Embed Size (px)
Citation preview

Journal of Hazardous Materials 85 (2001) 145–163
An evaluation of technologies for the heavy metalremediation of dredged sediments
Catherine N. Mulligan a,∗, Raymond N. Yong b, Bernard F. Gibbs c
a Department of Building, Civil and Environmental Engineering, Concordia University,1455 de Maisonneuve Blvd. W., Montreal, Que., Canada H3G 1M8
b Geoenvironmental Engineering Research Centre, Cardiff School of Engineering, Cardiff University,P.O. Box 917, Newport Road, Cardiff CF2 1XH, UK
c MDS Pharma Services, 2350 Cohen Street, Montreal, Que., Canada H4R 2N6
Abstract
Sediments dewatering is frequently necessary after dredging to remediate and treat contaminants.Methods include draining of the water in lagoons with or without coagulants and flocculants, or usingpresses or centrifuges. Treatment methods are similar to those used for soil and include pretreatment,physical separation, thermal processes, biological decontamination, stabilization/solidification andwashing. However, compared to soil treatment, few remediation techniques have been commerciallyused for sediments. In this paper, a review of the methods that have been used and an evaluationof developed and developing technologies is made. Sequential extraction technique can be a usefultool for determining metal speciation before and after washing. Solidification/stabilization tech-niques are successful but significant monitoring is required, since the solidification process canbe reversible. In addition, the presence of organics can reduce treatment efficiency. Vitrification isapplicable for sediments but expensive. Only if a useful glass product can be sold will this processbe economically viable. Thermal processes are only applicable for removal of volatile metals, suchas mercury and costs are high. Biological processes are under development and have the potentialto be low cost. Since few low cost metal treatment processes for sediments are available, thereexists significant demand for further development. Pretreatment may be one of the methods thatcan reduce costs by reducing the volumes of sediments that need to be treated. © 2001 ElsevierScience B.V. All rights reserved.
Keywords: Contaminated dredged sediments; Heavy metals; Treatment techniques; Ex situ treatment;Remediation
∗ Corresponding author. Tel.: +1-514-848-7925; fax: +1-514-848-2809.E-mail address: [email protected] (C.N. Mulligan).
0304-3894/01/$ – see front matter © 2001 Elsevier Science B.V. All rights reserved.PII: S0 3 0 4 -3 8 94 (01 )00226 -6

146 C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163
1. Introduction
Pollutants from various sources (industrial, mining, municipal sewage, agricultural andother activities) have entered water ways over time. The sediments then become a sink andsource of toxic components due to their resuspension and can, thus be one of the largestpotential sources of risk to water quality [1]. Approximately 300 million/m3 of sedimentsare dredged to deepen harbors and shipping lanes in US and of which 3–12 million/m3
are highly contaminated [2]. Approximately 10% of the sediments in underlying waters inUS are contaminated. More than 100 superfund sites will require removal or remediationof sediments that are contaminated within 10 years [3]. This has implications on humanhealth, the ecosystem, the economy and politics.
The contaminants in the sediments can pose threats to small organisms including worms,crustaceans and insect larvae that live on the bottom of water column. The contaminants canbe ingested, absorbed by dermal contact or resuspended and dissolved into the overlyingwater. The small organisms are consumed by fish which in turn are eaten by humans andlarger animals. There has been particular evidence of bioaccumulation in the food chain inthe Great Lakes due to the contaminated sediments [4]. In 1998, National Quality Surveyindicated that mercury, among other organic contaminants was the most frequently found.
Sediments are soil particles found at the bottom of lakes, estuaries, rivers and oceansthat are of mineral and organic origin [5]. Most of the particles have been transported bywind, ice or water. The sediments are comprised of organic matter, iron oxides, carbonates,sulfides and interstitial water. Organic matter is derived from humus, decomposed plant andanimal residues and other organic matter, such as algae, worms, amphipods that settle tothe bottom of the body of water. Other woody or plant material, garbage, dead organismsand other debris can also become components of sediments. Sediments are heterogeneousand can be characterized by grain size distribution and density, water and organic mattercontents. Contaminants tend to adsorb the smaller particle sizes due to higher surface areato volume ratios and higher organic matter contents [5]. Metals also have been shown toassociate with sulfides.
Although much is known about technologies for the remediation of heavy metal contam-inated soil much less is known about sediment treatment. The properties of sediments candiffer significantly from soils, and therefore, technologies that work for soils may not be asefficient for sediments. The higher percentage of clay, silt and organic matter of sedimentsare the most notable. Since we will concentrate on dredged sediments here, only ex situtreatment methods will be discussed here. Dredging is often necessary for navigationalpurposes. Characterization, analysis and assessment of sediments are required before trans-port, treatment and disposal. In this paper, a review and analysis of the various technologiesavailable for treatment of dredged sediments will be made.
2. Sequential extraction techniques
The term speciation is related to the distribution of an element among chemical forms orspecies. The heavy metal distribution in soils and sediments can indicate the potential harmto the environment through the chemical associations. Heavy metals can occur in severalforms in water and soils. Interest has increased in these techniques to relate the degree of

C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163 147
Fig. 1. Transport of metals in the environment.
mobility with risk assessment (i.e. the more mobile the metal is, the more risk associated withit) [6]. Not only is total metal concentration of interest, but it is now accepted that understand-ing the environmental behavior by determining its speciation is of paramount importance.
To determine the speciation of metals in soils, specific extractants are used. The differentextractants solubilize different phases of metals as shown in Figs. 1 and 2. By sequentially
Fig. 2. Extractants used for different metal fractions, Ac denotes acetate, EDTA denotes ethylene diaminetetraaceticacid.

