Upload
adrian-lavric
View
66
Download
12
Embed Size (px)
Citation preview
MRFURI METALICE.
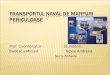
1.1 Proprietile metalelorIn timpul utilizrii lor, mrfurile metalice sunt supuse la solicitri mecanice, termice i, totodat, sufer aciunea unor factori chimici. De asemenea, o serie de proprieti ale metalelor i aliajelor acestora, precum culoarea sau luciul, contribuie la aspectul i estetica produsului, iar altele, cum sunt densitatea i greutatea specific la stabilirea greutii acestora.Cunoaterea proprietilor metalelor i aliajelor acestora ofer posibilitatea utilizrii lor ca materii prime corespunztoare destinaiilor date, explicrii tiinifice a indicatorilor de calitate ai produselor i ndeplinirii funciilor pentru care acestea au fost create.Proprietile metalelor pot fi clasificate n urmtoarele patru grupe: proprieti fizice proprieti mecanice proprieti tehnologice proprieti chimice.1.1.1 Proprieti fiziceStarea de agregare. La temperatura mediului ambiant toate metalele, cu excepia mercurului, se gsesc n stare solid, deci au form i volum propriu.Culoarea. Este dat de radiaiile din spectrul vizibil care sunt reflectate de suprafaa acestora. Cele mai multe metale reflect aproape toate radiaiile spectrului vizibil i de aceea ele au o culoare alb-cenuie. Unele metale precum cuprul, aurul etc. i aliaje precum alama sau bronzul, absorbind o parte din radiaiile spectrului vizibil (n domeniul albastru n cazul cuprului, respectiv n domeniul verde n cazul aurului, alamei sau bronzului), apar colorate. Astfel, unele metale sunt slab colorate, cum este cazul plumbului de culoare cenuie-albastr sau al bismutului ce se prezint slab roiatic, iar altele sunt intens colorate, ca de exemplu cuprul de culoare roiatic sau aurul de culoare galben. Prin alierea metalelor se poate obine o gam mai larg de culori. Astfel, n cazul aurului aliajul coninnd 78,5% aur i 21,5% aluminiu este violet-purpuriu, aliajul cu zinc este albastru, celcu cadmiu este roz, cel cu potasiu este verde-msliniu sau violet (dup coninutul n potasiu), aliajul cu rubidiu este verde nchis, iar cel cu paladm (20%) are culoarea alb.Luciul. Este o proprietate specific metalelor, care influeneaz direct aspectul produselor. n timp, datorit fenomenului de coroziune, pe suprafaa metalelor se formeaz compui chimici (de regul oxizi sau sulfuri) care afecteaz luciul. wStructura metalelor. n stare solid metalele au o structur cristalina. Din multitudinea structurilor cristaline care pot fi ntlnite, cele caracteristice metalelor sunt foarte puine. Majoritatea metalelor cristalizeaz ntr-unul din urmtoarele sisteme: . reeaua cubic compact (cu fee centrate) prezentat n figura 1.1a, ncare cristalizeaz cromul, wolframul i molibdenul. . reeaua cubic centrat intern (cu volum centrat) specific aluminiului,nichelului, cuprului, argintului, aurului i platinei (fig. 1.1b). reeaua hexagonal compact, prezentat n figura 1.1c in carecristalizeaz titanul, zincul, iridiul i zirconiul.
Dintre cele 65 de metale ale cror structuri au fost determinate, 45 cristalizeaz cu structuri compacte, cubice sau hexagonale, 15 au structuri cubice centrate intern i numai 5 (manganul, galiul, mdml, stamul i mercurul) au structuri cristaline diferite de cele trei tipuri curente.Numeroase metale sunt polimorfe, adic cristalizeaz, pe diferite intervale de temperatur, n una sau alta din cele trei forme cristaline obinuite Astfel fierul cristalizeaz n trei forme polimorfe: forma a, cu reea cubic centrat intern, stabil pn la 906C, forma y - cubica compact, stabil ntre 906C i 1401C i forma 5, din nou cubic centrataintern, stabil de la 1401C pn la punctul de topire (1536C). Aa-numita form p\ stabil ntre 769C (punctul Curie) i 906C, nu se deosebete din punct de vedere cristalografie de forma a, dar nu este feromagnetic.Sistemul de cristalizare influeneaz, alturi de ali factori precum: concentraia i tipul impuritilor existente n metal, temperatura i durata de nclzire, viteza de rcire etc, dimensiunea grunilor cristalini. Forma i dimensiunea acestora prezint importan, deoarece influeneaz unele dintre proprietile mecanice ale metalelor. Astfel, metalele cu o structur fin (datorat microcristalelor) posed proprieti mecanice mai bune comparativ cu cele cu o structur grosier (datorat macrocristalelor).Densitatea (p) unui metal sau aliaj omogen se definete ca masa coninut n unitatea de volum. Unitatea de msur uzual pentru densitate este g/cm3. Din punct de vedere al densitii lor, metalele se pot clasifica n: metale uoare, avnd densiti de pn la 5 g/cm3, exemplu n acest sens fiind aluminiul (pAi=2,7 g/cm ). metale grele, la care densitatea este cuprins ntre 5-10 g/cm3, ca de exemplu cromul (pcr=6,92 g/cm3), zincul (pzn=7,l g/cm3), fierul (pFe=7,86g/cm3), cuprul (pCu=7,9 - 8,95 g/cm3), nichelul (pNi=8,9 g/cm3) m etale foarte grele, cu densiti care depesc 10 g/cm , cum sunt de exemplu argintul (pAg=10,3 g/cmJ), plumbul (ppb^l 1,32 g/cm3), paladiul (ppd=ll,9 g/cm3), aurul (pAu=19,2 g/cm3), wolframul (pw=19,35 g/cm3), platina (pPt=21,4 g/cm3).Densitatea relativ (pr) a unui metal sau aliaj este dat de raportul dintre densitatea sa i cea a apei i este o mrime adimensional.Cunoaterea densitii permite calcularea corect a masei produselor plecnd de la dimensiunile acestora i invers.Temperatura de topire este temperatura la care metalul sau aliajul trece din starea solid n starea lichid, la presiunea atmosferic. Cunoaterea temperaturii de topire este necesar pentru alegerea metalelor n funcie de regimul de lucru i de locurile n care vor fi ntrebuinate. Uneori este necesar un metal care s se topeasc uor (sigurane fuzibile, aliaje pentru lipit) alteori un metal care s reziste la temperaturi ridicate (filamentele lmpilor electrice). Dintre metalele uzuale, punctul de topire cel mai cobort l are staniul (232 C), urmat de plumb (327 C) i zinc (419C). Cea mai ridicat temperatur de topire este cea a wolframului (3380 C), urmat de tantal (3000 C), molibden (2622 C) i iridiu (2454 C). Temperatura de topire intereseaz i n procesul de extragere a metalului, precum i la prelucrarea prin turnare, fiecare metal avnd otemperatur optim de turnare.Dilatabilitatea este proprietatea metalelor de a-i mri lungimea i volumul prin nclzire. Fenomenul invers, adic micorarea lungimii sau volumului prin rcire, se numete contracie. Dilatarea n lungime este ntlnit la produsele la care lungimea este mult mai mare dect celelalte dou dimensiuni (lime i nlime), iar dilatarea n volum este specific produselor la care cele trei dimensiuni sunt de valori apropiate. In funcie de tipul dilatrii (n lungime sau n volum) pot f definii urmtorii doi coeficieni: coeficientul de dilatare liniar a, care indic variaia relativ a lungimii ce se nregistreaz la variaia temperaturii cu un grad:
n care:1 - lungimea produsuluiAl - variaia lungimiiA0 - variaia temperaturii coeficientul de dilatare n volum fi reprezint variaia relativ a volumului nregistrat ca urmare a variaiei temperaturii cu un grad:V A0' LC_n care:V - volumul produsuluiAV - variaia volumuluiA@ - variaia temperaturii.Coeficientul de dilatare difer de la un metal sau aliaj la altul. De exemplu, oelul are coeficientul de dilatare 1,2-IO"5 1/C, cuprul 1,7-IO"5 1/C alama l,8-10"51/C iar aluminiul coeficientul de dilatare 2,310"51/C.Cunoaterea coeficientului de dilatare este foarte important n construcia de maini, a instrumentelor de precizie, la execuia construciilor metalice. De exemplu, la ceasuri, cronometre, ublere, micrometre se utilizeaz aliaje cu coeficient de dilatare ct mai mic. Un astfel de aliaj este cel numit invar (oel aliat cu 35 - 37% Ni, 0,5% Cr, 0,5% Mn), care este caracterizat de un coeficient de dilatare de 0,15-IO"5 1/C.Conductibilitatea termic este proprietatea metalelor i aliajelor de a putea fi strbtute de un flux de cldur sub aciunea unei diferene detemperatur. Ea se exprim de regul prin intermediul conductivitii termice X:
n care:Q - cantitatea de cldur transferatS - suprafaa prin care are loc transferul de cldurt - durata transferului de cldurA - variaia temperaturiiAl - distana pe care are loc transferul de cldur.Metalele cele mai bune conductoare de cldur sunt argintul, cuprul, aurul i aluminiul. Dac prin convenie am considera conductivitatea termic a argintului 100, atunci cea a cuprului este 90, a aluminiului 27, a fierului 15, a plumbului 12, iar a mercurului 2.Cunoaterea conductivitii termice este necesar pentru corecta alegere a metalelor i aliajelor din care se produc radiatoarele (caloriferele), ochiurile mainilor de gtit, evaporatoarele i condensatoarele frigiderelor i congelatoarelor etc.Conductibilitatea electric este proprietatea metalelor i aliajelor de a putea fi strbtute de un curent electric sub aciunea unei tensiuni electrice. Mrimea asociat acestei proprieti este conductivitatea electric y definit de relaia:
n care:1 - lungimeaR - rezistena electricS - suprafaa prin care trece curentul electric.Mult mai des este folosit n practic mrimea invers conductivitii electrice i anume rezitivitatea electric (p):
Cea mai bun conductivitate electric o au argintul, cuprul, aurul ialuminiul. Dac se consider, prin convenie, conductivitatea argintului 100, conductivitatea cuprului este 94, a aluminiului 55, iar a fierului 2. De aceea, argintul, cuprul i aluminiul sunt utilizate la producerea conductoarelor pentru transportul energiei electrice.Metalele n stare pur conduc mai bine curentul electric dect cele care conin impuriti sau care sunt aliate cu alte metale. Unele aliaje, avnd o rezistivitate ridicat, sunt folosite la producerea rezistenelor electrice pentru aparate electrocasnice (plite electrice, reouri, fiare de clcat etc.) i a celor bobinate folosite n electronic.Cunoaterea rezistivitii i a conductivitii electrice prezint importan pentru metalele i aliajele folosite n industria electrotehnic i electronic.Proprieti magnetice. Toate metalele i aliajele au o anumit comportare din punct de vedere magnetic, care difer de la un metal la altul i chiar de la un metal la aliajele sale. Din punct de vedere al proprietilor magnetice, metalele i aliajele se pot grupa n: metale i aliaje diamagnetce. Acestea au moment magnetic numai n prezena unui cmp magnetic exterior i atunci se magnetizeaz n sens invers cu cmpul magnetic (momentele magnetice induse sunt opuse cmpului magnetic); de aceea, metalele i aliajele diamagnetice sunt respinse uor de magnei. Exemple de metale diamagnetice sunt: staniul, plumbul, cuprul, argintul i aurul. metale i aliaje paramagnetice. Au moment magnetic numai n prezena unui cmp magnetic exterior i atunci se magnetizeaz n acelai sens cu cmpul magnetic (momentele magnetice induse sunt n sensul cmpului magnetic); de aceea, metalele i aliajele paramagnetice sunt atrase uor de magnei. Exemple de metale paramagnetice sunt: aluminiul, platina, cromul, titanul i vanadiul.Diamagnetismul i paramagnetismu se manifest foarte slab. metale i aliaje feromagnetice. Pot avea moment magnetic chiar dac nu se gsesc n cmp magnetic exterior. Aceste metale i aliaje pot da deci magnei permaneni. Feromagnetismul se manifest cu intensitate mare fa de celelalte tipuri de magnetism. Metalele feromagnetice sunt: fierul, nichelul, cobaltul precum i aliajele acestora. Exist i un aliaj compus din metale neferomagnetice (cupru, aluminiu, mangan) numit aliaj Heussler, care posed totui proprieti feromagnetice.Cunoaterea proprietilor magnetice ale metalelor i aliajelor este util, deoarece unele semifabricate i produse trebuie s fie neferomagnetice(de exemplu, n cazul ceasurilor mecanice i a urubelnielor de ceasornicrie), iar altele trebuie s posede proprieti feromagnetice (magnei permaneni folosii la uile frigiderelor i congelatoarelor, la producerea difuzoarelor, a miezurilor magnetice pentru transformatoare i bobine; pulberi metalice folosite la benzile de casetofon sau videocasetofon).1.1.2 Proprieti mecaniceProprietile mecanice ale metalelor determin modul de comportare al produselor atunci cnd acestea sunt supuse la diferite solicitri mecanice. Cunoaterea acestor proprieti este important, deoarece numai prin cunoaterea lor exact se pot alege metalele i aliajele din care sunt realizate produsele i, totodat, ele pot fi corect dimensionate.Ca urmare a solicitrilor la care sunt supuse produsele, pot aprea deformri care pot fi: elastice (sau temporare) care dispar dup ce fora ce a produs deformarea a ncetat s mai acioneze. plastice (sau permanente) care nu dispar dup ce fora exterioar i-a ncetat aciunea.Elasticitatea este proprietatea metalelor i aliajelor de a reveni, mai mult sau mai puin, la forma i dimensiunile iniiale, dup dispariia forelor care au produs deformarea. Aceast proprietate este foarte important n cazul materialelor din care sunt produse arcurile.Plasticitatea este proprietatea metalelor i aliajelor de a se deforma sub aciunea forelor exterioare i de a rmne deformate i dup ce aciunea acestora a ncetat. Aceast proprietate se cere metalelor ce urmeaz a fi prelucrate prin forjare, laminare, trefilare, ambutisare.Tenacitatea este proprietatea metalelor i aliajelor de a se rupe sub aciunea forelor exterioare dup ce n prealabil au suferit deformaii permanente ce apar ca alungiri, contracii sau gtuiri.Fragilitatea este proprietatea metalelor i aliajelor de a se rupe brusc sub aciunea forelor exterioare, fr a prezenta n prealabil deformri plastice permanente.Rezistena mecanic este proprietatea metalelor i aliajelor de a se mpotrivi unor solicitri de natur mecanic care tind s le rup. Rezistenele pot fi: la ntindere, comprimare, ncovoiere, torsiune (rsucire), forfecare n funcie de modul cum acioneaz forele exterioare asupra metalului (fig. 1.2).
n timpul utilizrii, produsele pot fi supuse, simultan sau succesiv, la mai multe solicitri. De semnalat faptul c metalele i aliajele acestora nu rezist la fel de bine la toate solicitrile. Astfel fonta, dei rezist bine la compresiune, nu se comport la fel de bine la traciune. Rezistena la traciune (ntindere) este cea mai important dintre rezistenele metalelor la deformrile plastice. Aceast proprietate se refer la comportarea unui metal sau aliaj la aciunea unor fore de ntindere. Sub aciunea acestora metalul se ntinde, apare o micorare a seciunii (gtuire), iar n final se produce ruperea. Rezistena la rupere se calculeaz cu relaia:
n care:Fmax - fora nregistrat n momentul ruperiiSo - seciunea iniial.Rezistena la compresiune evideniaz rezistena pe care o opune produsul metalic fa de forele care tind s-1 comprime. Privit din punct de vedere teoretic, rezistena la compresiune este opusul rezistenei la traciune, efectele produse de forele de compresiune fiind inverse celor obinute la solicitarea la traciune. Astfel, n loc de alungire se obine o scurtare, iar n loc de gtuire, o umflare sau bombare a produsului. Deci, rezistena la compresiune se calculeaz pe baza unei relaii asemntoare celei folosite la rezistena la rupere:
n cazul produselor lungi cu seciune mic, supuse compresiunii, apare o curbare a acestora, fenomenul fiind denumit flambaj. Rezistena la ncovoiere este rezistena opus de un produs metalic sub form de bar, aezat pe dou reazeme, fa de o for care acioneaz la mijloc, perpendicular pe axa produsului. Sub aciunea forei, produsul se ncovoiaz, dup care se rupe. Rezistena la ncovoiere se noteaz cu orj i se calculeaz fcnd raportul dintre momentul ncovoietor, care produce ruperea M i modulul de rezisten W, care depinde de forma i suprafaa seciunii prin produs.
Se determin ndeosebi n cazul metalelor i aliajelor fragile, deoarece metalele tenace nu pot fi rupte prin ncovoiere.Rezistena la torsiune (rsucire) este rezistena opus de un produs metalic unui cuplu de fore care acioneaz asupra celor dou capete ale produsului, n sens contrar. n urma rsucirii, produsele metalice se pot rupe prin forfecare (n cazul metalelor i aliajelor tenace) sau smulgere(n cazul metalelor i aliajelor fragile). Rezistena la torsiune o^ se calculeaz cu~ajutorul relaiei: .;
ncare:Mt - momentul de torsiune care produce rupereaWp - modulul de rezisten polar.Rezisten la forfecare (tiere) reprezint rezistena opus de produsele" metalice fa de dou fore exterioare, egale ca valoare i de sens contrar, care acionnd perpendicular pe axa produsului tind s-1 taie. Se calculeaz prin raportul dintre fora care produce tierea Ft i seciunea sa iniial Sq:
Duritatea este proprietatea metalelor i aliajelor de a rezista la aciunea unor fore exterioare* care tind s le deformeze superficial suprafaa. Dup modul n care pot fi aplicate aceste fore, solicitrile pot fi: statice, atunci cnd fora este aplicat lent i progresiv dinamice, atunci cnd fora este aplicat brusc.n general, n relaia de calcul a duritii intervin fora care a produs deformarea suprafeei F i aria suprafeei deformate S:
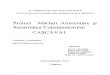
Determinarea duritii metalelor i aliajelor se poate realiza printr-o multitudine de metode. n figura 1.3 este prezentat o clasificare a acestor metode, care vor fi prezentate pe scurt n cele ce urmeaz.a. Metode statice de determinare a duritii a 1. Metode prin zgriereMetoda Mohs se bazeaz, pe utilizarea scrii Mohs, care ordoneaz mineralele n funcie de capacitatea acestora de a zgria mineralele cu o* La determinarea duritii, fora exterioar este aplicat prin intermediul unui penetrator avnd form i dimensiuni bine precizate.duritate mai mic f de a fi zgriate de cele cii o duritate mai mare.
Plecnd de la scara Mohs pentru minerale, s-a stabilit o scar i pentru metale i aliaje. In graficul din figura 1.4 sunt prezentate valori ale duritii unor metale i aliaje dup metoda Mohs.
