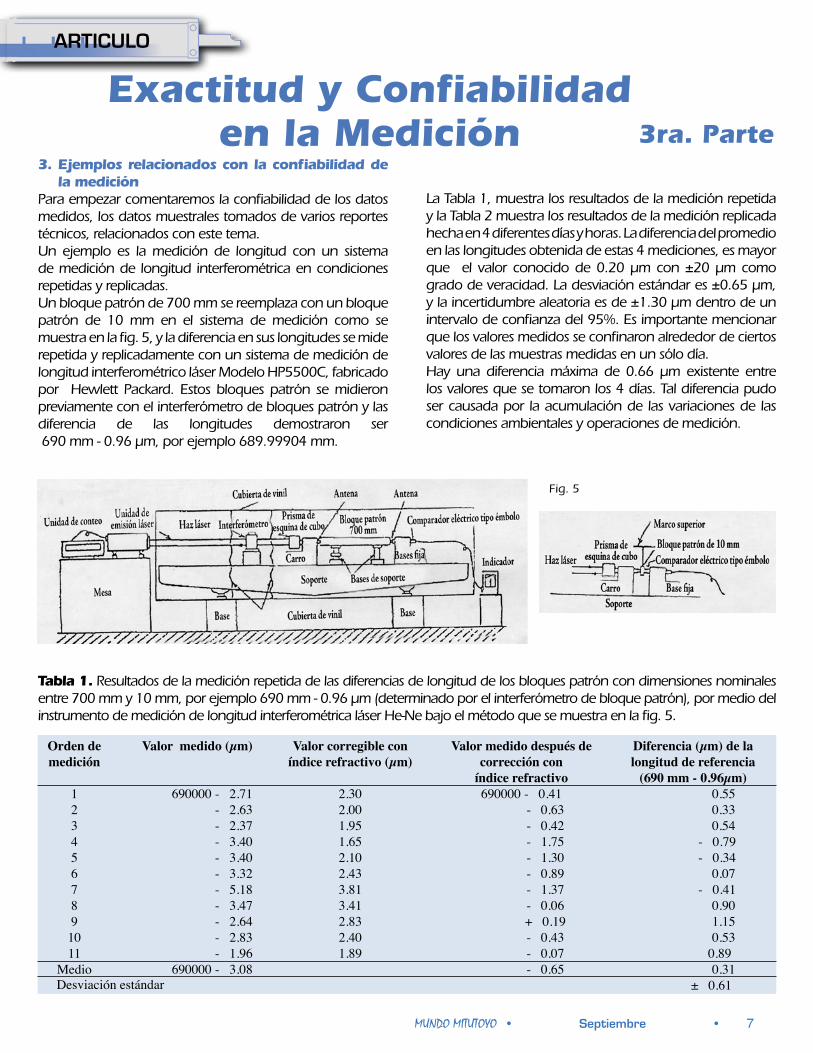
Para empezar comentaremos la confiabilidad de los datos medidos, los datos muestrales tomados de varios reportes técnicos, relacionados con este tema.Un ejemplo es la medición de longitud con un sistema de medición de longitud interferométrica en condiciones repetidas y replicadas.Un bloque patrón de 700 mm se reemplaza con un bloque patrón de 10 mm en el sistema de medición como se muestra en la fig. 5, y la diferencia en sus longitudes se mide repetida y replicadamente con un sistema de medición de longitud interferométrico láser Modelo HP5500C, fabricado por Hewlett Packard. Estos bloques patrón se midieron previamente con el interferómetro de bloques patrón y las diferencia de las longitudes demostraron ser 690 mm - 0.96 µm, por ejemplo 689.99904 mm.
Exactitud y Confiabilidad en la Medición 3ra. Parte
La Tabla 1, muestra los resultados de la medición repetida y la Tabla 2 muestra los resultados de la medición replicada hecha en 4 diferentes días y horas. La diferencia del promedio en las longitudes obtenida de estas 4 mediciones, es mayor que el valor conocido de 0.20 µm con ±20 µm como grado de veracidad. La desviación estándar es ±0.65 µm, y la incertidumbre aleatoria es de ±1.30 µm dentro de un intervalo de confianza del 95%. Es importante mencionar que los valores medidos se confinaron alrededor de ciertos valores de las muestras medidas en un sólo día. Hay una diferencia máxima de 0.66 µm existente entre los valores que se tomaron los 4 días. Tal diferencia pudo ser causada por la acumulación de las variaciones de las condiciones ambientales y operaciones de medición.
Orden de medición
1234567891011
Medio
Valor medido (µm)
690000 - 2.71- 2.63- 2.37- 3.40- 3.40- 3.32- 5.18- 3.47- 2.64- 2.83- 1.96
690000 - 3.08
Valor corregible con índice refractivo (µm)
2.302.001.951.652.102.433.813.412.832.401.89
Valor medido después de corrección con
índice refractivo 690000 - 0.41
- 0.63 - 0.42 - 1.75 - 1.30 - 0.89 - 1.37 - 0.06 + 0.19 - 0.43 - 0.07 - 0.65
Diferencia (µm) de la longitud de referencia
(690 mm - 0.96µm) 0.55 0.33 0.54 - 0.79 - 0.34 0.07 - 0.41 0.90 1.15 0.53
0.89 0.31
± 0.61Desviación estándar
Tabla 1. Resultados de la medición repetida de las diferencias de longitud de los bloques patrón con dimensiones nominales entre 700 mm y 10 mm, por ejemplo 690 mm - 0.96 µm (determinado por el interferómetro de bloque patrón), por medio del instrumento de medición de longitud interferométrica láser He-Ne bajo el método que se muestra en la fig. 5.
Fig. 5
8 • www.mitutoyo.com.mx
ARTICULO
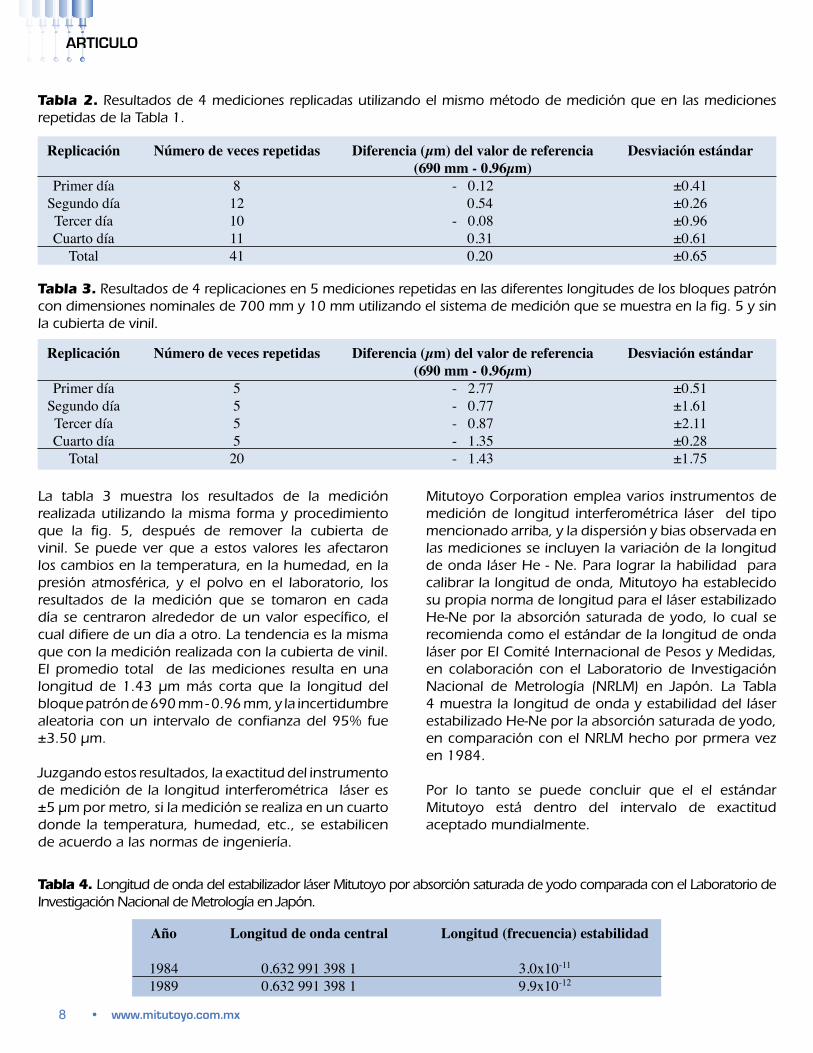
Tabla 2. Resultados de 4 mediciones replicadas utilizando el mismo método de medición que en las mediciones repetidas de la Tabla 1.
Tabla 3. Resultados de 4 replicaciones en 5 mediciones repetidas en las diferentes longitudes de los bloques patrón con dimensiones nominales de 700 mm y 10 mm utilizando el sistema de medición que se muestra en la fig. 5 y sin la cubierta de vinil.
Replicación
Primer díaSegundo díaTercer díaCuarto día
Total
Número de veces repetidas
8121011 41
Diferencia (µm) del valor de referencia (690 mm - 0.96µm)
- 0.12 0.54- 0.08 0.31 0.20
Desviación estándar
±0.41±0.26±0.96±0.61±0.65
Replicación
Primer díaSegundo díaTercer díaCuarto día
Total
Número de veces repetidas
5555 20
Diferencia (µm) del valor de referencia (690 mm - 0.96µm)
- 2.77- 0.77- 0.87- 1.35- 1.43
Desviación estándar
±0.51±1.61±2.11±0.28±1.75
Año
19841989
Longitud de onda central
0.632 991 398 10.632 991 398 1
Longitud (frecuencia) estabilidad
3.0x10-11
9.9x10-12
Tabla 4. Longitud de onda del estabilizador láser Mitutoyo por absorción saturada de yodo comparada con el Laboratorio de Investigación Nacional de Metrología en Japón.
La tabla 3 muestra los resultados de la medición realizada utilizando la misma forma y procedimiento que la fig. 5, después de remover la cubierta de vinil. Se puede ver que a estos valores les afectaron los cambios en la temperatura, en la humedad, en la presión atmosférica, y el polvo en el laboratorio, los resultados de la medición que se tomaron en cada día se centraron alrededor de un valor específico, el cual difiere de un día a otro. La tendencia es la misma que con la medición realizada con la cubierta de vinil. El promedio total de las mediciones resulta en una longitud de 1.43 µm más corta que la longitud del bloque patrón de 690 mm - 0.96 mm, y la incertidumbre aleatoria con un intervalo de confianza del 95% fue ±3.50 µm.
Juzgando estos resultados, la exactitud del instrumento de medición de la longitud interferométrica láser es ±5 µm por metro, si la medición se realiza en un cuarto donde la temperatura, humedad, etc., se estabilicen de acuerdo a las normas de ingeniería.
Mitutoyo Corporation emplea varios instrumentos de medición de longitud interferométrica láser del tipo mencionado arriba, y la dispersión y bias observada en las mediciones se incluyen la variación de la longitud de onda láser He - Ne. Para lograr la habilidad para calibrar la longitud de onda, Mitutoyo ha establecido su propia norma de longitud para el láser estabilizado He-Ne por la absorción saturada de yodo, lo cual se recomienda como el estándar de la longitud de onda láser por El Comité Internacional de Pesos y Medidas, en colaboración con el Laboratorio de Investigación Nacional de Metrología (NRLM) en Japón. La Tabla 4 muestra la longitud de onda y estabilidad del láser estabilizado He-Ne por la absorción saturada de yodo, en comparación con el NRLM hecho por prmera vez en 1984.
