-
Serwis
Lakiernictwo samochodowePodstawy oraz przygotowanie
powierzchni
Zeszyt do samodzielnego ksztacenia nr 214
-
2NOWO UwagaWskazwka
Zeszyt do samodzielnego ksztacenia nie jest instrukcj
naprawy!
Informacje na temat diagnozy, regulacji i naprawy prosimy
zaczerpn z waciwejliteratury serwisowej!
Tematowi Lakiernictwo samochodowe powica si w serwisach coraz
wicej uwagi.
Nie tylko specjalne technologie naprawy, ale take wprowadzanie
nowych materiaw zwaszcza nowych lakierw sprawia, e jest to
dziedzina wymagajca kompleksowej wie-dzy i dobrego przygotowania
personelu.
Tylko usugi, wiadczone w oparciu o rzeteln wiedz, mog dzi speni
wysokie wymaga-nia klientw. Dotyczy to tak samo napraw
lakierniczych, jak i wszystkich innych dziedzin dziaalnoci
serwisu.
Z tego powodu oddajemy Pastwu dwa zeszy-ty do samodzielnego
ksztacenia (214 i 215), ktre maj przedstawi dzisiejszy stan
techniki w zakresie lakiernictwa samochodowego.
Zeszyt nr 214: Lakiernictwo samochodowe. Podstawy oraz
przygotowanie powierzchni
Zeszyt nr 215: Lakiernictwo samochodowe. Lakierowanie
nawierzchniowe
Wprowadzenie
214_001
-
3Lakiernictwo podstawy . . . . . . . . . . . . . . . . . . . .
4
Utlenianie stali czyli korozja . . . . . . . . . . . . . . . . .
. 4
Wyroby cierne . . . . . . . . . . . . . . . . . . . . . . . . .
. . 6
Materiay uywane do lakierowania . . . . . . . . . . . 12
Skadniki lakieru . . . . . . . . . . . . . . . . . . . . . . . .
. . 15
Lakiery podzia ze wzgldu na sposb schnicia . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 19
Lakierowanie przemysowe . . . . . . . . . . . . . . . . . 22
Lakierowanie renowacyjne . . . . . . . . . . . . . . . . . .
28
Naprawa lakiernicza . . . . . . . . . . . . . . . . . . . . . .
28
Przebieg naprawy samochodu . . . . . . . . . . . . . . 29
Przygotowanie powierzchni . . . . . . . . . . . . . . . . .
30
Gruntowanie antykorozyjne . . . . . . . . . . . . . . . . .
32
Szpachlowanie . . . . . . . . . . . . . . . . . . . . . . . . .
. 34
Szlifowanie szpachlwki . . . . . . . . . . . . . . . . . . .
36
Podkadowanie . . . . . . . . . . . . . . . . . . . . . . . . . .
38
Szlifowanie podkadu . . . . . . . . . . . . . . . . . . . . . .
42
Sprawdzamy swoj wiedz . . . . . . . . . . . . . . . . . . 44
Glosariusz. . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . 48
O czym bdzie mowa
-
4Utlenianie stali czyli korozja
Stal, z ktrej wykonuje si nadwozie samo-chodu, musi by
zabezpieczona przed utlenia-niem czyli korozj. Osiga si to przez
jej cynkowanie i lakierowanie.
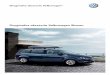
Utlenianie
Utlenianie to reakcja chemiczna, podczas kt-rej dwa materiay
wymieniaj midzy sob elektrony. Atomy materiau utlenianego oddaj
elektrony. Te elektrony s przejmowane przez atomy, tworzce materia
utleniajcy. Proces odwrotny do utleniania nazywa si redukcj. Gdy
materia jest redukowany, przyj-muje elektrony.
Lakiernictwo podstawy
214_003
Materiay wykazuj rn skonno do odda-wania lub przejmowania
elektronw.
Pewne metale, np. elazo, atwo oddaj elek-trony. Dlatego elazo
atwo si utlenia. Inne metale, np. mied, maj mniejsz skon-no do
oddawania elektronw i utleniaj si tylko wtedy, gdy znajd si w
rodowisku silnie utleniajcym. Jeszcze inne metale takie jak zoto
utleniaj si tylko w wyjtkowych warunkach.
Gdy dwa materiay o rnej skonnoci do utle-niania stykaj si ze
sob, nastpuje przepyw elektronw w stron tego materiau, ktry atwiej
si utlenia.
Materia utleniany tworzy anod. Materia redukowany (utleniajcy)
to
katoda. Oba materiay tworz wtedy ogniwo gal-
waniczne. Przykadem takiego ogniwa jest bateria, w ktrej
nastpuje przepyw elektronw od anody do katody.
214_002
Utlenianie
Skonno do utleniania
materia utleniany
materia utleniajcy
skonnodo utleniania
cynk
elazo
mied
zoto
przepyw elektronw
-
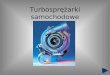
5Ochrona antykorozyjna
Materiaem uywanym powszechnie do pro-dukcji nadwozi jest stal,
ktra atwo si utlenia.
Dlatego trzeba stosowa rne sposoby jej zabezpieczania, tak aby
uzyska dugotrwa odporno na korozj. Skuteczne zabezpieczenie
antykorozyjne pozwala producentowi gwarantowa du trwao
samochodu.
Zabezpieczenie antykorozyjne blach nadwozia obejmuje:
cynkowanie lakierowanie Cynk jest najczciej stosowanym materiaem
na powok ochronn, gdy ma wiksz skonno do utleniania ni stal.
Utlenianie stali zaczyna si dopiero wtedy, gdy utleniona (zuyta)
zostanie caa warstwa cynku.
Blachy ocynkowane maj bardzo dobr odpor-no na korozj.
Poczenie ocynkowania i lakierowania zapewnia optymaln ochron
antykorozyjn. Taki sposb ochrony jest czasem okrelany terminem
duplex.
Waciw ochron antykorozyjn daje warstwa tlenku cynku, tworzca si
na powierzchni bla-chy. Poniewa jest ona bardzo mocno zwizana z
cynkiem i nie odpryskuje od niego, proces utleniania postpuje
bardzo wolno w gb materiau. Inaczej jest w przypadku goej stali,
gdy tworzca si warstwa tlenku elaza odpada od powierzchni, nie
tworzc bariery ochronnej i wystawiajc wci nowe warstwy blachy na
dziaanie rodowiska. Cynk utlenia si wpraw-dzie atwiej ni elazo, ale
proces ten post-puje o wiele wolniej.
Elektrochemiczna korozja stali (ogniwo korozyjne)
anoda (tu nastpuje utlenianie) katoda (tu nastpuje redukcja)
wilgo
tlen z powietrza
blacha stalowa
O2 = tlen
H+ = jony wodorowe
OH- = jony wodorotlenkowe
Fe = elazo
214_004
-
6korund karborund
Lakiernictwo podstawy
Wyroby cierne
Dziki przeszlifowaniu podoa uzyskuje si dobr przyczepno
lakieru.
Podstawy szlifowania
Szlifowanie polega na mechanicznym usuni-ciu warstwy materiau z
obrabianej powierzchni. Twardy materia cierny jest przesuwany pod
naciskiem po przygotowywanej powierzchni. Ziarna cierne zagbiaj si
w t powierzch-ni i usuwaj (skrawaj) z niej cz materiau.
Do szlifowania uywa si rnych mineraw, np. szmergla, korundu czy
karborundu (wglika krzemu). Materiay podlegajce szlifowaniu, takie
jak podkad czy szpachlwka, zawieraj mikkie skadniki (tlenek barowy,
wapno), uatwiajce obrbk.
