Embed Size (px)
DESCRIPTION
Makalah Sistem Kendali Terdistribusi untuk otomasi industri dengan siemesn
Citation preview
BAB I
PENDAHULUAN
1.1 Latar Belakang
Otomasi adalah implementasi teknologi kendali dalam produksi barang dan jasa
yang mengambil alih pekerjaan yang biasa dilakukan oleh manusia.
Siemens Otomasi Kerja Sama Dengan Pendidikan (SCE) menawarkan sistem
global untuk dukungan berkelanjutan dari teknis keterampilan. SCE mendukung lembaga
pendidikan dalam tugas mengajar mereka di sektor otomasi industri dan menawarkan nilai
tambah dalam bentuk kemitraan, keahlian teknis, dan know-how. Sebagai teknologi
Pemimpin, komprehensif layanan kami dapat mendukung anda dalam transfer pengetahuan
industri.
Untuk mengotomatisasi proses sistem rekayasa secara efektif, penataan sistem dan
juga menggambarkan maksud pemanfaatan yang diperlukan. Hal ini membantu dalam
kasus membagi lagi sistem ke dalam kelas plant rekayasa proses yang serupa mengenai
persyaratan untuk otomatisasi rekayasa. Menurut[1], jumlah fundamental produk yang
berbeda dan struktur fisik dari sistem dapat digunakan untuk klasifikasi. Jika pada
prinsipnya produk yang sama manufacture di plant, itu disebut satu produk plant. Jika
kondisi lingkungan berubah atau komposisi reaktan berfluktuasi, parameter dari urutan
proses atau pengaturan harus bervariasi dalam plant ini, agar selalu mendapatkan produk
yang sama. Di sisi lain dalam plant multi-produk, produk yang berbeda yang diproduksi
baik sesuai dengan proses yang berbeda atau sesuai dengan proses yang sama tetapi
dengan parameter jelas berbeda. Dari pandangan otomatisasi, plant baris mewakili fisik
sederhana struktur plant. Langkah-langkah antara produk melintasi unit tetap dalam urutan.
Sebuah plant multi line terdiri dari beberapa garis tunggal paralel. Namun, tidak ada
transfer produk ini yang dimaksudkan antara plant tersebut. Hanya jumlah material dan
produk jadi toko yang digunakan bersama-sama oleh garistunggal. Sebuah plant multi line-
multi juga terdiri dari satu baris, tetapi berbeda dengan plant multi line sederhana,
pertukaran produk antara garis dimungkinkan. Di sini,baik jalan produk yang dapat
diperbaiki, dinamis dengan koneksi tetap, ataupun dinamis dengan koneksi yang fleksibel.
1[1] DIN EN 61512-1 (Status 2000-01): Batch Oriented Operation.
1.2 Rumusan Masalah
1. Apa klasifikasi dari teknik sistem proses?
2. Bagaimana deskripsi plant?
3. Bagaimana cara pemipaan dan diagram instrumentasi?
4. Bagaimana keselamatan interlock dan fungsi perlindungan?
1.3 Tujuan
1. Mengetahui klasifikasi dari teknik sistem proses
2. Mengetahui deskripsi plant
3. Mengetahui cara pemipaan dan diagram instrumentasi
4. Mengetahui keselamatan interlock dan fungsi perlindungan
2
BAB II
PEMBAHASAN
2.1 Klasifikasi dari teknik sistem proses
Untuk mengotomatisasi proses sistem rekayasa secara efektif, penataan sistem dan
juga menggambarkan maksud pemanfaatan yang diperlukan. Hal ini membantu dalam
kasus membagi lagi sistem ke dalam kelas plant rekayasa proses yang serupa mengenai
persyaratan untuk otomatisasi rekayasa. Menurut[1], jumlah fundamental produk yang
berbeda dan struktur fisik dari sistem dapat digunakan untuk klasifikasi. Jika pada
prinsipnya produk yang sama manufacture di plant, itu disebut satu produk plant. Jika
kondisi lingkungan berubah atau komposisi reaktan berfluktuasi, parameter dari urutan
proses atau pengaturan harus bervariasi dalam plant ini, agar selalu mendapatkan produk
yang sama. Di sisi lain dalam plant multi-produk, produk yang berbeda yang diproduksi
baik sesuai dengan proses yang berbeda atau sesuai dengan proses yang sama tetapi
dengan parameter jelas berbeda. Dari pandangan otomatisasi, plant baris mewakili fisik
sederhana struktur plant. Langkah-langkah antara produk melintasi unit tetap dalam urutan.