148 C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163
extracting with solutions of increasing strengths, a more precise evaluation of the differentfractions can be obtained from sediments [7]. A sediment sample is shaken over time witha weak extractant, centrifuged and the supernatant is removed by decantation. The pellet iswashed in water and the supernatant removed and combined with the previous supernatant.A sequence of reagents are used following the same procedure until finally, mineral acid isused to extract the residual fraction. Heavy metal concentrations are then determined in thevarious extracts by atomic absorption or other means. Numerous techniques and reagentshave been developed and have been applied to soils [8], sediments [9], sludge-treated soils[10] and sludges [11]. These methods are not standardized and even the results can vary withthe same reagents, pH, temperature, extractant strength and solid to volume of extractantratio. None of the extractions is completely specific, however, the extractants chosen attemptto minimize solubilization of other fractions.
Kabata-Pendias [12] demonstrated that the speciation of trace metals in natural soilsdepends on the physical and chemical characteristics of the soil. Soil pH, redox, organic,carbonate, clay and oxide contents all influence metal speciation and mobility. Patrick andVerloo [13] studied the effects of pH and redox on heavy metal speciation in sediments.Mercury and lead were not affected by pH and redox, since they were associated withlarger molecular weight organic fractions. Even though iron was associated with large andsmall molecular weight organic fractions, those associated with the small fractions wereaffected by pH. Manganese is highly mobile under all redox and pH conditions, resultingin it depletion in Gulf Coast sediments.
Simple and complex cations are the most mobile, exchangeable cations in organic andinorganic complexes are of medium mobility and, chelated cations are slightly mobile.Metals in organic or mineral particles are only mobile after decomposition or weather-ing and precipitated metals are mobile under dissolution conditions (e.g. change in pH).Kabata-Pendias [12] also showed the speciation of trace metals, such as zinc, copper, cad-mium and lead. Zinc and cadmium are mostly organically bound, exchangeable and watersoluble. Copper is mainly organically bound and exchangeable, whereas, lead is slightlymobile and bound to the residual fraction. Chlopecka [14] showed, however, that the cad-mium and zinc speciation of the soils depended significantly on the application of sewagesludge on the soil. Fertilizer addition, water and air pollution can also effect speciation.
Recently, sequential extraction techniques have been studied as a tool in various appli-cations. Yong et al. [15] examined sequential extraction to obtain a better appreciation ofthe ability of clay soil barriers to contain contaminants in landfill barriers. The effect of soilpH, constituents and heavy metal types were evaluated. In a study by Ramos et al. [16],sequential extraction techniques were used to evaluate the mobility of cadmium, zinc, leadand copper in contaminated soil in a national park. Cadmium was found to be the mostmobile and would likely be the most bioavailable.
A potential method to determine if the heavy metals can be removed by remediationtechniques or predict removal efficiencies is to determine speciation with selective extractivetechniques. It is believed that exchangeable, carbonate and reducible oxide fractions maybe amenable to soil washing techniques [17]. Removal of organically and residually boundfractions may not be economical to recover or necessary due to lack of bioavailability.Papadopoulos et al. [18] indicated that HCl is not effective in removing residual metalsfrom sediments. Reducible and organic forms which can become mobile can be removed

C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163 149
efficiently by HCl. Gombert et al. [19] used sequential extraction to determine if cesium,cobalt and chromium could be removed by soil washing. Since less than 20% was extractedafter dissolving 20% of the soil mass, soil washing was abandoned as an option. Mulliganet al. [20] showed that the carbonate and oxide fractions accounted for over 90% of the zincpresent in the sediments. The organic fraction constituted over 70% of the copper. Sequentialextraction of the sediments after washing with the various surfactants indicated that thebiosurfactants, rhamnolipid and surfactin could remove the organically-bound copper andthat the sophorolipid could remove the carbonate and oxide-bound zinc. Clearly, more workis needed in this field to be able to predict soil washing efficiencies based on metal speciation.
3. Pretreatment
Pretreatment is usually required to remove debris and dewater the dredged sediments. Thedebris can include tires, concrete blocks, automobile parts, and rocks. After dredging largedebris is removed by backhoes or clamshells while smaller debris is removed by trommelscreens or grizzlies.
The amount of dewatering will depend on the type of dredging used and the technologyto be used for treatment. Mechanically dredged sediments typically contains more than50% water, whereas, hydraulically dredged sediments contain about 20% water. Watercontents of up to 40% are required for many processes. Centrifuges, filter presses, plateor diaphragm-plate filter or gravity thickening can be used for dewatering purposes. Thesemethods are not suitable for silt or clay [21].
In a demonstration project in collaboration with Environment Canada [22], metal con-taminated sediments were removed at the Port of Sorel in the St. Lawrence River. Thesediment was dewatered and treated. A rotary press with additives was used for dewatering.This process removed 30% of the metals which was sufficient for sediment disposal. Thedewatering added 30% to the cost of dredging and disposal. There have been various pilotand full scale demonstration and commercial treatment processes. These will be discussedin the following sections.
4. Physical separation processes
Physical separation processes are used to remove smaller, more contaminated particles.These processes include centrifugation, flocculation, hydrocyclones, screening, and sedi-mentation. Hydrocyclones can be used for sediments with less than 20% solids to separatecoarse or fine grain fractions. They include: hydrocyclones which separate the larger par-ticles greater than 10–20 �m by centrifugal force from the smaller particles, fluidized bedseparation which remove smaller particles at the top (less than 50 �m) in the countercurrentoverflow in a vertical column by gravimetric settling and flotation which is based on thedifferent surface characteristics of contaminated particles. Addition of special chemicalsand aeration in the latter case causes these contaminated particles to float. Screening is mostapplicable for particles larger than 1 mm. Magnetic extraction has not been successful forsediments. If the solids content is high, mechanical screening can be used. Gravity separa-tion or sedimentation is applicable if the contaminated fraction has a higher specific gravity

