Embed Size (px)
Citation preview

October, 1928 I&-D USTRl.4L AND ENGINEERING CHEXISTRY 1091
Summary line, mercaptobenzothiazole. The last two are put in this order mainly because of the inferior original properties of ethylidene-aniline.
4-Results of tensile, abrasion, and weight increase tests
5--The effect of acidity in any compounding material is
6-Stearic acid is without effect upon aging properties of
1-The aging properties of compounded rubber stocks are
2-The order of increasing superiority for the blacks are in reasonably good agreement. affected by the carbon black which is used.
tried is Super Spectra, Micronex, Charlton, Goodwin, and Thermatomic.
&The order of increasing superiority of accelerators is diplienylyanidine, hexamethylenetetramine, ethylidene-ani- cured rubber.
neutralized in a stock containing zinc oxide.
Manufacture of Carbon Dioxide H. E. Howe
HIRTY tons per day of solid carbon d ioxide tha t is one measure of the recently completed plant of the T DryIce Corporation, erected near the line where the
cities of Elizabeth and Newark, N. J., meet. Another indica- tion of the size of ihis plant is that it consists of three units, whereas the largest previous installation has but two. It is therefore believed to be the largest plant at present in exist- ence devoted t,o the mnnufacture of carbon dioxide.
I ~ . . . . ~ _ _ _ _
Elizabsfh. N. S., Plant of DryIce Corporafion. Gas Absorption Towers in Foreground
Process of )Manufacture
The process adopted for the manufacture of the gas is the familiar one in which a low-sulfur metallurgical coke is the raw material. The coke in the process of combustion s u p plies the gas, while the heat generates the steam necessary for the operation of the plant. In an installation of this kind it is always an economic question whether additional power can be used to advantage to liquefy gas beyond that which can be re- duced to a liquid using only the power generated by the bnrn- ing of the coke. Under careful control the stack gases can be made to contain from 16 to 18 per cent carbon dioxide. Theoretically 21 per cent is possible, but unless an excess of oxygen is present the sulfur becomes hydrogen sulfide and much carbon monoxide is formed. Both of these gases are wsstes in this process. Coke fires, managed to best advantage
for the production of carbon dioxide, clinker badly and at in- tervals the fire must be well cleaned. The admission of excess air a t such times reduces the carbon dioxide of the exit gases to 7 or 8 per cent, but this is for only a brief period. The high heat of the fires is also detrimental to the boiler setting and linings, even carhorundum brick requiring replacement about every 12 months. These conditions answer in part the ques- tion why carbon dioxide is not liquefied by power plants utilizing their stack gases. The remainder of the answer is found in the relation of power to liquefaction of gas mentioned above. The boilers used in this plant were manufactured by Urunswick-Kroeschel and are maintained at 150 pounds pressure. There is a damper in the stack which is open when the fires arc just started. It is then closed and a11 stack gases are conducted to the scrubbers, through which they are pulled by a Root blower and forced on to the hottom of the first ab- sorber.
The scrubbers are steel t,anks with limestone packing held on grids and under a distributing plate. These tanks are 7 feet in diameter by 25 feet ~ I I height, and about 25 per cent of limestone of the scrubber charge must be added annually to replace that consumed in the scrubbing process. Water is the principal scrubbing reagent, but some of the carbonate of the limestone is broken down, exchanging carbon dioxide for sulfur dioxide, which is thus removed from the passing gases. From the top of the first scrubber the gases are conducted to the bottom of the second. The water is circulated and there
“Snow Tanks” and Ice Molds
are the usual by-passes and connections to maintain the proper balance of the Worthington centrifugal pumps employed.
The scrubbed gases now pass to the first of two absorber towers, these being of steel 10 feet in diameter and 105 feet in

1092 INDUSTRIAL A S D ENGINEERING CHEMISTRY
~ > * **> /?nu2 CO' #b..W& , r,/,-x m A,< -
Vol. 20, No. 10
height. There is a section a t the top for a distributor plate, while a t the bottom is a tank into which the absorbent liquor flows with provision for overflow. Between top and bottom are six 15-foot sections with grids and distributor plates, and these are packed with selected coke. Ample manholes are provided for inspection and repacking of the sections when needed. Worthington centrifugal pumps are used to keep the absorbing solution in circulation over the towers and, when fully saturated with carbon dioxide, the solution is pumped through Gould Triplex pumps to the "lye boilers."