Sebuah plant multi line terdiri dari beberapa garis tunggal paralel. Namun, tidak ada
transfer produk ini yang dimaksudkan antara plant tersebut. Hanya jumlah material dan
produk jadi toko yang digunakan bersama-sama oleh garistunggal. Sebuah plant multi line-
multi juga terdiri dari satu baris, tetapi berbeda dengan plant multi line sederhana,
pertukaran produk antara garis dimungkinkan. Di sini,baik jalan produk yang dapat
diperbaiki, dinamis dengan koneksi tetap, ataupun dinamis dengan koneksi yang fleksibel.
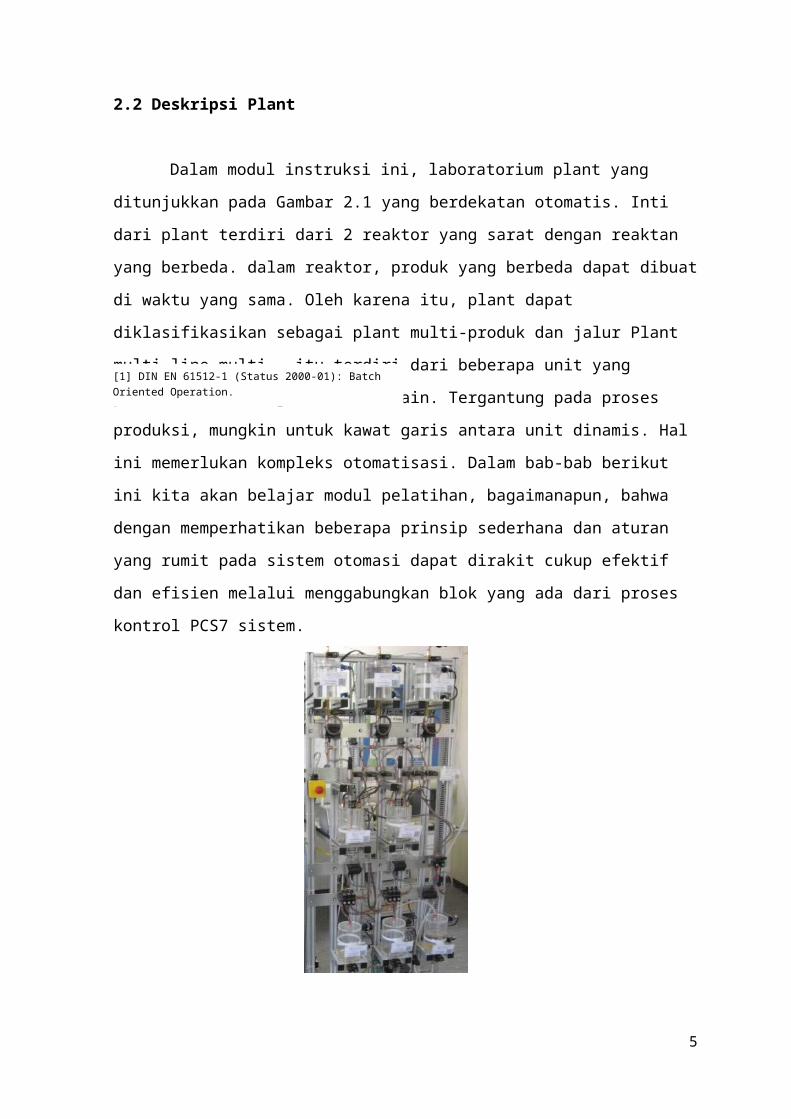
2.2 Deskripsi Plant
Dalam modul instruksi ini, laboratorium plant yang ditunjukkan pada Gambar 2.1
yang berdekatan otomatis. Inti dari plant terdiri dari 2 reaktor yang sarat dengan reaktan
yang berbeda. dalam reaktor, produk yang berbeda dapat dibuat di waktu yang sama. Oleh
karena itu, plant dapat diklasifikasikan sebagai plant multi-produk dan jalur Plant multi
line-multi-. itu terdiri dari beberapa unit yang permanen terhubung satu sama lain.
Tergantung pada proses produksi, mungkin untuk kawat garis antara unit dinamis. Hal ini
memerlukan kompleks otomatisasi. Dalam bab-bab berikut ini kita akan belajar modul
3[1] DIN EN 61512-1 (Status 2000-01): Batch Oriented Operation.
pelatihan, bagaimanapun, bahwa dengan memperhatikan beberapa prinsip sederhana dan
aturan yang rumit pada sistem otomasi dapat dirakit cukup efektif dan efisien melalui
menggabungkan blok yang ada dari proses kontrol PCS7 sistem.
Unit pertama memberikan reaktan untuk reaktor. Ini terdiri dari tiga wadah efek
hidrofobik. Instrumentasi dari tiga container adalah identik. Untuk memastikan apakah
wadah kosong atau penuh, level dipantau oleh dua encoders. Dengan katup di outlet dan
pompa, Efek hidrofobik dapat tertutup untuk unit kedua. Dengan cara katup inlet, efek
hidrofobik yang diisi ulang. Unit kedua terdiri dari dua reaktor yang memiliki dimensi
yang sama seperti wadah Efek hidrofobik dan dilengkapi dengan sumber daya otomatisasi.
