Embed Size (px)
DESCRIPTION
Asia Pacific Metalworking Equipment News
Citation preview

Laser Tracking Technology:
LightSide
THE 5TH AXIS OF TECHNOLOGYMan & Machine:
SolutionA TailoredPLM:
30
72SolidWorks
World 2009
44
China:
AwakensGiantThe
24
Tru Tech Systems:
SmoothOperator
Official Magazine: METALTECH 2009
Official Media Partner: MTA MALAYSIA 2009
www.equipment-news.com
M.I.C.A. (P) No. 119/12/2008 April 2009
SINO TOOLING SYSTEMBlk 502, Jurong West Ave 1 #03-813 Singapore 640502Tel + 65 6566 7668 Fax + 65 6567 7336 [email protected]
ISCAR THAILAND57, 59, 61, 63 Soi Samanchan-BabosSukhumvit Rd. Phra Khanong, Khlong Toey Bangkok 10110Tel + 66 (2) 7136633Fax + 66 (2) [email protected]
CV MULTI TEKNIKJL. Balikpapan Raya No. 28 Jakarta Pusat 10140 Indonesia Tel + 62 21 6307303Fax + 62 21 [email protected]
ISCAR JAPAN 1-5-3 Shinsenri-HigashimachiToyonaka-shi, Osaka 560-0082Tel + 81 6 835 5471Fax + 81 6 835 [email protected]
MESCO Reliance CornerBrixton St. Pasig CityMetro-Manila Philippines Tel + 63 2631 1775Fax + 63 2635 [email protected]
ISCAR TAIWAN395, Da Duen South Rd. Taichung 408Tel +886 (0)4 247 31573Fax +886 (0)4 247 [email protected]
ISCAR VIETNAM (Representative Office) Room D 2.8, Etown Building, 364 Cong Hoa, Tan Binh Dist., Ho Chi Minh City, Tel + 84 8 8123 519/20 Fax + 84 8 8123 [email protected]
Turning IntelligentlyProFITABILITyBuilding Customer
CVD Coating PVD Coating
SUMOTURN.indd 1 4/3/09 11:31:22
ENQUIRY NO 047

www.coromant.sandvik.com
With the success of the CoroMill® 490, we’ve expanded the CoroMill® line with the CoroMill® 316, an end mill with exchangeable heads for a wide range of applications, and the CoroMill® 345, a high-performance face milling cutter featuring 8-edged inserts. Now there’s a CoroMill® to suit everyone, all with a flair for lowering component costs while increasing your productivity and profit.
So what can the CoroMill® line do for your production? You’d be surprised. Get in touch with us and we’ll tell you more.
Think smart | Work smart | Earn smart.
Presenting this year’s CoroMill® collection.
ENQUIRY NO 030

High Speed Steel: The Full StoryBasic knowledge on HSS will go a long way when machining extreme metal. By Adeline Riou, general secretary, the HSS Forum
ASIA PACIFIC METALWORKING EQUIPMENT NEWS (M.E.N.) is published 8 issues per year by Eastern Trade Media Pte Ltd, 1100 Lower Delta Road, EPL Building #04-02 Singapore
169206 Tel: (65) 6379 2888 Fax: (65) 6379 2806.
Thailand Office: Thai Trade & Industry Media Co Ltd.16/F Italthai Tower, 2034/73 New Petchburi Road,Bangkapi, Huaykwang, Bangkok 10310, ThailandTel: 66(0) 2716 1722 Fax: 66 (0) 2716 1723
SUBSCRIPTION RATES: M.E.N. is available to readers on a per annum subscription basis depending on location: Singapore: S$60.00, Malaysia: S$60.00, Asia Pacific/America/Europe/Others: S$100.00. Refer to the subscription card in each issue for further details. For change of address, please notify our Circulation Manager. For more subscription information Fax: (65) 6379 2806 Singapore E-mail: [email protected]
JOINT ADVERTISING DISCOUNT WMEM, 30,000 copies circulated quarterly in China combines with M.E.N, 10,000 copies circulated bi-monthly in ASEAN in joint advertising. Ask for more details now.
IMPORTANT NOTICETHE CIRCULATION OF THIS MAGAZINE
IS AUDITED BY BPA WORLDWIDE.
THE ADVERTISERS' ASSOCIATION
RECOMMEND THAT ADVERTISERS
SHOULD PLACE THEIR ADVERTISEMENTS
ONLY IN AUDITED PUBLICATIONS
Federation of Asian Die & Mould Associations
(FADMA)
China Machine Tool & Tool Builders'
Association (CMTBA)
Indian Machine Tool Manufacturing
Association (IMTMA)
Federation of Malaysian Foundry & Engineering Industry
Associations
Machine Tool Club(MTC)
Singapore Precision Engineering and
Tooling Association (SPETA)
SPETA
INDUSTRYEndorsements
24
metalworking equipment news April 20092
ContentsApril 2009
18 FIRST CUT
TECHNOLOGY UPDATE28
SOFTWARE & MEASUREMENT30
It’s GroovyTo machine wide grooves or pockets, suitably sized rounded indexable inserts have become the natural solution. Contributed by Jeremy Lim, marketing communications, Sandvik SEA
Smooth OperatorNew configurations, options, and controls bring versatility to centreless abrasive machining operations. By Brian Gehrke, engineering manager, Tru Tech Systems
Laser Tracking Technology: Light SideThis subtle but powerful technology has found its way into metrology, bringing along its vast potential. By Joson Ng
A Tailored SolutionA PLM supplier should also be a business partner commited to your success. By Bill Boswell, senior director, teamcenter product marketing, Siemens PLM software
34The Shorter, The BetterShorter lead times and small prototype lot sizes no longer pose quick turnaround problems for this printed circuit board manufacturer. By Peter Dickin, marketing manager, Delcam

FARO Singapore Pte Ltd, 3 Changi South Street 2 #01-01, Xilin Districentre Building B, Singapore 486548Tel: +65 6511 1350 | Fax: +65 6543 0111 | Email: [email protected]| www.faro.com/sea
Asia Pacific Headquarters
FARO Thailand Tel :662 744 1275 Fax:662 744 3178 | FARO Vietnam Tel:+84 3 84 8108 Fax:+84 3 845 8018 |FARO Malaysia Tel:+603.8064 4224 Fax:+603 8064 4334
FARO Offices www.faro.com/sea
Automotive Ship Building Metal Working
Quality Control with FARO 3D PortableMeasurement Solutions
Aerospace
Machining Oil and Gas Die & Mold
Visit us at MTA Malaysia 20096 – 10 May 2009Hall 1 Booth 1F2-06
>> Find out more at http://www.faro.com/apmen
The FARO Gage is especially suited for small parts measurement and used for quality assurance in car manufacturing.
FARO portable measurement devices like the FaroArm aid in robot calibration and first installa-tion of heavy machinery.
The FARO Laser Tracker can accurately measure large equipment
FARO Photon Laser Scanner can deliver 3D documentation of buildings in progress or help visualize crime scenes for forensic investigation.
FARO Technologies develops and globally distrib-utes 3D measurement systems, including 3D laser measurement systems. The FaroArm, the FARO Laser Tracker, the FARO Photon Laser Scanner or the FARO Gage models have become indispensable in almost all fields of industrial application, due to their astonishing accuracy, user friendliness and portability.
Total Portable Measurement
ENQUIRY NO 054
• RefeR to AdveRtising index... foR AdveRtiseRs' enquiRy numbeRs
Regulars• 8 Business News• 16 Business Statistics• 74 Product Finder• 78 Exhibition Programmes• 80A Product Enquiry Card
Pg 80
The Weight Is Over Shedding excess weight takes on added importance during this difficult period. By K S Sankaran, chief operating officer for business development, Makino Asia.
Contents Laser Tracking Technology:Laser Tracking Laser Tracking Technology:
LightLightSideSideSideSideLightSideLightLightSideLight
THE 5TH AXIS OF TECHNOLOGYMan & Machine:
SolutionA TailoredPLM:
30
72SolidWorks
World 2009
44
China:
AwakensGiantTheGiantTheGiant
24
Tru Tech Systems:
SmoothOperator
Offi cial Magazine: METALTECH 2009
Offi cial Media Partner: MTA MALAYSIA 2009
www.equipment-news.com
M.I.C.A. (P) No. 119/12/2008 April 2009
AS
IA P
AC
IFIC
ME
TALW
OR
KIN
G E
QU
IPM
EN
T N
EW
S
V
OL. 23 N
O. 3 A
PR
IL 2008
M.I.C
.A. (P
) No
. 119/12/2008 • PP
S 840/10/2009(028102) • IS
SN
0129 5519
Cover&Flap April09-3.indd 2 3/26/09 6:17 PM
60
64
50
FEATURES48
MTA Malaysia • Metaltech Schleifring Grinding Symposium • MTA
Vietnam • SBB Steel Focus China 2009Asiamold • SolidWorks World 2009
FAB & FORM36
38
INDUSTRY SPOTLIGHT40
VMC: Vertical RealityWith the influx of new technologies like five-axis machining amongst others, vertical machining has taken on a whole new dimension. By Derek Rodriguez
Staying Ahead Of The PackFrom design and manufacturing, all the way down to the tool used, no effort can be spared in order to stay in front. By Jason Allen, GM, Iscar Australia.
Gunning For The TopCombining human factor like teamwork with high tech machines have enabled the ING Renault F1 team to compete for the World Championship. By Jane Watson, marketing manager, DMG UK
COUNTRY FOCUS
EVENTS & EXHIBITIONS
44China: The Giant AwakensWith some economies in the stage of re-adjustment, China’s economy has stood reasonably firm, becoming a beacon of hope in this downturn. By Joson Ng
GF Agie Charmilles: Winds Of ChangeA focus on the growth potentials in the region brings a revitalised GF AgieCharmilles to the fore. By Eileen Chan
Spirit & Endeavour Times may be bad but with a combination of innovation and determination, Taiwanese machine tools manufacturers are well equipped to pass this acid test with flying colours. By Joson Ng

Are you moving inthe right direction to stay
competitive?CHINA
+86 010 6298 5591
INDIA
+91 20 2729 3333 6
INDONESIA
+62 21 6452 647
KOREA
+82 2 210 877 00
MALAYSIA
+60 327 110 145 6
PHILIPPINES
+63 271 137 51
SINGAPORE
+65 901 241 87
TAIWAN R.O.C.
+886 282 001 299
THAILAND
+66 289 911 825
VIETNAM
+84 211 834 842
ENQUIRY NO 137
EastErn tradE MEdia PtE LtdPublished by:
(a fully owned subsidiary of Eastern Holdings Ltd)
Reg No: 199908196C
Head Office & Mailing address:1100 Lower Delta Road,EPL Building #04-02, Singapore 169206 Tel: (65) 6379-2888 Fax: (65) 6379-2806
thailand Office:Thai Trade and Industry Media Co., Ltd16/F Italthai Tower, 2034/73 New Petchburi Road,Bangkapi, Huaykwang, Bangkok 10310, ThailandTel: 66(0) 2716 1722 Fax: 66 (0) 2716 1723
etm EasternTrade Media Pte Ltd
an Eastern Holdings Ltd company
EastErn HOLDInGs LtDExEcutIvE BOarD
managing director Kenneth Tan
managing editor Eileen Chan [email protected]
assistant editor Joson Ng [email protected]
advertising sales manager Derick Chia [email protected]
editorial assistant Sharifah Zainon [email protected]
senior art director / studio manager Lawrence Lee [email protected]
graphic designer Tristan De Los Trinos [email protected]
contributing graphic designer Jef Pimentel
circulation executive Irene Tow [email protected]
contributors Derek Rodriguez K S Sankaran Jane Watson Peter Dickin Bill Boswell Jeremy Lim Jason Allen Brian Gehrke
board of consultants Wäinö a Kaarto AB Sandvik Coromant dr Moshe Goldberg ISCAR
All rights reserved. No portion of this publication covered by the copyright herein may be reproduced in any form or means – graphic, electronic, mechanical, photocopying, recording, taping, etc – without the written consent of the publisher. Opinions expressed by contributors and advertisers are not necessarily those of the publisher and editor.
Printed in Singapore by Fabulous Printers Pte Ltd
MICA (P) No. 119/12/2008PPS 840/10/2009 (028102)ISSN 0129/5519
chairman Stephen Tay
group executive director Kenneth Tan
financial controller Robbin Lim
editor’snote
6 metalworking equipment news april 2009
Joson NgAssistant Editor
The stat ist ics from the recent ly concluded Taipei International Machine Tools Show (Timtos) seem to suggest there is hope a fter a l l . With the cancellation of MTA 2009 in Singapore, there were some doubts on the turn out for the Taiwanese exhibition.
It is perhaps heart warming for organisers and for people involved in the metalworking business when the post-show press release revealed some positive results. The number of exhibitors and local visitors are up.
With countries all over the globe restructuring their economies and launching their very own stimulus packages, there is a concerted effort worldwide to fight this downturn. Where results of these efforts remain to be seen, there are some countries in better shape compared to the others.
In this issue of Asia Pacif ic Metalworking Equipment News, we are focussing on one of the shining lights amongst this economic storm. China, our
choice in the country focus segment, although not spared from the downturn, is in many machine makers’ mind as their ‘saviour’ as they re-channel their efforts and resources.
This issue also features articles on lean manufacturing, which gives valuable insights to managing operating cost. We are also bringing you, our readers some success stories, which hopefully can help inspire more success stories.
As the saying goes, ‘fortune favours the brave.’ It is important to be brave when it is the darkest. Facing possible defeat, Winston Churchill said the following to inspire the whole nation: “We shall defend our island, whatever the cost may be, we shall fight on the beaches, we shall fight on the landing grounds, we shall fight in the fields and in the streets, we shall fight in the hills; we shall never surrender.” Hopefully his words can inspire the new generation of people fighting in another kind of war.
The End Of TheThe End Of TheBeginning?Beginning?
ENQUIRY NO 045
We’re driven to find out what our customers want and committed to make it happen. We concentrate on the applications and what they need to do. We help engineer the engineering.
To us, perfection is practical. It’s the most productive and efficient way to achieve results, and the only way to turn vision into reality.
www.walter-tools.com
ENGINEER WHATYOU ENVISION.

www.equipment-news.com
metalworking equipment news April 20098
Bei j ing, China: The recent ly announced RMB 4 trillion (US$586 billion) stimulus package by China should see more overseas equipment makers participating in the country’s demand for machine tools.
At a news br ie f ing on the upcoming 11th China International Machine Tool Show (April, Beijing), Wang Liming, VP of the China Machine Tool and Tool Builders’ Association said industries like automobiles and shipbuilding along with the developments in aerospace and aviation, clean energy, oil and gas exploration and transmission, agricultural machinery, engineering machinery, and high-speed railway sectors are expected to generate the demand for more high-grade machine tools.
“Along with the implementation of the stimulus package, the launch of the country’s key science and
China’s Stimulus Package Will Increase Demand For Toolstechnology projects and domestic market expansion, the demand for high-end machine tools will certainly continue to increase,” said Mr Wang.
According to the association, total floor space at the forthcoming exhibition will touch 100,000 sq m, an increase of nearly 39 percent over previous year. More than 50 percent of the space would be occupied by 550 overseas machine tool companies.
China is the world’s largest machine tool consumer and importer over the last seven years and in 2008, the country’s share of machine tool consumption accounted for about one quarter of the world’s total.
Statistics from the association show that the country imported US$12.29 billion worth of machine tools last year. Domestic output value of the industry reached RMB 347.23 billion.
Businessnews
Frankkfurt, Germany: Gildemeister, the world’s biggest maker of cutting machine tools, says its financial year 2008 was the best year for the company in its 138-year history.
“We achieved our goals. Sales revenues rose by 22 percent to €1,904.0 million (US$ 2,456 million). Order intake of €1,882.0 million was above the previous year’s level. The group’s annual profit rose by 62 percent to €81.1 million (from €50.1 million),” the company said in a press release.
Sales revenues of €1,904.0 million (+22 percent) surpassed the previous year’s record figure (€1,562.1
million), an increase of €341.9 million. In the fourth quarter sales revenues amounted to €540.8 million and were thus 11 percent above the previous year’s figure (€487.2 million).
In the reporting year the Machine Tools segment achieved an increase of €109.6 million (+10 percent), while the Services segment contributed €232.4 million (+49 percent) to the increase in sales revenues. Its domestic sales revenues rose by 14 percent to €829.9 million; foreign sales revenues increased by 29 percent to €1,074.1 million. The export share amounted to 56 percent (previous year: 53 percent).
The German Engineering Federation (VDMA) is forecasting a worldwide decline (by seven percent) in the machine tool business and the German Machine Tool Builders Association (VDW) is also expecting a noticeable drop.
According to a separate report by Reuters, Gildemeister expects demand from Asia to pick up and first-quarter new orders would be ‘decent’ but still well below the record year-ago level of around €600 million (US$775.3 million).
More than half of Gildemeister’s customers are in the automotive and mechanical engineering sectors and some 45 percent of its orders come from Germany.
Gildemeister Sees Positive Income In Q1

April 2009 metalworking equipment news
www.equipment-news.com
9
Businessnews
Virginia, USA: A harsh 2009 may give way to a moderate rebound in 2010, according to the Manufacturers Alliance/MAPI US Industrial Outlook: Accelerating Decline, a quarterly report that analyses 27 major industries. On an annual basis, MAPI forecasts manufacturing production to fall nine percent in 2009 and grow three percent in 2010.
“For tunately, we see an eventual end to the current recession, perhaps by late 2009,” said Daniel J Meckstroth, PhD, Chief Economist for the Manufacturers Alliance/MAPI. “A second round of federal fiscal stimulus, this time of major proportions; growing pent-up demand as spending is postponed; lower commodity prices, particularly oil; lower mortgage and borrowing rates resulting from Federal Reserve monetary stimulus; and declining imports will all contribute to a rebound in industrial production activity in late 2009,” said Daniel J Meckstroth, PhD, chief economist for the Manufacturers Alliance/MAPI.
Manufacturing industrial production, measured on a quarter-to-quarter basis, declined at a 16 percent annual rate in fourth quarter 2008 after falling at a nine percent annual rate in the third quarter.
Non-high-tech manufacturing production declined at a steep 15 percent annual rate in the fourth quarter of 2008. Non-high-tech manufacturing production is expected to decline eight percent this year and rebound a modest two percent in 2010. High-tech industrial production fell at a 29 percent annual rate in the fourth quarter of 2008. MAPI predicts it will decline 10 percent in 2009 and post six percent growth in 2010.
Steel production declined 41 percent, material handling equipment dropped by 25 percent, and industrial machinery and domestic electronic computer equipment production each decreased by 23 percent.
The recession in the manufacturing sector is expected to last throughout this year, with MAPI forecasting only one of 24 industries to show gains—aerospace products and parts is predicted to grow by seven percent in 2009. A turnaround is anticipated to begin in 2010, with 19 of 24 industries expected to expand, led by housing starts at a healthy 84 percent increase.
Manufacturing Production Will Likely Grow By 3% In 2010
ENQ
UIR
Y N
O
05
7
HEXAGON METROLOGY ASIA PACIFIC PTE LTD
6 Clementi Loop, Singapore 129814, Tel: +65 6463 6242 Fax: +65 6463 8030
Email: [email protected]

www.equipment-news.com
metalworking equipment news April 200910
Businessnews
Sandvik Acquires Austrian Tungsten ProducerSt Martin, Austria: Sandvik has reached an agreement to acquire Wolfram Bergbau- und Hütten-GmbH Nfg KG (WBH), an Austrian producer and supplier of tungsten products. The acquisition is expected to be completed during the second quarter of 2009, after approval by relevant anti-trust authorities.
WBH operates a refining plant for producing tungsten carbide, including a chemical plant for recycling tungsten material, in St Martin, Austria, where the headquarter is located. WBH also operates a mine and ore dressing plant in Mittersill, Austria. WBH is active within the tungsten industry since 1975 and offers tungsten carbide and tungsten metal powders.
Sandvik is part of WBH’s global customer base since many years. WBH’s qualified R&D-resources have created an outstanding product quality and offering of unique tungsten carbide grades. Tungsten carbide is the primary raw material of cemented carbide, and therefore the acquisition of WBH is of long-term strategic importance for Sandvik.
WBH will be a separate product area in the business area Sandvik Tooling. WBH will continue to operate independently and develop its business and customer relationships.
GF Auto Transfers Canadian Production To ChinaSchaffhausen, Switzerland: GF Automotive, a business unit of Georg Fischer, will shift the bulk of its pressure casting operations from its site in Montreal, Canada to its light-metal foundry in Suzhou, China.
GF Automotive will effectively cease operation in the NAFTA (North American Free Trade Agreement) region by July 2009. GF Automotive products for the NAFTA area will in the future be manufactured in China. According to a Georg Fischer statement: “The decision has been motivated by the sharp deterioration of economic conditions in North America in recent months and is in line with the review of all GF Automotive sites announced by Georg Fischer in November 2008.”
A small portion of the operations for which customers request local production will in future be carried out with local partners. The foundry in Canada produces pressure-cast light-metal components for the automotive industry and other industrial segments and generated sales of about CHF 10 million (US$8.5 million) in 2008. The automotive industry accounts for about three quarters of the total.
Noida, India: Hexagon inaugurated an assembly and manufacturing facility in Noida, India, which will start the delivery of locally assembled coordinate measuring machines to Indian customers. The facility will gradually cover the full range of metrology products including articulated arms.
“The new assembly and manufacturing facility in Noida is Hexagon’s latest step in increasing presence, support and supply of local products to our customers on the Indian subcontinent. Through our 19 locations and with more than 130 employees, we are committed to continue providing ever improving high quality products and services in the region”, says Ola Rollén, CEO and President of Hexagon AB.
In addition to locally produced measurement systems, the company supplies other Hexagon coordinate measuring machine brands including Leitz, DEA, Brown & Sharpe and the PC-DMIS software.
Romer portable measuring arms and Leica Geosystems measuring systems, complete the Hexagon product offering to Indian customers.
Hexagon Strengthens Its Presence In India