The solution employed is approximately 21/4 normal sodium carbonate. After passing down the first absorber, it is caught in the receiver, from which it is pumped to the top of the sec- ond tower, while any overflow is led back to the incoming line and reenters the absorber at the top. The liquid collected a t the bottom of the second absorber in case of overflow is like- wise reintroduced a t the top of the absorber. A make-up tank in which soda ash is dissolved is connected to the second absorber. The absorption of carbon dioxide converts a por- tion of the sodium carbonate to sodium bicarbonate, so that, whereas the original solution contained 7 to 8 pounds of sodium carbonate per cubic foot of solution, it now contains less than 3 pounds of sodium carbonate and more than 6 pounds of sodium bicarbonate. The term "strong lye" is used in the plant to describe the solution of sodium carbonate and bicarbonate which results when the sodium carbonate solution absorbs the carbon dioxide from the washed flue gas. "Weak lye" is the term applied to the solution after boiling when the carbon dioxide is liberated. The towers operate a t about 120" F. and the gas vented to the atmosphere from the second absorber contains about 8 per cent of carbon dioxide in nitro- gen. The carbonate-bicarbonate mixture used for absorption purposes will take up no more gas a t that point. A complete equilibrium in the absorbers should reduce the carbon dioxide in the exit gases to not more than 6 per cent, but the reaction is slow and if equilibrium were established the added expense for tower equipment and operation would yield only a low re- turn. The equilibrium in the absorbers and in the lye boilers
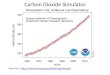
Flow Chart of Plant for Manu- Drips, drains, seals, and sewer
is not complete. Only approximate equilibrium has become established for the system a t 120" F. and the plant operates on the difference in equilibrium between the carbonate-bicarbon- ate mixture a t 120' F. in the absorbers and a t 240" F. in the lye boiler, where the gas is released by the simple process of boiling. It has been found that these two temperatures are the most economical and that any greater spread means a heat loss.
The solution, which now contains more bicarbonate than carbonate, passes through a heat interchanger, where the hot carbonate solution from the boiler is returning to the towers. This gives up its heat to the bicarbonate solution coming from the towers. The lye boiler is one of the vertical tubular design with a plate section several feet in length superimposed. It is heated primarily with exhaust steam from the gas com- pressors with a small amount of live steam added when needed to maintain the temperature of 240" F. The lye boiler works under a pressure of from 7 to 8 pounds and a'higher pressure has been found uneconomical, the optimum pressure being determined by the efficiency of the heat interchangers.
The carbon dioxide driven from the bicarbonate solution, which is thus converted to carbonate, comes from the lye boiler carrying a considerable amount *of moisture. The gas passes through a water-cooled coil and thence to oil and water separators to eliminate any oil and as much water as possible. The gas comes from the cooling coil a t a temperature of 140- 150" F. and is ready for the compressors.
In this plant Worthington compressors driven by direct- connected steam engines are employed. The first stage of compression is a t 75 pounds. The gas is then cooled and com- pressed a t 300 pounds. The final stage of compression is 1100 pounds per square inch. It is then led through a purifier, ex- perience having shown that treatment with permanganate solution removes traces of impurities, which if allowed to re- main tend to impart an unpleasant odor or flavor which it is feared might be imparted to food cooled by the solid carbon dioxide. By cooling the pursed gas at this pressure in a water-cooled condensing coil to 70" F. it becomes liquid.