150 C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163
that the rest of the sediment fraction. According to the US Army Engineer Detroit District[23], costs are in the range of US$ 30–72/m3 for quantities in the range of 7600–76,000 m3
and for sediments with 75% sand and 25% contaminated silt or clay. The expense is onlyjustified if the sediment contains more than 25% sand which is rare [24]. Physical techniquesonly concentrate the contaminants in smaller volumes and are, thus useful before thermal,chemical or other processes.
5. Containment
Containment of dredged material is done in confined disposal facilities in diked near theshore, island or on the land facilities. The facilities must be designed for dredging purposesand to contain the contaminants. Potential mechanisms for contaminant release are dueto leachates, runoff, effluents, volatilization, uptake by plants, and ingestion by animals.Oxygenation of sediments by the rain can lead to metal contamination of the groundwater.The cost is in the range of US$ 20–66/m3 [25]. These costs are usually less than those forlandfill. The containment facilities can be used for storage, dewatering and pretreatment forother processes.
Contained aquatic disposal is the placement of material in a confined aquatic area. Theseareas can be strategically placed in depressions. This technique can be used for disposalof contaminated sediments. Clean material can be placed above and at the edges. Anotherapproach is to place the material in woven or non-woven permeable synthetic fabric bags,geotextile tubing or containers [24]. Costs at the demonstration in California were approx-imately US$ 66/m3 [26]. The contaminants must not seep through the fabric into the waterand these uncertainties must be further investigated.
The US Corps of Engineers have used geocontainers to store dredged sediments. Thegeocontainers are made of geosynthetic material and assembled by a seaming technique.Large quantities of dredged material are contained in the geocontainers after filling byhydraulic or mechanical filling equipment. The geocontainers are dropped from barges into open water to form underwater berms, dikes or other structures. They are designed toresist degradation under environmental conditions.
In the Mississippi River near Baton Rouge, the Red Eye Crossing Soft Dikes Demon-stration Project [27] used polypropylene bags filled with coarse river sand as soft dikes.Millions of dollars can be saved since less dredging is required. The soft dikes are placedlower than the nearby sandbar where the bags are filled. Both small geobags of 3 m3 andlarge geocontainers of 200–300 m3 are used. The project has gone well for over 4 years.
Landfill disposal of contaminated sediments can be used for small volumes. The sedi-ments must be previously dewatered, such as in a contained disposal facility, since landfillfacilities cannot handle slurries. Large volumes cannot usually be accommodated, sincelandfills do not have the capacity.
6. Washing
Sediment washing involves the addition of a solution with the contaminated sedimentsto transfer the contaminants from the sediments to the wash solution. It is most appropriate

C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163 151
for weaker bound metals in the form of hydroxides, oxides and carbonates. Mercury, lead,cadmium, copper, nickel, zinc and chromium can be removed and can be recovered byelectro-chemical processes if organic compounds are not significant. Metals can also beremoved from precipitation or ion exchange [21]. Precipitation is not applicable for metalsulfides. Pretreatment to remove uncontaminated coarser fractions can be used. Variousadditives can be employed, such as bases, surfactants, acids, or chelating agents. Nitric,hydrochloric and sulfuric acids can be used. However, if sulfuric acid is used, 50% of theamount is required compared to hydrochloric acid [18]. The treated sediment can then bewashed to remove any residual wash solution prior to disposal. Ideally the wash solutionshould be reused. Costs of sediment washing are usually in the order of US$ 40–250/t [28].Washing is usually most applicable for coarser particles. Therefore, fine grain sedimentscan be difficult to decontaminate through washing solutions. Extraction tests should be con-ducted to determine optimal conditions (chemical type and dosage, contact time, agitation,temperature and extraction steps to meet regulatory requirements).
Two companies, Biogenesis and Roy F. Weston, have combined mechanical and chemicalprocesses for the removal of 90% of the organic compounds and 70% of the inorganic con-taminants from sediments [29]. High pressure water jets are used with various surfactants,oxidizing and chelating agents. A full scale facility will be built to process 209,000 m3 peryear at a cost of US$ 40–65/m3. Large facilities with capacities greater than 380,000 m3
per year would require large areas for the installation.The feasibility of using biodegradable biosurfactants to remove heavy metals from an oil
contaminated soil was recently demonstrated by batch washes with surfactin, a rhamnolipidand a sophorolipid [30]. The soil contained 890 mg/kg of zinc, 420 mg/kg of copper witha 12.6% oil and grease content. A series of five batch washes removed 70% of the copperwith 0.1% surfactin/1% NaOH while 4% sophorolipid/0.7% HCl was able to remove 100%of the zinc. The results clearly indicated the feasibility of removing metals with the anionicbiosurfactants tested even though the exchangeable metal fractions were very low. Thesebiosurfactants were also able to remove metals from sediments [20]. Since these agents arebiodegradable, they can enhance hydrocarbon removal and can potentially be produced inthe sediments.
7. Thermal extraction
Mercury, arsenic and cadmium and its compounds can be evaporated at 800◦C with theappropriate air pollution control system. Some of the metals remain in the solid residuesand will have to be properly disposed of. Temperature and retention time are the mainfactors determining decontamination levels. Lower temperatures around 500◦C are notsufficient to eliminate most organic compounds and metals [28]. Rotary kilns are the maintype of equipment used where the sediments are rotated as the temperature increases. Adisadvantage of this process is that waste stream containing hazardous material is producedthat requires disposal at a waste treatment facility. Thermal extraction is applicable mainlyfor mercury, since this metal is highly volatile. Costs are in the order of US$ 35–1000/t[28]. However, there are numerous problems related to the treatment of sediments. Oftenthe equipment is not appropriate for the feed size and moisture content of sediments. There