April 2009 metalworking equipment news
www.equipment-news.com
11
Businessnews
ENQ
UIR
Y N
O
23
8
www.winterthurtechnology.com
grinding Wheels from Winterthur: passionately precise
ThailandWinterthur Technology Co., Ltd.947/37, 8th Floor Thosapol Land, Building 4, Bangna10260 Bangkok, ThailandPhone: +66 27 441 [email protected]
MalaysiaRappold Winterthur Technologie GmbHNo. 22, 1st Floor, Jalan Putra Mahkota 7/6APutra Heights 47650 Subang JayaSelangor Darul Ehsan, MalaysiaPhone: +60 35 191 [email protected]
KoreaWinterthur Technology Ltd.304-704 Bucheon Technopark 3365 Samjeong-DongOhjeong-GuKyungki-Do / South Korea Phone: +82 32 310 [email protected]
ChinaWENDT Precision Co. Ltd.No. 8 Loujiang Road North215400 TaicangPhone: +86 512 8161 [email protected]
WTG_EQnewsAsia_Marz09.indd 1 6.3.2009 16:21:22 Uhr
www.winterthurtechnology.com
grinding Wheels from Winterthur: passionately precise
ThailandWinterthur Technology Co., Ltd.947/37, 8th Floor Thosapol Land, Building 4, Bangna10260 Bangkok, ThailandPhone: +66 27 441 [email protected]
MalaysiaRappold Winterthur Technologie GmbHNo. 22, 1st Floor, Jalan Putra Mahkota 7/6APutra Heights 47650 Subang JayaSelangor Darul Ehsan, MalaysiaPhone: +60 35 191 [email protected]
KoreaWinterthur Technology Ltd.304-704 Bucheon Technopark 3365 Samjeong-DongOhjeong-GuKyungki-Do / South Korea Phone: +82 32 310 [email protected]
ChinaWENDT Precision Co. Ltd.No. 8 Loujiang Road North215400 TaicangPhone: +86 512 8161 [email protected]
WTG_EQnewsAsia_Marz09.indd 1 6.3.2009 16:21:22 Uhr
www.winterthurtechnology.com
grinding Wheels from Winterthur: passionately precise
ThailandWinterthur Technology Co., Ltd.947/37, 8th Floor Thosapol Land, Building 4, Bangna10260 Bangkok, ThailandPhone: +66 27 441 [email protected]
MalaysiaRappold Winterthur Technologie GmbHNo. 22, 1st Floor, Jalan Putra Mahkota 7/6APutra Heights 47650 Subang JayaSelangor Darul Ehsan, MalaysiaPhone: +60 35 191 [email protected]
KoreaWinterthur Technology Ltd.304-704 Bucheon Technopark 3365 Samjeong-DongOhjeong-GuKyungki-Do / South Korea Phone: +82 32 310 [email protected]
ChinaWENDT Precision Co. Ltd.No. 8 Loujiang Road North215400 TaicangPhone: +86 512 8161 [email protected]
WTG_EQnewsAsia_Marz09.indd 1 6.3.2009 16:21:22 Uhr
Kawasaki Receives Rexpeller Order For DrillshipsTokyo, Japan: Kawasaki Heavy Industries have received an order for 18 Rexpeller units for three drillships to be used in an oilfield development project being conducted by Petroleo Brasileiro SA (Petrobras), Brazil’s state owned oil company.
This is the first Rexpeller order for drillships to be used in exploratory drilling of new oil and gas wells. The order was placed by Samsung Heavy Industries in Korea, which will build the drillships for this project. The units will be delivered to Samsung in 2010 and 2011.
The Rexpeller is a fully azimuth-steerable thruster that can generate thrust in any horizontal direction and be utilised as a propulsor, rudder and side thruster. Its manoeuvrability has made it a suitable propulsion solution for tugboats and supply boats. Kawasaki has supplied more than 500 Rexpeller units since 1983 when the product was first released. All 18 units are the KST-320LF/AU (4,500 kW) model. The Rexpeller units on each drillship will operate concurrently to ensure the optimal positioning of the ship, which needs to maintain the exact same location during drilling operations.
Aluminum Assn Gets New Chairman
The Aluminum Association has a
newly-appointed executive committee
chairman – Thomas Brackmann. Mr
Brackmann serves on The Aluminum
Association’s Board of Directors and the
Board of Secat, an aluminium research
and development centre associated
with the University of Kentucky.
In addition, Fernando Simoes
Henriques has been elected as a Board
of Directors member. Mr Henriques is
president of Hydro’s Extrusion Americas
unit where he is responsible for the
company’s general extrusion operations
in North and South America.
APPOINTMENTS
Thomas Brackmann
Fernando Simoes Henriques

www.equipment-news.com
metalworking equipment news April 200912
BusinessnewsAUTOMOTIVE
China Surpasses USIn Car SalesUSA: Annualised US car sales slipped below 10 million unit mark in January 2009 – and were less than China’s for the first time in history, says a report in The Financial Times.
GM estimated the overall annualised selling rate for cars at 9.8 million in the US in January, compared with 10.3 million in December, and less than China’s estimated selling rate of 10.7 million in January 2009.
T he sl ide in ca r sa le s h it a l l major manufacturers, especially Detroit’s GM, Chrysler and Ford. Autodata, a market research firm, put total estimated annual industry car sales at 9.6 million, their lowest level since 1982.
GM and Ford both attributed much of the slide in demand to sharply lower purchases by car rental companies. The report added that Toyota’s January sales dipped 32 percent while Honda sold 28 percent fewer vehicles.
Auto makers in China have reported a substantial sales increase in January this year following a government decision to halve the car purchase tax, says a report by the China Association of Automobile Manufacturers.
On January 14, the government announced its plan to lower the purchase tax on cars with engines under 1.6 ltrs from 10 percent to 5 percent from January 20 to December 31 in a bid to spur the domestic auto industry. Major domestic brands, including Chery, Geely and BYD, which have models under 1.6 ltrs recorded high sales in January.
Tata Motors Bags Order For Low-Floor BusesNew Delhi, India: Tata Motors has won an order from the Delhi Transport Corporation (DTC) to supply 1,625 ultra low-floor buses, and their maintenance for 12 years. The contract is valued at Rs.2200 crores, (US$452.21 million) comprising about Rs.900 crores for the 1,625 buses, and about Rs.1300 crores for the 12-year maintenance contract for these buses.
This is the second occasion that the DTC has entrusted the company with an order, aimed at revamping the city’s transportation system. The first such order won by the DTC was in 2007 for 650 buses.
GM Grows Presence In China
Shanghai, China: General Motors Corp (GM) is expanding its presence in the commercial vehicle market in China by setting up a second venture.
According to Shanghai Daily, the American car giant said it would cooperate with China’s FAW Group Corp to form a commercial vehicle venture in the country. This venture marks GM’s second commercial vehicle venture in China after its minivan and passenger car venture with SAIC, China’s the biggest car maker.
FAW owns a light commercial vehicle plant in southwest China and is able to turn out 150,000 vehicles annually. GM is counting on emerging markets such as China and Russia to help offset a sales slump in the US.
The venture will enable GM to gain a wider product portfolio in the commercial vehicle market.
Mercedes-Benz Inaugurates Plant in Pune
Pune, India: Mercedes-Benz India has inaugurated its new manufacturing plant in Chakan, Pune. The facility, built within a 13-month time frame, sits on 100 acres of land and offers independent assembly facilities for both passenger and commercial vehicles.
While the plant is designed to manufacture the current local-production portfolio of the Mercedes-Benz C-, E-, and S-Class, it is also flexible enough to accommodate additional production of other models from the Mercedes-Benz model range on the same assembly line.
Dr Wilfried Aulbur, MD and CEO, Mercedes-Benz India, said: “Over the years we have grown – from the 600 units back in 1999, we sold 3,600 units in 2008, with growth doubling consistently in the last three years.”
ENQUIRY NO 022

www.equipment-news.com
metalworking equipment news April 200914
BusinessnewsAEROSPACE
API Opens Aerospace Processing FacilityBangalore, India: Aerospace Processing India (API) has open a processing facility in Belgaum (Karnataka, India), to cater to the needs of the aerospace manufacturing industry and to provide metal finishing treatment services for both the Indian export and domestic markets.
According to a Business Wire report, Magellan Aerospace and QuEST Global established API as an independent operating company to provide approved aerospace treatments that are not readily available in India. The fully integrated, scalable facility has been operational from January 2009.
In the initial phase, the facility would be focused on processes for aluminium, titanium and stainless steel components for aero-structure and aero-engine components.
The plant will have a fully automated anodising line, fully automated etching line, semi-automatic titanium etching line, primer and painting line, fluorescent particle inspection line, and magnetic particle inspection line.
The API facility also has a dedicated reverse osmosis plant, zero discharge effluent treatment plant and a chemical laboratory to meet statutory testing requirements in-house.
API has received support and encouragement from Airbus and Boeing in establishing operations to meet aerospace specifications. “API provides a much needed, standalone third party metal finishing treatment, services in India,” said Dr Srinivasan Dwarakanath, Airbus Director International Corp.
Cochin To Build Aerospace Industries ParkKochi, India: The Cochin International Airport Ltd (CIAL) will build a 100-hectare industry park. State industries minister Elamaram Kareem said: “There are opportunities for entrepreneurs to set up airport and aircraft related units for manufacture and repair of aerospace components at Kochi Airport. For this purpose an Industry park has been envisaged and is under active consideration of the Government.”
He said that there is scope for more industries getting into aerospace components and equipment manufacturing and also providing services.
Speaking about the industry park at a national workshop, he added that the park will be involved in the repairing and overhauling of large aircraft, engines, as well as aircraft equipment and systems, both for military and civil applications.
Tianjin, China: European planemaker Airbus SAS is likely to stick to its production plan in its Airbus A320 Family Final Assembly Line (FAL) in Tianjin, said Laurence Barron, Airbus China president, the China Daily reported.
According to the planemaker’s original plan, the Tianjin FAL, the first Airbus final assembly line outside Europe, will deliver the first aircraft this June and 10 more by the end of 2009. Moreover, the company expects its monthly production capacity to reach four in 2011.
Airbus had earlier announced it would reduce monthly production of aircrafts of its A320 family to 34 from 36 starting from October this year. It said it would also not follow a plan to ramp up production of two other models. Airbus, however, may adjust its production pace for Tianjin if things get worse, according to Barron.
Airbus A320 Family Final Assembly Line officially began operation in Tianjin in late September last year. Currently, four Airbus A320 aircraft are being assembled on the FAL in Tianjin.
In addition to developments in Tianjin, Airbus has signed a contract with a group of Chinese industrial partners to establish a joint venture manufacturing centre in Harbin to manufacture composite material parts and components for the Airbus A350 XWB programme and Airbus A320 family aircraft.
The Harbin Hafei Airbus Composite Mfg Centre Co Ltd (the Manufacturing Centre) will be set up in 2009. Manufacturing operations are expected to start in September 2009 and a new plant should be ready for operations by the end of 2010.
Int’
l Aer
o E
ngin
es
Airbus Production Plans In China

April 2009 metalworking equipment news
www.equipment-news.com
15
BusinessnewsFOUNDRY
Alcoa Forms Partnership With China’s Henan Province
New York, USA: Alcoa has formed an agreement with the People’s Government of Henan Province in China to jointly establish projects for the fabricated and primary aluminium industry.
According to the company’s press release, Alcoa will work with Henan to identify value-adding projects for alumina, primary aluminium and aluminium fabrication facilities in the province. The Henan government will, in turn, provide the support for resource allocation, energy supply, development plans and policies needed to make Henan a competitive base for aluminium production.
As part of the agreement, Alcoa and Henan will cooperate on the sustainable development of the aluminium industry, deploying energy-saving and emissions reducing technologies, bauxite residue disposal, and aluminium recycling.
Henan, located in central China, is the country’s largest producer of non-ferrous metals. The area has abundant mineral resources and its bauxite reserves, which total 960 million metric tonnes, are the second largest across the country. It is home to 14 primary aluminium smelters, with a total capacity of 1.3 million mtpy, and seven alumina refineries with production capacity totalling over 2 million mtpy.
Hong Kong: Aluminum Corp of China (also known as Chinalco), has agreed to invest US$19.5 billion in the London-based Rio Tinto Group.
Chinalco will own 18 percent of Rio should it convert the debt says a report in Bloomberg.
Rio Tinto had earlier rejected BHP Billiton’s US$66 billion hostile bid in 2008. China is securing supplies to sustain economic growth after metal prices plunged 56 percent from a July high, ending a six- year commodity boom and slashing mine values.
The funds will a llow Rio to continue with its growth projects, including expansion of the Yarwun
Vietnam New Steel Project In Dung QuatHanoi, Vietnam: Construction started for a VND450 billion (US$26 million) steel mill at the Dung Quat Industrial Park in central Quang Ngai Province. The project, scheduled to produce 10,000 tonnes of steel and 1 million sq m of iron sheets per year under its Phase I projections.
Sited on 20ha of land in the industrial park, Phase I of the project is scheduled for completion by the second quarter of 2009 while Phase II is expected to be completed in a year’s time.
The project investor, Dai Dung Corporation, says the main products of the mill will be steel frame and components, and gas and liquid pipelines that will support the development of heavy industry in the Dung Quat Economic Zone in particular and the central region in general.
The mill is expected to be put into use by 2010 and employ more than 1,200 workers. To encourage the growth of the industry, the Vietnamese Government has reduced the value-added tax (VAT) for steel production from 10 to 5 percent from February 1. According to Pham Chi Cuong, chairman of the Viet Nam Steel Association, this may help the country’s steel industry to recover slightly. The price of steel hovers around VND11.13-11.76 million (US$636 – US$672) in early February this year.
The association estimates the steel industry will sell nine million tonnes in 2009, an increase of 2 - 5 percent over last year. Steel producers had an overstock of 500,000 tonnes of steel by the end of last year. The steel price, excluding VAT for trading of steel products, dropped from VND20 million to VND10 million per tonne, but purchases were still low in the second half of 2008.
Chinalco Buys US$19.5b Shares In Rio Tinto
refinery, the Kestrel coking coal mine and the Clermont thermal coal mine in Australia.
However, Rio Tinto’s shareholders have expressed concern about the proposed deal with Chinalco. Legal & General, the second largest investor after Chinalco itself, said it had outlined its concerns and will back a
rights issue if the terms are right and would encourage a new bid, perhaps from BHP Billiton.
Rio’s deal to raise $US7.2 billion through a convertible bond issued to Chinalco, while also selling assets to the Chinese state-owned metals group to raise a further $US12.3 billion, has angered many investors.

www.equipment-news.com
metalworking equipment news April 200916
Businessstatistics
Businessnews
FOUNDRY
Ohio, USA: Metalforming companies in the US can expect tough times to continue, according to the February 2009 Precision Metalforming Association (PMA) Business Conditions Report.
Conducted monthly, the report is an economic indicator for manufacturing, sampling 147 metalforming companies in the US and Canada. Only nine percent of Precision Metalforming Association members are optimistic.
Metalformers anticipate a slight decline in general economic activity for the months leading to May 09. Only nine percent of participants predict an improvement in business (down from 14 percent in January), 48 percent expect that activity will remain unchanged (up from 41 percent last month) and 43 percent reported that activity will decline (compared to 45 percent in January).
Metalforming companies also anticipate that incoming orders will decrease during the next three months. Only 16 percent of companies forecast an increase in orders (down from 19 percent in January), 34 percent expect no change (compared to 32 percent the previous month) and 50 percent predict a decrease in orders (up from 49 percent in January).
Current average daily shipping levels remained steady in February. 79 percent of participants report that shipping levels are below levels of three months ago (the same percentage reported in January), 14 percent report no change (compared to 17 percent in January) and seven
Metalforming Demand Expected To Stay Low
percent report that shipping levels are above levels of three months ago (up from four percent last month).
“As producers of components and assemblies for a wide range of commercial, industrial and consumer goods, metalforming companies are dependent on their customers to drive orders and shipments,” said William E Gaskin, PMA president in a news release. “Virtually every sector of our manufacturing base, with the possible exception of defence industries, is experiencing substantial cutbacks in production, impacting the outlook for the metalforming industry into the spring.”
Vijayanagar, India: JSW Steel has become the largest pr ivate steel maker in the country, surpassing Tata Steel, with the commissioning of a three million tonne per annum (MTPA) blast furnace at its Vijaynagar facility on February 18, 2009. The new blast furnace is the largest in the country by capacity.
JSW will be able to produce 7.8 MTPA steel, one million tonne more than Tata Steel, after the new capacity addition. The facility is JSW Steel’s third blast furnace at Vijayanagar Steels and operates with high top pressure (2.5 bar) and high hot blast temperature (1250 deg C) to ensure maximum coal injection and energy saving.
The furnace has the biggest blowers (40 MW) from Man-Turbo of Switzerland and comes with environmental protection systems like Cyclone & Venturi scrubber for gas cleaning, cast house and stock house de dusting systems, slag granulation system etc. Waste energy is recovered through 11 MW top gas recovery turbines.
The plant will supply long product like wire rods and rebars processed from billets. The slab casters are able to produce wider and thicker slabs (2200 mm wide x 300 mm thick).
Currently, JSW has 4.8 MTPA capacity, which includes 1-MTPA of Salem unit. SAIL is India’s largest public sector steel maker with a capacity of close to 15 MTPA. Tata Steel was at the top among private players with an installed capacity of 6.8 MTPA.
JSW steel is also finalising the setting up of a 5 MTPA hot strip mill to be commissioned in the second half of fiscal 2009-10. The final phase of expansion taking the total capacity to 10 MTPA at Vijayanagar Works will be commissioned in fiscal 2010/11.
JSW Commissions India’s Largest Blast Furnace
Daphne Ad SepColP.4-09 3/18/09 8:32 PM Page 1
Composite
C M Y CM MY CY CMY K
45˚ 45˚ 45˚ 45˚N3_1845 NC3368 18.3.09 D63/A14 nonenone
M Y KC150205X275MM
Daphne Ad SepColP.4-09 3/18/09 8:32 PM Page 1
Composite
C M Y CM MY CY CMY K
45˚ 45˚ 45˚ 45˚N3_1845 NC3368 18.3.09 D63/A14 nonenone
M Y KC150205X275MM
ENQUIRY NO 058

www.equipment-news.com
metalworking equipment news April 200918
Rings, discs, shafts and casings are gas-turbine components that a re typically subjected to
profile turning in grooves (often with relatively complex shapes in tightly confined spaces). Turned and grooved considerably, these components are made in materials that do not lend themselves easily to metal cutting.
To machine wide grooves or pockets, suitably sized rounded indexable inserts have become the natural solution. Contributed by Jeremy Lim, marketing communications, Sandvik SEA
High cutting forces, machining temperatures and notch -wear t e n d e n c y m a k e c o n d i t i o n s demanding for the cutting edge and for machining operations to be performed efficiently. These require purpose-developed cutting tools and methods.
Suppliers of these parts are increasingly under cost and time pressure to ma nufacture a nd
deliver as efficiently as possible and – to remain competitive – need to stay on top of machining developments. With profiling of wider grooves representing a large part of cutting time, the latest tooling technology dedicated to this area is especially interesting.
Round Solution Most of the grooves and shapes on the gas-turbine engine components are for strength reasons provided with radii and blending profiles. To machine wide grooves or pockets, suitably sized rounded indexable inserts have become the natural solution. A round cutting edge has additional advantages such as the strongest cutting edge; thin chips which allow for higher feed rates and the ability to generate a suitable surface finish.
Round inserts have therefore experienced the highest growth in this machining area, which is a reflection of the success of recent insert geometry and grade developments.
Nearly all inserts have a nose radius and in this respect the round inserts can be said to have its entire cutting edge in the form of a radius. They are used as wholly round inserts, with screw-clamping through a centre hole in a turning tool, or as a grooving insert with a rounded edge in a blade-type tool, alternatively engineered-inserts, ground from hockey-stick shaped blanks to maximise tool-reach.
In all of the tool-types, the capable round cutting edge is achieved in sizes suitable to shape radii through advantageous tool-paths.
Extreme MachiningWit h ga s - tu rbine component machining performed in demanding materials such as heat resistant super alloys or titanium alloys, careful selection of tools, cutting data and tool-paths is inevitable. For example, in these applications, selecting the right shape of cutting edge (insert) can make a difference of a factor eight to tool-life, for the same
It’s Groovy
FIRSTcuT
www.equipment-news.com

April 2009 metalworking equipment news
www.equipment-news.com
19
FIRSTcuT
insert grade and geometry. Machinability here is rated as
poor, which is the trade-off for these component materials having such good strength and heat-resistant properties. Cutting forces and cutting-zone temperatures are higher than other materials.
Pressure and wear on the cutting edge is more intense and localised. Furthermore, tools selected for heat resistant alloys should be different to those for titanium because the materials machine quite differently.
When profi l ing grooves on these components there is today plenty of scope for optimisation, which will save machining time as well as ensuring the security of the machining process and the consistency of component quality, thereby reducing scrap. Having selected the most up-to-date and suitable round tooling for the rough or finish operations at hand, optimising cutting data is next. This, in order to control heat development, tool-life and chip formation.
T he co mb i n a t io n o f c h ip thickness, depth of cut and feed rate is particularly important to get right when it comes to using round inserts. The entering angle of the cutting edge plays a vital role in machining heat resistant alloys, as it is fundamental to defining chip thickness.
This is partly to counter the formation of notch wear when machining heat resistant super alloys and in the machining of titanium to control the evacuation of longer chips. Feed rates then need to be selected to give a thick enough chip without negatively affecting the cutting edge.
Considerable InfluenceCutting speed is a limitation in these materials with very different recommendations for insert grades in cemented carbide and ceramics. For ceramics a careful balance is needed between sufficient heat to be generated for the material to plastically deform into a chip but not excessive so as to be detrimental
to the tool material. For cemented carbide, where the cutting speed is limited, a higher feed rate is usually advantageous from a productivity point of view with a slight reduction in tool-life.
The round insert has an entering angle continuously variable from 0 to 90 degrees, depending upon how much of the edge is in cut. A round insert has the strongest edge through insert shape and provides a natural cutting edge clearance.
For ceramic inserts in heat resistant super alloys, and cemented carbide inserts in these alloys as well as titanium alloys, the maximum depth of cut for sat isfactor y performance with round inserts is 25 percent of the insert diameter (iC), providing a maximum entering angle of 60 degrees. Any larger leads to vibration tendencies and unpredictable performance due to excessive edge engagement.
The best performance is 15 percent or below, with an entering angle of 45 degrees or less. The thinner chip at a smaller entering angle will contribute towards a higher feed potential and help to minimise notch wear tendency. According to recommendations for these inserts, the difference in
possible positive feed-modification, due to depth-of-cut to insert-diameter-ratio between 0.05 x iC, (with an entering angle at 26 degrees) and 0.15 x iC (at 45 degrees), is a factor 2.3 to 1.4, taking into account suitable maximum and minimum chip thicknesses.
The above has a considerable influence on the metal removal rate, cutting time, programming possibilities, surface finish as well as security of grooving and profiling operations using round inserts.
Opportunities For OptimisationW he n tu r n ing g ro ove s , ch ip evacuation is always a critical factor. For titanium, it is often favourable to have a longer chip, formed into a coil or a round spring, with the width smaller than the insert (groove) width. Because of the material being highly sheared, forming the chip narrower is more demanding, requiring a balance between the most suitable insert geometry and feed rate. Tool-life is also a factor for establishing the optimum feed within the range of the geometry.
T h e co m p o n e n t t y p e s i n question have a lot of wide groove machining with opportunities for
Although it has been more than 80 years since the
first cemented carbide material was marketed, the
pace of development in the field remains rapid.
Sandvik issues 20 to 30 Cemented Carbide-
related patents and releases five to 10 new
grades with improved performance every year.
Its Hard Materials division has just launched an
online tutorial on all-about-cemented-carbide.
The free learning tool covers topics that include
the different types of cemented carbide, its
composition, how it’s made, the processes
involved and where it can be used.
For more information, log on to: www.
allaboutcementedcarbide.com.
Enquiry No. 3001
SandvikOnline Tutorial On Cemented Carbide

www.equipment-news.com
metalworking equipment news April 200920
FIRSTcuT
optimisation through applying the most suitable tools and tool paths. All grooves involve walls and this, if no measures are taken, can lead to a disadvantageous increase of cutting edge engagement when tools come up against them.
When machining into a corner, an edge can suddenly experience a jump in the angle of edge engagement from less than 45 degrees to 100 degrees - the depth of cut can increase from 15 percent to 60 percent of the round insert diameter. This shock and added load effect can give rise to excessive tool wear and even insert breakage, as well as leaving fewer edges available for indexing on the round insert.
In’s & Out’sThere are various ways of optimising turning into and along groove corners with round inserts. Reduced feed rate on approaching the corner is the main one, which lowers the pressure on the edge. Combining the use of a suitable insert diameter for the size of the corner radius is another.
Minimising edge engagement by not machining the wall-face and radius of the corner simultaneously is another step. The aim should be for the tool to roll in and out of the corner cut with an insert size of suitable relation to the corner radius, with the best programmed tool-path radius, at a suitable feed. The larger the difference between the corner radius and insert diameter, the less the feed needs to be reduced and the better the productivity.
As regards the tool-path, the programmed radius of the tool should not be larger than the insert diameter depending upon the nature of the operation. Generally, wide groove machining should be seen as dividing the task into profiling cuts. This, to maintain suitable arcs of edge engagement at optimised levels of feed rate, with strategic security reductions and to maintain productive depths of cut.
Trochoidal turning, with constant interpolation involving relatively light engagement of the tool, is an advantageous method which can
improve the cutting action and be an advantageous alternative to ramping, plunge turning and various forms of repeat grooving.
Adva nce s in round inser t machining have taken place by way of insert grades, geometries as well as programming methods. Dedicated inser t g rade s a nd geometries are essential for turning heat resistant super alloys and newer cemented carbide grades have made considerable inroads, complementing ceramics.
SO5F is an advanced cemented carbide grade. Its thin CVD-coating on a hard f ine -gra ined insert substrate gives it a high resistance to detrimental effects of higher machining temperatures and thus high wear resistance. Consequently, it gives new capacity for turning with higher cutting data in both roughing and finishing operations.
Grade GC1105 is a PVD-coated cemented carbide grade. It provides high hot-hardness which prevents sh a r p e r c u t t i n g e d g e s f ro m plastic deformation over a broad operational range.
On the ceramic-grade side, the Sialon grade CC6060 provides a very complete solution for tools that perform profiling and pocketing operations. The grade is very notch-wear resistant in more stable, pre-machined conditions.
On the geometry side, round inserts and round-edge grooving inserts such as SM and RO have been developed to optimise turning, profiling and pocketing operations in heat resistant super alloys.
SM is a round-insert geometry with broad range. Its light-cutting edge geometry combined with grade S05F permits high cutting data. Geometry RO is a CoroCut groove-profiling insert having double round edges. It has a sharp edge, developed to provide good chip control at lower depths of cut and feed rates in heat resistant super alloys and other sticky materials.
Enquiry No. 3002
MEN
Reducing feedrate and proper tool selection are good ways to optimise processes
THEY’RE HERE ! . . . NEW SOLUTIONS FOR STEEL TURNING !!
AC830PNew super tough grade utilizing the latest “Super FF Coat”
with a new “Coating Layer Stress Control” technology for
excellent reliability and extra strength!
Super Tough Grade for Interrupted Cutting
AC820PNew general purpose grade utilizing the latest “Super FF Coat”
with a new “Coating Thickness Control” technology for excellent
versatility, stability and higher efficiency!
The 1st Choice General Purpose Grade
“Super FF Coat” is Sumitomo Electric’s new generation CVD coating technology that incorporate ultra-FLAT coating layers with a high density ultra-FINE grained coating structure.
ENQUIRY NO 053

www.equipment-news.com
metalworking equipment news April 200922
in seconds and without losing datum references – just as you could for years on steel. Indeed, by switching tips, you can mill either steel or aluminum at optimal rates without unchucking the tool shank. Likewise, ISCAR’s HELIALU milling inserts and solid carbide SOLIDMILL and SOLIDSHRED roughing endmills are
AdvertoriAl
Soft aluminum and copper alloys can be deceptive to machine. The bad news is that they create chips much more quickly and built-up edge more readily. Because they’re so ductile, you may be moving material out of the way instead of making chips. The good news is that you can machine much faster, use one-third the power as steel machining, and need not worry about heat or abrasive wear. In addition, when you do, you gain a real competitive advantage in a very tough market. (fig.1)
The other good news is that many of the latest and best tool design ideas for steels have been extended to aluminum, copper and brass. The tooling addresses the problems of ductility, long-chipping characteristics and tendency to weld to the cutting edge that can interfere. Thus, today you can get tangential milling cutters, intricate moldmaking tools, replaceable-tip and solid carbide mills and drills that are fully optimized for soft-metal work. The latest examples are internal coolant delivery, in-spindle indexing and tip change capability. Their matching inserts feature the necessary sharp ground edges, polished rake faces and high rakes. Many of them now come with helical edges, which enter the cut as gently as scissors cut paper.
For the aerospace industry, when machining fuselage parts, ISCAR’s GOLDALU tools have an improved pocket design and are TiN coated. This coating provides high surface hardness, which improves wear resistance and durability, prevents aluminum from adhering to the cutter and gives the tool an impressive appearance. (fig.2)
IMPROVING SOFT-METAL
CHALLENGING TIMESMACHINING IN TODAY’S
By ISCAR
Fig.2
Fig.1
Fig.3 Fig.4a
Fig.4b
For the automotive industry, when machining aluminum wheels, the CUT-GRIP holder with improved insert clamping and internal coolant is used, providing high productivity.
Moving You Ahead, Not Holding You Back In other words, today you can optimize your soft-metal machining, not compromise. If you’re running those parts in the high speed machining (HSM) mode, the tooling needn’t hold you back. The more likely limitation will be G forces on the machine frame due to the high feeds and rapid traverses – but certainly not the tooling.
This wasn’t always the case. Back when high speed steel (HSS) was the best available tool material for soft metals, surface speed was limited mainly by heat, which in turn hobbled feed rates. Nothing ruins a HSS cutting edge quicker than overheating. When carbides, with their much greater hardness and heat tolerance, became the mainstay tool material, most tool development targeted steel and cast iron. Soft-metal machining took a back seat.
New Milling and Drilling Solutions Contrast that era of compromise with the options available today. ISCAR’s BALLPLUS HCR-QP insert (fig.3) and the MULTI-MASTER multifunction milling system (fig.4a & b), so popular for steel diemaking, now includes high-rake ground and polished tips optimized for aluminum and brass. Now you can switch tips and processes, right on the spindle on an aluminum mold –
Fig.6Fig.5