October, 1928 INDUSTRIAL AXD ENGINEERING CHEMISTRY 1093
A
Courtesy of DryIcc Corporation
facture of Solid Carbon Dioxide connections not shown on diagram
At this point it would be possible to place the liquid in the usual commercial cylinder, but here the product is made primarily for "DryIce," which is a trade-marked name for the solid carbon dioxide marketed by this corporation. As is well known, a gas in the liquid phase passing to the gaseous phase must absorb heat, and in expanding from a high pressure to a lower pressure most gases also absorb heat. If heat cannot be absorbed from surroundings, a portion of the liquid is cooled so low that it becomes frozen to snow. It is advanta- geous, therefore, to cool the gas before permitting it to expand, since this tends to increase the yield of snow; and in this plant an ice machine of the American Carbonic Engineering Cor- poration, driven by a direct-connected General Electric motor of 100 horsepower is used to provide this refrigeration. The cooled liquid carbon dioxide is now led to a double cylindrical tank having a capacity of from 500 to 600 pounds of solid carbon dioxide. The liquid is permitted to expand through a nozzle into the inner compartment to a pressure of 15 pounds above the atmosphere and the excess gas, which amounts to about 50 to 60 per cent, passes through the canvas top of the inner cylinder to the space between the cylinders. This expanding gas assists in keeping the inner cylinder or chamber very cold. The gas which does not form snow is led back into the process and returned to the compressors.
The expansion tank or cylinder rests on a platform scale which registers the amount of snow or solid carbon dioxide contained. It requires approximately 20 minutes to produce 500 or 600 pounds. The supply is then cut off, a door which is held in place with turn buckles against a gasket is removed, and the pure white solid is shoveled into a mold. While automatic machines which will simplify this step in manu- facture are about to be installed, this plant was erected to meet a demand for product and under the circumstances there was no opportunity for experiment. Some two years' experience had shown that the procedure followed is practical and suc- cessful, so that for the present the solid carbon dioxide will be removed by hand-shoveling and the blocks will be formed first by tamping and then by hydraulic pressure. Some believe
this to be the best method, since it is very diflicult to obtain a uniform block by a single pressing. It seems better to put some snow into the mold, tamp it thoroughly, add another lot with a second tamping, and then finish the block with a final tamping, after which 500 pounds pressure per square inch is applied to the surface by a hydraulic press.
The blocks of solid carbon dioxide are then wrapped in heavy paper and are ready to be used as a refrigerant in a large number of different ways. Storage capacity is provided a t the plant, but thus far the demand has exceeded the supply and only rarely is the storage needed.
Research and development work have made possible the conversion of from 40 to 50 per cent of the carbon dioxide from a liquid to a solid in one cycle. This represents advanced practice and is a much better figure than has heretofore been obtained. There is some loss of gas in opening the expansion chambers and in shoveling out the snow to form the blocks. Normally these blocks are approximately 10 X 10 X 10 inches and weigh about 40 pounds.
Uses .
Since the publication of a preliminary article' there has been a steady growth in the demand for this material based on the convenience attending its use and the special applications to which it may be put. Today a certain frozen confection is dispensed largely from one-gallon vacuum jugs where the temperature is kept satisfactorily low with one pound of the refrigerant per day. Fresh meat and ice cream are being dis- tributed by trucks cooled with solid carbon dioxide and no longer leave a trail of salt mater on the pavement. Food specialties are being regularly shipped over long distances in spesially designed containers. A development department of the company is busily engaged on a number of projects dealing with new uses, and particularly with improvement in devices in which the new refrigerant can be used tf the most economical advantage.
1 Rilleffer, IND. ENO. CHBY., 19, 192 (1927)

1094 INDUSTRIAL AND ENGINEERING CHEMISTRY Val. 20, No. 10
Production Capacity header of zas from a holder, so that the enlareement of the
However, the established demands already tax the ca- pacity of the company’s facilities. The plant in Yonkers, utilizing by-product gas from molasses fermenters, continues in operetion with a capacity of some 10 tons per day. The Chicago plant produces 5 tons per day and will be enlarged. It is expected that the new plant, described above, will soon he greatly expanded by the addition of further units in which will be embodied new methods both of construc- tion and operation established through research in which the company is continually engaged. It will be recalled that each unit consists of a coke-fired boiler, two scrubbing towers, two absorber towers, a heat interchanger, a lye boiler, and coolhig coils. The compressor room n-orks on gas from a common
plant can go on without any interference wirh established operating units.
