Embed Size (px)
Citation preview

MOTHERDAIRY PROM
COMPANY PROFILE
INTRODUCTION
Mother Dairy was set up in 1974 under the Operation Flood Programme. A wholly owned
company of the National Dairy Development Board (NDDB). Mother Dairy manufactures,
markets & sells milk and milk products under the Mother Dairy brand (Milk, Cultured
Products, Ice Creams, Paneer and Ghee), Dhara range of edible oils, Safal range of fresh Fruit
& vegetables, Frozen Vegetables, Processed Fruit & Vegetable Products, Fruit Pulps &
Concentrates in bulk aseptic packaging and fruit juices at a national level through its sales
and distribution networks for marketing food items.
Mother Dairy sources significant part of its requirement of liquid milk from dairy
cooperatives. Similarly, Mother Dairy sources fruits and vegetables from farmers / growers
associations. Mother Dairy also contributes to the cause of oilseeds grower cooperatives that
manufacture/ pack the Dhara range of edible oils by undertaking to nationally market all
Dhara products. It is Mother Dairy’s constant endeavour to ensure that milk producers and
farmers regularly and continually receive market prices by offering quality milk, milk
products and other food products to consumers at competitive prices and uphold institutional
structures that empower milk producers and farmers through processes that are equitable.
At Mother Dairy, processing of milk is controlled by process automation whereby state-of-
the-art microprocessor technology is adopted to integrate and completely automate all
functions of the milk processing areas to ensure high product quality/ reliability and safety.
Mother Dairy is an ISO 9001:2008 (QMS), ISO 22000:2005 (FSMS) and ISO 14001:2004
(EMS) certified organization. Mother Dairy has Certificate of Approval from Export
Inspection Council of India also. Moreover, its Quality Assurance Laboratory is certified by
National Accreditation Board for Testing and Calibration Laboratory (NABL)-Department of
Science and Technology, Government of India.
Mother Dairy markets approximately 3.2 million litres of milk daily in the markets of Delhi,
Mumbai, Saurashtra and Hyderabad. Mother Dairy milk has a market share of 66% in the
branded sector in Delhi where it sells 2.5 million litres of milk daily and undertakes its
marketing operations through around 1400 retail outlets and over 1000 exclusive outlets of
Mother Dairy.
Page 1

MOTHERDAIRY PROM
The company derives significant competitive advantage from its unique distribution network
of bulk vending milk booths, retail outlets and mobile units. Mother Dairy ice creams
launched in the year 1995 have shown continuous growth over the years and today boasts of
approximately 62% market share in Delhi and NCR. Mother Dairy also manufactures and
markets a wide range of dairy products that include Butter, Mishti Doi, Paneer, Dahi, Ghee,
Cheese, UHT Milk, Probiotic Products, Lassi & Flavoured Milk and most of these products
are available across the country.
Safal is the market leader in the organized fruit & vegetable retail business in Delhi NCR
where it sells an average of 300 MT/day through a network of 350+ exclusive retail outlets
under brand name Safal/ Safal Pure Veg, supported by a state-of-the-art large and
ultramodern Central Distribution Facility located in Delhi with an annual capacity to handle
and process 2,00,000 MT of fresh fruits and vegetables. Safal today operates the largest
number of F&V Stores in Delhi NCR and has further expansion plans in place. Retail Outlets
are also present in Bangalore under the brand name Safal Daily Fresh.
Safal has a prominent presence in Export market spread across 40 countries viz., USA,
Europe, Russia, Middle East, Asia and Africa and exports Fresh Fruits & Vegetables (Grapes,
Banana, Gherkin, Onion, etc.), Fruit Pulp & Concentrate, Frozen Fruits & Vegetables, etc. A
state-of-the-art fruit processing plant of fruit handling capacity of 15,000 MT annually, setup
in 1996 at Mumbai supplies quality products in the international market. With increasing
demand another state-of-the-art fruit processing plant has been set up at Bangalore with fruit
handling capacity of around 50,000 MT annually.
The Dhara range of edible oils is marketed by Mother dairy. Today it is one of the leading
brand of edible oils and is available across the country in over 2, 00,000 outlets. The brand is
known for its PURITY and focuses on the indigenous oil. The brand is currently available in
the following variants: Refined Vegetable Oil , Refined Soybean Oil, Refined Sunflower Oil,
Refined Rice Bran Oil, Kachi Ghani Mustard Oil and Filtered Groundnut Oil.
Mother Dairy has over the past 3 decades, harnessed the power of farmer cooperatives to
deliver a range of delicious products and bring a sMother Dairy has over the past 3 decades,
harnessed the power of farmer cooperatives to deliver a range of delicious products and bring
a smile on your face.mile on your face.
Page 2

