Embed Size (px)
Citation preview
HALAMAN COVER LAPORAN PRAKTEK KERJA PROFESI APOTEKER
DI
PT. RAMA EMERALD MULTI SUKSES
Ds Tenaru, Kec. Driyorejo, Kab. Gresik
11 Agustus - 30 September 2014
DISUSUN OLEH:
Rizal Fachlevi S.Farm. (1308062155)
Ari Wahyudi S.Farm. (1308062156)
Agus Irmawan S.Farm. (1308062206)
Zaenuri S.Farm. (1308062232)
PROGRAM STUDI PROFESI APOTEKER
FAKULTAS FARMASI
UNIVERSITAS AHMAD DAHLAN
2014
R
ii
LEMBAR PENGESAHAN
LAPORAN PRAKTEK KERJA PROFESI APOTEKER
DI
PT RAMA EMERALD MULTI SUKSES
Ds Tenaru, Kec. Driyorejo, Kab. Gresik
(11 Agustus - 30 September 2014)
Disetujui Oleh :
Pembimbing Akademik
Aziz Ikhsanudin, M.Si, Apt
Preceptor
Drs. Bambang Priyambodo, Apt
Mengetahui,
Ketua Program Studi Apoteker
Fakultas Farmasi Universitas Ahmad Dahlan
Moch Saiful Bahri, M.Si., Ph.D., Apt
iii
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kepada Allah SWT atas segala
rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan kegiatan Praktek
Kerja Profesi Apoteker (PKPA) di PT.REMS.
Laporan ini disusun berdasarkan Praktek Kerja Profesi Apoteker di
PT.REMS yang berlangsung mulai dari 11 Agustus sampai dengan 30 september
2014, sebagai salah satu syarat yang harus dipenuhi oleh mahasiswa Program
Profesi Apoteker di Fakultas Farmasi Universitas Ahmad Dahlan untuk mencapai
gelar profesi Apoteker dan memberikan kesempatan kepada mahasiswa untuk
menimba ilmu dan memahami peran serta tugas Apoteker di Industri Farmasi.
Pada kesempatan ini, penulis mengucapkan terima kasih atas bantuan dan
bimbingan yang diberikan, kepada :
1. Wiwiek Hindriati, MBA dan C.Kusuma, M.Sc., MS selaku pimpian
perusahaan PT. REMS yang telahmemberikan izin dan kesempatan kepada
kami untuk melaksanakan Praktek Kerja Profesi Apoteker di PT Rama
Emerald Multi Sukses.
2. Drs. Bambang Priyambodo, Apt selaku plant Manager PT. REMS yang telah
mengajarkan banyak pengalaman di sini.
3. Chusnul Huda, S.Farm., Apt selaku Pembimbing Pratek KerjaApoteker dari
PT Rama Emerald Multi Sukses terima kasih atas bimbinganya selama ini.
4. Chaterina Nimas T.W, S. Farm., Apt selaku Pembimbing Pratek Kerja
Apoteker dari PT Rama Emerald Multi Sukses terima kasih atas bimbinganya
selama ini.
5. Aziz Iksanudin, M.Si., Apt selaku Pembimbing Akademik Praktek Kerja
Profesi Apoteker terimakasih atas bimbingan dan nasehatnya.
6. Para pembimbing lapangan kami Sis Tri, Thomas, Hendra, Wahyu, Ridha,
Rizky, Silviaterimakasih atas bimbingan nasehat serta semangat yang
diberikan.
iv
7. Seluruh Manager, Supervisor, staf dan karyawan PT Rama Emerald Multi
Sukses yang telah memberikan banyak bantuan sehingga pelaksanaan Praktek
Kerja Profesi Apoteker dan penyelesaian laporan dapat berjalan lancar.
8. Keluarga yang telah memberikan bantuan moral dan meterial serta semua
pihak-pihak lain yang tidak dapat disebutkan satu per satu yang telah
membantu baik langsung maupun tidak langsung.
Penulis menyadari masih banyak kekurangan dalam menyelesaikan
laporan ini oleh karena itu penulis mengharapkan kritik dan saran yang
membangun dari semua pihak. Namun demikian harapan penulis semoga
pengetahuan dan pengalaman yang penulis dapatkan selama Praktek Kerja Profesi
Apoteker ini dapat berguna dan bermanfaat bagi pengabdian penulis di masa
mendatang dan memberikan manfaat sebesar-besarnya bagi para pembaca.
Gresik, September 2014
Penulis
v
DAFTAR ISI
Halaman
HALAMAN COVER ........................................................................................ i
LEMBAR PENGESAHAN ............................................................................. ii
KATA PENGANTAR .................................................................................... iii
DAFTAR ISI .....................................................................................................v
DAFTAR GAMBAR ...................................................................................... vi
DAFTAR TABEL .......................................................................................... vii
DAFTAR LAMPIRAN ................................................................................. viii
DAFTAR SINGKATAN ................................................................................ ix
BAB I. PENDAHULUAN ................................................................................1
A. Latar Belakang .......................................................................................1
B. Tujuan PKPA .........................................................................................2
BAB II. TINJAUAN UMUM PT. RAMA EMERALD MULTI SUKSES ......3
A. Sejarah Singkat.......................................................................................3
B. Visi dan Misi Perusahaan .......................................................................3
C. Kebijakan Mutu ......................................................................................4
D. Sistem Manajemen Mutu .......................................................................4
E. Manajemen Resiko Mutu .......................................................................6
F. Kegiatan di Industri ................................................................................8
1. PPIC ....................................................................................................8
2. Quality Control (QC) ..........................................................................8
3. Quality Assurance (QA) .....................................................................9
4. Research and development (RnD) ....................................................10
5. Produksi ............................................................................................10
6. Enggineering ....................................................................................10
BAB III. HASIL OBSERVASI DAN KEGIATAN .......................................12
A. PPIC .....................................................................................................12
B. Quality Control (QC) ...........................................................................13
C. Quality Assurance (QA) .......................................................................17
D. Research and development (RnD) .......................................................20
E. Produksi ...............................................................................................22
F. Engineering ..........................................................................................38
1. HVAC (Heating Ventilation Air Conditioning) ...............................39
2. Unit Pengolahan Air .........................................................................40
3. Unit Pengolahan Limbah ..................................................................41
4. Udara Tekan .....................................................................................42
5. Steam/Boiler .....................................................................................44
G. Hasil Kegiatan ......................................................................................44
1. Tugas Khusus Bagian Validasi Pembersihan ...................................44
2. Tugas Khusus Bagian Kualifikasi ....................................................47
3. Tugas Khusus Bagian Intruksi Kerja ................................................48
4. Tugas Khusus Bagian Validasi Proses .............................................49
BAB IV. KESIMPULAN DAN SARAN .......................................................51
DAFTAR PUSTAKA .....................................................................................52
vi
DAFTAR GAMBAR
Halaman
Gambar 1. Bagan Dalam Membangun Manajemen Mutu ................................6
Gambar 2. Pelabelan Barang ...........................................................................14
Gambar 3. Skema Pembuatan Tablet Secara Granulasi Kering ......................27
Gambar 4. Skema Pembuatan Tablet Secara Granulasi basah ........................29
Gambar 5. Skema Proses seal Coating ...........................................................30
Gambar 6. Skema Proses Sugar Coating.........................................................31
Gambar 7. Skema Pengkapsulan. ....................................................................32
Gambar 8. Skema Proses Pembuatan Sirup dan IPC Sirup. ...........................33
Gambar 9. Skema Proses Pembuatan Suspensi dan IPC Suspensi. ................34
Gambar 10. Skema Proses Pembuatan Cream dan IPC Cream. .....................35

vii
DAFTAR TABEL
Halaman
Tabel I.In Process Control Produk Antara .................................................. 17

viii
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Struktur organisasi pt rama emerald multi sukses ..................... 52
Lampiran 2. Contoh protokol validasi pembersihan ..................................... 53
Lampiran 3. Contoh protokol kualifikasi instalasi ........................................ 69
Lampiran 4. Contoh protokol kualifikasi operational ................................... 79
Lampiran 5. Contoh protokol kualifikasi kinerja .......................................... 87
Lampiran 6. Contoh instruksi kerja ............................................................... 95
Lampiran 7. Contoh protokol validasi proses prosfektif sediaan solid ......... 98
Lampiran 8. Contoh protokol validasi proses prosfektif sedian liquid ........ 135
ix
DAFTAR SINGKATAN
AHU : Air Handling Unit
AMDAL : Analisa Mengenai Dampak Lingkungan
APR : Annual Product Review
BBM : Barang Baku Masuk
BOD : Biological Oxygen Demand
BPJS : Badan Penyelenggara Jaminan Kesehatan
BPOM : Badan Pengawas Obat dan Makanan
BTKL : Balai Teknik Kesehatan Lingkungan
BUMD : Badan Usaha Milik Daerah
BUMN : Badan Usaha Milik Negara
CAPA : Corrective And Preventif Action
COD : Chemical Oxygen Demand
CPOB : Cara Pembuatan Obat yang Baik
FBD : Find Bad Dryer
FI : Farmakope Indonesia
FEFO : First Expired First Out
GA : General Affairs
GBA : Gudang Barang Awal
GBK : Gudang Barang Kemas
GOJ : Gudang Obat Jadi
HRD : Human Resource and Development
HVAC : Heating, Ventilation, and Air Conditioning
IK : Intruksi Kerja
IPAL : Instalasi Pengelolaan Air Limbah
IPC : In Process Control
JPI : Jadwal Produksi Induk
KA-ANDAL : Kerangka Acuan Analisa Mengenai Dampak Lingkungan
MPS : Master Production Schedule
MRP : Material Requirement Planning
OE : Operational Excellence
PBF : Pedangan Besar Farmasi
PDAM : Perusahan Daerah Air Minum
PK : Perintah Kerja
PKPA : Pratek Kerja Profesi Apoteker
PO : Pending Order
PP : Perintah Produksi
PPIC : Production Planning Inventory Control
PPT : pengkajian produk tahunan
PW : Purified Water
QA : Quality Assurance
QMS : Quality Management System
QC : Quality Control
REMS : Rama Emerlad Multi Sukses
Rh : Relative Humidity
x
RnD :Research and Development
SP : Surat Peringatan
USP : United State Pharmacopeia
1
BAB I
PENDAHULUAN
A. Latar Belakang
Upaya kesehatan adalah setiap kegiatan untuk memelihara dan
meningkatkan kesehatan. Tempat yang digunakan untuk menyelenggarakan upaya
kesehatan disebut sarana kesehatan. Industri farmasi merupakan salah satu sarana
untuk mendukung upaya peningkatan pelayanan kesehatan tersebut. Tuntutan
konsumen dalam hal keamanan, kualitas dan kemanjuran suatu produk semakin
kuat. Disamping itu, globalisasi juga menimbulkan kecenderungan untuk
menghasilkan produk yang memenuhi persyaratan mutu yang berlaku secara
internasional dan dapat diterima di banyak negara. Industri farmasi sebagai
produsen perlu mempertimbangkan hal-hal tersebut.
Untuk menjamin tersedianya obat yang aman, bermutu, dan berkhasiat
dikeluarkanlah Keputusan Menteri Kesehatan RI Nomor 43/MENKES/SK/II/1988
tentang Pedoman Cara Pembuatan Obat yang Baik (CPOB) yang menjadi
pedoman wajib bagi industri farmasi. Upaya tersebut diikuti oleh Badan POM
(Pengawas Obat dan Makanan) dengan mengeluarkan Surat Keputusan Direktur
Jendral Pengawas Obat dan Makanan Nomor 05411/SK/XII/1989 mengenai
Petunjuk Operasional Penerapan CPOB.
Berkaitan dengan penjaminan mutu produk obat di industri farmasi,
farmasis (Apoteker) sebagai tenaga kesehatan memiliki tanggung jawab yang
besar. Oleh karena itu, dibutuhkan apoteker yang memiliki wawasan,
pengetahuan, keterampilan dan kemampuan dalam mengaplikasikan dan
mengembangkan ilmunya secara profesional, terutama dalam memahami
kenyataan di lapangan industri. Salah satu Industri Farmasi pemilik modal dalam
negeri adalah PT REMS. PT REMS merupakan Industri Farmasi yang berperan
dalam menciptakan kemandirian dalam hal produksi obat-obatan dengan mutu,
khasiat serta keamanan yang terjamin untuk digunakan oleh masyarakat.
2
PT.REMS berupaya untuk menerapkan prinsip-prinsip CPOB sesuai
dengan ketetapan yang telah disesuaikan dengan Peraturan Kepala Badan
Pengawas Obat dan Makanan Republik Indonesia Nomor HK.03.1.33.12.8195
Tahun 2012 Tentang Penerapan Pedoman Cara Pembuatan Obat Yang
Baik.Sebagai indikator bahwa PT REMS telah menerapkan prinsip CPOB yaitu
bukti telah diterimanya sertifikat CPOB dari Badan Pengawas Obat dan Makanan.
Oleh karena itu, kegiatan Praktek Kerja Profesi Apoteker (PKPA) menjadi
salah satu kebutuhan mahasiswa calon apoteker agar mempunyai keterampilan
serta wawasan yang luas mengenai Industri Farmasi khususnya penerapan CPOB
dalam segala aspek pembuatan dan produksi obat. Program Profesi Apoteker
Fakultas Farmasi Universitas Ahmad Dahlan (UAD) menjalin kerjasama dengan
PT. REMS untuk memberikan kesempatan kepada calon apoteker
menyelengarakan PKPA yang dilaksanakan mulai tanggal 11 Agustus sampai
dengan 30 September 2014.
B. Tujuan PKPA
1. Meningkatkan pemahaman calon apoteker tentang peran, fungsi, posisi,
dan tanggung jawab apoteker dalam industri farmasi.
2. Membekali calon apoteker agar memiliki wawasan, pengetahuan,
keterampilan dan pengalaman praktis untuk melakukan pekerjaan
kefarmasian di industri.
3. Memberikan kesempatan kepada calon apoteker untuk mempelajari
penerapan GMP (CPOB) dan penerapanya dalam industri.
4. Memberikan gambaran nyata tentang permasalahan pekerjaan kefarmasian
di industri.
5. Mempersiapkan calon apoteker dalam memasuki dunia kerja sebagai
tenaga farmasi yang profesional.
3
BAB II
TINJAUAN UMUM PT. RAMA EMERALD MULTI SUKSES
A. Sejarah Singkat
PT. Rama Emerald Multi Sukses (REMS) merupakan suatu perusahaan
yang bergerak dibidang produksi obat. Perusahaan tersebut bermula dari Apotek
menjadi Industri Manufaktur.Pada tahun 1965, L.J Hartono S.Kawilarang dan
Harsono S. Kawilarang mendirikan apotek umum di Jalan Jagalan 122A,
Surabaya. Setelah apotek pertama berkembang maka dibuka apotek kedua pada
tahun 1968 yang diberi nama apotek kalianyar yang berlokasi di jalan kalianyar
no.6, Surabaya. Pada tahun 1970 didirikan apotek ketiga yang diberi nama apotek
dewi. Usaha ini terus berkembang sampai memunculkan ide membangun indrustri
farmasi, kemudian pada tahun 1978 resmi berdiri industri farmasi bernama PT
Rama Pharmaceutical Industri.
Tahun 1981, kegiatan produksi dimulai dengan produk obat generik.
Mengikuti perkembangan industri farmasi yang semakin dituntut untuk
menghasilkan obat yang bermutu, pada tahun 1990 PT Rama Pharmaceutical
Industry memperoleh sertifikat CPOB untuk beberapa sediaan.
Pada tahun 1995 melakukan pengembangan yang mengarah pada standar
ISO dan diverifikasi usaha dengan membentuk beberapa unit bisnis strategis
antara lain customer product, medicated cosmetic, tradisional dan modern herbal,
health food dan minuman. Seiring perkembangan pada tahun 2007 dilakukan
perubahan nama perusahaan menjadi PT REMS. Untuk fasilitas Non-Beta laktam
pada tahun 2008 dilakukan resertifikasi CPOB dan tahun 2013 dilakukan
resertifikasi CPOB kedua.
B. Visi dan Misi Perusahaan
Visi
PT REMS didirikan dengan sebuah tujuan mulia bagi pelayanan kesehatan
masyarakat luas melalui produk-produk obat yang bermutu tinggi dengan
harga yang ekonomis dan terjangkau.