Korund i karborund
Twardo jest fizyczn wasnoci materiau. Jeden materia jest
twardszy od drugiego, gdy moe zosta w niego wcinity.
S rne sposoby okrelania twardoci. Najprostszym z nich jest
metoda, opracowana przez niemieckiego geologa Friedricha Mohsa.
Stworzy on dziesiciostopniow skal, po-rzdkujc mineray wg
wzrastajcej twardo-ci. Pierwszy minera ma najmniejsz twar-do, a
ostatni najwiksz.
Twardo innych mineraw okrela si, podajc numer najtwardszego
minerau wzor-cowego, ktry mona zarysowa badanym materiaem.
Skala twardoci Mohsa
1 talk
2 gips
3 kalcyt
4 fluoryt
5 apatyt
6 ortoklaz
7 kwarc
8 topaz
9 korund
10 diament
mikki
twardy
214_005
-
7Budowa materiau ciernego
Podstaw wyrobu ciernego jest paskie, ela-styczne podoe.
Jako podoe stosuje si:
papier tkaniny fibr folie z tworzyw sztucznych Na podoe s
naklejone bardzo twarde ziarna minerau (cierniwo), o wielkoci
zalenej od ziarnistoci wyrobu ciernego.
214_007
Budowa wyrobu ciernego
Mineray uywane jako cierniwo
Podstawowymi mineraami, stosowanymi do produkcji wyrobw
ciernych, s korund i karborund.
Korund jest bardzo twardym mineraem, skadajcym si przede
wszystkim z tlenku glinu (aluminium). Bardzo czysty korund jest
biay, natomiast domieszki zmieniaj jego kolor na rowy a do
brzowego. Ziarna korundu tpi si podczas szlifowa-nia, dlatego wyrb
cierny zuywa si.
Karborund jest jeszcze twardszy od korundu, ale te i bardziej
kruchy. Jest czarny z niebiesk powiat. Podczas szlifowania krysztay
karborundu pkaj, tworzc nowe, ostre krawdzie.
Zuywanie si wyrobu ciernego
214_008B
ziarna cierne klej
elastyczny podkad
214_008A
korund zuyty korund
karborund zuyty karborund
-
8P180P220P240P280P320P360P400P500P600P800P1000P1200
Lakiernictwo podstawy
Ziarnisto wyrobw ciernych
Podczas produkcji wyrobw ciernych minera jest rozdrabniany, a
nastpnie dzielony na par-tie o podobnej wielkoci ziarna.
rednia wielko ziarna w danej partii jest nazywana
ziarnistoci.
Ziarnisto okrela si wg skali FEPA (Stowa-rzyszenia Europejskich
Producentw Wyro-bw ciernych). Oznaczenie ziarnistoci skada si z
litery P i liczby. P12 oznacza najwiksze ziarna cierne, a P1200
najmniejsze.
Rodzaj ziaren ciernych dobiera si w zalenoci od warunkw pracy
materiau ciernego:
rodzaju obrbki ciernej twardoci szlifowanego materiau
maksymalnej mocy szlifierki warunkw otoczenia Dobry efekt mona
osign wycznie, sto-sujc wyrb cierny odpowiedni do wykonywa-nej
pracy.
Skala ziarnistoci FEPA
P12P16P20P24P30P40P50P60P80P100P120P150
Podoe
Podoe wyrobu ciernego jest elastyczne.
Od jego rodzaju i gruboci zaley elastyczno caego wyrobu. Im
cieszy jest papier czy tkanina, tym bar-dziej elastyczny wyrb.
Producent dobiera rodzaj i grubo podoa odpowiedni do obrabianej
powierzchni i do twardoci szlifowanego materiau.
Podoe wyrobu ciernego
214_009
214_010
-
9Klej i spoiwo
Ziarna cierne s mocowane do podoa jed-nym z dwch rodzajw
kleju:
klejem naturalnym lub ywic sztuczn Kleje naturalne (organiczne),
np. kleje kostne, s otrzymywane z produktw pocho-dzenia rolinnego
lub zwierzcego. S one nieodporne na dziaanie wody. Oznacza to, e
woda niszczy tak wykonany wyrb cierny.
Do ywic sztucznych mona zaliczy ywice fenolowe, epoksydowe i
mocznikowe. S to produkty termoutwardzalne lub odporne ter-micznie.
Wyrb cierny, wykorzystujcy ywic jako klej, jest wodoodporny.
214_011
Mocowanie ziaren ciernych do podoa
Ziarna cierne s mocowane do podoa przez dwie warstwy:
Klej, ktry mocuje powierzchniowo ziarna cierne do podoa.
Spoiwo, ktre wie ziarna z podoem.
Jak klej i spoiwo moe by uyta ta sama sub-stancja lub rne
substancje. Rodzaj spoiwa okrela, do jakiej pracy jest przeznaczony
wyrb cierny.
podoe
warstwa 2 spoiwo
warstwa 1 klej
-
10
Lakiernictwo podstawy
Nakadanie ziaren ciernych
Istotnym czynnikiem, wpywajcym na waci-woci wyrobu ciernego,
jest sposb nakada-nia ziaren ciernych na podoe. S dwa sposoby
nakadania:
nakadanie grawitacyjne nakadanie elektrostatyczne
Podczas nakadania grawitacyjnego ziarna cierne ukadaj si na
podou w przypadkowy sposb.
Natomiast nakadanie elektrostatyczne powo-duje cile okrelone
uoenie ziaren. To uoenie okrela waciwoci materiau ciernego.
Naley zawsze dobiera odpowiednie uoenie ziaren ciernych do
rodzaju szlifowanej powierzchni.
214_012
Sposoby nakadania ziaren ciernych
Liczba ziaren ciernych na jednostk powierzchni to kolejny wany
parametr, opi-sujcy wyrb cierny.
W wyrobach o zamknitej strukturze ziaren ziarna uoone s cile
obok siebie.
W wyrobach o otwartej strukturze ziaren pomidzy ziarnami jest
wolna przestrze. Dziki temu atwiejsze jest odprowadzanie pyu i wyrb
cierny nie zakleja si.
Do wyrobu ciernego s ponadto dodawane rne substancje pomocnicze
(np. stearynian cynkowy), suce do smarowania i poprawia-jce
odprowadzanie pyu.
214_012A
Grawitacyjne nakadanie ziaren ciernych Elektrostatyczne
nakadanie ziaren ciernych
-
11
Formy wyrobw ciernych
Rzadko uywa si wyrobu ciernego w duych rolach. Najczciej jest on
przycity do ksztatu, odpo-wiedniego do konkretnego zastosowania.
Typowe formy wyrobw to:
arkusze tarcze rolki Niezalenie od formy, wyrb przewidziany do
pewnych zastosowa moe mie otwory (per-foracj). Taki wyrb, w
poczeniu z odpowiedni szli-fierk, pozwala na odciganie pyu.
214_013
Formy wyrobw ciernych
Podsumowanie: Aby warstwa lakieru miaa dobr przyczepno,
powierzchnia musi mie okrelon chropo-wato. Zaley ona od rodzaju
lakierowanej powierzchni i od typu lakieru. Powierzchnie dajce sab
przyczepno (np. stara powoka lakierowa lub powoki fabryczne) musz
wic zosta przeszlifowane, tak by uzyska waciw chropowato.