152 C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163
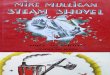
Fig. 3. Schematic diagram of Cement Lock process developed by IGT [28].
are numerous suppliers, however, that claim that their equipment will work for the treatmentof sediments. However, it has been proposed that the decontaminated sediment be used asconstruction fill and in restoration projects.
A thermal chemical process called Cement Lock was developed by the Institute of GasTechnology (IGT) and has been used for dredged sediment in the New York/New JerseyHarbour [31]. The sediment containing metal contamination (33 mg/kg As, 37 mg/kg Cd,377 mg/kg Cr, 617 mg/kg Pb, 1.3 mg/kg Hg, 3.2 mg/kg Se and 1.8 mg/kg Ag) was fed withlime into a rotary kiln reactor smelter at 1200–1600◦C. The soil/lime is then melted, andquenched, forming micrometer fibers (Fig. 3). The mixture is then pulverized with cementto produce a suitable type I Portland cement construction material. The sediment passed thetoxicity characteristic leaching procedure (TCLP) for all metals. The offgas must be treatedto remove volatilized heavy metals and other combustion products by removing particulatesby a filter, acid gas removal and then heavy metal gas removal in an activated carbon filterwith affinity for heavy metals. Costs based on pilot tests were estimated at US$ 20–30/m3
[32]. The pilot facility at Newark Bay, NJ has a capacity of 23,000 m3 per year. This typeof process can be used for many types of dredged materials with no pretreatment.
Mercury Recovery Services (MRS) has developed and commercialized process that mixesa proprietary material and the mercury contaminated material at temperatures of 150–650◦C[33]. The process can be mobile or fixed, batch, continuous or semicontinuous and hasoperated, since 1994. Unit capacities range from 0.5 to 10 t/h. The mercury can be as anoxide, chloride and sulfide. No liquid or solid secondary products are generated. The treatedmaterial contains less than 1 ppm of mercury. The process consists ot two stages, drying ofthe feed and desorption of the mercury that is then condensed as a 99% pure metallic formfrom the vapor phase. Air emissions do not contain mercury. Costs are high, in the rangeof US$ 650–1000/t.
The X-TraxTM is a relatively low temperature process for removal of organics and mercuryin soils, sludges, and sediments that was developed by Chemical Waste Management Inc.and currently marketed by OHM remediation services. The contaminated sediment is fedinto a rotary dryer (400–650◦C). Mercury is desorbed and forms of oxide and sulfide are

C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163 153
reduced to mercury. Nitrogen transports the vapors to the gas treatment systems. 10–30%of the mercury is removed by the dust scrubber. The liquid from the scrubber is treatedto separate water, organic, mercury and sludge components. Nitrogen gas is then sent to atwo-stage condenser to condense mercury pure enough to sent it to an outside company. Thegas passes through a mist eliminator to remove droplets. Approximately 5–10% of the gasis passed through a particulate filter and carbon absorption system before discharge into theatmosphere. The remaining amount is reheated and recycled to the rotary dryer. The systemhas been used for treatment of soil and sediments with levels from 130–34,000 mg/kg ofmercury to reduce levels to 1.3–228 mg/kg. Full scale units are available for treating 10 t/hfor sites with 20,000–100,000 t of contaminated soil [34].
8. Bioremediation
Microorganisms have been effective in treating organic contamination in sediments, suchas PAHs. Bioleaching involves Thiobacillus sp. bacteria which can reduce sulphur com-pounds under aerobic and acidic conditions (pH 4) at temperatures between 15 and 55◦C,depending on the strain. Leaching can be performed by indirect means, acidification ofsulfur compounds to produce sulfuric acid which then can desorb the metals on the soilby substitution of protons. Direct leaching solubilizes metal sulfides by oxidation to metalsulfates. In laboratory tests, Thiobacilli were able to remove 70–75% of heavy metals (withthe exception of lead and arsenic) from contaminated sediments [36].
Options are available for bioleaching including heap leaching and bioslurry reactors. Sed-iments require lower pH values to extract the metals, since they have already been exposedto oxidizing conditions. For both heap leaching and reactors, bacteria and sulfur compoundsare added. In the reactor, mixing is used and pH can be controlled more easily, leachateis recycled during heap leaching. Copper, zinc, uranium and gold have been removed byThiobacillus sp. in biohydrometallurgical processes [36].
Percolation field tests were run by Seidel et al. [37] as shown in Fig. 4. They foundthat addition of sulfur as a substrate provided better leaching results than sulfuric acid.
Fig. 4. Biological heap leaching of sediments.