4
Misi
1. Menjadi perusahaan farmasi nasional terpercaya yang produk-produknya
berkualitas tapi harganya ekonomis dan terjangkau.
2. Menjadi rekanana bisnis farmasi yang terkemuka dan diperhitungkan baik
skala nasional maupun internasional.
C. Kebijakan Mutu
PT.REMS menerapkan kebijakan mutu untuk menjamin produk yang
berkualitas.
“Quality Product for Quality Service”
1. Kami bertekad untuk menghasilkan produk berkualitas sebagai suatu
kewajiban dan rasa tanggung jawab perusahaan pada konsumen kami
dengan selalu melaksanakan current GMP (Good Manufacturing
Practice) secara konsisten dan berusaha meningkatkan pemenuhannya
secara berkesinambungan.
2. Kami bertekad untuk membentuk kualitas produk sejak tahap awal selama
proses tahap produksi akhir hingga penyimpanannya dan selama distribusi
pada pelanggan kami.
3. Seluruh staff dan para karyawan akan kami motivasi untuk dapat bekerja
dengan disiplin tinggi sesuai tata tertib tertulis yang telah disahkan oleh
Quality Assurance Departement.
4. Kami akan memberikan pelatihan intensif bagi staff dan karyawan agar
dalam melaksanakan tugasnya dapat mempertahankan kontrol kualitas
terhadap seluruh proses, aktifitas, dokumentasi dan lain-lain terkait c-
GMP/ current-GMP.
5. Tanggung jawab monitor pelaksanaan sistem mutu yang sesuai sasaran
diatas akan dilakukan oleh Quality Assurance Departement.
D. Sistem Manajemen Mutu
Industri farmasi harus membuat obat sedemikian rupa agar sesuai dengan
tujuan penggunaannya, memenuhi persyaratan yang tercantum dalam dokumen
5
izin edar dan tidak menimbulkan resiko yang membahayakan penggunanya karena
tidak aman, mutu rendah atau tidak berefek. Untuk mencapai tujuan mutu
secara konsisten dan dapat diandalkan, diperlukan sistem Pemastian Mutu
yang didesain secara menyeluruh dan diterapkan secara benar serta
menginkorporasi Cara Pembuatan Obat yang Baik termasuk Pengawasan
Mutu dan Manajemen Risiko Mutu. Untuk melaksanakan Kebijakan Mutu
dibutuhkan 2 unsur dasar:
• Infrastruktur atau sistem mutu yang tepat, mencakup struktur organisasi,
prosedur, proses, dan sumber daya.
• Tindakan sistematis diperlukan untuk mendapatkan kepastian dengan
tingkat kepercayaan tinggi, sehingga produk yang dihasilkan akan selalu
memenuhi persyaratan yang ditetapkan
Jaminan terhadap mutu produk tersebut hanya bisa dilakukan jika terdapat
sistem yang secara proaktif mencegah sebelum terjadinya kesalahan /
penyimpangan dalam proses pembuatan obat.
Dari unsur diatas, sistem manajemen mutu di industri farmasi
mencakupantara lain :
Struktur organisasi mutu, termasuk didalamnya pemisahan kewenangan/
fungsi QA (pemastian mutu) dengan QC (pengawasan mutu).
Personalia, Pelatihan dan kualifikasi serta program sanitasi &hygiene
Sistem Dokumentasi
Sistem protap (prosedur tetap), Dokumen produksi & catatan bets (Batch
record), Spesifikasi (bahan baku, bahan pengemas, produk antara dan obat
jadi), Dokumen registrasi, Dokumen penunjang lain (logbook, gambar
teknis).
Sistem Pelulusan Batch
Penanganan terhadap perubahan, penyimpangan dan prosedur pengolahan
ulang
Pelaksanaan program Kualifikasi dan Validasi (Rencana Induk Validasi,
Protokol & Laporn Validasi)
Program inspeksi diri & audit eksternal
6
Penanganan terhadap keluhan, obat kembalian dan penarikan produk
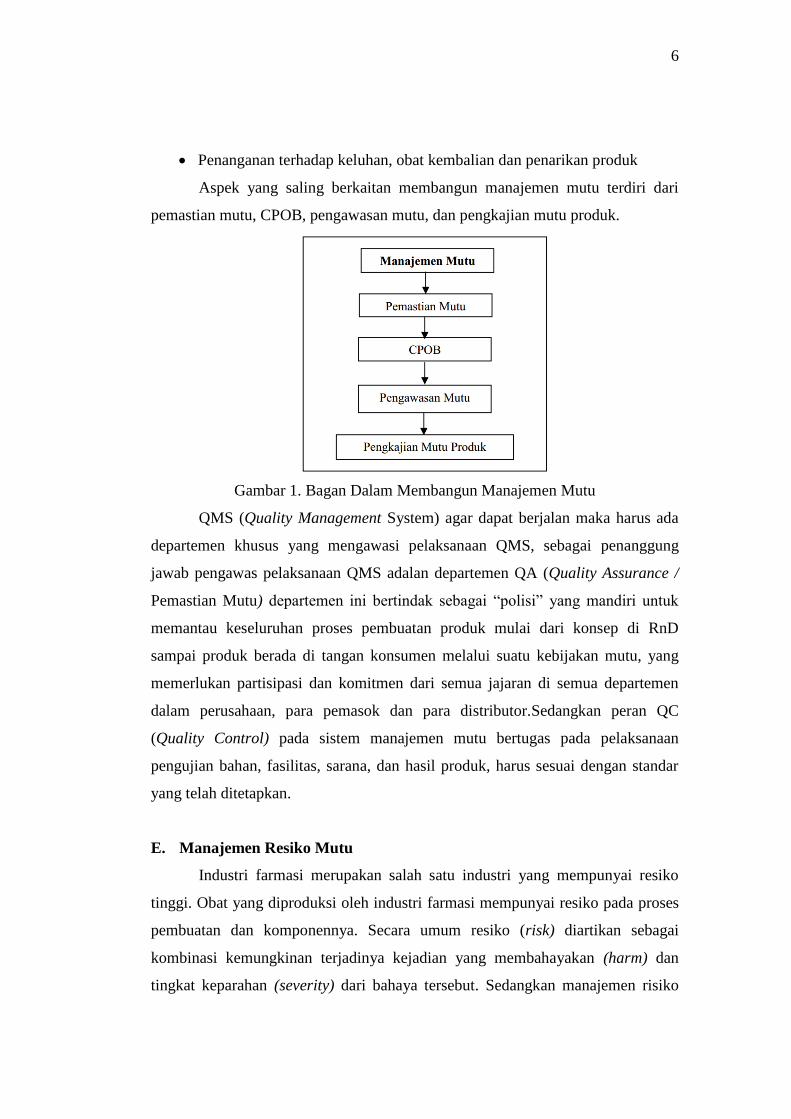
Aspek yang saling berkaitan membangun manajemen mutu terdiri dari
pemastian mutu, CPOB, pengawasan mutu, dan pengkajian mutu produk.
Gambar 1. Bagan Dalam Membangun Manajemen Mutu
QMS (Quality Management System) agar dapat berjalan maka harus ada
departemen khusus yang mengawasi pelaksanaan QMS, sebagai penanggung
jawab pengawas pelaksanaan QMS adalan departemen QA (Quality Assurance /
Pemastian Mutu) departemen ini bertindak sebagai “polisi” yang mandiri untuk
memantau keseluruhan proses pembuatan produk mulai dari konsep di RnD
sampai produk berada di tangan konsumen melalui suatu kebijakan mutu, yang
memerlukan partisipasi dan komitmen dari semua jajaran di semua departemen
dalam perusahaan, para pemasok dan para distributor.Sedangkan peran QC
(Quality Control) pada sistem manajemen mutu bertugas pada pelaksanaan
pengujian bahan, fasilitas, sarana, dan hasil produk, harus sesuai dengan standar
yang telah ditetapkan.
E. Manajemen Resiko Mutu
Industri farmasi merupakan salah satu industri yang mempunyai resiko
tinggi. Obat yang diproduksi oleh industri farmasi mempunyai resiko pada proses
pembuatan dan komponennya. Secara umum resiko (risk) diartikan sebagai
kombinasi kemungkinan terjadinya kejadian yang membahayakan (harm) dan
tingkat keparahan (severity) dari bahaya tersebut. Sedangkan manajemen risiko
7
mutu (Quality Risk Manajement) adalah suatu proses sistematis terhadap
kebijakan mutu, prosedur, serta penerapan sampai melakukan penilaian,
pengendalian,komunikasi dan pengkajian risiko. Hal ini dapat diaplikasikan
secara proaktif maupun retrospektif.Penting untuk dipahami bahwa mutu produk
hendaklah dipertahankan selama siklus-hidup produk.
Prinsip utama manajemen risiko mutu hendaklah memastikan bahwa :
1. Evaluasi risiko terhadap mutu hendaklah berdasarkan pengetahuan ilmiah
dan dikaitkan dengan perlindungan pasien sebagai tujuan akhir
2. Tingkat usaha, formalitas, dan dokumentasi pengkajian risiko mutu
hendaklah setara dengan tingkat risiko yang ditimbulkan.
Pengendalian risiko mencakup pengambilan keputusan untuk mengurangi
dan/ atau menerima risikosampai batas yang dapat diterima. Tingkat usaha yang
digunakan untuk mengendalikan risiko hendaklah sebanding dengan signifikan
risiko.Manajemen Risiko Mutu menggunakan pendekatan secara ilmiah dan
praktis dalam pengambilan keputusan tentang penilaian probabilitas (probability,
P), tingkat keparahan (severity, S) dan kemampuan mendeteksi mendeteksi risiko
(detection, D).
Industri farmasi dan Badan POM dapat menilai dan mengelola risiko
dengan menggunakan perangkat manajemen risiko dan/ atau prosedur internal
(prosedur tetap).Berdasarkan ICH, QRM terdiri dari 9 metode yang dapat dipilih
yang dikenal dengan Q9. Berikut ini adalah beberapa saja daftar perangkat
tersebut seperti :
Basic Risk Management Facilitation Methods
Failure Mode Effects Analysis (FMEA)
Failure Effects and Critically Analysis (FMECA)
Faul Tree Analysis (FTA)
Hazard Analysis and Critical Control Point (HACCP)
Hazard Operability Analysis (HAZOP)
Preliminary Hazard Analysis (PHA)
Risk Ranking and Filtering
Supporting statistical Tool
8
Dari kesembilan metode Q9, metode pertama, yaitu Basic Risk
Management Facilitation Method, merupakan kumpulan cara untuk
mengidentifikasi resiko yang dibutuhkan untukpenerapan metode-metode Q9
yang lain. Basic Risk Management Facilitation Method terdiri dari :
a. Check sheet
b. Mapping
c. Flow chart
d. Cause and Effect /Fishbone /Ishikawa Diagram
F. Kegiatan di Industri
1. PPIC
Departemen ini bertanggung jawab dalam perencanaan kebutuhan
produksi dan kemasan tahunan atau bulanan dan realisasinya dalam hubungan
dengan pengadaan bahan baku dan bahan pengemas. PPIC merupakan jembatan
antara bagian Produksi, Pemasaran, RnD, Finance dan Gudang untuk mencapai
pengelolaan material secara tepat (tepat jumlah, tepat mutu, tepat waktu & tepat
biaya).
2. Quality Control (QC)
Pengawasan mutu adalah bagian yang penting dari cara pembuatan obat
yang baik agar obat yang dbuat memenuhi persyaratan mutu yang sesuai dengan
tujuan penggunaanya. Rasa keterikatan dan tanggung jawab semua unsur dalam
semua rangkaian pembuatan adalah mutlak untuk menghasilkan obat yang
bermutu mulai dari saat obat dbuat sampai pada distribusi obat jadi. Untuk
keperluan tersebut harus ada suatu bagian pengawasan mutu yang berdiri sendiri.
Sistem pengawasan mutu hendaklah dirancang dengan tepat untuk
menjamin bahwa tiap obat mengandung bahan dengan mutu yang benar dan
jumlah yang ditetapkan dan dibuat pada kondisi yang tepat dan mengikuti
prosedur standar sehingga obat tersebut senantiasa memenuhi spesifikasi yang
ditetapkan mengenai identitas, kadar, kemurnian mutu dan keamanannya.
Pengawasan mutu meliputi semua fungsi analisa yang dilakukan
laboraturium termasuk pengambilan contoh, pemeriksaan dan pengujian bahan
9
awal, produk antara, produk ruahan, dan obat jadi. Pengawasan mutu juga
meliputi program uji stabilitas, pemantuan lingkungan kerja, program
penyimpanan contoh dan penyusunan serta penyimpanan spesifikasi yang berlaku
dati tiap bahan dan produk termasuk metode pengujiannya.
Secara garis besar tugas QC adalah:
a. Melaksanakan pengawasan dan pengujian terhadap seluruh bahan awal
(bahan aktif, bahan penolong dan bahan pengemas) yang akan digunakan
untuk proses produksi
b. Melakukan pengawasan selama proses produksi
c. Pengujian terhadap obat jadi
d. Melakukan pengujian stabilitas produk yang telah maupun akan beredar di
masyarakat
3. Quality Assurance (QA)
Quality Assuranceatau Pemastian Mutu yang bertugas menjamin
penerapan seluruh aktivitas penjaminan mutu, menjamin kesesuaian prosedur
yang digunakan dengan prosedur yang telah ditetapkandan menjamin bahwa
produk-produk yang didistribusikan ke pasar memiliki kualitas yang telah
memenuhi standar dari perusahaan dan pemerintah.
Prinsip dari QA adalah suatu sistem dari berbagai aktifitas untuk
memastikan bahwa kualitas, keamanan, dan khasiat suatu produk dapat diawasi
secara efektif, perlu dipahami bahwa kualitas suatu produk harus dibangun dari
awal “quality by design ” selama keseluruhan tahap proses siklus hidup produk
(life cycle product). Tugas dan tanggung jawab QA meliputi:
a. Merumuskan dan menetapkan kebijakan mutu perusahaan.
b. Merumuskan dan menetapkan QMS perusahaan.
c. Peninjauan dan penilaian produk tahunan (annual product review/ APR).
d. Mengkoordinir, menyususun dan melaksanakan protokol serta laporan
kualifikasi dan validasi.
e. Melaksanakan, mengkoordinir dan membuat program kalibrasi peralatan
yang ada di laboratorium, ruang produksi, gudang dan semua ruangan
10
yang memiliki peralatan satuan, termasuk yang digunakan oleh bagian
teknik.
f. Mengkoordinasikan dan mengadakan pelatihan sesuai CPOB.
g. Melaksanakan, mengkoordinir dan membuat program audit internal dan
eksternal.
h. Melaksanakan, mengkoordinir, mengawasi dan mengendalikan
dokumentasi pabrik.
4. Research and development (RnD)
Research and development (RnD) merupakan bagian yang bertugas
dengan penelitian dan pengembangan produk baru dan produk lama yang masih
atau perlu disempurnakan. RnD dipimpin oleh manager RnD yang secara umum
kegiatannya diklasifikasikan menjadi tiga divisi, yaitu bagian formulasi, bagian
analitycal method development, stabilitas, packaging development dan bagian
registrasi.
5. Produksi
Produksi hendaklah dilaksanakan dengan mengikuti prosedur yang telah
ditetapkan, dan memenuhi ketentuan CPOB untuk menjamin produk yang
dihasilkan senantiasa memenuhi persyaratan mutu serta memenuhi ketentuan izin
pembuatan dan izin edar (registrasi). Produksi hendaklah dilakukan dan diawasi
oleh personel yang kompeten. CPOB mensyaratkan bagian produksi harus
dipimpin oleh seorang Apoteker.
Aspek produksi mencakup : perlakuan terhadap bahan awal, penimbangan
dan penyerahan serta pengembalian, pencegahan kontaminasi silang,sistem
penomoran bets atau lot, pengolahan bahan dan produk kering, bahan pengemas,
kegiatan pengemasan, validasi proses, pengawasan selama proses,dan penyerahan
produk jadi.
6. Enggineering
Departemen teknik adalah bagian dari perusahaan yang bertanggung jawab
terhadap perawatan dan penanganan jika terjadi masalah dengan mesin.

11
Departemen ini dibagi menjadi dua divisi, yaitu maintenance dan utility. Divisi
maintenance bertugas untuk menjaga mesin tetap bekerja secara efisien dan
maksimal, sedangkan divisi utility bertugas menangani semua sarana penunjang
baik itu bagian produksi, kantor, atau pun bangunan.
