Embed Size (px)
Citation preview

i
LAPORAN KERJA PRAKTEK
DI PT. JANATA MARINA INDAH
Disusun Oleh:
Dionisius Kristian Saputra
14 06 07846
PROGAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMAJAYA YOGYAKARTA
YOGYAKARTA
2018
ii

iii
SURAT KETERANGAN PELAKSANAAN KERJA PRAKTEK
iv
KATA PENGANTAR
Puji dan syukur penulis haturkan ke hadirat Tuhan Yang Maha Esa atas
terselesaikannya laporan kerja praktek ini dengan baik dan lancar.
Penulis juga mengucapkan terimakasih kepada pihak-pihak yang telah
membantu dan mendukung proses kerja praktek dan penyusunan laporan kerja
praktek ini. Pihak-pihak tersebut antara lain
1. Bapak dan ibu selaku penyemangat dan pendukung kerja praktek
2. Bapak Ir. B.Kristyanto,M.Eng.,Ph.D. selaku dosen pembimbing
3. Ibu Deny Ratna Yuniartha,S.T.,M.T. selaku koordinator kerja praktek
Program Studi Teknik Industri
4. Bapak Ir. Martono Acchedya Oetomo,M.M selaku koordinator kerja
praktek di PT. Janata Marina Indah
5. Bapak Joko Wahyu Ari selaku kepala proyek kapal 66
6. Bapak Aditya Agung selaku pendampingmahasiswa selama kerja praktek
7. Segenap karyawan PT. Janata Marina Indah yang telah menerima
praktikan dengan baik
8. Michael isaac Denta dan Andreyas Widiyanto sebagai teman
seperjuangan dalam melaksanakan kerja praktek
Laporan Akhir Kerja Praktek yang merupakan hasil dari kegiatan kerja
praktek selama 30 hari kerja di PT. Janata Marina Indah yang direkap.
Penulis memohon maaf apabila masih terdapat banyak kekurangan
dalam penulisan dan penyusunan Laporan Akhir Kerja Praktek ini, Oleh karena
itu penulis mengharapkan Kritik dan Saran agar dapat mengevaluasi kembali dan
Penulis dapat menjadi lebih baik dalam hal penulisan laporan
Yogyakarta, 22 April 2018
Dionisius Kristian Saputra
v
DAFTAR ISI
HALAMAN JUDUL i
HALAMAN PENGESAHAN ii
SURAT KETERANGAN PELAKSANAAN KERJA PRAKTEK iii
KATA PENGANTAR iv
DAFTAR ISI v
DAFTAR GAMBAR vi
DAFTAR TABEL viii
DAFTAR LAMPIRAN i x
BAB 1 PENDAHULUAN 1
1.1 Latar Belakang 1
1.2 Tujuan 1
1.3 Tempat dan Waktu Pelaksanaan Kerja Praktek 2
BAB 2 TINJUAN UMUM PERUSAHAAN 3
2.1 Sejarah Singkat Perusahaan 3
2.2 Visi Misi Perusahaan 4
2.3 Letak dan Tata Letak Perusahaan 4
2.4 Struktur Organisasi dan Uraian Tugas 6
2.5 Ketenagakerjaan 10
2.6 Fasilitas Utama Perusahaan 11
BAB 3 TINJUAN SISTEM PERUSAHAAN 19
3.1 Proses Bisnis Perusahaan 19
3.2 Produk Yang Dihasilkan 19
3.3 Porses Produksi 20
BAB 4 TINJUAN PEKERJAAN MAHASISWA 23
4.1 Lingkup Pekerjaan 23
4.2 Tanggung Jawab Dan Wewenang Dalam Pekerjaan 23
4.3 Metodologi Pelaksaan Pekerjaan 28
4.4 Hasil Pekerjaan 31
BAB 5 PENUTUP 34
5.1 Kesimpulan 34
5.2 Saran 34
DAFTAR PUSTAKA 35
LAMPIRAN

vi
DAFTAR GAMBAR
Gambar 2.1 Lay Out Unit I 5
Gambar 2.2 Lay Out Unit II 6
Gambar 2.3 Struktur Organisasi 9
Gambar 2.4 Tower Crane 12
Gambar 2.5 Gentry Crane 13
Gambar 2.6 Electric Air Compressor 13
Gambar 2.7 Motor Pompa Graving Dock 14
Gambar 2.8 Mobil Crane 14
Gambar 2.9 Mesin Bending 15
Gambar 2.10 Forklif 15
Gambar 2.11 Kantor Galangan Unit II 16
Gambar 2.12 Bengkel Fabrikasi 16
Gambar 2.13 SWL Kapasitas 100 Ton 17
Gambar 2.14 Graving Dock 18
Gambar 2.15 Kolam Apung 18
Gambar 3.1 Produk Kapal Kontainer 100 TEUS 19
Gambar 3.2 Produk Jasa Perbaikan Kapal 20
Gambar 3.3 Bengkel Tempat Proses Fabrikasi 21
Gambar 3.4 Contoh Proses Assembly Body Mid Crane 21
Gambar 3.5 Contoh Proses Ereksi Kapal Kontainer 100 TEUS 22
Gambar 4.1 Proses Assembly As Kemudi Dengan Daun Kemudi 24
Gambar 4.2 Proses Assembly As Kemudi Dengan Daun Kemudi 24
Gambar 4.3 Proses Reamer Lubang Baut 25
Gambar 4.4 Proses Reamer Lubang Baut 25
Gambar 4.5 Proses Pembuatan Jumping Stoper 26
Gambar 4.6 Proses Pembuatan Jumping Stoper 26
Gambar 4.7 Proses Instal As Kemudi Dan Daun Kemudi 27
Gambar 4.8 Instal As Kemudi Dan Daun Kemudi 27
Gambar 4.9 Proses pemasangan pipa kamar
mesin kapal 66 28
Gambar 4.10 Proses pemasangan pipa kamar mesin kapal 66 28

vii
Gambar 4.11 Medotologi Proses Pekerjaan Mahasiswa 29
Gambar 4.12 Schedule 30
Gambar 4.13 Assembly Daun Kemudi Dengan As
Kemudi Kapal 66 31
Gambar 4.14 Reamer Lubang Baut 31
Gambar 4.15 Jumping Stoper 32
Gambar 4.16 Kemudi Kapal 66 32
Gambar 4.17 Anoda 32
Gambar 4.18 Pipa Kamar Mesin Kapal 66 33
viii
DAFTAR TABEL
Table 2.1 Daftar Karyawan PT. Janata Marina Indah 10
Table 2.2 Jam Kerja Karyawan PT. Janata Marina Indah 11