Metoda Mohsesteo metod empiric, determinrile sunt calitative i nu cantitative i de aceea ea nu este utilizat n practic-Metoda Martens const n zgrierea piesei metalice cu ajutorul unui diamant avnd form de con cu unghiul la vrf de 90 sau 120. Duritatea se determin fie msurnd limea urmei zgrieturii obinute la o for constant de apsare, fie determinnd fora necesar pentru ca urma zgriat s posede o anumit lime (10 um).a 2. Metode prin apsareSpre deosebire de metodele prin zgriere, aceste metode sunt utilizate frecvent n practic. Din aceast grup fac parte metodele Brinell, Vickers i Rockwell.Metoda Brinell utilizeaz ca penetrator o bil de oel (cu diametre de 2,5; 5 sau 10 mm), care este apsat pe suprafaa produsului de verificat cu o for specificat i ntr-un interval de timp precizat. Duritatea Brinell se noteaz cu HB. Metoda Brinell se utilizeaz pentru determinarea duritii oelurilor neclite, fontelor i a aliajelor neferoase.Metoda Vickers utilizeaz n locul bilei de oel o piramid dreapt de diamant cu baza ptrat, avnd unghiul la vrf de 136. Duritatea Vickers se noteaz cu HV. Datorit duritii foarte mari a penetratorului, aceast metod poate fi folosit n cazul metalelor i aliajelor foarte dure.Metoda Rockwell are dou variante, n funcie de penetratorul utilizat: varianta B la care penetratorul este o bil de oel (cu diametrul de 1,587 mm); varianta C, care folosete un penetrator con de diamant cu unghiul la vrf de 120.Fora este aplicat lent i progresiv, n trei etape, fiecare fiind caracterizat de o valoare specific. Duritatea determinat prin varianta B a metodei Rockwell se noteaz cu HRB, iar cea obinut prin varianta C este simbolizat cu HRC.Varianta B a metodei Rockwell este indicat pentru determinarea duritii oelurilor carbon obinuite, metalelor i aliajelor neferoase, iar varianta C pentru metale i aliaje dure, oeluri clite.b. Metode dinamice Nedeterminare a duritii -b 1. Metode elastice Msurarea duritii prin aceste metode presupune msurarea reculului pe care l are un penetrator care lovete suprafaa produsului de verificat fr a o deforma. Cu ct duritatea este mai ridicat, cu att reculul penetratorului este mai marerMetoda Shore utilizeaz un scleroscop, care este un dispozitiv simplu alctuit dintr-un tub gradat (avnd 140 diviziuni, echivalente unitilor de duritate Shore) n care se deplaseaz liber un ciocnel metalic cu masa de 3g i prevzut cu un vrf de diamant.Pentru a determina duritatea, scleroscopul se aeaz deasupra produsului, iar ciocnelul este lsat s cad liber; lovind suprafaa produsului el ricoeaz pn la o anumit nlime, care, msurat pe tubul gradat, indic duritatea Shore, notat cu HS.Metoda cu duroscopul. Duroscopul este un pendul care are fixat la extremitate o bil de oel cu diametrul de 4 mm. Pentru determinarea duritii, pendulul este deviat la un unghi de 70 fa de vertical i lsat liber. ntlnind n drumul su suprafaa produsului metalic, pendulul ricoeaz sub un anumit unghi, care poate fi citit pe cadranul gradat al duroscopului i care intr n relaia de calcul al duritii.b 2. Metode plasticeMsurarea duritii prin aceste metode presupune lovirea brusc a suprafeei produsului cu un penetrator sub form de bil de oel care produce astfel o deformare; msurnd diametrul urmei, se poate calcula duritatea produsului.Metoda cu ciocan Baumann const n aplicarea brusc a unei fore constante, prin destinderea unui resort, care acioneaz o bil de oel. Duritatea produsului se determin n funcie de diametrul urmei imprimate de bil.Metoda cu ciocan Poldi se bazeaz, pe aplicarea brusc a unei fore variabile asupra unui penetrator din oel sub form de bil cu diametrul de 10 mm. Penetratorul imprim concomitent o urm pe suprafaa produsului de verificat i pe cea a unei bare etalon cu duritate cunoscut. Comparnd diametrele celor dou urme se determin duritatea piesei.Metoda cu ciocan Poldi se folosete la determinarea rapid, dar, aproximativ a duritii, n cazul pieselor metalice mari.1.1.3 Proprieti tehnologice Aceste proprieti determin modul de comportare al metalelor i aliajelor supuse prelucrrilor mecanice. Spre deosebire de celelalte proprieti menionate anterior, proprietile tehnologice nu pot fi apreciate i msurate direct Maleabilitatea este proprietatea unor metale i aliaje de a putea fi prelucrate n foi, fr fisurare, la temperaturi inferioare celei de topire. Depinde de mai muli factori printre care: sistemul de cristalizare, viteza de rcire, temperatura de prelucrare, prezena impuritilor, tratamente termice i termochimice etc.Cel mai maleabil metal este aurul, care poate fi tras n foi att de subiri nct 12000 foie puse una peste alta ajung la grosimi de 1 mm. Urmeaz apoi staniul, plumbul i aluminiul - ultimul fiind folosit frecvent, sub form de folii, ca ambalaj.Ductilitatea este proprietatea unor metale i aliaje de a putea fi trase n fire. Aceast proprietate depinde de maleabilitate i tenacitate. Metale precum: aurul, argintul, cuprul, aluminiul, nichelul, care sunt maleabile i tenace, sunt ductile. Altele, nentrunind ambele proprieti, nu sunt ductile. De exemplu, oelul clit este tenace, dar nu este maleabil, deci nu este ductil, iar staniul este maleabil, dar nu este tenace, deci nu este ductil.n strns legtur cu maleabilitatea i ductilitatea sunt i alte proprieti tehnologice mai complexe, precum comportamentul la ambutisare, ndoire simpl, dubl i alternat.Forjabilitatea este proprietatea unor metale i aliaje de a putea fi prelucrate prin batere. Cel mai forjabil metal este cuprul.Sudabilitatea este proprietatea metalelor i aliajelor de a putea fi mbinate ntr-un ansamblu rezistent prin nclzire, cu sau fr adaos de metal.1.1.4 Proprieti chimiceAceste proprieti definesc modul de comportament al metalelor i aliajelor la aciunea substanelor chimice i a agenilor atmosferici.Dintre toate proprietile chimice, o importan deosebit o are rezistena la coroziune, care definete modul de comportare al metalelor i aliajelor la aciunea agenilor corozivi.Coroziunea este procesul de degradare chimic, lent i progresiv, a metalelor i aliajelor datorit aciunii chimice, electrochimice i biochimice a mediului nconjurtor. Nu exist metal sau aliaj inert, toate sunt corodate mai mult sau mai puin intens. Chiar i metalele preioase c aurul sau platina se corodeaz ntr-un ritm foarte lent (viteza de coroziune a acestora este de aproximativ 0,002 mm/an).Clasificarea coroziunii produselor metalice se poate face n funcie de mecanismul procesului de distrugere precum i n funcie de aspectul distrugerii.Dup mecanismul procesului de distrugere, se disting urmtoarele tipuri de coroziune: coroziunea chimic. Este j>rovocat de gazele uscate sau de soluiile de substane anorganice n solveni organici. n general, produsul iniial al coroziunii este o pelicul, de regul de oxizi, care poate proteja metalul contra corodrii ulterioare n cazul n care este aderent la metal, impermeabil, elastic i rezistent. Un exemplu n acest sens este aluminiul ce se acoper instantaneu cu o pelicul de oxid, care, datorit caracteristicilor sale, apr n continuare suprafaa metalului de coroziune. coroziunea electrochimic. Este provocat de soluiile de electrolii, peliculele de umezeal, atmosfer, care genereaz elemente galvanice microscopice i practic este cea mai uzual form de manifestare a coroziunii. Ruginirea fierului este un exemplu de coroziune electrochimic care are drept consecin formarea hidroxizilor feroi i ferici ce formeaz un strat poros, prin care procesul continu n adncime. biocoroziunea. Este produs de microorganismele anaerobe i aerobe, dintre care cele mai importante sunt bacteriile sulfato-reductoare (anaerobe) ce provoac coroziunea perforant a oelului i bacteriile fierului (aerobe), care-i procur energia necesar vieii prin oxidarea oxidului feros n oxid feric.Coroziunea este influenat de o serie de factori dintre care cei mai importani sunt: compoziia chimic i structura metalului sau aliajului potenialul su electrochimie condiiile de elaborare, prelucrare i tratamentele la care este supus natura metalelor n contact calitatea prelucrrii suprafeei natura i compoziia mediului agresiv durata contactului dintre produsul metalic i mediul agresiv temperatura i viteza de micare a mediului agresiv.Aprecierea cantitativ a distrugerii unui produs metalic ca urmare a procesului de coroziune i, implicit," a rezistenei sale la coroziune se realizeaz prin intermediul urmtorilor indici: indicele gravimetric Iq, care evideniaz cantitatea de metal corodat (m) n unitatea de timp (t) i pe unitatea de suprafa (S):
indicele de ptrundere Ip, care evideniaz adncimea medie (hm) la care a penetrat coroziunea n intervalul de timp t:
n funcie de rezistena lor la aciunea agenilor corozivi, metalele i aliajele se pot clasifica n: anticorozive, grup care include metale i aliaje precum: aurul, argintul, platina, nichelul, cromul, oelul inoxidabil i alte metale i aliaje care, n mod obinuit, nu sunt atacate de agenii corozivi; superficial corozive, grup care include metale i aliaje precum: cuprul, zincul, plumbul, staniul, bronzurile i alamele. Acestea sunt atacate doar la suprafa, datorit peliculei de compui chimici (oxizi, carbonai, hidroxizi) rezultate n urma coroziunii, pelicul care este impermeabil ferind ulterior metalul de corodare n profunzime; corozive, grup care include n principal fierul i aliajele sale. Aceste metale i aliaje sunt atacate n profunzime, chiar pn la completa distrugere a produsului, datorit peliculei poroase de compui chimici (oxizi, hidroxizi) rezultate n urma coroziunii.1.2 Metale i aliaje 1.2.1 Metale i aliaje feroaseFierul este considerat n prezent cel mai important metal, deoarece aliajele sale dein cea mai mare pondere n producia mrfurilor metalice.Fierul n stare pur nu prezint importan practic, deoarece proprietile sale mecanice sunt inferioare celor ale aliajelor sale principale: fonta i oelul.Fonta: Prin procedeele de extragere a fierului din minereurile feroase nu se obine-practic fier pur, ci un aliaj al fierului cu carbonul, care conine 1,7 - 6,67% carbon, alturi de mici cantiti de mangan, siliciu, sulf, fosfor, numit font.Fonta jse poate utiliza ca atare pentru turnarea diferitelor piese i produse cum sunt: corpuri de maini, conducte, fitinguri i armaturi, vase de buctrie etc.Font se poate prelucra practic numai prin turnare i achiere. Prezint o rezisten la traciune mijlocie. Fiind casant, nu se preteaz la forjare i laminare. Este rezistent la uzur i are o duritate mare. Fonta face parte din grupa metalelor corozive i de aceea trebuie protejat mpotriva coroziunii.In funcie de modul de obinere, fontele se pot mpri n dou mari grupe: fonte brute numite i fonte de prim fuziune; fonte de turntorie (fonte de a doua fuziune) obinute prin retopirea fontelor brute cu scopul de a li se mbunti unele proprieti.Din punctul de vedere al coninutului de mangan i siliciu, fontele brute se clasific la rndul lor n: fonte brute nealiate, cu un coninut de mangan i siliciu sub 5%; fonte brute aliate, care conin peste 5% din aceste elemente.Fonte brute nealiate. Se produc urmtoarele tipuri: fonte obinuite de turntorie, pe baz de cocs (simbolizate cu FK), fonte speciale (simbol FX), fonte pentru afanare pe baz de cocs (simbol FAK). Simbolul acestor fonte este urmat de un grup de trei cifre, ce au urmtoarea semnificaie: prima cifr indic coninutul de mangan n procente, cea de-a doua coninutul de fosfor n zecimi de procente, iar cea de-a treia coninutul de sulf, n sutimi de procente.Fontele brute aliate au proprieti mbuntite n ceea ce privete rezistena la coroziune i fluiditatea (se toarn mai bine). Sortimentul cuprinde: fontele silicioase (simbol FS), fontele oglind (manganoase) simbolizate cu FOg i fontele silicioase FSOg.Fontele de turntorie au o pondere de aproximativ 25% din producia de font. Deoarece fontele brute, coninnd impuriti, nu se toarn bine, ele sunt supuse unei operaii de retopire, de unde i denumirea de fonte de a doua fuziune. Prin retopire fonta i pierde fragilitatea, parial i* Cele mai rspndite minereuri de fier sunt: magnetita (Fe3O4) cu un coninut de 50 - 60% fier, hematita (Fe2O3) cu 55 - 60% fier, siderita (FeCO3) avnd 30 - 40% fier, limonitele (Fe2O3- nH2O) cu un coninut de 35 - 55% fier.duritatea i devine tenace. Fontele de turntorie includ: fontele cenuii (simbol Fc), fontele cu grafit nodular (simbol Fgn), fonte refractare (FrSi) i fontele maleabile (Fm) care se mpart la rndul lor n: albe (Fma), negre (Fmn) i perlitice (Fmp).Simbolul literal este urmat de doua grupuri de cifre: primul grup indic rezistena la traciune n daN/mm2, iar cel de-al doilea, lungirea la rupere n procente. n cazul fontelor refractare se utilizeaz alt sistem de simbolizare. Simbolul literal este urmat de un grup de cifre care indic, n procente^coninutul de siliciu.Oelul. Este un aliaj fier-carbon care conine 0,05 - 1,7% carbon. Oelul conine i alte elemente (mangan, siliciu, sulf, fosfor etc). Acestea rezult din procesul de elaborare din cauz c nu pot fi complet nlturate (sulf, fosfor etc.) sau sunt adugate n mod voit, pentru a mbunti proprietile mecanice i tehnologice (mangan, siliciu, molibden, nichel, crom, wolfram, mangan). Oelul face parte din grupa metalelor corozive i, de aceea, el trebuie protejat mpotriva coroziunii prin diferite metode. Excepia o reprezint oelurile cu crom, care, datorit rezistenei ridicate la coroziune, sunt denumite oeluri inoxidabile.Oelul se obine prin afnarea fontei, reducnd coninutul de elemente nedorite pn la limitele maxime admise. Afnarea se realizeaz prin oxidarea elementelor care sunt apoi ndeprtate sub form de zgur. Oelurile se pot clasifica n funcie de urmtoarele criterii:a) compoziia chimic oeluri carbon care conin fier i carbon n limitele admise pentru oel precum i o serie de impuriti printre care mangan, siliciu, fosfor i sulf, care nu au putut fi eliminate din procesul de elaborare; oeluri aliate care conin pe lng cele de mai sus i o serie de elemente de aliere (vanadiu, molibden, nichel, crom, wolfram etc), adugate n mod voit, cu scopul de a obine proprieti superioare. Grupa oelurilor aliate se mparte la rndul su n: oeluri slab aliate, mediu aliate i nalt aliate, n funcie de coninutul n metale de aliere;b) modul de prelucrare oeluri pentru turnare care au un coeficient de contracie sczut i o viscozitate redus n stare topit; oeluri pentru prelucrare prin deformare plastic, caracterizate de proprieti tehnologice mbuntite, astfel nct ele pot fi laminate, forjate, trefilate;c) domeniul de utilizare oeluri pentru structuri metalice i construcii folosite la realizarea elementelor portante pentru maini agricole, maini de ridicat i transportat, poduri rulante, stlpi i ferme de hale industriale, poduri de osea i cale ferat i a elementelor i structurilor din beton armat i beten precomprirnat folosite n construcii civile i industriale (stlpi de susinere, grinzi, planee etc); oeluri pentru construcii mecanice folosite la producerea organelor de maini pentru autovehicule, maini unelte, maini agricole i a elementelor" de instalaii tehnologice clin industria chimic i petrochimic cu regim de lucru la temperaturi de pn la 200C; oeluri pentru deformare plastic la rece folosite la obinerea pieselor prin ambutisare i ndoire la temperaturi sczute, apropiate de cea ambiant; din aceste oeluri se obin printre altele ambalaje metalice, articole de menaj (oale, cratie, polonice etc), subansambluri pentru autovehicule (elemente de caroserie, jeni etc); oeluri pentru construcii navale folosite la realizarea structurilor portante ale navelor fluviale i maritime; oeluri pentru utilizri la temperaturi ridicate i joase din care se produc evi i conducte pentru industria petrolier i chimic, piese pentru cazane i schimbtoare de cldur pentru industria energetic, instalaii pentru industria chimic i alimentar, funcionnd la temperaturi joase (-50C - 100 C) sau ridicate (400 - 800 C); oeluri pentru srme de sudare folosite ca material de adaos la sudarea cu arc electric sau flacr oxiacetilenic; oeluri pentru arcuri din care se realizeaz arcuri de tip spiral - elicoidal, arcuri volute i arcuri din foi lamelare, bare de torsiune, plci elastice; oeluri pentru prelucrare prin achiere pe maini-unelte automate din care se realizeaz diverse piese: uruburi, piulie, prezoane, axe, tifturi, buce, boluri, aibe de presiune etc; oeluri rezistente la coroziune, utilizate la fabricarea tacmurilor, vaselor i articolelor de menaj, a instrumentelor muzicale, a instrumentarului chirurgical i a elementelor utilajelor tehnologice care lucreaz n medii cu agresivitate medie i ridicat; oeluri pentru scule din care se produc ciocane, dli, pile, cleti, chei fixe i reglabile, urubelnie i scule pentru prelucrarea prin achiere; oeluri pentru rulmeni; oeluri cu proprieti electrice i magnetice, folosite la realizarea pieselorpentru maini i aparate electrice i a circuitelor magnetice la aparate, bobine i transformatoare electrice.Simbolizarea oelurilor se realizeaz prin grupuri de litere i cifre a cror semnificaie difer de la un oel la altul.Oelurile carbon pentru turnare mu piese au simbolul OT (oel turnat) urmat de un numr format din dou cifre care reprezint rezistena minim la traciune exprimat n daN/mm2. Existena literei A dup acest simbol (ex: OT50A) indic un oel turnat ameliorat cu garantarea limitei de curgere, litera X (ex: OT50X) indic un oel special (limita de curgere i alungire ridicate), iar litera D (ex: OT50D) indic un oel turnat avnd proprieti magnetice. Din grupa oelurilor carbon pentru turnare fac parte urmtoarele mrci de oeluri: OT40, OT45, OT50, OT55, OT60, OT70.Oelurile aliate pentru turnare sunt simbolizate prin litera T urmat de un grup de una sau dou cifre semnificnd coninutul de carbon, n sutimi de procente, dup care urmeaz simbolurile chimice ale elementelor de aliere, iar n final un alt grup de dou sau trei cifre care indic coninutul mediu al principalului element de aliere (ultimul simbol chimic) n sutimi de procent. Simbolurile chimice ale elementelor de aliere sunt scrise n ordinea cresctoare a importanei lor. De exemplu, T35MoNiCr 210 este un oel aliat pentru turnare avnd 0,35% carbon, iar, ca elemente de aliere, n compoziia sa intr molibdenul, nichelul i cromul. Acesta din urm are o proporie de 2,1%. Exemple de mrci de oeluri aliate pentru turnare mai des utilizate sunt urmtoarele: T20Mnl4, T30SiMnl2, T35SiCrMnll, T6MoNiCrl80, T6CuMoNiCr200, T40SiCrl30, T15TiMoNiCrl80.n cele ce urmeaz va fi prezentat simbolizarea oelurilor pentru laminare-forj are.Oelurile carbon de uz general pentru construcii au simbolul OL (oel laminat) urmat de dou cifre care indic rezistena minim la traciune exprimat n daN/mm2. Cnd oelului i se garanteaz pe lng caracteristicile mecanice i compoziia chimic, simbolul este completat cu litera B (ex: OL60B). Se produc urmtoarele mrci de oeluri: OL30, OL34, OL37, OL42, OL44, OL50, OL52, OL60, OL70.Oelurile carbon de calitate pentru tratament termic, destinate construciilor de maini, au simbolul OLC urmat de dou cifre corespunztoare coninutului mediu de carbon n sutimi de procente. Din aceast grup fac parte urmtoarele mrci de oeluri: OLC 10, OLC 15, OLC20, OLC25, OLC35, OLC45, OLC50, OLC55, OLC60, OLC65, OLC75, OLC85.Oelurile de uz general pentru construcii, rezistente la coroziune atmosferic, au simbolurile RCA i RCB urmate de doua cifre care indic rezistena minim la traciune, exprimat n daN/mm2. Se produc oeluri cu mrcile RCA37 i RCB52.Oelurile pentru evi fr sudur, de uz general, au simbolul OLT urmat de un grup de dou cifre care reprezintrezistenaminim la traciune n daN/mm2. Se produc oeluri cu urmtoarele mrci: OLT35, OLT45, OLT65.Oeluri pentru table i benzi destinate ambutisrii au simbolul A urmat de o cifr (de la 1 la 5) care corespunde numrului de ordine al mrcii oelului. Dac mrcile Al, A2, A3 sunt destinate pieselor obinute prin deformare la rece i care au un grad redus i mediu de deformare, mrcile A4 i A5 sunt destinate prelucrrii prin ambutisare adnc i foarte adnc(elemente ale caroseriilor auto, vase i articole de menaj).Oelurile pentru rulmeni. Au simbolul RUL urmat de cifrele 1, 2 sau 3 corespunztoare celor trei mrci care se fabric:RULl, RUL2, RUL3.Oelurile pentru automate au aceast denumire deoarece sunt destinate a fi prelucrate pe maini unelte automate (strunguri de copiat, strunguri revolver). Marcarea lor se realizeaz prin simbolul AUT urmat de un grup de una sau dou cifre care indic coninutul mediu de carbon n sutimi de procent. Acest simbol poate conine litera M care indic un coninut de mangan peste limita de 1%. Din aceast grup fac parte urmtoarele mrci de oeluri: AUT9, AUT12, AUT20, AUT30, AUT40M.Oelurile carbon pentru scule au simbolul O&C, urmat de un grup format din una sau dou cifre care indic coninutul mediu de carbon n zecimi de procente. Se produc urmtoarele mrci de oeluri: OSC7, OSC8, OSC9, OSC10, OSCII, OSC12.Oelurile rapide pentru scule. Din aceste oeluri se produc scule (cuite) folosite la prelucrrile prin achiere. Pentru marcare, se utilizeaz simbolul Rp urmat de un numr de la 1 la 10 corespunztor numrului de ordine al mrcii. Sunt frecvent utilizate oeluri avnd urmtoarele mrci: Rpl, Rp2, Rp3, Rp5, Rp9, RplO.Oelurile aliate pentru laminare-forjare sunt simbolizate n general n mod identic cu oelurile aliate pentru turnare, fiind eliminat litera T care precede simbolul. Mrcile de oeluri aliate pentru laminare-forjare mai des utilizate sunt: 45VSiCrW20, 100VMoCr53, 200Crl20, 105CrW200 etc. folosite la producerea sculelor, 30Crl30, 40Crl30, 8Crl70, 45VMoCrl45 etc. folosite la realizarea tacmurilor i instrumentelor din oel inoxidabil,60CrMnSil2, 67CrSil2v65WSil8 etc. folosite la fabricarea arcurilor, 34MoCrNi20, 38MoAlCrl5, 50VCrll folosite la fabricarea organelor de maini pentru autoturisme, maini grele, maini unelte etc.1.2.2 Metale i aliaje neferoaseAluminiul este uri metal uor (pAl = 2^70 g/cm3), de mare importan pentru industria modern, dac se ia n considerare faptul c unele din aliajele aluminiului au rezistene comparabile cu cele ale oelului, fiind n acelai timp de trei ori mai uoare.Posed o foartebun conductibilitate electric i termic, fiind utilizat n electrotehnic, electronic i termotehnic. Se prelucreaz foarte bine prin turnare datorit punctului su de topire sczut (660 C), este foarte maleabil, permind laminarea sa n folii foarte subiri , se poate trefila, se prelucreaz prin achiere uor i se poate suda.n aer se acoper cu un strat compact i aderent de oxid care l apr de coroziune, fapt pentru care este considerat un metal rezistent din acest punct de vedere.Aluminiul nu este toxic; apa, benzina, uleiurile, alimentele nu acioneaz asupra lui. De aceea el este utilizat nu numai ca ambalaj, ci i pentru fabricarea veselei i a ustensilelor de buctrie.Din aluminiu se produc piese prin turnare, sudare i achiere, precum i semifabricate laminate ca: table, benzi, bare, evi, foi subiri de ambalaj, nituri. Aluminiul mai este utilizat la fabricarea unor utilaje pentru industria chimic i pentru protejarea diferitelor metale prin acoperire sau prin placare.Prin alierea aluminiului cu siliciul, cuprul, magneziul i zincul se obin aliaje cu proprieti mecanice i tehnologice superioare metalului pur i cu o rezisten la coroziune sporit.n funcie de modul de prelucrare, aliajele aluminiului se pot mpri n dou grupe: aliaje pentru turntorie; aliaje deformabile.Aliajele pentru turntorie cuprind aliaje precum: aluminiu-siliciu, aluminiu-magneziu, aluminiu-cupru i aluminiu-zinc. Cea mai mare parte a acestor aliaje sunt supuse la tratamente termice pentru a le crete duritatea.Grosimea foliilor poate ajunge la 200 um; foliile, indiferent de grosimea lor, sunt impermeabile la radiaiile din spectrul vizibil, la lichide i gaze, ceea ce a determinat utilizarea aluminiului ca material de ambalai n industria alimentar.Cele mai importante sunt aliajelecu un coninut de 2 -18% siliciu, numite siluminuri. Sunt utilizate la producia de pistoane, chiulase, blocuri motor, vase de buctrie etc.Siluminurile se simbolizeaz cu AT (aluminiu turnat) urmat de simbolul chimic al iliciului i, n final, de simbolul celorlalte elemente componente.Aliajele deformabile. n aceast categorie intr aliajele care pot fi prelucrate la cald sau la rece prin laminare, tragere, extindere, trefilare sau forjare. n vederea obinerii unor astfel de materiale, aluminiul se aliaz cu magneziu, cupru, siliciu, mangan, zinc, nichel.Cea mai important categorie de aliaje deformabile o constituie duraluminiul, n compoziia cruia intr aluminiul, cuprul, mangeziul. El este utilizat sub form de semifabricate (table, bare, srme) caracterizate de rezistene ridicate la traciune i coroziune. Pentru conductoarele electrice, un aliaj mult utilizat este aliajul Aldrey n a crui compoziie chimic intr siliciul (0,4 - 0,7%) i magneziul (0,3 - 0,5%)Aliajele de aluminiu deformabile se simbolizeaz folosind simbolul chimic al aluminiului, urmat de simbolurile principalelor metale de aliere i de coninutul procentual al acestora.Cuprul este un metal greu (pcu=7,90 - 8,95 g/cm3) care se topete la 1083 C. Conductibilitatea, att cea termic ct i cea electric, sunt foarte bune, acest metal ocupnd din acest punct de vedere locul 2 dup argint.Cuprul este un metal ductil, maleabil i forjabil. Duritatea sa i rezistena la traciune sunt reduse, n schimb este un metal tenace. Proprietile sale mecanice se pot mbunti prin aliere sau ecruisare . n atmosfer uscat este atacat n mic msur de agenii corozivi. Este de asemenea rezistent la aciunea majoritii acizilor, srurilor i substanelor alcaline. n atmosfer umed se acoper cu un strat subire de carbonat bazic de cupru de culoare verde care mpiedic progresarea corodrii. Acest strat, denumit popular cocleal, este toxic. De aceea, vasele de buctrie i elementele instalaiilor folosite n industria alimentar realizate din cupru sunt acoperite cu un strat protector de staniu (sunt spoite) pe partea cu care vin n contact cu alimentele.Ecruisare - operaie tehnologic prin care se modific proprietile mecanice ale unui metal sau aliaj n urma unui proces de deformare plastic la o temperatur inferioar celei laCuprul are o larg utilizare sub forma unor produse ca: srm, table^ bare, plci, platbenzi, evi. De asemenea, ocup primul loc n ceea ce privete producerea conductoarelor electrice.Pentru a i se mbunti proprietile mecanice i tehnologice, cuprul se aliaz cu zincul, staniul i nichelul.Alama este un aliaj al cuprului cu zincul, acesta din urm infa-nd n proporie de 20 - 45%. n cadrul alamelor o grup aparte o constituie tombacwrile care sunt aliaje cu un coninut de zinc cuprins ntre 5 i 20%. Acestea sunt folosite n industria electrotehnic i la realizarea articolelor de podoab ieftine (deoarece imit foarte bine aliajul roiatic al aurului). Tombacurile au o culoare roiatic n timp ce alamele, n funcie de coninutul n zinc, sunt rocate, galben-rocate sau galbene.Alamele pot fi prelucrate prin turnare sau prin deformare plastic la cald sau la rece (laminare, tragere, forjare). Prin turnare se obin din alam: robinete pentru ap i gaz, fitinguri, lagre, buce, piese de ornament. Din alamele deformabile se obin table, benzi, bare, srme, profiluri, evi. n categoria alamelor deformabile intr i alamele pentru lipit care servesc la sudarea bronzurilor, cuprului i a aliajelor de nichel. Aceste aliaje conin 58 - 62% cupru, mici cantiti de siliciu i staniu, iar restul zinc i se prezint sub form de srm sau vergele.Simbolizarea alamelor se face utiliznd simbolul chimic al cuprului, urmat de simbolul chimic i de coninutul procentual al zincului. Pentru alamele ce conin i alte elemente de aliere, n continuare se trec simbolurile chimice ale elementelor componente mpreun cu coninuturile lor medii, exprimate n procente, n ordinea descresctoare a acestora.Bronzul este n mod uzual un aliaj al cuprului cu staniul. Se mai produc ns i bronzuri speciale, care sunt aliaje ale cuprului cu aluminiul, plumbul, beriliul, manganul, siliciul etc. Prelucrarea bronzurilor se poate face prin turnare sau prin deformare plastic la cald sau la rece.Bronzurile cu staniu sunt aliaje ale cuprului cu staniul n care acesta intr n proporie de 12% i mai rar peste aceast valoare. Bronzurile cu pn la 10% staniu au o culoare rocat, iar cele cu peste 10% staniu au o culoare galben. Sunt foarte rezistente la coroziune, au caracteristici mecanice bune (au rezisten la traciune mai mare dect cuprul sau fonta) i foarte bune proprieti antifriciune . Din bronzurile de staniu se fac bare, diverse profiluri, lagre, robinete, cuzinei etc.