Divisi maintenance memiliki dua program utama yaitu preventif dan
reactive maintenance. Preventive maintenance adalah langkah perawatan yang
dilakukan secara rutin sebelum untuk mencegah mesin mengalami kerusakan
akibat maintenance yang buruk. Beberapa kegiatan preventive maintenance
adalah cek bantalan, pelumasan, panel listrik, kebersihan bagian dalam,
perhitungan lifetime dari sebuah sparepart. Proses penggantian sparepart yang
menjelang lifetime expired tidak serta merta dilakukan, solusi untuk hal ini adalah
dengan mempersingkat atau mempersering jadwal pengecekan.
Divisi utility menangani sarana produksi, pekantoran, bangunan. Sarana
produksi yang dalam tanggung jawab departemen ini antara lain steam boiler, air
handling unit, water treatment system, air compressor, pembangkit listrik,
penanganan limbah, dan laboratory equipment non analytical.
Ruang lingkup bagian teknik dan pemeliharaan meliputi perbaikan,
pemeliharaan mesin produksi dan sistem saran pendukung dan utility. Bagian ini
dipimpin oleh seorang Plant manager Engineering.
12
BAB III
HASIL OBSERVASI DAN KEGIATAN
A. PPIC
PPIC merupakan bagian yang menjembatani dua departemen, yaitu
marketing dan produksi. PPIC menerjemahkan kebutuhan pengadaan obat jadi
untuk marketing ke dalam bentuk rencana produksi dan ketersediaan bahan baku
serta bahan pengemas. Perencanaan produksi disusun berdasarkan forecast
(peramalan penjualan) yang dibuat oleh Bagian Pemasaran. PPIC merupakan
salah satu departemen krusial di industri farmasi. Departemen PPIC terdiri dari
beberapa bagian sebagai berikut:
a. Bagian perencanaan produksi (Production Planning)
Tugas bagian ini meliputi:
Membuat jadwal perencanaan dari kegiatan di bagian produksi
berdasarkan permintaan dari bagian pemasaran dan berdasarkan
kapasitas mesin.
Memonitoring realisasi jadwal yang sudah ditentukan.
Mengecek stok dari bahan baku dan kemasan.
Forecasting merupakan dasar dari perencanaan perusahaan yang dibuat
untuk memperkirakan kebutuhan bahan baku, produk, tenaga kerja maupun
kebutuhan lain sebagai respon terhadap perubahaan permintaan pasar.
b. Bagian pengendalian persediaan (inventorycontrol)
Persediaan (inventory) sangat berguna dalam suatu perusahaan untuk
memenuhi kebutuhan produksi. Tugas dari bagian ini adalah: (a) Mengendalikan
stok dari bahan baku, kemasan, dan bahan jadi agar sesuai dengan perencanaan
produksi dan permintaan dari pemasaran, (b) Mengevaluasi stok dari bahan baku,
kemasan dan barang jadi untuk diadakan konfirmasi dengan pemasaran tentang
adanya obat jadi yang harus dijual.
13
c. Penyimpanan
Bahan-bahan untuk keperluan produksi disimpan di gudang. PPIC
membawahi 3 bagian, yaitu Gudang Bahan Awal (GBA), Gudang Bahan Kemas
(GBK), dan Gudang Obat Jadi (GOJ).Gudang memiliki peran penting dalam
menunjang proses produksi.
Gudang Bahan Awal (GBA)merupakan tempat untuk menyimpan bahan
berkhasiat atau pun tidak berkhasiat (bahan tambahan), yang disimpan sesuai
dengan persyaratan standar mutu sebagai bahan farmasi. Gudang bahan awal
harus disesuaikan kondisinya untuk menjaga bahan baku tetap dalam kondisi yang
baik dan mencegah terjadinya kontaminasi.
Gudang bahan kemas (GBK) merupakan tempat untuk penyimpanan
bahan pengemas primer dan sekunder.Gudang bahan kemas terdiri dari 3 ruangan,
yaitu ruang penyimpanan pengemas primer, ruang penyimpanan pengemas
sekunder dan ruangan penyimpan brosur dan leaflet.
Gudang Obat Jadi (GOJ)merupakan tempat menyimpan produk yang
sudah siap dipasarkan. Gudang barang jadi dibedakan menjadi 2 yaitu gudang
biasa dan gudang dengan AC (suhu < 25˚C).Gudang obat jadi dikondisikan
suhunya agar menjaga produk tetap baik dalam penyimpanan. Penataan gudang
obat jadi didasarkan pada bentuk sediaan, status obat jadi dan penggolongan obat
jadi.
B. Quality Control (QC)
Pengawasan mutu obat harus dilaksanakan melalui sistem pengawasan
yang terencana dan terpadu. Semua unsur terlihat dalam pembuatan obat, baik
personalia maupun kelengkapan sarana industri farmasi harus dapat menunjang
maksud pembuatan obat itu dan mendukung sepenuhnya persyaratan yang
dinginkan sehingga obat yang dihasilkan senantiasa memenuhi spesifikasi mutu
yang telah di tetapkan.
Pengawasan mutu meliputi semua fungsi analisa yang dilakukan
laboraturium termasuk pengambilan contoh, pemeriksaan dan pengujian bahan
awal, produk antara, produk ruahan, dan obat jadi. Pengawasan mutu juga

14
meliputi program uji stabilitas, pemantuan lingkungan kerja, validasi dokumentasi
suatu batch, program penyimpanan contoh dan penyusunan serta penyimpanan
spesifikasi yang berlaku dati tiap bahan dan produk termasuk metode
pengujiannya.
Quality Control (QC) di PT REMSberperan dalam pemeriksaan bahan
awal, pemeriksaan selama proses produksi, pemeriksaan produk antara,
pemeriksaan produk ruahan dan pemeriksaan produk jadi. Selain itu tugas QC di
PT REMS juga memastikan bahwa bahan, produk dan metode dalam proses
produksi telah memenuhi kriteria yang telah ditentukan sehingga hasilnya dapat
memenuhi persyaratan yang telah ditentukan secara konsisten. QC dipimpin oleh
seorang manager, staff dan analis yang terdiri atas analis laboratorium dan QC
inspector.
Bagian QC memberikan hasil analisa dengan penandaan yang telah diatur,
mulai dari warna serta cara penempelan tanda, Pemasangan label tanda harus
dipasang agar label sebelumnya terlihat seperti pada gambar 2.
A
B
C
Gambar 2. Pelabelan Barang
Keterangan: (A) Label Karantina, (B) Label Ditolak, (C) Label Diterima
Analis QC melakukan pemeriksaan terhadap barang tersebut bila
dinyatakan ditolak diberi label Merah seperti pada gambar1 (B). Selanjutnya
barang diletakkan di area reject sampai ada keputusan atau tindakan apakah
barang tersebut akan dikembalikan dengan ekspedisi REMS atau pemasok, atau

15
sampai ada pengiriman selanjutnya untuk penggantian dari pemasok. Bila
dinyatakan release, barang diberi label hijau seperti pada gambar 1 (C).
Adapun tugas-tugas departemen QC yaitu:
a) Pemeriksaan bahan awal
b) Evaluasi prosedur produksi dan pengkajian catatan produksi
c) Pengujian stabilitas produk jadi
Bagian QC memiliki wewenang khusus untuk meluluskan atau menolak
atas mutu bahan awal, bahan kemas, produk antara dan produk ruahan ataupun hal
lain yang mempengaruhi mutu obat selama proses produksi. Sedangkan
pengambil keputusan untuk meluluskan produk jadi agar dapat beredar di pasaran
dilakukan oleh Quality assurance.
a) Pemeriksaan bahan awal
Bahan awal terdiri dari bahan baku dan bahan kemas. Bahan baku
dikelompokkan menjadi bahan aktif dan bahan tambahan. Bahan kemas
dikelompokkan menjadi bahan kemas primer dan bahan kemas sekunder. Semua
bahan awal harus memenuhi spesifikasi yang telah ditetapkan.
Pengambilan sampel dilakukan oleh personil QC yang berada di gudang
bahan awal. Penyamplingan bahan baku dilakukan di sampling booth (ruang kelas
E). Pengambilan sampel bahan baku dengan rumus √𝑛 + 1, dimana n adalah
jumlah wadah dengan batch yang sama. Pengambilan sampel dilakukan oleh
personel yang menggunakan pakaian khusus yang bersih. Adapun yang perlu
diperhatikan ketika pengambilan sampel yaitu kondisi wadah dan kebenaran label
penandaan identitas barang.
Teknik pengambilan sampel untuk bahan baku solid dan semi solid, liquid,
mikrobiologi mempunyai ketentuan yang berbeda. Untuk pengambilan bahan
baku solid dan semisolid di bagian atas tengah dan bawah dengan menggunakan
sampler stick. Bahan baku liquid pengambilan sampel dengan mengunakan alat
pompa bersih, sampler cup, pipet volume atau dituang langsung. Dan untuk bahan
baku mikrobiologi prosedur penyamplingan sama dengan penyamplingan bahan
baku solid, semisolid, dan liquid. Hanya saja penyamplingan harus dilakukan di
dalam ruang sampling yang dilengkapi LAF (Laminer Air Flow).
16
Selain dimaksudkan untuk analisis, penyamplingan juga dimaksudkan
untuk menyimpan contoh tertinggal. Maksud dan tujuan dari contoh tertinggal
bahan baku adalah untuk antisipasi bilamana adanya ketidaksesuaian di bagian
produksi misalnya terdapat bintik-bintik hitam atau kotoran pada bahan baku.
Setelah sampling selesai dilakukan analisis sampel tersebut sesuai dengan
spesifikasi, maka akan dinyatakan released dengan label hijau yang ditempel di
atas label karantina (label kuning). Apabila tidak memenuhi spesifikasi maka
dilakukan identifikasi lebih lanjut. Bila mempengaruhi mutu produk maka ada
beberapa pertimbangan seperti dilakukan 3 kali pengulangan analisis. Jika hasil
yang didapatkan tetap sama maka perlu dilihat pada catatan hasil uji sebelumnya
untuk melihat trend analisis. Barulah akan dibuatkan Hasil Uji di Luar Spesifikasi
(HULS) dengan catatan hanya satu spesifikasi saja yag tidak sesuai. Jika lebih dari
satu spesifikasi yang tidak sesuai maka bahan tersebut dinyatakan rejected
dengan label merah, kemudian dikembalikan ke supplier.
Untuk pengambilan sampel bahan kemas dengan menggunakan metode
Military standard. Bahan kemas sekunder yang berupa folding box, master box,
etiket, leaflet, dan sebagainya, pengambilan sampel dilakukan pada gudang bahan
kemas. Sedangkan bahan kemas primer berupa tube, alumunium foil, allucap,
pengambilan sampel dilakukan pada gudang bahan kemas khusus yang
kelembapannya diatur dan ruangannya dikunci. kriteria penerimaan bahan kemas
menggunakan batas penerimaan kuaitas berdasrkan metode Military standart yang
telah dibuat sebelumnya sebagai acuan penerimaan atau penolakan bahan kemas
tersebut, bahan kemas akan dinyatakan release atau diterima jika termasuk tingkat
inspeksi normal atau tingkat inspeksi.
b) Penanganan produk antara
Produk antara adalah tiap bahan atau campuran bahan yang masih
memerlukan satu atau lebih tahap pengolahan lebih lanjut untuk menjadi produk
ruahan. Pengambilan dan pemeriksaan sampel pada tahap ini dilakukan oleh
petugas IPC yang diawasi langsung oleh QC, kemudian sampel diberikan kapada
analis yang ada di QC untuk di analisis. Tujuan dilakukan pemeriksaan adalah
untuk mengetahui bahwa proses produksi yang sedang berjalan atau telah berjalan
17
senantiasa memenuhi spesifikasi yang telah ditetapkan. Sampling produk antara
dilakukan pada granul bagian atas, tengah dan bawah. Berikut adalah jenis
pengujian produk antara pada masing- masing bentuk sediaan:
Tabel I.In Process Control Produk Antara
Sediaan Pengujian Produk Antara
Tablet / kaplet
- homogenitas
- LOD (Kadar Air)
- kadar zat aktif
Kapsul
- homogenitas
- LOD (Kadar Air)
- kadar zat aktif
c) Penanganan produk ruahan
Produk ruahan merupakan produk yang telah selesai diolah dan tinggal
memerlukan kegiatan pengemasan untuk menjadi obat jadi. Petugas IPC
mengambil sampling untuk uji fisik di ruang IPC seperti pada sediaan tablet/
kaplet dilakukan uji kekerasan, kerapuhan, keseragaman bobot, uji waktu hancur
dan uji kebocoran. Sedangkan untuk sediaan liquid dilakukan uji seperti
viskositas, volume terpindahkan, pH dan berat jenis. Kemudian sampel yang lain
diberikan kepada analis QC untuk dilakukan analisiskadar zat aktif, pH, dan kadar
pengawet, keragaman bobot, keseragaman kandungan, disolusi dan uji
mikrobiologi.
C. Quality Assurance (QA)
Departemen Quality AssurancePT. REMSbertugas memastikan sistem
kerja di industri telah dijalankan sesuai dengan CPOB dengan mengimplementasi
Quality Management System atau Manajemen Mutu yang dibuat oleh Top
Management. Sistem tersebut meliputi suatu penilaian terus menerus dan efektif
untuk memenuhi persyaratan seperti verifikasi, audit dan evaluasi berbagai faktor
kualitas yang berdampak pada spesifikasi, produksi dan inspeksi produk. QA
Compliancebertanggung jawab mengontrol sistem yang terkait dengan Quality
System.
18
1. Change Control
Perubahan-perubahan yang terkait dengan product quality harus dilakukan
mengikuti sistem. Bagian yang merencanakan perubahan harus mengajukan
permohonan perubahan dengan menggunakan change control form yang direview
oleh seluruh bagian yang terkait dengan perubahan tersebut, kemudian diajukan
ke Quality Assurance Manager untuk mendapat persetujuan.
2. Deviation Report
Deviation Report merupakan laporan tentang adanya perubahan yang
terjadi tanpa direncanakan atau penyimpangan dari standard dan spesifikasi yang
telah ditetapkan. Deviation berdasarkan kemungkinan menyebabkan terjadinya
efek produk dapat diklasifikasikan menjadi besar, kecil dan tidak ada.
Penyimpangan di industri farmasi merupakan suatu hal yang tidak dapat
dihindari, namun penyimpangan harus ditangani. Penanganan penyimpangan
harus dilihat dari sudut pandang kajian risiko yang mungkin terjadi terhadap
produk tersebut ataupun produk lainnya.
Ketika terjadi penyimpangan terutama bagian proses produksi yang akan
berpengaruh besar terhadap produk maka bagian produksi akan melakukan
penelusuran secepat mungkin untuk mengidentifikasi penyebab penyimpangan
menggunakan fish bone diagram dan melaporkan ke departemen QA yang
selanjutnya akan dilakukan kajian oleh QA. Setelah investigasi penyebab telah
selesai dilakukan maka disusunlah CAPA.
3. Corrective and Preventive Action
Corrective and PreventiveAction merupakan keseluruhan usaha untuk
menemukan dan memperbaiki permasalahan kualitas untuk mencegah
kemunculan kembali kelemahan dari sistem mutu, tujuannya untuk meningkatkan
kualitas produk dan keamanan, meningkatkan kepuasan pelanggan, dan yang
paling utama, menjamin kepatuhan terhadap QualityManagementSystem
perusahaan dan persyaratan regulasi.
19
Berikut merupakan hal-hal yang berhubungan dengan departemen Quality
Assurance :
a. Sistem Dokumentasi
Dokumentasi merupakan bagian yang esensial bagi industri farmasi
terutama bagian pemastian mutu. Menurut CPOB domentasi adalah bagian dari
sitem informasi manajemen dimana berperan dalam pemastian tiap personil
menerima uraian tugas yang jelas sehingga memperkecil resiko kekeliruan yang
timbul karena komunikasi lisan.