Por lo tanto se puede concluir que el el estándar Mitutoyo está dentro del intervalo de exactitud aceptado mundialmente.�
MUNDO MITUTOYO • Septiembre • 9
ARTICULO
La Importacia de los Patrones de Dureza
Los patrones de dureza se utilizan en las empresas para evaluar y controlar todas las variables y factores envueltos en los ensayos de dureza, factores como el control de aplicación dinámica o estática de las cargas, de las calidades de los penetradores de dureza. Por lo tanto el uso de penetradores más exactos, inclusive con certificado de calibración trazable a organismos nacionales o internacionales, se torna de vital importancia en la calibración y la evaluación de un durómetro.
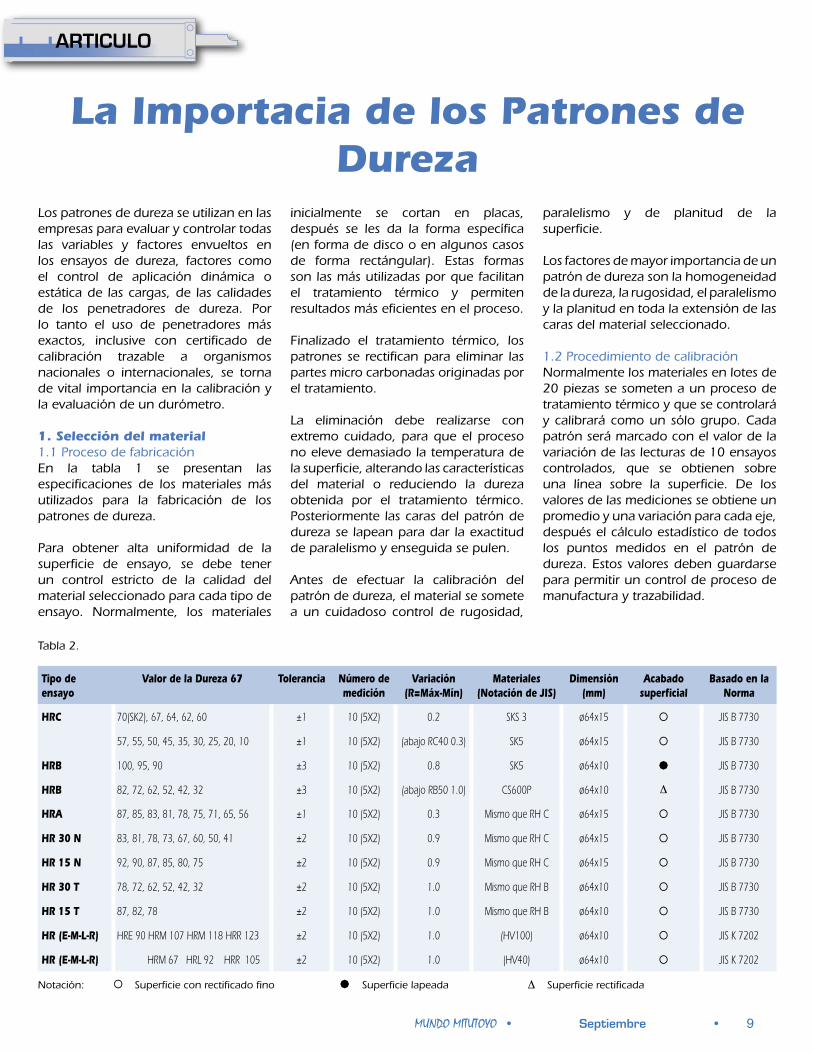
1. Selección del material1.1 Proceso de fabricaciónEn la tabla 1 se presentan las especificaciones de los materiales más utilizados para la fabricación de los patrones de dureza.
Para obtener alta uniformidad de la superficie de ensayo, se debe tener un control estricto de la calidad del material seleccionado para cada tipo de ensayo. Normalmente, los materiales
inicialmente se cortan en placas, después se les da la forma específica (en forma de disco o en algunos casos de forma rectángular). Estas formas son las más utilizadas por que facilitan el tratamiento térmico y permiten resultados más eficientes en el proceso.
Finalizado el tratamiento térmico, los patrones se rectifican para eliminar las partes micro carbonadas originadas por el tratamiento.
La eliminación debe realizarse con extremo cuidado, para que el proceso no eleve demasiado la temperatura de la superficie, alterando las características del material o reduciendo la dureza obtenida por el tratamiento térmico. Posteriormente las caras del patrón de dureza se lapean para dar la exactitud de paralelismo y enseguida se pulen.
Antes de efectuar la calibración del patrón de dureza, el material se somete a un cuidadoso control de rugosidad,
paralelismo y de planitud de la superficie.
Los factores de mayor importancia de un patrón de dureza son la homogeneidad de la dureza, la rugosidad, el paralelismo y la planitud en toda la extensión de las caras del material seleccionado.
1.2 Procedimiento de calibraciónNormalmente los materiales en lotes de 20 piezas se someten a un proceso de tratamiento térmico y que se controlará y calibrará como un sólo grupo. Cada patrón será marcado con el valor de la variación de las lecturas de 10 ensayos controlados, que se obtienen sobre una línea sobre la superficie. De los valores de las mediciones se obtiene un promedio y una variación para cada eje, después el cálculo estadístico de todos los puntos medidos en el patrón de dureza. Estos valores deben guardarse para permitir un control de proceso de manufactura y trazabilidad.
Tipo de ensayo
Valor de la Dureza 67 Tolerancia Número de medición
Variación(R=Máx-Mín)
Materiales(Notación de JIS)
Dimensión(mm)
Acabado superficial
Basado en la Norma
HRC 70(SK2), 67, 64, 62, 60 ±1 10 (5X2) 0.2 SKS 3 ø64x15 JIS B 7730
57, 55, 50, 45, 35, 30, 25, 20, 10 ±1 10 (5X2) (abajo RC40 0.3) SK5 ø64x15 JIS B 7730
HRB 100, 95, 90 ±3 10 (5X2) 0.8 SK5 ø64x10 JIS B 7730
HRB 82, 72, 62, 52, 42, 32 ±3 10 (5X2) (abajo RB50 1.0) CS600P ø64x10 Δ JIS B 7730
HRA 87, 85, 83, 81, 78, 75, 71, 65, 56 ±1 10 (5X2) 0.3 Mismo que RH C ø64x15 JIS B 7730
HR 30 N 83, 81, 78, 73, 67, 60, 50, 41 ±2 10 (5X2) 0.9 Mismo que RH C ø64x15 JIS B 7730
HR 15 N 92, 90, 87, 85, 80, 75 ±2 10 (5X2) 0.9 Mismo que RH C ø64x15 JIS B 7730
HR 30 T 78, 72, 62, 52, 42, 32 ±2 10 (5X2) 1.0 Mismo que RH B ø64x10 JIS B 7730
HR 15 T 87, 82, 78 ±2 10 (5X2) 1.0 Mismo que RH B ø64x10 JIS B 7730
HR (E-M-L-R) HRE 90 HRM 107 HRM 118 HRR 123 ±2 10 (5X2) 1.0 (HV100) ø64x10 JIS K 7202
HR (E-M-L-R) HRM 67 HRL 92 HRR 105 ±2 10 (5X2) 1.0 (HV40) ø64x10 JIS K 7202
Notación: Superficie con rectificado fino Superficie lapeada Δ Superficie rectificada
Tabla 2.
10 • www.mitutoyo.com.mx
ARTICULO
1.3 Durómetros patrón y condiciones de ensayoLos durómetros patrón son equipos de alta exactitud, utilizados para determinar el valor de los patrones y sus variaciones. Son equipos seleccionados y fabricados sobre condiciones de control extremo de exactitud, siguiendo las normas internacionales.
Las condiciones de ensayo también se fijan y establecen con el objeto de tener una mayor exactitud en los resultados.
2. Como optimizar la utilización de los Patrones de Dureza2.1 Elección de los Patrones de DurezaPara verificar la estabilidad del ensayo utilizado en la calibración, los patrones de dureza deben seleccionarse de acuerdo con las necesidades de la calibración. Normalmente los durómetros deben verificarse dentro de tres secciones, esto es en la parte alta, media y baja de la escala de medición.
Por ejemplo, para los durómetros Rockwell se recomienda la verificación en la sección de 60, 50, 30 ó 20 HRC. Siendo posible la verificación en una cantidad mayor a la sección de medición, por ejemplo, un intervalo de 10 puntos de la escala.Crear una rutina de inspección con patrones de dureza, abajo o encima
de las secciones de dureza más frecuentemente utilizadas aumenta la estabilidad del ensayo.
2.2 Notas(1) El ensayo debe realizarse, siguiendo las normas nacionales e internacionales, así como debe evaluar la exactitud de dos componentes (factores) que interfieren en el ensayo (penetrador, carga y el propio durómetro).
(2) Debemos verificar si el número de serie de fabricación, la escala, o el valor de la incertidumbre que normalmente se encuentra grabada en el lateral del patrón, son los mismos del certificado de calibración que normalmente acompaña al patrón.
(3) Condiciones del ensayo deseables, esto es velocidad de aplicación de carga, tiempo de permanencia de la carga, fuerza de penetración y la temperatura, deben atender las normas nacionales e internacionales. Otro aspecto que se debe considerar son las indicaciones de los fabricantes de patrones de dureza para la realización del ensayo de dureza y la calibración.
(4) Normalmente los valores grabados en los patrones de dureza son un promedio de cinco lecturas realizadas en la superficie. Es común también,
que los patrones de dureza presenten de 9 a 10 mediciones en la superficie, las mismas se tomaron para el cálculo del promedio y de la amplitud de los valores medidos.
3. Medición con exactitud de los durómetrosLos patrones de dureza son generalmente utilizados para verificar la exactitud, confiabilidad y el ajuste de cada durómetro. La tabla 2 muestra la tolerancia y la variación de los durómetros y el patrón de dureza, basados en la norma JIS.