Setiap reaktor dilengkapi dengan agitator dan pemanas. Dengan sensor ultrasonik level
reaktor diukur terus menerus, dan dengan suhu elemen PT100. Dengan cara tiga katup
pada inlet, reaktan yang dikeringkan ke dalam reaktor. Dengan pompa di outlet, produk
reaksi dapat ditransfer ke masing-masing reaktor lain, atau dikeringkan ke dalam unit
ketiga. Sebuah katup tambahan di inlet ini memungkinkan untuk reaktor sedang
dibersihkan dengan membilas air dari unit keempat. Unit ketiga berisi produk jadi dan
terdiri dari dua wadah dengan dua encoders yang menampilkan minimum dan level
maksimum. Sedangkan reaktor dapat dimuat oleh semua wadah Efek hidrofobik, wadah
produk ditugaskan persis dengan satu reaktor. Dengan katup pada saluran masuk dari
4
Gambar 2.1Proses sel multi produk dan multi train – multi stream di TU Dresden sebagai taman bermain
untuk proses teknik kontrol yang modern
wadah produk, jalur dari reaktor ke wadah produk diaktifkan. Sebuah katup masing-
masing pada outlet dari wadah produk berfungsi untuk menghilangkan produk jadi dari
plant. Unit keempat terdiri dari wadah air bilasan. Hal ini juga dilengkapi dengan dua
encoders untuk menunjukkan minimum dan level maksimum. Dengan katup dan pompa di
outlet, air bilasan dapat diangkut ke reaktor unit kedua, dan melalui katup di inlet kembali
lagi dari reaktor.
2.3 Pemipaan dan Diagram Instrumentasi
Meskipun deskripsi tekstual plant menjelaskan hubungan penting, sangat tidak
cocok untuk mengkomunikasikan tugas bersama rekayasa proses, elektroteknik teknik dan
rekayasa otomasi, karena deskripsi tekstual rentan terhadap kesalahpahaman bahkan di
mana plant kecil yang bersangkutan, tetapi semua dalam kasus plant besar dengan ratusan
perangkat dan beberapa puluhan ribu poin pengukuran.
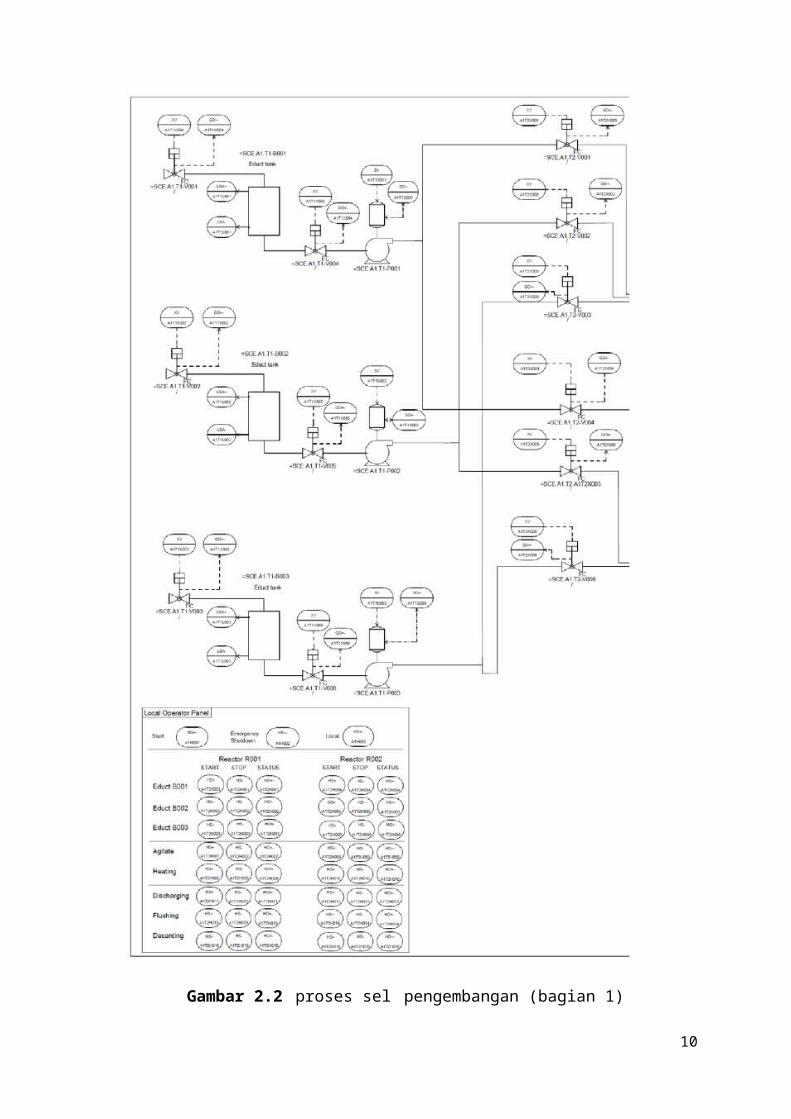
Dalam satu waktu, Piping&Instrumentation Diagram(P &ID) telah berkembang
menjadi sebuah alat perencanaan pusat untuk alasan itu. P&I diagram mendokumentasikan
struktur dan fungsi sistem proses untuk proses serta otomatisasi rekayasa. Gambar 2.2
menunjukkan P& I diagram dari plant eksperimen otomatis ,itu akan menjadi otomatis
dalam modul instruksi ini. Wadah, katup dan pompa serta rekayasa pengendalian proses
fungsional persyaratan diwakili oleh simbol-simbol standar. Pipa antara unsur-unsur
diindikasikan sebagai garis padat, arus informasi sebagai garis putus-putus. Demi
kejelasan, di Gambar 2.2 semua unit ditampilkan dalam P& I diagram. Sebuah wadah atau
fungsi kontrol proses berhubungan dengan unit tertentu melalui sebuah sistem identifikasi.