April 2009 metalworking equipment news
www.equipment-news.com
23
now available optimized for aluminum – sharp edges, high rakes, polished rake faces. To facilitate higher-volume chip evacuation, the solid carbide tools also feature wider parabolic flutes with a 3% higher helix angle. (fig.5)
The same is true for solid carbide SUMOCHAM, with uncoated carbide inserts. (fig.6)
In addition to the sharp edge and extra-spacious flutes, the ICN drill head for soft metals offers internal coolant delivery for either conventional flood or Minimal Quantity Lubrication (MQL) practice. For deeper holes, the insert selection for ISCAR gundrills now includes PCD with the same ground-and-polished aluminum geometry.
ISCAR offers adjustable-pocket face mills and endmills, designed mainly to carry ADKW 1505 PCD or PCBN tipped inserts for use on aluminum or any other non-metallic materials.
As these applications require High Speed Machining, they are dynamically balanced for high RPM (G2.5 grade). All the new tools are equipped with internal coolant holes, which help in chip evacuation and reduce built-up edge, providing better tool life.
Tangential milling may be a newcomer to soft-metal milling, but is a well proven process for heavy flat roughing of steel. The main benefit is longer tool life and better surface finish at high removal rates under unfavorable conditions. Often the surface is good enough to eliminate a finishing operation. The technique is thus named because the inserts are oriented tangentially rather than radially, which presents the strongest cross section with the main force vector. TANGMILL cutters and inserts tailored for aluminum are available with 90° angles for shoulder milling. (fig.7) The butterfly-shaped inserts have multiple edges, providing extra economy.
AdvertoriAl
Fig.7
No-Compromise Turning Turning tools for soft metals require the same sharp edges, polished flanks and rakes, plus very aggressive chipformers to break up continuous chips. Such inserts have recently been added to the ISCAR ISOTURN (fig.8) and CUT-GRIP turning tools. Field reports indicate that the CUT-GRIP has proven especially effective on shallow passes, where the material might move rather than cleave off.
A large and very successful application for CUT-GRIP tools has been turning aluminum wheels. (fig.9) Most of the work is done with ground and polished 35° V-shaped inserts. A double prismatic clamping system presents the tool at a high rake angle while providing the rigidity for heavy cuts and a smooth top surface for more reliable chip flow.
Tooling Details to Demand What to look for in tooling for soft metals? Look for the sharp edge, polished flank, high positive rake, aggressive chipformers and plenty of room for chip evacuation. The sharp edge ensures that you are actually cutting metal, not pushing it out of the way only to spring back once the tool passes. The high positive rake (above 7°) also induces a cleaving rather than scraping action and also helps deflect the chip away from the cutting zone. Reason for the polished flank (or rake face) is to prevent any built-up edge (BUE), a common tendency with these softer, lower-melting metals. The aggressive chipbreakers and spacious gullets and flutes are necessary because chip loads are quite high relative to steel. Also, the chips produced in turning operations tend to be continuous.
Never forget that an optimized operation on an aluminum or copper alloy will go very fast, but present additional chip control issues. Speeds will normally be 500-1000 m/min (1000-4000 SFPM). Feed rates of 5 m/min (200 IPM) are not uncommon. Running slower can be a mistake, in fact, creating more of a rubbing than cleaving action. Chip loads may be 0.25-0.8 mm (0.010-0.030 IPT), which means a lot of chips to handle.
However, you needn’t compromise in tooling selection for soft metal work anymore. The selection is wide, so it is very likely that you can find a tool optimized for your particular metal and application. It is important to be sure that both the insert and cutter body are optimized for the work. Putting a set of aluminum-grade inserts in a steel grade cutter body could slow you down because of the chip management problems.
Impact of AlloysAlso, know which alloying elements are in the metal. Rarely will you encounter pure aluminum or copper. Zinc and sulfur additives and silicon up to 7%, will improve machinability and benefit chip formation. By contrast, higher silicon, as found principally in aluminum casting grades, creates a special case. The microstructure can actually produce tiny grains of “sand” in the microstructure, which dull the cutting edge in no time (like sandblasting). For this reason, the insert material of choice for cast aluminum is PCD. Machine settings should be reduced, as if you were machining cast iron or steel. In fact, if you have an aluminum casting to machine -- especially an engine or on-engine part -- assume it’s a silicon grade.
Six Tips for Better Results Once you have selected the proper tool, here are some other tips for more efficient soft-metal machining.•Keep itsharp. Edges will last longer than in steel
machining, but the materials are less tolerant of even slightly dull tools. The sharp edge ensures that you are cutting the metal, not temporarily pushing it out of the way.
•Runasfastasthemachinewillallow. Proper tooling will never be the limiting factor when machining soft metals. Soft metal machining generates only 1/3 the cutting force per unit volume of metal removal, as does steel. G forces on the machine, workholding or chip disposal problems will kick in before any tooling problems.
•Makeplentyofroomforchips. Example: a 2-flute cutter may actually let you feed faster than a 3-flute cutter simply because of the additional clearances for chip evacuation.
•Keepitcool.Alwaysusecoolant. You won’t need it to protect the tool. Rather, the coolant lubricates the cutting face, helps break up and flush chips away and prevent built-up edge. Moreover, coolant keeps the workpiece from overheating and distorting as a result. Soft metals have a higher coefficient of thermal expansion than steel. Drilling operations in particular generate a lot of heat because of the friction and heat transfer from the hot chips flowing up through the flutes.
•Indexsoonerratherthanlater. A worn edge good enough for steel is too worn for aluminum. You need a sharper edge and smoother surface to sustain accuracy and surface finish quality. Be sure you’re actually cutting. Things can go bad quickly – built-up edge, poor finish, loss of dimensional accuracy - unless the cutting edge is very sharp.
•HSM throughout. If you are running on a HSM machine, be sure to use HSM-rated tools so you can safely take advantage of higher speeds and feeds.
New Options, New OpportunitiesDespite Hard TimesAll in all, you have a lot more tooling options available today for soft-metal machining. Updating your practices on aluminum, brass and copper parts can be more profitable and more competitive, not only in today’s tough environment, but tomorrow, when business expands again. In fact, slow times may be the best time for serious retooling because you have some slack shop time in which to experiment. Take a tip from the smart fisherman: when the fish aren’t biting, mend your nets. And as you upgrade your soft machining practices, ask ISCAR for help. You’ll get better answers sooner.
Fig.9
Fig.8
ENQUIRY NO 056
www.equipment-news.com
metalworking equipment news April 200924
firstcut
Given the amount of coverage lavished on machining and turning operations, one might surmise that grinding
is a relatively static technology and, in function, closer to the past than the future.Nothing could be further from the truth.
The fact is that advances in grinder design and control technology have changed the ways in which abrasive machining has been regarded, and inventive shops and manufacturers are achieving savings in time, money and operations by utilising grinding in non-traditional ways.
Much of this progress derives from a more holistic approach to the technology that focuses beyond the hardware and incorporates management needs as well.
The ‘New’ MachineChanges in the parts type and batch lot sizes currently run on centerless grinders, coupled with a move towards automated operation, have
impacted the basic machine platform. Among the features demanded by customers are short changeover time, ease in programming, and user friendliness in terms of instruction and operation.
As with any grinder, the modern centerless unit , designed for applications ranging from 6” to 9” with a maximum 3” diameter, requires rigid heavy weight construction to maximise vibration dampening. The heart of the machine is a precision grinding unit mated to the base, capable of delivering accuracies of ±0.00010” and repeatability of ±0.000050”. Input increments are 0.000010”. Motor size ranges from 2 to 3hp, depending on the application, and the wheel size is 8”.
To ensure in-process accuracy, parts rest on a precision ground hard rubber roller. Options include auto dressing or live dressing, automatic post dressing adjustment, touch sensors, and fast wheel change capability. Swarf control measures include precision
filtration to 1 micron and coolant chill capability for temperature control.
Practical SolutionsBecause grinding is frequently a finishing process, it is critical that the unit be properly programmed and operated correctly. Our experience with customers indicated that operator error was responsible for a large percentage of scrap parts. In today’s world of complex, high-value applications and costly materials, this quickly becomes an expensive problem.
Due to the high technological content in the modern centerless grinder, it is critical that operators are properly trained in correct prog ra m m i n g op e rat ion a nd maintenance. We found the most practical solution in the development of a control featuring an interactive voice tutorial.
Utilising simple but precise instructions in a sequential format, the operator is guided through a series of operations that literally
Grinding
OperatorNew configurations, options, and controls bring versatility to centerless abrasive machining operations. By Brian Gehrke, Engineering Manager, Tru Tech Systems

April 2009 metalworking equipment news
www.equipment-news.com
25
firstcut
provide in-process training. The programme is available in multiple languages, and the Web-based platform permits easy expansion.
Programming is likewise aided by user-friendly software that permits the entry of basic values rather than G codes. Once the values are entered, simulated part views can be seen in highly readable graphics. Other assists include Triangle Help and Radius Help features.
Using Triangle Help, the operator has to enter only two values of any basic 3-4-5 triangle, and the control will calculate the remainder. Radius help is likewise simplified. Once the height and depth of the part are entered, the angle required to blend radii is automatically calculated.
Approaching AutomationWhile certain types of grinding o p e r a t i o n s h a v e l o n g b e e n automated by mechanical means, the dissimilarity between grinder controls and other machine tool controls and software platforms has hindered the development of fully networked automated systems.
To remedy this problem, key machine tool builders worked with the AMT and a select group of leading machine control builders and peripheral manufacturers in the development of MTConnect (Machine Tool Connect), an interact ive platform that permits reporting, G code recognition, and other features between differing machine controls and software platforms.
I nt roduce d at I M T S 2 0 0 8 , M TCon ne c t w i l l prov ide t he common linkage long sought by shops and manufacturers who have previously had to standardise on a single control platform in order to implement automated operations. More than just machine controls, MTConnect can also accommodate MRP software and other refinements that expedite networking and permit remote reporting.
New Materials & New Frontiers The advent of new materials —
including new alloys, ceramics, composites, and next-generation plastics — has also assisted in elevating the importance of grinding in contemporary manufacturing. In some cases, abrasive machining is the only practicable way of working the materials. This is true for some ceramics and glass compositions.
Likewise, the grinding process has enabled certain materials to be worked in a manner that changes their characteristics. For instance, in one application, a high tensile plastic that was naturally brittle became flexible when ground to 0.0010.”
M a n u f a c t u r e r s a r e a l s o discovering that non-traditional uses of grinding can perform multiple operations in a single step. In one application, a toolmaker utilises grinding to cut carbide blanks. By using the correct abrasive composition and optimising feed and speed, the blanks are both cut and finish-ground in the same operation.
As precision has become more important to smaller round parts, especially in such areas like medical instrumentation and appliances, avionics and scientific research instruments, it has become obvious that grinding delivers greater roundness and concentricity, even on
parts as thin as the wire utilised for intravenous camera inspection which requires a tolerance of ±1 micron.
Greater FlexibilityAlthough new configurations, such as vertical grinding have recently become available, for the most part, the basic grinder has probably changed less than any other machine tool.
It can, however, be augmented with a wide range of fixturing options that can deliver unprecedented flexibility, as well as total or full automation. Some of these include rotary indexing for surface grinding, thru-feed stop sensing, support rods, chuck-in-front, tilting sine plates, and probing.
Versatility is enhanced by more robust control capabilities. Although most applications require only two axes of motion, certain PC-based controls can handle up to eight. If necessary, a second control can be added to accommodate other automated functions.
Incorporating a Scara robot and specially designed grippers in a load/unload system makes untended second-shift operation a reality. This can be further augmented by the Ebbco filtration system that maintains coolant at
Using grinding for blank cutting are some of the non-traditional applications of the process

www.equipment-news.com
metalworking equipment news April 200926
MEN
a constant temperature to prevent part expansion.
Because maintenance and service are necessary keys to untended or minimally tended systems, controls can be made to offer both on-site diagnostic capability, as well as telephonic or Internet connection to our factory for remote resolution of questions or problems. An automatic lubrication system can maintain a constant flow of lubricant and shuts the unit down should the lubricant fall below a certain level.
The FutureConcepts currently in research will advance grinding further into the future. Control features now under development will provide further simplification of the entire process. By entering basic values regarding configuration, as well as information on material, the control will return instructions regarding the type of wheel to be used, correct speeds and feeds, and perhaps estimated production time.
Automation will be advanced by acoustic probing, self-loading wheel technology, and automatic wheel dressing. We foresee that plunge and peel grinding will become more popular, as will specialty profiles and gear generation.
Currently, we see an increasing number of machining centre and turning centre manufacturers utilising so-called ‘on-machine grinding’ through the use of live tooling options. Admittedly, the results are less satisfactory in terms of holding tolerances that can be found on a dedicated machine; but the process is indicative of a greater awareness and acceptance of grinding’s potential.
As we move into the future, more ma nufacturers ut i l ising non-traditional materials in the production of complex parts will be seeking new production methods. Abrasive machining just might be in the forefront of that new technology.
Enquiry No. 3003
Straight WheelUsed on the edge only
Most common type of wheel
Wide range of dimensions
Saucer WheelPossess a special grinding profile
Used to grind twist drills
Common in non-machining areas
Diamond WheelBonded with industrial
diamonds
Used for grindinghard materials
Cylinder WheelUsed in horizontal
or vertical machines
Deployed to produceflat surfaces
Tapered WheelTapers outward towards the centre of the wheel
Suitable for higherlateral loads.
Grinding is the usual choice when a
fine surface finish on a work piece is
desired. The grinding process usually
involves running a work piece past a
grinding wheel, removing material and
bringing the part down to dimension.
Used in tandem with a grinding
machine, grinding wheels come
with different abrasives, structure,
bond, grade, and gra in s izes.
Common abrasive materials used are
cubic boron nitride, manufactured
diamonds, aluminium oxide and
ceramic aluminium oxide.
Selection criteria of abrasive usually depend on the hardness of the material
to be ground. With the density, grade and grain size of the wheel also a factor,
there are a lot of considerations behind grinding wheel selection.
The grade of the wheel refers to the bonding of the abrasives. A major
consideration, it affects almost all parameters of grinding, such as wheel speed,
coolant flow, feed rates, and grinding depth.
Grain size on the other hand, determines the physical abrasive size in the wheel.
A larger grain will cut freely, allowing fast cutting but poor surface finish. Ultra-fine
grain sizes are for precision working, where a fine surface finish is required.
Back To Basics
Grinding Out Results
The thought process behind grinding wheel selection is a complex one.
Common Grinding Wheels
firstcut
I N C O N T R O L
www.hurco.com.sg +65-6742 6177
With intuitive software and real visual part representation, WinMax is a generation above any control software currently being offered. From a customer’s perspective, WinMax signifi cantly reduces setup time and provides consistent and improved surface fi nish quality. With multiple patents, WinMax has more than 25 new technology features that will take your shop to the next level of productivity.
WinMax® Control Software takes machining to the next level.
Swept Surface
Verifi cation Graphics with Solid 3D RenderingVerifi cation Graphics with Solid 3D RenderingVerifi cation Graphics with
Tool & Material Library
NC / Conversational Merge
Tool Center Point Management
SelectSurface Finish Quality
Experience the power of WinMax.Contact your local distributor for a demo.
NEW
TM SeriesLathes
HTX SeriesHorizontal
VTX Series5-Axis
VMX SeriesHigh Performance
VM SeriesGeneral Purpose
ENQUIRY NO 044
Address: 1 Ubi View #01-17 Focus One, Singapore 408555Tel: +65 6742 6177 • Fax: +65 6745 7664 • Website: www.hurco.com.sg • email: [email protected]
I N C O N T R O L
www.hurco.com.sg +65-6742 6177
With intuitive software and real visual part representation, WinMax is a generation above any control software currently being offered. From a customer’s perspective, WinMax signifi cantly reduces setup time and provides consistent and improved surface fi nish quality. With multiple patents, WinMax has more than 25 new technology features that will take your shop to the next level of productivity.
WinMax® Control Software takes machining to the next level.
Swept Surface
Verifi cation Graphics with Solid 3D RenderingVerifi cation Graphics with Solid 3D RenderingVerifi cation Graphics with
Tool & Material Library
NC / Conversational Merge
Tool Center Point Management
SelectSurface Finish Quality
Experience the power of WinMax.Contact your local distributor for a demo.
NEW
TM SeriesLathes
HTX SeriesHorizontal
VTX Series5-Axis
VMX SeriesHigh Performance
VM SeriesGeneral Purpose
I N C O N T R O L
www.hurco.com.sg +65-6742 6177
With intuitive software and real visual part representation, WinMax is a generation above any control software currently being offered. From a customer’s perspective, WinMax signifi cantly reduces setup time and provides consistent and improved surface fi nish quality. With multiple patents, WinMax has more than 25 new technology features that will take your shop to the next level of productivity.
WinMax® Control Software takes machining to the next level.
Swept Surface
Verifi cation Graphics with Solid 3D RenderingVerifi cation Graphics with Solid 3D RenderingVerifi cation Graphics with
Tool & Material Library
NC / Conversational Merge
Tool Center Point Management
SelectSurface Finish Quality
Experience the power of WinMax.Contact your local distributor for a demo.
NEW
TM SeriesLathes
HTX SeriesHorizontal
VTX Series5-Axis
VMX SeriesHigh Performance
VM SeriesGeneral Purpose

www.equipment-news.com
metalworking equipment news April 200928
Patryk B
uchcik, CA
, US
A
TechnologyupdaTe
Laser tracker is arguably the rising star in the field of metrology as they allow a shorter setup time while
also reducing the margin of error. Incorporating this technology into modern metrolog y equipment yields advantages aplenty. Taveesak Srisuntisuk, sales director of Hexagon Metrology feels that although each technology has its own advantages, laser-tracking technology has the edge when physical parts becomes too big.
“When the parts are too large or cumbersome or unproductive to move to a fixed location to be inspected or measured, it becomes necessary to have the measurement device located in-situ,” he says.
He also adds that in metalworking industries, where this technology is more prevalent, users want to have measurements done in mid-process to increase productivity and in reducing scrap, making measurements in-situ critical.
Echoing this point is David Sommers, technical product manager of Faro: “The increased flexibility of trackers allows them to be used for many different applications based on size and location of the tools or parts being inspected. This allows for the initial cost of the system to be reclaimed in a short period of time.”
Light PathThe influx of complicated and difficult to measure parts in the metalworking industry has brought about the need for this technology and the early signs are indicating that they are here to stay and grow.
“Trackers have already made a significant impact in this industry. They are used extensively through the industry for constructing and verifying jigs and tooling,” says Mr Sommers.
“Parts that were once too large to measure with conventional CMM can now be measured with great accuracy on or off the machine
depending on the needs of the manufacturing process,” he adds.
Mr Taveesak also agrees that the technology has a future in the industry.
“The first laser trackers were primarily used in the aerospace industry in measuring and inspection of large volume parts and for process alignment purposes. Today, this same solution has been strongly adopted into many automotive applications, large volume die and mould shops for measurement, inspection and in duplicat ion or fabrication applications for productivity reasons,” he says.
Growth PotentialEven though the capability of the method is proven, efforts to achieve technological advancements in the field of laser tracking are underway. Like in many other fields, R&D plays a big part. According to Mr Sommers, the industry as a whole is working to decrease the size of tracking devices
Laser Tracking Technology:
LightSideThis subtle but powerful technology has found its way into metrology, bringing along its vast potential. By Joson Ng
April 2009 metalworking equipment news
www.equipment-news.com
29
TechnologyupdaTe
while increasing their range and accuracy. At the same time there are initiatives to develop products that are much easier to use than those available today.
M r Tave e sa k reve a ls t hat the portable division from Leica Geosystems has invested heavily in R&D. That brought about the T- Cam/T-Probe [the 6 -Degrees Of Freedom(DOF) commercially available portable hand-held laser probing system] solution in 2004, the T-Scan solution in 2005 and the T-Mac in 2007.
He went on to say the fifth generation laser tracker model; AT was launched in 2008 with a distance measuring technology; called the AIFM. It is the synthesis of an IFM (interferometer) and an ADM (absolute distance meter). This AIFM delivers faster and more accurate measurements (and allows a longer measuring range of 80 m and more — representing a volume of more than 160 m).
CMM Vs Laser Tracking “Laser trackers are portable and can be taken almost anywhere and mounted in locations that are not
Faro Offers... Hexagon (Leica) Offers...
Faro’s patented Absolute Distance Measurement (ADM) technology is an ADM system that offers high speed, high accuracy measurements that allow the user to pick the beam up on the fly and scan high-density point clouds.
Hexagon’s laser tracking technology focuses on ergonomic and practical real-world 6-DOF tracking capabilities. The technology is being used in fully automated applications (as T Scan on robot or special touch trigger probe on T MAC).
SelfComp, an automated compensation routine that uses on board targets to ensure the tracker is operating at the highest level of accuracy regardless of the environment and how it is mounted.
In benchmarking tests carried out by some of Hexagon’s customers in certain complex environment, they have found the company’s solution to be as much as four times more productive than a tracker-arm combination.
Featuring the Smartwarm function, which runs automatically when the tracker is switched on, and heats it to a stable temperature in half the time of other models. This reduces downtime and allows for measurements to begin. Faro’s trackers balance size and performance and focus on speed of data collection and reporting. With fast setup times, it also allows measurements performed at the part location.
It utilises a patented T-Cam that tracks a lightweight hand-held probing device transforming the laser tracker into a true 6-DOF ‘walk-around’ CMM. This allows users the freedom to move around un-tethered and without physical barriers of volumetric constraints. Users are then able to perform expeditious and productive measurements within their working environment.
feedback of the laser beams.As for 3D trackers, they are
based on a polar measuring principle working on an optical base. Therefore the volume and transportability is in a complete different world. The 6-DOF system is a combination of polar measuring technology with photogrammetry/image processing, to enable measurements of points that are even out of direct line of sight. MEN
Enquiry No. 3101
readily accessible,” says Mr Sommers. He continues: “The size to cost ratio of a tracker is significantly less and can be as much as one quarter the price of conventional CMM of similar measurement volume.”
Mr Taveesak says that traditional CMMs converts physical movement of a probed distance along an X-Y-Z placed encoded scale to obtain measurements. Laser tracking on the other hand, converts physical distance moved using changes in the
Mr Taveesak feels that laser tracking technology has a future in the industry.