ix
DAFTAR LAMPIRAN
LEMBAR BIMBINGAN
DAFTAR HADIR PRAKTIKAN

1
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma
Jaya Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk
melaksanakan kerja praktek sesuai dengan Kurikulum di PSTI UAJY. PSTI UAJY
memandang kerja praktek sebagai wahana atau sarana bagi mahasiswa untuk
mengenali suasana di industri serta menumbuhkan, meningkatkan, dan
mengembangkan etos kerja profesional sebagai calon sarjana Teknik Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik
Industri. Paradigma yang harus ditanamkan adalah bahwa selama kerja praktek
mahasiswa bekerja di perusahaan yang dipilihnya. Bekerja, dalam hal ini
mencakup kegiatan perencanaan, perancangan, perbaikan, penerapan dan
pemecahanan masalah. Oleh karena itu, dalam kerja praktek kegiatan yang
dilakukan oleh mahasiswa adalah:
1. Mengenali ruang lingkup perusahaan
2. Mengikuti proses kerja di perusahaan secara kontinu
3. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor
atau pembimbing lapangan
4. Mengamati perilaku sistem
5. Menyusun laporan dalam bentuk tertulis
6. Melaksanakan ujian kerja magang
1.2 Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan kerja praktek ini adalah:
1. Melatih kedisiplinan.
2. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.
3. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
4. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan
menjalankan bisnis.
5. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di
perusahaan.
6. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
2
1.3 Tempat Dan Waktu Pelaksanaan Kerja Praktek
Kerja Praktek ini akan dilaksanakan terhitung mulai tanggal 18 Desember 2017
sampai dengan 27 Januari 2018, di PT Janata Marina Indah, Pelabuhan Tanjung
Mas - Semarang, Indonesia. Selama pelaksanaan kerja praktek di PT Janata
Marina Indah ditempatkan pada bagian sub kerja unit II devisi bangunan baru.

3
BAB 2
TINJAUAN UMUM PERUSAHAAN
2.1 Sejarah Singkat PT. Janata Marina Indah
Indonesia sebagai Negara kepulauan yang luas menyimpan kekayaan samudra
yang luar biasa besar potensinya. Hadirnya transportasi air dengan perangkat
sarana pelayaran dan perkapalan menjadi kebutuhan yang sangat vital dalam
upaya menggali anugerah alam ini. Membidik satu sisi yang paling tepat sesuai
dengan kesiapan dan keahlian sumber daya manusia saat itu, maka pada bulan
februari 1977 berdirilah PT. Janata Marina Indah, atau yang lebih dikenal dengan
nama JMI, yang bergerak dalam teknologi perkapalan, keterpaduan antara
pembangunan kapal baru maupun dock dan perbaikan kapal.
Peningkatan kapasitas pelayanan terus dikembangkan selaras dengan
meningkatnya tuntutan kebutuhan pelanggan. Untuk memenuhi kebutuhan jasa
perawatan kapal dalam docking, reparing dan floating repair, serta pembuatan
kapal baru, maka pada tanggal 29 Desember 1982 mulai di operasikan graving
dock atau dok kolam di Pelabuhan Tanjung Mas Semarang.
Dua dasawarsa telah terlewati sudah, JMI berkembang pesat sesuai dengan
gerak laju pertumbuhan perekonomian dan industry negeri ini. Untuk
menanggapi permintaan pasar maka dibangunlah galangan unit II di Pelabuhan
Tanjung Emas pada tahun 1993. Selain memiliki kapasitas dan fasilitas lebih
besar bila dibandingkan dengan unit I, maka unit II ini pun hadir lebih lengkap
dan modern bila semuanya sudah lengkap dibangun sesuai rencana induk.
Kedua unit ini beroperasi secara terpadu untuk melayani pelanggan dari
perusahaan – perusahaan swasta serta pemerintah, bahkan luar negeri
termasuk untuk ekspor kapal baru.
Perkembangan perusahaan selalu seiring dengan peningkatan kualitas serta
pelayanan dan perbaikan system manajemen mutu yang sesuai dengan standar
international seperti ISO untuk memastikan bahwa mutu hasil kerjanya terjamin
konsistensinya. Dengan mengimplementasikan suatu standar Internasional ini,
sudah selayaknya bila di penghujung tahun 1998 JMI berhasil meraih sertifikat
ISO 9002/1994 dari badan sertifikasi American Bureau of Shipping (ABS).
4
2.2 Visi dan Misi PT. Jananta Marina Indah
1. Visi
Perusahaan adalah sebagai perusahaan galangan kapal nasional swasta di
Indonesia merupakan salah satu tulang punggung pembangunan maritime
Indonesia yang berperan dalam industry perkapalan baik di pasar nasional,
regional maupun global.
2. Misi
Misi dari perusahan PT. Janata Marina Indah adalah:
a. Membantu pemerintah dan perusahaaan pelayaran Indonesia untuk
meningkatkan kapasitas anngkut nasional untuk mengejar ketinggalan selama
30 tahun terakhir, keluar negeri melalui upaya atau solusi untuk menghindari
pembangunan kapal – kapal baru maupun perbaikan kapal Indonesia ke luar
negeri.
b. Mencegah pemerintah agar tidak membangun atau melakukan perbaikan
kapal di luar negeri, terutama untuk ukuran dan jenis kapal yang sudah mampu
dibangun dan diperbaiki di dalam negeri.
c. Meningkatkan kemampuan galangan agar kapasitas bangunan baru maupun
reparasi dapat selalu bertambah sehingga dapat mencegah mengalirnya devisa
keluar negeri melalui upaya / solusi untuk menghindari pembangunan kapal -
kapal baru maupun perbaikan kapal Indonesia ke luar negeri.
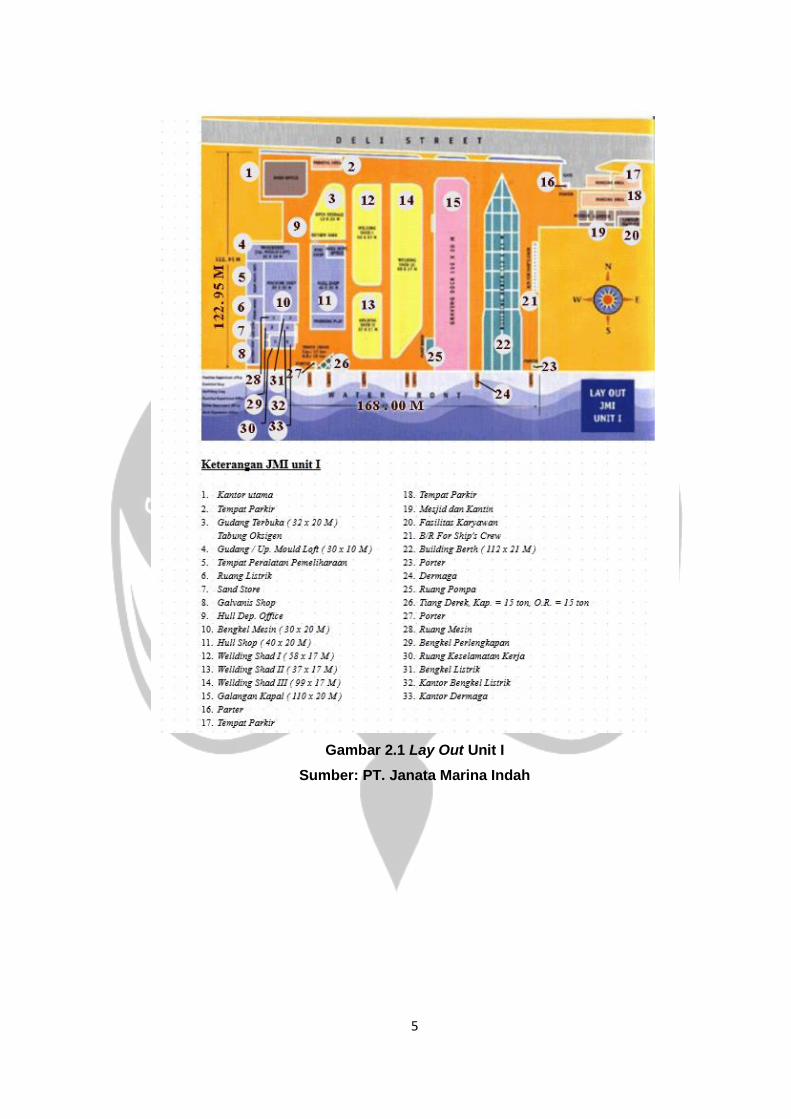
2.3 Letak Dan Tata Letak Perusahaan
Perusahaaan PT Janata Marina Indah Semarang berada di Jl. Deli 21,
Bandarharjo Semarang Utara, Kabupaten Semarang, Propinsi Jawa Tengah,
Indonesia. Lay out dan tatak letak perusahaan ditunjukkan pada gambar 2.1
untuk unit I sedangkan unit II pada gambar 2.2
5
Gambar 2.1 Lay Out Unit I
Sumber: PT. Janata Marina Indah