Szlifowanie szpachlwki i podkadu suy uzyskaniu rwnej, gadkiej
powierzchni.
tarcza
arkusz
rolka
arkusz perforowany
tarcza perforowana
-
12
Lakiernictwo podstawy
Materiay uywane do lakierowania
Lakierowanie suy ochronie nadwozia przed wpywami
atmosferycznymi, a wic zwiksze-niu jego trwaoci. Ponadto nadaje
powierzchni atrakcyjny wygld.
Definicja
Lakiery s to pynne substancje o rnej lepko-ci, nakadane
odpowiednimi technikami na materia podoa.
Po wyschniciu tworz rwnomiern warstw, trwale zwizan z podoem.
Nazywa si ona powok lakierow.
Materiay uywane do lakierowania
Powoka lakierowa ma dwa zadania:
Chroni powierzchni przed niszczcymi skadnikami rodowiska:
wilgoci, promie-niowaniem sonecznym, wysok tempera-tur, sol,
zwizkami chemicznymi, rozpuszczalnikami, paliwem itp.
Nadaje powierzchni dekoracyjny wygld przez wyrwnanie nierwnoci,
kolor, poysk i rne efekty optyczne.
W zwizku z ochron mwi si o funkcji tech-nicznej, a w zwizku
walorami estetycznymi o funkcji dekoracyjnej.
214_014
-
13
Terminologia
Rozdzia Materiay uywane do lakierowania daje przegld rnych
produktw, stosowa-nych podczas naprawy. Oto one:
Grunt
Grunty s to pynne mieszaniny, ktre mog by dodatkowo barwione.
Speniaj one nastpujce zadania:
tworz warstw zamykajc pory materiau (gruntuj)
chroni podoe przed korozj zapewniaj dobr przyczepno powoki
lakierowej
Podkad
Podkady to pynne, barwione mieszaniny o duej zawartoci czstek
staych. Wypeniaj one nierwnoci w powoce gruntu. Natrynicie podkadu
powoduje wytworzenie powoki o gadkiej, rwnomiernej powierzchni, na
ktr mona naoy lakier nawierzchniowy. Podkady s rwnie zwane
wypeniaczami, a tworzona przez nie warstwa midzywarstw.
Szpachlwka
Szpachlwka jest plastycznym materiaem o zoonym skadzie,
wystpujcym w postaci pasty. Nakada si j za pomoc szpachli lub
innego podobnego narzdzia. Szpachlwka wyrwnuje nierwnoci i zamyka
rysy materiau. Musi mie dobr przyczepno do rnych podoy i dawa si
atwo szlifowa.
214_015
Szpachlwka
214_016
214_017
Grunt
Podkad
blachagrunt
lakier nawierzchniowy
blacha
blacha grunt
lakier nawierzchniowypodkad
-
14
Lakiernictwo podstawy
Emalie
Emalie to wyroby lakierowe, tworzce szcze-glnie gadk i tward
powok.
Lakier bezbarwny
Lakier bezbarwny jest wyrobem pozbawionym pigmentu, nakadanym
cienk warstw. Po wyschniciu tworzy przezroczyst powok lakierow.
Barwniki
Barwniki s to substancje, ktre wnikaj w materia i zmieniaj jego
kolor. S one przezroczyste i nie tworz osobnej powoki.
Lakier pigmentowy
Lakier skada si z czstek organicznego pig-mentu, zawieszonego w
spoiwie czyli substan-cji bonotwrczej. Lakier pigmentowy oznacza si
intensywn barw. Moe by w rnym stopniu przewitujcy lub
przezroczysty. 214_018
Lakier pigmentowy
214_019
214_020
Lakier bezbarwny
Barwnik
-
15
Skadniki lakieru
Lakier skada si z nastpujcych skadnikw, nadajcych mu wasnoci
ochronne i dekoracyjne:
substancji bonotwrczej pigmentu rozpuszczalnika rodkw
pomocniczych Substancja bonotwrcza
Substancja bonotwrcza jest czci spoiwa, ktra po wyschniciu
lakieru tworzy elastyczn powok. Terminem spoiwo okrela si
sub-stancj bonotwrcz rozpuszczon w rozpuszczalniku.
Spenia ona bardzo wan funkcj, wic ze sob pozostae skadniki
lakieru.
Skad chemiczny substancji bonotwrczej decyduje o takich
waciwociach lakieru, jak:
sposb schnicia, charakter warstwy nawierzchniowej (poysk,
twardo), odporno na wpywy rodowiska, elastyczno, przyczepno.
Nazwy lakierw wywodz si wanie od rodzaju substancji bonotwrczej.
Lakier akrylowy jest oparty na bazie ywicy akrylowej, lakier
nitrocelulozowy na bazie nitrocelulozy.
Skadniki lakieru
214_021
substancja bonotwrcza
rodek pomocniczy
pigment
rozpuszczalnik
lakier
-
16
Lakiernictwo podstawy
Pigment
Pigmenty to bardzo drobno sproszkowane substancje, ktre nie
rozpuszczaj si w substancji bonotwrczej, lecz tworz w niej
zawiesin. Pigmenty mog by substancjami organicz-nymi lub
nieorganicznymi. Wpywaj przede wszystkim na takie waci-woci
lakieru, jak:
kolor przezroczysto S te pigmenty, dodawane do lakieru w cakiem
innym celu. Pigmenty dziel si na nastpujce grupy:
Pigmenty antykorozyjne Chroni materia podoa (stal, aluminium,
mied) przed korozj.
Pigmenty kryjce S to nieprzezroczyste czstki o okrelo-nym
kolorze (czerwone, niebieskie itd.). Ich podstawowym zadaniem jest
zabarwie-nie lakieru. Pigmenty dziki swojemu skadowi mog nadawa
lakierowi kolor lub wywoywa rne efekty optyczne. Np. pigment
aluminiowy daje efekt meta-liczny, a pigment mikowy efekt
perowy.
Pigmenty wypeniajce Te pigmenty nie zwikszaj zdolnoci kryjcych
lakieru. Uzupeniaj pigmenty kryjce i zagszczaj lakier.
Pigmenty specjalne Nadaj lakierowi specjalne wasnoci, np.
grzybobjcze (fungicydy), odporno na ogie, odporno na obrastanie
glonami (lakiery okrtowe).
Niektre pigmenty i ich waciwoci
pigmenty kryjce
pigmenty utrudniajce zapalenie
pigmenty wypeniajce
pigmenty hydrofobowe
214_022
-
17
Rozpuszczalniki
Rozpuszczalniki utrzymuj substancj bono-twrcz w stanie pynnym,
zapobiegajc jej koagulacji, podczas nakadania na powierzch-ni. Po
naoeniu warstwy lakieru rozpuszczalnik odparowuje. Nie pozostaje on
w powoce lakie-rowej, wytworzonej na materiale podoa. Dokadnie
rzecz biorc substancja bono-twrcza rozpuszczona w rozpuszczalniku
two-rzy spoiwo lakieru. Po odparowaniu rozpuszczalnika substancja
bonotwrcza two-rzy warstw film lakieru.
Gdy lakier ma zbyt du lepko, trzeba go rozcieczy. Robi si to za
pomoc pynnej substancji, zwa-nej rozcieczalnikiem. Rozpuszczalniki
i rozcieczalniki mog mie takie same lub rne waciwoci chemiczne.
Poniewa rozpuszczalniki i rozcieczalniki utrzymuj substancj
bonotwrcz w stanie pynnym, musz mie waciwoci chemiczne dostosowane
do jej rodzaju.