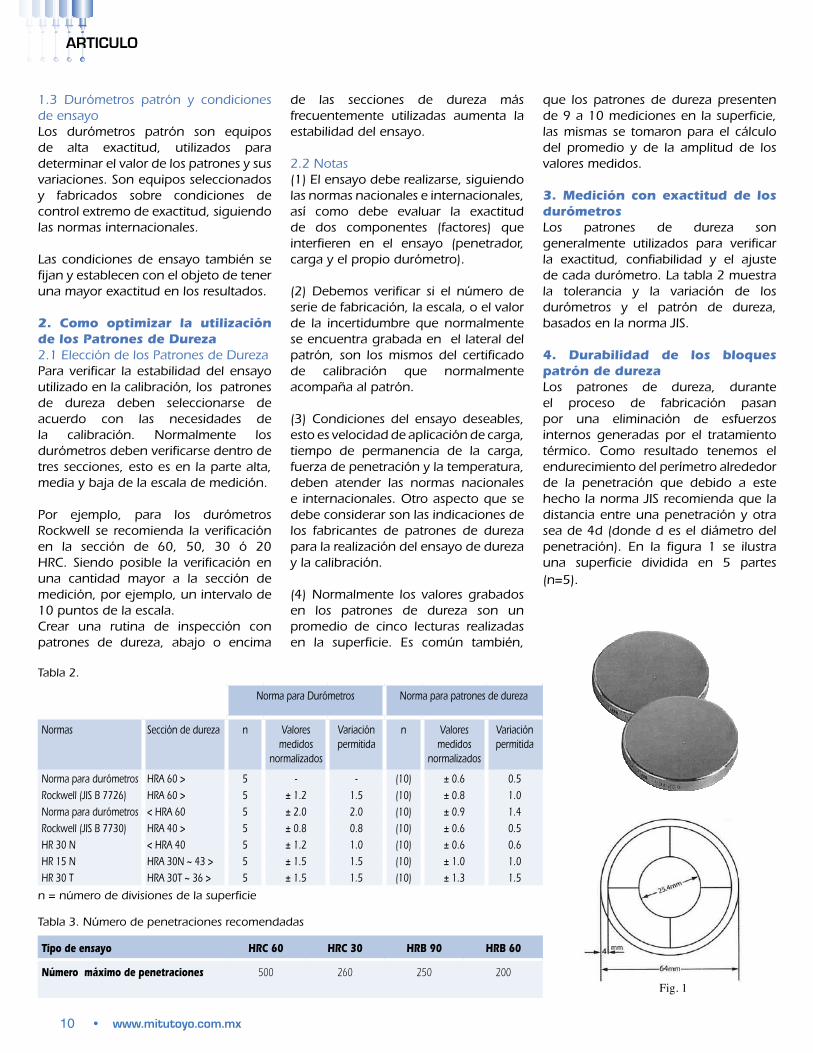
4. Durabilidad de los bloques patrón de durezaLos patrones de dureza, durante el proceso de fabricación pasan por una eliminación de esfuerzos internos generadas por el tratamiento térmico. Como resultado tenemos el endurecimiento del perímetro alrededor de la penetración que debido a este hecho la norma JIS recomienda que la distancia entre una penetración y otra sea de 4d (donde d es el diámetro del penetración). En la figura 1 se ilustra una superficie dividida en 5 partes (n=5).�
Norma para Durómetros Norma para patrones de dureza
Normas Sección de dureza n Valores medidos
normalizados
Variación permitida
n Valores medidos
normalizados
Variación permitida
Norma para durómetros HRA 60 > 5 - - (10) ± 0.6 0.5Rockwell (JIS B 7726) HRA 60 > 5 ± 1.2 1.5 (10) ± 0.8 1.0Norma para durómetros < HRA 60 5 ± 2.0 2.0 (10) ± 0.9 1.4Rockwell (JIS B 7730) HRA 40 > 5 ± 0.8 0.8 (10) ± 0.6 0.5HR 30 N < HRA 40 5 ± 1.2 1.0 (10) ± 0.6 0.6HR 15 N HRA 30N ~ 43 > 5 ± 1.5 1.5 (10) ± 1.0 1.0HR 30 T HRA 30T ~ 36 > 5 ± 1.5 1.5 (10) ± 1.3 1.5
Tipo de ensayo HRC 60 HRC 30 HRB 90 HRB 60
Número máximo de penetraciones 500 260 250 200
Tabla 3. Número de penetraciones recomendadas
Tabla 2.
n = número de divisiones de la superficie
Fig. 1

INSTITUTO DE METROLOGIAMITUTOYO - México
CURSOS ESPECIALESTodos los cursos se pueden impartir en sus instalaciones en la fecha que más beneficie a su compañía. Para cualquier caso el cupo está limitado a 20 personas, y si es fuera de la zona urbana de la Ciudad de México se agregarán los costos de transporte, hospedaje y alimentación.NOTA: El costo de los cursos en sus instalaciones se incrementa 20% sobre horas impartidas en días sábado.
CAPACITACION, CATALIZADOR DE LAPRODUCTIVIDAD
METROLOGIA DIMENSIONAL 1 ( MD1 )Fundamentos, Sistema de unidades, Errores de medición, Instrumentos básicos, Calibradores vernier, Calibradores de carátula, Medidores de altura, Micrómetros, Indicadores de carátula, Indicadores de carátula tipo palanca, Medidores de agujeros con indicador de carátula, Medición angular.Fechas: Septiembre 05, 06; Noviembre 07, 08Duración: 16 h. Horario: 9:00 - 13:00 y 14:00 - 18:00 h, los dos días
METROLOGIA DIMENSIONAL 2 ( MD2 )Instrumentos electrónicos (funciones, cuidados, sistemas de red y dispositivos), Bloques patrón, Superficies planas de referencia, Sistemas de ajustes y tolerancias, Calibres de dimensión fija, Comparador óptico y Micropak. Rugosidad y ondulación [Perfiles P, P(ls), R, R(ls), WC, WCA, WE, WEA y E. Parámetros Ra, Ry, Rz, Rq, tp, BAC, Rk, Rpk, Rvk, Mr1, Mr2, A1 y A2]. Durómetros, Micrómetro láser, Láser indicativo, Introducción a la medición por coordenadas, Medición de contorno y Medición de roscas por el método de los tres alambres.Fechas: Septiembre 07, 08, 09; Noviembre 09, 10, 11Duración: 24 h. Horario: 9:00 - 13:00 y 14:00 - 18:00 h, los tres días
CALIBRACION DE INSTRUMENTOS - IMPLEMENTANDO ISO 10012-1 E ISO 17025 ( CI )Se presentan diversas alternativas para la calibración de instrumentos que se utilizan comúnmente en Metrología Dimen-sional enfocadas al desarrollo de instrucciones de trabajo para calibración que cumplan con el nivel 3 de QS 9000.Fechas: Septiembre 07, 08 y 09; Noviembre 14, 15 y 16Duración: 24 h. Horario: 9:00 - 13:00 y 14:00 - 18:00 h, los tres días
CONTROL ESTADISTICO DEL PROCESO ( CEP )Se analizan los conceptos principales del control estadístico del proceso, ilustrando su aplicación mediante el software MeasurLink.Fechas: Septiembre 19, 20 y 21; Noviembre 17 y 18Duración: 8 h. Horario: 9:00 - 13:00 y 14:00 - 18:00 h.
INCERTIDUMBRE EN METROLOGIA DIMENSIONAL (INC MD )Diseñado para introducir los conceptos y definiciones básicas así como algunas aplicaciones y alternativas para la determinación de la incertidumbre en la calibración de los instrumentos que se utilizan comúnmente en metrología dimensional.Fechas: Octubre 03, 04 y 05; Noviembre 21, 22 y 23Duración: 24 h. Horario: 9:00 - 13:00 y 14:00 - 18:00 h, los tres días.
ESTUDIOS DE REPETIBILIDAD Y REPRODUCIBILIDAD ( RyR )En este curso se puntualizan algunos factores que deben considerarse para mejorar el sistema de medición. Se explican los diversos métodos descritos en el MSA (Análisis de los sistemas de medición).Fechas: Octubre 06 y 07; Noviembre 24 y 25Duración: 16 h. Horario: 9:00 - 13:00 y 14:00 - 18:00 h, los dos días
TOLERANCIAS GEOMETRICAS Norma ASME Y14.5M-1994 ( GD&T ) Un curso completo desde los fundamentos hasta las aplicaciones más avanzadas. Un tercio del curso se dedica a la tolerancia de posición.Fechas: Octubre 10, 11 y 12; Noviembre 28, 29 y 30Duración: 24 h. Horario: 9:00 - 13:00 y 14:00 - 18:00 h, los tres días
MEDICION DE TOLERANCIAS GEOMETRICAS CON CMM ( GD&T/CMM )Este curso práctico presenta técnicas de medición con máquina de medición por coordenadas aplicables a piezas con tolerancias geométricas basado en el conocimiento previo de la norma ASME Y14.5M-1994 y manejo de la CMM.Fechas: Octubre 13; Diciembre 01Duración: 8 h. Horario: 9:00 - 13:00 y 14:00 - 18:00 h
BUENAS PRACTICAS DE MEDICION CON CMM ( BPM/CMM )Este curso práctico presenta buenas prácticas y estrategias de medición con máquinas de medición por coordenadas (CMM) incluyendo sistemas de palpado para realizar mediciones confiables.Fechas: Octubre 14; Diciembre 02Duración: 8 h. Horario: 9:00 - 13:00 y 14:00 - 18:00 h
ISO 17025 PARA LABORATORIOS DE CALIBRACION ( ISO 17025 )Este curso se enfoca a presentar guías para la implementación de ISO 17025 en laboratorios de calibración que deben cumplir con ISO/TS 16949. Repasando los requisitos administrativos, enfatizando los requisitos técnicos y comentando los documentos relacionados.Fechas: Diciembre 05, 06 y 07Duración: 16 h. Horario: 9:00 - 13:00 y 14:00 - 18:00 h, los dos días
CALENDARIO DE CURSOS 2005
Tel.: (55) 5312 5612 con 21 líneas Fax: (55) 5312 [email protected]
El 12 de Mayo pasado la Organización Internacional de Normalización y la Comisión Electrotécnia Internacional (ISO/IEC) publicaron la nueva versión de la norma ISO/IEC 17025 que se utiliza por las entidades acreditadoras para que los laboratorios de calibración y ensayo demuestren su capacidad técnica para llevar a cabo calibraciones y ensayos específicos.
El cambio está enfocado para que los requerimientos del sistema de calidad reflejen el contenido y enfoque de la norma ISO 9001:2000 en vez de los de ISO 9000:1994 como son: mayor énfasis en las responsabilidades de la dirección, la necesidad de demostrar mejora continúa en los sistemas de gestión de la calidad y la satisfacción del cliente. Los requisitos técnicos prácticamente permanecen inalterados.
I SO/ IEC 17025 :2005 , “Genera l requirements for the competence of testing and calibration laboratories”, está disponible en versión digital o en papel directamente de ISO (http://www.iso.org) o través de los organismos especializados en la venta de normas. Seguramente la versión en español estará disponible en breve para su uso por los laboratorios actualmente acreditados en México.
Se ha establecido por parte de ILAC (The International Laboratory Accreditation Cooperation) un periódo de transición de 2 años a partir de la fecha de publicación de ISO/IEC 17025:2005, para que todos los laboratorios actualmente acreditados o que se acrediten en el futuro implanten y cumplan con los nuevos requerimientos.
XX CONGRESO NACIONAL DE METROLOGÍA NORMALIZACIÓN Y
CERTIFICACIÓN
19, 20 Y 21 DE OCTUBRE DEL 2005MÉRIDA , YUCATÁN
INFORMES E INSCRIPCIONESASOCIACIÓN MEXICANA DE METROLOGÍA, A.C.