MOTHERDAIRY PROM
VISION AND MISSION
Vision: Provide quality food and beverages to consumers at affordable prices while ensuring
fair returns to the producers.
Mission: Mother Dairy’s heritage is intrinsically linked to the cooperative movement in India.
With determination & pride we will continue to serve our farmers, rural India & our
consumers. Our values reflect who we are & what we firmly believe in.
Page 3

MOTHERDAIRY PROM
PRODUCTS OF MOTHER DAIRY
Milk Ice cream
Edible oils Juices, Energy Drinks, Fruit Beverages
Processed Food Grocery
Page 4

MOTHERDAIRY PROM
Frozen
Fruits Vegetables
Dairy products
Dahi Lassi
Page 5

MOTHERDAIRY PROM
PLANTS AT MOTHER DAIRY
Page 6

MOTHERDAIRY PROM
PLANT LOCATION
MEANING AND DEFINITION
Plant location may be understood as the function of determining where the plant should be
located for maximum operating economy and effectiveness. The selection of a place for
locating a plant is one of the problems, perhaps the most important, which is faced by an
entrepreneur while launching a new enterprise. A selection on pure economic considerations
will ensure an easy and regular supply of raw materials, labour force, efficient plant layout,
proper utilization of production capacity and reduced cost of production. An ideal location
may not, by itself, guarantee success; but it certainly contributes to the smooth and efficient
working of an organization. A bad location, on the other hand, is a severe handicap for any
enterprise and it finally bankrupts it. It is, therefore, very essential that utmost care should be
exercised in the initial stages to select a proper place.
NEED FOR SELECTION OF LOCATION
The need for the selection of the location may arise under any of the following conditions:
When the business is newly started;
The existing business unit has outgrown its original facilities and expansion is not
possible; hence a new location has to be found;
The volume of business or the extent of market necessitates the establishment of
branches;
A lease expires and the landlord does not renew the lease; and
Other social or economic reasons; for instance, inadequate labor supply, shifting of
the market etc.
FACTORS AFFECTING LOCATION
Raw materials availability
The source of raw materials is one of the most important factors influencing the selection of a
plant site. This is particularly true for the sulphuric acid plant because large volumes of sulfur
are consumed in the process which will result in the reduction of the transportation and
storage charges. Attention should be given to the purchased price of the raw materials,
distance from the source of supply, freight and transportation expenses, availability and
reliability of supply, purity of raw materials and storage requirements.
Page 7