6
Gambar 2.2 Lay Out Unit II
Sumber: PT. Janata Marina Indah
2.4 Struktur Organisasi Perusahaan Dan Uraian Tugas
Tugas dan tanggung jawab divisi produksi dan teknik di PT. Janata Marina Indah
akan diuraikan sebagai berikut:
1. Kepala Devisi
a. Kepala devisi komersial
Membantu dan melaksanakan tugas perusahaan dalam bidang pemasaran dan
administrasi yang bersifat komersil
b. Kepala devisi produksi
Membantu dan bertanggung jawab atas perusahaan dalam menangani dan
memimpin bagian devisi produksi bangunan baru
c. Kepala devisi teknik

7
Melaksanakan tugas dan tanggung jawab yang berkaitan dengan devisi teknik
didalam perusahaan tersebut.
2. Kepala Departemen
a. Kepala departemen personalia dan umum
Membantu direktur keuangan dan komersil dalam bidang administrasi dan
memimpin bagian personalia dan umum di kantor pusat.
b. Kepala departemen perencanaan
Membantu devisi teknik dalam mempersiapkan dalam perencanaan untuk
pembungan bangunan baru.
c. Kepala departemen utilitas
Membantu devisi teknik dan memimpin departmen utilitas diperusahaan.
d. Kepala departemen logistik
Memimpin departemen logistik Jakarta dan semarang, mengatur harga pemasok,
pemebalian barang, pengiriman, hingga sampai gudang semarang.
3. Kepala Bagian
a. Kepala bagian keuangan dan akutansi
Membantu dan bertanggung jawab kepada kepala depatemen keuangan dalam
mengurus bagian keuangan
b. Kepala bagian umum dan personalia
Membantu dan bertanggung jawab kepada kepala depatemen umum dan
personalia dalam mengurus bagian umum.
c. Kepala bagian perencaan
Membantu dan bertanggung jawab kepada kepala depatemen perencanaan
dalam mengurus proses perencanaan yang dilakukan.
d. Kepala bagian gudang
Membantu dan bertanggung jawab kepada kepala depatemen keuangan dan
akutansi dalam mengurus bagian pergudangan
e. Kepala bagian PCC
Membantu dan bertanggung jawab kepada kepala depatemen perencaan dalam
mengurus dan menangani proses perencanaan dan pengendalian.
f. Kepala bagian listrik
Membantu dan bertanggung jawab kepada kepala depatemen produksi dalam
mengurus bagian kelistrikan.

8
g. Kepala bagian mesin
Membantu dan bertanggung jawab kepada kepala depatemen produksi dalam
mengurus bagian mesin kapal.
h. Kepala bagian lambung
Membantu dan bertanggung jawab kepada kepala depatemen produksi dalam
mengurus bagian lambung kapal.
i. Kepala bagian outfitting
Membantu dan bertanggung jawab kepada kepala depatemen produksi dalam
mengurus bagian outfitting mesin kapal.
j. Kepala bagian K3
Membantu dan bertanggung jawab kepada kepala depatemen produksi dalam
mengurus bagian keselamatan pekerja.
k. Kepala bagian peralatan
Membantu dan bertanggung jawab kepada kepala depatemen utilitasdalam
mengurus bagian peralatan.
l. Kepala bagian QA/QC
Membantu dan bertanggung jawab kepada kepala depatemen produksi dalam
mengurus dan memimpin proyek yang sedang dikerjakan.