Future of Industry The last two years have seen carbon dioxide grestiy empha-
sized as a commercial gas. We have long been familiar with the steel cylinders rhich in themselves have represented a considerable annual tonnage of output. But now that its place as a commercial refrigerant has becomc established, it seems but a question of time when demand will rcquire plants for production of solid carbon dioxide as widely and conveniently distributed as are those for the production of the indispensable soda fountain accessory and of a, size comparable with other units of the chemical industry.
The Madsenell Process- -Its Products and Their Uses’,z F. M. DorseS
TllE ZIEl.*L PROIECTiON C O M P I N Y , CLIIIII.*I\”, OHro
K a previous articles the relation betwcen degasificatioii of metals and corrosion has been pointed out. It is the purpose of this paper to present the commercial proced-
ures by which the results stated therein are obtained and give soinc of the propcrties and uses of the resulting products.
The Periodic Procedure
I
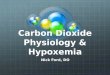
This procedure cousists of a straight-he arraiigeieut of tanks overliead of which runs a 1-ton electric crane for carry- ing the work from one solution to anotber. Tho sequence of these ta.nks is such that the work passes logically from one solulion to another starting at one end with the work in the crude unplated condition aiid ending at t.he opposite end plated and dried. The periodic procedure was designed pri-
Finure I-Periodic Plant
rnarily for job and contract plzting, which involves the handling of a wide variety of articles from the standpoint of shape, size, composition, and the kind and amount of coat-
I Received July 9, 1928. The Mvdrenell process is owned sad controlled by The Madsenell
Corporation, ipith head ofices at Portsmouth. Ohio. The Metsl Pmtection Company, 1146 E. 134th St., Cleveland, Ohio, is a subsidiary of the parent company and ConEtituter the selling and operatins ascncy for the pxxrss.
8 1x0. E w . C x e ~ . , 19, 1219 (1827).
hig required. At each step thorough inspectimi, uiudieation, or repetition of t.he operation is possible before passing on to the sucoceding step.
Figure 1 shows the periodic plant. The operations of the periodic procedure are as f<dlonr and
in the order given: (A) CLBANSIXC IS ALKAIJNB SoLmIoiYt-This opera-
tion iy only for thc purpose of removing superficial oils and greases, these substances being incidental to the manufacture and storage of steel as well as its fabrication. The composi- tion and operating conditions of the so-called “alkali cleanser” are governed entirely by the physical and chemical p r o p erties of these oils and greases, which may he classified under the three general heads: (1) water-soluble, (2) emulsifiable, and (3) saponifiable.
An eniulsifiable oil or grease cannot be efficiently removed by a saponifying agent or vice versa. A water-soluble oil or grease can he removed by either reagent if conlpletely soluble. The author restricts these oils and greases entirely to saponi- fiable materials, and uses only sodium or potassium hydroxide as the cleansing agent, together with the addition of whale-oil soap. Potassium hydroxide is preferred to sodium hydroxide because its soaps appear to be more soluble, it has a greater rate of reaction: aiid is effective in lower conceiitrations than sodium hydroxide, although the potassium cornpound isa!mut seven times as expensive as the sodium.
Emulsifiable oils and greases are avoided because they can- not be completely removed by any agenoy knom to the author without more or less hand scrubbing, an operation which is both expensive and unreliable.
The alkiili cleaner as used by the author consists of 6 ounces pcr gallon of either sodium or potassium hydroxide with the addition of 0.5 ounce per gallon of vhaleuil soap. The solu- iion is contained in an unlined steel tank, operated a t 80” t.o 85” C. with the work the cathode on a C-volt direct-current circuit. The anodes are sixtecn IJnited States gage steel sheets insulated from the tank by means of porcelain insula- tors. The heating coil is steel tubing with return bends and sufficient in number to give 0.15 square foot. of radiating sur- face per gallon of solution.
Rmsrxc-Rinsing after the alkali cleaner is done with cold tap water projected on both sides of the w w k through 3/,rinch diameter jets with compressed air at 100 pounds pressure. This results in economy of water and rapid
(B)