MOTHERDAIRY PROM
Location
The location of markets or intermediate distribution centres affects the cost of product
distribution and time required for shipping. Proximity to the major markets is an important
consideration in the selection of the plant site, because the buyer usually finds advantageous
to purchase from near-by sources. In case of sulphuric acid plant, the major consumers are
fertilizer industries and hence the plant should be erected in close proximity to those units.
Availability of suitable land
The characteristics of the land at the proposed plant site should be examined carefully. The
topography of the tract of land structure must be considered, since either or both may have a
pronounced effect on the construction costs. The cost of the land is important, as well as local
building costs and living conditions. Future changes may make it desirable or necessary to
expand the plant facilities. The land should be ideally flat, well drained and have load-bearing
characteristics. A full site evaluation should be made to determine the need for piling or other
special foundations.
Transport
The transport of materials and products to and from plant will be an overriding consideration
in site selection. If practicable, a site should be selected so that it is close to at least two major
forms of transport: road, rail, waterway or a seaport. Road transport is being increasingly
used, and is suitable for local distribution from a central warehouse. Rail transport will be
cheaper for the long-distance transport. If possible the plant site should have access to all
three types of transportation. There is usually need for convenient rail and air transportation
facilities between the plant and the main company head quarters, and the effective
transportation facilities for the plant personnel are necessary.
Availability of labours
Labours will be needed for construction of the plant and its operation. Skilled construction
workers will usually be brought in from outside the site, but there should be an adequate pool
of unskilled labours available locally; and labours suitable for training to operate the plant.
Skilled tradesmen will be needed for plant maintenance. Local trade union customs and
restrictive practices will have to be considered when assessing the availability and suitability
of the labours for recruitment and training.
Availability of utilities
Page 8

MOTHERDAIRY PROM
The word “utilities” is generally used for the ancillary services needed in the operation of any
production process. These services will normally be supplied from a central facility and
includes Water, Fuel and Electricity which are briefly described as follows:
1. Water
The water is required for large industrial as well as general purposes, starting with water
for cooling, washing, steam generation and as a raw material in the production of
sulphuric acid. The plant therefore must be located where a dependable water supply is
available namely lakes, rivers, wells, seas. If the water supply shows seasonal
fluctuations, it’s desirable to construct a reservoir or to drill several standby wells. The
temperature, mineral content, slit and sand content, bacteriological content, and cost for
supply and purification treatment must also be considered when choosing a water supply.
Demineralised water, from which all the minerals have been removed is used where pure
water is needed for the process use, in boiler feed. Natural and forced draft cooling towers
are generally used to provide the cooling water required on site.
2. Electricity
Power and steam requirements are high in most industrial plants and fuel is ordinarily
required to supply these utilities. Power, fuel and steam are required for running the
various equipments like generators, motors, turbines, plant lightings and general use and
thus be considered as one major factor is choice of plant site.
Environmental impact and effluent disposal
Facilities must be provided for the effective disposal of the effluent without any public
nuisance. In choosing a plant site, the permissible tolerance levels for various effluents
should be considered and attention should be given to potential requirements for
additional waste treatment facilities. As all industrial processes produce waste products,
full consideration must be given to the difficulties and coat of their disposal. The disposal
of toxic and harmful effluents will be covered by local regulations, and the appropriate
authorities must be consulted during the initial site survey to determine the standards that
must be met.
Local community considerations
Page 9

MOTHERDAIRY PROM
The proposed plant must fit in with and be acceptable to the local community. Full
consideration must be given to the safe location of the plant so that it does not impose a
significant additional risk to the community.
Climate
Adverse climatic conditions at site will increase costs. Extremes of low temperatures will
require the provision of additional insulation and special heating for equipment and
piping. Similarly, excessive humidity and hot temperatures pose serious problems and
must be considered for selecting a site for the plant. Stronger structures will be needed at
locations subject to high wind loads or earthquakes.
Political and strategic considerations
Capital grants, tax concessions, and other inducements are often given by governments to
direct new investment to preferred locations such as areas of high unemployment. The
availability of such grants can be the overriding consideration in site selection.
Taxation and legal restrictions:
State and local tax rates on property income, unemployment insurance, and similar items
vary from one location to another. Similarly, local regulations on zoning, building codes,
nuisance aspects and others facilities can have a major influence on the final choice of the
plant site.
SELECTION OF THE LOCATION FOR MOTHER DAIRY
The main objective of the selection of the Mother dairy location is to receive the raw
and excess milk from farmers and unions. So that all the excess milk can be processed
and used for the all other purposes.
As this site is situated in Ahmedabad and Gandhinagar Highway it has access to rail
road and air as well. As one of the objective is to export the excess milk to other
countries.
As any industry will require water and electricity for the efficient functioning of the
industry, Mother Dairy has its own recourses of water supply as well as electricity
supply.
Page 10