www.equipment-news.com
metalworking equipment news May-June 200930
software&measurement
A PLM supplier should also be a business partner committed to your success. By Bill
Boswell, senior director, teamcenter product marketing, Siemens PLM software
ATailoredSolution
www.equipment-news.com
May-June 2009 metalworking equipment news
www.equipment-news.com
31
software&measurement
their PLM supplier offers versions of their software that are pre-tailored to the specific needs of the customer’s industry. For example, an industry-specific version of PLM software for automotive and aerospace organisations should be developed in conjunction with leading companies f rom these industr y sectors. Users of these types of tailored solutions experience faster PLM implementations because certain aspects of the system that were previously necessary to customise such as parts lists, industry-specific forms and processes, etc. are preconfigured for the customer’s particular industry.
Northrop Grumman, for example, uses an industry-tailored solution for aerospace and defence that offers them, and other industry leaders, a solution that manages and tracks data deliverables that appear in contract data requirement lists and subcontract data requirements lists and contains out-of-the-box programme orientation for admin/data, change management, industry attributes and parts lists.
Another concept that addresses the customisation issue even more aggressively is called Business Modeler Integrated Development
Environment ( BMIDE). Rather tha n requir ing compa nie s to write custom software for their PLM implementations, the BMIDE provides the abil ity to model business processes and data models – in essence what a company wants its PLM implementation to look like – using rules and diagrams.
The BMIDE then generates the code to make this happen behind the scenes. So what is required at the installation is configuration rather than customisation. We believe this is a critical distinction that will save companies time and money across the life of their PLM implementation.
Traditional Or Service-Oriented?On a larger scale, companies need to ensure that the architectural foundation of the PLM system they select is based on technology that will save money in the long run. Instead of the client-server architecture of the past, modern PLM solutions are now built on a more nimble architecture known as a service-oriented architecture (SOA).
According to the market research company, CIMdata, SOA-based PLM ‘reduces the cost and complexity of deploying and maintaining a
Anyone in the posit ion of purchasing business solutions realises that the cost of the investment
goes well beyond the price of the software licenses. Total cost of ownership also includes expenses related to installation, maintenance, upgrades and training. And in our business, product lifecycle management ( PLM ) sof tware, another key consideration is the cost of customising or configuring the application to your company’s business environment.
This is an issue up-front when the software is first implemented, and it comes into play each time the software is updated because most companies want the customisations to continue from release to release.
I believe your PLM vendor, who ideally functions as a business partner, has the responsibility of keeping these issues in mind, and that ultimately, it is our job to help you lower the total cost of PLM ownership.
By adopting this philosophy, PLM vendors can add functionality designed to lower the customers’ overall ownership costs to every release of an integrated digital lifecycle management solution. Furthermore, it gives us a good idea of what total cost of ownership means and we know it does not end when your PLM vendor delivers the software.
Configuration Not CustomisationWhen evaluating PLM systems, companies need to consider suppliers who have paid attention to helping customers tailor the PLM solution to their business processes and goals because that typically has been where a large share of the ownership cost accrues. It is a characteristic of this type of application, that it must be seamlessly integrated into the way a company does business to have the greatest pay-off.
One criterion that companies should consider is whether or not
Industry-specific versions of the software should be developed in conjunction with leading companies.
www.equipment-news.com
metalworking equipment news May-June 200932
software&measurement
distributed PLM environment.’ The differences between the two are summarised in Figure 1.
As a purchaser of IT software, you m ay a l re a d y k now t h at providers of business solutions are adopting SOA because it is cost-effective. It reduces the time it takes the software developer to integrate new capabilities into the product. But SOA should also be important to PLM suppliers because it fits with the philosophy of lowering the total cost of PLM ownership for customers.
The new global initiative and online
resource center (www.siemens.com/
plm/answers/mle) launched by Siemens
PLM is designed to show medium to
large enterprises how implementing
a PLM strategy can help to address
today’s global business challenges.
The in i t iat ive shows how top
performing customers have addressed
global business challenges to implement
concurrent processes that reduce time-
to-market by up to 30 percent, enable as
much as 90 percent data reuse across
global facilities and increase quality with
up to 95 percent less rework.
Of fered in the online resource
center are videos and white papers that
provide analyst perspectives on today’s
global business challenges, as well as
video and written case studies on how
companies in different industries have
addressed their challenges.
Also available on Siemens PLM Software’s new on-line resources center
are details on related PLM capabilities to support product development and
manufacturing roles.
Enquiry No. 3201
Again, as CIMdata states: “Over the long term (and PLM solutions will be in place for years), the use
MEN
Traditional C/S Architecture Service Oriented Architecture
Object-oriented Services based
Method or function driven Message oriented
Tightly coupled Loosely coupled
Application silos Interoperating solutions
Application — specific interfaces and protocols for
client and server interactionCommon interface definitions and protocols
Figure 1: Traditional client/server versus SOA (Reprinted with permission of CIMdata)
of the SOA can significantly reduce a customer’s exposure to costly upgrades and deployment expenses and will preserve their tailored implementations.”
One of the most important benefits of the SOA in terms of a PLM implementation is that it makes it easier to integrate the PLM system with other applications.
Our customers also use the system to manage a variety of different
types of product information. The point of the SOA is to facilitate these kinds of connections. What this ultimately means to your business is greater flexibility in the PLM system, which makes it easier to respond to changing market conditions.
Operation & CostAnother important consideration to lowering the cost of PLM ownership stems from the effort your PLM vendor makes to understand the realities of your businesses. For example, many companies have PLM deployments that span the globe, with employees working somewhere every hour of the day.
There is no good time for them to shut down all their servers to install a new version of their PLM software. Look for a PLM system that addresses this issue through support for hot patches, which means it is possible to update the software without taking the system down. This helps customers avoid costly downtime and maintain productivity.
Finally, do not overlook training costs. Many companies implement PLM across a variety of languages and cultures and they all need an easy to learn and use interface that is common yet familiar across the globe. Old user interfaces are being replaced with a Microsoft Outlook look and feel that makes PLM use more intuitive for everyone. In fact, look for Microsoft Office to serve as a front end to some PLM functionality to further reduce PLM training costs.
In short, there are several ways to lower the total cost of ownership for PLM but it is important to ensure your PLM supplier is on your side in this effort. The purchase price of PLM software is only part of what companies will spend on this vital technology. Make sure your supplier is constantly working to combine their knowledge of PLM with an understanding of global business to make your PLM investment as valuable as possible.
Enquiry No. 3202
Siemens PLM
New Global Initiative
The New Haas Mini Mill 2 Includes aSpecial Feature You May Not Notice Right Away...
Haas Automation, USA | www.HaasCNC.com | CNC Technology Made in AmericaMachines shown with optional equipment.
Thailand A DIVISION OF
MACHINE TECH CO LTD
Bangkok, +662 7267-1915Chonburi, +66 3811-2700
PhilippinesA DIVISION OF
GAYLAN TECHNOLOGIES
Manila, +632 915-8725
SingaporeDKSH TECHNOLOGY
Harbour Front, +65 6471-9263
MalaysiaA DIVISION OF
SPC MACHINERY SDN BHD
Kuala Lumpur, +603 5569-5901Penang, +604 3801581
VietnamDIETHELM AND CO. LTD. TECHNOLOGY
Hanoi, +84-4 9424 725HCMC, +84-8 5121 334
a Lot of Machine for the Price.
Intl09_AsiaPacific.qxd 12/1/08 9:50 AM Page 3
ENQ
UIR
Y N
O
04
2

www.equipment-news.com
metalworking equipment news April 200934
The Shorter,
Shorter lead times and small prototype lot sizes no longer pose quick turnaround problems for a printed circuit board manufacturer. By Peter Dickin, marketing manager, Delcam
software&measurement
The Better
With the demand for qu ic k t u r n a ro u n d and small lot sizes, QA Te c h nolog y, a
manufacturer of test probes for printed circuit boards has decided to break the tradition of outsourcing the manufacturing of its components and add a CNC Swiss capacity within its list of capability – in order to fill customer requirements that outside vendors simply could not meet, either economically or reliably.
A s a re su lt , t he compa ny purchased a Tornos Deco 7a, a machine used by some of the company’s current vendors, and Delcam’s PartMaker SwissCAM. The software provides the link between QA’s engineering department, which designs its product using both 2D
The PartMaker can generate toolpaths to produce accurate parts.
transfer of the SwissCAM toolpaths. “If it looks good in the simulation,
it should look good when it comes off the machine,” says Phil Pierce, CNC programmer at QA.
It’s About SpeedThis reliability also gives extra flexibility. For shorter-running jobs, the user might not even make any adjustments to data imported from the software. For longer-running jobs, where every fraction of a second counts, the programmer can use the optimisation capabilities of the TB-Deco software to achieve the fastest possible cycle time.
“For me, it’s all about speed,” commented Mr Pierce. “It’s easy for me to take a job, generate a programme with the software, send it right over to the machine, optimise the programme in TB-Deco and get parts running within a day. If I had to write the whole programme through TB-Deco, it would take a lot more time. With the system we have in place, it’s a very quick turnaround to have high-quality parts coming off the machine.”
Enquiry No. 3203
drafting and 3D solid modelling, and the manufacturing department that is tasked with producing the parts.
Quick TurnaroundThe software allows the company to turn around small lot sizes on its turning centre. According to Dave Coe, VP at the New England-based company: “The shorter the better as far as our customers are concerned.”
When he says short, he is referring to short lead times and small prototype lot sizes of the array of components a nd connectors his compa ny engineers and manufactures.
“The benefit of having PartMaker is the ability to take the solid model, or even the DXF file, immediately import it and be able to view it, edit it as necessary, and generate accurate toolpaths. The processes are not subject to human error, as they often are when you are using manual programming methods,” says Mr Coe.
Thanks to a close collaboration between the machine and software developers, a data - f i le format generated by PartMaker can be directly imported into Tornos’ TB-Deco software. This ensures accurate
MEN

ENQUIRY NO 055
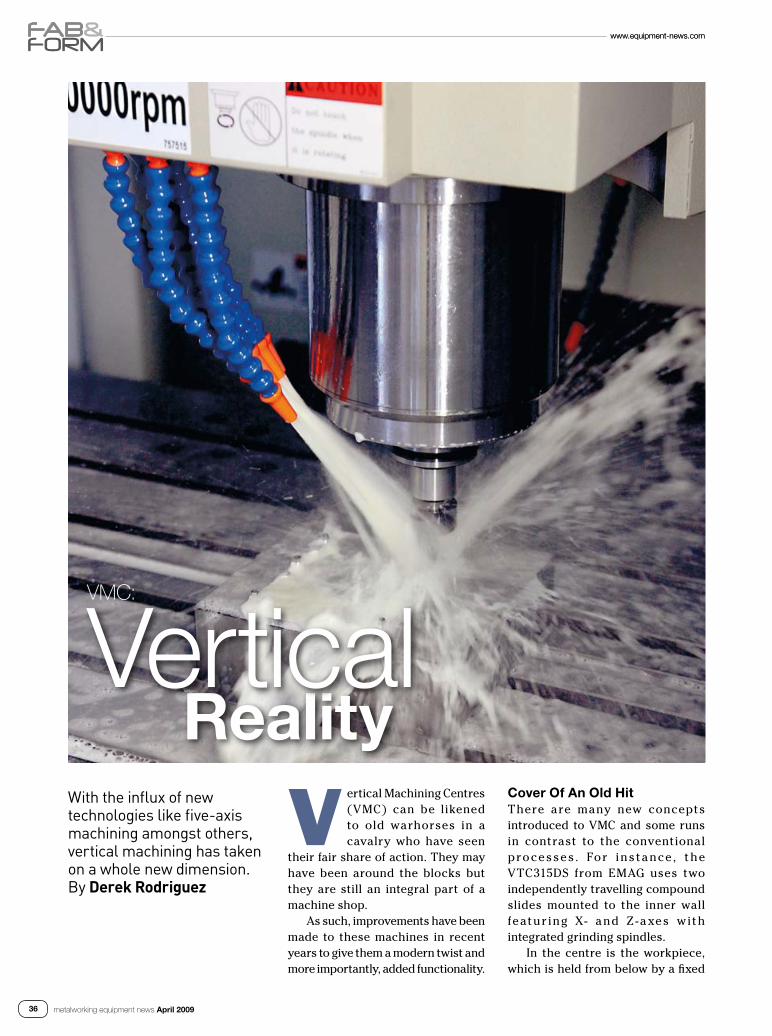
www.equipment-news.com
metalworking equipment news April 200936
Fab&Form
www.equipment-news.com
Vertical Machining Centres (VMC) can be likened to old warhorses in a cavalry who have seen
their fair share of action. They may have been around the blocks but they are still an integral part of a machine shop.
As such, improvements have been made to these machines in recent years to give them a modern twist and more importantly, added functionality.
Cover Of An Old HitThere are many new concepts introduced to VMC and some runs in contrast to the conventional proce sse s. For insta nce , the VTC315DS from EMAG uses two independently travelling compound slides mounted to the inner wall featur ing X- a nd Z - a xes w ith integrated grinding spindles.
In the centre is the workpiece, which is held from below by a fixed
VMC:
With the influx of new technologies like five-axis machining amongst others, vertical machining has taken on a whole new dimension. By Derek Rodriguez
RealityVertical

April 2009 metalworking equipment news
www.equipment-news.com
37
Fab&Form
tailstock centre and from above by a moveable work head centre, allowing simultaneous grinding from left and right. This design not only ensures access; it makes use of the naturally developing forces.
During grinding process, the main force input is usually generated by the axial forces, which are often three to four times that of the tangential forces. On the VTC315DS the axial forces are neutralised by the fact that the grinding wheels are facing each other. The contra-rotational movement of the grinding wheels also cancel out the grip torque created by the tangential forces.
This is particularly effective with work pieces that are moved only by the traction created by the centre in the work head. In terms of resetting, it means that no clamping equipment or separate drivers are required. All that needs to be done is to adjust the span and to restart the programme.
Speed SellsProductivity reigns in the current economic climate. It is therefore not surprising that machines with an emphasis on pace are being developed. The DNM series by Doosan Infracore are equipped with spindle technology.
The high-speed 40 taper spindles provide users with high torque capability (18.5kW 12,000rpm) that delivers 106N-m. Power is t ransmitted v ia a heav y- duty cogged drive belt that ensures thermal stability and minimum vibration. Also in the press release by Mills CNC, spindle and machining performance of the machine is ensured by the dual contact system between the spindle face and toolholder flange.
As well as being equipped with high-speed and high-productivity spindles, the DNM series a lso feature linear guide ways and high-speed servo motors that enable fast axis movement (36m/min on X- and Y-axes; and 30m/min on Z-axis), which in turn reduces non-cutting times.
Speed is also evident in the machines’ 30 -tool position ATC (40-position option), which now has a 1.3 second tool change time. The machines are equipped with the Fanuc i-series control and are supplied with a number of Doosan software programmes for fast job set-up, real time monitoring and intervention, and process reliability.
Flexibility InducedStaying true to the notion of rearming the machines with new technologies, Matsuura Machinery has remodeled the five-axis VMC, the MAM72-63V.
The five-Axis VMC enables a flexible menu setup and extended periods of unmanned operation, achieving process integration and accurate machining by one-chucking five-axis machining.
In terms of funct ions, the Z-axis stroke has been extended to 660 mm and the A-axis stroke to between –120 deg to +120 deg, which has enabled machining of more complicated workpieces.
In other respects, by using a servo motor drive system with the drum type tool magazine, tool-indexing time has been reduced by 60 percent and noise and vibration from the ATC changer has been minimised. In addition, providing a thermal displacement compensation system for the spindle and feed axes as standard and using various options like the expandable ATC, APC, etc enable long-period unmanned operation.
Cosy ComfortAs parts get smaller and increase in complexity, there is a market for compact machines. This is the same for VMC. Makino’s V22 vertical machining centre indicates the machine manufacturers are moving in this direction. The machine is designed for precision parts manufacturing, such as medical equipment and small, intricate moulds for plastic injection-moulding operations.
V22 is also complemented by Makino’s core cooling and under-
Speed is key in the time where productivity is crucial.
Providing a thermal displacement compensation system for the spindle and feed axes enables long-period unmanned operation.
race lubrication system that has proven essential for optimal high-per forma nce appl icat ions. In continuous machining jobs using an ATC, tiny level differences can occur at the seams of machined surfaces due to tool changes.
Polishing these features to correct such small levels is very time consuming. The hybrid automatic tool length measuring dev ice available on the VMC positions the tool tip more accurately to achieve superior finished surfaces with minimal level differences.
This device offers a solution w it hout inter fer ing w it h t he workzone. The tool tip position is measured with a low-contact pressure probe, while the spindle nose position is measured with a non-contact sensor.
From introducing new concepts and increasing speed, to adding flexibility and compactness, VMC has undergone a face-lift to take on the challenges of the future, making it essentially a modern machine.
Enquiry No. 3301
MEN

www.equipment-news.com
metalworking equipment news April 200938
The Tasman Racing Team in Australia has been teaming up with Harrop Engineering, w h o m a k e s r a c e c a r
parts. “Every single component of a racecar is a work in process, subject to redefinition any day in the season,” says Ron Harrop of Harrop Engineering, Victoria, Australia.
Just as the racing outfit leans on Harrop for new design ideas, Harrop operations manager Ken Nunn relies on Iscar tooling for machining solutions to translate new ideas into metal. Mr Nunn runs a 16/5 operation in Harrop’s 65-man manufacturing shop and foundry.
“Our products evolve almost weekly and speed of response is critical, so we consult with Iscar early and often – even while a product redesign is still on the sketchpad,” says Mr Nunn.
Custom Made CrankshaftThe engineering company has been making V8 crankshafts, for Tasman and others. Because every such crankshaft is custom made, the company machines them from solid billets of 4340 steel rather than from near-net-shape forgings. More than 50 percent of original billet weight is reduced to chips in the process.
Now, with retooling ideas from Iscar, Harrop rough-mills those cranks in half the time as before, and with less wear and tear on the machine and cutting tools.
It used to take the company 20 hours to complete the rough milling, using a mill-turn process with a rotating sidemill in place of a standard static turning tool. Fol low ing a prog ra mmed profiling path, the cutter is fed continuously along the longitudinal (X) axis as the workpiece rotated slowly between centres.
The root cause of the slow going was the risk of vibrations due to the long reaches inherent in milling a crankshaft from a solid cylinder, and the lateral cutting
forces on the side mill mounted on an extension. Even at the precautionary reduced machining rates, the operation required a steady rest to prevent workpiece deflection.
Speeding Up To provide a more rigid machining platform for the crank roughing, the company decided to procure a Mazak Intergrex 5-axis machining centre, planning to transfer the existing side-milling package to the new machine.
In an early consultation, however, Iscar suggested plunge milling along the Y axis instead. “Plunge milling directs the main cutting force vector axially, not laterally, so you can cut faster and deeper with less deflection than you can with side milling,” explains Greg Reid, Iscar project and training manager for Australia.
So Mr Nunn’s team reprogrammed the job for ‘step-and-plunge’ milling and the Iscar team brought in their PLX and PLC plunge milling cutters
From design and manufacturing, all the way down to the tool used, no effort can be spared in order to stay in front. By Jason Allen, GM, Iscar Australia.
Of The Pack
fab&form

April 2009 metalworking equipment news
www.equipment-news.com
39
combined with Flexfit modular adapters and shanks. Together the pair experimented with various inserts, stepover distances and feed rates to optimise the combination of output and edge life. Now the crankshafts are completely roughed in 10 hours.
Two-Step Plunge MillingTwo different plunge milling cutters were used for the new roughing process. In the first operation, a large cutter sculpts the rough shape and the counterweights, all by plunge milling with the part stationary. Cutter and workpiece are repositioned stepwise after each plunge cut. In the second operation, a smaller PLC cutter roughs out the ‘pin’ sections as the part rotates slowly and the toolpath programmed to follow the pin’s orbit.
“The new machine gave Harrop more power and rigidity – and also more processing options,” says Mr Reid. “Plunge milling simply took fuller advantage of the new machine’s capabilities. No sense letting old tooling ideas hold back a new machine.”
The company uses the Mazak-Iscar plunge milling package on all their custom V8 crankshafts. Mr Harrop may modify the basic design to meet particular customer objectives. Then it is simply a matter of adjusting aspects of the CNC programme accordingly.
Making Boring ExcitingHarrop optimise production of their ‘Stealth’ superchargers using the same tooling partnership. These are medium-volume products geared for the global high performance auto aftermarket, not just for a few elite racecars. Launched in early 2004, about 4,000 units are made in a year.
Mr Harrop’s design of the Stealth supercharger calls for ultraprecise holes 250mm deep inside the cast aluminium housing. Concentric within a larger bore, the holes measure 27mm diameter,
(Top) Experts put their heads together on fast-breaking design change on racecar part. (Bottom) Boring tools helped avert bottleneck in production of superchargers.
accurate within 0.008mm. “A lot of the supercharger’s performance depends on the accuracy of those interior holes,” he says.
A three-step boring process was used. The first two steps used Iscar BHR roughing heads and coated carbide inserts, leaving approximately 0.15mm on the radius. The final is done with an Iscar BHF adjustable finishing head and polycrystalline diamond (PCD) insert.
“Deep boring operations can be a real bottleneck because of the long unsupported tool lengths, unless the tooling is chosen carefully,” says Mr Reid. “Roughing with a finishing cutter can slow you down; trying to finish a close-tolerance hole with a roughing cutter can run up your scrap rate. They are really two separate operations.”
With this tooling package and
Iscar’s recommendations on feeds and speeds, the rough boring is completed in 30 minutes, with hole accuracy good enough to post a zero scrap/rework rate on a very expensive part. “We have a robust process for a particularly tough bore on an expensive part here,” says Mr Nunn.
Examples of the close Tasman-Harrop-Iscar collaboration appear in dozens of parts running throughout the shop. It does not hurt that the three companies sit within a stone’s throw of each other. In the racecar parts business, the main benefit of shorter machining cycles is not cost savings. It is giving the driver and pit crew the faster, more agile car before the other guy does. And that means rethinking everything almost daily.
Enquiry No. 3302
MEN
fab&form
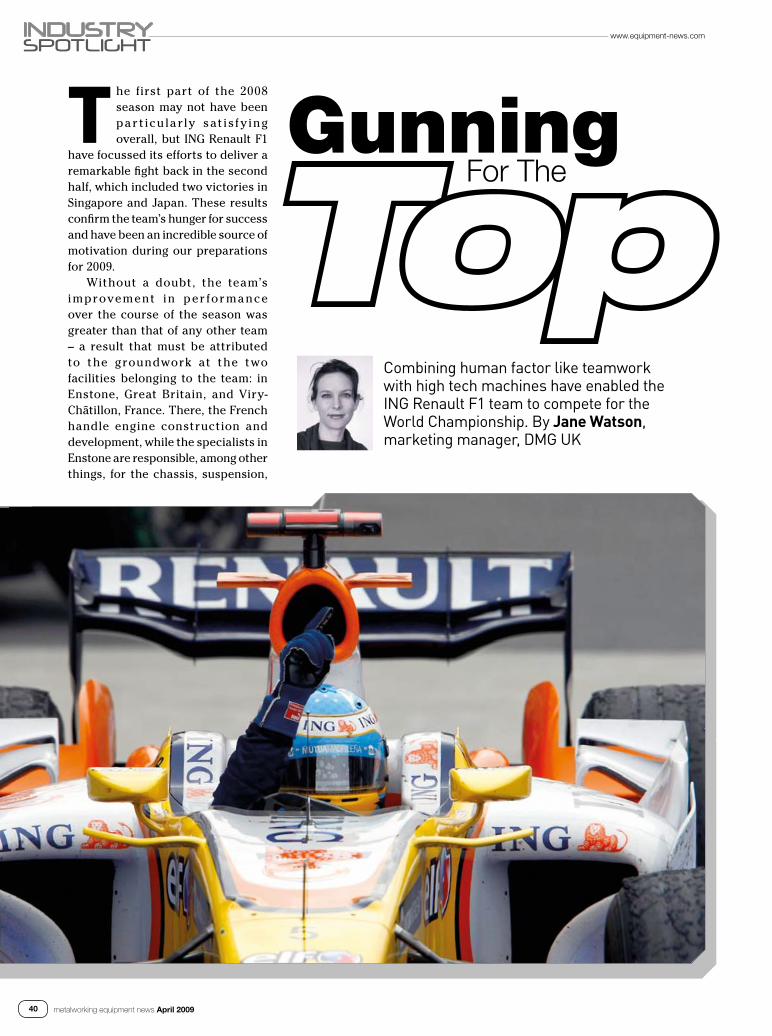
www.equipment-news.com
metalworking equipment news April 200940
industryspotlight
The first part of the 2008 season may not have been pa r t icu la rly sat isf y ing overall, but ING Renault F1
have focussed its efforts to deliver a remarkable fight back in the second half, which included two victories in Singapore and Japan. These results confirm the team’s hunger for success and have been an incredible source of motivation during our preparations for 2009.
Without a doubt, the team’s improvement in per for ma nce over the course of the season was greater than that of any other team – a result that must be attributed to the groundwork at the two facilities belonging to the team: in Enstone, Great Britain, and Viry-Châtillon, France. There, the French handle engine construction and development, while the specialists in Enstone are responsible, among other things, for the chassis, suspension,
TopCombining human factor like teamwork with high tech machines have enabled the ING Renault F1 team to compete for the World Championship. By Jane Watson, marketing manager, DMG UK
GunningFor The