Dokumen hendaklah dikaji ulang secara berkala dan dijaga agar selalu
mutakhir. Bila suatu dokumen direvisi, hendaklah dijalankan suatu sistem untuk
menghindarkan penggunaan dokumen yang sudah tidak berlaku secara tidak
sengaja.Dokumen yang dibuat oleh QA antara lain :
1. Instruksi kerja
2. Protokol tetap
3. Formulir bahan baku
4. Laporan penyimpangan
5. Laporan perubahan secara umum
b. Inspeksi Diri
Inspeksi diri bertujuan untuk mengevaluasi apakah semua aspek produksi
dan pengawasan mutu sudah sesuai CPOB dan pada bagian mana yang perlu
dilakukan adanya perbaikan.Inspeksi diri hendaknya dilakukan secara
independen dan terdokumentasi agar memudahkan dalam tindak lanjut yang
efektif.PT. REMSmelakukan inspeksi diri setiap 1 kali untuk tiap departemen
seperti produksi, PPIC (GBA, GBK, dan GOJ), Rnd dan QC dalam 1 tahun.Tim
auditor berasal dari semua departemen.Jadwal inspeksi dilakukan sesuai
scheduleyang telah dibuat untuk 1 tahun.
c. Penarikan Obat
Penarikan obat yang tidak sesuai dengan spesifikasi, ataupun persyaratan
lain dilakukan dengan tujuan agar tidak terjadi hal yang tidak diinginkan seperti
kerugian pada konsumen. Proses awal dari penarikan obat pada umumnya dari
pihak industri mendapatkan surat peringatan atau SP dari BPOM yang ditujukan
20
langsung ke bagian QA dari industri tersebut. Bagian QA akan melakukan
penelusuran dengan pemberian instruksi kepada bagian QC untuk dilakukan
pemeriksaan yang berkaitan dengan produk tersebut dengan memeriksa
retainedsample dan metode analisis yang digunakan, dan hasil uji stabil. Jika
ternyata produk masih memenuhi syarat, maka produk yang masih berada di
pasaran tidak jadi ditarik dan pihak industri mengirim surat kepada BPOM yang
berisi bahwa produk masih memenuhi syarat.
d. Kualifikasi dan Validasi
Salahsatu aspek penting dalam CPOB adalah Kualifikasi dan Validasi.
Aspek ini akan menentukan mutu obat yang dihasilkan, karena kegiatan
kualifikasi dan validasi dilakukan sebelum, selama dan sesudah proses produksi
obat dilakukan. Kualifikasi dan vaidasi bertujuan sebagai pembuktian yang
terdokumentasi untuk membuktikan bahwa semua proses, prosedur, sistem,
fasilitas dan sarana penunjang secara konsisten dapat menghasilkan produk
dengan standar mutu yang yang telah ditetapkan. Validasi di PT REMS meliputi
validasi proses, validasi pembersihan, validasi metode analisa, dan Kualifikasi
meliputi kualifikasi instalasi, kualifikasi operasional, kualifikasi kinerja.
D. Research and development (RnD)
Kegiatan utama yang dilakukan R&D adalah :
a. Membuat perencanaan formulasi produk baru
Departemen RnD dalam mengembangkan formula biasanya bersumber
pada buku-buku farmasi, produk yang sudar beredar dan jurnal penelitian. Produk
yang dikembangkan di PT. REMS bukan penemuan obat baru tetapi produk
metoo(produk copy), untuk mengembangkan penemuan obat baru merupakan
sebuah rangkaian langkah yang sangat panjang dan melibatkan berbagai disiplin
ilmu dan investasi yang besar.
b. Mencari metode analisa untuk menganalisa produk baru
Metode analisa merupakan hal vital dalam proses produksi obat.
Pengembangan metode analisa dilakukan apabila terjadi kelangkaan bahan untuk
analisa atau untuk efisiensi metode dan biaya. Metode yang sudah dikembangkan
21
harus divalidasi terlebih dahulu oleh bagian pemastian mutu sebelum digunakan.
Validasi metode analisisa diperlukan karena setiap bahan baku yang akan
digunakan atau obat jadi harus diperiksa sesuai dengan prosedur yang telah
ditetapkan yang meliputi pemeriksaan fisika dan kimia.
c. Packaging Development
Pengemasan merupakan suatu perlakuan pengamanan terhadap bahan atau
produk baik yang sudah mengalami pengolahan atau belum sampai ke tangan
konsumen dengan kondisi baikselain itu pengemas juga mempunyai nilai tambah
pada produk, pengemas dengan design yang menarik akan mampu menarik
konsumen. Pengemasan dalam dunia farmasi mempunyai peran penting, sebab
suatu sediaan tidak akan berarti apabila pengemasannya buruk atau tidak sesuai
dengan bentuk sediaan tersebut.
d. Uji Stabilitas
Uji stabilitas dimaksudkan untuk menjamin kualitas produk yang telah
diluluskan dan beredar di pasaran.Dengan uji stabilitas dapat diketahui pengaruh
faktor lingkungan seperti suhu dan kelembaban terhadap parameter–parameter
stabilitas produk seperti kadar zat aktif, pH, berat jenis dan net volume sehingga
dapat ditetapkan tanggal kedaluwarsa yang sebenarnya. Uji stabilitas yang
dilakukan di PT. REMS yaitu :
- Uji stabilitas jangka pendek, Uji stabilitas jangka pendek dilakukan selama
6 bulan dengan kondisi ekstrim (suhu 40±20C dan Rh 75% ±
5%).Pengujian dilakukan pada bulan ke - 1, ke – 3, dan ke-6.
- Uji stabilitas jangka panjang, Uji stabilitas jangka panjang dilakukan
sampai dengan waktu kedaluwarsa produk seperti yang tertera pada
kemasan (suhu 30±20Cdan Rh tidak diklasifikasikan).
e. Registrasi Obat
Departemen RnD bertanggung jawab pada registrasi obat baru maupun
registrasi kembali. Bagian registrasi harus menyiapkan data-data registrasi untuk
diajukan ke BPOM seperti formula, formulasi, metode analisa dan data uji
stabilitas. Setelah dilakukan registrasi untuk produk baru biasanya memperoleh
22
masa edar selama 2 tahun terlebih dahulu sementara menunggu hasil uji stabilitas
jangka panjang selesai.
E. Produksi
Departemen produksi di PT REMS mengikuti prosedur yang telah
ditetapkan dan memenuhi ketentuan CPOB karena dilakukan dan diawasi oleh
seorang yang kompeten. Manager Produksi dijabat oleh seorang Apoteker yang
bertanggung jawab dalam pelaksanaan semua proses produksi yang dilakukan
oleh PT. REMS.
Seorang Manager produksi dalam melaksanakan tugasnya dibantu oleh
dua orang kepala produksi yaitu kepala produksi β-laktam dan non β-laktam yang
juga merupakan Apoteker. Kepala Produksi bertanggung jawab dalam
mengkoordinir dan mensupervisi proses produksi agarefektif dan efisien, sesuai
dengan persyaratan CPOB, dan standar Perusahaan.
Kegiatan departemen produksi di PT. REMS antara lain:
a. Penanganan bahan awal
Bahan awal yang digunakan, meliputi bahan baku dan bahan kemas yang
berkualitas, sebelum bahan awal tersebut digunakan dalam proses produksi, bahan
awal tersebut harus melewati proses pemastian kualitas yang dilakukan oleh QC,
bahan awal yang telah released oleh QC baru bisa digunakan dalam poses
produksi.
b. Pengolahan produk
Sebelum proses pengolahan dimulai, ruang produksi dan peralatan
produksi harus sudah dilabel ”bersih” yang berarti telah dibersihkan dengan
proses pembersihan yang telah divalidasi untuk mencegah kontaminasi yang dapat
mempengaruhi kualitas produk yang dihasilkan. Proses penimbangan bahan baku
harus diawasi dan hasil penimbangan disahkan oleh supervisor produksi. Setiap
proses pengolahan obat dilaksanakan sesuai prosedur tetap atau batch record yang
memuat petunjuk detail pembuatan obat yang bersangkutan yang telah tervalidasi.
Selain itu setiap langkah/step proses produksi dari semua sediaan harus selalu
released QC untuk dapat melakukan tahap berikutnya. Hasil pengolahan dicatat
23
dalam catatan pengolahan bets. Bila terjadi penyimpangan selama proses
berlangsung, pengolahan langsung dihentikan dan dilaporkan kepada supervisor
produksi untuk kemudian dicari langkah pengatasannya. Bila selama proses
pengolahan membutuhkan bahan yang tidak terencana, produksi akan
mengirimkan PPB (Permohonan Pengeluaran Bahan) kepada gudang dengan
tembusan kepada PPIC.
c. Pengemasan
Sebelum proses pengemasan dimulai dilakukan pemeriksaan kebenaran
penandaan, jumlah bahan pengemas, dan kesesuaian bahan pengemas dengan obat
yang akan dikemas. Kelebihan bahan pengemas yang akan dikembalikan
kegudang, bahan kemas harus diperiksa terlebih dahulu dan disimpan dalam
wadah tersendiri. Proses pengemasan meliputi pengemasan primer dan
pengemasan sekunder.
Proses produksi obat berawal dari surat pesanan (SP) yang datang dari
marketing. Surat permintaan tersebut merupakan permintaan tertulis dari
distributor.Perhitungan besarnya jumlah permintaan didasarkan atas asumsi-
asumsi tingkat permintaan konsumen terhadap produk yang disebut dengan
Forecasting. Forecasting, secara teknis berisi tentangproduk-produk apa saja
yang diminta oleh bagian Pemasaran dan Penjualan berdasarkan kebutuhan pasar
beserta jumlahnya yang disusun selama 1 tahun. Forecasing kemudian diterima
oleh bagian Perencanaan Produksi dan Pengendalian Persediaan (PPIC), dan akan
membuat MPS (Master Production Schedule) yang berisikan daftar produk yang
harus diproduksi oleh bagian produksi selama selang waktu tertentu. Apabila MPS
dinyatakan sesuai dengan kemampuan bagian Produksi, maka bagian PPIC akan
mengeluarkan perintah produksi untuk dapat melaksanakan produksi sesuai
dengan jadwal yang telah ditentukan.
Pada proses awal dilakukan penentuan bahan awal yang dibutuhkan
sesuai dengan desain produk yang diinginkan dan spesifikasinya agar diperoleh
produk obat dengan kualitas mutu yang baik dan konsisten. Untuk itu dilakukan
pemilihan supplier yang tepat, pengawasan terhadap bahan baku dan bahan kemas
yang meliputi cara penerimaan, penyimpanan dan penyerahannya, pengawasan
24
terhadap setiap tahap produksi, dan parameter kritis pada tiap proses, penyerahan,
penerimaan dan penyimpanan obat jadi dan pendistribusian obat jadi.
Penyimpanan bahan dan produk di PT. REMS telah diatur sedemikian
rupa sehingga menghindari terjadinya pencampuran dan memudahkan
pemeriksaan serta pemeliharaan.Bahan dan produk disimpan dengan kondisi yang
sesuai dengan karakter dan stabilitas bahan.Kegiatan pergudangan di PT. REMS
merupakan suatu kegiatan tersendiri, dimana untuk gudang memiliki gedung
sendiri. Dokumentasi juga telah dilakukan di PT. REMS mengenai penyimpanan
bahan dan produk.
Setelah semua bahan yang dibutuhkan tersedia dan telah released oleh
QC kemudian dilakukan Penimbangan di area penimbangan, bayaknya jenis dan
jumlah bahan yang ditimbang sesuai dengan yang tertera pada lembar Perintah
Produksi (PP), untuk menghindari kesalahan pada proses penimbangan dilakuakan
double cek dengan melibatkan personel yang berbeda. Selanjutnya akan dilakukan
serah terima barang dengan departemen produksi. Bagian produksi mengecek
kelengkapan jumlah bahan sesuai dengan PP yang ada. Bahan tersebut selanjutnya
diletakan pada ruang stargginguntuk menunggu diproses sesuai jadwal.
Proses produksi di PT. REMS dibedakan menjadi dua, yaitu produksi
senyawa golongan β-laktam dan nonβ-laktam, serta dilakukan pada bangunan
yang terpisah. Gedung produksi β-laktam dan non β-laktam terdiri dari satu lantai
dimana di dalamnya terdapat ruang produksi dan pengemasan. Untuk mencegah
kontaminasi silang antara ruang produksi, koridor,maupun ruang pengemasan,
maka untuk proses produksi PT. REMS memiliki ruangan yang saling terpisah
yang dibatasi kaca dan tembok.
PT. REMS membagi ruangan berdasarkan kelas grey dan black area.
PT. REMS memiliki 2 kelas ruangan produksiyaitu kelas III (grey area) dan kelas
IV (black area). Black area digunakan untuk laboratorium QC, gudang dan ruang
kemas sekunder.Grey area digunakan untuk ruang produksi nonβ-laktam sediaan
tablet, kaplet, kapsul, sirup, suspensi, sirup kering,tablet/kaplet salut, serta
pengambilan contoh bahan baku dan ruangan kemas primer.Pengaturan udara di
ruang produksi dilakukan dengan menggunakan HVAC (Heat Ventilated Air
25
Conditioning).Dengan menggunakan sistem HVAC ini, maka suhu, tekanan
udara, jumlah partikel dan kelembaban (relative humidity/RH) dapat dikendalikan.
Di ruang tertentu terdapat dust collector yang berfungsi untuk menarik partikel
yang beterbangan selama proses produksi berlangsung antara lain di ruang
penimbangan, pengayakan, pencampuran, ruang pencetakan, dan pengisian
serbuk. Proses produksi nonβ-laktam sediaan Solid dan Liquid dilakukan di Grey
Area ( kelas 3 ) dengan jumlah cemaran partikel maksimum 100.000/feet3.
Setelah itu secondary packaging seperti cartoning dilakukan di Black Area tidak
ada persyaratan jumlah partikel pada ruangan tersebut. Ruangan-ruangan tersebut
harus dikondisikan temperatur dan kelembapan relatifnya (RH) dengan proses
produksi yang sedang berlangsung dan selalu dimonitor oleh departemen
engineering.
Setiap personel yang memasuki area produksi harus mencuci tangan
terlebih dahulu hingga bersih dan juga menggunakan desinfektan serta
menggunakan pakaian khusus yang dilengkapi dengan penutup kepala, masker,
dan sepatu khusus. Personel yang melakukan proses pengolahan produk harus
menggunakan sarung tangan untuk menghindari kontak langsung dengan bahan
baku maupun produk. Masker diperlukan untuk mencegah terhisapnya debu oleh
personel yang bersangkutan terutama di area produksi seperti ruang mixing,filling,
tableting, dan coating serta menghindari produk terkontaminasi oleh personil
yang bersangkutan. Higienitas selalu dijaga selama proses produksi.
Karena itu untuk memasuki ruang produksi (grey area) ditetapkan
prosedur tertentu, antara lain sebagai berikut :
1. Melepas baju dan sepatu diluar.
2. Mencuci tangan dan kaki dengan memakai sabun yang telah disediakan.
3. Memakai pakaian grey area yang diawali dengan memakai baju, celana,
tutup kepala dan sepatu.
4. Memakai masker dan sarung tangan.
5. Masuk melalui ruang penyangga, pintu ruang penyangga bagian luar
ditutup kembali.
26
6. Masuk ke ruang air shower, pintu ditutup rapat, kemudian berputar dalam
ruangan air shower, setelah hembusan udara berhenti, keluar ruangan
menuju ruang produksi, pintu ditutup.
Pada tahapan produksi di PT. REMS dilakukan In Process Control selama
produksi. IPCini dilakukan oleh bagian produksi. Tujuan dari dilakukannya IPC
adalah untuk mengetahui terjadinya kesalahan pada setiap tahapan produksi secara
dini. Keputusan untuk status suatu produk jadi dan tahapan final inspection
dilakukan oleh bagian pemastian mutu atau QA.
PT.REMS memproduksi berbagai macam sediaan sebagai berikut :
a. Tablet
Tablet merupakan salah satu bentuk sediaan padat yang ada di PT. REMS.