S dwie grupy lakierw:
Lakiery na bazie rozpuszczalnikw Rozpuszczalniki i
rozcieczalniki skadaj si ze zwizkw organicznych, takich jak aceton,
zwizki ropopochodne, octan butylu.
Lakiery na bazie wody (lakiery wodne) W tym przypadku
podstawowym rozpusz-czalnikiem i rozcieczalnikiem jest woda.
Rozpuszczalnik
214_0x23
substancja bonotwrcza
odparowujcy rozpuszczalnik
pigment
film lakieru
-
18
Lakiernictwo podstawy
rodki pomocnicze
Jako lakieru zaley od jakoci jego gwnych skadnikw, ich
wzajemnego stosunku oraz przemylanego doboru rodkw pomocni-czych
(uszlachetniajcych). Bez tych rodkw lakier miaby ograniczon trwao i
byby pozbawiony wielu podanych wasnoci.
Niektre rodki pomocnicze:
Sykatywy (przyspieszacze) Przyspieszaj proces schnicia
lakieru.
Wypeniacze Wpywaj na waciwoci powoki lakiero-wej np.
chropowato.
Zmikczacze (plastyfikatory) Zwikszaj elastyczno powoki
lakiero-wej.
Zagszczacze Poprawiaj rozlewno lakieru i zapobiegaj powstawaniu
zaciekw.
rodki sieciujce Poprawiaj jednorodno pozostaych skadnikw.
rodki dyspergujce Zapobiegaj zbrylaniu si skadnikw lakieru
podczas przechowywania.
rodki zapobiegajce sedymentacji czyli rozwarstwianiu si lakieru
Utrzymuj pigmenty rozproszone w zawie-sinie, nie pozwalajc im opada
na dno pojemnika.
Emulgatory Uatwiaj mieszanie si skadnikw lakieru.
rodki pomocnicze
214_024
sykatywy
wypeniacze
zmikczacze
zagszczacze
rodki sieciujce
rodkidyspergujce
rodki zapobiegajce rozwarstwianiu
emulgatory
-
19
Lakiery podzia ze wzgldu na sposb schnicia
Sposb schnicia lakieru wpywa na wiele cech powoki
lakierowej.
Schnicie lakieru
Lakiery mona podzieli wedug wielu kryte-riw, zalenie od rodzaju
substancji bonotwr-czej. Najwaniejszym kryterium podziau jest
spo-sb schnicia.
Mona rozrni trzy sposoby schnicia lakieru:
Lakiery jednoskadnikowe (1K)
Schnicie przez odparowanie rozpuszczal-nika.
Schnicie przez utlenianie substancji bono-twrczej.
Lakiery dwuskadnikowe (2K)
Schnicie na skutek reakcji chemicznej pomidzy dwoma skadnikami
lakieru lub wiksz ich liczb.
Schnicie przez odparowanie rozpuszczalnika
Jest to najprostszy rodzaj schnicia, zwany te suszeniem
fizycznym. Substancja bonotwrcza twardnieje na sku-tek
odparowywania rozpuszczalnikw. Proces ten przebiega szybciej w
podwyszo-nej temperaturze.
Schnicie przez odparowanie rozpuszczalnika
Pod wpywem rozpuszczalnika lakier ponownie rozpuszcza si
(dotyczy lakierw jednoskadnikowych).
wyschnita warstwa lakierowa
rozpuszczalnik
substancja bonotwrcza214_025
-
20
Lakiernictwo podstawy
Schnicie przez utlenianie substancji bonotwrczej
Odparowanie rozpuszczalnika nastpuje pod-czas kadego rodzaju
schnicia. Dodatkowo podczas schnicia przez utlenianie zachodzi
reakcja chemiczna substancji bono-twrczej z tlenem atmosferycznym.
Schnicie mona przyspieszy przez dodanie utwardzacza.
Schnicie przez utlenianie substancji bonotwrczej
Schnicie na skutek reakcji chemicznej pomidzy dwoma skadnikami
lakieru lub wiksz ich liczb
Powoka lakierowa tworzy si na skutek reakcji chemicznej lub
polimeryzacji skadnikw lakieru.
Jeeli reakcja zachodzi w temperaturze otocze-nia, skadniki
miesza si tu przed naoeniem lakieru.
Schnicie na skutek reakcji chemicznej pomidzy skadnikami
lakieru
Wyschnita powoka lakierowa ma inne wasnoci chemiczne, ni
pierwotna substancja bonotwrcza. Dlatego rozpuszczalniki zawarte w
lakierze nie rozpuszczaj jej.
Take w tym przypadku podwyszona tempe-ratura przyspiesza proces
twardnienia, gdy rozpuszczalniki szybciej odparowuj.
Gdy natomiast do rozpoczcia reakcji che-micznej potrzebna jest
wysza temperatura, lakier jest dostarczany ju zmieszany. Taki
lakier nazywa si lakierem termoutwar-dzalnym.
214_027
214_026
-
21
Jeeli przed naoeniem lakieru trzeba wymie-sza dwie substancje,
mamy do czynienia z lakierem dwuskadnikowym. Te skadniki to:
ywica utwardzacz (zwany te katalizatorem
utwardzania), czasem z dodatkiem akty-watora
(przyspieszacza)
Skadniki znajduj si w osobnych pojemni-kach z odpowiednimi
rozpuszczalnikami.
Bezporednio przed uyciem miesza si je w okrelonym stosunku. Suy
do tego cylindryczne naczynie oraz miarka, bdca jednoczenie
mieszadem.
Schnicie lakieru dwuskadnikowego prze-biega szybciej w
podwyszonej temperaturze. Powoka lakierowa ma inne wasnoci
che-miczne, ni skadniki pierwotne.
Lakiery dwuskadnikowe maj du odporno chemiczn i fizyczn.
Miarka suca jako mieszado
214_028
rozcieczalnik
lakier
utwardzacz
-
22
Lakierowanie przemysowe
Lakierowanie w procesie produkcji samochodu
Przebieg lakierowania nadwozia przypomina produkcj tamow i jest
optymalnie dostoso-wany do uywanej technologii.
214_029
Proces przemysowego lakierowania nadwozi
mycie i odtuszczanie
pukanie
kataforeza
zabezpieczanie antykorozyjne
podwozia
uszczelnianie
podkadowanie
fosforanowanie
kpiel odzyskowa
pukanie
czyszczenie
lakierowanie nawierzchniowe
kontrola
-
23
214_030
Blachy ocynkowane
Blacha ocynkowana to blacha stalowa, pokryta warstw cynku.
Zadaniem cynku jest ochrona stali przed korozj. W przypadku
niewielkich uszkodze powoki lakierowej, gdy odkryta zostanie goa
blacha, utlenianiu ulega cynk. Jest to tzw. ochrona anodowa, w
ktrej cynk odgrywa rol protektora.
Nakadanie powoki cynkowej moe si odby-wa elektrolitycznie lub
przez zanurzenie w pynnym metalu. Ponadto rozrnia si cynkowanie
jedno-stronne i dwustronne. Powoka cynkowa ma grubo 5 10 m, zalenie
od zastosowania blachy.
Blachy cynkowane ogniowo mona rozpozna po charakterystycznym
wzorze na powierzchni. Blachy przeznaczone do lakierowania s
cyn-kowane elektrolitycznie.