April 2009 metalworking equipment news
www.equipment-news.com
41
industryspotlight
drivetrain and construction of the F1 racing cars.
In Enstone alone, some 500 team members work on the F1 cars. Highlights at the site include an ultra-modern wind tunnel, a test bench that can simulate the spring and damper motions of a car on any racing circuit in the world, and processing machines for the production of more than 15,000 auto parts every year.
Staying In The RaceDMG has already been Renault’s machine tool partner for turning and milling technology for many years now. No fewer than 19 turning and milling machines produced by the company are now installed at the site.
Three of these 19 machines are used to make components for wind tunnel testing. “There is huge potential in the aerodynamics,” explains plant manager, Jeff Fullerton. In this respect, each racing circuit has its own characteristics, which is why it is always necessary to develop and implement new aerodynamics packages – depending on the contact pressure required.
Everything here depends on a rapid response, so this area is separated from ‘normal’ production. As soon as the fine-tuning of the individual part is complete, the optimised data are fed to the production department, where the workload significantly increases. In
order to keep up with the demand during crucial periods, the facility operates triple-shift production on six days of the week. The site has also been making investments again recently. Two more units, for example, have been installed alongside the two existing linear model vertical
machining centres. Of these four machines, two are equipped with a fourth processing axis.
On the other hand, all four have the same 12,000 rpm motor spindle, the 30x tool magazine that can be populated in parallel to machining time, the spiral chip conveyor and
Optimised data are fed to the production department where they fine-tune the individual parts.
ENQ
UIR
Y N
O
23
8
TEL:(65)6323-0311 FAX:(65)6323-2110
20 Science Park Road, #02-16/17, Teletech ParkSingapore Science Park II, Singapore 117674
TEL:(66)2399-3623 FAX:(66)2744-0677
947 Moo 12 Thosapol Land 3 Bldg. 5Fl. Unit A,Bangna-Trad Rd., Km.3. Kwang Banguna,Khet Bangna, Bangkok 10260, Thailand
OKAYA SINGAPORE PTE LTD.SIAM OKAYA MACHINE & TOOL CO.,LTD.SOMAT-THAILAND

www.equipment-news.com
metalworking equipment news April 200942
the bed-flushing mechanism. Apart from this, the heart of the machines is the linear drive in the x-axis, which ensures both the fabrication dynamics and the short idle times by means of an acceleration of up to 0.5 g and feed rates of up to 70 m/min.
This results in a chip-to-chip time of just five seconds. And although these machines have no fifth axis, they are capable of producing 3D geometries and more complex contour work.
The Fifth Axis Of Technology Renault also learned to appreciate the advantages of ‘true’ five-axis machining, and they expanded their capacity by investing in a DMU 80 P duoBLOCK. The machine concept
The vertical machining centres
DMC 635/835/1035 V, designed
by DMG is well suited for entry-
level and advanced users as well
as from single piece to serial
production purposes.
F e a t u r e s i n c l u d e a
10,000-motor spindle with up to 83 Nm torque for chipping, a 20-pocket tool magazine.
It comes with a double gripper and offers tool change times of 1.6 seconds, as well as
traverse speeds up to 30 m/min for reduced downtimes.
Alternative to the standard spindle, a pool of options provide motor spindles with
14,000 rpm and now even 18,000 rpm is available to choose from.
Enquiry No. 3401
DMGFresh Boost For Vertical Centres
Versatility and reliability in machining is crucial to an F1 team.
industryspotlight
comprises two cast-iron blocks in conjunction with three guideways in the x-axis and the three-point support system.
“By their very nature, motor sports components are under cont inuous development a nd becoming ever more complex,” says Mr Fullerton. “Based on this premise, we knew that we would benefit from a five-axis machine. This is particularly true given that the machine concept provides high supplemental rigidity, which ultimately guarantees us greater process and component quality.”
There is no mistaking this effect, for example, in a valve manifold for the transmission hydraulic system. Without five-axis technology, the
fabrication of this highly complex aluminium alloy component used to require eight setups: now it is completely machined in five axes with just two set-ups.
It is no wonder then that Mr Fullerton expects to make greater use of five-axis technology in the future. This conclusion is not based solely on the results of the five-axis machine: already this past year, Renault have discovered that the DMU 50 eVo linear, which combines five-axis technology with a linear drive and features a workspace and table concept, also enables the user to produce negative angles of up to -18°. In addition, it offers accelerations of up to 1 g and rapid traverse speeds and feed rates of up to 80 m/min as a result of the linear drive in the x-axis.
Moreover, compared with the high-pressure daily business of machining F1 components, the lathes operate relatively stress-free. This is quite literally due to the CTX universal lathes that are used and to the GMX turning-milling centres.
But this also applies to the ‘serious’ daily business, because the somewhat longer lead times in the lathe area generally make it possible to schedule and organise capacities and lot sizes better. This doesn’t mean that there are never any urgent jobs, however, as Mr Fullerton reports with a special word of praise: “We’re completely satisfied with our lathes. The CTX is suited to motor sports – it’s reliable in production, and also fast, versatile and – in case of an emergency – permits rapid set-up. When we have to produce an urgently needed part, we can begin processing within 30 minutes.”
From a manufacturing technology point of view, Renault has excellent prospects for a successful start in the coming season, and might well make it to the top of the winner’s podium – and not just for a few of the races, but in the final standings as well.
Enquiry No. 3402
MEN

ENQUIRY NO 049
www.big-daishowa.com
Equipment news Singapore Apr. 2009
1500.15
0.1
2500.20.150
10m
40m
0.511.56
2.897.77
Ra Rz
PAT.
PAT.
Cutter diameter : Ø50,63,80
Cutter Diameter.: Ø17(ST16), Ø21(ST20), Ø26(ST25), Ø33(ST32)
Superb squareness & surface finishMachined with FULLCUT MILL model FMH22-FCM63116-40
Material: Pre-hardened steel
Cutting Speed V (m/min.)Feed Rate f (mm/tooth)Axial DOC Ad (mm)Radial DOC Rd (mm)
Cutting Speed V (m/min.)Feed Rate f (mm/tooth)Axial DOC Ad (mm)Radial DOC Rd (mm)
Othermanufacturer
Othermanufacturer
Excellent performance even under heavy cuttingconditions with 110mm projection and 10mm axialdepth of cut.
ST32-FCM33112-1801200.1
10mm x 10 steps Max. 33mm
ModelCutting Speed V (m/min.)Feed Rate f (mm/tooth)Axial DOC Ad (mm)Radial DOC Rd (mm)
Material: S55C (C55)
1mm larger cutter diameter than shank diameter avoids interference.
equipment_2009.3a.pdf 1 3/11/09 3:50 PM
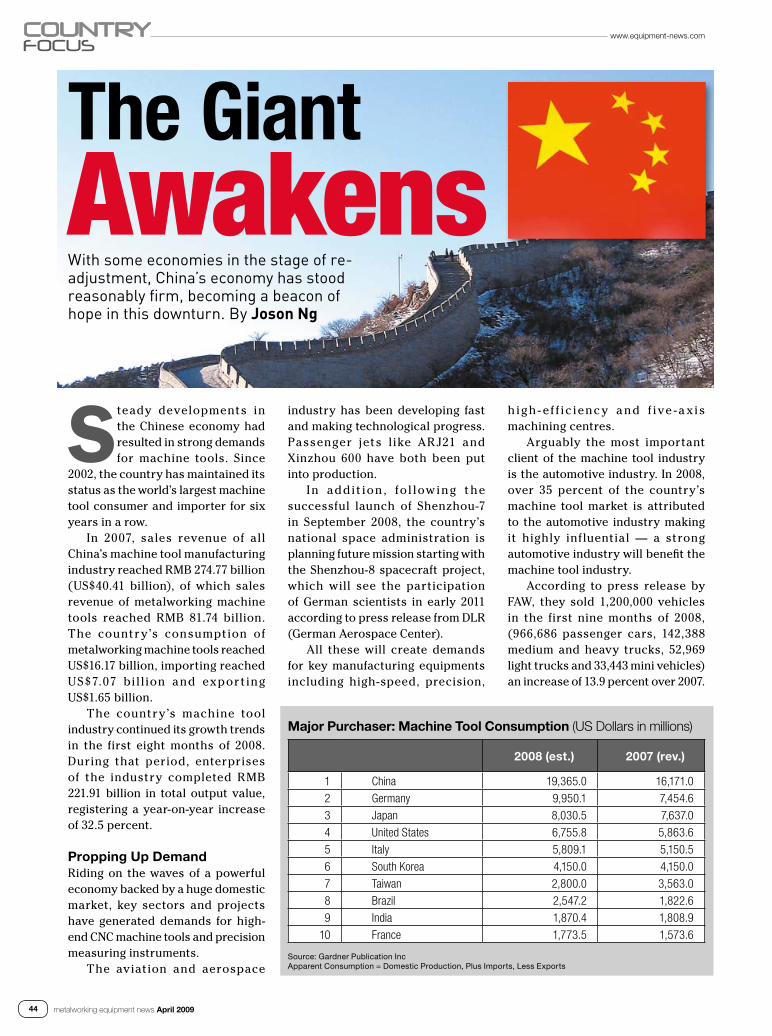
www.equipment-news.com
metalworking equipment news April 200944
CountryFoCus
With some economies in the stage of re-adjustment, China’s economy has stood reasonably firm, becoming a beacon of hope in this downturn. By Joson Ng
The Giant
Steady developments in the Chinese economy had resulted in strong demands for machine tools. Since
2002, the country has maintained its status as the world’s largest machine tool consumer and importer for six years in a row.
In 2007, sales revenue of all China’s machine tool manufacturing industry reached RMB 274.77 billion (US$40.41 billion), of which sales revenue of metalworking machine tools reached RMB 81.74 billion. The country’s consumption of metalworking machine tools reached US$16.17 billion, importing reached US$7.07 bi l l ion and export ing US$1.65 billion.
The country’s machine tool industry continued its growth trends in the first eight months of 2008. During that period, enterprises of the industry completed RMB 221.91 billion in total output value, registering a year-on-year increase of 32.5 percent.
Propping Up DemandRiding on the waves of a powerful economy backed by a huge domestic market, key sectors and projects have generated demands for high-end CNC machine tools and precision measuring instruments.
The aviation and aerospace
h igh - e f f ic ienc y a nd f ive - a x is machining centres.
Arguably the most important client of the machine tool industry is the automotive industry. In 2008, over 35 percent of the country’s machine tool market is attributed to the automotive industry making it highly influential — a strong automotive industry will benefit the machine tool industry.
According to press release by FAW, they sold 1,200,000 vehicles in the first nine months of 2008, (966,686 passenger cars, 142,388 medium and heavy trucks, 52,969 light trucks and 33,443 mini vehicles) an increase of 13.9 percent over 2007.
Awakens
Major Purchaser: Machine Tool Consumption (US Dollars in millions)
industry has been developing fast and making technological progress. Passenger jets l ike AR J21 and Xinzhou 600 have both been put into production.
In addit ion , fo l low ing the successful launch of Shenzhou-7 in September 2008, the country’s national space administration is planning future mission starting with the Shenzhou-8 spacecraft project, which will see the participation of German scientists in early 2011 according to press release from DLR (German Aerospace Center).
All these will create demands for key manufacturing equipments including high-speed, precision,
Source: Gardner Publication IncApparent Consumption = Domestic Production, Plus Imports, Less Exports
2008 (est.) 2007 (rev.)
1 China 19,365.0 16,171.0
2 Germany 9,950.1 7,454.6
3 Japan 8,030.5 7,637.0
4 United States 6,755.8 5,863.6
5 Italy 5,809.1 5,150.5
6 South Korea 4,150.0 4,150.0
7 Taiwan 2,800.0 3,563.0
8 Brazil 2,547.2 1,822.6
9 India 1,870.4 1,808.9
10 France 1,773.5 1,573.6
ENQUIRY NO 043
www.smartscope.com.sg
21 Tannery Road, Singapore 347733Tel: (65) 6741 8880 Fax: (65) 6741 8998 Email: [email protected]
Singapore. Malaysia. Thailand. Indonesia. Philippines. Vietnam. Hong Kong. Taiwan. South China. India. Australia. New Zealand.
Do you think all measuring systems are identical? That is not true. Look closer at SmartScope® dimensional measuring systems from Optical Gaging Products (OGP®), and you will see the difference. OGP is a world leader in video and multisensory metrology, and our machines can measure a variety of parts with optical, laser, touch probe, and micro-sensor technology. With tens of thousands of OGP systems installed in more than 65 countries, manufacturers everywhere rely in OGP systems and trust us for expert advice and service, for innovation, for productivity, and for reliability. See for yourself how OGP can help you solve your measurement challenges.
Measure-X®Intuitive yet powerful metrology software,
now with a choice of user interfaces
SmartScope CNC 500Large measurement capacity and rigid,
stable bridge design
SmartScope ZIP 250The worldwide standard for benchtop
video and multisensory metrology
SmartScope CNC 300Full multisensory compatibility in an
industry-favorite benchtop system

www.equipment-news.com
metalworking equipment news April 200946
CountryFoCus
The strong showing from one of the major automobile manufacturers in China will no doubt boost the machine tool industry.
From January to July in 2008, automobile production and sales were both nearly six million units, of which, there are 80 models making their debut. The investment and development planning of domestic automotive industry indicate that production scale will be further e x pa nde d. T he new wave o f development in the auto-industry requires a great number of machining tools and machines.
The Chinese PieWith a population of 1.3 billion, the country represents a fifth of the world’s population. To the business minded, this is a huge market with enormous potential that cannot be ignored. It is therefore not surprising that companies from countries a ll over the world are making investments in China.
D u r i n g t he re ce nt Ta ip e i International Machine Tool Show (Timtos), Asia Pacific Metalworking Equipment News caught up with some of the Taiwanese machine manufacturers to gather their views on the Chinese machine tool market and the business sentiment in general.
“The Chinese market used to contribute five percent to our annual sales, but it has since risen to 30 percent,” says Dr Hank Pu, president of Yida precision machinery. “There are many big projects in China at the moment and we are hoping to benefit from those projects by securing more orders, building on the success of our horizontal machining centres which are the best selling machine for us in the Chinese market at the moment,” he adds.
Echoing the same sentiments is Mark Seng, Asia operations manager, Hurco SEA.
“We are hoping to gain a bigger piece of the market share during this downtime, as such, we are setting up three direct trading offices in Shanghai, Shenzhen and Guangzhou.
This is indicative of the importance of the Chinese market to us,” he says.
In order to take full advantage of lower labour cost, some companies are setting up factories in the middle kingdom. Take for instance, Chi-Fa Machinery Manufacturer of Taiwan. They are adding to their original facility in Shanghai with a processing factory in Tianjin, which is estimated to be ready come July 2009, according to Mocha Chen, sales manager, Chi-Fa.
He adds: “The Chinese market is high up in our list, it is about 11 to 15 percent of our annual sales. Depending on which part of the market you are targeting, the level of competition varies. If for instance, you are building machines with average capabilities, the competition will be intense compared to high tech machines.”
In BusinessThe nature and idiosyncrasies of the Chinese business environment can bamboozle even some of the seasoned pros. With the country opening its doors to foreign investors, there is plenty of chance for business, to make mistakes and to learn.
A fast changing environment in more ways than one, this is sometimes the main challenge encountered in doing business in China.
“There is a saying in China that suggests that changes to the landscape are so quick that you can see a 500km highway sprouting out from nowhere within a year,” says William Wang, chief executive,
sales and marketing department, Everising Machine. The quick changing nature of the country does not consign itself to the landscape. It applies to the people and business sentiment as well.
“The people learn fast and react to changes fast as well. In addition, the policies have a certain fluid nature attached to it which can be good or not so good at times,” he concludes.
A big part of business is networking; China is no exception in this aspect. Mr Seng says: “Networking is of immense importance in China where it is very competitive in terms of pricing.”
In light of the global slowdown, the Chinese government is trying their best to boost the economy; their economic stimulus package focuses on the construction of infrastructures like railways and roads. On the other hand, they are also encouraging automotive industry which will have a healthy spillover effect to the metalworking industry.
With some economies in a frantic stage of re-adjustment, the country’s economy has stood reasonably strong, becoming a beacon of hope in this storm for some of the machine manufacturers. “There is still energy in China compared to other areas where the market is very quiet at the moment,” says Mr Chen. Comparable to the Great Wall, the Chinese machine tool industry is standing firm, withstanding the constant battlement of the elements. MEN
Enquiry No. 3501
The production of commercial jets like ARJ21 has contributed to the demand of machine tools in China.
Offset Centerline Caliper
Offset Caliper
Point Jaw Type
Inside Caliper
Neck Caliper
Digimatic Caliper**Models without SPC output available
Measuring range 150mm 200mm 6” 8”
Resolution 0.01mm 0.0005” / 0.01mm
Repeatability 0.01mm 0.0005” / 0.01mm
Max. response speed Not applicable (No counting zero)
LCD display 5-digit display, 7.5mm text height
Functions ORIGIN, (in/mm)
Alarms Battery voltage low, dirt alarm
Features• Mitutoyo patented ABSOLUTE scale eliminates troublesome task to
set origin so you can start measuring without delay.• IP67 standard certified by Germany accreditation organization TUV
Rheinland for dust & waterproof in harsh working environment.• Significantly improved battery life of up to 3 years under normal use.
Mitutoyo Asia Pacific Pte LtdCompany Reg No. 892/1978-N24 Kallang Avenue, Mitutoyo Building, Singapore 339415Tel:(65)6294 2211 Fax:(65)6299 6666 E-mail: [email protected] http://www.mitutoyo.com.sgMitutoyo (Malaysia) Sdn. Bhd.Tel: (60)3-7845 9318 Fax: (60)3-7845 9346M(M)S.B. - Penang Branch Tel: (60)4-641 1998 Fax: (60)4-641 2998M(M)S.B. - Johor Branch Tel: (60)7-352 1626 Fax: (60)7-352 1628
Mitutoyo (Thailand) Co., Ltd.Tel: (66)2-521 6130 Fax: (66)2-521 6136MTC - Cholburi Branch Tel: (66)3-834 5783 Fax: (66)3-834 5788MTC - Amata Nakorn Branch Tel: (66)3-846 8976 Fax: (66)3-846 8978
PT. Mitutoyo IndonesiaTel: (62)21-898 0841 Fax: ( 62)21-898 0842
Philippine Representative OfficeTel: (63)2-842 9305 Fax: (63)2-842 9307
Ho Chi Minh City Rep. OfficeTel: (84)8-3517 4561 Fax: (84)8-3517 4582
Hanoi Representative Office Tel: (84)4-3768 8963 Fax: (84)4-3768 8960
Series 500 & 573 ABSOLUTE Digimatic Calipers
Equipment news.indd 1 3/13/2009 10:06:01 AM
ENQ
UIR
Y N
O
05
0

www.equipment-news.com
metalworking equipment news April 200948
Voiceoftheindustry
In the current economic scenario, the word ‘recession’ has been the most discussed topic among the business community. There
has been a lot of references made to market downturns way back to the great recession in the 1920s, the oil crisis in 1973, the Asian financial crisis in 1997, the SARS epidemic in 2004 and so on.
In the past the downturns were highly localised to certain geographical areas. What we are experiencing today is far more global in nature and this requires a more prudent approach to how we address the current scenario.
This is an orchestrated and synchronised recession. We can adopt either the wait and see attitude, wait hopefully for a couple of years for the situation to improve or to recognise the limited business space and how we can explore the opportunities and create new business avenues.
Lean ManufacturingWe can look at what is internal to the organisation and what can be done external to the organisation. It is human weakness to pamper oneself as we ride on the success. Along with the wealth we also inherit assets, policies and practices. The irrational policies and views camouflage the judgement required to see what is right and wrong in accumulating assets and manpower.
The current economic condition does not allow inefficiency. If we
want to be fit, we have to be nimble. What we binge, we have to purge. In advocating such a philosophy we have to identify key processes and how the current costs are distributed across these processes in order to work out the revenue model.
In a typica l manufactur ing organisation the manpower costs is about five to eight percent and even smaller in larger companies. Just to look at savings from trimming manpower, we do not address more than 90 percent of our costs of operation.
There are areas that require closer attent ion, for example tooling, whether it is proportionate to the current business volume, the operat ing hours, coola nt management, a ir- condit ioning management, power management and transport management.
Organisations have to be nimble to become a ‘lean’ manufacturing unit. The term ‘lean’ does not confine itself only to manufacturing. How ‘lean’ are we in many of the support functions like purchasing, logistics, marketing, sales, finance, service and manufacturing?
Just like when we fully utilise a S$0.50 pencil by sharpening up to the very end, should we throw away blunt drills, end mills and reamers? It would be logical to look at how these tools can be reused with marginal re-sharpening costs.
Cash RichEver since the advent of office
Shedding excess weight takes on added importance during this difficult period. By K S Sankaran, chief operating officer for business development, Makino Asia.
WeightTheIs Over

April 2009 metalworking equipment news
www.equipment-news.com
49
Voiceoftheindustry
MEN
automation, ERP system or other modules, we continue to have segregated functions. How multi tasking are we? Purchasing function that is pa r t ia l ly negot iat ion, par t ia l ly judgement based on numbers, dollars and inventory can take on new functions.
Instead of looking at finance t ra d i t io n a l l y a s f u nc t io n o f wage administration, accounts receivables and payables, how can we use their skill with reference to cost of money, costs of space, costs of inventory and costs of collection? How seamlessly can they tie up with sales and purchasing so that the intangibles get quantified and taken as priority.
One instance, companies that are cash rich can help to pay their vendors much earlier who might have been cash strapped with special discounts. It is a win-win situation for both parties. The costs of material is lowered for the former, the costs of borrowing are minimised for the latter.
Trimming Right AreasDuring the crunch we cut down on overtime costs, but the options we explore to lower costs must be holistic in nature. We used to have a three shift and two shift operations in our factory.
While it is very easy to scale dow n t he nu mb er o f p e ople operating in second and third shifts to be consistent with the volume of production, a further investigation
showed us that the costs of air conditioning of the facility and other support costs was several fold higher than the overtime costs. Hence it would be prudent to operate in one shift even with overtime.
W hi le we invest igated the consumption of lubricants and oils in our company, which over a period of time has grown in volume but is not consistent with the technology.
For example, about 40 percent processes run dry and the balance 60 percent run with coolant. A simple check over a period of time has shown that 20 to 25 percent of the coolant is carried away with the machines chip. Identifying this lacuna in the coolant management and dealing with it efficiently has led to recovery in costs to the extent of 30 percent.
In capital goods industry the packaging costs is a significant part of the total costs. Recycling of packing material is equally important in lowering the costs of goods. Container shipments, with the goods
scientifically packed to full capacity can assist to lower costs up to six to eight percent.
Moving OnIn the 1980’s, computers and networked printers became the industry norm, as paperless offices were intended. When the faster and cheaper printers consumed more paper, email became the default mode of communication. Instead of locking ourselves to a PC, we need to spend more time with our customers and help create value for our organisations.
Today we are in a collective crisis and the only hope is innovation. Human kind has weathered many natural disasters. We may not have a situation of bottoming out like any other localised meltdown. The economy will reset at a certain level and we need to start from scratch from there. It is a wakeup call for all to venture into unexplored areas.
Enquiry No. 3601
A more holistic approach is needed to lower operating costs.
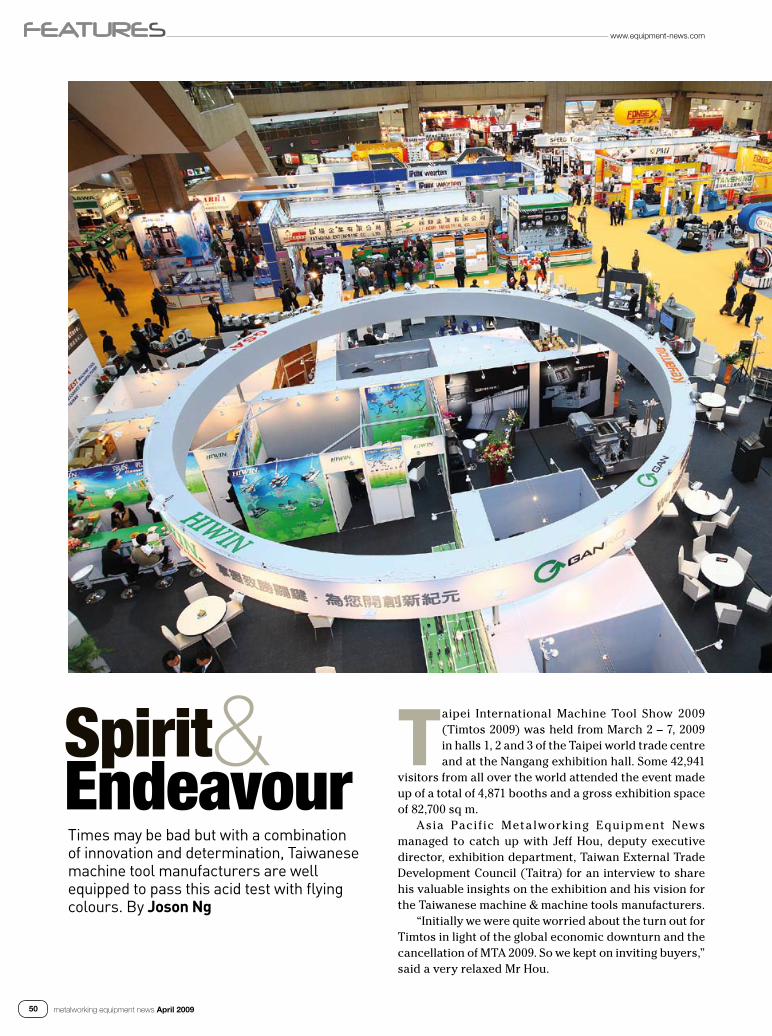
www.equipment-news.com
metalworking equipment news April 200950
features
Taipei International Machine Tool Show 2009 (Timtos 2009) was held from March 2 – 7, 2009 in halls 1, 2 and 3 of the Taipei world trade centre and at the Nangang exhibition hall. Some 42,941
visitors from all over the world attended the event made up of a total of 4,871 booths and a gross exhibition space of 82,700 sq m.
Asia Pacif ic Meta lwork ing Equipment News managed to catch up with Jeff Hou, deputy executive director, exhibition department, Taiwan External Trade Development Council (Taitra) for an interview to share his valuable insights on the exhibition and his vision for the Taiwanese machine & machine tools manufacturers.
“Initially we were quite worried about the turn out for Timtos in light of the global economic downturn and the cancellation of MTA 2009. So we kept on inviting buyers,” said a very relaxed Mr Hou.
Times may be bad but with a combination of innovation and determination, Taiwanese machine tool manufacturers are well equipped to pass this acid test with flying colours. By Joson Ng
& SpiritEndeavour