Tel: (0155) 5535 1187 e-mail: [email protected]: (01442) 21 19800 ext: 322e-mail: [email protected]
Tel: (01999) 981 3921 [email protected]
ISO/IEC 17025:2005
12 • www.mitutoyo.com.mx
OPERACIONES EN
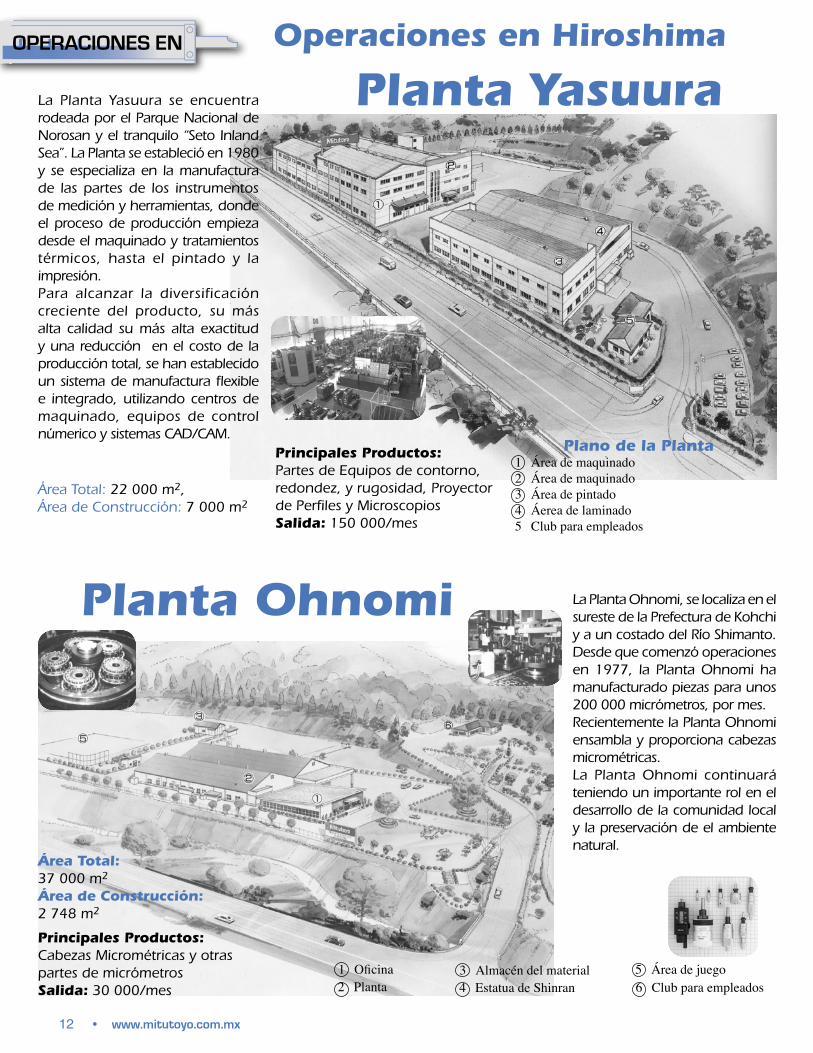
Principales Productos: Partes de Equipos de contorno, redondez, y rugosidad, Proyector de Perfiles y MicroscopiosSalida: 150 000/mes
Área Total: 22 000 m2, Área de Construcción: 7 000 m2
Plano de la Planta1 Área de maquinado2 Área de maquinado3 Área de pintado4 Áerea de laminado5 Club para empleados
1 Oficina2 Planta
3 Almacén del material4 Estatua de Shinran
5 Área de juego
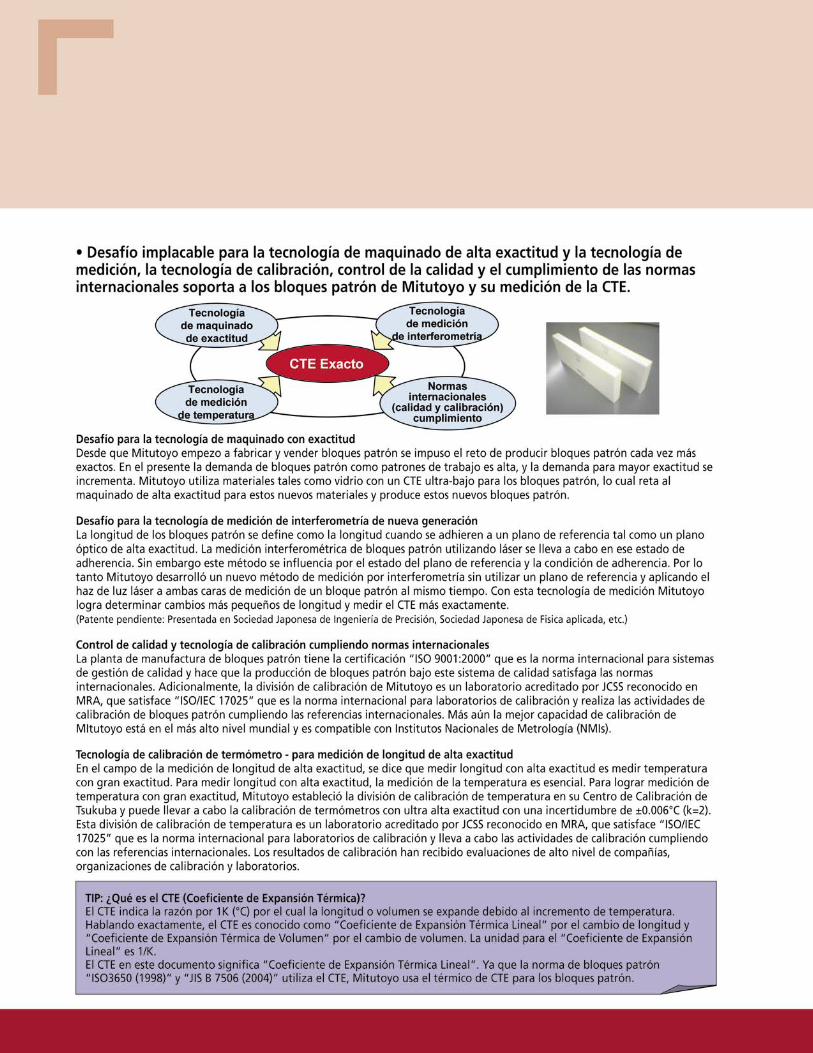
La Planta Yasuura se encuentra rodeada por el Parque Nacional de Norosan y el tranquilo “Seto Inland Sea”. La Planta se estableció en 1980 y se especializa en la manufactura de las partes de los instrumentos de medición y herramientas, donde el proceso de producción empieza desde el maquinado y tratamientos térmicos, hasta el pintado y la impresión.Para alcanzar la diversificación creciente del producto, su más alta calidad su más alta exactitud y una reducción en el costo de la producción total, se han establecido un sistema de manufactura flexible e integrado, utilizando centros de maquinado, equipos de control númerico y sistemas CAD/CAM.
Planta Ohnomi La Planta Ohnomi, se localiza en el sureste de la Prefectura de Kohchi y a un costado del Río Shimanto. Desde que comenzó operaciones en 1977, la Planta Ohnomi ha manufacturado piezas para unos 200 000 micrómetros, por mes.Recientemente la Planta Ohnomi ensambla y proporciona cabezas micrométricas.La Planta Ohnomi continuará teniendo un importante rol en el desarrollo de la comunidad local y la preservación de el ambiente natural.
Área Total: 37 000 m2 Área de Construcción: 2 748 m2
Planta YasuuraOperaciones en Hiroshima
Principales Productos: Cabezas Micrométricas y otras partes de micrómetrosSalida: 30 000/mes 6 Club para empleados
14 • www.mitutoyo.com.mx
ARTICULO
MUNDO MITUTOYO • Septiembre • 15
ARTICULO

MUNDO MITUTOYO • Septiembre • 15
ARTICULO

16 • www.mitutoyo.com.mx
TECNOLOGIA
16 • www.mitutoyo.com.mx
TECNOLOGIA
ACTUALIZACION
MUNDO MITUTOYO • Septiembre • 17
CALIBRACION DE LOS
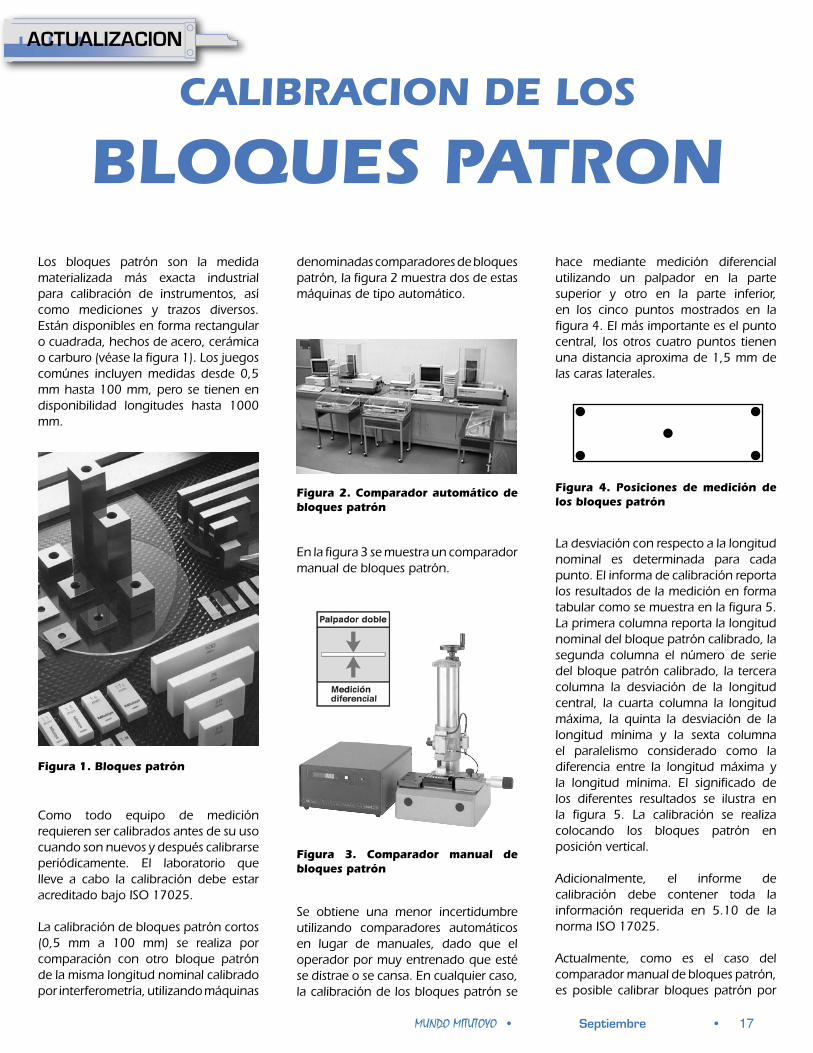
BLOQUES PATRONLos bloques patrón son la medida materializada más exacta industrial para calibración de instrumentos, así como mediciones y trazos diversos. Están disponibles en forma rectangular o cuadrada, hechos de acero, cerámica o carburo (véase la figura 1). Los juegos comúnes incluyen medidas desde 0,5 mm hasta 100 mm, pero se tienen en disponibilidad longitudes hasta 1000 mm.
denominadas comparadores de bloques patrón, la figura 2 muestra dos de estas máquinas de tipo automático.
hace mediante medición diferencial utilizando un palpador en la parte superior y otro en la parte inferior, en los cinco puntos mostrados en la figura 4. El más importante es el punto central, los otros cuatro puntos tienen una distancia aproxima de 1,5 mm de las caras laterales.
Como todo equipo de medición requieren ser calibrados antes de su uso cuando son nuevos y después calibrarse periódicamente. El laboratorio que lleve a cabo la calibración debe estar acreditado bajo ISO 17025.
La calibración de bloques patrón cortos (0,5 mm a 100 mm) se realiza por comparación con otro bloque patrón de la misma longitud nominal calibrado por interferometría, utilizando máquinas
Se obtiene una menor incertidumbre utilizando comparadores automáticos en lugar de manuales, dado que el operador por muy entrenado que esté se distrae o se cansa. En cualquier caso, la calibración de los bloques patrón se
En la figura 3 se muestra un comparador manual de bloques patrón.