9
Gambar 2.3 Struktur Organisasi
Sumber: PT. Janata Marina Indah
10
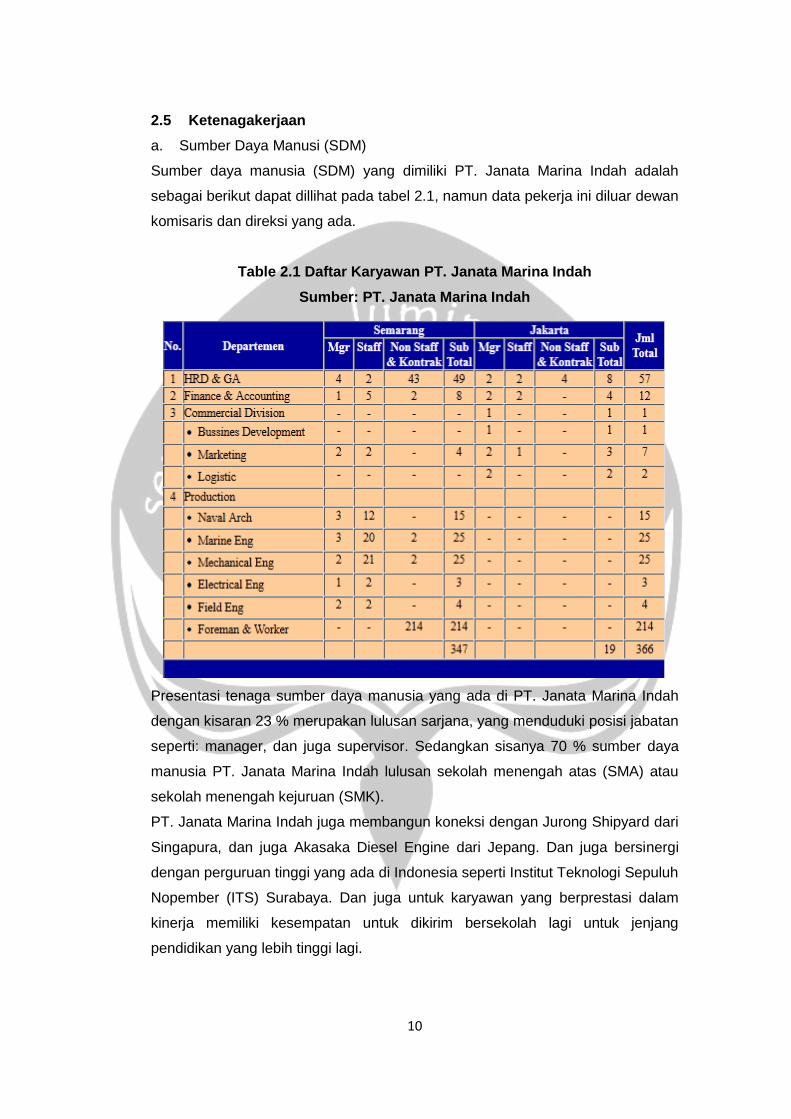
2.5 Ketenagakerjaan
a. Sumber Daya Manusi (SDM)
Sumber daya manusia (SDM) yang dimiliki PT. Janata Marina Indah adalah
sebagai berikut dapat dillihat pada tabel 2.1, namun data pekerja ini diluar dewan
komisaris dan direksi yang ada.
Table 2.1 Daftar Karyawan PT. Janata Marina Indah
Sumber: PT. Janata Marina Indah
Presentasi tenaga sumber daya manusia yang ada di PT. Janata Marina Indah
dengan kisaran 23 % merupakan lulusan sarjana, yang menduduki posisi jabatan
seperti: manager, dan juga supervisor. Sedangkan sisanya 70 % sumber daya
manusia PT. Janata Marina Indah lulusan sekolah menengah atas (SMA) atau
sekolah menengah kejuruan (SMK).
PT. Janata Marina Indah juga membangun koneksi dengan Jurong Shipyard dari
Singapura, dan juga Akasaka Diesel Engine dari Jepang. Dan juga bersinergi
dengan perguruan tinggi yang ada di Indonesia seperti Institut Teknologi Sepuluh
Nopember (ITS) Surabaya. Dan juga untuk karyawan yang berprestasi dalam
kinerja memiliki kesempatan untuk dikirim bersekolah lagi untuk jenjang
pendidikan yang lebih tinggi lagi.

11
b. Jam Kerja Perusahaan
PT. Janata Marina Indah dalam penerapan jam kerja untuk karyawan dapat
dilihat pada tabel 2.2
Table 2.2 Jam Kerja Karyawan PT. Janata Marina Indah
Sumber: PT. Janata Marina Indah
NO BAGIAN HARI JAM KETERANGAN
1 Kantor Senin - Jumat 08.00 – 17.00
WIB
Istirahat makan siang pukul
12.00 - 13.00 WIB
(Lima hari kerja)
2 Produksi Senin – Sabtu 08.00 – 17.00
WIB
Istirahat makan siang pukul
12.00 - 13.00 WIB
(Enam hari kerja)
c. Sistem Pengupahan
Sistem pengupahan pada PT. Janata Marina Indah dibedakan menjadi dua,
untuk karyawan tetap dan untuk karyawan sub kontrak. Untuk karyawan sub
kontrak pengupahan didasarkan pada aturan menteri Negara bidang tenaga
kerja dan trasmigrasi. Yang besar UMR (Upah Minmun Regional) kota Semarang
sebesar Rp 2.130.088/bulan untuk tahun 2018. Proses pembayaran upah
tersebut dibayarkan dalam sistem 6 hari kerja (1 minggu sekali), dan juga bisa
ditambah upah lembur jika karyawan melakukan lembur yang besarnya diatur
oleh perusahaan. Sedangkan untuk karyawan tetep (non sub kontrak) besarnya
upah yang diterima didasarkan pada kebijakan perusahaan, bagian personalia
dan umum.
2.6 Fasilitas Perusahaan
PT. Janata Marina Indah Unit II menempati area seluas ± 8,1 hektar, yang
memiliki fasilitas tower crane, gantry crane, dua unit electric air compressor,
puluhan trafo las, mesin bubut, tiga unit motor pompa graving dock, dan kantor
galangan. Dari ketujuh fasilitas tersebut yang berdaya paling besar adalah
tiga unit motor pompa pada graving dock.

12
1. Tower Crane
Crane bekapasitas SWL 15 Ton terletak disamping graving dock dan floating
quay berfungsi untuk mengangkat dan menurunkan muatan material repair yang
akan di pasang pada kapal.
Gambar 2.4 Tower Crane
Sumber: Dokumentasi Pribadi
2. Gantry Crane
Crane bekapasitas SWL 32 Ton terletak dibengkel lambung, berfungsi untuk
mengangkat dan menurunkan plat baja saat proses fabrikasi dan assembly
badan kapal.