* Antifriciune - proprietatea unui metal sau aliaj de a avea un coeficient de frecare foarte mic.Bronzurile cju aluminiu conin 5 - 10% aluminiu i restul cupru. Au proprieti mecanice i anticorozive superioare bronzurilor cu staniu i sunt mult mai ieftine dect acestea. Din aceste aliaje se produc bare, diverse profiluri, lagre, roi dinate, monede, armturi, conductoare electrice.Se mai produc bronzuri cu plumb, cu mangan, cu beriliu, cu cadmiu. Fiecare dintre acestea au diferite proprieti, cae l fac utilizabil ntr-un anumit domeniu: cuzinei, supape, roi dinate, port-perii pentru motoare electrice, contacte pentru prize, contacte glisante, cleme.Simbolizarea bronzurilor se face utiliznd simbolul chimic al cuprului, urmat de simbolul chimic i de coninutul mediu, n procente, al principalului element de aliere precum i de simbolurile chimice i coninuturile procentuale medii ale celorlalte elemente care intr n compoziia aliajului. La bronzurile cu staniu pentru turntorie, la sfritul simbolului se adaug litera T.Alpacaua. Aceasta este denumirea uzual a aliajelor pe baz de cupru, nichel (10 - 18%) i zinc (20 - 27%). Aceste aliaje, cunoscute i sub numele de Argentan sau Neusilber, sunt rezistente la coroziune i de aceea sunt ntrebuinate la producerea instrumentarului chirurgical, a tacmurilor, a instrumentelor de msur, a obiectelor de art.Cromul este un metal greu (pcr-7,2 g/cm3) de culoare alb i are o temperatur de topire de 1520 C. Este dur i casant i este destul de rezistent fa de agenii chimici; n aer nu se oxideaz i nici umiditatea nu i modific luciul. Acizii clorhidric i sulfuric dizolv cromul, n schimb acidul azotic i apa regal nu l atac la temperatura ambiant. Acidul azotic pasivizeaz att de mult cromul, nct acesta nu se mai dizolv nici n acid clorhidric la cald. Cromul se folosete la obinerea oelurilor speciale i inoxidabile, la protejarea mpotriva coroziunii (cromarea) unor produse din oel, la obinerea unor aliaje pentru rezistene electrice precum: nicromul -un aliaj pe baz de crom i nichel ifecralul - aliaj pe baz de fier, crom i aluminiu.Nichelul este un metal alb-cenuiu, relativ moale, ductil, rezistent la traciune i coroziune. n stare pur, nichelul este unul din metalele cele mai utilizate pentru acoperiri galvanice cu rol estetic i de protecie mpotriva coroziunii.Cea mai larg arie de utilizare a nichelului este aceea sub form de aliaj. El se aliaz cu cromul i fierul, cu cromul, aluminiul i siliciul, intrnd totodat, aa cum s-a prezentat, n compoziia aliajelor cuprului. Majoritatea aliajelor sunt folosite n electrotehnic. Astfel, aliajele- nichel-crom (denumite nicrom i cromel), nichel-crom-fier (denumite feronicrom), cupru-nichel (denumite constantan i nichelin), caracterizate de rezistivitate ridicat, sunt utilizate la fabricarea elementelor nclzitoare ale aparatelor electrotermice (fiare de clcat, plite i radiatoare electrice etc), iar aliajele nichel-fier (denumite permalloy i superpermqlloy), avnd foarte bune proprieti magnetice, sunt utilizate a fabricarea transformatoarelor electrice.Plumbul este un metal foarte greu (ppb= 11,32 g/cffi3), de culoare cenuie i are o temperatura de topire sczut (327 C). Este un metal maleabil, cu o rezisten" sczut la traciune i cu o alungire la rupere ridicat (60%). Rezist la atacul agenilor corozivi din atmosfer, acoperindu-se cu o pelicul de carbonat bazic de plumb. Nu este atacat de acizii clorhidric i sulfuric, fapt care l face utilizabil n construcia de utilaje necesare fabricrii acestor acizi. Este un element toxic ca i toate srurile sale.Din plumb se produc plci pentru acumulatoare, mantalele cablurilor electrice, se execut acoperirea prin plumbuire a tablelor de oel i se obin unii pigmeni folosii n industria vopselelor (miniul de plumb, ceruzite).Principalele aliaje ale plumbului sunt cele cu staniul care, datorit temperaturilor sczute de topire, sunt folosite fie la fabricarea siguranelor fuzibile, fie ca adaos de lipire. Acestea din urm vor fi tratate mai pe larg n cele ce urmeaz.Staniul. In stare pur este alb-argintiu i foarte strlucitor. Are densitatea de 7,3 g/cm3 i temperatura de topire cea mai sczut dintre metalele uzuale (232 C). Fiind un metal moale i foarte plastic, poate fi prelucrat prin forjare i laminare.Staniul rezist la aciunea acizilor slabi, a acizilor organici, a soluiilor de sruri precum i a atmosferei. Nu rezist ns la aciunea soluiilor alcaline, a acizilor concentrai i a compuilor cu sulf. n aer se acoper cu un strat superficial de oxid de staniu care apr produsul de coroziune n profunzime. Fiind netoxic, staniul este utilizat la acoperirea la cald sau pe cale electrolitic a tablelor de oel. Tablele cositorite sunt folosite la obinerea ambalajelor precum i la fabricarea produselor de uz casnic (tvi, forme de cozonac etc.)n funcie de domeniul lor de utilizare, principalele aliaje ale staniului sunt: alicele antifriciune care datoritLcoeficienilor de frecare redui sunt utilizate la realizarea lagrelor, cuzineilor, bucelor etc. Acestea conin 80 - 83% staniu, 11 - 12% stibiu, 6% cupru i restul plumb; aliajele uor fuzibile, obinute prin alierea staniului cu plumb, zinc, bismut, cadmiu sau argint cu temperaturi de topire cuprinse ntre 160 C i 227 C. Sunt folosite n mecanica fin i electronic pentru mbinarea prin lipire ntre piesele ceramice i metalice. aliajele pentru lipit. Alierea staniului cu 10 - 80% plumb conduce la obinerea aliajelor de lipit a cror temperatur de topire este cuprins~ ntre 180 - 300 C. Aceste aliaje servesc la lipirea metalelor grele i a aliajelor lor i se comercializeaz sub form de bare. Se utilizeaz simbolul Lp la care se adaug dou cifre corespunztoare coninutului procentual de staniu, subnelegndu-se c restul aliajului este format din plumb.Zincul este un metal de culoare alb-albstruie cu densitatea de 7,14 g/cm3 i temperatura de topire de 419 C. Conductibilitatea termic i cea electric sunt mai slabe dect cele ale cuprului i aluminiului, n general, proprietile sale mecanice sunt medii. Este fragil la temperatura ambiant, dar devine maleabil la temperaturi cuprinse ntre 100 - 150 C, cnd poate fi laminat i forjat. Peste 200 C devine din nou casant.n atmosfer se acoper cu o pelicul protectoare de oxid de zinc care mpiedic coroziunea n profunzime. Zincul rezist la atacul substanelor organice, al amoniacului, al oxidului de carbon. Clorul, sulful i acizii anorganici atac zincul. Srurile zincului sunt toxice. De aceea, zincul se folosete la protecia contra coroziunii a semifabricatelor i produselor din oel care nu vin n contact cu produsele alimentare (table, srm, plase, burlane, jgheaburi, glei, bidoane i plnii pentru produse petroliere etc).Din zinc pur se obine oxidul de zinc folosit ca pigment alb i totodat se produc prin laminare diverse semifabricate: table, benzi, bare, srm, n funcie de destinaia lor, aliajele zincului pot fi: aliaje pentru turnare (aliaje zinc-aluminiu sau zinc-aluminiu-cupru) utilizate n industria electrotehnic; aliaje pentru lagre (aliaje zinc-aluminiu-cupru la care se adaug pn la 0,06 % magneziu) aliaj e_ pentru lipire tare (alame penfru lipit) care sunt aliaje zinc-cuprir sau zinc-cupru-argint.Simbolizarea aliajelor de zinc se realizeaz folosind simbolul chimic al zincului la care se adaug simbolurile chimice ale celorlalte metale de aliere, nsoite de coninutul procentual al fiecruia. n cazul aliajelor pentru turnare; se adaug litera Xla! sfritul smibolului. ' -"1.3 Obinerea mrfurilor metaliceMrfurile metalice sunt obinute prin una sau mai multe operaii tehnologice, n funcie de complexitatea i gradul lor de finisare. Cunoaterea acestor operaii este important deoarece calitatea produselor metalice este determinat n cea mai mare msur de respectarea tehnologiilor de fabricaie.Operaiile tehnologice se pot grupa n: operaii de prelucrare tratamente termice i termochimice operaii de asamblare operaii de protecie i decorative.1.3.1 Principalele metode de prelucrareIn figura 1.5 sunt prezentate principalele metode de prelucrare a metalelor, grupate n funcie de particularitile tehnologice.Turnarea const n introducerea metalului topit ntr-o form al crei interior reproduce piesa. Dup solidificarea metalului n form rezult piesa turnat. Acest procedeu este folosit pentru producerea de piese cu profil complicat, care s-ar realiza greu prin alte procedee. Dintre metale i aliaje cel mai bine se toarn fonta, oelul, bronzul i aliajele de aluminiu.Prin turnare se obin fie piese finite care nu sufer nici o prelucrare (ceaune, oale, cratie, tigi din font sau aluminiu etc), fie piese brute care sunt prelucrate ulterior prin alte operaii (corpul i melcul mainilor de tocat carne cu acionare manual, blocuri motor pentru autovehicule).Prelucrarea prin deformare plastic are la baz proprietatea de plasticitate a metalelor. Deformarea materialelor este permanent, fiind realizat n stare solid, la cald sau la rece.Principalele procedee de prelucrare prin deformare plastic folosite n practica industrial sunt: laminarea, forjarea, tragerea (trefilarea), extrudarea, ambutisarea, ndoirea, fasonarea, tanarea.