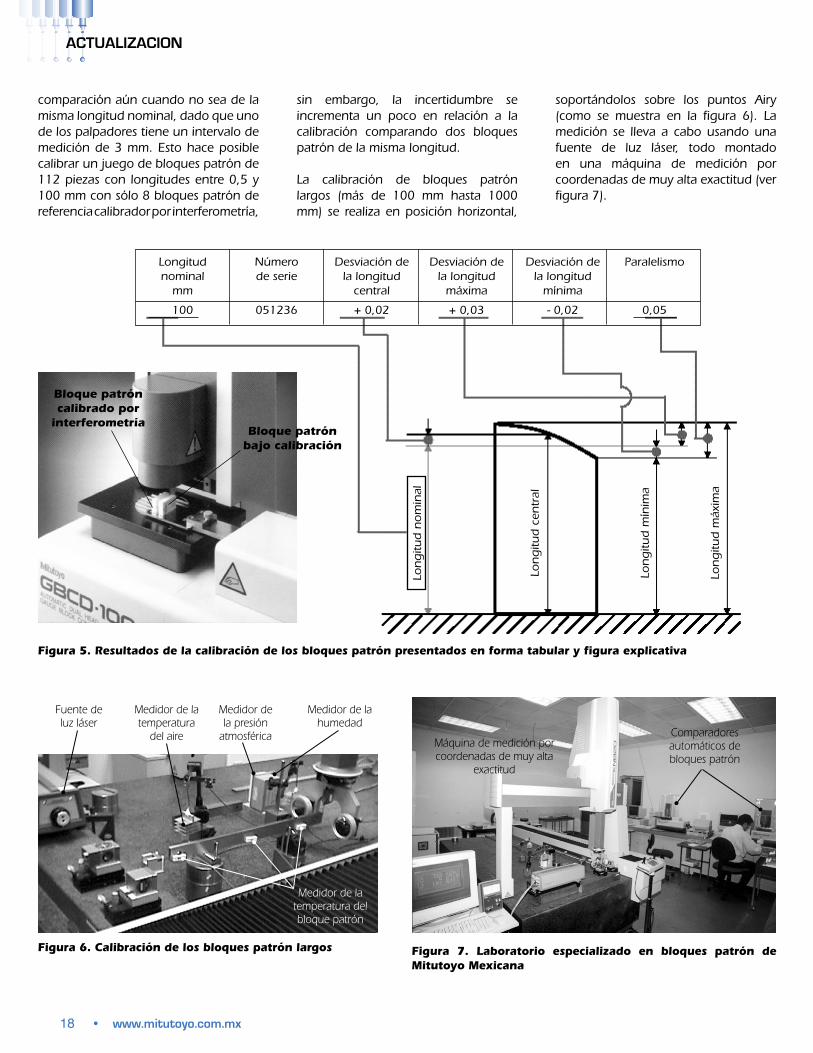
La desviación con respecto a la longitud nominal es determinada para cada punto. El informa de calibración reporta los resultados de la medición en forma tabular como se muestra en la figura 5. La primera columna reporta la longitud nominal del bloque patrón calibrado, la segunda columna el número de serie del bloque patrón calibrado, la tercera columna la desviación de la longitud central, la cuarta columna la longitud máxima, la quinta la desviación de la longitud mínima y la sexta columna el paralelismo considerado como la diferencia entre la longitud máxima y la longitud mínima. El significado de los diferentes resultados se ilustra en la figura 5. La calibración se realiza colocando los bloques patrón en posición vertical.
Adicionalmente, el informe de calibración debe contener toda la información requerida en 5.10 de la norma ISO 17025.
Actualmente, como es el caso del comparador manual de bloques patrón, es posible calibrar bloques patrón por
Figura 1. Bloques patrón
Figura 3. Comparador manual de bloques patrón
Figura 2. Comparador automático de bloques patrón
Figura 4. Posiciones de medición de los bloques patrón
18 • www.mitutoyo.com.mx
ACTUALIZACION
Longitud nominal
mm
Número de serie
Desviación de la longitud
central
Desviación de la longitud
máxima
Desviación de la longitud
mínima
Paralelismo
100 051236 + 0,02 + 0,03 - 0,02 0,05
Lon
gitu
d n
om
inal
Lon
gitu
d c
entr
al
Lon
gitu
d m
ínim
a
Lon
gitu
d m
áxim
a
Bloque patrón calibrado por
interferometríaBloque patrón
bajo calibración
comparación aún cuando no sea de la misma longitud nominal, dado que uno de los palpadores tiene un intervalo de medición de 3 mm. Esto hace posible calibrar un juego de bloques patrón de 112 piezas con longitudes entre 0,5 y 100 mm con sólo 8 bloques patrón de referencia calibrador por interferometría,
sin embargo, la incertidumbre se incrementa un poco en relación a la calibración comparando dos bloques patrón de la misma longitud.
La calibración de bloques patrón largos (más de 100 mm hasta 1000 mm) se realiza en posición horizontal,
soportándolos sobre los puntos Airy (como se muestra en la figura 6). La medición se lleva a cabo usando una fuente de luz láser, todo montado en una máquina de medición por coordenadas de muy alta exactitud (ver figura 7).
Figura 5. Resultados de la calibración de los bloques patrón presentados en forma tabular y figura explicativa
Figura 6. Calibración de los bloques patrón largos Figura 7. Laboratorio especializado en bloques patrón de Mitutoyo Mexicana
Fuente de luz láser
Medidor de la temperatura
del aire
Medidor de la presión
atmosférica
Medidor de la humedad
Medidor de la temperatura del bloque patrón
Comparadores automáticos de bloques patrón
Máquina de medición por coordenadas de muy alta
exactitud

MUNDO MITUTOYO • Septiembre • 19
ACTUALIZACION
Para obtener la máxima exactitud de condiciones ambientales tales como la temperatura del bloque patrón que se calibra (medida con 6 sensores de temperatura con una resolución de 0,01°C), la temperatura del aire (medida con dos sensores), la presión atmosférica y la humadad relativa se registran los valores en tiempo real durante el proceso de medición para realizar la correcciones apropiada para estosefectos; aún cuando la temperatura del laboratorio se controle contínuamente para permanecer entre 19,5°C y 20,5°C. Esto es muy importante para los bloques patrón largos.
Para obtener la trazabilidad a la unidad de longitud los bloques patrón cortos deben calibrarse con un equipo denominado interferómetro (véase la figura 8), que realiza la medición con dos fuentes de luz láser de longitud de onda de diferente. Luego los láseres se calibran (figura 9). En el caso de los bloques patrón largos la fuente láser utilizada se calibra.
BIBLIOGRAFIA
ISO 3650:1998 Geometrical Product Specification (GPS) -- Lenght standars -- Gauge blocks
ASME B89.1.9-2002 GAGE BLOCKSJIS B7506 : 1997 Gauge blocksN M X - C H - 3 5 0 6 - I M N C - 2 0 0 4 Especificaciones geométricas de producto (GPS) - Patrones de ongitud - Bloques patrón.NIST Monograph 180 The Gage Block Handbook Ted Doiron and John S. Beers. June 1995.NIST Uncertaintyand Dimensional calibrations. Ted Doiron and John Stoup. Journal of Research of the National Institute of Standars and Technology Volume 102 Number 6 November-December 1997.NMX-CH-140 Guía para la expresión de incertidumbre en las mediciones.�
PUNTOS A RECORDAR¿Se pueden desmagnetizar los calibradores digitales?
Sí, utilizando un desmagnetizador. Simplemente hay que
hacer contacto entre el calibrador digital y la superficie
del desmagnetizador para eliminar las fuerzas magnéticas.
Recomendamos quitar la batería antes de desmagnetizar. Es
posible que otros materiales también se puedan desmagnetizar
con este equipo. Mitutoyo tiene un desmagnetizador con
número de producto 986-271.
Figura 8. Interferómetro para calibración de bloques patrón (Planta de Mitutoyo en Miyazaky, Japón)
Figura 9. Sistema de calibración de láseres (laboratorio de Mitutoyo en Tsukyba, Japón)
20 • www.mitutoyo.com.mx
ARTICULO
2da. Parte (edición pasada)Reducir costos de operación es esencial para incrementar las utilidades de la empresa. Con esto el negocio se puede mantener en pie y continuar sirviendo a las necesidades de la sociedad y mejorar los estándares de vida. Para reducir los costos de operación primero se deben de hacer notar las pérdidas y el Flujo de Material Sincronizado es el primer paso para que esto sea posible, reduciendo el inventario en piso de producción y en oficinas, así como la reducción del WIP las pérdidas emergerán y a esto se le llama la FABRICA ESCONDIDA. Las herramientas de Lean Manufacturing entonces son el secreto para el éxito, con la implementación del Flujo de Material Sincronizado se liberará espacio en la fabrica, se reducirá el costo del inventario que es un pasivo en los estados financieros, se reducirán las distancias de los operadores de producción que no agregan valor y se crea un ambiente donde el desperdicio puede ser identificado.
(3era Parte)FABRICA VISUAL / 5S´s
PORQUE FÁBRICA VISUAL? • Todos pueden identificar DESPERDICIOS.• Proporciona las bases para la estandarización.• Mejora la comunicación.• Apoya la autonomía de los grupos de trabajo.• Apoya la responsabilidad y la confiabilidad del
proceso.• Reduce el período de entrenamiento para nuevos
empleados.• Promueve la seguridad, calidad y satisfacción del
empleado en su lugar de trabajo.
OBJETIVO DE LA FABRICA VISUAL
Lean Manufacturing 3ra. Parte
Ing. Nahum CorreaVice-Presidente de Grupo SAC
“Esta iniciativa de alto impacto organizacional puede sacar a México de la crisis de competitividad en que se
encuentra y llevarlo a ser un país desarrollado”
IDENTIFICACIÓN Y ELIMINACIÓN DE DESPERDICIOS
• Debemos aprender a reconocer el desperdicio.• Necesitamos hacerlo obvio para que todos lo
reconozcan.• El desperdicio siempre debe aparecer distintiva y
claramente.• Debemos volver a examinar la manera como
pensamos en el desperdicio.• Este es el primer paso para mejorar la eficiencia.
EFECTOS DEL DESPERDICIO EN LAS PERSONAS• Causa fatiga física• Causa fatiga emocional• Incrementa las frustraciones• Incrementa el estrés• Provoca el culpar a otros • Roba su tiempo
INTRODUCCIÓN A LAS 5S´s: -Este es un reconocimiento al trabajo de Octavio Mavila Medina y su Decálogo del Desarrollo.-
No depende de lo que tengamos en cantidad insuficiente, sino de lo que carecemos: la tecnología, el capital, los equipos y las herramientas. Depende de las actitudes del comportamiento impresas en nuestra mente. Ahí está la dificultad. ¿Cómo impregnar esas actitudes en nuestras mentes? Creemos que en la mano de los empresarios está la llave.
Eliminar DesperdiciosMUDA, MURI y MURA Costos = Ganancias
MUNDO MITUTOYO • Septiembre • 21
ARTICULO
Esta es la gran cruzada nacional para que el país salga del subdesarrollo.DESEOS PRIMARIOS DE TODA PERSONA: Ganar más, progresar más y mayor felicidad.En nuestro país la gente no progresa, no gana lo suficiente y por consecuencia no tiene la oportunidad de cubrir determinadas necesidades materiales que forman parte de la felicidad de una persona.
PAISES POBRES Y PAISES RICOS
Buscando el Origen de la Riqueza y la Pobreza
• ¿Por qué hay países pobres y ricos?• ¿Cual es la explicación de estas diferencias abismales
entre los países pobres y ricos?• ¿Por qué vivimos en un país pobre?
Algunos sostienen que la explicación es.....
¿Su Antigüedad?India, Egipto, China: Subdesarrollados.Australia, Nueva Zelandia: Hace 150 años que fueron descubiertos, son desarrollados y ricos.