154 C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163
Approximately 62% of the metals were removed by percolation leaching after 120 daysfor the oxic sediments. Only 9% of the metals were removed from the anoxic sediments.They indicated that anoxic sediments are less suitable for treatment and must be ripened asa pretreatment.
Microorganisms are also known to oxidize and reduce metal contaminants. Mercury andcadmium can be oxidized while arsenic and iron can be reduced by microorganisms. Thisprocess (called mercrobes) has been developed and tested in Germany at concentrationsgreater than 100 ppm. Since the mobility is influenced by its oxidation state, these reactionscan affect the contaminant mobility.
Metal removal can be accomplished in conjunction with organic removal. For example,Vega has developed a landfarming process that using chelating organic acids with nutrientsand soil conditioners to initiate biodegradation. The organic acids can chelate metals, aswell as promote organic degradation. Temperature, moisture content and pH need to be con-trolled as in any microbial process. It has mainly been applied for petroleum contamination.Retention time can be long (30–120 days).
Slurry methods can be used, since dewatering is not required. There are also other lim-itations as discussed for sediment washing. Bioremediation is a low cost technology, andtherefore, has the potential for wide used. However, metal remediation technologies arenot as developed as organic treatment. Costs are in the range of US$ 15–200/t [28]. Someplants have been shown to retain metals in their roots, stems and leaves [38]. This processis called phytoremediation. Vegetative caps consisting of grasses, trees, and shrubs can beestablished in shallow fresh water. The resulting vegetative mat can hold sediments in place.The construction of wetlands is growing for wastewater treatment and thus the knowledgeon wetland configurations is growing. However, vegetative caps have not yet been applied tothe remediation of sediments [38]. Genetically engineering plants will need to be developedto enable hyperaccumulation of metals [39]. It is more likely, though, that this technologywill be used as an in situ method of reducing large volumes of sediment transport. How-ever, phytoremediation could be implemented where dredged sediments have been placedin contained areas and a wetland is then constructed to remediate and contain the sediments.Efficiency will depend on sediment characteristics and is best if the contamination is lowto medium and if the contamination is within the first 100 cm to enable the roots of accessthe contaminants. Lead is difficult to uptake due to the low pH and nutrient requirements.This area is developing but there is little cost or performance data.
9. Electrokinetics
Electrolytic processes for metal removal include the use of ac or dc fields. Electroki-netic processes involve passing a low intensity electric current between a cathode and ananode imbedded in the contaminated sediments (Fig. 5). Ions and small charged particles,in addition to water, are transported between the electrodes. Anions move towards thepositive electrode and cations towards the negative. An electric gradient initiates move-ment by electromigration (charged chemicals movement), electro-osmosis (movement offluid), electrophoresis (charged particle movement) and electrolysis (chemical reactions dueto electric field) [32]. Control of the pH and electrolyte conditions within the electrode

C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163 155
Fig. 5. Electrokinetic treatment of sediments.
casings is essential in the optimization of the process efficiency. Drying near the anode is aproblem so recirculating processing fluids are necessary. The process can be used to recoverions from soils, muds, dredgings, and other materials [40]. Dredged material is treated inlagoons between 2 and 7400 m3 with batch time of 8 h to 5 days, depending on currentloading and electrode spacing. Spacing can be up to 3 m as long as the potential gradient of1 V/cm is maintained. Metals as soluble ions and bound to soils as oxides, hydroxides andcarbonates are removed by this method. Other non-ionic components can also be transporteddue to the flow. Unlike soil washing, this process is effective with clay soils.
Demonstrations of this technology have been performed but are limited in North America[41]. In Europe, this technology is currently used for copper, zinc, lead, arsenic, cadmium,chromium and nickel. Other ions, such as cyanide and nitrate and radionuclides, such asuranium and strontium can also be treated by electrokinetics. Heterogeneities, large amountsof oxides, large rocks, large metal objects, gravel submerged foundations, moisture content,temperature and other contaminants can interfere with the process [40]. Recently, newdevelopments at the pilot stage have been made in using electrokinetics for high-level metalcontaining sediments. Metal recovery will improve the process economics to achieve partialcost-effectiveness.
10. Solidification/stabilization
The purpose of solidification/stabilization processes is to reduce the mobility of the heavymetal contaminants by addition of an agent that solidifies and then immobilizes the metals.Agents include lime, fly ash, cement and/or other chemicals. Solidification/stabilizationis effective for metal contamination as there are few destructive techniques available formetals. Some metals, such as arsenic, lead, chromium(VI) and mercury are suitable for thistype of treatment. Other metals, such as cadmium, copper and zinc are also commonly sta-bilized by this process. Reduction must occur from the chromium(VI) to the chromium(III)form either during mixing or in a two step process by addition of reducing agents followedby stabilization. Liquid monomers that polymerize and cement are injected to encapsulate