Tablet harus menarik yang mempunyai identitas sendiri serta bebas dari serpihan,
keretakan, pelunturan/pemucatan, dan kontaminasi.Selain itu, tablet juga harus
sanggup menahan guncangan mekanik selama produksi, pengepakan, dan
ekspedisi/pengiriman.Tablet juga harus mempunyai keamanan, kemanjuran
selama masa edar. Pada PT. REMS terdapat beberapa cara metode pembuatan
tablet yaitu:
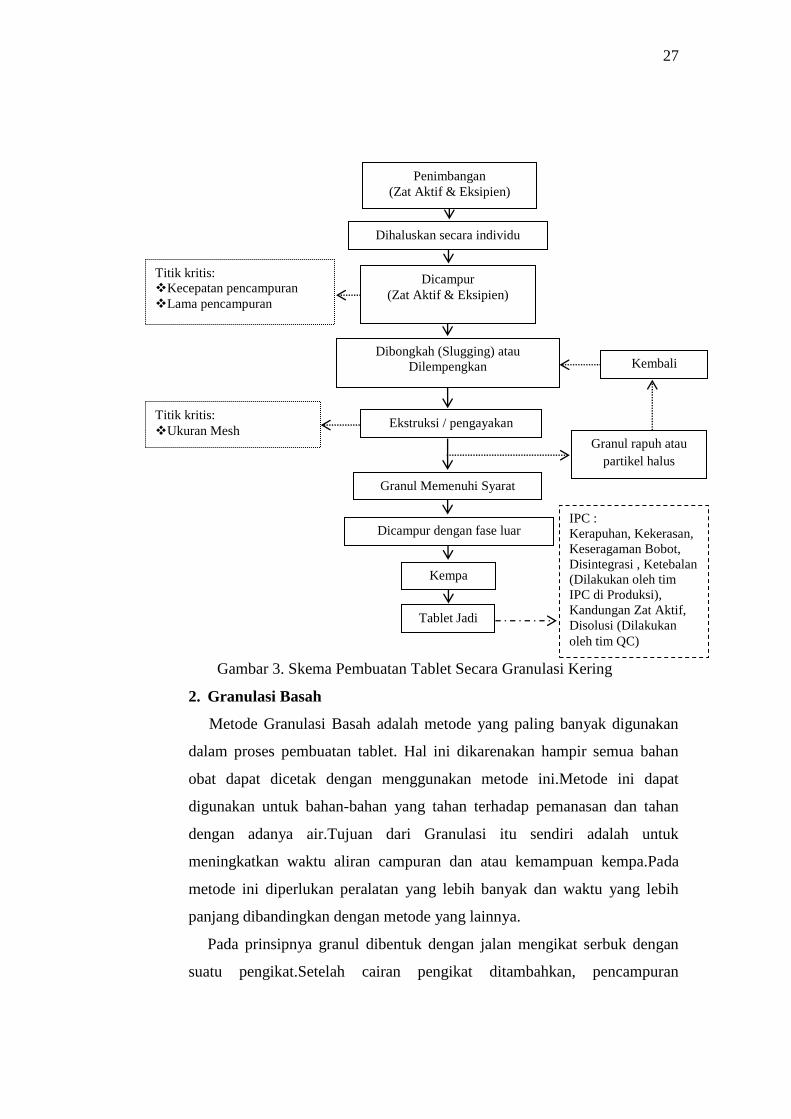
1. Granulasi Kering
Metode Granulasi Kering sering digunakan untuk obat-obat yang peka
terhadap pemanasan serta untuk bahan-bahan yang mudah terurai dengan
adanya air dan tahan terhadap proses pengempaan.
Pada metode ini dapat dikatakan lebih efisienjika dibandingkan dengan
metode granulasi basah karena memerlukan peralatan dan waktu yang lebih
sedikit. Namun, cenderung menghasilkan partikel-partikel halus (fines) yang
lebih banyak dibandingkan dengan metode Granulasi Basah. Secara
sekematik pembuatan tablet secara granulasi kering dapat diliat pada
gambar 3.
27
Gambar 3. Skema Pembuatan Tablet Secara Granulasi Kering
2. Granulasi Basah
Metode Granulasi Basah adalah metode yang paling banyak digunakan
dalam proses pembuatan tablet. Hal ini dikarenakan hampir semua bahan
obat dapat dicetak dengan menggunakan metode ini.Metode ini dapat
digunakan untuk bahan-bahan yang tahan terhadap pemanasan dan tahan
dengan adanya air.Tujuan dari Granulasi itu sendiri adalah untuk
meningkatkan waktu aliran campuran dan atau kemampuan kempa.Pada
metode ini diperlukan peralatan yang lebih banyak dan waktu yang lebih
panjang dibandingkan dengan metode yang lainnya.
Pada prinsipnya granul dibentuk dengan jalan mengikat serbuk dengan
suatu pengikat.Setelah cairan pengikat ditambahkan, pencampuran
Penimbangan
(Zat Aktif & Eksipien)
Granul Memenuhi Syarat
Dihaluskan secara individu
Dicampur
(Zat Aktif & Eksipien)
Dibongkah (Slugging) atau
Dilempengkan
Ekstruksi / pengayakan
IPC :
Kerapuhan, Kekerasan,
Keseragaman Bobot,
Disintegrasi , Ketebalan
(Dilakukan oleh tim
IPC di Produksi),
Kandungan Zat Aktif,
Disolusi (Dilakukan
oleh tim QC)
Granul rapuh atau
partikel halus
Kembali
Dicampur dengan fase luar
Kempa
Tablet Jadi
Titik kritis:
Ukuran Mesh
Titik kritis:
Kecepatan pencampuran
Lama pencampuran
28
dilanjutkan sampai dispersi yang merata tercapai dan semua bahan pengikat
bekerja dengan sempurna.Pencampuran bahan dilakukan dengan
menggunakan mesin Super Mixer. Kemudian untuk menghasilkan granul
dengan dimensi yang sama digunakan mesin Wet Granulator sesuai dengan
ukuran Mesh yang diinginkan.
Setelah granul basah terbentuk maka dilakukan pengeringan untuk
menghilangkan pelarut yang dipakai pada pembentukan gumpalan serta
mengurangi kelembaban. Pengeringan dilakukan dengan menggunakan
mesin Fluid Bed Dryer.
Setelah tablet dihasilkan, dilakukan Kontrol Kualitas (IPC) meliputi Uji
Fisik dan Kimia seperti Kerapuhan dengan menggunakan alat Friabillity
Tester, Keragaman Bobot dengan menimbang satu per satu tablet sebanyak
20 tablet dan dilihat apakah semua tablet memiliki ukuran yang sama,
disintegrasi atau waktu hancur dengan menggunakan alat disintegration
tester,kekerasan tablet dengan menggunakan hardness tester, kandungan zat
aktif apakah memenuhi kadar yang diinginkan dapat menggunakan
spekrofotometer, metode titrasi dan HPLC, dan disolusi dengan
menggunakan disolution tester. Uji Sifat Fisik tablet tersebut dilakukan oleh
Tim IPC yang berada pada bagian Produksi sedangkan untuk uji kimia serta
disolusi dilakukan oleh Tim QC. IPC tersebut dilakukan setiap 1 jam.
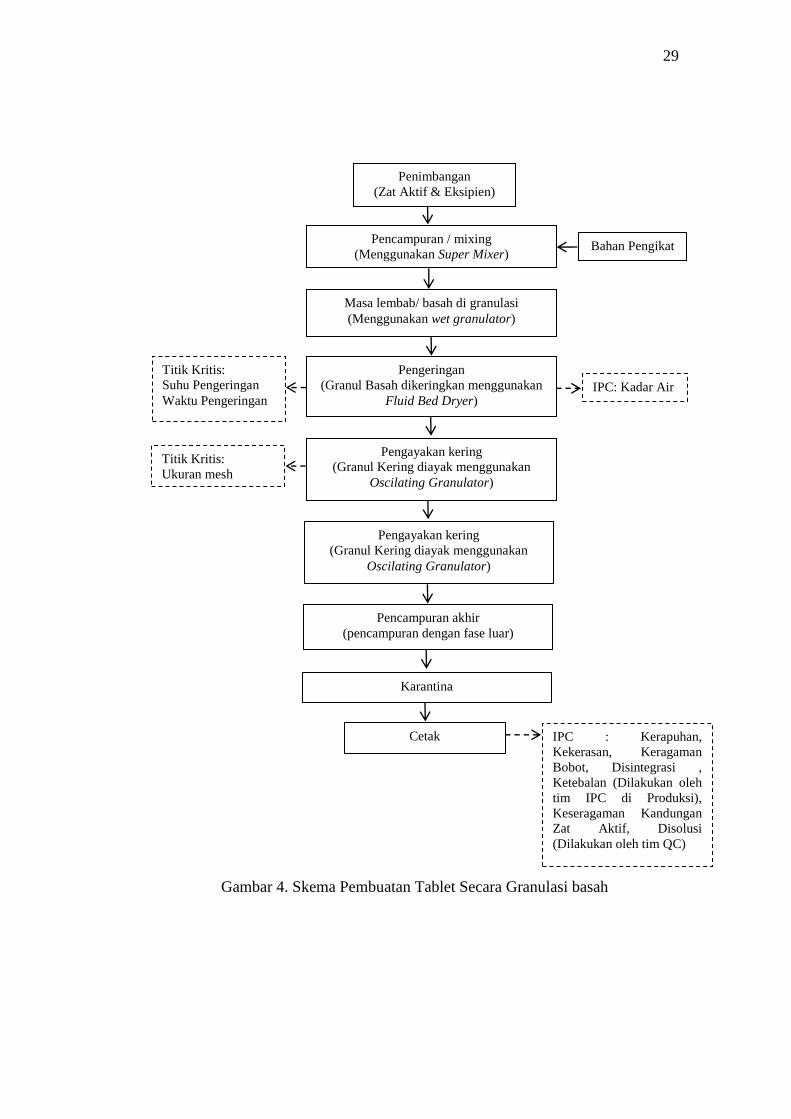
Secara skematik pembuatan tablet dengan metode granulasi basah terdapat
pada gambar 4.
29
Gambar 4. Skema Pembuatan Tablet Secara Granulasi basah
Bahan Pengikat
Pengeringan
(Granul Basah dikeringkan menggunakan
Fluid Bed Dryer)
Pencampuran / mixing
(Menggunakan Super Mixer)
Masa lembab/ basah di granulasi
(Menggunakan wet granulator)
Cetak IPC : Kerapuhan,
Kekerasan, Keragaman
Bobot, Disintegrasi ,
Ketebalan (Dilakukan oleh
tim IPC di Produksi),
Keseragaman Kandungan
Zat Aktif, Disolusi
(Dilakukan oleh tim QC)
Penimbangan
(Zat Aktif & Eksipien)
Pengayakan kering
(Granul Kering diayak menggunakan
Oscilating Granulator)
Pengayakan kering
(Granul Kering diayak menggunakan
Oscilating Granulator)
Pencampuran akhir
(pencampuran dengan fase luar)
Karantina
IPC: Kadar Air
Titik Kritis:
Suhu Pengeringan
Waktu Pengeringan
Titik Kritis:
Ukuran mesh
30
b. Tablet Salut
Tujuan dari penyalutan adalah untuk menutupi bau dan rasa yang tidak
enak, untuk melindungi zat berkhasiat dari pengaruh luar misalnya kelembapan,
cahaya, oksigen, dan lain-lain, untuk mengendalikan pelepasan obat, untuk
meningkatkan daya tarik atau estetika, serta untuk mencegah inkompatibilitas di
antara zat berkhasiat yang terdapat didalam tablet. Tablet yang akan disalut
disebut dengan tablet inti. Permukaan tablet dibuat sebaik mungkin agar tidak
menimbulkan permasalahan pada saat penyalutan, kerapuhan harus sekecil
mungkin sehingga tidak menimbulkan debu dan gumpalan yang menyebabkan
tablet salut kasar.Teknik penyalutan yang ada di PT. REMS terdapat dua macam
yaitu penyalutan lapis tipis atau film coating dan penyalutan gula atau sugar
coating.
1. Film Coating
Dibandingkan dengan penyalutan gula, film coating memiliki keunggulan
waktu pengerjaan lebih singkat, secara ekonomis lebih efisien karena tenaga
dan bahan lebih sedikit dibandingkan salut gula, tambahan berat minimal (2-
4%), pada penyalut lapis tipis biasanya menggunakan alat yang suda
otomatisasi sehingga faktor keahlian aperator tidak dominan.
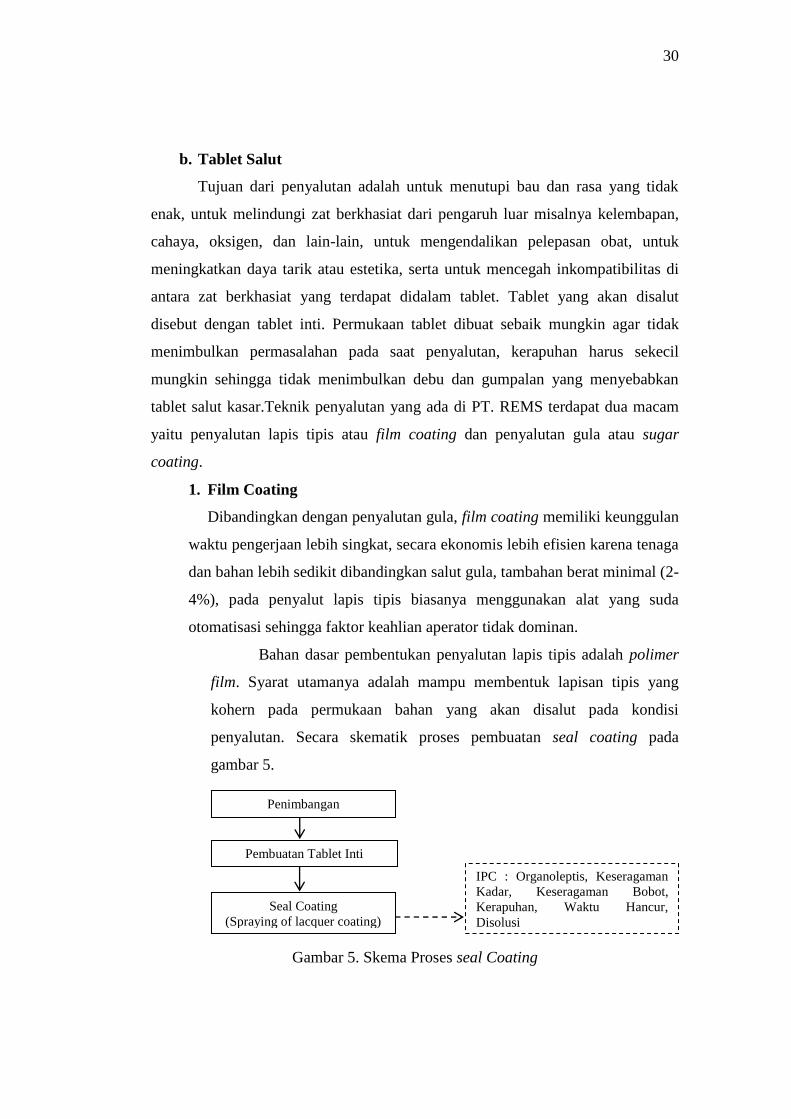
Bahan dasar pembentukan penyalutan lapis tipis adalah polimer
film. Syarat utamanya adalah mampu membentuk lapisan tipis yang
kohern pada permukaan bahan yang akan disalut pada kondisi
penyalutan. Secara skematik proses pembuatan seal coating pada
gambar 5.
Gambar 5. Skema Proses seal Coating
Penimbangan
Pembuatan Tablet Inti
Seal Coating
(Spraying of lacquer coating)
IPC : Organoleptis, Keseragaman
Kadar, Keseragaman Bobot,
Kerapuhan, Waktu Hancur,
Disolusi
31
2. Sugar Coating
Proses sugar coating menggunakan bahan dasar Gula, hal ini disebabkan
karena gula merupakan salah satu dari sedikit bahan yang dapat dihaluskan
dan mampu membentuk tablet salut yang halus, kuat, mengkilap, dan tidak
saling lengket/menempel pada saat telah menjadi tablet salut. Proses dasar
penyalutan gula mencakup seal coating atau penyegelan tablet inti,
Pelapisan dasar (sub coating), pewarnaan, penghalusan (smoothing) dan
polishing.