1ra. Deducción: “LA ANTIGÜEDAD DE LOS PUEBLOS NO EXPLICA LA RAZON DEL DESARROLLO”
¿Sus Riquezas Naturales?Ecuador posee riquezas mineras, madereras, marinas, etc., geografía difícil que ha impedido su explotación.
Nueva equivocación: ¿Japón cómo se desarrolló? No tiene petróleo y su producción se basa en la importación de recursos naturales. Fábrica flotante.
Argentina tiene tierras tan ricas, que la agricultura y ganadería se desarrollan solas. Es un país subdesarrollado.
2da. Deducción: “LOS RECURSOS NATURALES NO ES LA RESPUESTA CORRECTA”
¿Inteligencia?Acaso la gente de los países ricos son más inteligentes que la gente de los países pobres.
Cantidad de alumnos que estudian en universidades de países desarrollados destacan como alumnos de primera clase.
Gente que emigra a esos países y ocupa posiciones de categoría o más categoría que los ciudadanos de los países ricos.
3ra. Deducción: “LA INTELIGENCIA NO MARCA LA DIFERENCIA ENTRE LOS PAISES RICOS Y POBRES”
Como no se encontró ninguna explicación racional de las diferencias abismales entre un país rico y un pais pobre se realizó una visita a estos paises y estas fueron las impresiones del viajero de tercer mundo.
IMPRESIONES DE UN VIAJERO DEL TERCER MUNDO AL PRIMER MUNDO:
Primer Impacto:Apreciar tecnología, conocida sólo en periódicos, revistas y películas. Sistemas de señalamiento funcionando correctamente, trenes a más de 200 Km/Hr., robots, etc.
Segundo Impacto:Comportamiento de la gente: actitudes positivas, el ORDEN reflejado en todas partes, automóviles, estacionamiento y en documentación y archivos.
Tercer Impacto:La LIMPIEZA, en calles, hoteles, baños y en el vestir de la gente. Taxis, ómnibuses, trenes, todo estaba limpio.
Resumiendo el trabajo al que llegó Octavio Mavila se concluye que el problema de la pobreza de nuestro pueblo es un problema de actitud. Actitud ante la vida, Actitud ante el trabajo, Actitud ante nuestras familias, etc. Para modificar los patrones de actitud de nuestras mentes, también soy un convencido de que hay que capacitar a nuestro pueblo de México y también creo que la educación esta en manos de los empresarios. El decálogo del desarrollo es importante valorarlo y tomarlo como principios guía dentro de las empresas o nuestras casas; el decálogo del desarrollo es el siguiente:
• ORDEN • LlMPIEZA• PUNTUALIDAD• RESPONSABILIDAD• DESEO DE SUPERACION• HONRADEZ• RESPETO AL DERECHO DE LOS DEMÁS • RESPETO A LA LEY Y A LOS REGLAMENTOS• AMOR AL TRABAJO• AFÁN POR EL AHORRO Y LA INVERSIÓN
22 • www.mitutoyo.com.mx
ARTICULO
BENEFICIOS QUE SE OBTIENEN AL PONER EN PRÁCTICA EL DECÁLOGO DEL DESARROLLO:
1).- Personal Eficiente y Eficaz.2).- Son las bases para la Mejora Continua3).- Generación de Ideas Efectivas4).- Personal Motivado5).- Buen ambiente de trabajo6).- Reducción Importante del Estrés en Producción 7).- Trabajo en Equipo8).- Personal con un nivel de vida mucho mejor que
el actual
Resumen: Como primer paso hacia la fábrica visual es importante realizar un diagnóstico dentro de la empresa para ver donde estamos con respecto al decálogo del desarrollo, analizar las actitudes impresas en las mentes de nuestra gente y desarrollar un plan estratégico de cómo cambiar estas actitudes, lo puede realizar a través de capacitación y seguimiento día con día, estoy convencido que el personal se crea antes que el producto y que a través de la capacitación y con el ejemplo lograremos que nuestra gente cambie de actitud hacia el trabajo, comunidad y el país, entonces en nuestras manos esta como empresarios realizar este gran cambio social.�
Para más información sea tan amable de escribir a
Hermosillo Sonora.
PUNTOS A RECORDAR
Cuidados al utilizar Indicadores de Carátula
Use un soporte rígido para montar el indicador y ajústelo de tal forma que el centro de gravedad quede en la base.• Coloque el indicador de modo que la distancia entre éste y la columna sea mínima.• Use un contrapeso si es necesario para que el centro de gravedad quede en la base.
Campaña
Promocional JUNIO - DICIEMBRE
20005
• Calibrador vernier• Calibrador de carátula• Calibrador digimatic• Micrómetro IP 65 digital• Medidor de alturas digital HDS
• Indicador de carátula• Indicador digital IDS• Indicador digital IDC• Comparador óptico PH-A14• Durómetro Wizhard
En Promoción
Para más información contacte: [email protected] ó llame: (55) 5312 - 5612, ó contacte a su distribuidor Mitutoyo más cercano.
ARTICULO
MUNDO MITUTOYO • Septiembre • 23
La Evolución del Comparador Óptico
COMPARADOR ÓPTICO
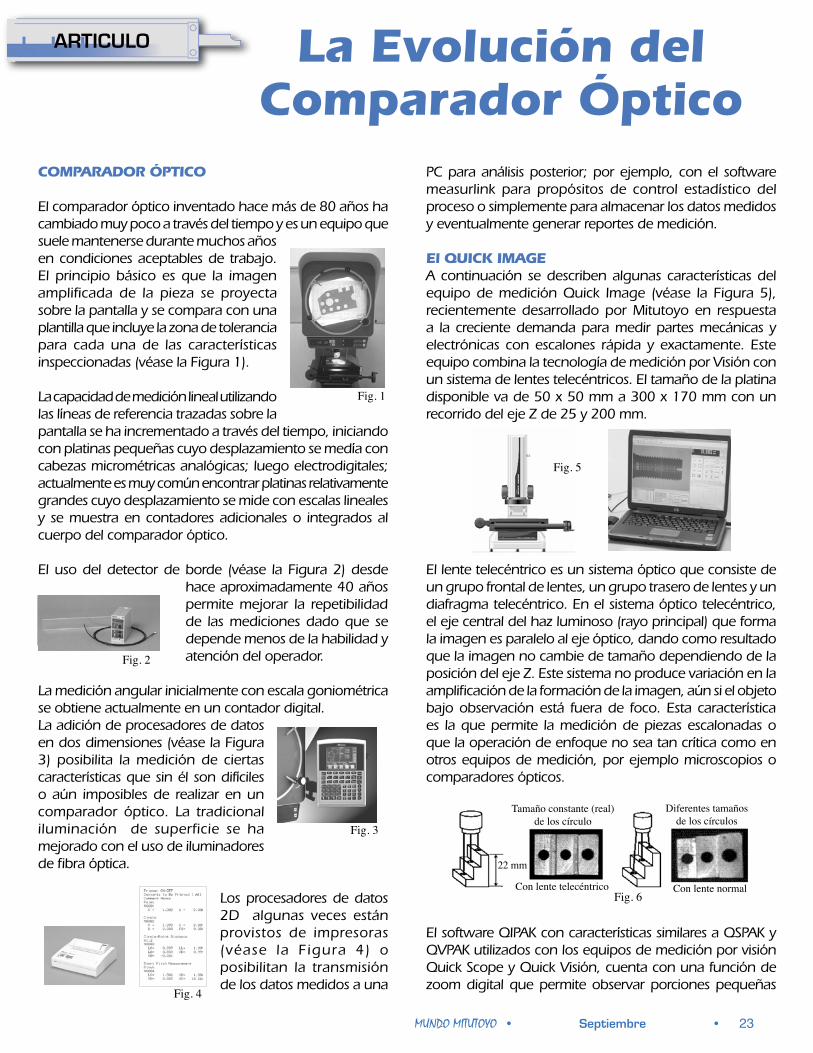
El comparador óptico inventado hace más de 80 años ha cambiado muy poco a través del tiempo y es un equipo que suele mantenerse durante muchos años en condiciones aceptables de trabajo. El principio básico es que la imagen amplificada de la pieza se proyecta sobre la pantalla y se compara con una plantilla que incluye la zona de tolerancia para cada una de las características inspeccionadas (véase la Figura 1).
La capacidad de medición lineal utilizando las líneas de referencia trazadas sobre la pantalla se ha incrementado a través del tiempo, iniciando con platinas pequeñas cuyo desplazamiento se medía con cabezas micrométricas analógicas; luego electrodigitales; actualmente es muy común encontrar platinas relativamente grandes cuyo desplazamiento se mide con escalas lineales y se muestra en contadores adicionales o integrados al cuerpo del comparador óptico.
El uso del detector de borde (véase la Figura 2) desde hace aproximadamente 40 años permite mejorar la repetibilidad de las mediciones dado que se depende menos de la habilidad y atención del operador.
La medición angular inicialmente con escala goniométrica se obtiene actualmente en un contador digital. La adición de procesadores de datos en dos dimensiones (véase la Figura 3) posibilita la medición de ciertas características que sin él son difíciles o aún imposibles de realizar en un comparador óptico. La tradicional iluminación de superficie se ha mejorado con el uso de iluminadores de fibra óptica.
Los procesadores de datos 2D algunas veces están provistos de impresoras (véase la Figura 4) o posibilitan la transmisión de los datos medidos a una
PC para análisis posterior; por ejemplo, con el software measurlink para propósitos de control estadístico del proceso o simplemente para almacenar los datos medidos y eventualmente generar reportes de medición.
El QUICK IMAGEA continuación se describen algunas características del equipo de medición Quick Image (véase la Figura 5), recientemente desarrollado por Mitutoyo en respuesta a la creciente demanda para medir partes mecánicas y electrónicas con escalones rápida y exactamente. Este equipo combina la tecnología de medición por Visión con un sistema de lentes telecéntricos. El tamaño de la platina disponible va de 50 x 50 mm a 300 x 170 mm con un recorrido del eje Z de 25 y 200 mm.
El lente telecéntrico es un sistema óptico que consiste de un grupo frontal de lentes, un grupo trasero de lentes y un diafragma telecéntrico. En el sistema óptico telecéntrico, el eje central del haz luminoso (rayo principal) que forma la imagen es paralelo al eje óptico, dando como resultado que la imagen no cambie de tamaño dependiendo de la posición del eje Z. Este sistema no produce variación en la amplificación de la formación de la imagen, aún si el objeto bajo observación está fuera de foco. Esta característica es la que permite la medición de piezas escalonadas o que la operación de enfoque no sea tan crítica como en otros equipos de medición, por ejemplo microscopios o comparadores ópticos.