Blacha ocynkowana dwustronnie
Przygotowanie blachy: mycie i odtuszczanie
Pierwszym etapem lakierowania przemyso- wego jest umycie i
odtuszczenie nadwozia. Nadwozie jest zanurzane w kpieli myjcej, a
potem odtuszczane natryskowo za pomoc rozpuszczalnikw. Po opukaniu
i wysuszeniu blachy s odtusz-czone.
Fosforanowanie
Fosforanowanie odbywa si przez zanurzanie nadwozia w kadziach,
napenionych roztwo-rami rnych fosforanw. Na powierzchni blach
powstaje wwczas kry-staliczna warstwa fosforanw metali,
zapew-niajca ochron antykorozyjn oraz bardzo dobr przyczepno
kolejnych warstw.
Mycie i odtuszczanie
214_031
cynk (Zn)
stal
cynk (Zn)
-
24
Lakierowanie przemysowe
Kataforetyczne gruntowanie zanurzeniowe (KTL)
Po fosforanowaniu nadwozie poddawane jest gruntowaniu
kataforetycznemu, ktre nadaje mu doskona odporno na korozj.
Kataforeza jest to zjawisko ruchu dodatnio naadowanych czstek
zawiesiny w stron elektrody ujemnej pod wpywem pola elek-trycznego.
Uywa si rwnie oglniejszego pojcia elektroforezy, ktre oznacza
zarwno ruch czstek w stron elektrody ujemnej, jak i dodatniej.
Nadwozie jest cakowicie zanurzane w elektro-licie, bdcym
roztworem farby gruntujcej. Do nadwozia jest przyczony ujemny
biegun rda prdu staego. Biegun dodatni jest poczony z szeregiem
elektrod (anod), rw-nie zanurzonych w kpieli.
Wytworzone pole elektryczne powoduje prze-mieszczanie si
naadowanych dodatnio czstek farby w stron nadwozia (katody) i
osadzanie si na nim.
Zalety:
Pokrywane s wszystkie powierzchnie zewntrzne, wewntrzne oraz
profile zamknite.
Warstwa jest rwnomiernie rozoona.
Gruntowanie kataforetyczne wytwarza war-stw gruntu gruboci do 20
m.
Po gruntowaniu odbywa si pukanie, ktre usuwa nieprzywizane
pozostaoci farby. Ostatnie pukanie jest przeprowadzane w wodzie
cakowicie zdemineralizowanej.
Po ociekniciu nadwozie trafia do suszarki, gdzie grunt utwardza
si w temperaturze 180 C.
Fabryczne czci zamienne s rwnie grun-towane kataforetycznie.
Kataforetyczne gruntowanie zanurzeniowe
214_032
-
25
Uszczelnianie
Poczenia blach (zakadki, krawdzie, spawy) uszczelnia si
poliuretanow mas uszczel-niajco duej lepkoci.
Jest ona nakadana natryskowo w celu ochrony tych miejsc,
szczeglnie naraonych na korozj.
Nakadanie masy uszczelniajcej
214_033
Ochrona podwozia przed uderzeniami kamieni
Obszary szczeglnie naraone na uderzenia kamieni s dodatkowo
chronione.
Uywa si do tego specjalnych podkadw (mas) o duej lepkoci i
elastycznoci.
W ten sposb s najczciej chronione nad-kola i podoga
samochodu.
Ochrona przed uderzeniami kamieni
214_034Podkad
Kolejn warstw jest podkad, zwany te mi-dzywarstw lub
wypeniaczem. Jego zadaniem jest wyrwnanie drobnych nierwnoci blachy
i ujednolicenie powierzchni.
Podkad jest nakadany metod elektrosta-tyczn. Specjalne
rozpylacze rotacyjne nakadaj elektrycznie naadowane czstki lakieru
na rwnie naadowane nadwozie. Zalet tej metody jest znaczna oszczdno
lakieru.
Podkad schnie w temperaturze 170 C. Po utwardzeniu i ostygniciu
moe by jeszcze potrzebne szlifowanie korygujce. Ostatnim etapem
jest czyszczenie nadwozia.
-
26
Lakierowanie przemysowe
Lakierowanie nawierzchniowe
Ostatni warstw jest lakier nawierzchniowy. Nadaje on powierzchni
nadwozia:
kolor poysk specjalne efekty optyczne twardo
Lakier nawierzchniowy moe by jedno- lub dwuwarstwowy. W
przypadku lakieru dwuwarstwowego naj-pierw nakadany jest lakier
bazowy, potem lakier bezbarwny.
W lakierze dwuwarstwowym lakier bazowy jest odpowiedzialny za
kolor i efekt (metalizowany, perowy), a lakier bezbarwny za twardo
i poysk.
Lakier jednowarstwowy sam spenia funkcj ochronn, w przypadku
lakieru dwuwarstwo-wego funkcj t peni lakier bezbarwny.
Lakier nawierzchniowy jest nakadany metod elektrostatyczn, tak
samo jak lakier podkado-wy. Ta metoda ma wiele zalet w porwnaniu z
tradycyjn technologi natryskow.
Lakier jedno- i dwuwarstwowy
214_035
Lakiery metalizowane s nakadane tradycyjn metod natryskow przez
automaty lakiernicze.
Nakadanie takich lakierw metod elektrostatyczn prowadzioby do
specyficznego uoenia opikw alu-minium w warstwie lakierowej,
kt-rego nie daoby si odtworzy w warunkach warsztatu
lakierni-czego.
Lakier jednowarstwowy
Lakier dwuwarstwowy
lakier nawierzchniowy
podkad
grunt kataforetyczny
warstwa fosforanowa
lakier bezbarwny
lakier bazowy
podkad
grunt kataforetyczny
warstwa fosforanowa
cynk
cynk
-
27
Ochrona profili zamknitych
Po lakierowaniu zabezpiecza si profile zamknite pynnym woskiem.
Jest to skuteczna i trwaa ochrona tych ele-mentw przed korozj.
Dodatkowym zabiegiem jest wypenienie nie-ktrych przestrzeni
zamknitych piank poli-uretanow, co zapobiega powstawaniu haasw w
tych miejscach.
pistolet do konserwacji profili zamknitych
profil zamknity
Konserwacja profili zamknitych
214_036
-
28
Lakierowanie renowacyjne
Naprawa lakiernicza
Istnieje dua rnica pomidzy lakierowaniem przemysowym (czyli
podczas produkcji samo-chodu) a lakierowaniem renowacyjnym w
warsztacie.
Podczas produkcji lakierowaniu podlega tylko nieuzbrojone
nadwozie bez silnika, okadzin, obi itp. Natomiast do lakierowania w
warsztacie nie wymontowuje si tych elementw, chyba e chodzi o
wymian caego nadwozia. Wszystkie elementy i powierzchnie, ktre nie
bd lakierowane, trzeba starannie zasoni.
Lakier naoony fabrycznie ma zawsze jedno-rodn struktur, a
pigmenty metaliczne czy mikowe s zawsze jednakowo uoone. Natomiast
wygld i struktura lakieru naoonego w warsztacie stanowi swoisty
podpis lakiernika.
Lakier uywany w warsztacie musi schn w niszej temperaturze, gdy
tworzywa sztuczne, mechanizmy i urzdzenia elektro-niczne nie
powinny by nagrzewane powyej 60 70 C.
Do wykonania naprawy lakierniczej trzeba dysponowa odpowiednim
wyposaeniem, narzdziami i rodkami pomocniczymi. Blisze informacje
na temat niezbdnego wyposaenia warsztatu lakierniczego podano w
zeszycie nr 215 Lakiernictwo samocho-dowe. Lakierowanie
nawierzchniowe.