MOTHERDAIRY PROM
PLANT LAYOUT
MEANING AND DEFINITION
Plant layout refers to the arrangement of physical facilities such as machines, equipment,
tools, furniture etc. in such a manner so as to have quickest flow of material at the lowest cost
Page 11

MOTHERDAIRY PROM
and with the least amount of handling in processing the product from the receipt of raw
material to the delivery of the final product.
OBJECTIVES OF GOOD PLANT LAYOUT
A well designed plant layout is one that can be beneficial in achieving the following
objectives:
Proper and efficient utilization of available floor space
Transportation of work from one point to another point without any delay
Proper utilization of production capacity.
Reduce material handling costs.
Utilize labor efficiently
Reduce accidents
Provide for volume and product flexibility
Provide ease of supervision and control
Provide for employee safety and health
Allow easy maintenance of machines and plant.
Improve productivity
TYPES OF LAYOUT
There are mainly four types of plant layout:
Product or line layout
Process or functional layout
Combined or group layout
Fixed position or location layout
(1) PRODUCT OR LINE LAYOUT
In this type of layout the machines and equipment are arranged in one line depending upon
the sequence of operations required for the product. It is also called as line layout. The
material moves to another machine sequentially without any backtracking or deviation i.e. the
output of one machine becomes input of the next machine. It requires a very little material
handling. It is used for mass production of standardized products.
Page 12

MOTHERDAIRY PROM
ADVANTAGES OF PRODUCT LAYOUT
Low cost of material handling, due to straight and short route and absence of
backtracking
Smooth and continuous operations
Continuous flow of work
Less inventory and work in progress
Optimum use of floor space
Simple and effective inspection of work and simplified production control
Lower manufacturing cost per unit
DISADVANTAGES OF PRODUCT LAYOUT
Higher initial capital investment in special purpose machine (SPM)
High overhead charges
Breakdown of one machine will disturb the production process.
Lesser flexibility of physical resources.
(2) PROCESS LAYOUT
In this type of layout the machines of a similar type are arranged together at one place. This
type of layout is used for batch production. It is preferred when the product is not
standardized and the quantity produced is very small.
ADVANTAGES OF PROCESS LAYOUT
Lower initial capital investment is required.
Page 13

MOTHERDAIRY PROM
There is high degree of machine utilization, as a machine is not blocked for a single
product.
Overhead costs are relatively low
Breakdown of one machine does not disturb the production process.
Supervision can be more effective and specialized.
Greater flexibility of resources.
DISADVANTAGES OF PROCESS LAYOUT
Material handling costs are high due to backtracking
More skilled labor is required resulting in higher cost.
Work in progress inventory is high needing greater storage space
More frequent inspection is needed which results in costly supervision
(3) COMBINED LAYOUT
A combination of process & product layout is known as combined layout.
Manufacturing concerns where several products are produced in repeated numbers
with no likelihood of continuous production, combined layout is followed
(4) FIXED POSITION OR LOCATION LAYOUT
Fixed position layout involves the movement of manpower and machines to the product
which remainsstationary. The movement of men and machines is advisable as the cost of
moving them would be lesser. This type of layout is preferred where the size of the job is
bulky and heavy. Example of such type of layout islocomotives, ships, boilers, generators,
wagon building, aircraft manufacturing, etc.
ADVANTAGES OF FIXED POSITION LAYOUT
Page 14