El software QIPAK con características similares a QSPAK y QVPAK utilizados con los equipos de medición por visión Quick Scope y Quick Visión, cuenta con una función de zoom digital que permite observar porciones pequeñas
Fig. 1
Fig. 3
Fig. 5
Fig. 4
Fig. 6
Tamaño constante (real)de los círculo
Diferentes tamañosde los círculos
Con lente telecéntrico
22 mm
Con lente normal
Fig. 2
24 • www.mitutoyo.com.mx
ARTICULO
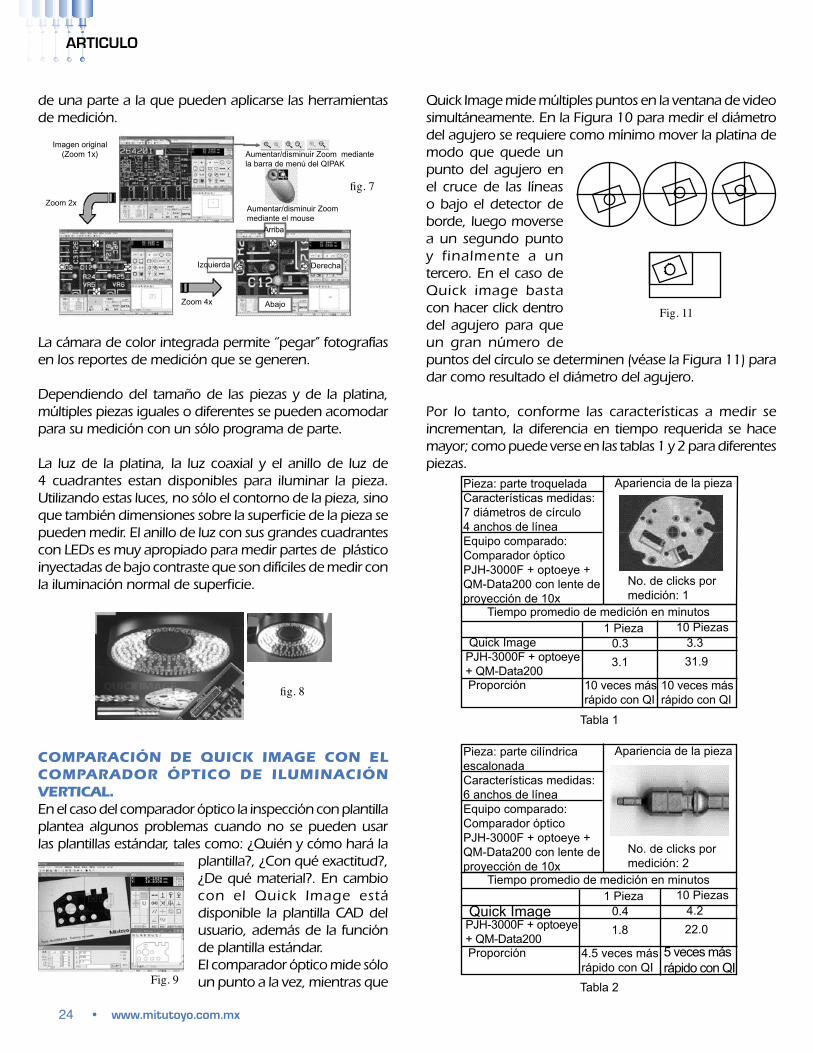
de una parte a la que pueden aplicarse las herramientas de medición.
La cámara de color integrada permite ‘’pegar’’ fotografías en los reportes de medición que se generen.
Dependiendo del tamaño de las piezas y de la platina, múltiples piezas iguales o diferentes se pueden acomodar para su medición con un sólo programa de parte.
La luz de la platina, la luz coaxial y el anillo de luz de 4 cuadrantes estan disponibles para iluminar la pieza. Utilizando estas luces, no sólo el contorno de la pieza, sino que también dimensiones sobre la superficie de la pieza se pueden medir. El anillo de luz con sus grandes cuadrantes con LEDs es muy apropiado para medir partes de plástico inyectadas de bajo contraste que son difíciles de medir con la iluminación normal de superficie.
COMPARACIÓN DE QUICK IMAGE CON EL COMPARADOR ÓPTICO DE ILUMINACIÓN VERTICAL.En el caso del comparador óptico la inspección con plantilla plantea algunos problemas cuando no se pueden usar las plantillas estándar, tales como: ¿Quién y cómo hará la
plantilla?, ¿Con qué exactitud?, ¿De qué material?. En cambio con el Quick Image está disponible la plantilla CAD del usuario, además de la función de plantilla estándar.El comparador óptico mide sólo un punto a la vez, mientras que
Quick Image mide múltiples puntos en la ventana de video simultáneamente. En la Figura 10 para medir el diámetro del agujero se requiere como mínimo mover la platina de modo que quede un punto del agujero en el cruce de las líneas o bajo el detector de borde, luego moverse a un segundo punto y finalmente a un tercero. En el caso de Quick image basta con hacer click dentro del agujero para que un gran número de puntos del círculo se determinen (véase la Figura 11) para dar como resultado el diámetro del agujero.
Por lo tanto, conforme las características a medir se incrementan, la diferencia en tiempo requerida se hace mayor; como puede verse en las tablas 1 y 2 para diferentes piezas.
fig. 8
Fig. 9
Fig. 11
fig. 7Zoom 2x
Zoom 4x
Aumentar/disminuir Zoom mediante la barra de menú del QIPAK
Izquierda Derecha
Arriba
Abajo
Aumentar/disminuir Zoom mediante el mouse
Imagen original (Zoom 1x)
Tabla 1
Tabla 2
Apariencia de la pieza
No. de clicks por medición: 2
Pieza: parte cilíndrica escalonadaCaracterísticas medidas:6 anchos de líneaEquipo comparado: Comparador óptico PJH-3000F + optoeye + QM-Data200 con lente de proyección de 10x
Tiempo promedio de medición en minutos1 Pieza 10 Piezas
Quick ImagePJH-3000F + optoeye + QM-Data200 Proporción
0.4 4.2
1.8 22.0
4.5 veces más rápido con QI
5 veces más rápido con QI
Apariencia de la pieza
No. de clicks por medición: 1
Pieza: parte troqueladaCaracterísticas medidas:7 diámetros de círculo4 anchos de líneaEquipo comparado: Comparador óptico PJH-3000F + optoeye + QM-Data200 con lente de proyección de 10x
Tiempo promedio de medición en minutos1 Pieza 10 Piezas
Quick ImagePJH-3000F + optoeye + QM-Data200 Proporción
0.3 3.3
3.1 31.9
10 veces más rápido con QI
10 veces más rápido con QI

MUNDO MITUTOYO • Septiembre • 25
ARTICULO
En el comparador óptico si se desea cambiar la amplificación es necesario cambiar la lente de proyección con la pérdida de tiempo inherente, con el Quick Image basta activar el zoom digital como se mencionó antes.
Una ventaja importante de Quick Image con respecto al comparador óptico es la gran profundidad de foco (+/- 11 mm en modo normal y +/- 0.6 mm en modo de alta resolución), lo que permite en focar con mayor facilidad piezas cilíndricas escalonadas y por lo tanto obtener mediciones más confiables. Las Figuras 12 y 13 ilustran esta problemática en el caso del comparador óptico (es difícil enfocar apropiadamente).
La Figura 14 muestra un ejemplo de las imágenes obtenidas con Quick Image, la Figura 15 muestra otra pieza, la imagen obtenida y un ejemplo de reporte de medición que incluye la fotografía de la pieza medida.
La Figura 16 ilustra como los datos de los puntos medidos se pueden transferir a FORMPAK-QV para el análisis de contorno y comparación con datos nominales.Los ejemplos adicionales de piezas que se pueden medir con Quick Image se muestran en la figura 17.
Mitutoyo ofrece otras soluciones para medición mediante visión con mesa
de diferente tamaño, operación manual o CNC, diferentes exactitudes, por ejemplo el Quick Scope con su software QSPak (véase la figura 18), la Quick Vision con su software QVPAK (véanse las figuras 19 y 20).
Algunas veces, sin embargo todo lo que se necesita es un comparador óptico confiable, siendo un factor importante para elegir el equipo adecuado la cantidad de piezas a medir, para satisfacer la demanda de inspeccionar la mayor cantidad de piezas que el proceso de manufactura esté generando.�
Fig. 12Fig. 13
Fig. 14
Fig. 15
Fig. 16
Fig. 17
Fig. 18
Fig. 19
Fig. 20
26 • www.mitutoyo.com.mx
OPINION
Hablar de la industria sonorense es un tema muy variado ya que posee 1 200 km de litorales, 150 000 km de superficie dedicados al agostadero (cría de ganado vacuno al aire libre) y muchos de ellos también dedicados a la empresa cinegética, 48 parques industriales, 15 000 hectáreas de explotación camaronícola y una inversión aproximada de $2 500 millones de dólares en el área turística ubicada en Puerto Peñasco, una inversión de Ford de $1 200 millones de dólares y sus proveedores de $400 millones de dólares, así como una industria de carne porcícola en crecimiento.
En los 1 200 km de litorales existen industrias de todo tipo, iniciando con las mega-inversiones de Puerto Peñasco donde se desarrollan grandes condominios, centros comerciales, campos de golf, centros de spa. Todo esto es el resultado de ser la playa para los habitantes de Phoenix Arizona ya que es la salida al mar más cercana de esa ciudad y existen datos de que Arizona es el estado de la unión americana con más botes y yates por habitante, lo cual hace que este punto del Golfo de California sea por sí sólo un atractivo turístico y punto de desarrollo para el estado.Otro proyecto es el de la escalera náutica del mar de Cortés que pretende tener 60 000 embarcaciones navegando en el año 2014 y Sonora tiene cuatro puntos clave en este desarrollo que son Yavaros, Guaymas, Bahia de Kino y Puerto Peñasco. Además se tiene proyectado realizar una carretera costera que conecte todos estos puntos terminado en San Luis Río Colorado y de ahí conectar al Golfo de Santa Clara. Todo esto es sin contar el desarrollo turístico que ya existe en San Carlos Nuevo Guaymas.
Continuando con el área costera debemos mencionar que en Sonora existen 15 000 hectáreas abiertas a la explotación acuícola donde hay 124 granjas, cuya actividad crece 35% anual y produce actualmente 3.18 toneladas de camarón por hectárea, siendo el primer lugar a nivel nacional de este tipo de producción.
El territorio sonorense que está dedicado a la ganadería y actividades cinegéticas es alrededor del 85% y produjo 1 381 283 cabezas de ganado, de las cuales exportó 181 000 cabezas en el año 2004. Los ranchos ganaderos al convertirse también en ranchos cinegéticos están ayudando al mantenimiento y rescate de especies como el venado cola blanca, el venado bura, guajolote, jabalí, borrego cimarrón y en el año 2004 estos ranchos contribuyeron a la economía del estado con $25 millones de dólares y la visita de 7 000 cazadores.
Otras de las grandes industrias del estado son la porcicultura y la carne bovina, reconocidas a nivel mundial ya que Sonora y Yucatán son los únicos estados del país autorizados para realizar exportación a Japón de carne de puerco. Existen varias compañías dedicadas a esto en la
ciudades de Navojoa, Cd. Obregón y Hermosillo, las cuales tienen integrada toda su cadena de suministro que incluye desde crías, granjas altamente tecnificadas y controladas, así como rastros y frigoríficos que cumplen con todos los requisitos de calidad tipo inspección federal (TIF).En cuanto a la carne de res, Sonora goza de una tradición y exportador de ganado en pie y ha procesado carne por muchos años conservando una imagen de calidad, inocuidad y manejo de toda la cadena de producción y ahora se enfrenta al reto de integrar la agricultura, ganadería, industria y comercialización a nivel mundial.
Sonora tiene 48 parques industriales ubicados en varias ciudades fronterizas como Nogales, Agua Prieta, San Luis Rio Colorado, así como en Hermosillo, Obregón y Navojoa, y cuenta con empresas como Chamberlain, Motorota, Master lock, Avent. Hastamex, Badger Meter, Daewoo, Acosa, etc.