Sistem identifikasi ini memberikan kejelasan bagi manusia serta komputer. Selama orang
bekerja sama, mereka dapat dengan mudah membedakan antara Efek hidrofobik wadah
B001 dan tangki produk B001 berdasarkan konteks. Ini menjadi lebih sulit jika komunikasi
berlangsung selama beberapa departemen, para karyawan pengolahan banyak proyek
secara bersamaan dan komputer yang dilibatkan. Sebutan lengkap untuk B001 wadah Efek
hidrofobik pertama adalah=SCE.A1.T1-B001. Dengan demikian, tangki B001 di plant
SCE, Unit A1, sub unit T1 dapat dengan jelas dibedakan dari bagian plant yang sama di
tempat plant lain, atau di unit lain.
5
2.4 Keselamatan interlock dan fungsi perlindungan
P& I diagram tidak cukup untuk menentukan semua persyaratan untuk
pengendalian proses rekayasa. Untuk memastikan operasi plant yang aman, controller
harus melakukan hal berikut : Monitor Proses intervensi dan jika diperlukan, menekan
input pengguna, beralih aktuator on atau off , fungsi yang saling mengunci dan/atau
mengambil plant untuk keadaan aman. Untuk plant yang dijelaskan di atas bahwa-menurut
Gambar 2.2 - dilengkapi dengan meter, beberapa fungsi monitoring dan penguncian
berikut yang diperlukan dan, dalam modul instruksi, dilaksanakan langkah demi langkah
dengan PCS7:
Aktuator harus diaktifkan hanya jika saklar utama plant diaktifkan dan Darurat Off
switch diaktifkan.
Wadah tidak boleh meluap; itu berarti baik ada encoder dengan sinyal level
maksimum, atau level maximum(di sini: 1000ml) dikenal numerik dan dievaluasi
dengan cara pengukuran level.
Pompa tidak harus mengambil udara; itu berarti baik ada encoder dengan sinyal
level minimum, atau level minimum (di sini: 50ml) dikenal numerik dan dievaluasi
dengan cara pengukuran level.
Pompa tidak harus mencoba untuk mengambil dalam cairan ketika katup tertutup,
atau memompa cairan terhadap katup tertutup.
Suhu di dua reaktor tidak boleh melebihi 60° C.
Pemanas dari dua reaktor hanya dapat dioperasikan jika mereka ditutupi dengan
cairan(di sini: minimal 200ml dalam reaktor).
The agitator dari dua reaktor harus dioperasikan hanya jika mereka berada dalam
kontak dengan cair (di sini: minimal 300ml dalam reaktor).
6
Gambar 2.2 proses sel pengembangan (bagian 1)
7
Gambar 2.2 proses sel pengembangan (bagian 2)
8
BAB III
KESIMPULAN
9
DAFTAR PUSTAKA
https://www.worldskills.org/index.php?
option=com_docman&task=doc_download&gid=5893
http://w3.siemens.com/mcms/sce/de/fortbildungen/ausbildungsunterlagen/classic-module/
tabcardseiten/Documents/prozessleitsystem-pcs-7/eP01-
01_process_description_RC1012.pdf
DIN EN 61512-1 (Status 2000-01): Batch Oriented Operation.
10
















![[Makalah] File Service pada Sistem Terdistribusi](https://img.dokumen.tips/doc/110x75/5488b383b47959e6128b45b5/makalah-file-service-pada-sistem-terdistribusi.jpg)