156 C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163
the soils. Leaching of the contaminants must, however, be carefully monitored as is thecase for vitrification, the formation of a glassy solid. Cement- or silicate-based processesare useful for sediments and are economical, particularly if the end product (an aggre-gate) can be used as for landfill closure or in other applications. Other materials containingiron (red mud, sludge from a water treatment plants, bog iron ore, unused steel shot andsteel shot waste) have been evaluated [41] for immobilizing cadmium and arsenic con-taminants in sediments. All were effective in reducing the bioavailability of the metals toplants, but the safest was sludge from a drinking water plant with low levels of arsenic.However, if there are different types of metals present, the treatment may not be as effec-tive. Water contents greater than 20% or chlorinated hydrocarbons contents greater than5% increase the amount of agents required. Moisture contents should be less than 50%,organic contents not more than 10% and metals should not be more than 25 wt.%. Vari-ability in the water content, grain size, and the presence of debris can make handling ofthe materials difficult and decrease the efficiency of the solidification process. Mixing ef-ficiency is the key to the process. In addition, since immobilization leads to an increasein volume, larger areas of land are required for disposal. The volume increase can be upto 30%. Thus, smaller volumes for treatment are more appropriate. Metal condensationon fine particulates can also limit disposal options. Costs range from US$ 30 to 250/t[28].
Full scale projects have been performed in US, Canada, Japan, and Belgium. In TheNetherlands, a rotating drum was used in a full scale experiment [35]. An amount of 680 tof dewatered sediment were treated at 600◦C for 38.5 h for mineral oil, PAHs and mercury.Mercury levels decreased by 80% from 1.5 to 0.3 mg/kg while mineral oil and PAHs de-creased by greater than 99.8%. Leaching of arsenic, molybdenum and fluoride increasedafter thermal treatment which can have implications in the reuse of the treated sedimentsas road or construction materials.
11. Vitrification
Another immobilization technique is vitrification. Vitrification involves the insertion ofelectrodes into the soil which must be able to carry a current and then to solidify as it cools.Toxic gases can also be produced during vitrification. Temperatures can reach 3000◦C.Some vitrification processes have been tested on sediments. Costs can be high since fuelvalues are low and moisture contents are high (above 20%). High organic contents can alsodecrease efficiency. It is applicable for a wide variety of metals.
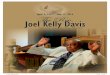
A technology was developed for the remediation of organic contaminants and immobi-lization of metals in a glassy matrix and evaluated on the dredged sediments from NY/NJHarbour [42]. A plasma torch is used to heat the sediments. Feeding of the wet sedimentsinto the plasma reactor and adjustment of residence times can be difficult, however. Cad-mium, mercury, and lead levels were reduced efficiently (97, 95 and 82%). The flowsheetof the process is shown in Fig. 6. Glass tiles and fiber glass materials were produced andcould be used as valuable end products and to recover costs. Pilot facilities can process76,000 m3 per year of contaminated material while full scale units can handle 290,000 m3
per year.

C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163 157
Fig. 6. Vitrification of sediments by the Westinghouse Science and Technology plasma torch melter [42].
12. Chemical oxidation
Oxidation/reduction of heavy metals is another method for remediating ex situ sedi-ments. A detoxification technology called TR-DETOX involves the percolation of inorganicand organic reagents to reduce heavy metals to their lowest valence state and form stableorganometallic complexes. One of the main chemicals is sodium polythiocarbonate thatforms a precipitate that becomes less soluble over time. The treated residue is no longerleachable. Lime, silicates and Portland cement are not added and costs are usually aboutone-quarter of stabilization/solidification processes. A unique characteristic is electronicaddition of reagent. Pilot tests are required to determine the most appropriate formulation[41].
13. Case study comparison of technologies
One of the major problems of comparing treatment technologies is that very few studiesare performed using the same samples. Recently, however, the EPAs Great Lakes NationalPrograms Office conducted a study on sediments from Trenton Channel to evaluate tech-nologies [43]. Five technologies were evaluated including solid phase extraction, solidifi-cation (Growth Resources), soil washing (Biogenesis), thermal desorption (Cement Lock)and plasma vitrification (Westinghouse). The companies who took part were each given a208 l drum of sediments that contained PAHs, metals, PCBs and oil and grease. Mercuryand lead were the main heavy metals of concern. Solid phase extraction had no significanteffect on total metals. Plasma vitrification was greater than 90% effective for all contami-nants including the metals. Treatment sediment in the form of glass that can be used as an