En Hermosillo se cuenta con la inversión del Ford Futura con planes de producir 300 000 unidades al año, y que en el año 2004 se anunció como la inversión más importante para la compañía Ford en los próximos años. Además está contemplado como el proyecto detonador de mayor importancia de los últimos años en el área industrial para el estado de Sonora y que cuenta con una gran inversión de proveedores como son Magna, Faurencia, Collins&Aikman, ThyssenKrupp Budd, de en total 20 empresas instaladas en el parque conocido como Manufacturing Campus, dedicado exclusivamente a la compañía Ford. También podríamos comentar acerca de la empresa Maquilas Tetakawi ubicada en el corredor Empalme Guaymas, que cuenta actualmente con 12 500 empleados y alberga a 8 empresas que producen partes para el ramo aeronáutico por el desarrollo de su mano de obra y sus conocimientos técnicos.
Para la mayoría de estas industrias la metrología es fundamental, ya que de manera directa o indirecta influye en la mejora de la calidad de sus productos, a pesar de la diversidad de la industria dentro del estado de Sonora.
Obviamente la industria automotriz, encabezada por Ford, y sus proveedores son los principales usuarios de los instrumentos y equipos de medición, pero por raro que pueda parecer en la industria porcícola, por ejemplo, se suele tener registros del crecimiento de las crías y esto se hace utilizando calibradores. La industria turística recibe los beneficios de la calidad a través de la inspección de los productos que utilizan.
Como puede observarse Sonora es un estado de mucha actividad industrial, con compañías de gran nivel tecnológico y de producción, que respaldan la calidad de sus productos y que están en constante búsqueda de mejorar sus procesos de medición, calidad y producción.�
Aspectos de la industria en el estado de SonoraIng. Alberto Villaseñor C.
Director de la Carrera de MecánicaTecnológico de MonterreyCampus Sonora Norte

MUNDO MITUTOYO • Septiembre • 27
APLICACIONES
Quick Vision, Una máquina tridimensional óptica que garantiza la calidad de nuestros celulares.
La multiplicidad de tecnologías la integración mundial y logística de alta eficiencia son expresiones en voga en el segmento industrial de telefonía y electrónica.
Desde la concepción de los productos pasando por el proyecto y el desarrollo de los procesos y productos nacionalizados todo el trabajo se basa en el mantenimiento de los más altos patrones internacionales de calidad.
De la cultura del trabajo y de las variadas tecnologías traídas con la Globalización vemos destacar el control de calidad. Actualmente el control dimensional dedicado a los productos plásticos se ha convertido en un elemento de alta seguridad exigido en el control de calidad de sus características.
Justamente por tratarse de los detalles de un producto de cuerpo flexible, los sistemas convencionales de medición no podrían garantizar la calidad exigida par un proveedor global de fabricantes de aparatos celulares.
Actualmente, dentro de las áreas de calidad e ingeniería de las empresas, prácticamente no hay quien nunca encontró con una dificultad de este tipo: el uso de un equipo que debido a su especificidad consiguiese medir características microscópicas, deformables, características esterilizadas o que por cualquier otra razón no permitiese el contacto.
La solución se encuentra en la Máquinas Tridimensionales Ópticas Mitutoyo de última feneración de modelo Quick Vision PRO 202. Utilizando este recurso ahora las fábricas en Brasil cuentan con los siguientes beneficios.
1. La alta velocidad de medición (perfecto para atender la logística de producción de abastecimiento internacional)2. La ausencia de contacto (evitando la deformación y otras interferencias)3. La medición automática al través del Control Numérico Computarizado (inexistencia de interferencias causadas por el contacto humano.)4. El recurso de escanéo del perfil por barrido automático del perfil de la pieza, entregando puntos de medición par ala comparación con los datos del diseño importado desde el CAD (en formatos IGES o DXF) permitiendo el análisis de
detalles de perfiles complejos, además de entregar los datos para la realización de la Ingeniería Inversa (partiendo de una pieza desconocida, formando el modelo matemático a partir de ese escaneamiento, entregando datos para la construcción del diseño de piezas y posterior fabricación.5. Estudios de la capacidad del proceso en tiempo real, utilizando la salida automática de datos para el software de CEP MeasutrLink.�
QUICK VISIONUna máquina tridimensional óptica que
garantiza la calidad de los teléfonos celulares
Medición de detalle con una cámara de video
Software MeasurLink
28 • www.mitutoyo.com.mx
LA PAGINA 28
Evaluación de la Cilindicidad definida por las Normas
JIS B0021: 1998 E ISO/S1101:2004
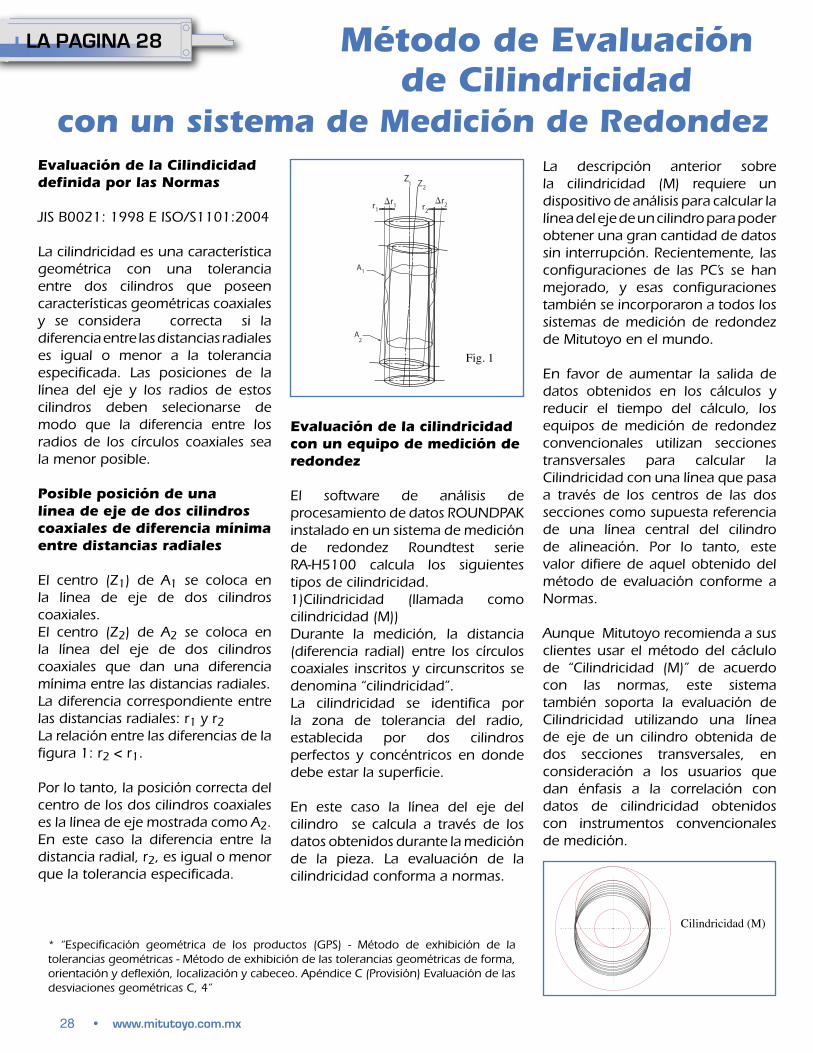
La cilindricidad es una característica geométrica con una tolerancia entre dos cilindros que poseen características geométricas coaxiales y se considera correcta si la diferencia entre las distancias radiales es igual o menor a la tolerancia especificada. Las posiciones de la línea del eje y los radios de estos cilindros deben selecionarse de modo que la diferencia entre los radios de los círculos coaxiales sea la menor posible.
Posible posición de una línea de eje de dos cilindros coaxiales de diferencia mínima entre distancias radiales
El centro (Z1) de A1 se coloca en la línea de eje de dos cilindros coaxiales.El centro (Z2) de A2 se coloca en la línea del eje de dos cilindros coaxiales que dan una diferencia mínima entre las distancias radiales.La diferencia correspondiente entre las distancias radiales: r1 y r2La relación entre las diferencias de la figura 1: r2 < r1.
Por lo tanto, la posición correcta del centro de los dos cilindros coaxiales es la línea de eje mostrada como A2. En este caso la diferencia entre la distancia radial, r2, es igual o menor que la tolerancia especificada.
Evaluación de la cilindricidad con un equipo de medición de redondez
El software de análisis de procesamiento de datos ROUNDPAK instalado en un sistema de medición de redondez Roundtest serie RA-H5100 calcula los siguientes tipos de cilindricidad.1)Cilindricidad (llamada como cilindricidad (M))Durante la medición, la distancia (diferencia radial) entre los círculos coaxiales inscritos y circunscritos se denomina “cilindricidad”.La cilindricidad se identifica por la zona de tolerancia del radio, establecida por dos cilindros perfectos y concéntricos en donde debe estar la superficie.
En este caso la línea del eje del cilindro se calcula a través de los datos obtenidos durante la medición de la pieza. La evaluación de la cilindricidad conforma a normas.
La descripción anterior sobre la cilindricidad (M) requiere un dispositivo de análisis para calcular la línea del eje de un cilindro para poder obtener una gran cantidad de datos sin interrupción. Recientemente, las configuraciones de las PC’s se han mejorado, y esas configuraciones también se incorporaron a todos los sistemas de medición de redondez de Mitutoyo en el mundo.
En favor de aumentar la salida de datos obtenidos en los cálculos y reducir el tiempo del cálculo, los equipos de medición de redondez convencionales utilizan secciones transversales para calcular la Cilindricidad con una línea que pasa a través de los centros de las dos secciones como supuesta referencia de una línea central del cilindro de alineación. Por lo tanto, este valor difiere de aquel obtenido del método de evaluación conforme a Normas.
Aunque Mitutoyo recomienda a sus clientes usar el método del cáclulo de “Cilindricidad (M)” de acuerdo con las normas, este sistema también soporta la evaluación de Cilindricidad utilizando una línea de eje de un cilindro obtenida de dos secciones transversales, en consideración a los usuarios que dan énfasis a la correlación con datos de cilindricidad obtenidos con instrumentos convencionales de medición.
con un sistema de Medición de Redondez
2
* “Especificación geométrica de los productos (GPS) - Método de exhibición de la tolerancias geométricas - Método de exhibición de las tolerancias geométricas de forma, orientación y deflexión, localización y cabeceo. Apéndice C (Provisión) Evaluación de las desviaciones geométricas C, 4”
Método de Evaluación de Cilindricidad
Fig. 1
Cilindricidad (M)

INNOVACION MITUTOYO
La Exactitud en la que usted puede confiar:LEGEX 322 - La CMM 3D de Ultra - Alta - Exactitud.La exactitud es confianza: con garantía, ultra-alta exactitud de (0.8+2L/1000) µm y resolución de 0.01 µm entre 18˚C y 22˚C, con sistema de compensación de temperatura, la LEGEX 322 es una de su propia clase entre las Máquinas de Medición por Coordenadas 3D. Esto significa confianza total, cuando se miden piezas de trabajo costosas y que requieren alta exactitud, donde tan sólo un micrómetro puede hacer la diferencia entre acierto o error.
Mitutoyo Mexicana, S.A. de C.V.Prol. Ind. Eléctrica No. 15, Parque Industrial Naucalpan, C.P. 53370, Naucalpan, Estado de México.Tel.: (0155) 5312-5612, e-mail: [email protected], www.mitutoyo.com.mx
0.8 µm18˚C a 22˚C
Solicite mayor información
.mx
Ultra Alta
Exactitud





