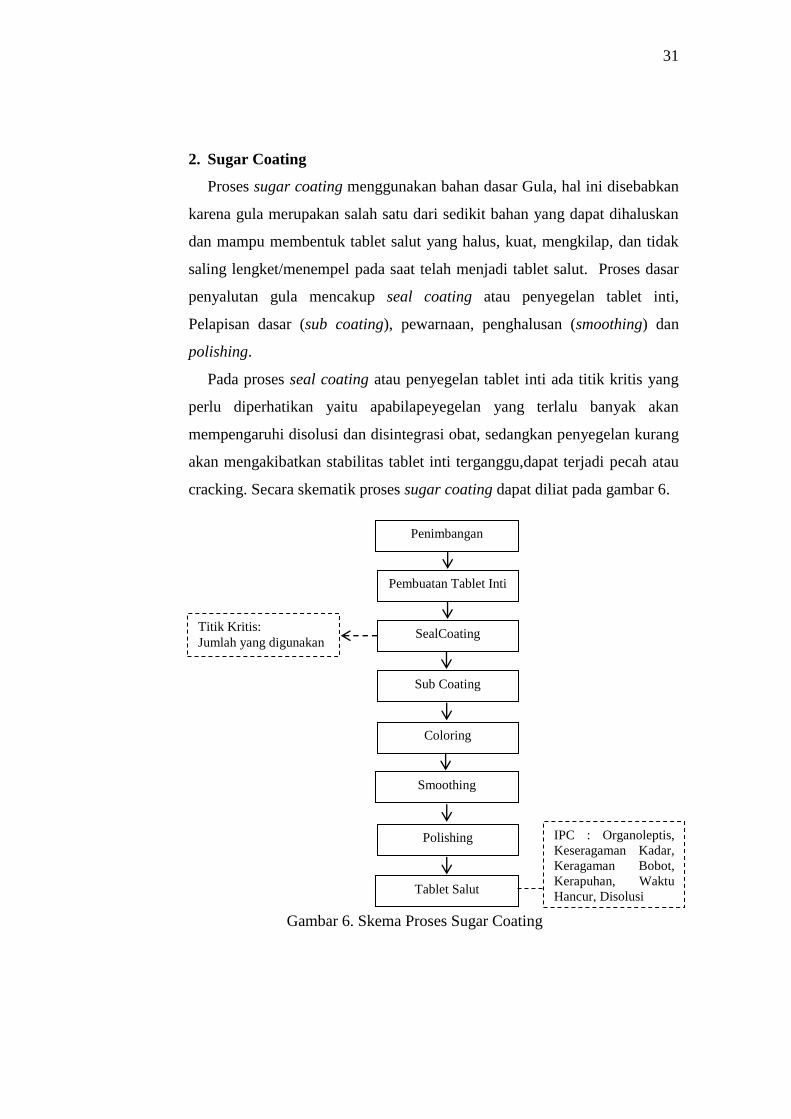
Pada proses seal coating atau penyegelan tablet inti ada titik kritis yang
perlu diperhatikan yaitu apabilapeyegelan yang terlalu banyak akan
mempengaruhi disolusi dan disintegrasi obat, sedangkan penyegelan kurang
akan mengakibatkan stabilitas tablet inti terganggu,dapat terjadi pecah atau
cracking. Secara skematik proses sugar coating dapat diliat pada gambar 6.
Gambar 6. Skema Proses Sugar Coating
Penimbangan
Pembuatan Tablet Inti
SealCoating
Sub Coating
Coloring
Smoothing
Polishing
Tablet Salut
IPC : Organoleptis,
Keseragaman Kadar,
Keragaman Bobot,
Kerapuhan, Waktu
Hancur, Disolusi
Titik Kritis:
Jumlah yang digunakan
32
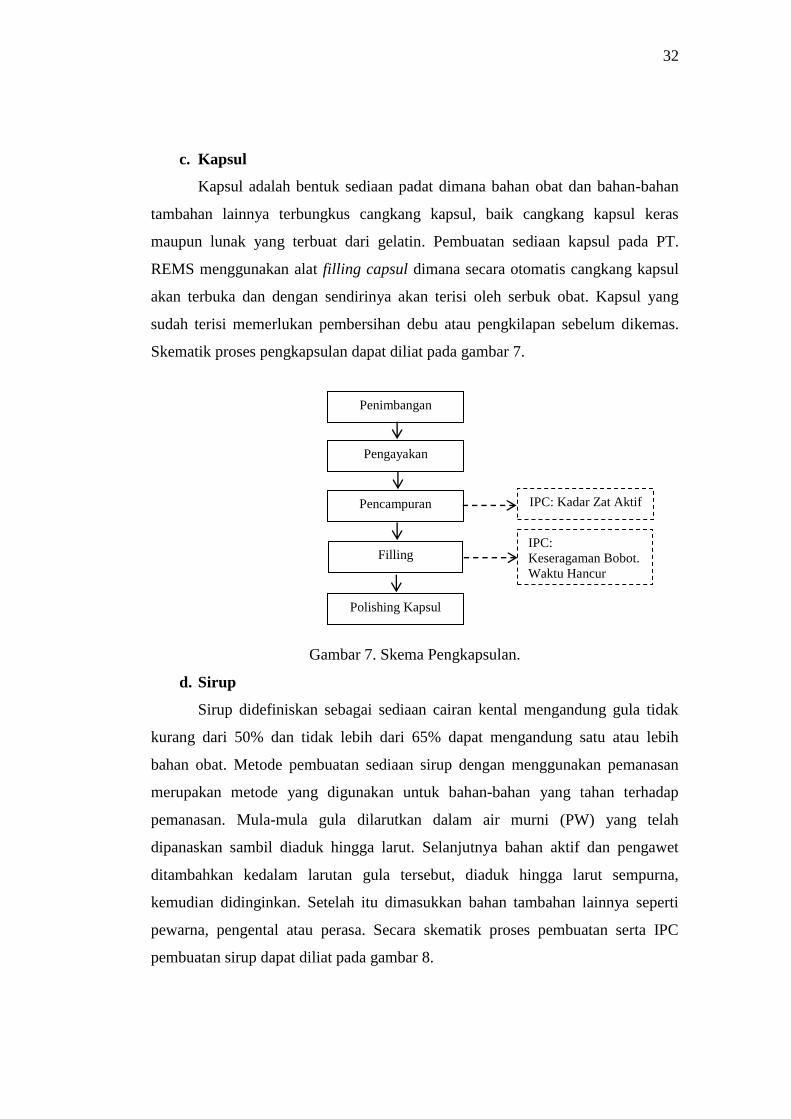
c. Kapsul
Kapsul adalah bentuk sediaan padat dimana bahan obat dan bahan-bahan
tambahan lainnya terbungkus cangkang kapsul, baik cangkang kapsul keras
maupun lunak yang terbuat dari gelatin. Pembuatan sediaan kapsul pada PT.
REMS menggunakan alat filling capsul dimana secara otomatis cangkang kapsul
akan terbuka dan dengan sendirinya akan terisi oleh serbuk obat. Kapsul yang
sudah terisi memerlukan pembersihan debu atau pengkilapan sebelum dikemas.
Skematik proses pengkapsulan dapat diliat pada gambar 7.
Gambar 7. Skema Pengkapsulan.
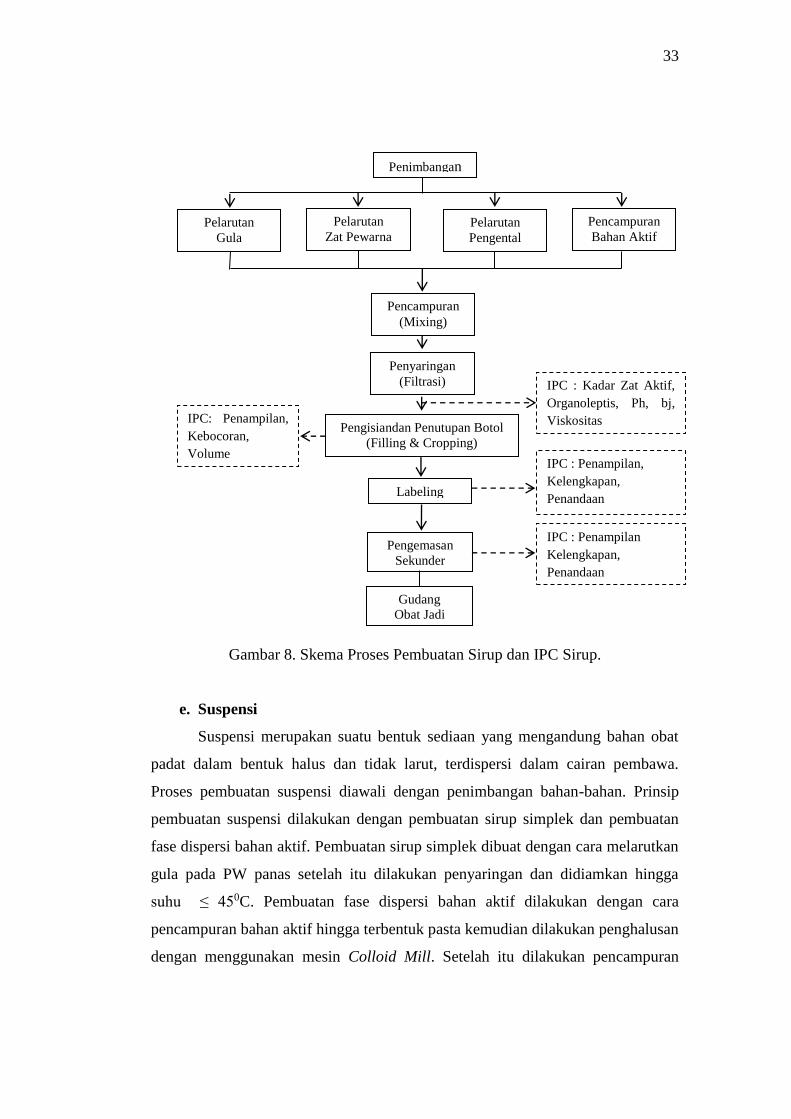
d. Sirup
Sirup didefiniskan sebagai sediaan cairan kental mengandung gula tidak
kurang dari 50% dan tidak lebih dari 65% dapat mengandung satu atau lebih
bahan obat. Metode pembuatan sediaan sirup dengan menggunakan pemanasan
merupakan metode yang digunakan untuk bahan-bahan yang tahan terhadap
pemanasan. Mula-mula gula dilarutkan dalam air murni (PW) yang telah
dipanaskan sambil diaduk hingga larut. Selanjutnya bahan aktif dan pengawet
ditambahkan kedalam larutan gula tersebut, diaduk hingga larut sempurna,
kemudian didinginkan. Setelah itu dimasukkan bahan tambahan lainnya seperti
pewarna, pengental atau perasa. Secara skematik proses pembuatan serta IPC
pembuatan sirup dapat diliat pada gambar 8.
Penimbangan
Pengayakan
Pencampuran
Filling
Polishing Kapsul
IPC: Kadar Zat Aktif
IPC:
Keseragaman Bobot.
Waktu Hancur
33
Gambar 8. Skema Proses Pembuatan Sirup dan IPC Sirup.
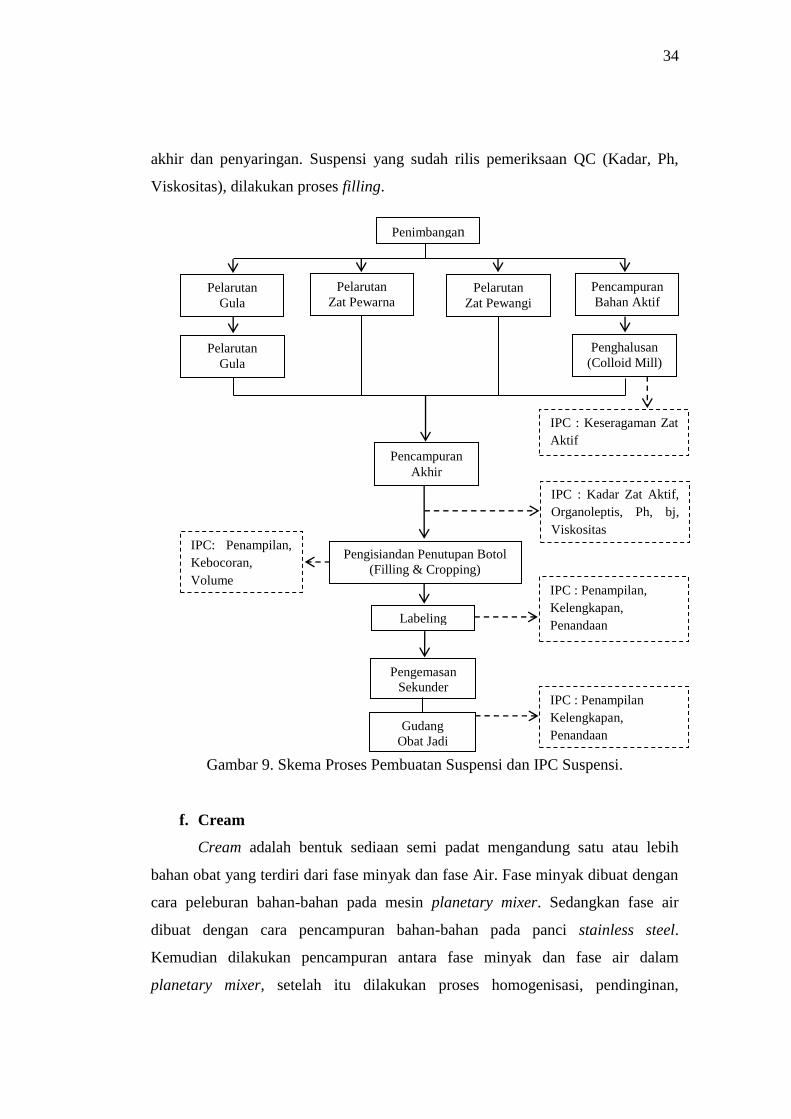
e. Suspensi
Suspensi merupakan suatu bentuk sediaan yang mengandung bahan obat
padat dalam bentuk halus dan tidak larut, terdispersi dalam cairan pembawa.
Proses pembuatan suspensi diawali dengan penimbangan bahan-bahan. Prinsip
pembuatan suspensi dilakukan dengan pembuatan sirup simplek dan pembuatan
fase dispersi bahan aktif. Pembuatan sirup simplek dibuat dengan cara melarutkan
gula pada PW panas setelah itu dilakukan penyaringan dan didiamkan hingga
suhu ≤ 450C. Pembuatan fase dispersi bahan aktif dilakukan dengan cara
pencampuran bahan aktif hingga terbentuk pasta kemudian dilakukan penghalusan
dengan menggunakan mesin Colloid Mill. Setelah itu dilakukan pencampuran
Penimbangan
Labeling
Pengemasan
Sekunder
Gudang
Obat Jadi
IPC : Kadar Zat Aktif,
Organoleptis, Ph, bj,
Viskositas
IPC : Penampilan,
Kelengkapan,
Penandaan
IPC : Penampilan
Kelengkapan,
Penandaan
IPC: Penampilan,
Kebocoran,
Volume
Pencampuran
Bahan Aktif Pelarutan
Zat Pewarna Pelarutan
Gula Pelarutan
Pengental
Pencampuran
(Mixing)
Pengisiandan Penutupan Botol
(Filling & Cropping)
Pelarutan
Gula
Penyaringan
(Filtrasi)
34
akhir dan penyaringan. Suspensi yang sudah rilis pemeriksaan QC (Kadar, Ph,
Viskositas), dilakukan proses filling.
Gambar 9. Skema Proses Pembuatan Suspensi dan IPC Suspensi.
f. Cream
Cream adalah bentuk sediaan semi padat mengandung satu atau lebih
bahan obat yang terdiri dari fase minyak dan fase Air. Fase minyak dibuat dengan
cara peleburan bahan-bahan pada mesin planetary mixer. Sedangkan fase air
dibuat dengan cara pencampuran bahan-bahan pada panci stainless steel.
Kemudian dilakukan pencampuran antara fase minyak dan fase air dalam
planetary mixer, setelah itu dilakukan proses homogenisasi, pendinginan,
Penimbangan
Labeling
Pengemasan
Sekunder
Gudang
Obat Jadi
IPC : Kadar Zat Aktif,
Organoleptis, Ph, bj,
Viskositas
IPC : Penampilan,
Kelengkapan,
Penandaan
IPC : Penampilan
Kelengkapan,
Penandaan
IPC: Penampilan,
Kebocoran,
Volume
Pencampuran
Bahan Aktif Pelarutan
Zat Pewarna Pelarutan
Gula Pelarutan
Zat Pewangi
Pencampuran
Akhir
Pengisiandan Penutupan Botol
(Filling & Cropping)
Pelarutan
Gula
Penghalusan
(Colloid Mill) Pelarutan
Gula
IPC : Keseragaman Zat
Aktif

35
vakumisasi. Setelah cream rilis pemeriksaan QC (organoleptis, homogenitas,
viskositas, Ph, kadar), dilakukan proses filling.