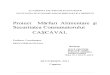
Laminarea este un procedeu de prelucrare, la cald sau la rece, care const n trecerea materialului metalic printre doi cilindri care se rotesc n sensuri opuse (fig. 1.6). O dat cu deformarea propriu-zis, cilindrii realizeaz i avansul metalului. Suprafaa cilindrilor de lucru poate fi neted sau profilat. Instalaia care realizeaz aceast prelucrare poart numele de laminor. Prin laminare se obin printre altele: profiluri (rotund, ptrat, lat, cornier, I, U, ine etc), table, benzi, srme, evi.Forjarea este operaia prin care se d materialului forma dorit prin batere la cald sau la rece, prin presare la cald (fig. 1.7). Produsele obinute prin forjare au caracteristici mecanice superioare produselor obinute prin laminare, dar mai ales pieselor obinute prin turnare, datorit
structurii de forjare care este omogen i dens.
La rece se pot forja metale i aliaje precum: aluminiul, staniul, cuprul, argintul, aurul, platina, bronzurile, alpacaua, alama, aliajele aluminiului. Zincul, nichelul i oelurile, n schimb, se forjeaz la cald.Forjarea se poate realiza prin dou metode: forjarea liber, prin care se modific controlat, prin batere sau presare, una din dimensiunile semifabricatului, fiind lsate s se modifice liber celelalte dou dimensiuni; forjarea n matri (matriarea) prin care materialul, n urma baterii sau presrii, se deformeaz simultan n ntregul volum, lund forma i dimensiunile matriei; acest procedeu de forjare asigur o precizie dimensional i netezime a suprafeei mai ridicat dect la forjarea liber.Prin forjare se obin produse precum: ciocane, chei fixe, topoare, trncoape, lopei, cazmale, sape etc.Treflarea i tragerea sunt procedee de prelucrare la rece a semifabricatelor laminate prin trecerea acestora prin orificii numite filiere,ce au diametrul mai mic dect semifabricatul prelucrat (fig. 1.8). Tragerea i trefilarea nu modific forma semifabricatului, ci numai mrimea seciunii sale. Produsele treiilrii sunt srme din oeluri i din metale i aliaje neferoase cu diametrul ntre 0,02 pn la 5 mm,
iar produsele tragerii sunt bare i evi cu diametre de peste 5 mm.Extrudarea const n introducerea materialului ntr-un container, presarea sa cu un piston (numit poanson) acionat de o pres i curgerea sa prin orificiul unei matrie de forma piesei dorite. Extrudarea se aplic pe scar larg metalelor i aliajelor neferoase (cupru, alam, aluminiu, bronzuri cu aluminiu, bronzuri ctt magneziu).In funcie de sensul deplasrii materialului n raport cu deplasarea poansonului, extrudarea poate fi: extrudare direct (fig. 1.9a), cnd materialul este mpins n acelai sens cu deplasarea poansonului; extrudare indirect (fig. 1.9b), cnd materialul se deplaseaz n sens invers sensului de deplasare al poansonului; extrudare combinat (fig. 1.9c), cnd materialul se deplaseaz n ambele sensuri.
Prin acest procedeu se obin bare, evi, profiluri j>line sau tubulare cu seciuni complicate.Arabutisarea este operaia prin care un semifabricat de form plan este transformat ntr-unui de form cav,. Sub aciunea poansonului 1, semifabricatul 3 se ^deformeaz n matria 2, devenind o pies cav (% 1.10).Prin acest procedeu de prelucrare se obin produse cilindrice sau semisferice din table cu grosimi de 0,02-5 mm, cum ar fi de exemplu vase, tacmuri i ambalaje din tabl de oel sau de aluminiu, forme pentru prjituri etc.Bordurarea este o variant a operaiei de ambutisare. Ea const n prelucrarea prin deformare a marginii exterioare a unei piese pentru a se obine o ntrire a marginilor sau o suprafa de racordare. Aceast operaie este aplicat de exemplu vaselor metalice din tabl de oel (oale, cratie, cni etc.)ndoirea are drept scop transformarea semifabricatelor plane n piese curbate sau prin care se ndreapt curbura nedorit a unor piese. Cele mai reprezentative operaii de ndoire sunt profilarea i ndreptarea.Profilarea const n transformarea semifabricatelor plane n piese curbate. Prin acest procedeu se obin unele elemente ale caroseriei autovehiculelor cum sunt: lonjeroanele, traversele, stlpii, pragurile etc.ndreptarea const n aducerea unei piese la forma rectilinie sau plan.Decuparea const n separarea complet a unor pri din material dup un contur nchis, partea rmas constituind deeul (fig. 1.11). Decuparea se execut pe prese cu ajutorul stanelor de decupat. De aceea, operaia mai este cunoscut sub numele de tanare. Prin aceast operaie se obin: unele modele de
ilduri, colare, blacheuri pentru nclminte.Prelucrarea metalelor prin achiere. Majoritatea pieselor componente ale mainilor i ale aparatelor pentru care se cere o precizieridicat i o netezire bun a. .suprafeelor sunt supuse unul- proces de -prelucrare mecanic prin achiere. Prelucrarea prin achiere presupune ndeprtarea de pe suprafaa pieselor brute obinute prin turnare, matriare, forjare, laminare a adaosului de prelucrare. Acesta este nlturat sub form de achii cu ajutorul unor scule achietoare cum sunt: cuitele, frezele, burghiele, pietrele abrazive, lezoarele etc. montate pe maini-unelte. Principalele procedee de prelucrare sunt: strunjirea, frezarea, rabotarea, mortezarea, rectificarea, broarea, gurirea, alezarea.Strunjirea este operaia de prelucrare prin achiere pe maini-unelte numite strunguri. La aceasta prelucrare, piesa metalic efectueaz micarea principal de rotaie, n timp ce scula achietoare (cuitul) efectueaz micarea de avans (micarea rectilinie longitudinal, transversal sau combinat).Prin strunjire se pot prelucra, fiind aduse la dimensiunile dorite, suprafeele cilindrice exterioare i interioare, suprafeele frontale, suprafeele conice, se pot realiza filete i se pot tia piesele cilindrice.Frezarea este operaia de prelucrare mecanic prin achiere pe mainile de frezat, cu scule numite freze. n cazul frezrii, micarea principal de achiere este executat de frez, iar micarea de avans de piesa de prelucrat (mai rar de frez).Prin frezare pot fi prelucrate suprafee plane sau nclinate, pot fi realizate canale i pot fi tiai dinii roilor dinate.Rabotarea este operaia de prelucrare mecanic prin achiere, realizat pe epinguri sau raboteze. La acest procedeu de prelucrare micarea de achiere este rectilinie-alternativ, fiind efectuat de scula achietoare la epinguri sau de piesa de prelucrat la raboteze.Prin rabotare se prelucreaz suprafee plane sau nclinate, canale de diferite forme i suprafee avnd forme complicate.Mortezarea este efectuat pe maini-unelte numite maini de mortezat. La aceast prelucrare, micarea principal de achiere este rectilinie-alternativ, fiind executat de scula achietoare, iar micarea de avans este rectilinie.In general, pe mainile de mortezat se execut prelucrri de suprafee nguste i lungi, n special canale i suprafee interioare i exterioare, care sunt greu de executat prin alte procedee. Datorit productivitii sczute, mortezarea se folosete numai la producia individual i de serie mic.Rectificarea este un procedeu de prelucrare prin achiere care const n detaarea de pe suprafaa de prelucrat a unor achii subiri cu ajutorulunor jscule abrazive. La prelucrarea prin rectificare, piatra abraziv efectueaz micarea principal de rotaie, cu vitez periferic mare, piesa executnd numai micri de avans, iar n unele cazuri rmnnd imobil.n general, prelucrarea prin rectificare se aplic n vederea finisrii pieselor, deoarece asigur o -precizie dimensional ridicat i o bun netezime a suprafeelor^ - TBroarea se execut cu scule achietoare numite broe care au micri rectilinii i elicoidale pentru suprafee interioare i exterioare. n timpul brorii piesa rmne, de regul, imobil.Prin acest procedeu se pot prelucra suprafee plane sau profilate, interioare sau exterioare.Gurirea este operaia prin care se execut guri cu burghiul n materialul pieselor. Burghiul execut att micarea principal