13
Gambar 2.5 Gantry Crane
Sumber: Dokumentasi Pribadi
3. Electric Air Compressor
Dua unit kompresor angin yang masing-masing berkapasitas tekanan 10 Bar
yang berfungsi mensuplay angin untuk pekerjaan sand blasting dan painting
pada kapal repair.
Gambar 2.6 Electric Air Compressor
Sumber: Dokumentasi Pribadi

14
4. Motor Pompa Graving Dock
Motor pompa yang digunakan untuk menguras air laut didalam kolam graving
dock yang bertujuan supaya kapal dapat duduk di atas stop block dan tanda
dimulainya aktivitas kerja didalam kolam.
Gambar 2.7 Motor Pompa Graving Dock
Sumber: Dokumentasi Pribadi
5. Mobil Crane
Mobil Crane di jmi ada 4 buah dengann kapaitas 5 ton – 15 ton, crane sangat
penting untuk kelancaran pekerjaan di JMI yang berguna mengangkat atau
memindahkan benda dari didok atau dikapal
Gambar 2.8 Mobil Crane
Sumber: Dokumentasi Pribadi

15
6. Mesin Bending
Mesin bending terdapat 2 buah, dengan masing – masing tekanan maksimum
200 ton. Yang digunakan untuk proses bending tekuk untuk pembuatan profil
komponen yang diinginkan.
Gambar 2.9 Mesin Bending
Sumber: Dokumentasi Pribadi
7. Forklif
Forklif di jmi ada 5 buah degan kapasitas 3 ton- 5ton ,dimana alat forklift ini juga
sangat penting untuk memindahkan barang dari suatu tempat ketempat lain.
Gambar 2.10 Forklif
Sumber: Dokumentasi Pribadi
16
8. Kantor Galangan Unit II
Kantor galangan menandakan lokasi fungsi terpenting dari suatu organisasi yang
dipimpin. Kantor galangan memiliki tugas penuh dalam mengelola seluruh
aktivitas pekerjaan mulai dari pusat koordinasi, rapat.
Gambar 2.11 Kantor Galangan Unit II
Sumber: Dokumentasi Pribadi
9. Bengkel Fabrikasi
Bengkel fabrikasi merupakan tempat untuk proses pembuatan part atau
komponen kapal dari dasar sebuah desain part itu sendiri.
Gambar 2.12 Bengkel Fabrikasi
Sumber: Dokumentasi Pribadi

17
10. SWL Kapasitas 100 Ton
SWL kapasitas 100 ton ada 1 buah dengann kapaitas, SWL sangat penting untuk
kelancaran pekerjaan di JMI yang berguna mengangkat atau memindahkan
benda dari didok atau dikapal. Dan juga digunakan dalam proses perakitan kapal
atau pada proses ereksi.
Gambar 2.13 SWL Kapasitas 100 Ton
Sumber: Dokumentasi Pribadi
11. Graving Dock
Fasilitas tempat ini digunakan untuk melakukan pekerjaan perbaikan kapal,
dimana untuk bagian perbaikan kapal bagian bawah. Yang pekerjaan tidak bisa
dilakukan jika posisi berada diatas air.

18
Gambar 2.14 Graving Dock
Sumber: Dokumentasi Pribadi
12. Kolam Apung
Fasilitas ini digunakan untuk pekerjaan perbaikan kapal untuk pekerjaan yang
bisa dilakukan diatas air. Pekerjaan ringan untuk bagian atas kapal.
Gambar 2.15 Kolam Apung
Sumber: Dokumentasi Pribadi