April 2009 metalworking equipment news
www.equipment-news.com
51
features
“Despite our best efforts, the number of foreign buyers suffered a drop of 7.6 percent on the opening day but the figure rebounded on the second day, posting a 1.1 percent increase. As for local buyers, the numbers were up for both days by 52 and 48 percent respectively compared to the previous show. These figures have certainly warmed our hearts as our efforts have paid off,” he added with a wide smile.
Sweating For SuccessHard work is very much the key to organise an event like Timtos. From the organising committee right to the service staff, their commitment to the cause can be seen on a daily basis.
“I believe an event like this plays an important role in promoting and opening up opportunities for Taiwanese machine and machine tool makers. Our machines are 80 percent, if not as good as the machines manufactured by European producers. We however hold an advantage
Jeff Hou
over them with competitive pricing. So in a way, Timtos provides a platform for international buyers to come have a look at high quality machines at affordable price. This may be why the turn out is good so far despite the economic tsunami,” he commented.
In an ever changing and competitive world, each event has to define its own identity and this is no different for Timtos. Mr Hou felt that Timtos has a more international feel to it. “We cater for both local and international buyers and exhibitors compared to other events in the region which tend to be less diverse. For instance, other events, I personally feel, concentrate more on their domestic market.”
Apart from organising events and exhibitions, Taitra have also spared no effort in helping the Taiwanese manufacturers tide over these difficult times. Mr Hou said: “We put in a lot more effort compared to the last Timtos in 2007. In addition to buyers who came in the past, we also scoured databases and used Taitra’s network of 53 overseas branch offices to look for new international buyers. To sweeten the deal for potential buyers, Taitra offered incentives to entice them to attend.”
Taitra will not be resting on their laurels after Timtos, they frequently organise activities for the Taiwanese manufacturers to promote them to the world. They are currently inviting manufacturers to sign up for other international shows in Japan, China and Europe.
With Taitra offering strong support, the Taiwanese machine and machine tool manufacturers should be able to face the uncertainties with more confidence.
Enquiry No. 3701
The 14th Taipei International Machine
Tool Show (Timtos 2009) came to an end
on March 7. The event received nearly
39,000 domestic visitors, up 37 percent
compared to 2008. In addition, the show
also received a total of 4,232 overseas
participants, up 1.2 percent from last
year. The largest contingents of overseas
participants were from China, Japan,
Korea, Malaysia and the US respectively;
buyers from emerging markets accounted
for around 30 percent of the total.
To encourage manufacturers to
focus on ongoing innovation and the
development of new products, an award
for excellence in research and innovation
was included in this year’s event. A total
of 14 products received awards. The next
Timtos, which will be held in March 2011,
is expected to take the exhibition to a
higher level of perfection, stimulating the
creation of business opportunities.
TIMTOS2009

www.equipment-news.com
metalworking equipment news April 200952
Chi-Fa (Twinhorn) Machinery Manufacturer:
Total SolutionTapping their expertise in machining, Chi-Fa is able to provide another dimension to customer service.
The concept of constant learning and skills upgrading is widely practised in Chi-Fa.
“We constantly upgrade our skill. As there are many machine manufacturers in Taiwan, it would be very difficult to survive if you are standing still,” said the bespectacled soft-spoken Mr Mocha Chen, sales manager.
“In addition, innovation is key—we jointly produce some machines with Japanese manufacturers, gaining valuable insights to improve ourselves. On the other hand, we made some of our machines as compact as possible, making them suitable for land scarce countries like Singapore, Taiwan and Japan,” he added.
Given the current economic climate, it is wise to provide value added services. With this in mind, the company embarked on the concept of total solution.
Mr Chen explained: “We used our know-how as a former metal parts producer to design and make fixtures and moulds to complement our machines for our customers. With custom made fixtures, process efficiency increases and hopefully we can help our customers lower their costs. We believe it is a waste to only be able to manufacture a portion of a part and have to send it somewhere else to finish the job. That is why we came up with the concept of total solution,” he concluded.
Enquiry No. 3702
Everising Machine:
Focus On Core BusinessEquippEd with a never-ending thirst for knowledge, Everising is not afraid to apply what they have learned.
In light of the financial crisis, Everising intends to stay focused and do what it does best— produce band saw machines.
“We would like to focus on our core business,” said William Wang, chief executive, sales and marketing department, Everising Machine.
“As such, we will concentrate on R&D because we are facing stiff competitions from China and Eastern European countries who obviously have a cost advantage over us. In addition, we have to improve our services to our customers. That is always our goal here,” he explained.
In order to improve their technical and R&D ability, they have co-operated with European and Japanese manufacturers over the years.
Boasting an impressive network of agents in over 40 countries worldwide, Mr Wang expects more than closing sales from them. “We conduct training for our overseas agents so they can better service our overseas customers. We do not stop there though; we also recommend suitable tools for our customer. This is what we like to call complete service,” he said.
Despite the on-going global financial downturn, Mr Wang remains positive. “No doubt 2009 will be a very tough year, but the market in China is not that bad compared to Europe and the US. As a result, we hope to pick up some sales from China,” he mused.
Enquiry No. 3703
Look w it h in be fore look ing outwards as a strong foundation is crucial in difficult times.
Facing the worldwide downturn, Steven Yeh, MD, Everox Industrial has taken the pragmatic approach. “We have no control as this is a worldwide problem, what we can do however is to lower our cost and in doing so, strengthen ourselves for the storm ahead. There is not much to do but to wait for the situation to get better,” he said philosophically.
While doing so, he has not forgotten about his customers. Everox is looking to concentrate on the technical side of things. They will consult technical experts to design and build good quality machines for their customers. In doing so, he hopes to gain their trust.
“Technical development is key, there is not much point getting caught up in price battles,” he concluded.
Enquiry No. 3704
Everox Industrial: Strong Base
Steven Yeh
features
William Wang
Mocha Chen
Mitutoyo (Malaysia) Sdn. Bhd.Tel: (60)3-7845 9318 Fax: (60)3-7845 9346
Mitutoyo Asia Pacific Pte. Ltd.Company Reg No. 892/1978-N24 Kallang Avenue, Mitutoyo Building, Singapore 339415 Tel : (65)6294 2211 Fax : (65)6299 6666 E-mail : [email protected] http://www.mitutoyo.com.sg
Mitutoyo (Thailand) Co., Ltd.Tel: (66)2-521 6130 Fax: (66)2-521 6136
Ho Chi Minh City Rep. Office
Tel: (84)8-3517 4561 Fax: (84)8-3517 4582
Hanoi Representative Office
Tel: (84)4-3768 8963 Fax: (84)4-3768 8960 M(M)S.B. - Johor Branch Tel: (60)7-352 1626 Fax: (60)7-352 1628
M(M)S.B. - Penang Branch Tel: (60)4-641 1998 Fax: (60)4-641 2998
MTC - Cholburi Branch Tel: (66)3-834 5783 Fax: (66)3-834 5788MTC - Amata Nakorn Branch Tel: (66)3-846 8976 Fax: (66)3-846 8978
PT. Mitutoyo Indonesia
Tel: (62)21-898 0841 Fax: (62)21-898 0842
Philippine Representative Office
Tel: (63)2-842 9305 Fax: (63)2-842 9307
l Affordableprice.l Userfriendlyoperation.l HighAccuracy.l LargeLCDPanel.l Replacementofbasicmeasuringtools.l Compactdesignmeanssmallinstallationspace.l Built-inhighgradethermalprinterwhichprints outmeasurementresultsandrecordedprofiles ondemand.
Four easy steps to measurement
Press the [CONDITION (setup recall)] button, as needed.
Clamp the workpiece to the jig.
Bring the detector into contact with the workpiece.
3 41 2
Type of Tolerance
Characteristic/Symbol
Measurement Method
Form
Roundness
Flatness
Location
Concentricity
Coaxiality
Runout
Circular runout
Types of Analysis Features
High-Precision Roundtest Measuring Machine
Press the [START] button.
CNC Form Apr'09.indd 1 3/12/09 10:39:44 AM
ENQ
UIR
Y N
O
05
1

www.equipment-news.com
metalworking equipment news April 200954
features
Hartford: Managing For Successg o o d m a n a g e m e n t within an organisation is key to success.
According to Daniel Lu, senior marketing manager, export market, Hartford, competition is intensifying year by year. In order to stay ahead, Hartford has innovated in two areas—in management and in technology.
For the technical side of things, they intend to gather feedback from customers and make improvements to their machines. In order to do so, they must have a strong sales and marketing department, which plays a very important role between themselves and their customers. In addition, they also provide training for their customers.
“We train our agents for the benefit of our overseas clients. This local support is crucial as typically, machine life goes up to 20 years and so 20 years of maintenance is required. We send our technicians to our agents to update them and refresh their skills annually, so they can in turn provide better service to our customers,” he said.
Enquiry No. 3705
Jinn Fa Machine Industrial:
Next Stop, Versatility
BuiLding a meaningful relationship with customers in lean times are a number of things Hurco Taiwan are looking to do now to hopefully get themselves in pole position when the good times are back.
Contrary to other machine makers, Hurco is still developing new machines and planning to launch a few models this year. Carl Hsiung, sales manager, Hurco Taiwan explained: “We have received a few enquires
during the show so far and we will try our best to turn them into business for the company.”
Apart from building new machines, Hurco Taiwan is also helping their existing customers rediscover their machine.
“We are visiting our customers to conduct refresher courses for them. We feel only when they are 100 percent sure on how to use our machines, then they can fully benefit from them,” said Mark Seng, Asia operations manager, Hurco SEA.
Another step the company has taken to build relations with customers is the establishment of showrooms in Taiwan. “Regular training sessions are held in these showrooms to help our customers explore the capabilities of our machines to its entirety,” he mentioned.
Both conceded that 2009 will be a year for consolidation and they hope to be the first on their customers’ mind when they are looking to invest again when the good times come.
Enquiry No. 3707
a holistic approach is in order for this machine maker as they try to conquer a piece of the market.
Innovation is often an important part to success especially in the machinery manufacturing business. Jinn Fa has taken an interesting approach in producing versatile machines to cater for a large part of the market.
In addition, increasing productivity for its customer is of utmost importance for Jinn Fa. Jinn Fa-Huang, president, Jinn Fa Machine Industrial said: “Time is money. We focus on producing machines of high efficiency. If we can reduce the machining time from 60 to 40 seconds, we have increased productivity by a third.”
Enquiry No. 3706
Daniel Lu Jinn Fa-Huang
Carl Hsiung(L), Mark Seng(R)
Hurco Taiwan: Waiting For The Right Time

April 2009 metalworking equipment news
www.equipment-news.com
55
Pinnacle Machine Tool:
Flexibility Required
ThE ability to change with times and react to changes is key for success.
There is an on-going process for self-improvement in Pinnacle. The company is always looking to bring in new technology from beyond their shores and fuse it with ideas gathered from customers’ feedback in their R&D laboratory. “As we are smaller, we are more sensitive to market changes and can react faster and accordingly,” said Allen Hsieh, GM, Pinnacle Machine Tool.
Not satisfied with just producing quality products, they are looking to embark on a marketing drive. The company is targeting the European market and the medical industry. They are looking to advertise and participate in overseas exhibitions.
Reacting to the current situation, the company is taking steps to help their customers. “We are offering period extension for payments and providing better service to our customers. They can call us anytime,” he concluded.
Enquiry No. 3708
Renishaw (Taiwan):
Investing In Innovationin line with the company’s slogan, Renishaw continues to innovate and exudes confidence, which can be felt by its customers.
“Apply innovation, that’s what we are all about,” declared Steve Bell, MD, Renishaw (Taiwan) as he proudly pointed at the company logo.
No stranger to innovation, the company spends 30 to 40 percent of their turnover on R&D according to Mr Bell, making it the biggest area of expenditure. In addition to technological innovation, the company has also launched a campaign with a twist in Taiwan.
As Mr Bell explained, “We are launching a campaign to help our customers—by showing them how to use the probe correctly and how we can help them improve through put, ultimately saving money. Set up time is reduced; accuracy is improved along with quality.”
Here comes the twist—“we install the product, provide them with training and three months later, we return to see if there are any improvements. If there are none, we will take our equipment back and give them a full refund. One of the reason for doing this is we want to show them that we have great confidence in our product. We did this in the UK and no one returned the product,” he said.
Enquiry No. 3709
TEchnoLogicaL advancement, price and services are undoubtedly the important elements in making a sale but product image is also important to Tailift.
Ting Hao Lin, executive secretary, Tailift said: “We try to build an image for ourselves by styling our machines in a certain way. I remembered during Euroblech, some of the visitors did not believe we are a Taiwanese manufacturer as our designs are different.” He was however quick to add that packaging is built on the foundation of good service and technology.
Steve Bell
U n d e r s t a n d i n g w h a t t h e customers want is also important in this business. “We are flexible and we understand what our customers want. We make adjustments quickly and try to be as meticulous as possible in providing customer support, as we believe in quality rather than quantity. Customers can easily pick up on this and this puts them at ease straight away as they feel that they have the backing of the manufacturer,” he said.
Tailift are now talking to some of their customers directly to try to establish direct contact and foster
better working relationships. This is helpful in their quest to build up their reputation in the world market.
Enquiry No. 3710
Ting Hao Lin
features
Allen Hsieh
Tailift Group: Generating Lift

www.equipment-news.com
metalworking equipment news April 200956
Mike Lo
comBining a few machines into one, using robots to aid machining are in vogue in Yida precision machinery now.
A strong believer of collecting data from end users, Dr Hank Pu, president, Yida precision machinery is using them to good effect.
“From the feedback we gathered, we decided to make more multi functional machines. Customers can then make parts in one machine without having to transfer them to other machines,” he said.
“As labour cost is high especially in countries like the US, we are looking to incorporate robotic system into our machines. We hope to use one robot to manage four to five machines,” he added.
As the market is quiet at the moment, Yida would like to pay more attention to the existing customers. “We would like to let them know that we are here to help. Throughout the world, we have service centres and we also have six service engineers who call on our customers regularly,” he commented.
Trumpf Taiwan Industries: Power Up
a blend of technological pursuit and comprehensive customer service has made Trumpf Taiwan a reliable partner.
Innovation is the vanguard in the business of Trumpf Taiwan. This is evident as the company sets aside seven to eight percent of its annual turnover to R&D according to Mike Lo, manager, product management and marketing, Trumpf Taiwan Industries. “In line with our slogan in Euroblech,
we have included new technology and even new colour to our machines.”
The company is a lso on a quest to train their customers in Ta iwan. “ In the past, our customers are on three shifts a nd work ing 24/7, around the clock. It was difficult to get hold of them. Now for better or worse, with
the downturn, they have a bit more time, giving us the ideal opportunity to train them. We have invited programmers from all over Taiwan to familiarise them with the software updates,” he mentioned
This year, Trumpf Taiwan is also organising punching, laser cutting and bending application seminars for their customers. In addition, they have opened a training and application centre in Taoyuan. Finally, they have a
bi-monthly open house and so far, responses have been good.
Appreciating the situation most customers are in now, the company has come up with ways to help their customers cushion the blow. They are providing financial support for their customers by helping them get loans from local banks.
C o m m e n t i n g o n t h e strength of Taiwanese machine manufacturers, Mr Lo said: “F lexibil ity is our greatest strength. Taiwanese makers can respond to market demands faster. Part of the reason is the availability of many satellite-machining shops. Many jobs can be outsourced as opposed to doing it yourself. As long as you have an idea and a plan, you can get the machining shops to make the parts for you. I have not seen this in other places. I believe this is special to Taiwan,” he concluded.
Enquiry No. 3711
Yida Precision Machinery: Integration = Innovation
For Dr Pu, he feels that the greatest trait of Taiwanese machine maker is their open mind. They have no qualms about joining forces with other companies to come up with new design. It is exactly this trait that is driving Yida towards greater innovation.
Enquiry No. 3712
Dr Hank Pu
features
MEN
ENQUIRY NO 041
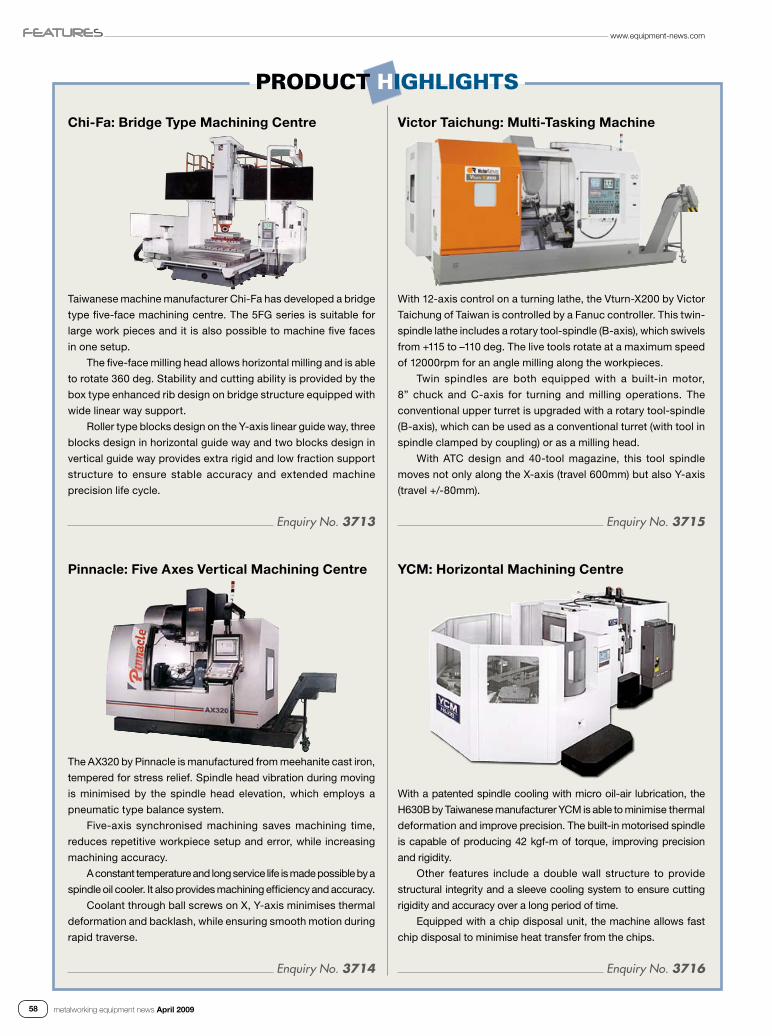
www.equipment-news.com
metalworking equipment news April 200958
Pinnacle: Five Axes Vertical Machining Centre
The AX320 by Pinnacle is manufactured from meehanite cast iron,
tempered for stress relief. Spindle head vibration during moving
is minimised by the spindle head elevation, which employs a
pneumatic type balance system.
Five-axis synchronised machining saves machining time,
reduces repetitive workpiece setup and error, while increasing
machining accuracy.
A constant temperature and long service life is made possible by a
spindle oil cooler. It also provides machining efficiency and accuracy.
Coolant through ball screws on X, Y-axis minimises thermal
deformation and backlash, while ensuring smooth motion during
rapid traverse.
Enquiry No. 3714
YCM: Horizontal Machining Centre
Victor Taichung: Multi-Tasking Machine
With 12-axis control on a turning lathe, the Vturn-X200 by Victor
Taichung of Taiwan is controlled by a Fanuc controller. This twin-
spindle lathe includes a rotary tool-spindle (B-axis), which swivels
from +115 to –110 deg. The live tools rotate at a maximum speed
of 12000rpm for an angle milling along the workpieces.
Twin spindles are both equipped with a built-in motor,
8” chuck and C-axis for turning and milling operations. The
conventional upper turret is upgraded with a rotary tool-spindle
(B-axis), which can be used as a conventional turret (with tool in
spindle clamped by coupling) or as a milling head.
With ATC design and 40-tool magazine, this tool spindle
moves not only along the X-axis (travel 600mm) but also Y-axis
(travel +/-80mm).
Enquiry No. 3715
With a patented spindle cooling with micro oil-air lubrication, the
H630B by Taiwanese manufacturer YCM is able to minimise thermal
deformation and improve precision. The built-in motorised spindle
is capable of producing 42 kgf-m of torque, improving precision
and rigidity.
Other features include a double wall structure to provide
structural integrity and a sleeve cooling system to ensure cutting
rigidity and accuracy over a long period of time.
Equipped with a chip disposal unit, the machine allows fast
chip disposal to minimise heat transfer from the chips.
Enquiry No. 3716
Chi-Fa: Bridge Type Machining Centre
Taiwanese machine manufacturer Chi-Fa has developed a bridge
type five-face machining centre. The 5FG series is suitable for
large work pieces and it is also possible to machine five faces
in one setup.
The five-face milling head allows horizontal milling and is able
to rotate 360 deg. Stability and cutting ability is provided by the
box type enhanced rib design on bridge structure equipped with
wide linear way support.
Roller type blocks design on the Y-axis linear guide way, three
blocks design in horizontal guide way and two blocks design in
vertical guide way provides extra rigid and low fraction support
structure to ensure stable accuracy and extended machine
precision life cycle.
Enquiry No. 3713
features
Product HigHligHts

ENQUIRY NO 006

www.equipment-news.com
metalworking equipment news April 200960
features
Armando PereiraHead of Market Region South AsiaGF AgieCharmilles
www.equipment-news.com
WiGF AgieCharmilles:

April 2009 metalworking equipment news
www.equipment-news.com
61
features
means that when we work with our customers in the first and second level of subcontracting, we can be a real partner to them and are able to anticipate their needs and provide them the necessary resource,” he says.
Besides being already a well recognised specialist in the tool and mould-making industry and, to manufacturers of precision and high-value parts in this region, the company is also known experts in technologies relating to electro erosion, high-speed and high-performance milling as well as automation.
“ W hat ma ke s us d i f ferent from our competitors? We help our customers grow – to provide solutions and, by offering a higher level of intelligence.” He adds: “We are not only focussed on machines; we are focussed on technology and solutions – new innovative products are in the pipeline to improve traditional production methods – this will be exciting times for GF AgieCharmilles. We see ourselves taking more market share.”
Zoomed InThe rapid expansion of its position in China and other growth markets of Asia and Eastern Europe called for added manpower. When the opportunity called for a larger Asian presence, he was the prime candidate for the job.
“The territory became too big to manage and we want to focus in this region because of its growth potentials.” Mr Pereira looks after the full activity for the Group including milling, EDM and other services. The company also offers a range of services supporting manufacturers of mould and tool making products and companies producing precision parts from future-proof materials during the entire life of their machines.
He adds: “GF AgieCharmilles historically has a clear dominant role and has more high tech customers in this area. As our customers are more innovative in the market, today we are probably suffering less than the competition.”
The company aims to reinforce its leadership in South China as the market remains one of the most potential in all Asia while expansion plans are on the drawing board for India – even as it focuses its marketing activities in Singapore and Malaysia. “We are driven by technology and innovation, our focus will be maintained in this area. It is a natural move for us to reinforce our position in the market,” he adds.
GF AgieCharmilles as a group believes in investing in its core technology. “We spend more than 10 percent of our resources in development – in Switzerland and in other countries in Europe,” says Mr Pereira.
Source Of StrengthHe adds that GF AgieCharmilles can be considered a local supplier anywhere around the world as its customers get the full support – as if they were situated next door to its headquarters in Switzerland. “Our staff are dedicated engineers with more than seven to eight years with the company. They have a lot of experience and have yearly intensive training from our HQ. Wherever our customers operate in the world, they benefit from the presence of our staff, from our reliability and the values of our Swiss origin.”
GF A g ieCha rmil les is a lso
There’s change in the air ever y where . From t he newly elected US President O b a m a’s c a mp a i g n o f
change, through the ever-changing scenario of today’s economic climate. Certainly, change is in the air for GF AgieCharmilles, the worldwide provider of machine tools too. Its newly appointed Head of Market Region South Asia, Armando Pereira, says: “My goal is to change, at our speed or faster than our market.”
Mr Pereira brings with him a promise of a faster way of doing things. “My way of managing will be different – to be more customer centric, to understand faster the expectations of our customers,” he adds.
The 48-year-old Spaniard is a Swiss citizen living in Geneva for the past four decades. Based in Singapore as of January 1 this year, his promise of change will affect the south Asian region defined as the territories of South China, Vietnam, Taiwan, Thailand, Malaysia, Singapore, Indonesia and India.
Climate Of ChangeChange, he admits is a product of the current economic crisis, but just as significantly important, GF AgieCharmilles will be putting more intelligence in the market. “This will allow us to anticipate what the big brands are willing to do. This
OF CHANGEA focus on the growth potentials in the region brings a revitalised GF AgieCharmilles to the fore. By Eileen Chan
www.equipment-news.com
nds

www.equipment-news.com
metalworking equipment news April 200962
reinforcing its position in high quality moulds for different industries eg: mobile phone and in electronic field – as the requirements are higher due to complexity of parts. “We are able to provide more accurate machines, machines with higher rigidity, machines that offer higher quality of surface finish,” he says.
No longer content to be a machine tool supplier to the world, he says: “We are a dedicated partner to our customers.” GF AgieCharmilles will continue to develop its offerings to the market by enlarging the range of products and services and, “to continue to develop specific needs for the market as worldwide consumption patterns differ,” says Mr Pereira. “We will be putting more emphasis on environmental protection as the problems (in terms of sustainability) will become a major issue in terms of the way we produce things and how they impact our environment.”
According to him, this year the company will also focus on its marketing efforts to reinforce its position in various fields. “We are already in aerospace and will continue to position in aerospace through EDM, 5 axis milling – to reinforce our position in these areas.” He adds: “We are in a dominating
position in both Europe and US – especially in general engineering.”
What makes GF AgieCharmilles stand out? Mr Pereira says: “Today, GF AgieCharmilles is suffering less than others because of our worldwide network, the offer we make to our customers – our knowledge: from service, consumables, our large array of products and performance of our products – is why GF AgieCharmilles is able to move ahead today. Those companies focussing on innovation are focused on developing further. These companies are moving on, and we are moving on with them.”
On Armando Pereira…Armando Pereira started working with
Charmilles Technologies back in 1985 as an
application engineer. He was subsequently
transferred to Charmilles UK office to set up
its technical centre. Then, on to Japan from
1988 for two years where he was made in
charge of its technical department centre of
expertises for application.
Mr Pereira went back to Switzerland
f rom 1990 – 1996 for Char mil les
Technologies Geneva as its marketing
manager for high-end (EDM) products.
From 1997 – 2001 he was posted to Asia
as company manager. Here he set up the
company’s Hong Kong/Guangdong arm
and subsequently, opened a branch office
in Shenzhen.
He was back in the Swiss headquarters
from 2002 to 2008 and was in charge of
marketing and communications for GF
AgieCharmilles EDM on a worldwide basis.
Enquiry No. 3717
GF AgieCharmilles and Hexagon Metrology, a supplier of industrial
precision measuring technology, have agreed to install Hexagon 3D
measuring machines in the main application centres of GF AgieCharmilles,
complementing the company’s high-precision milling and erosion machines.
GF AgieCharmilles´ application centres will be equipped with 3D
measuring machines of Hexagon Metrology SA, starting at World Application
Center in Germany. The exact specification of the measuring machines will
be determined by the local requirements of each application centre and
personnel will then be individually trained by Hexagon.
The partnership agreement also specifies that customers and personnel
of GF AgieCharmilles can visit Hexagon’s local customer centres to attend
measuring and presetting demonstrations conducted by Hexagon engineers.
The cooperation between GF AgieCharmilles and Hexagon will be
extended further at communications and promotional level. Both companies
are convinced that their complementing technologies will ideally focus their
customers´ interest on high precision.
Enquiry No. 3718
“My way of managing will be different – to be more customer centric, to understand faster the expectations of our customers”
– Armando Pereira
features
MEN
GF AgieCharmillesAnd Hexagon In Partnership

ENQ
UIR
Y N
O
26
6

www.equipment-news.com
metalworking equipment news April 200964
Returning for its 6th edition, MTA Malaysia, the machine tools, precision engineering and metalworking technology event is to be held at the Putra World Trade Centre from May 6 –
10, 2009. Opening hours are from 1030 to 1830 hrs daily. The event provides a chance for visitors to meet up with members of Malaysia’s metalworking, machinery and manufacturing elite.
An estimated 24,000 trade visitors from all various related industries will be visiting the 5-day event. Last year’s show saw a turn out of 23,942 trade visitors from 69 countries.
Facilitating its role as the one stop hub that provides multiple solutions for the manufacturing industry, MTA Malaysia 2009 incorporates Metrology Malaysia, Subcon Malaysia and ToolTec Malaysia making it the platform that allows industry players to gain access to the latest technology, equipment and services in the market.
An event of international importance, the last show in 2008 saw: 1,500 companies from 33 countries and 7 national groups. Countries like Austria, China, Germany, India, Korea, Singapore and Taiwan made up the national groups. Exhibitors closed over RM 720 million (US$196 million) in sales over a brief 5-day period.
The event is backed by various relevant government and trade associations namely, the Malaysian Industrial Development Authority (MIDA), the Federation of Malaysian Foundry and Engineering Industries Association (FOMFEIA), the Malaysia Mould & Die Association (MMADA), the Singapore Precision Engineering and Tooling Association (SPETA), the Taiwan Association of Machinery Industry (TAMI), Taiwan Machine Tool Builders’ Association (TMBA), the German Machine Tool Builders Association (VDW) and the Malaysia External Trade Development Corporation (MATRADE)
Int’l Pavilions This year’s event remains a platform for the German companies to show their products to the ASEAN market. The German companies have modern machine tools and manufacturing systems for metalworking processes in the field of metal cutting and metal forming, cutting tools, clamping and measuring devices. Other nations like Singapore and Taiwan are also having pavilions at the event.
Putra World Trade Centre Kuala Lumpur, Malaysia May 6 – 10, 2009
Enquiry No. 3801
MTA Malaysia 2009Preview:
EVENTs&ExhibiTioNs
The Singapore Pavilion will be spearheaded by SPETA.

April 2009 metalworking equipment news
www.equipment-news.com
65
EVENTs&ExhibiTioNs
The Taiwan Association of Machinery Industry (TAMI) and the Taiwan Machine Tool Builders’ Association (TMBA) will be organising groups at MTA Malaysia 2009.
Faro: Clear Image Laser Scanner
Ewag: Universal Grinding Machine
The Photon Laser Scanner by Faro offers non-contact measurement, which produces performance and image clarity.
They are able to capture 3D images of large objects – up to a distance of 76m. The scanner provides 3 x more details, higher accuracy and higher sensitivity compared to LS 880. It is suitable in a wide range of industries.
Enquiry No. 3802
Ewag has developed a grinding machine suitable for grinding a n d r e g r i n d i n g of high precision tools and specia l workpieces including those of a miniature t y pe in tungsten carbide, steel, or other materials.
T h e W S - 1 1 ’ s k inemat ics a l low the gr inding a nd m e a s u r i n g o f
cylindrical and tapered tools with either straight or spiral flutes to take place in one clamping. Depending on the material to be ground, the machine can be equipped with diamond, CBN, carborundum, or special wheels.
Enquiry No. 3803

www.equipment-news.com
metalworking equipment news April 200966
EVENTs&ExhibiTioNs
Advancing towards the second half of the 9th Malaysian plan, the manufacturing sector in the country is expected to continue to remain a key growth sector. In 2007, the manufacturing
sector accounted for 30.2 percent of the country’s Gross Domestic Product (GDP).
The Malaysian economy continues to strengthen, registering a GDP growth of 6.3 percent in 2007, as compared to 5.9 percent in 2006. The economic growth in 2008 is envisaged to expand between five to six percent.
The Third Industrial Master Plan (IMP3) has also shown steady growth in the industry, attributed by the machinery and equipment exports over the last seven years. The exports showed an increased from RM 7.4 billion (US$2.0 billion) in 2000 to RM 21.9 billion in 2007.
In 2007, the approved investments of RM1.8 billion and exports of 21.9 billion exceeded the annual target of RM1.7 billion and 21.3 billion per annum respectively.
The higher growth can be attributed to the expansion of the private sector as well as the government’s pragmatic policies and strategies to diversify and promote new sources of growth. The announcement by Prime Minister Datuk Seri Abdullah Badawi on the liberalisation of steel ceiling prices has projected a positive notion for the nation’s manufacturing industry, with the objective to promote market efficiency and transparency.
With the positive outlook, the machinery and equipment industry in Malaysia is poised to continue flourishing.
Against the backdrop of improving situation in the country, Metaltech Malaysia (MTM 2009) will be back for
Metaltech
2009 Preview:
Yxlon: 2D & 3D Microfocus Inspection
Designed to meet wide ranging needs of the electronics, automotive, military, aerospace, telecom and medical device markets, the Y Cougar microfocus platform by Yxlon provides the X-ray solution for 2D and 3D inspection in the market.
The machine gives a range of quality X-ray solutions that adapt themselves to changing customer needs. Advanced technological solutions enable ergonomic and reliable operations.
Y Cougar systems provide solutions for real-time microfocus X-ray inspections ranging from manual single device to fully automated high volume applications.
Enquiry No. 3805
Delcam: Engineering Geometry Solutions
FeatureCAM, developed by Delcam, is a suite of CAD/CAM software, which combines technology with ease of use. It automates machining and minimises programming times for parts on mills, lathes and wire EDM.
It is possible to streamline programming by drawing or importing parts, identify part components as features (holes, pockets or surface milling) and share network databases for tools and feeds.
The software also automatically selects tools, calculates feeds, speeds, (including stepovers and depth of cut) determines roughing and finishing operations and generates toolpaths and NC code.
Enquiry No. 3806

April 2009 metalworking equipment news
www.equipment-news.com
67
EVENTs&ExhibiTioNs
OGP: CNC Multisensor Carmex: Inserts & Tool Holders
SmartScope CNC 500 by OGP offers the CNC features and performance in a large travel bridge-design system. Parts move on a precision DC motor-driven Y-axis stage while the optics assembly travels in the X-axis across a stable bridge cross member. This design assures smooth part translation and robust measurement performance.
An extended Y-axis travel of 600 mm is optional.In addition, there is an isolated granite platform and rugged bridge construction providing the necessary stability for accurate performance. Enhanced autofocus, edge detection algorithms and optional touch probe provide precise measurements in all three axes.
Enquiry No. 3807
its 15th year in providing the metalworking and machine tool industry with business opportunities to achieve sales target, forge business contacts, promote brands and gain market share.
Generating more than RM720 million worth of sales from all 1,500 exhibitors from 33 countries combined, the event in 2008 was a success in terms of number of visitors where over 24,000 people from 69 countries attended.
Some 25,000 trade visitors are expected to fill the 35,000 sq m (gross) exhibition area. While there, they can expect to see 10 national pavilions and 1,500 exhibiting companies.
As one of the important event of its genre in South East Asia, it provides a relevant platform for potential sales prospects. To be held in the Putra World Trade Centre (PWTC), Kuala Lumpur, Malaysia from May 6 – 10, 2009, exhibition hours are from 1030 to 1830 hrs daily.
Incorporated in the event is the Welding Technology Exhibition 2009 (Weldtek2009). Automation Technology Exhibition & Conference (Automex) and MTA Malaysia 2009 (MTA2009) will also be held in the same location during that period.
Weldtek 2009 is the 9th Malaysian international exhibition on welding equipments & technology, welding services and welding competition.
The Malaysia international exhibition & conference on process automation, factory automation, industrial
automation, instrumentation & Control, bus & wireless technology, hydraulics & pneumatics and robotics will be offered in Automex.
MTA 2009 is the 6th Malaysia international precision engineering, machine tools and metalworking exhibition.
MTM 2009 focuses on metalworking, machine tool, CAD/CAM, metrology, mould & die, surface & heat treatment, sub-contracting, foundry, industrial automation, robotics, precision enginnering and welding technology.
The Malaysia External Trade Development Corporation (MATRADE) and the Global Association of the Exhibition Industry (UFI) endorse the events.
It is supported by Selangor and Federal Territory Machinery Merchants Association (SAFMA), National Inst itute of Compressed A ir Ma laysia Berhad (NICAM), Federation of Malaysian Foundry and Engineering Industries Association (FOMFEIA), Singapore Manufacturers’ Federation (SMa), Malaysia’s Hardware, Machinery and Building Materials Dealers’ Association (MHMBA) and Taiwan Mold and Die Industry Association (TMDIA).
Putra World Trade Centre (PWTC)Kuala Lumpur, MalaysiaMay 6 – 10, 2009
Enquiry No. 3804
The Mill-Thread line of inserts and tool holders by Carmex offers five different inserts sizes from 12mm up to 40mm length to cover applications from small to big diameters.
To support the inserts, a wide range of tool holders is included in the line. In addition, they all include a built-in coolant bore.
A single insert and toolholder can produce a given thread on many diameters (external and internal). The prismatic shape of the insert’s tail ensures exact and reliable clamping in the toolholder.
Enquiry No. 3808

www.equipment-news.com
metalworking equipment news April 200968
EVENTs&ExhibiTioNs
Han Jie: CNC Bender Guhring: Solid Carbide Drill
G u h r i n g h a s developed the RT 100T, the spiral flute deep hole drill. The drill offers a good cost-performance ratio. In addition, they permit higher feedrates and subsequently achieve a c o n s i d e r a b l e r e d u c t i o n i n machining time.
The spiral flute possesses a geometry that is optimised to the specific demand for optimal chip evacuation from the deep hole.
To provide the cutting edge with an optimum coolant supply, the tools possess a coolant duct profile. Finally, the TiALN tip coating protects the cutting edges against wear.
Enquiry No. 3812
HC-650R2-4SM by Han Jie features a hi-speed PCI interface. In addition, the supply of input optical coupling signal insulates the interface board.
3D piping models can be immediately displayed with the preview function and the YBC data design input interface. The correct 3D piping models can be shown immediately when the data is input.
When inputting operational parameters and YBC data, they are subjected to self-correction and mistake-prevention to avoid inputting the wrong data and bringing damage to the machine.
Enquiry No. 3810
The GH-1440W-3 is a metal lathe that is able to make multi threads without gear change thanks to its gearbox. Developers JET also added a touch control operation, moving away from traditional controls.
Capable of reaching speeds between 40 -1800rpm, the lathe has additional features including an adjustable tailstock for taper cuts, an induction hardened bed and a four way tool past with indexing function, making it an attractive prospect for larger workshop.
Enquiry No. 3809
JET: Metal LatheWith 3-Axis Digital Readout
The NX 6, now including synchronous technology, gives organisations greater powers to overcome the obstacles to innovation.
Siemens has combined strength and flexibility with this product. In addition to the integration of all aspects of CAD, CAM and CAE, it is a system that works with any CAD data, making it a product capable of solving tough problems.
Featuring a unified process to ensure everyone is on the same page, the software also has a simple design, making it possible to be used by anyone.
Enquiry No. 3811
Siemens: Integrated Solutions

ENQUIRY NO 059

www.equipment-news.com
metalworking equipment news April 200970
Despite a challenging global economy, the mould and die industry in China continues to output moulds at a steady pace, reaching sales of US$5 billion in the first two quarters of 2008, an
increase of nearly 10 percent as compared to the same period in 2007. Currently there are over 30,000 mould and die manufacturers in China.
Against this background, the third edition of Asiamold – Guangzhou International Trade Fair for Moldmaking and Tooling, Design and Application Development, will be held at a new venue, the Poly World Trade Centre in Guangzhou, China.
This sister event to Euromold, is billed as the leading international trade fair for mould and die industry heavyweights in South East China, will take place on an estimated 20,000 sq m of exhibition space in mid-September 2009. Fifteen international and local associations, including new supporters, the Singapore Precision Engineering & Tools Association and Shanghai Association of Die & Mould, is expected to make their presence felt at the event.
A lready, International Enterprise Singapore announced that Singapore companies interested in participating at Asiamold could be eligible for the International Marketing Assistance Programme (IMAP) and receive up to 50 percent of funding for the 2009 event. Mould and die manufacturers and suppliers must take part in the Singapore Pavilion organised by the Singapore Precision Engineering and Tooling Association, in order to receive the grant.
In addition, members from the Hong Kong Mould & Die Council can enjoy a Small to Medium Enterprise marketing fund from the Hong Kong government.
In China itself, a demand in the manufacturing of speciality moulds for automation, micro equipment and medical equipment has increased substantially. In 2007, total exports of China’s medical equipment reached nearly US$13 billion, a growth of 20 percent as compared with 2006. With a clear indication of growth in the future of these moulds, the event itself will debut a Micro Manufacturing & Medical Moulds showcase.
Asiamold
EVENTs&ExhibiTioNs
Asiamold is organised by Guangzhou Guangya Messe Frankfurt, in cooperation with DEMAT GmbH and Hong Kong Mould & Die Council.
Poly World Trade Centre ExpoGuangzhou, ChinaSeptember 16 – 18, 2009
Enquiry No. 3813
Preview:

April 2009 metalworking equipment news
www.equipment-news.com
71
The 6th edition of MTA Vietnam 2009 returns to Ho Chi Minh City, Vietnam on July 8 – 11, 2009.Organised by Singapore Exhibition Services (SES) and co-organised by VCCI Exhibition Service,
the event serves as a testament to Vietnam’s potential in manufacturing and industrialisation.
International suppliers and vendors are expected to gather at the Saigon Exhibition & Convention Center to tap local business opportunities. Displays run the gamut, from: cutting tools to machining centres, dies and moulds, milling machines, lathes, presses, as well as precision measurement devices and gauges.
MTA Vietnam will incorporate Metrology Vietnam 2009 (Vietnam International Precision Measurement & Testing Exhibition), ToolTecVietnam2009 (Vietnam International Exhibition of Tools and Tooling Technology), SubConVietnam2009 (Vietnam Contract Manufacturing and Subcontracting Exhibition), and Automation Vietnam 2009 (Vietnam International Industrial Automation Exhibition.)
Saigon Exhibition & Convention Center Ho Chi Minh City, VietnamJuly 8 – 11, 2009
Enquiry No. 3816
MTAVietnam2009China’s steel industry is among the world’s major industries and is registering the fastest growth rate not only in terms of production but consumption as well.
The country’s economy grew at just nine percent in 2008, its slowest rate for seven years and a further sign that the global economic crisis is hurting the Chinese economy.
The Chinese steel industry has also been hit hard by the global crisis, which has depressed export demand and domestic demand.
Yet Chinese mills remain cautiously optimistic for 2009. A recent Steel Business Briefing Survey of 24 of China’s top steel mills reports that 50 percent anticipate a drop in 2009 steel demand and 75 percent expect benefits to flow from Beijing’s economic stimulus package. 36 percent say they will cope with the downturn by adjusting their product mix. The survey found an industry ready for both the challenges and opportunities that lay ahead.
Leaders from Baosteel Group, Morgan Stanley, Hammonds LLP, Beijing Metal Consulting and Pingxiang Iron & Steel will join other speakers and 200 expected delegates at SBB’s one-day Steel Focus China 2009 conference at the Crowne Plaza in Shanghai, China, on April 21.
Shanghai, China April 21, 2009
Enquiry No. 3814
SBB Steel FocusChina2009
The Schleifring Grinding Symposium will be held at the Trade Fair Center Thun Expo from May 6 – 8, 2009. Some 1,000 visitors are expected to throng the 3,600 sq m venue. During the event,
17 technical presentations and more than 20 machines will be shown.
Studer will have five technology presentations and also showcase nine grinding machines. In addition, there are 20 lectures by renowned speakers from science and industry speaking about subjects relevant for the future of grinding. The technical presentations and professional talks will be offered to an international audience in German, English, French and Italian.
Trade Fair Center Thun ExpoThun, SwitzerlandMay 6 – 8, 2009
Enquiry No. 3815
TheSchleifringGrindingSymposium
EVENTs&ExhibiTioNs

www.equipment-news.com
metalworking equipment news April 200972
Although SolidWorks World 2009 has concluded, the words of S i r R icha rd Bra n so n co nt i nu e to
resonate: “Everybody’s got a dream and it’s good to dream the impossible. With the world’s best engineers working on your dream, you just might transform the impossible into the possible.”
Sir Richard Branson, Virgin Group founder and philanthropist, was a special guest speaker here at SolidWorks World 2009. More than 4,000 SolidWorks customers, partners, resellers, and employees attended.
Customer ShowcaseThe conference included a sneak preview of SolidWorks 2010 3D CAD software, working directly with the designs of Terrafugia and Magenn Power. These SolidWorks customers revealed their flying car and next-generation wind turbine, respectively, on the main stage.
A lso, in one of the general sessions, New Balance and Sony Ericsson representatives took to the stage with DS SolidWorks co-founder and group executive Jon Hirschtick to describe
This year’s event presented an opportunity for designers and engineers to network, learn, and find inspiration with colleagues from around the globe.
One of the highly anticipated segments
of the event was the appearance of Sir
Richard Branson. Gracing the stage of
the first General Session, he had a few
pearls of wisdom to share:
On design:“The absolute key, I believe, is not just
going ahead and designing a product,
but getting out there and talking to
the consumer at length before you
even start to consider designing it. So
if you’re going to try to design a new
airline seat, spend ages experiencing
other people’s airlines and then you set
about designing the seat that people
actually want.”
On the economy:“It’s certainly the toughest economy
that I’ve known in my lifetime and
what we’re trying to do is with the
companies that can afford it, we’re
trying to set an example by expanding
out of it rather than contracting. I
think companies like us that have got
resources need to continue to expand,
continue to innovate, continue to
employ new people.”
On the IT industry:“It is less threatened than most other
industries in the world, it shows that
the industry is fundamentally
sound and fundamentally
thriving.”
Enquiry No. 3818
World 2009Word To The Wise
EVENTs&ExhibiTioNs
SolidWorkstheir challenges and successes in designing household-name products.
Mr Hirschtick, detailing his vision for the future of computer-aided design, said: “Most of our work is still in front of us.” He predicted that touchscreen interfaces, Internet-based applications, video game graphics, and 3D printing will have a major impact on 3D CAD.
Product LaunchT he comp a ny a l so to ok t he opportunity to unveil a sustainability software package code -named ‘Sage.’ Available with the release of SolidWorks 2010 this fall, the product will help designers and engineers calculate the environmental impact of products they are developing to design for sustainability.
S o l i d Wo r k s Wo r l d 2 010 , scheduled for January 31 – February 3, 2010, will be held at the Anaheim Convention Center, in Anaheim, California.
Enquiry No. 3817
April 2009 metalworking equipment news
www.equipment-news.com
73
Da s s a u l t S y s t è m e s S o l i d W o r k s ( D S S o l i d W o r k s ) h a s i n t ro du ce d s o f t w a re
that deta ils, in rea l t ime, the environmental impact of parts, assemblies, and the design decisions that go into them. DS SolidWorks demonstrated an early version of the software at SolidWorks World 2009.
“We’re providing designers a nd eng ineers w ith va luable in format ion for ma k ing good decisions that significantly reduce the environmental impact of the products they create,” said Rick Chin, director of product and marketing innovation for DS SolidWorks.
The software, code-named ‘Sage’, will be available in two product forms with this fall’s release of SolidWorks 2010: an ‘Xpress’ version included with every license of SolidWorks and a ‘Professional’ version.
Both the Xpress and Professional products will display a dashboard at the bottom of the SolidWorks user interface that provides information about a design’s prospect ive carbon footprint, air impact, water impact, and energy consumed in manufacturing. The Professional version will roll up the impact of an entire designed product across its environmental life cycle and also include information on energy consumption throughout a product’s usage phase.
‘Sage’ provides a comprehensive view of a design’s environmental impact. Its analysis, for example, accounts for where the product will be manufactured and used. This determines environmental factors such as: where and how raw material is mined; transportation impacts; energy production (eg:
every year, SolidWorks users vote
on the top 10 enhancements that they
would like to see in a future version
of the programme. According to
SolidWorks, over 85 percent of the
requests on each years’ top 10 list
are implemented.
Revealed at SolidWorks World
2009 by user group leaders from
North America was this year’s list:
AnnOunCed at SolidWorks World
2009, the Engineering Stimulus
Package will be introduced to help
engineers that are out of work. The
programme aims to provide these
engineers with free training, the
goal being to get them to achieve
CSWP certification. Starting with
North America, it will be rolled out
in different stages around the world,
eventually reaching out globally.
Enquiry No. 3820
engineering Stimulus Package
coal, nuclear, hydroelectric, etc); and power consumption.
The software will let designers and engineers create a ‘baseline’ design from which to compare every new design with an eye on reducing environmental impact. As the designer selects a different mater ia l , proce ss , or de sig n approach, the impact reflected on the dashboard changes.
Enquiry No. 3819
Unveils Software To Gauge Any Design’s Environmental Impact
Top10Enhancement Ideas
SolidWorks
1009
0807060504
030201
Excel behaviour
in tables
Abort any
running command
by pressing ‘Esc’
Add lock point for model rebuilds
Dual monitor
support
On-the-fly equation creating and editing
Faster rebuilds on
complex models
Ability to rename
configurations while referenced
SolidWorks backward compatibility
Clear memory when
a file is closed
Increase programme stability
EVENTs&ExhibiTioNs

www.equipment-news.com
metalworking equipment news April 200974
Iscar: Deep Hole Drills
With Iscar’s solid carbide deep hole drills, it is possible to drill to 22 times diameter and reach bottom 10 percent faster than with other solid carbide drills – and six times faster than with HSS drills.
This capability can debottleneck many high-volume operations in automotive powertrain manufacture, including crankshaft oil holes. Other target applications include deep holes in camshafts, connecting rods, cylinder heads, cylinder blocks, hydraulic blocks and die and mould work.
The drill tip itself has a 140° positive-point, four-margin design to preserve the edge, reduce thrust forces and aid centring and tracking. Internal coolant holes accommodate all types of cutting fluids and operating conditions, including MQL.
Enquiry No. 3901
Sutton Tools: Heat Resistant Drill
The DXJ drill combines the curved cutting lips and point thinning to provide a point geometry, which aids the positioning of the drilled hole. Sutton Tools also incorporated X-type web thinning to give the DXJ a strong core, making it suitable for tough material. In addition, the drill prevents swarf wrapping around it and it also produces shorter chips.
Other feature includes a 40° flute helix and flute form that allows non-step drilling of 3 to 4xd hole depths.
Made from cobalt grade of high speed steel and coated with TiAlN, the drill has a high resistance for heat.
Enquiry No. 3903
MMC: Fracture Resistant End Mill
Mitsubishi Materials has developed a two flute strong geometry type end mill, MS2MD for the MSTAR end mill series.
The product is an additional range of the MSTAR end mills. It offers a strong cutting edge geometry leading to higher fracture resistance resulting in higher machining efficiency, and higher quality machining of moulds.
It is available in 30 types and 1841 sizes in total.
Enquiry No. 3902
Carl Zeiss:DuraMax Scanning Measuring Machine With its compact DuraMax 3D coordinate measuring machine (CMM), Carl Zeiss brings scanning to the smallest workshop.
T h e s c a n n i n g m e a s u r i n g m a c h i n e fe atu re s a Va st X X T sensor that can be used in a workshop or inline process control. Suited for use as the quick in-between inspection of small workpieces and for testing of volume parts directly in production, the DuraMax replaces tradit ional measuring equipment. Its low total price offers customers affordable access to Zeiss scanning.
T h e k e y f e a t u r e s are its suitability for a rough production environment, the high permissible temperature variations, the minimal space requirements and the attractive price.
Enquiry No. 3904
productfinder