Naprawa lakiernicza
214_037
-
29
Przebieg naprawy samochodu
Naprawa lakiernicza skada si z dwch eta-pw:
Przygotowanie powierzchni, czyli zabezpie-czenie antykorozyjne i
wyrwnanie nierw-noci.
Lakierowanie nawierzchniowe, ktre odtwa-rza pierwotny wygld
elementu.
Napraw lakiernicz najczciej poprzedza naprawa blacharska,
podczas ktrej prostuje i wymienia si uszkodzone elementy nadwo-zia.
Nastpnie s one lakierowane, co zabezpie-cza je przed korozj,
wyrwnuje nierwnoci powierzchni i przywraca im pierwotny wygld.
Przygotowanie powierzchni
Stosowane materiay przygotowuj powierzch-ni do naoenia lakieru.
W adnym przypadku nie wolno lakierowa goej blachy lakierem
nawierzchniowym.
W lakiernictwie renowacyjnym stosuje si nastpujce materiay, suce
do przygotowa-nia powierzchni:
szpachlwk grunt podkad Lakier nawierzchniowy nakada si na warstw
gruntu, warstw podkadu lub star powok lakierow. Przed naoeniem
lakieru powierzchnia musi by przeszlifowana materiaem odpowiednim
do uywanego lakieru.
Lakierowanie nawierzchniowe
Lakier nawierzchniowy tworzy ostatni, zewntrzn powok ochronn
nadwozia.
Informacje o lakierowaniu nawierzchniowym podano w rozdziale
Podstawy.
Prawidowe nakadanie lakieru nawierzchniowego opisano w zeszycie
nr 215 Lakiernictwo samochodowe. Lakierowanie nawierzchniowe.
Przebieg naprawy samochodu
214_038
-
30
Przygotowanie powierzchni do lakierowania
Aby lakier mia dobr przyczepno, podoe musi by prawidowo
przygotowane. Najwaniejszymi etapami przygotowania s: czyszczenie,
usuwanie korozji i szlifowanie.
Czyszczenie nadwozia
Pierwsz czynnoci po przyjciu samochodu lub czci nadwozia do
naprawy lakierniczej jest dokadne umycie wszystkich powierzchni.
Samochd naley przed napraw umy w caoci.
Powierzchnie przeznaczone do lakierowania czyci si rodkami
odtuszczajcymi (zmywa-czami do silikonu), a na koniec przeciera
cie-reczk antystatyczn.
Usuwanie korozji
Jeeli podczas naprawy nadwozia zostan usunite fabryczne warstwy
ochronne, istnieje niebezpieczestwo korozji. Najwiksze zagroenie
wystpuje wtedy, gdy nadwozie nie jest lakierowane bezporednio po
naprawie.
Jeeli pojawi si ogniska korozji, trzeba je usun przez
szlifowanie. Naley przy tym tak dobra wyrb cierny, by cakowicie
usun korozj, nie zmniejszajc niepotrzebnie gruboci blachy.
Po przeszlifowaniu mog jednak pozosta nie-widoczne ogniska
korozji. Usuwa si je przez pasywacj blachy (naka-danie gruntu
antykorozyjnego, np. opartego na kwanym fosforanie cynku), ktra
wytwarza na jej powierzchni warstw ochronn.
Czyszczenie nadwozia
214_039A
Substancj pasywujc mona nakada tylko na go lub ocynkowan blach
stalow. Nie zabezpiecza si w ten sposb aluminium ani innych
materiaw. Waciwe gruntowanie musi nastpi najp-niej 20 minut po
pasywacji, gdy po tym czasie dziaanie ochronne substancji
pasywujcej zanika, a nawet pojawia si dziaanie odwrotne.
Lakierowanie renowacyjne
-
31
Odtuszczanie powierzchni
Do uzyskania dobrej przyczepnoci lakieru konieczne jest
przedmuchanie powierzchni spronym powietrzem i odtuszczenie jej.
Odtuszczanie przeprowadza si, nakadajc niewielkimi porcjami
rozpuszczalnik (zmywacz do silikonu - niem. Silikonentferner).
Nastpnie zanim rozpuszczalnik odparuje ciera si go czyst i such
szmatk. Uywany rozpuszczalnik musi rozpuszcza zanieczyszczenia, ale
nie moe wchodzi w reakcj z podoem. Podczas wycierania
rozpuszczalnik powinien odparowywa powoli, aby efekt odtuszczania
by jak najlepszy. Pozostawienie rozpuszczalnika do wyschni-cia nie
czyci powierzchni, a jedynie przesuwa zanieczyszczenia w inne
miejsce. Oduszczanie jest niezbdne nie tylko przed lakierowaniem,
ale te przed szlifowaniem. S ku temu dwa powody:
Podczas szlifowania tustej powierzchni tworz si grudki z tuszczu
i pyu szlifier-skiego. Powstaj wyrane lady szlifowania a sam wyrb
cierny szybko si zuywa.
Ziarna cierne wpychaj tuszcz i olej w gb materiau podoa, skd
trudno je potem usun.
Otuszczanie powierzchni
214_039
Szlifowanie podoa
Aby kolejne warstwy miay dobr przyczep-no, trzeba nada
powierzchni waciw chropowato. Robi si to przez szlifowanie wyrobem
cier-nym o odpowiedniej ziarnistoci. Do uzyskania pynnych przej
pomidzy star powok lakierow a go blach niezbdne jest
przeszlifowanie krawdzi starej powoki. Takie krawdzie szlifuje si
szlifierk oscyla-cyjn i papierem o ziarnistoci P80 lub P100.
Szlifowanie podoa
rodek odtuszczajcy (rozpuszczalnik)
przed po
Szlifowanie krawdzi
214_040
-
32
Gruntowanie antykorozyjne
Gruntowanie goej blachy
Podczas naprawy lakierniczej naley stara si na ile jest to
technicznie moliwe odtworzy fabryczne zabezpieczenie
antyko-rozyjne.
Jeeli obrbka doprowadzia do odsonicia goej blachy, trzeba to
miejsce zagruntowa. Uywane s nastpujce rodzaje farb
grun-tujcych:
poliwinylowy grunt reaktywny (fosfora-nujcy)
grunt epoksydowy
Gruntowanie gruntem reaktywnym
Grunt reaktywny to chemoutwardzalny poliwi-nylowy materia
gruntujcy, znany take pod nazw Wash Primer. W temperaturze 20 C
nadaje si do nakada-nia przez 24 godziny po wymieszaniu
skadni-kw.
Podkad nakada si po wyschniciu gruntu reaktywnego, ktry nadal
pozostaje aktywny chemicznie.
Warstwa gruntu reaktywnego daje si bardzo dobrze szlifowa.
Szlifuje si j na sucho, materiaem o ziarnistoci P400.
Grunt nakada si cienkimi warstwami (2 do 3) w odstpie ok. 5
minut. Czas schnicia przed naoeniem warstwy podkadu wynosi 30 do 90
minut w temperaturze 20 C.
Na warstw gruntu reaktywnego nie wolno nakada szpachlwki
polie-strowej, gdy w stanie nieutwardzo-nym rozpuszcza ona materia
gruntujcy. Jako kolejna warstwa musi by zastosowany podkad.
Natomiast dopuszczalna jest kolej-no odwrotna, tzn. nakadanie
gruntu reaktywnego na utwardzon szpachlwk, gdy taka szpa-chlwka nie
jest ju aktywna che-micznie.