Gambar 10. Skema Proses Pembuatan Cream dan IPC Cream.
Peralatan produksi yang digunakan di PT. REMS antara lain sebagai berikut :
a. Granulator
1) Wet Granulator
Wet Granulator adalah mesin yang digunakan untuk menghasilkan
granul dengan dimensi yang sama pada proses granulasi basah. Serbuk
yang telah dimixing dalam mixer dimasukkan ke dalam mesin ini maka
Penimbangan
Pengisian ke tube
Pengemasan
GudangObat Jadi
IPC : identifikasi, Ph,
kadar zat berkhasiat,
homogenitas, stabilitas.
IPC : Penampilan
Kelengkapan,
Penandaan
IPC: Pemerian,
Bobot rata-rata,
Koevisien variasi
Pencampuran Zat Aktif,
Pengawet (Fase Air) Peleburan bahan dasar
cream (fase minyak)
Pencampuran
(Ultra Turrax)
Karantina Produk antara
Pencampuran
(Menggunakan Mixer)
Karantina Produk Ruahan
Karantina Produk Jadi
36
akan menjadi granul yang besarnya sesuai dengan mesh yang diinginkan.
Bagian dariwet granulator adalah hopper, impeller, mesh, chopper/blade.
2) Dry Granulator
Dry Granulator adalah mesin yang digunakan untuk menghasilkan
granul dengan dimensi yang sama pada proses granulasi kering.
Bagiannyapun sama dengan wet granulator hanya saja serbuk yang
dimasukkan adalah dalam bentuk serbuk kering tidak serbuk basah seperti
pada wet granulator.
3) Oscilating Granulator
Fungsi dari mesin oscilating granulator sama seperti wet dan
drygranulator. Hanya saja pada mesin ini menggunakan getaran yang
berpengaruh pada kecepatan proses penggranulan, sehingga dibandingkan
dengan mesin yang lain mesin ini lebih cepat dalam menghasilkan granul.
b. Mesin Pengering (FBD)
Mesin FBD (Fluid Bed Dryer) yang dimiliki oleh PT.REMS ada 3
mesin yaitu 2 mesin FBD. Fungsi dari FBD adalah untuk mengeringkan
massa granul. Mesin FBD ini terdiri dari exhaust blower, container, drying
chamber, control panel, inlet air duct, explosion proof duct, dan exhaust air
duct. Proses pengeringan dengan menggunakan FBD ini memanfaatkan aliran
udara panas dengan kecepatan tertentu yang dilewatkan menembus hamparan
bahan sehingga hamparan bahan tersebut memiliki sifat seperti fluida.
Metode pengeringan fluidisasi digunakan untuk mempercepat proses
pengeringan dan mempertahankan mutu bahan kering.
c. Mesin Pencampur (Mixer)
Mixer yang terdapat di PT.REMS adalah Cone Mixer dan Super
Mixer. Cone Mixer terdapat dua jenis yaitu Triplicity Sangyu dan Cone Mixer
Sangyu. Perbedaan antara Triplicity-cone mixer dengan Cone Mixer adalah
pada bentuk drumnya, jika triplicity bentuknya seperti belah ketupat. Didalam
mixer tersebut terdapat Chopper dan Impeller. Chopper digunakan untuk
memperkecil ukuran sedangkan Impeller digunakan untuk mengaduk. Sama
halnya seperti Cone Mixer, Super Mixer juga berfungsi untuk mencampur dan
37
mengaduk serbuk. Super Mixer yang terdapat pada PT.REMS adalah Super
Mixer Tamaru, Yen Chen, serta Hun Chuan.
d. Mesin Cetak Tablet
Mesin cetak tablet berfungsi untuk mencetak massa granul menjadi
tablet dengan dimensi yang sama. Pada PT.REMS terdapat beberapa mesin
cetak tablet yaitu mesin cetak tablet Rimex, Cadmach, Gylongli, dan
Cadpress. Mesin cetak tablet dibedakan menjadi dua yaitu Beta Tooling dan
Delta Tooling. Jika Beta Tooling ukuran tablet kecil dengan 35 station punch
dan dies, sedangkan Delta Tooling ukuran tablet besar dengan 27 station
punch dan dies. Tekanan pada mesin cetak tablet rata-rata 1-3 ton tergantung
dari obat yang akan dicetak. Bagian utama dari Mesin Cetak Tablet terdiri
punch atas, punch bawah, dies, hopper, feeder.
e. Mesin Filling
Mesin Filling yang terdapat pada PT.REMS ada beberapa macam yaitu
:
1). Mesin Filling Kapsul
Mesin filling kapsul berfungsi untuk mengisi serbuk obat ke dalam
kapsul. Ada 3 unit mesin Filling Kapsul di PT.REMS dengan tipe speed
rendah dan tinggi. Mesin ini menggunakan sistem udara tekan untuk
membuka cangkang kapsul sehingga dapat diisi oleh serbuk obat.
2) Mesin Filling Syrup
Mesin ini akan mengisi botol kosong dengan sirup dengan takaran
yang telah ditentukan. Mesin Filling Syrup yang ada di PT.REMS adalah
Tamaru dan Stork dimana speed Stork lebih tinggi dibandingkan dengan
Tamaru.
3) Mesin Filling Dry Syrup
Mesin Filling Dry Syrup fungsinya untuk memasukkan powder
obat kedalam botol dengan takaran yang sama tiap botolnya. Mesin Filling
dry Syrup yang ada di PT.REMS ada 3 buah.Untuk Filling Dry Syrup
digunakan RH yang rendah agar powder obat tidak mencair.
38
f. Mesin Penyalut (Coater)
Mesin penyalut pada PT.REMS terdapat dua jenis yaitu jenis Coating
PAMdan mesin salut dengan kapasitas besar. Penyalutan dilakukan dengan
menggunakan cairan yang disemprotkan dengan tekanan tinggi , tablet atau
kaplet diputar dengan suhu dikondisikan untuk menjaga agar tidak meleleh.
g. Mesin Stripping
Mesin Stripping yang ada di PT.REMSberjumlah 15 buah dengan 12
type (4R, 8R, dan 10R). Tablet akan masuk ke dalam hopper. Pada mesin
terdapat aluminium voil atas dan bawah untuk merekatkan dengan bantuan
pemanasan sealing roll.Terdapat beberapa kapasitas mesin yaitu 4, 8, dan 10
Row.
h. Mesin Blister
Mesin Blister yang terdapat pada PT.REMSberjumlah 2 buah dengan
1 jenis mesin blister kapasitas besar.
F. Engineering
PT. REMS memiliki Departemen Engineering yang dipimpin seorang
Plant Manager Engineering yang terbagi atas dua divisi yaitu, Divisi Maintenance
dan Divisi Utility.
Kegiatan utama yang dilakukan oleh bagian teknik dan pemeliharaan
adalah:
a. Melakukan perbaikan terhadap mesin produksi dan melakukan pengecekan
berkala terhadap mesin-mesin yang ada.
b. Melakukan pemantauan terhadap sarana penunjang produksi: sistem
HVAC (Heating, Ventilation, and Air Conditioning), penyediaan air, dan
pengolahan limbah.
c. Perbaikan dan perawatan mesin yang dilakukan secara sistematis,
terencana, dan rutin, meliputi: pembersihan, pelumasan, pemeriksaan dan
perbaikan mesin.
39
Divisi Maintenance (pemeliharaan) bertugas untuk menjaga semua mesin
di produksi layak bekerja secara maksimal. Beberapa kegiatan atau tugas harian
yang biasa dilakukan divisi maintenance antara lain adalah membuat jadwal
waktu kontrol setiap mesin, melakukan penambahan dan penggantian pelumasan
mesin, melakukan pencatatan setiap kerusakan mesin, melakukan penggantian
spare-part dll. Perawatan alat di PT. REMS dilakukakan setiap tiga bulan sekali.
PT. REMS memiliki 125 mesin penunjang untuk kegiatan produksi yang terdapat
di ruang beta laktam, non beta laktam lab R&D, lab QC, IPC workshop dan
kemasan.
Sedangkan untuk divisi utility bertugas menangani semua sarana
penunjang yang ada pada bagian kantor, produksi dan gudang. Pada bagian
produksi sarana penunjang yang ada antara lain HVAC (Heating Ventilation Air
Conditioning), pengolahan air, pengolahan limbah, udara tekan dan steam boiler.
1. HVAC (Heating Ventilation Air Conditioning)
HVAC merupakan suatu sistem untuk mengkondisikan lingkungan melalui
pengendalian suhu, kelembaban, arah pergerakan udara dan mutu udara,
pengendalian partikel, pembuangan kontaminan yang ada di udara dan jumlah
pergantian udara. HVAC memegang peran penting di PT. REMS untuk
memberikan perlindungan terhadap lingkungan pembuatan produk, kemudian
memastikan produksi obat yang bermutu serta memberikan lingkungan kerja
yang nyaman bagi personil. HVAC juga dapat memberikan perlindungan pada
lingkungan dengan kondisi bahan berbahaya melalui pengaturan sistem
pembuangan udara yang efektif dan aman dari bahan tersebut. Hal ini senada
dengan pernyataan WHO yang menyebutkan tiga peran sistem tata udara yang
perlu dipertimbangakan yakni perlindungan kepada produk, personil dan
lingkungan.
PT. REMS memiliki 28 unit HVAC/AHU yang terbagi di 15 unit non beta
laktam, 6 unit di beta laktam dan 7 unit di sefalosforin. Sistem HVAC yang ada
di dalam PT. REMS yaitu Open Loop dan Close Loop. Open Loop atau sistem
udara segar 100% (sekali lewat) yaitu sistem dengan menyuplai udara luar
40
yang sudah diolah hingga memenuhi persyaratan kondisi suatu ruang,
kemudiaan udara tersebut sebelum dibuang ke atmosfer diekstrak terlebih
dahulu untuk mencegah terjadinya pencemaran udara pada lingkungan. Sistem
Open Loop ini digunakan PT.REMS pada fasilitas produksi non beta laktam.
Sedangkan untuk fasilitas produksi obat sefalosporin digunakan sistem Close
Loop atau sistem tertutup yaitu dengan cara mengolah kembali udara
(resirkulasi) yang ada di dalam ruang produksi untuk mencegah kontaminasi
silang dan udara cemar. Pada sistem Close Loop menggunakan 3 filter untuk
meresirkulasikan kembali udara yaitu pre filter, medium filter dan filter akhir
menggunakan HEPA filter. Udara segar juga diperlukan pada sistem Close
Loop ini untuk memenuhi kapasitas udara di dalam ruangan produksi yang
kemungkinan berkurang akibat dari kegiatan di ruangan produksi (seperti
kegiatan personil buka-tutup pintu dsb) serta untuk mengencerkan
karbondioksida, bau, cemaran lain hasil dari proses produksi. Jumlah udara
segar yang dimasukkan tergantung dari kegiatan produksi yang ada.
2. Unit Pengolahan Air
PT. REMS menggunakan sumber air yang diperoleh langsung dari PDAM
(Perusahaan Daerah Air Minum). Air PDAM ini digunakan untuk di ruang-
ruang diluar ruang produksi seperti di kamar mandi, dapur, cuci pakaian,
menyiram tanaman, dan lain sebagainya. Sedangkan air yang digunakan di
ruang produksi non beta laktam yaitu air PDAM yang diolah menjadi Purified
Water. Sebelum diolah air PDAM tersebut ditampung ke dalam tangki
berkapasitas besar.
Mekanisme pengolahan Purified Water di PT. REMS terdiri dari beberapa
tahap yaitu air PDAM dalam tangki tampungan dialirkan ke tangki berisi
chlorine untuk menghilangkan bau dan rasa pada air PDAM kemudian
disalurkan pada tangki Multi filter yang berfungsi untuk menghilangkan
lumpur, endapan dan partikel-partikel yang terdapat di air PDAM lalu diukur
TDS (Total Dissolved Solid), selanjutnya air tersebut masuk kedalam tangki
yang berisi softener resin anionik untuk menghilangkan dan/atau menurunkan
41
kesadahan air dengan cara mengikat ion Ca2+ dan Mg2+. Tangki softener yang
ada di PT. REMS ada dua. Apabila terjadi kejenuhan maka dilakukan
regenerasi dengan menggunakan garam. Setelah itu dialirkan untuk
pengkondisian pH dengan menambkan NaOH, kemudian antiscalant yang
berisi polimer agar tidak terdapat kerak, dan terakhir diberi SMBS (Sodium
metabisulphite) untuk menghilangkan klorin. Tahap selanjutnya adalah reverse
osmosis dengan menggunakan EDI (Elektonic De-Ionization) untuk
menurunkan konduktivitas, kemudian masuk ke dalam tangki penyimpanan
dan siap didistribusikan ruang-ruang produksi. Dalam proses pengendalian
mikroba PT. REMS menggunakan sanitasi kimiawi suntikan ozon secara
continous, kemudiaan ozon dihilangkan menggunakan radiasi UV pada
panjang gelombang 254 serta dimonitor TOC (Total Organic Carbon) dengan
persyaratan < 500 ppb atau 0,5 ppm. Jika TOC melebihi ambang batas maka
alarm akan berbunyi.
3. Unit Pengolahan Limbah
Limbah yang di hasilkan oleh PT.REMS dibagi menjadi empat macam,
yaitu limbah padat, limbah cair, cemaran debu (Beta laktam dan non Beta
laktam) serta limbah bakteri. Limbah tersebut bersumber dari obat-obat
kadaluarsa, kegiatan produksi, meliputi : kegagalan produksi, debu bahan
formulasi yang terkumpul dari dust collector dan vacuum cleaner, debu dari
proses granulasi, proses pencetakan tablet, proses coating, bekas kemasan
bahan baku dan bahan pembantu serta kemasan yang rusak, kegiatan kantin
karyawan berupa kotoran/sampah dapur, kegiatan administrasi perkantoran
berupa kertas arsip-arsip yang tidak terpakai, sampah kebun/ halaman, kegiatan
laboratorium, kegiatan sarana penunjang, dsb.
Upaya yang dilakukan PT. REMS untuk pengolahan limbah pada produsi
sediaan beta laktam adalah memecah cincin beta laktam PT. REMS
menggunakan senyawa kimia yaitu HCl dan NaOH. Setelah limbah cincin beta
laktamnya terpecah selanjutnya limbah beta laktam masuk dalam bak campur
bergabung dengan limbah non beta laktam. Selanjutnya limbah tersebut
42
dilakukan treatment aerasi menggunakan blower pada waktu tertentu.
Selanjutnya limbah tersebut dibentuk menjadi endapan-endapan kecil
menggunakan suatu senyawa koagulan yaitu PAC (Poly Aluminium Chloride).
Selanjutnya di treatment mengunakan senyawa flokulating agent. Tujuan
menambahkan flokulan ini adalah untuk membentuk suatu massa yang lebih
besar sehingga dapat mengendap. Langkah selanjutnya adalah pemberian
CaCo3 yang berfungsi sebagai penetral pH. pH yang diharapkan adalah
berkisar 7-7.5. Selanjutnya dari bak campur dialirkan menuju bak
pengendapan. Pengaliran tersebut menggunakan pompa bertekanan.
Selanjutnya dialirkan ke sedimentation tank (kolam sedimentasi) yang berisi
sand (pasir) dan karbon aktif. Fungsi dari sand adalah untuk menahan kotoran
yang berupa padatan, sedangkan karbon aktifnya berfungsi untuk
menghilangkan bau, warna dan rasa dari limbah cair tersebut. Selanjutnya hasil
olahan dialirkan kedalam bak indikator. Indikator yang digunakan adalah
indikator alami yaitu berupa ikan. Pemeriksaan limbah dilakukan satu bulan
sekali, dengan sampel dibawa ke BTKL (Balai Teknik Kesehatan Lingkungan).
Apabila didapatkan nilai COD (Chemical Oxygen Demand) dan BOD nya
(Biological Oxygen Demand) melebihi batas normal, antisipasi yang diambil
adalah memperlama proses aerasi dan menambahkan bakteri pengurai. Bakteri
pengurai yang ditambahkan sebelumnya dikembangbiakkan terlebih dahulu di
media starbio.