April 2009 metalworking equipment news
www.equipment-news.com
75
productfinder
Mitutoyo:Roundness Tester
Makino’s S33 vertical machining centre blends high-performance machining capabilities and pricing to help manufacturers drive down the cost of their operations.
The S33 utilises a 40 taper, 13,000-rpm spindle with the stiffness and rigidity required for hard cutting applications and the speed necessary to provide high surface quality for demanding die and mould applications. Its heavy cast construction and axis configuration ensures machine rigidity – producing positioning accuracy over the full range of travel (within 0.003 mm and repeatability of 0.002 mm).
In addition, the S33 is equipped with a 20-tool magazine and automatic tool changer (ATC).
Enquiry No. 3907
Makino: Production Ready VMC S33
ShapeGrabber: Automated 3D Scanner
The Ai310 by ShapeGrabber is an automated inspection s y s te m f o r s m a l l to medium, complex-shaped p a r t s w h e r e s p e e d , complete coverage and ease-of-use are important. Its compact size allows the machine to fit easily on a workbench or standard inspection table.
Main features include reduced inspection time, total integration where acquiring, aligning and inspecting of parts are possible by a click of a
mouse. The scanner is also compatible with a wide variety of materials and colours.
Works in all normal lighting conditions, the product is easy to use as it requires no software alignment.
Enquiry No. 3906
The Mitutoyo RA-10 roundness tester is a compact roundness measuring machine suited for manufacturers requiring inspection of small, cylindrical workpieces in the lab or for high volume inspection on the production floor.
The RA-10 features a large touch-panel control LCD display and offers many points that simplify the inspection task, like one-stroke recall, and a zero-setting function that allows the detector’s level to be set to zero with a single key press. Other features include an X-axis stopper and Z-axis scale unit. Measurement data and recorded profiles can be printed out from the built-in thermal printer.
Enquiry No. 3905
ENQ
UIR
Y N
O
19
0

www.equipment-news.com
metalworking equipment news April 200976
Trumpf: Scratch-Free Parts With TruMatic 7000
Trumpf’s Trumatic 7000 CNC flat bed laser cutting and profiling machine incorporates a flying optics and additional axes in X and Y on the cutting head to allow quicker positioning.
A beam guidance system on the Trumatic 7000 enables the machine to use the same cutting head to process sheet metal in a variety of thicknesses. An automatic nozzle changer reduces downtime and increases flexibility.
An active die that works from the bottom like a second punching head also contributes to scratch-free processing. The active die is built into the work table and its height is adjustable. When the sheet is positioned or moved on the machine, it can be lowered under programme control. The active die also allows higher and larger forming and upward/downward forming in a single step.
Enquiry No. 3909
Trumpf:TruBend 7036 Focussed On Human Efforts
The developers of the latest bending machine, the TruBend Series 7000 focuses primarily on the human factor.
With its user- fr iendly operating elements, the Trumpf developed machine offers a monitor for the TASC 6000 control system that can be adjusted electronically and set to the appropriate angle. Its LED lighting provides correct lighting conditions precisely at
the bend, without heat radiation. A laser diode also projects the bend line onto the surface of the sheet metal, simplifying the guiding of the workpiece into the back gauge.
The TruBend Series 7000 is a high-end solution for the production of small bent parts. It is made for parts with areas no larger than a DIN A3 sheet. This type of sheet metal part is particularly common in the production of automation and electrical equipment.
Enquiry No. 3910
Delcam:NC-Checker For Machine Tool Verification
Delcam’s NC-Checker is a software programme that provides a quick and easy way to confirm the accuracy of the machine with standard probing equipment.
It can be used before machining starts to confirm that the equipment has been set up correctly and then applied during the production run to detect any movements out of tolerance that might have been caused by, for example, wear or temperature changes.
The user must first use NC-Checker to calibrate the probe and the machine tool setup against a known artefact, normally a sphere or a set of three spheres. The software then generates a series of probing and performance tests for regular use to ensure that the machine is operating as it should. All the results can be archived to provide a traceable history of the performance of each machine.
Enquiry No. 3911
productfinder
Mazak: Heavy Duty Nexus II Series
Yamazaki Mazak has introduced a larger vertical machining centre with a 50 taper spindle. Its vertical machining centre Nexus 700D-II offers performance and accuracy suited to customers producing the complex surfaces typically found in the mould and die industry. For carrying out heavy metal removal and fine finishing operations, the VMC has an 8000 rev/min, 30kW (40HP) integral spindle/motor delivering a torque of 302Nm.
A spindle head cooling system and ballscrew core cooling is standard on all axes. Productivity is further enhanced by the large (1740mm by 700mm) machine table on which single or multiple components can be loaded up to a maximum weight of 2000kg.
This large table capacity, in conjunction with axis strokes of 1530mm (X), 700mm (Y) and 650mm (Z) and traverse rates up to 30m/min, provides a platform for high-efficiency machining.
Enquiry No. 3908

April 2009 metalworking equipment news
www.equipment-news.com
77
productfinder
Renishaw: Upgraded Active Editor Pro
Renishaw’s Productivity+ Active Editor Pro, an interactive CAD-based editor for programming probing tasks on machine tools, has been upgraded with the release of its Active Editor Pro version 1.4. The new version of the PC-based probing software increases the number of users who can benefit from its programming style.
Besides adding support for CAD models from a large variety of CAD formats, and extending the range of postprocessors, the software also offers new ‘constructed features’ function (for prismatic parts with multiple circles and planes), along with support for more languages.
The new CAD formats include Parasolid, STEP and IGES as standard items, with the option to add support for Pro/Engineer, Catia (v4 and 5), UG/NX .prt files, ACIS, SolidWorks and Inventor files.
Enquiry No. 3912
Siemens: PLM Software For Faster FEA
Femap version 10 software is a PC-based CAE modelling solution and the finite element analysis (FEA) component of the Velocity Series portfolio. The software by Siemens helps users create FEA models from CAD data quickly through new meshing features.
Providing pre- and post-processing benefits to CAE analysts, the software creates accurate models more efficiently as it automates current meshing technology while adding new meshing with live model and element checking functionality.
Femap is integrated with NX Nastran and both support 64-bit Windows. This enables more access to random access memory (RAM) for pre-processing and solving much larger multi-million node models.
Enquiry No. 3913
Laser Research Optics: CO2 Laser Optics
A l i n e o f C O 2 l a s e r optics that are direct replacement for high powered laser in the industry is available from Laser Research Optics of Providence, USA.
The optics for multi-kilowatt laser systems is optimised for 10.6µm and they come in the form of lenses and molybdenum and silicon mirrors.
The optics for multi-kilowatt laser systems is offered from 3.81cm to 6.35cm in diameter. The focal lengths are from 8.89cm to 30.48cm, A/R coated, and exhibit <0.2 percent total absorption. The silicon mirrors and reflectors provide >99.5 to 99.7 percent average reflectance at 10.6µm and at 45° AOI. They are available from stock for delivery within 24 hours.
Enquiry No. 3915
Mate Precision Tooling: Slitting Tool System
Fully OEM compatible, Mate LongLife is the market’s only punch press tool slitting system utilising M4PM tool steel. The tool steel provides added performance with wear resistance and increased toughness, resulting in quality punched parts and longer tool life, says the company’s press release.
M4PM is a proprietary metallurgical steel composition that utilises a particle metallurgical manufacturing process and triple temper heat treatment.
Designed to replace conventional punches and dies, Mate LongLife is available as punch inserts and punch holders, die inserts and insert holders.
Enquiry No. 3914
metalworking equipment news April 2009 78
www.equipment-news.com
ExhibitionProgrammEs2009
21-24Nepcon China/Electronics Manufacturing Services 2009Shanghai Everbright Convention& Exhibition CenterShanghai, ChinaReed Exhibitions [email protected]
maY6-10 MTA Malaysia 2009Metaltech 2009Putra World Trade CentreKuala Lumpur, MalaysiaMalaysian Exhibition [email protected]
12-15AUSTECH 2009Melbourne Convention & Exhibition Centre Melbourne, AustraliaAMTIL [email protected]
13 – 17Intermach 2009 BITECBangkok, ThailandCMP Media (Thailand)[email protected]/intermach/
21-33 Intermold Vietnam 2009Hanoi International Center for ExhibitionHanoi, VietnamReed Tradex [email protected]
JUnE2-5Die & Mould China 2009Shanghai New International ExpoShanghai, ChinaShanghai International Exhibition Service Co [email protected]
3-6Machine Tool & ManufacturingIndonesia 2008Surabaya Convention HallSurabaya, Indonesia PT Pamerindo Buana [email protected]
10-12Oil & Gas AsiaKuala Lumpur Convention CentreKuala Lumpur, [email protected]
25-28 Intermold ThailandBangkok International Trade and Exhibition CentreBangkok, [email protected]
aPriL06-11CIMT 2009China International Exhibition CentreBeijing, ChinaChina Machine Tool & Tool Builders' [email protected]
08-10Nepcon Korea 2009COEX Korea Exhibition CentreSeoul, S KoreaReed Exhibitions [email protected]
08-11Intermold 2009Tokyo Big SightTokyo, JapanJapan Die & Mold Industry [email protected]
20-24Hannover MesseDeutsche Messe HannoverHannover, GermanyDeutsche Messe AG [email protected]
ENQUIRY NO 060
80
ADVERTISING SALES OFFICES
Page Enquiry Advertiser No. No.
HEAD OFFICESINGAPORE EASTERN TRADE MEDIA PTE LTD 1100 Lower Delta Road, EPL Building #04-02, Singapore 169206 Tel: 65-6379 2888 Fax: 65-6379 2805/2806 E-mail: [email protected]
FOREIGN REPRESENTATIVES
GERMANY
INTERMEDIA PARTNERS GMBH Tel: 49-202-271 6913 Fax: 49-202-271 6920 E-mail: [email protected]
JAPAN Ted Asoshina EcHo JAPAN coRPoRATIoN Tel: 81-3-3263 5065 Fax: 81-3-3234 2064 E-mail: [email protected]
KOREA Young-Seoh chinn JES MEDIA INTERNATIoNAL Tel: 82-2-481 3411/3 Fax: 82-2-481 3414 E-mail: [email protected]
SWITZERLAND Rene Bachmann MEDIALL SA Tel: 41-56-442 14 40 Fax: 41-56-442 27 77 E-mail: [email protected]
TAIWAN Robert Yu WoRLDWIDE SERvIcES co., LTD Tel: 886-4-2325 1784 Fax: 886-4-2325 2967 E-mail: [email protected]
U. KINGDOM Eddie Kania RoBERT HoRSFIELD INT'L MEDIA REP. Tel: 44-1663-750 242 Fax: 44-1663-750 973 E-mail: [email protected]
The closing date for placing advertisements is not less than FoUR WEEKS before the date of publication. Please contact our nearest advertising office for more details.
This index is provided as an additional service. The publisher does not assume any liability for errors or omissions.
Manufacturers and advertisers that are featured in this issue will send you free information about their products and services. Fill up the Product Enquiry Form on-line at www.equipment-news.com.
ASIA PACIFIC METALWORKING
The Engineering Journal For Manufacturing, Automation & Quality Control
metalworking equipment news April 2009
advertisingindex
BIG DAISHOWA SEIKI CO LTD 43 049
DEES HYDRAULIC INDUSTRIAL CO LTD 75 190
DELCAM PLC (INTERNATIONAL DIVISION) 05 137
FARO SINGAPORE PTE LTD 03 054
HAAS AUTOMATION INC 33 042
HEXAGON METROLOGY ASIA PACIFIC PTE LTD 09 057
HURCO (S.E.ASIA) PTE LTD 27 044
IDEMITSU LUBE (SINGAPORE) PTE LTD 17 058
ISCAR LTD IFC/22 047/056
KENNAMETAL INC BC 052
MALAYSIAN EXHIBITION SERVICES SDN BHD 59 006
MITSUBISHI HEAVY INDUSTRIES
(THAILAND) CO LTD 57 041
MITUTOYO ASIA PACIFIC PTE LTD 47/53 050/051
MMC METAL SINGAPORE PTE LTD 13 022
MORI SEIKI (S) PTE LTD IBC 204
OKAYA SINGAPORE PTE LTD 41 238
OPTICAL GAGING (S) PTE LTD 45 043
SANDVIK SOUTH EAST ASIA PTE LTD
(COROMANT DIVISION) 01 030
SINGAPORE EXHIBITION SERVICES PTE LTD 69/79 059/060
SUMITOMO ELECTRIC HARDMETAL
ASIA PACIFIC PTE LTD 21 053
TRADE-LINK EXHIBITION SERVICES SDN BHD 63 266
TRUMPF PTE LTD 35 055
WALTER AG SINGAPORE PTE LTD FC/07 046/045
WINTERTHUR TECHNOLOGY GROUP 11 048
ENTER PRODUCT ENQUIRY NUMBER HEREFOR FAST INFORMATION !
YOUR READERREGISTRATION NO. _________________________ Enquire online @ www.equipment-news.com OR Complete and post to: Eastern Trade Media Pte Ltd, 1100 Lower Delta Road, EPL Building #04-02 Singapore 169206 OR fax to: 65-6379 2806 (Singapore)
To: The Manager, Circulation Department,
From: (Surname) ____________________________________ (Given Name) ________________________________
Job Title: ___________________________________________
Company: __________________________________________
Address: ___________________________________________
__________________________________________________
Country: _________________ Tel: __________________ Fax: _________________ E-mail: __________________
Do you want to receive (continue to receive)Asia Pacific Metalworking Equipment News?
❑ YES / ❑ NO (Not valid without signature)
Signature ___________________ Date _________________
SIzE OF COMPANY❑ 001 1 – 10 ❑ 002 11 – 30 ❑ 003 31 – 50 ❑ 004 51 – 100 ❑ 005 101+
TYPE OF BUSINESS (Please ✔ ONE box only)
Do you use METAL in your production/manufacturing process? ❑ Yes ❑ No
Do you use machine tools and related equipment? ❑ Yes ❑ No
Do you use automation systems & equipment? ❑ Yes ❑ No
Note: This form must be duly completed and signed. _____________
ENTER ENQUIRY NUMBER (S)
No. 3 2009
YOUR BUSINESS ACTIVITY (Please be specific)
❑ 221 Basic Metal/Foundaries/Mills
❑ 150 Electrical & Electronics production
❑ 222 Telecommunications Equipment Manufacturing
❑ 120 Aircraft maintenance/components mfg.
❑ 223 Dies & Moulds mfg.❑ 122 Motor Vehicles Parts❑ 123 Shipbuilding
JOB FUNCTION (Please be specific)
❑ 160 Design & Consultancy Services❑ 180 Govt bodies, Trade Assns, Exhibitions Cos.❑ 200 Agent/Distributor/Trader of Machine Tools & Accessories❑ 224 Mechanical, Fabrication and all other metal engineering works
❑ 078 OThERS (Please specify) ____________________________________
❑ 021 Senior & Middle Management
❑ 023 Maintenance Engineering
❑ 025 Research & Devt
❑ 028 Testing & Inspection
❑ 030 Sales & Marketing
❑ 022 Production Engineering
❑ 024 Quality Control/Assurance❑ 026 Design Engineering
❑ 029 Purchasing/Sourcing
❑ 027 OThERS (Please specify)
❑ 300 CNC Machining
❑ 303 Milling
❑ 306 Gear Cutting
❑ 309 Grinding
❑ 315 Stamping
❑ 318 Shearing
❑ 321 EDM/ECM
❑ 324 Inspection/Measuring/Testing
❑ 301 Design with CAD/CAM
❑ 304 Drilling/Boring
❑ 307 Tapping/Threading
❑ 310 Lapping/honing
❑ 313 Forging
❑ 316 Rolling
❑ 319 Die Casting
❑ 322 Welding
❑ 302 Turning
❑ 305 Coil Forming
❑ 308 Broaching
❑ 311 Plastic Moulding
❑ 314 Pressworking
❑ 317 Automated Assembly
❑ 320 Beading
❑ 323 Electroplating
YOUR METAL PROCESS USED ? (Please be specific)
❑ 350 OThERS (Please specify) ____________________________________________________________________________________________
www.equipment-news.com
(Refer to Advertising Index for Advertisers’ enquiry numbers)
ASIA PACIFIC METALWORKING
The Engineering Journal For Manufacturing, Automation & Quality Control
www.equipment-news.com
Name: (Surname) ______________________________________ (Given Name) ___________________________
Company: ____________________________________________ Job Title: ________________________________
Address: _________________________________________________________________________________________
Country: _____________________________________________ Telephone No: __________________________
E-mail: _______________________________________________ Fax No: _________________________________
Signature _____________________________________________ Date ___________________________________
SUBSCRIPTION RATESAIRMAIL (1 YEAR – EIGHT ISSUES)
■ *Singapore/Malaysia S$60.00 *(GST applicable) ■ Asia Pacific/America/Europe/ Others S$100.00
YOUR BUSINESS ACTIVITY (Please be specific)
❑ 221 Basic Metal/Foundaries/Mills❑ 150 Electrical & Electronics production❑ 222 Telecommunications Equipment Manufacturing❑ 120 Aircraft maintenance/components mfg.❑ 223 Dies & Moulds mfg.❑ 122 Motor Vehicles Parts
JOB FUNCTION (Please be specific)
TYPE OF BUSINESS (Please ✔ ONE box only)Do you use METAL in your production/manufacturing process? ❑ Yes ❑ NoDo you use machine tools and related equipment? ❑ Yes ❑ NoDo you use automation systems & equipment? ❑ Yes ❑ No
FAST PERSONAL COPY SUBSCRIPTION FORMINVEST $0.15 PER DAY IN TECHNICAL AND BUSINESS INFORMATION
FOR YOUR CORPORATE STRATEGIES IN SOUTHEAST ASIA
❑ 123 Shipbuilding❑ 160 Design & Consultancy Services❑ 180 Govt bodies, Trade Assns, Exhibitions Cos.❑ 200 Agent/Distributor/Trader of Machine Tools & Accessories❑ 224 Mechanical, Fabrication and all other metal engineering works❑ 078 OThErS (Please specify) ____________________________________
❑ 021 Senior & Middle Management❑ 023 Maintenance Engineering❑ 025 research & Devt
❑ 028 Testing & Inspection❑ 030 Sales & Marketing❑ 027 OThErS (Please specify)
❑ 022 Production Engineering❑ 024 Quality Control/Assurance
❑ 026 Design Engineering❑ 029 Purchasing/Sourcing
YOUR METAL PROCESS USED ? (Please be specific)
❑ 313 Forging❑ 316 rolling❑ 319 Die Casting❑ 322 Welding❑ 302 Turning❑ 305 Coil Forming
❑ 308 Broaching❑ 311 Plastic Moulding❑ 314 Pressworking❑ 317 Automated Assembly❑ 320 Beading❑ 323 Electroplating
■ Cheque/Bank draft - made payable to Eastern Trade Media Pte Ltd
■ Amex ■ Visa ■ Mastercard
Send this Fast SUBSCrIPTION FOrM to Circulation Department, Eastern Trade Media Pte Ltd 1100 Lower Delta Road, EPL Building #04-02, Singapore 169206 or Fax: 65-6379 2806
Note: This form must be duly completed and signed.
Account Number
Expiry Date Signature
Cardholder’s name
Commencing from: Year Month
■ Telegraphic Transfer Payment United Overseas Bank, Singapore Bank Code: 7375 Branch Code: 037 Account No.: 921-343-851-0 Company: Eastern Trade Media Pte Ltd
❑ 321 EDM/ECM❑ 324 Inspection/Measuring/Testing❑ 301 Design with CAD/CAM❑ 304 Drilling/Boring❑ 307 Tapping/Threading❑ 310 Lapping/honing
❑ 300 CNC Machining❑ 303 Milling❑ 306 Gear Cutting❑ 309 Grinding❑ 315 Stamping❑ 318 Shearing
❑ 350 OThErS (Please specify)
• Receipt will only be issued upon request!
Security ID–
ASIA PACIFIC METALWORKING
The Engineering Journal For Manufacturing, Automation & Quality Control

ENQUIRY NO 204
As of May 2008, checked by Mori Seiki. Y-axis travel for Horizontal multi-axis machines.

©2009 Kennametal Inc. l All rights reserved. l A-09-02006
BY KENNAMETAL
FREE Insert OfferTo experience substantial cost savings, greater efficiencies, and improved productivity for yourself, contact your local Kennametal sales representative or authorized distributor
or visit www.beyondtooling.com.
Turning l Threading l Grooving l Cut-Off l Holemaking l Indexable Milling l Solid-Carbide End Milling l Tooling Systems l Services
www.kennametal.com
BeyondTM holds the power to turn productivity into profit. Again and again.
In recent controlled tests, Kennametal’s newest tooling platform beat the competition’s best 85% of the time! In 1,302 conducted experiments, BeyondTM proved to be 30%–300% more productive an astounding 1,100 times. That’s advanced engineering that is built to outperform — at any speed, on any application. And metalcutting innovation that delivers increased productivity leading to greater profitability.
• 3,000 new line items • 15 new grades • 24 new geometries
1,300 TESTS 1,100 WINS!Test the Power of BeyondTM for FREE
• Australia 613.9755.5302 • India 9180.2219.8341 • Japan 813.3820.2855 • Malaysia 603.5569.9080 • Singapore 65.6265.9222 • China 8621.3860.8288 • Indonesia 6281.1148.8217 • Korea 822.2109.6100 • Taiwan 8862.2523.3660 • Thailand 662.642.3455
ENQUIRY NO 052












![Frequency April09 Eventquisite[1][1]](https://img.dokumen.tips/doc/110x75/55be83dfbb61eba4218b46f2/frequency-april09-eventquisite11.jpg)
