MOTHERDAIRY PROM
Investment on layout is very small.
Layout is flexible as change in job design and operation sequence can be
easily incorporated.
Adjustments can be made to meet shortage of materials or absence of workers by
changing thesequence of operations.
DISADVANTAGES OF FIXED POSITION LAYOUT
As the production period being very long so the capital investment is very high.
Very large space is required for storage of material and equipment near the product.
As several operations are often carried out simultaneously so there is possibility of
confusion and conflicts among different workgroups.
PLANT LAY OUT OF MOTHER DAIRY
In mother dairy there are six plants of six products located in the same location. Plant layout
of mother dairy is Product Lay out, as all the products are manufactured in different cells.
The all six products have different assembly lines. Starting from Raw material to packaging
of product the entire production process is fully automated with art of state machinery
imported from Italy, Sweden, and China. So it has its own advantages and disadvantages.
ADVANTAGES
Low cost of material handling, due to straight and short route and absence of
backtracking
Smooth and continuous operations
Continuous flow of work
Less inventory and work in progress
Optimum use of floor space
Simple and effective inspection of work and simplified production control
Lower manufacturing cost per unit
DISADVANTAGES
Higher initial capital investment in special purpose machine (SPM)
High overhead charges
Breakdown of one machine will disturb the production process.
Page 15

MOTHERDAIRY PROM
Lesser flexibility of physical resources.
PROCESSING OF ICE-CREAM AND TETRAPACKED MILK
Page 16

MOTHERDAIRY PROM
Selection of Ingredients
Toned Milk
SMP
When Protein Concentrate
Sugar
Figuring the mix
Fat
Protein
Stabilizer
Sugar
Making the mix
mix transfer pump
Page 17

MOTHERDAIRY PROM
Duplex Filter
Homogenization of mix
I stage 1500PSI
II stage 500PSI
Mix Heater
Inlet temp. 65 – 70C
Outlet temp. 85 ± 5C
Holding tube
25 sec.
Chiller
Inlet temp. 85+-5C, outlet temp. <9C.
Ageing
At < 9C for 4 to 6 hours.
Flavor tank
Continuous Freezer
At -4 to -5C.
Fruit Feeder machine
Packaging & Storage( at -25 to -5C)
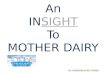
(1) ICE-CREAM
FLOW CHART OF ICE CREAM
High fat from milk process
The process of ice cream starts with converting raw milk into a high fat milk. Raw milk is a
milk which is directly collected from farmers and is supplied to mother dairy. High fat milk is
a milk which is considered as mandatory for producing a better quality of ice cream and if
high fat milk is not maintained than it would affect the quality of ice cream and even its
taste.
Storage in a cream storage tank
Page 18

MOTHERDAIRY PROM
The high fat milk is stored in a cream storage tank which has a temperature of less than or
equal to 10° c.If the temperature is not maintained than it would affect the milk which would
results in less fat and even it would be no as per the quality required.
Pre-heating
After it is being stored in a tank then it has to be pre heated before doing any further activity
at a temperature of 60°-70° c which benefits in destroying bacteria to a great extent. As the
bacteria should be destroyed, because if it is not destroyed then it would result in health of
consumers and even it would spoil the reputation of the company.
Selection of ingredients as per formulation
Now, as the milk is heated for ice cream then all types of ingredients are being selected which
proves to be a necessary for making an flavoured ice creams. All ingredients are selected
after they are being assured by its quality, all the ingredients are different for their different
flavours. All procedure of adding ingredients is done computerized.
Mixing of ingredients
The necessary ingredients are collected, and then as per the flavours of ice cream ingredients
are being mixed. Such ingredients are mixed and flavour is maintained. Ingredients are most
important for making any product because due to that only flavours are generated and is
being liked by consumers.
Balance Tank
This is a smaller open top tank of un-sterile product that keeps the system full of product at
all times. If the level in this tank drops, more product is piped in to keep the level up. Now as
the ingredients are mixed they are kept in a balanced tank in which minimum units are to be
there in a tank.
Filtration through Duplex filter
The mix is then filtered using a duplex filter in order to make the mix completely freeof
extraneous matter and give the mix a smooth consistency.
Page 19