19
BAB 3
TINJAUAN SISTEM PERUSAHAAN
3.1 Proses Bisnis Perusahaan
Berikut adalah proses bisnis yang dilakukan di sub bagian bangunan baru unit II
PT. Janata Marina Indah.
3.2 Produk Yang Dihasilkan
Produk yang dihasilkan oleh PT. Janata Marina Indah untuk berupa sebuah
kapal (ship), dimana produk ini merupakan hasil dari pesanan konsumen yang
terlebih dahulu mengikuti proses tender. Selain produk kapal yang dihasilkan
juga ada produk berupa jasa proses perbaikan kapal (ship repair).
Gambar 3.1 Produk Kapal Kontainer 100 TEUS
Sumber: Dokumentasi Pribadi
20
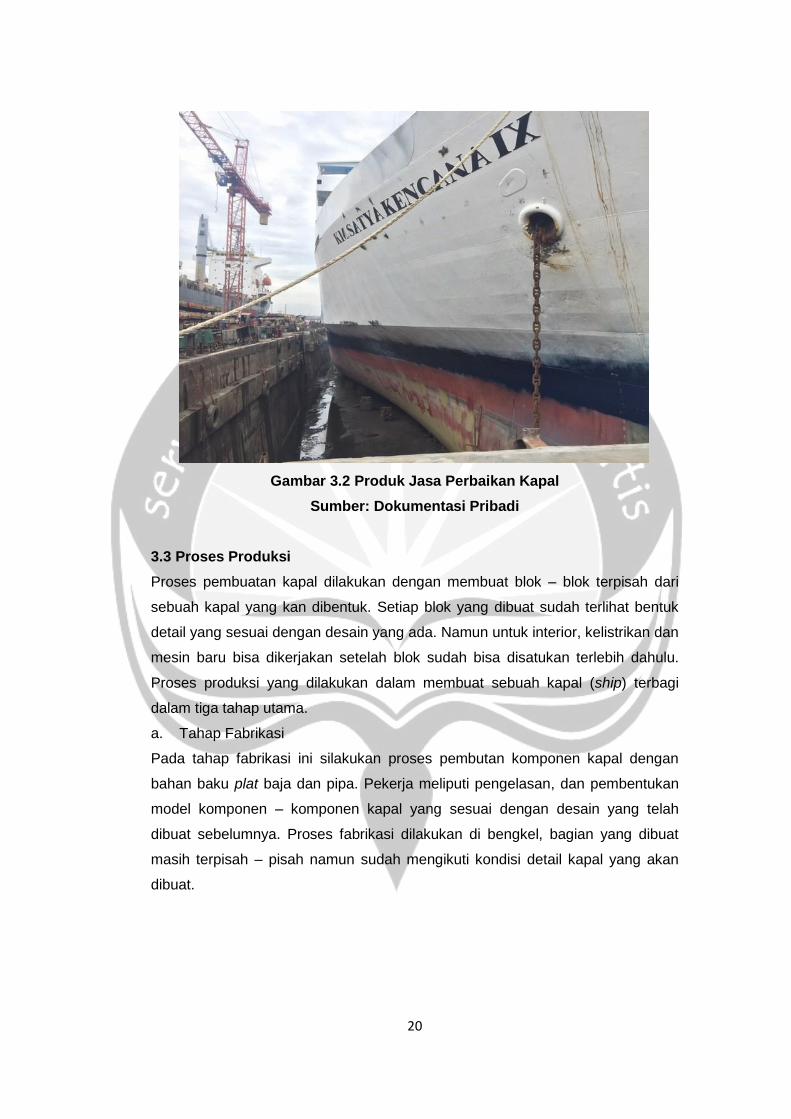
Gambar 3.2 Produk Jasa Perbaikan Kapal
Sumber: Dokumentasi Pribadi
3.3 Proses Produksi
Proses pembuatan kapal dilakukan dengan membuat blok – blok terpisah dari
sebuah kapal yang kan dibentuk. Setiap blok yang dibuat sudah terlihat bentuk
detail yang sesuai dengan desain yang ada. Namun untuk interior, kelistrikan dan
mesin baru bisa dikerjakan setelah blok sudah bisa disatukan terlebih dahulu.
Proses produksi yang dilakukan dalam membuat sebuah kapal (ship) terbagi
dalam tiga tahap utama.
a. Tahap Fabrikasi
Pada tahap fabrikasi ini silakukan proses pembutan komponen kapal dengan
bahan baku plat baja dan pipa. Pekerja meliputi pengelasan, dan pembentukan
model komponen – komponen kapal yang sesuai dengan desain yang telah
dibuat sebelumnya. Proses fabrikasi dilakukan di bengkel, bagian yang dibuat
masih terpisah – pisah namun sudah mengikuti kondisi detail kapal yang akan
dibuat.
21
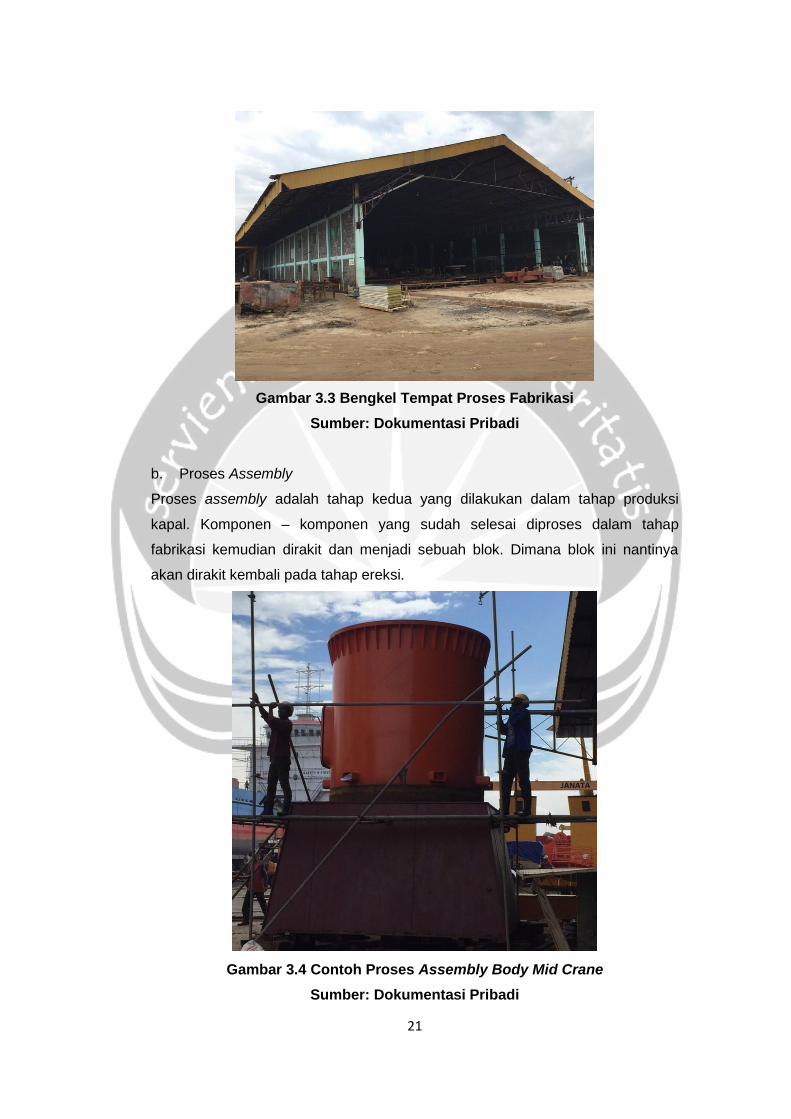
Gambar 3.3 Bengkel Tempat Proses Fabrikasi
Sumber: Dokumentasi Pribadi
b. Proses Assembly
Proses assembly adalah tahap kedua yang dilakukan dalam tahap produksi
kapal. Komponen – komponen yang sudah selesai diproses dalam tahap
fabrikasi kemudian dirakit dan menjadi sebuah blok. Dimana blok ini nantinya
akan dirakit kembali pada tahap ereksi.
Gambar 3.4 Contoh Proses Assembly Body Mid Crane
Sumber: Dokumentasi Pribadi

22
c. Proses Ereksi
Pada tahap ini komponen – komponen yang telah melalui proses assembly dan
menjadi sebuah blok – blok bagian kapal utuh dibawa kearea proses ereksi.
Proses ereksi ini adalah penggabungan semua komponen blok yang telah ada
menjadi kesatuan bentuk kapal utuh. Dan pada tahap ereksi ini apabila proses
penggabungan antar blok sudah selesai, proses pekerjaan seperti pemasangan
mesin, kelistrikan, sudah bisa mulai dikerjakan sedikti demi sedikit .
Gambar 3.5 Contoh Proses Ereksi Kapal Kontainer 100 TEUS
Sumber: Dokumentasi Pribadi
Pada tahap proses produksi dari mulai fabrikasi, assembly, hingga ereksi proses
chek dilakukan oleh bagian QC dan juga didampingi oleh BKI (Biro Klasifikasi
Inndonesi) proses chek meliputi hasil pengelasan, material yang digunakan,
kontruksi kapal, mesin, dan juga kelistrikan.