de rotaie ct i micarea rectilinie vertical, de avans.Alezarea este operaia de prelucrare fin a gurilor executate cu burghiul. Scula cu care este efectuat operaia poart numele de alezor, iar operaia poate fi efectuat att pe maini de gurit, ct i pe maini de alezat.Alte operaii de prelucrare prin achiere sunt cele de execuie manual a filetelor exterioare i interioare, folosind pentru aceasta filiere i tarozi i operaia de polizare efectuat cu ajutorul pietrelor abrazive montate pe un polizor.1.3.2 Tratamente termice i termochimiceTratamentele termice i termochimice sunt procese tehnologice care se aplic metalelor i aliajelor n scopul de a mbunti proprietile mecanice i tehnologice, fr a se modifica forma sau dimensiunile produselor.Tratamentele termice constau, n principal, n nclzirea pieselor pn, la o anumit temperatur, la care se menin un anumit timp, dup care se revine la temperatura ambiant printr-o rcire adecvat. Prin tratamente termice nu se modific compoziia chimic, ci numai structura materialului, de care depind n mare msur proprietile mecanice i tehnologice.Tratamentele termice sunt: recoacerea, clirea i revenirea, deosebindu-se ntre ele prin temperatura de nclzire, durata de meninere la temperatura respectiv, modul i viteza de rcire.Recoacerea este tratamentul termic care const n nclzirea produselor la temperaturi ridicate (care pot fi inferioare, superioare sau n intervalul de transformare n stare solid), meninerea prelungit la aceast temperatur (10 - 48 ore), urmat de o rcire suficient de lent pentrurealizarea unui anumit echilibru fizico-chimic i structural. Recoacerea urmrete omogenizarea, recristalizarea, nmuierea sau detensionarea metalelor. Metalele i aliajele tratate prin recoacere au o rezisten mai mare la oc. Piesele turnate, laminate, forjate sau clite se supun de obicei recoacerii.Clirea este un tratament termic care const n nclzirea pieselor din oel sau din unele aliaje neferoase pn la o anumit temperatur (peste punctul de transformare), urmat de o rcire brusc n bi de ulei, bi cu emulsie de spun n ap.Vteza de rcire are o mare importan asupra structurii care se obine. Vitezele de rcire mari conduc la obinerea unor structuri fine, care confer oelurilor o mare duritate. Aceste oeluri sunt ns cu o tenacitate redus (sunt fragile). Vitezele de rcire mai lente produc structuri mai puin fine, care conduc la o duritate mai redus, dar la o tenacitate mai ridicat.Revenirea. Piesele clite sunt foarte fragile i au uneori o duritate mai mare dect cea necesar. Ele nu pot fi ntrebuinate n stare clit, ci se supun unui tratament termic ulterior, numit revenire. Acest procedeu const n nclzirea pieselor (sub punctul de transformare) urmat de o rcire lent n aer sau n ulei.Revenirea are ca scop mrirea tenacitii, micorarea duritii i ndeprtarea tensiunilor interne, adic trecerea materialului clit ntr-o stare mai stabil.Tratamentele termochimice sunt operaii de nclzire a pieselor n prezena unor ageni chimici, n urma crora se obine difuzia unor elemente precum: azotul, carbonul, aluminiul, cromul i siliciul n stratul superficial. Introducerea elementelor la suprafa fiind realizat la temperaturi ridicate, concomitent cu modificarea compoziiei se modific i structura.Scopul tratamentelor termochimice este acela de a mri fie duritatea, fie rezistena la coroziune sau la uzur a suprafeelor produselor. Ele se aplic n industrie, n special oelurilor.Cele mai importante tratamente termochimice sunt: cementarea, nitrurarea, cianizarea, cromizarea i alitarea.Cementarea const n difuziunea la cald a carbonului n piesele de oel, mrind astfel coninutul de carbon n straturile superficiale ale acestora pn la 0,9%. Mediul care cedeaz elementul de difuziune, carbonul, se numete mediu carburant i poate fi n stare solid (mangal, praf de crbune) sau gazos (metan, propan). n urma cementrii, suprafeele devin foarte dure, piesa rmnnd totui tenace.Nitf urarea const n difuziunea la caid-a azotului n piesele din oel sau font. Nitrurarea se efectueaz de regul n mediu gazos (amoniac), dar poate fi realizat i n mediu lichid sau solid; n toate cazurile ns, nitrurarea se datoreaz azotului activ n stare atomic. Acest tratament se aplic cu scopul de a mri duritatea superficial, rezistena la uzur, la oboseal i la coroziune.Cianizarea este un alt tratament termochimic care, const n difuziunea la cald n stratul superficial al pieselor din oel att a carbonului, ct i a azotului. Pentru aceasta, piesele fie sunt mpachetate n pulberi de cianur sau ferocianur de potasiu sau de sodiu, fiind introduse apoi n cuptor, fie sunt scufundate n bi de cianuri topite.Prin cianizare la suprafa se obin o duritate i o rezisten la uzur ridicate, meninndu-se n ansamblu tenacitatea piesei.Alitarea, cunoscut i sub denumirile de aluminizare sau calorizare, const n difuziunea aluminiului n produsele de oel. Mediul de alitare poate fi pulberea de aluminiu sau aluminiul topit.Prin alitare crete rezistena la temperaturi nalte a oelului, deoarece prin nclzire se formeaz o pelicul de oxizi care mpiedic oxidarea n adncime. Miezul pieselor alitate rmne tenace.Cromizarea const n difuziunea cromului n stratul superficial al pieselor din oel sau font. Mediul de cromizare l formeaz pulberea de crom, de ferocrom sau clorura de crom, care, la temperaturi ridicate, (800 - 900 C) cedeaz crom activ. Acest tratament termochimic conduce la mrirea duritii, a rezistenei la uzur, la coroziune i la temperaturi nalte.1.3.3 Operaii de asamblareUnele produse metalice sunt formate din mai multe elemente componente. mbinarea acestor elemente ntr-un tot unitar se realizeaz prin operaiile de asamblare. Asamblarea este deci operaia de reunire ordonat a elementelor componente ale unui produs, astfel nct acesta s poat funciona n conformitate cu specificaiile tehnice.n funcie de posibilitatea pieselor dintr-un ansamblu de a fi demontate i montate repetat fr deteriorarea pieselor, asamblrile pot fi: nedemontabile demontabile.Asamblrile nedemontabile sunt acele asamblri n care demontarea pieselor n caz de necesitate este posibil numai prin distrugerea parial sau total a acestora. Ele pot fi realizate prin nituire, sudare sau lipire.Nituirea reprezint operaia tehnologic de gurire a elementelor mbinrii, de montare a niturilor i de formare a capului de nchidere. Prile componente ale mbinrii sunt prezentate n figura 1.12. Nituirea se folosete atunci cnd mbinarea este mai dificil de efectuat prin alte metode. Costul ridicat prin consumul sporit de materiale i manoper, rezistenamecanic i etaneitatea redus, productivitateasczut determin ngustarea domeniilor de aplicare a acestei operaii de asamblare.Fluirea const n ndoirea una peste alta a marginilor pieselor din tabl subire i presarea lor.
Aceast operaie de mbinare asigur o etaneitate bun dar o rezisten mecanic sczut. Este utilizat la obinerea ambalajelor metalice i a unor articole de uz casnic (forme pentru prjituri, glei, bidoane, plnii etc).Sudarea este operaia de mbinare a pieselor metalice prin folosirea nclzirii locale, a presrii sau a combinrii celor dou procedee, cu sau fr folosirea unui material de adaos, similar cu al pieselor de mbinat. n raport cu nituirea, sudarea prezint numeroase avantaje precum: economie de manoper i de materiale n medie cu pn la 20%, posibilitatea creterii productivitii muncii prin automatizarea operaiei de sudare, etaneitate i rezisten mecanic mult mai ridicate etc.Lipirea este operaia de mbinare a pieselor metalice din acelai material sau din materiale diferite, ntotdeauna ns cu material de adaos, avnd compoziia chimic diferit de cea a materialelor mbinate.In funcie de gradul rezistenei mecanice i termice, lipiturile metalice pot fi: lipituri metalice moi. Au o rezisten mecanic redus(ar