4. Udara Tekan
Udara bertekanan yang berada di ruang produksi PT.REMS merupakan
kriteria kritis dalam pembuatan produk karena bisa berdampak langsung
terhadap kualitas produk, sama halnya seperti sistem penunjang lain seperti
sistem HVAC dan Sistem Pengolahan Air.
Sistem udara bertekanan secara umum terdiri dari kompresor, tangki udara,
pengering, filter, pipa distribusi, pengatur tekanan, dan penangkap
kondensator. Kompresor berfungsi sebagai penghasil udara bertekanan, dalam
hal ini lebih diutamakan menggunakan oil free lubricated compressor. Oil free
bermakna tidak ada oli di area kompresi, tapi kompresor sendiri tetap
43
memerlukan oli untuk melumas area gigi (gear) yang dipisahkan dengan
menggunakan segel. Tangki udara digunakan untuk menyediakan kapasitas
lonjakan untuk memenuhi kebutuhan proses puncak dan meminimalkan
perubahan tekanan sistem selama periode permintaan puncak. Tangki ini juga
berfungsi sebagai pendingin. Pengering digunakan untuk menghilangkan uap
air, filter digunakan untuk menghilangkan kadar oli dan jumlah partikulat, pipa
distribusi mendistribusikan udara ke titik pengguna pada tekanan dan
kecepatan alir yang ditetapkan tanpa penurunan kualitasnya. Sedangkan
pengaturan tekanan berfungsi untuk mengurangi tekanan udara sampai ke batas
yang ditetapkan untuk pengguna akhir, dan pipa kondensat digunakan untuk
menguras akumulasi kondensat dari pipa.
Udara bertekanan yang keluar dari sebuah kompresor dapat mengandung
semua atau sebagian dari kontiman seperti partikel debu, air dan uap air,
aerosol oli dan uap oli, pertikel (akibat gesekan) dan mikroorganisme. Suatu
upaya untuk mengurangi ataupun menghilangkan kontaminan tersebut
hendaklah dapat dikendalikan sampai ke hilir sebelum didistribusikan.
Mekanisme pengendalian dapat berupa penyaringan partikel debu dan
serpihan, pemisahan yang dilanjutkan dengan penyaringan terhadap air dan uap
air dan pemisahan yang dilanjutkan dengan filter adsorpsi aerosol oli dan uap
oli.
Pada PT. REMS terdapat 3 kompresor dengan kapasitas tekan 8 Bar.
Udara dari kompresor kemudiaan disalurkan ke ruangan dengan pipa yang
terbuat dari Galvanis. Untuk mengatur tekanan di ruang produksi terdapat air,
drier, regulator, dan filter 0,2 mikron pada masing-masing mesin. Air drier
berfungsi sebagai pendingin dan pengontrol RH. Contoh penggunaan udara
tekan salah satunya adalah pada mesin Super Mixer antara chopper dan baling-
baling terdapat bagian yang berputar dan diam, udara akan mencegah atau
melindungi masuknya serbuk kebagian tersebut. Selain itu udara tekan juga
dapat berfungsi untuk menyaring partikel yang ada di mesin agar tidak
bercampur dengan produk. Udara tekan juga berfungsi dalam pengendalian

44
mesin contohnya adalah mesin Filling Capsule, udara akan membantu mesin
dalam membuka cangkang kapsul.
5. Steam/Boiler
Steam berfungsi sebagai sumber panas (heater) pengganti panas api karena
di industri farmasi tidak diperbolehkan adanya api terbuka yang dapat
menyebabkan kontaminasi produk dan kebakaran. Boiler adalah bejana yang
disusun untuk mengubah air menjadi uap dengan jalan pemanasan. PT. REMS
menggunakan steam/boiler untuk memanaskan air dan dari pemanasan tersebut
akan menghasilkan uap panas. Air panas dan uap panas tersebut kemudiaan
disalurkanpada proses produksi yang memerlukan air panas dan uap panas
melalui pipa-pipa yang biasanya dibuat dari baja karbon ANSI B.16.9 Al06.
Besarnya uap yang disalurkan ke ruangan 4-5 Kg/cm2. Bentuk steam/boiler
seperti tabung yang memiliki tekanan 5-8 bar dengan suhu 120-160C.
Dalam sistem steam/boiler terdapat steam trap yang diatur sedemikian rupa
untuk mengeluarkan udara dan menjebak kondensat yang dihasilkan dari uap
panas agar tidak masuk kedalam produk, jika ada kondensat maka steam trap
akan terbuka dan membuang kondensat tersebut. Penggunaan steam dalam
indusrti farmasi bisa untuk mengeringkan granul (dengan oven maupun fluid
bed dryer), untuk sterilisasi produk, bahan atau peralatan proses produksi yang
kontak secara langsung. PT.REMS menggunakan steam/boiler untuk
mengeringan granul pada mesin FBD, untuk sterilisasi botol dioven double
door, serta untuk mendidihkan sirup pada tangki double jacket. Steam boiler
pada PT. REMS diperiksa setiap satu tahun sekali.
G. Hasil Kegiatan
1. Tugas Khusus Bagian Validasi Pembersihan
Judul
Protokol Validasi Pembersihan
Tujuan
Mengetahui dan membuat protokol validasi pembersihan dengan
mengikuti cara yang telah ditetapkan oleh industri farmasi sehingga dapat
45
menjamin sarana penunjang / alat yang digunakan mampu mencapai batas
residu yang ditetapkan dan secara konsisten memberikan hasil yang sama.
Hasil dan Pembahasan
Validasi diartikan sebagai suatu tindakan pembuktian dengan cara
yang sesuai bahwa tiap bahan, proses, prosedur, kegiatan, sistem,
perlengkapan atau mekanisme yang digunakan dalam produksi dan
pengawasan akan senantiasa mencapai hasil yang diinginkan.
Validasi pembersihan bertujuan untuk memberikan dokumentasi
secara tertulis bahwa prosedur pembersihan yang berlaku dan digunakan
sudah tepat dan dapat dilakukan berulang-ulang (reliable dan
reproducible). Dengan divalidasinya proses pembersihan tersebut,
diharapkan produk sebelumnya tidak akan mengontaminasi produksi
berikutnya.
PT. REMS Melakukan Pengkajian validasi pembersihan
menggunakan kajian risiko. Penilaian terhadap produk marker harus sesuai
dengan kajian risiko, terutama ditujukan untuk bahan-bahan yang memiliki
dosis terapi rendah, produk-produk yang memiliki tingkat kelarutan yang
rendah, mengandung bahan yang sangat toksik (LD50). Parameter yang
diawasi dalam validasi ini adalahvisual clean, sisa residu (kadar zat aktif
dan sisa detergent) serta kadar kontaminan mikrobiologi. Hal-hal yang
harus diperhatikan dalam validasi pembersihan:
a. Metode Pengambilan Sampling
Penentuan titik sampling menggunakan penilaian risiko diamana
kemungkinan daerah tersebut susah dibersihkan (worst case).Metode
sampling yang digunakan adalah swab sampling method dan rinsing
sampling method.
1. Swab Sampling
Swab sampling method dilakukan menggunakan batang apus steril,
kemudian diusap pada permukaan seluas 25 cm2 dan diinkubasikan
pada media TSA yang kemudian diinkubasi selama 2 hari pada suhu
46
30-35°C. Hasil kadar yang diperoleh kemudian dikonversikan keluas
permukaan seluruh mesin (Z).
2. rinsing sampling method
Metode pengambilan sampel dengan mengambil sampel air bilasan
terakhir kemudian dilakukan uji secara mikrobiologi. Umumnya
digunakan untuk alat/ mesin yang sulit dijangkau cara apus (pipa, bag
filter FBD).
b. Metode analisa
Metode analisa untuk menetapkan kadar sisa pada validasi
pembersihan harus memenuhi parameter paling penting, yaitu LOD
dan LOQ. Kadar sisa yang tertinggal pasti dalam kadar yang kecil maka
diperlukan metode analisa yang telah tervalidasi dan mempunyai LOD
dan LOQ yang cukup untuk menganalisis kadar yang tertinggal.
c. Syarat penerimaan
CPOB telah menetapkan jumlah total bahan aktif produk
sebelumnya (Z) yang diperbolehkan tidak boleh melebihi nilai
MAC(maximum allowed carry). MAC dapat dihitung dengan rumus :
MAC = 𝑇𝐷 𝑥 𝐵𝑆 𝑆𝐹
𝐿𝐷𝐷
Keterangan
TD : Dosis Terapi (mg)
BS : Batch size terbesar produk sebelumnya (mg)
SF : Safety Factor (0,001)
LDD : Largest Daily Dose Produk selanjutnya (mg) dosis
maksimum
Kontaminasi mikrobiologi mensyaratkan jumlah ALT < 100
CFU/ml sertanegatif dari kontaminan E. Coli, dan Salmonella.
Sedangkan untuk persyaratan penerimaan dengan metode sampel bilasan
akhir, kualitas air setelah digunakan untuk bilasan terakhir harus sesuai
dengan spesifikasi air yang dipersyaratkan (pH dan Conductivity).
47
2. Tugas Khusus Bagian Kualifikasi
Judul
Protokol Kualifikasi
Tujuan
Mengetahui dan membuat protokol kualifikasi (KI, KO, KK) dengan
mengikuti cara yang telah ditetapkan oleh industri farmasi sehingga fasilitas /
mesin yang digunakan akan selalu bekerja sesuai dengan kriteria yang diinginkan
dan konsisten.
Hasil dan Pembahasan
Kualifikasi mesin, peralatan produksi dan sarana penunjang
merupakan langkah pertama (first step) sebelum pelaksanaan validasi di
industri farmasi. Seluruh kegiatan validasi di industri farmasi diawali
dengan pelaksanaan program kualifikasi ini. Kualifikasi terbagi menjadi 4
bagian
a. Kualifikasi Desain
b. Kualifikasi Instalasi
c. Kualifikasi Operasional
d. Kualifikasi Kinerja
Masing-masing pelaksanaan kualifikasi harus dilakukan secara urut
dan berkesinambungan. Artinya, dalam pelaksanaan kualifikasi dimulai
dari Kualifikasi Desain (untuk fasilitas / mesin baru), Kualifikasi Instalasi,
Kualifikasi Operasional, dan terakhir Kualifikasi Kinerja.Kualifikasi
dilakukan secara berkala untuk mejamin bahwa semua mesin, sistem dan
peralatan dapat memberikan hasil yang diinginkan.
48
3. Tugas Khusus BagianIntruksi Kerja
Judul
Intruksi Kerja Operasi
Tujuan
Mengetahui dan memahami pentingnya dokumentasi yang jelas dan rinci.
Hasil dan Pembahasan
Instruksi kerja dalam suatu industri farmasi merupakan suatu
kewajiban yang harus dibuat guna memberikan kejelasan arah dan tujuan
apa yang harus dikerjakan, perlengkapan apa saja yang akan digunakan
dan kriteria apa saja yang harus dipenuhi oleh semua orang dengan cara
yang sama. Dalam pembuatannya, instruksi kerja harus menyertakan
langkah-langkah kegiatan secara jelas, akurat dan selalu didokumentasikan
serta tidak boleh mengandung persepsi ganda. Instruksi kerja yang dibuat
tentu nantinya akan memberikan kemudahan dan menyamakan persepsi
semua orang yang berkepentingan sehingga dapat lebih dipahami dan
dimengerti.
Instruksi kerja PT. REMS merupakan suatu bentuk dokumentasi
untuk menunjang proses pelaksanaan kegiatan kerja agar berjalan sesuai
dengan apa yang diharapkan serta jika terdapat penyimpangan maka dapat
ditelusuri dan ditemukan penyebabnya. Sebagai contoh intruksi kerja yang
ada di PT.REMS diantaranya adalah instruksi kerja pembersihan mesin,
instruksi kerja pengopreasian mesin dan lain sebagainya.
Penyusunan instruksi kerja PT.REMS memuat berbagai komponen
didalamya, yaitu sebagai berikut :
1. Lembar data dokumen
Berisi tentang semua informasi yang mewakili instruksi kerja itu
sendiri, antara lain no instruksi kerja, nama instruksi kerja, siapa yang
membuat, siapa yang memeriksa, siapa yang menyetujui dan kapan
instruksi kerja dibuat dan disetujui.

49
2. Prosedur
Prosedur merupakan bagian dari instruksi kerja yang memuat
informasi siapa yang melaksanakan serta menjelaskan secara detail
setiap urutan proses pelaksanaannya.
4. Tugas Khusus BagianValidasi Proses
Judul
Protokol Validasi Proses
Tujuan
Mengetahui dan memahami pentingnya dokumentasi yang jelas dan rinci.
Hasil dan Pembahasan
Validasiproses prospektif adalah validasi yang dilakukan padaproses
produksi produk baru atau produk yang mengalami perubahan proses yang
dapat berakibat pada mutu produk tersebut. Validasi proses produksi
adalah suatu tindakan yang membuktikan bahwa proses yang dilakukan
dapat memberikan hasil konsisten yang sesuai dengan kriteria dan
spesifikasi yang telah ditetapkan.PT. REMS melakukan validasi proses
prospektif produk baru sediaan solid liquid, dan semi solid.
Tugas khusus yang diberikan kepada mahasiswa PKPA yaitu
validasi proses dan optimasi prospektif untuk sediaan solid dan
liquid.Validasi Proses Prospektif dilakukan ketika akan membuat produk
baru atauterjadimodifikasi pada proses produksi yang dapat berdampak
pada karakteristik produk tersebut.Sebelum dilakukan validasi proses
produksi perlu dilakukan trial oleh bagian RnD dengan skala yang lebih
besar, karna proses akan berbeda antara skala lab dan skala produksi.
Selama tahap proses produksi juga harus dilakukan kontrol IPC untuk
memastikan produk memenuhi syarat pada tiap tahap produksi.
Validasi proses prospektif umumnya menggunakan minimal 3 bets
secara berturut-turut sebelum bets produk diedarkan dengan asumsi, bets
pertama (ke-1) dianggap “keberuntungan” semata (factorluck), bets ke 2

50
dianggap “kebetulan” (coincidence) dan bets ke-3 barulah dianggap
terkonfirmasi dan tervalidasi.
Meskipun 3 bets berturut-turut sudah dianggap memadai, namun
sekarang Regulator (Badan POM) masih meminta lebih banyak dilakukan
justifikasi secara ilmiah.Untuk itu, ICH Q10 mengenalkan “paradigma
baru” dalam pelaksanaan Validasi Proses, yaitu “Pendekatan Lifecycle
(Siklus Hidup)“.
51
BAB IV
KESIMPULAN DAN SARAN
Kesimpulan
Berdasarkan hasil pengamatan yg dilakukan selama kegiatan Praktek
Kerja Profesi Apoteker di PT. REMS periode 11 agustus 2014 – 30 September
2014 dapat disimpulkan bahwa:
1. PT. REMS telah menerapkan aspek-aspek CPOB yang ditetapkan bagi industri
farmasi oleh Badan Pengawas Obat dan Makanan (BPOM) dengan baik di
semua kegiatan yang berkaitan dengan produksi obat untuk menjamin kualitas
produk secara konsisten.
2. Apoteker memiliki peran penting dalam penerapan CPOB di PT. REMS
sebagai personil kunci (Kepala Produksi, Pemastian Mutu, dan Pengawasan
Mutu) serta melakukan tanggung jawab lain seperti sebagai supervisor,
manajer, maupun staf.
Saran
1.Penerapan CPOB di PT. REMSperlu untuk dipertahankan untuk menjaga
konsistensi mutu produk yang dihasilkan.
2. Usaha-usaha preventif untuk menurunkan tingkat deviasi atau penyimpangan
pada berbagai proses yang berkaitan atau berpengaruh pada mutu produk perlu
untuk terus dilakukan.

52
DAFTAR PUSTAKA
Anonim. 2012. Cara Pembuatan Obat yang Baik. Jakarta : Departemen Kesehatan
Republik Indonesia.
Anonim, 2012. Petunjuk Operasional Penerapan Cara Pembuatan Obat Yang
Baik. Badan Pengawas Obat Dan Makanan, Jakarta
Priyambodo, Bambang. 2007. Manajemen Farmasi Industri. Yogyakarta : PT.
Global Pustaka Utama.
Anonim, 2014.http://priyambodo1971.wordpress.com/





