23
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
4.1 Lingkup Pekerjaan
Lingkup pekerjaan mahasiswa selama praktek di PT. Janata marina indah adalah
bertempat di devisi bangunan baru PT. Janata marina indah unit 2. Ada 2 jenis
pekerjaan di unit 2 ini, yang pertama bangunan baru dan yang ke dua repair.
Pada kesempatan kerja praktek ini mahasiswa di tempatkan di bagian bangunan
baru pada kapal nomor 66 kapal perintis 2000 GT. Disini mahasiswa di dampingi
oleh Bapak Joko Wahyu selaku kepala proyek kapal 66 dan bapak aditya
pratama sebagai asisten kepala proyek kapal 66.
4.2 Tanggung Jawab Dan Wewenang Dalam Pekerjaan
Tanjung jawab dan wewenang mahasiswa dalam melakukan kerja praktek di
kapal 66 adalah sebegai berikut
a. Mengamati proses pekerjaan di kapal 66
Proses pekerjaan yang ada sudah terjadwal dalam kalender pekerjaan. Tugas
yang dilakukan melakukan pengecekan terhadap daftar pekerjaan yang sedang
dikerjaan sesuai dengan kalender pekerjaan dan kodisi real pekerjaan.
Memberikan penjelasan dan terhadap pekerjaan yang dilakukan jika pekerja
mengalami kesulitan, agar proses pekerjaan selesai tapat dengan waktu yang
telah ditentukan sebelumnya.
Di kapal 66 mahasiswa di dampingi oleh seorang pendamping lapangan. Disini
mahasiswa di dampingi oleh bapak adit sebagai asisten layek. Mahasiswa
diminta untuk membantu proses pekerjaan yang dilakukan.
1. Proses assembly daun kemudi dengan as kemudi kapal 66
Pada proses pengerjaan assembly daun kemudi dengan as kemudi ini dikerjakan
oleh 3 orang pekerja. Pembagaian tugasnya adalah 1 orang mengoprasikan
gentary crain sebagai alat bantu untuk mengangkat as kemudi dan 2 orang
mengarahkan as kemudi supaya tepat pada proses peletakannya. Langkah
pertama adalah mengaitkan as kemudi yang sebelumnya sudah di posisikan
sedemikian rupa dengan gentary crain. Selanjutnya gentary crain akan
mengankat as kemudi dan mendekatkannya pada as kemudi. Setelah kedua
bagian saling berdekatan maka 2 pekerja lain akan mengarahkan untuk proses
peletakan. Ke dua pekerja ini akan mengawasi dan mengukur setiap as kemudi

24
turun mendekati daun kemudi, tujuannya agar as kemudi menempel tepat pada
bagian yang akan di gabungkan. Setelah kedua bagian di gabungkan maka
pengait gentary crain di lepas dan pada bagian as kemudi dan daun kemudi di
beri penguat agar posisinya tidak berubah ketika di lakukan pekerjaan
selanjutnya.
Gambar 4.1 Proses Assembly As Kemudi Dengan Daun Kemudi
Sumber: Dokumentasi Pribadi
Gambar 4.2 Proses Assembly As Kemudi Dengan Daun Kemudi
Sumber: Dokumentasi Pribadi

25
2. Mengamati proses reamer lubang baut
Proses reamer lubang baut bertujuan untuk menghaluskan dan memasukkan
ukuran baut yang akan di gunakan. Pada proses ini alat yang digunakan adalah
reamer manual. Pekerjaan ini dilakukan oleh 2 orang pekerja dengan setiap
pekerja mengerjaan 3 lubang pada setiap sisi nya. Selain itu juga di butuhkan tap
matic sebagai pelumas ketika proses reamer dan vernier caliper sebagai alat
ukur. Proses pengerjaannya adalah dengan memutar reamer pada lubang yang
sudah di buat dengan bor. Jika reamer sudah tidak dapat di putar lagi maka
reamer di lepas dan di ukur hasilnya. Proses ini dilakukan berulang hingga di
dapat nilai antara diameter 48 sampai 49 dengan sisi dinding lubang yang telah
halus.
Gambar 4.3 Proses Reamer Lubang Baut
Sumber: Dokumentasi Pribadi
Gambar 4.4 Proses Reamer Lubang Baut
Sumber: Dokumentasi Pribadi

26
3. Mengamati proses pembuatan jumping stoper
Jumping stoper merupakan part yang berfungsi untuk menahan as ke mudi
ketika as kemudi di instal. Jumping stoper di buat dengan menggunakan plat besi
dengan tebal 50 mm. Selanjutnya gambar jumping stoper sesuai dengan gambar
kerja. Pemtongan plat menggunakan las blender dan pemotongan mengikuti
gambar yang telah di buat. Setelah pemotongan plat selesai maka di lanjutkan
dengan proses penghalusan dan memasukkan ukuran jumping stoper.
Penghalusan permukaan dan memasukkan ukuran jumping stoper di kerjakan
dengan mesin bubut.
Gambar 4.5 Proses Pembuatan Jumping Stoper
Sumber: Dokumentasi Pribadi
Gambar 4.6 Proses Pembuatan Jumping Stoper
Sumber: Dokumentasi Pribadi

27
4. Mengamati pemasangan kemudi kapal 66
Pada proses pemasangan ini daun kemudi dan as kemudi kembali di pisahan.
Selanjutnya ke dua bagian di bawa ke kapal 66 untuk selanjutnya proses instal.
Sebelum proes instal di mulai, perhitungan center kemudi perlu di lakukan.
Perhitungan center ini di lakukan dengan menarik kawat dari rudder cariier
sampai ke bawah. Setelah itu proses instal dapat di mulai. Bagian pertama yang
akan di pasang adalah as kemudi. Setelah as kemudi selesai di pasang maka
dapat di lakukan pemasangan daun kemudi. Setelah kemudi terpasang maka
langkah terakhir yatu finishing dengan pengecatan dan pemasangan anoda pada
daun kemudi
Gambar 4.7 Proses Instal As Kemudi Dan Daun Kemudi
Sumber: Dokumentasi Pribadi
Gambar 4.8 Instal As Kemudi Dan Daun Kemudi
Sumber: Dokumentasi Pribadi
5. Mengamati proses pemasangan pipa kamar mesin kapal 66
Pada proses pemasangan pipa dilakukan dengan cara pengelasan dan
penyambungan sesuai jalur yang telah di tentukan dalam gambar kerja. Ukuran

28
dan tebal pipa juga di sesuakan dengan fungsi dari pipa tersebut. pada
pengerjaan pipa ini setiap pipa yang sudah di pasang akan di catat setiap
perkembangannya. Pengecekan juga di lakukan olek kepala proyek untuk
memastikan pipa sudah benar-benar terpasang sesuai gambar kerja dan progres
dari pengerjaannya juga dapat dilihat.
Gambar 4.9 Proses pemasangan pipa kamar mesin kapal 66
Sumber: Dokumentasi Pribadi
Gambar 4.10 Proses pemasangan pipa kamar mesin kapal 66
Sumber: Dokumentasi Pribadi
4.3 Metodologi Pelaksanaan Pekerjaan
Pembuatan metodologi bertujuan untuk mencapai tujuan atau target yang telah
di tentukan. Metodologi yang digunakan dilakukan pada setiap pekerjaan yang
akan dilakukan.