158 C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163
aggregate, glass tile or in glass fiber products. Cement Lock was very efficient for all con-taminants except for metals where the results varied between 20 and 90% reduction. Heavymetals are locked in the cement matrix while volatile metals, such as mercury and arsenicare volatilized and distributed over a filter element. Advantage of process is that there wasa volume reduction. Cement end product can be used in construction, eliminating disposalcosts. Soil washing was very effective for leachable metals and only partially effective fortotal metals. Wastes reduced to reusable oil, treated water and soil for backfill. Overall mosttechnologies could remove mercury to residential levels while none could remove lead toresidential requirements. Only industrial and commercial criteria could be achieved.
Costs for the technologies were later estimated [44]. The highest capital costs wereUS$ 10–15 million for the vitrification process and US$ 20 million for Cement Lockwhile those for soil washing were US$ 3.5 million and for solidification US$ 0.7 million.Operating costs were the highest for soil washing (US$ 118/m3) followed by vitrification(US$ 110/m3). The lowest operating costs were for the thermal desorption (US$ 63/m3) andsolidification (US$ 59/m3). Although these tests were performed at bench scale, they areuseful in the comparison of technologies. The summary and recommendations included thatCement Lock and vitrification achieved the highest removal efficiencies, produced usefulfinal products and were recommended for further pilot tests. In 1999, it was decided toremove 23,000 m3 of contaminated sediment from Black lagoon and treat a part of it withCement Lock [45].
14. Conclusions
Although numerous techniques have been tested for contaminated soil, few have beenevaluated for sediments at full scale. These are summarized in Tables 1 and 2. Physicaltreatments enable separation of the more highly contaminated fines from the rest of the sed-iments, thus reducing the mass to be treated and costs for treatment. Containment has beenpracticed widely but there are major difficulties in placing these facilities and the publicdoes not favor landfill disposal. The use of geocontainers is developing but there is littleinformation available regarding the risk of contaminant release. The main treatments formetal contaminated sediments include solidification/stabilization and washing. The latteris primarily useful for sands and gravels. Sequential extraction technique can be a usefultool for determining metal speciation before and after washing. Solidification/stabilizationtechniques are successful but significant monitoring is required, since the solidification pro-cess can be reversible. In addition, the presence of organics can reduce treatment efficiency.Vitrification is applicable for sediments but expensive. Only if a useful glass product canbe sold will this process be economically viable. Thermal processes are only applicablefor removal of volatile metals, such as mercury and costs are high. Highly pure mercurycan be obtained and could potentially provide economic benefits to the process. Biologicalprocesses are under development and have the potential to be low cost. Since few low costmetal treatment processes for sediments are available, there exists significant demand forfurther development. It is very difficult to compare technologies, since few technologiesare evaluated on the same type of sediment. Conditions vary significantly for each type ofsediment. Costs of the various processes need to be reduced. Pretreatment may be one of

C.N
.Mulligan
etal./JournalofHazardous
Materials
85(2001)
145–163159

160C
.N.M
ulliganetal./JournalofH
azardousM
aterials85
(2001)145–163

C.N
.Mulligan
etal./JournalofHazardous
Materials
85(2001)
145–163161

162 C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163
the methods that can reduce costs by reducing the volumes of sediments that need to betreated.
References
[1] US Environmental Protection Agency, The Incidence and Severity of Sediment Contamination in SurfaceWaters of the United States, National Sediment Quality Survey, Vol. 1, EPA 823-R-97-006, Office of Water,Washington, DC, 1997.
[2] EPA, http://epa.gov/OST/cs/aboutcs/overview.html, October 1999.[3] J.E. McDowell, Contaminated sediments in the marine environment, Woods Hole Oceanographic Institution
Sea Grant, 1999, http://seagrant.gso.uri.edu/region/noeaster99/WHOI.html.[4] E. White, Realizing remediation: a summary of contaminated sediment remediation activities in the Great
Lakes Basin, US EPAs Great Lakes National Program Office, Chicago, IL.[5] S.J. Zagula, E.W. Beltinger, Developing a remediation strategy for contaminated sediments: selecting,
removal, treatment, disposal and re-use alternatives, in: Proceedings of the 48th Purdue Industrial WasteConference, Lewis Publishers, Chelsea, MI, 1993, pp. 199–213.
[6] A.C.M. Bourg, Speciation of heavy metals and implications for their mobility, Heavy Metals, Springer, Berlin,1995, pp. 19–32.
[7] A. Tessier, P.G.C. Campbell, M. Bisson, Anal. Chem. 51 (1979) 844.[8] L.M. Shuman, Soil Sci. 140 (1985) 11.[9] K.R. Lum, D.C. Edgar, Analyst 108 (1983) 918.
[10] G. Petrozelli, G. Giudi, L. Lubrano, in: Proceedings of the International Conference on Heavy Metals in theEnvironment, Heidelberg, 1983, p. 475.
[11] E. Lakanen, R. Ervio, Acta Agric. Fenn. 123 (1971) 233.[12] A. Kabata-Pendias, Trace Substan. Environ. Health 25 (1992) 53.[13] W.H. Patrick Jr., M. Verloo, Water Sci. Technol. 37 (1998) 165.[14] A. Chlopecka, Water Air Soil Pollut. 69 (1993) 127.[15] R.N. Yong, R. Galvez-Cloutier, Y. Phadingchewit, Can. J. Geotechnol. 30 (1993) 834.[16] L. Ramos, L.M. Hernandez, M.J. Gonzalez, J. Environ. Qual. 23 (1994) 50.[17] W. Li, R.W. Peters, M.D. Brewster, G.A. Miller, Sequential extraction evaluation of heavy-metal contaminated
soil: how clean is clean, in: Proceedings of the 88th Annual Meeting and Exhibition on Air and WasteManagement Association, San Antonio, TX, June 1995, pp.18–23.
[18] D. Papadopoulos, C. Pantazi, C. Savvides, K.J. Harlambous, A. Papadopoulos, M. Loizidou, J. Environ.Health A32 (2) (1997) 347.
[19] D. Gombert II., Nuclear Technol. 108 (1994) 90.[20] C. Mulligan, R.N. Yong, B.F. Gibbs, Heavy metal removal from sediments by biosurfactants, J. Hazard. Mat.
85 (2001) 111–125.[21] EPA Remediation Technologies Screening Matrix and Reference Guide, Office of Solid Waste and Emergency
Response, EPA-542-B-93-005, EPA, Washington, DC, 1993.[22] Environment Canada, Demonstration of a Physico-Chemical Treatment Process for Contaminated Sediment
at the Port of Sorel, St. Lawrence Technologies Contaminated Sediment, Ministry of the Environment, 1995,Em 1-17/23-1995.
[23] US Army Engineer Buffalo District, Pilot-scale Desorption for the Treatment of Buffalo River Sediments,Assessment and Remediation of Contaminated Sediments (ARCS) Program, Great Lakes National ProgramOffice, EPA 905-R94-21, EPA, Chicago, 1994.
[24] National Research Council, Contaminated Sediments in Ports an Waterways, Cleanup Strategies andTechnologies, National Academic Press, Washington, 1997.
[25] EPA Selecting Remediation Techniques for Contaminated Sediments, Office of Water, EPA-823-B93-001,Washington, EPA, DC, 1993.
[26] J.E. Clausner, Potential application of geosynthetic fabric containers for open water placement ofcontaminated dredged material, Technical Note EEDP-01-39, US Army Engineer Waterways ExperimentStation, Vicksburg, MS, 1996.