Gruntowanie gruntem reaktywnym
Lakierowanie renowacyjne
214_041
podkadgrunt reaktywny
blacha
-
33
Gruntowanie gruntem epoksydowym
Na grunt epoksydowy mona bezporednio nakada szpachlwk
poliestrow, nie-zalenie od gruboci warstwy.
Mona stosowa grubsz warstw gruntu, dziki czemu moe on rwnie peni
rol podkadu. Czas schnicia wynosi ok. 4 godziny przy 20 C, a wic
jest do dugi.
Ten rodzaj gruntowania stosuje si w przypadku powierzchni
przewidzianych do szpachlowania tak by nie nakada szpa-chlwki na go
blach.
Gruntowanie gruntem epoksydowym
214_042
Wskazwka:
Lakier czy grunt zachowuj swoj aktywno chemiczn od pooenia a do
wyschnicia. Mona naoy wtedy kolejn, kompatybiln warstw lakieru
metod mokre na mokre, bez koniecznoci szlifowania warstwy
poprzedniej. Jeeli lakier utraci aktywno chemiczn, konieczne jest
szlifowanie wykoczeniowe.
Podczas schnicia lakieru mona wyrni trzy stopnie wyschnicia:
Pyosucho: py nie przykleja si do powoki lakierowej. Pod wpywem
nacisku na lakierze pozostaj lady.
Sucho montaowa: pomalowan cz mona zamontowa. Tylko silny nacisk
pozostawia lady na lakierze. Powoka lakierowa nie jest jeszcze
cakowicie utwar-dzona.
Sucho uytkowa: pomalowana cz moe by uytkowana zgodnie z
przeznaczeniem albo np. szlifowana.
podkadgrunt epoksydowy
blacha
szpachlwka poliestrowa
-
34
Szpachlowanie
Szpachlwka poliestrowa
Szpachlwka powinna by nakadana tylko cienk warstw. Gruba warstwa
szpachlwki, ktr wyrwnuje si le naprawion blach, prowadzi do
powstawania bdw lakierni-czych.
Szpachlwka poliestrowa jest materiaem dwuskadnikowym. ywic i
utwardzacz (katalizator) miesza si ze sob tu przed uyciem. Ilo
dodanego utwardzacza musi cile odpowia-da wytycznym producenta
szpachlwki. Zazwyczaj s to 2 3 g utwardzacza na 100 g szpachlwki (2
3 % wagowych).
Utwardzacz jest zabarwiony na czerwono, aby uatwi dokadne
wymieszanie skadnikw. W szpachlwce po wymieszaniu nie moe by
widocznych czerwonych smug.
Mieszanie szpachlwki poliestrowej
214_043
Lakierowanie renowacyjne
Wymieszana szpachlwka ma bardzo krtki czas twardnienia (5 do 10
minut), dlatego trzeba j szybko i precyzyjnie nakada. Narzdzia
uywane do szpachlowania mona czyci rozpuszczalnikiem uniwersalnym.
Nie naley przygotowywa wicej szpa-chlwki ni potrzeba, gdy szybko
traci ona swoj cigliwo i przyczepno.
Zbyt mao utwardzacza Szpachlwka nie twardnieje w przewidzia-nym
czasie. Szlifowanie jest utrudnione, poniewa pozostaj wyrane lady
obrbki a wyrb cierny szybko si zapycha.
Zbyt duo utwardzacza Szpachlwka nie twardnieje szybciej. W masie
pozostaje aktywny utwardzacz, ktry reaguje nastpnie z pigmentami
podkadu lub lakieru. Efektem s przebar-wienia lakieru, objawiajce
si w postaci plam i linii (tzw. krwawienie).
Kolejno czynnoci
utwardzacz
szpachlwka poliestrowa
-
35
Szpachlowanie
Sposb naoenia szpachlwki decyduje o sukcesie caej naprawy
lakierniczej. Dewiza: Im wicej czasu powicisz na szpachlowa-nie,
tym mniej trzeba bdzie potem szlifo-wa.
Naprawion blach trzeba odtuci i przeszlifowa. Warstwa szpachlwki
nie moe by grubsza ni 400 do 500 m po szlifowaniu.
Szpachlwk poliestrow mona nakada tylko na blach stalow. Nie ma
ona wystar-czajcej przyczepnoci do blachy ocynkowa-nej. W razie
potrzeby naley uywa szpachlwki uniwersalnej, ktra ma doskona
przyczep-no zarwno do stali, jak i do powoki cynko-wej. Szpachlwk
poliestrow mona te nakada na grunt epoksydowy.
Szpachlowanie blachy ocynkowanej
214_044
Kilka uwag na temat szpachlowania:
Podczas przechowywania szpachlwki ywica moe ulec zgalareceniu
lub rozwarstwi si (czstki stae opadaj na dno pojemnika). Przed
uyciem dokadnie wymiesza zawar-to pojemnika, aby osign jednorodn
mie-szanin ywicy i czstek staych. Dodanie utwardzacza do le
wymieszanej ywicy powoduje, e proporcje tych skadni-kw s niewaciwe.
Cz utwardzacza wymiesza si nie z ywic, a z czstkami staymi, ktre
nie bior udziau w reakcji utwar-dzania. Do nabierania materiau z
pojemnika uywa tylko czystych narzdzi. Resztki szpachlwki lub
utwardzacza inicjuj w pojemniku reakcje chemiczne, ktre czyni
materia niezdatnym do uycia.
powoka cynkowa lakier
stal
Miejsce do szpachlowania
szpachlwka uniwersalna
szpachlwka standardowa
grunt epoksydowy
Metody szpachlowania
-
36
Lakierowanie renowacyjne
Szlifowanie szpachlwki
Szpachlwka poliestrowa ma krtki czas schnicia (ok. 30 min w
temperaturze 20 C), a zatem mona j szlifowa wkrtce po naoeniu.
Szlifowanie niewystarczajco wyschnitej szpachlwki ma te same
negatywne skutki, co szpachlwki ze zbyt ma iloci utwardzacza:
zaklejanie wyrobu ciernego przez lepk ywic. Przemycie powierzchni
rodkiem odtusz-czajcym uatwia i przyspiesza szlifowanie oraz
poprawia jego efekty.
Do szlifowania szpachlwki uywa si wyro-bw o redniej ziarnistoci
P80 lub P120. Na koniec wykonuje si szlifowanie wyka-czajce wyrobem
o ziarnistoci P240.
Do szlifowania mona uy narzdzi rcznych (rnego rodzaju klockw
szlifierskich) lub elektrycznych. Do duych, gadkich powierzchni
najlepiej nadaj si szlifierki oscylacyjne. Natomiast powierzchnie o
skomplikowanym ksztacie najlepiej szlifuje si szlifierk mimo-rodow
(oscylacyjno-rotacyjn).
Szpachlwk poliestrow mona szlifowa tylko na sucho. Nie wolno
uywa wody. Szpachlwka poliestrowa wchania wod. Podczas suszenia
lakieru nawierzchniowego mog wtedy powstawa pcherze (tzw.
odgoto-wanie), wiksze jest te ryzyko p-niejszej korozji.
Narzdzia do szlifowania maszynowego
214_045
214_045B
214_045A
214_045C
214_045D
Narzdzia do szlifowania rcznego
szlifierka pneumatyczna
szlifierka oscylacyjna
szlifierka rotacyjna
szlifierka oscylacyjno-rotacyjna
-
37
Jeeli po szlifowaniu trzeba naoy dodat-kow warstw szpachlwki,
naley wpierw oczyci powierzchni pistoletem przedmu-chowym, rodkiem
odtuszczajcym i ciereczk antystatyczn. Najczciej potrzebne jest
tylko jednorazowe naoenie dwch warstw szpachlwki.