29
Gambar 4.11 Medotologi Pelaksanaan Pekerjaan Mahasiswa
Sumber: Data Pribadi
a. Persiapan Alat Pelindung Diri (APD)
Persiapan APD bertujuan untuk menjaga diri dari bahaya yang timbul dari
pekerjaan yang dilakukan. Pemakaian APD wajib di lakukan saat memasuki area
galangan, hal ini dikarenakan pada area galangan terdapat pekerjaan yang dapat
melukai atau menciderai pekerja tersebuat atau pekerja lainnya. Beberapa apat
pelindung diri yang wajib di gunakan adalah Pakaian kerja (wearpack), sepatu
safety, helm, masker, kacamata, dan sarung tangan.
b. Breafing
Berafing dilakukan dengan tujuan membahas progres dari pekerjaan yang di
kerjakan dan target dari pekerjaan tersebut. di dalam breafing juga dilakukan
pengarahan untuk setiap pekerjaan yang akan di lakukan pada hari tersebut
serta di harapkan target di capai sesuai schedule yang telah di buat.
c. Monitoring Lapangan

30
Pada tahap monitoring lapangan merupakan tahap dimana pengecekan dan
pengamatan langsung di lapangan terhadap pekerjaan yang di kerjakan. Pada
tahap monitoring ini setiap hasil pekerjaan dan progres di catat.
d. Membuat Laporan Progres
Dari hasil monitoring yang telah di lakukan maka di buatlah laporan progres
pekerjan yang telah di lakukkan. Pada laporan ini semua hasil, kekurangan, dan
kendala di laporkan sebagai dasar untuk membuat target dan capaian yang
harus terpenuhi pada schedule yang akan di buat selanjutnya.
4.4 Instrumen Pekerjaan
Dalam pelaksanaan pekerjaan monitoring, instrumen yang digunakan sebagai
acuan dalam melakukan pekerjaan monitoring adalah shedule. Shedule
digunakan sebagai alat yang dapat digunakan untuk melihat dan memonitoring
aktifitas-aktifitas yang harus di kerjakan oleh pekerja. Pada penggunaannya
waktu pada schedule yang telah di buat akan di bandingkan dengan waktu aktual
yang ada di lapangan. Hasil pembandingan ini akan menghasilkan kesimpulan
dimana pekerjaan selesai atau belum selesai. Dalam pelaksanaanya waktu
dalam pengerjaan aktual dapat berbeda dengan waktu perencanaan. Jika waktu
pengerjaan lebih cepat atau sama dengan waktu pada shedule maka dapat di
simpulkan bahwa pekerjaan berjalan dengan baik, dan jika waktu pengerjaan
lebih lama dari pada waktu di shedule maka dapat di simpulkan bahwa pekerjaan
mengalami kendala. jika suatu pekerjaan mengalami keterlambatan dalam
menyelesaikannya maka akan dilakukan pengerjaan tambahan atau lembur
untuk mengejar ketertinggalan target selesai pekerjaan.
.

31
Gambar 4.12 shedule
Sumber: PT.janata Marina Indah
4.5 Hasil Pekerjaan
Hasil dari pekerjaan yang sudah dilakukan
a. Proses assembly daun kemudi dengan as kemudi kapal 66
Gambar 4.13 Assembly Daun Kemudi Dengan As Kemudi Kapal 66
Sumber: Dokumentasi Pribadi
b. Mengamati proses reamer lubang baut
Gambar 4.14 Reamer Lubang Baut
Sumber: Dokumentasi Pribadi

32
c. Mengamati proses pembuatan jumping stoper
Gambar 4.15 Jumping Stoper
Sumber: Dokumentasi Pribadi
d. Mengamati pemasangan kemudi kapal 66
Gambar 4.16 Kemudi Kapal 66
Sumber: Dokumentasi Pribadi
Gambar 4.17 Anoda
Sumber: Dokumentasi Pribadi
e. Mengamati proses pemasangan pipa kamar mesin kapal 66

33
Gambar 4.18 Pipa Kamar Mesin Kapal 66
Sumber: Dokumentasi Pribadi
34
BAB 5
PENUTUP
a. Kesimpulan
Berdasarkan kerja praktek yang telah di lakukan di dapatkan beberapa
kesimpulan, diantaranya adalah setiap pekerjaan dilakukan du kali pengecekan,
yang pertama dari quality control dan yang ke dua dari BKI. Selanjutnyan pada
pengerjaan kemudi ada beberapa pekerjaan part yang dapat di lakukan
bersamaan, sehingga dapat mempercepat waktu fabrikasi dan assembly. Selain
itu juga pada pengerjaan lubang baut kemudi terdapat proses reamer yang
memakan waktu lama sehingga dapat memperpanjang waktu assembly.
b. Saran
Mahasiswa sebaiknya aktif dalam mencari informasi tentang proses yang
diamatai, di karenakan proses dalam pembangunan kapal sangatlah kompleks
dan ada banyak pekerjaan yang saling berhubungan.

35
DAFTAR PUSTAKA
Dharmawan, Yudha. 2017. Pengaruh Kepemimpinan, Lingkungan Kerja, Budaya
Organisasi Terhadap Kepuasan Kerja Dan Komitmen Organisasi Yang
Berdampak Pada Kinerja Karyawan PT. Janata Marina Indah Semarang.
Universitas Dian Nuswantoro. Fakultas Ekonomi Dan Bisnis, Program Studi
Manajemen
http://www.jasamarina.com (diakses pada tanggal 5 Februari 2018)




