C.N. Mulligan et al. / Journal of Hazardous Materials 85 (2001) 145–163 163
[27] J. Hall. Experimental Soft Dikes Save Millions of Dollars, 1998, Engineer Update (www.hq.usace.army.mil/cepa/pubs/nov98/story6.htm).
[28] Hazardous Waste Consultant, Remediating Soil and Sediment Contaminated with Heavy Metals, HazardousWaste Consultant, Elsevier, Amsterdam, November/December 1996, p. 4.1.
[29] M.C. Amiran, C.L. Wilde, R.L. Haltmeier, J.D. Pauling, J.G. Sontag Jr., Advanced sediments washing fordecontamination of New York/New Jersey Harbor dredged materials, in: Proceedings of the 19th WesternDredging Association (WEDA XIX) and 31st Texas A&M University Dredging Seminar, Louisville, KY,1999.
[30] C.N. Mulligan, R.N. Yong, B.F. Gibbs, Environ. Prog. 18 (1999) 50.[31] E.A. Stern, K.R. Donato, N.L. Ciesceri, K.W. Jones, Integrated sediment decontamination for the NY/NJ
Harbor, in: Proceedings of the National Conference on Management and Treatment of ContaminatedSediments, Cincinnati, OH, 2000, 13–15 May 1997, pp. 71–81.
[32] T. Rodsand, Y.B. Acar, Geoenvironment 2000 (2) (1995) 1518.[33] T.E. Weyand, M.V. Rose, C.J. Koshinski, Demonstration of Thermal Treatment Technology for Mercury
Contaminated Waste, June 1994.[34] C.R. Palmer, Removal of mercury using the X-Trax thermal desorption system, in: Proceedings of the
International Conference on Incineration and Thermal Treatment Technologies, University of California,Office of Environment, Health and Safety, Irvine, CA, 1996.
[35] J. Rienks, Water Sci. Technol. 37 (1998) 355.[36] G.I. Karavaiko, G. Rossi, A.D. Agates, S.N. Groudev, Z.A. Avakyan, Biogeotechnology of metals: Manual,
Center for International Projects GKNT, Moscow, Soviet Union, 1988.[37] H. Seidel, J. Ondruschka, P. Morgenstern, U. Stottmeister, Water Sci. Technol. 37 (1998) 387.[38] S.A. Rock, Potential for phytoremediation of contaminated sediments, in: Proceedings National Conference
on Management and Treatment of Contaminated Sediments, Cincinnati, OH, 13–15 May 1997, pp. 101–105.[39] PRC Environmental Management Inc., Recent Developments for In Situ Treatment of Metal Contaminated
Soils, Prepared for US Environmental Protection Agency, Office of Solid Waste and Emergency Response,1997.
[40] Y.B. Acar, Waste Manage. 13 (1993) 141.[41] EPA Reachit Database, http://www.epareachit.org.[42] Institute of Gas Technology, June 1996, process literature.[43] S. Cieniawski, Update from the Great Lakes National Program Office, Remediation Technologies
Development Forum, Sediments Remediation Action Team Meeting, Cincinnati, OH, 16–17 September,1998.
[44] Snell Environmental Group, Treatability Study Report, Trenton Channel Sediments, Department ofEnvironmental Quality, State of Michigan Detroit, MI, and USEPA Great Lakes National Program Offices(GL#9985207-01-0), September 1997.
[45] M.A. Zarull, J.H. Hartig, L. Maynard, Ecological Benefits of Contaminated Sediment Remediation in theGreat Lakes Basin, Sediment Priority Action Committee of the International Joint Commission’s WaterQuality Board, Great Lakes Water Quality Board, August 1999 (www.ijc.org/boards/wqb/ecolsed/index.htm).