MOTHERDAIRY PROM
Homogenization
Homogenization of the ice cream mix is essential. The main purpose of homogenization is to
make a permanent and uniform suspension of fat by reducingthe size of the fat globules to a
very small diameter, preferably not more than 2 microns. Advantages of homogenization are-
It prevents fat separation during ageing
Produces more uniform ice cream with a smoother texture
Improves whipping ability
Decrease the risk of churning occurring in the freezer and
Leads to the use of slightly less stabilizer Here a pressure of 1500 psi at first stage and
500 psi at second stage is applied.
Pasteurization (Heating: min. 80°c/25 sec. ,cooling<=10° c)
Proper pasteurization destroys all pathogenic or disease producing bacteria, there by
safeguarding the health of the consumer. The advantages of pasteurization are:
It renders the mix completely free of pathogenic bacteria
It dissolves and helps to blend the ingredients of the mix
It improves flavour
It improves keeping quality
It produces a more uniform product
Chilling (min. 5 hr at<=10° c)
The mix is then chilled to about 7°c to facilitate ageing and after which it is pumped over to
ageing vat.
Page 20

MOTHERDAIRY PROM
Aging the mix
After cooling the mix the mix is pumped to ageing tanks and it should held in ageing tanks
until used. Ageing refers to holding the mix at a low temperature for a definite time before
freezing. Ageing produces the following results.
It improves the body and texture of ice cream
Improves whipping capacity of the mix
Increased maximum overrun
Increases melting resistance
The purpose of this step is to allow hydrocolloids to swell, the casein to become hydrated, the
viscosity to increase, the texture to become finer, to increase the resistance to melting, the
whip ability to improve, fats to crystallize out and aroma to develop uniformity throughout.
Air Incorporation and Freezing
Freezing of the mix is one of the most important operations in the making of ice cream. The
freezing process may be divided into two parts.
Page 21

MOTHERDAIRY PROM
The mix is quickly frozen in the freezer while being agitated to incorporate air in such
a way as to produce and control formation of small ice crystals so necessary to give
smoothens in body and texture and
When ice cream is partially frozen, it is drawn from the freezer into packages and
quickly transferred to cold storage rooms where the freezing and hardening process is
completed without agitation. Fast freezing is necessary to obtain the desired small
crystals which means that efficient scraping off, large temperature differences, high
rpm and high heat transfer coefficients are required. The mix enters the freezer at a
temperature of just above 0 C after the amount of air necessary for the required over
run has been added. The exits temperatures are-3.5C to -7C depending on the required
consistency of the ice cream, which in turn depends on the subsequent requirements.
Addition of Fruits, Nuts, Ripple through Freezer
After freezing there is input of some fruits and nuts to have a better taste. Even those fruits
and nut which are being added are assured by the quality. To have a better taste and to have a
better look of an ice cream than the ordinary ice cream, nuts are added.
Page 22

MOTHERDAIRY PROM
(2) APS/UHT
The process of APS involves various steps which starts with pasteurization and ends with
dispatch to intended location.
FLOWCHART OF APS
Page 23

MOTHERDAIRY PROM
Pasteurization
The process of Tetrapacking which is known as Asceptic Packaging Station (APS) or Ultra
High Treatment (UHT) starts with pasteurization of milk. Generally, the milk is heated at 75°
c to 78° c. This temperature is used because all the pathogenic bacteria get killed at this
temperature only. If the milk is heated at a higher temperature than this, the necessary
nutrients contained in the milk get destroyed. Aftrer this, the milk is immediately cooled
down at 2° c to 3° c. Hence, here the pasteurization process gets completed which prevents
milk free from contamination. This pasteurized milk has a self life of 2 to 3 days. In UHT, the
milk is heated at a very high temperature to extend its self life to 90 to 180 days.
Quality assurance
The quality assurance is done by checking samples of the prepared product at every stage of
production. It is done by the experts in their in house laboratory. If the sample is found to be
appropriate, it is sent for storage. If it is not upto the mark, Step 1 is repeated.
Storage
Storage is done in silos which has temperature less than or equal to 10°c. The silos are big
containers each having capacity 1.50 lakh litre. Next, it is either sent for quality assurance or
other optional steps are followed.
Pre heating
This stage is optional. The aim is to make total quality management. As storage process may
acquire unwanted contamination in milk, pre heating is required to make it pure and safe. By
doing so, quality is maintained.
Addition of ingredients
The pasteurization of milk in UHT removes essential nutrients from milk. So to make milk
healthy, additional ingredients like vitamins are added.
Pasteurization
This is optional. If after addition of ingredients, the milk still contains contamination then it is
pasteurized again. After this, it is cooled and stored in silos at less than or equal to 10°c.
Quality assurance
Page 24

MOTHERDAIRY PROM
The quality assurance is done by checking samples of the prepared product at every stage of
production. It is done by the experts in their in house laboratory. If the sample is found to be
appropriate, it is sent for UHT Processing. If the quality is not as required then step 3 is
repeated.
Tetra packing
It is a process of packing milk in a container made of several layers. It is so made so that the
milk can be stored at room temperature for longer period of upto 180 days.
Quality assurance
Again the quality of the packed milk is checked. If found to be as required, then it is sent for
tray packing.
Tray packing
In this step, the carton containing 12 tetra packs is prepared. It is also fully automated
process. If any carton is found torn or not sealed properly, a supervisor present opens it and
sends it for tray packing once again. The quality at this stage is also checked.
Srink wrapping
In this step, the cartons containing tetra packs are sealed all around with thin plastic. This
makes it free from any type of leakage or other possible problems. It is also done because
such cartons are exported also. Hence, quality is assured. This is automated as well but
supervisors are there to monitor the process. After this, quality assurance is done again.
Storage at room temperature
After the above steps are completed and quality is found to be upto the mark, the cartons are
stored at room temperature. At this stage also, quality is checked.
Dispatch
The final step of APS is dispatching the cartons to the desired locations by using vehicles
which are on contact basis.
Page 25

MOTHERDAIRY PROM
CIP
PROCESS OF CIP
Circulation of Cold water (soft)
Circulation of lye solution, 30min.
Circulation of hot water, 10min
Circulation of acid solution, 20 min
Circulation of hot water, 10 min.
Circulation of cold water.
Page 26

MOTHERDAIRY PROM
Page 27

MOTHERDAIRY PROM
CRITICAL ANALYSIS
Strength
Mother Dairy does not have to depend on Municipal Corporation or any other
Government body for the requirements of water and electricity as it has its own unit
for the production of electricity. So there are very rare chances of shutdown.
Mother Dairy has strategically selected location for its unit. As its products are
perishable in nature so it needs very fast transportation services. It is located on
Ahmadabad ,Gandhinagar Highway so all the transportation facilities like Rail, Road
and Air are easily accessible to it.
UHT tetra packs are the most important product in their product line. Lassi, Butter
milk, Flavoured milk, Stamina drinks are packaged in tetra packs and exported to US,
U.K., and all south east countries. Only 3 to3.5 kms away from Ahmedabad airport.
All the processes of Mother Dairy are fully automated so it can maintain uniformity in
all its products and problems related to labour are very less.
The standards of quality control are high and it checks the quality at every stage of the
production process.
To maintain hygiene factor of the product the daily CIP process is conducted at
regular intervals. Even though it takes 4-5 hours of production time to clean each and
every machinery of the plant.
As it follows product layout so breakdown in any one assembly line will not affect the
production of other products.
In winter the average capacity of receiving raw milk is 30-35lakh litres per day. So
excess milk is used in production of milk powder that can be used in the production of
ice cream in the summer that is lean season of milk. By this way it utilises its
maximum capacity of the production plant.
Page 28

MOTHERDAIRY PROM
Weakness
In all the products of Mother Dairy it requires processed milk as raw material and so it
is processed in one part of the plant itself. So it is considered as heart of Mother
Dairy. And any disruptions at this part of the plant will shut down the entire
production of all products.
Higher initial capital investment in special purpose machine (SPM). Mother Dairy
has fully automated machinery so it has to invest a huge amount of Rs. 280crores in
plant and machineries.
Breakdown of the machinery at any one point of the overall production process will
disturb the whole process.
It takes too much time and money to make even a minor change in overall production
process.
Page 29