Podczas szpachlowania a przede wszystkim podczas szlifowania
trzeba chroni pozo-stae elementy samochodu przed zabrudze-niem.
Jeeli w trakcie szlifowania szpachlwki zosta-nie odkryta goa
blacha, trzeba to miejsce zagruntowa antykorozyjnie i pokry
podkadem. Podkad naley naoy tak, by caa szpa-chlwka zostaa nim
pokryta. Obszar podkadowany musi by zatem wikszy, ni obszar
szpachlowany.
Lakier wok szpachlowanego miejsca naley zmatowi. Powinien to by
obszar ok. 15 cm od brzegu szpachlwki. Do matowania mona uy:
wkniny ciernej konwencjonalnego wyrobu ciernego szlifierki
Matowanie
214_046
przeszlifowana szpachlwka
obszar matowany
-
38
Lakierowanie renowacyjne
Podkadowanie
Podkad (zwany take wypeniaczem) tworzy warstw, na ktr mona naoy
lakier nawierzchniowy. Lakier nawierzchniowy wolno nakada tylko na
podkad lub na star powok lakierow.
Zadania podkadu
Podkad spenia nastpujce funkcje:
Wyrwnanie drobnych nierwnoci napra-wianego obszaru blachy.
Pokrycie warstw gruntu antykorozyjnego i szpachlwki.
Wytworzenie midzywarstwy, ktra pozwala uzyska dobry efekt
lakierowania nawierzchniowego.
Nie wolno nakada lakieru nawierzchniowego bezporednio na
szpachlwk lub grunt anty-korozyjny. Efektem byaby za jako powoki i
rozmaite bdy lakiernicze (np. absorpcja lakieru
nawierzchniowego).
Podkad dwuskadnikowy
214_047
Podkad jest materiaem dwuskadnikowym na bazie ywic akrylowych, o
wasnociach podobnych do lakieru dwuskadnikowego. Moe zawiera rne
pigmenty.
Zawarto czstek staych
Sia krycia podkadu zaley od zawartoci w nim czstek staych.
Zawarto t okrela si wg klas:
Standard: standardowa zawarto czstek staych
MS (medium solid): podwyszona zawarto czstek staych
HS (high solid): wysoka zawarto czstek staych
rozpuszczalnik
pigment wypeniajcy
substancja bonotwrcza
Dwuskadnikowy podkad akrylowy
Dwuskadnikowy lakier akrylowy,
jednowarstwowy
substancja bonotwrczapigment kryjcy
rozpuszczalnik
-
39
Techniki nakadania
Jedn z moliwoci jest nakadanie technik mokre na mokre. Podkad
jest wtedy stoso-wany jako midzywarstwa lub izolacja, bez
wyrwnywania nierwnoci. Lakier nawierzchniowy nakada si, gdy podkad
jest jeszcze aktywny chemicznie.
Podkad do szlifowania jest metod stoso-wan najczciej. Czeka si
wtedy, a podkad cakowicie wyschnie (stwardnieje), a potem szlifuje
si go.
Podkad barwiony stosuje si, gdy trzeba maksymalnie ograniczy
liczb warstw lakieru nawierzchniowego (aby unikn rnicy odcieni).
Dziki domieszce lakieru nawierzchniowego podkad zyskuje waciwy
kolor.
Zastosowanie farb podkadowych
Lakierowany element Waciwy podkad
wymienione elementy nadwozia Standard lub MS
elementy naprawiane miejscowo MS
elementy naprawiane cakowicie HS
czci wewntrzne mokre na mokre
elementy o normalnej jakoci powierzchni mokre na mokre
elementy o podwyszonej jakoci powierzchni
szlifowalny
lakier o niewielkiej sile krycia dajcy si barwi
Receptury
Rodzaj podkadu zaley od typu naprawy oraz lakierowanego obszaru.
Przez wiadome zastosowanie odpowiedniego utwardzacza,
rozcieczalnika, rodkw pomocniczych oraz ich stosunek mona uzy-ska
dane waciwoci podkadu.
Wany jest dobr rozcieczalnika i ywicy do temperatury panujcej w
warsztacie:
- szybkadla temperatury poniej 18 C- rednia dla temperatury 18
25 C- wolna dla temperatury powyej 25 C
ywotno podkadu akrylowego wynosi 30 do 60 minut. Nie nakada
wicej podkadu, ni to jest potrzebne!
-
40
Lakierowanie renowacyjne
Podkadowanie
W przypadku wymiany elementu lub jego cakowitej naprawy podkad
nakada si na cay element. Natomiast po naprawie miejscowej nakada
si podkad tylko na obszar zaszpachlowany i zagruntowany.
Podkad natryskuje si pistoletem, wyposaonym w dysz do farb
podkadowych najlepiej w kabinie lakierniczej.
Najlepszy efekt uzyskuje si, stosujc pistolet niskocinieniowy
(typu HVLP = high volume-low pressure = dua objto, niskie
cinie-nie).
Trzeba cile przestrzega podawanych cza-sw schnicia, zwaszcza w
przypadku warstw o redniej i duej gruboci. W przeciwnym razie
pojawiaj si rne bdy lakiernicze, wywoane niedostatecznym
wyschniciem podkadu. Czas schnicia pomidzy nakadaniem kolej-nych
warstw wynosi 5 do 10 minut.
Przed podkadowaniem trzeba oklei ssiednie elementy.
Podkadowanie
214_048
Podkadowanie po naprawie
Podkadowanie po naprawie
szpachlowanie
szpachlowanie
podkadowanie
podkadowanie
szpachlwka podkad
-
41
Natrysk podkadu
W przypadku podkadw przeznaczonych do szlifowania trzeba wykona
wicej ni jeden natrysk, by wyrwna nierwnoci powierzchni materiau.
Na przykad po naprawie czciowej warstwa podkadu na miejscu
szpachlowanym musi by grubsza, ni na obszarze ssiednim.
Jeeli nakadanych jest kilka warstw podkadu, kada kolejna warstwa
musi pokry mniejszy obszar, ni warstwa poprzednia.
Sposb natryskiwania podkadu
214_038
Przyczyna
Podczas kadego natrysku pistoletem na obrzeu malowanego obszaru
osadza si mga podkadu. Jeeli kolejne warstwy podkadu przykryj t mg,
osad zostanie odsonity przez szlifo-wanie. Po lakierowaniu takiego
miejsca widoczne s wady, spowodowanych absorpcj (wsika-niem)
lakieru nawierzchniowego.
Prawidowy sposb nakadania kolejnych warstw
Nieprawidowy sposb nakadania kolejnych warstw
mga podkadu
mga podkadu
szlifowanie
szlifowanie
wada lakiernicza(absorpcja lakieru
nawierzchniowego)
-
42
Lakierowanie renowacyjne
Szlifowanie podkadu
Warstwa podkadu musi zosta dokadnie przeszlifowana. Bdy podczas
tej operacji s potem widoczne przez warstw lakieru.
Podkad mona szlifowa dopiero wtedy, gdy cakowicie wyschnie.
Naley na to zwrci szczegln uwag, zwaszcza gdy powoka ma wiksz
grubo.
Szlifowanie niewyschnitego podkadu pozo-stawia lady i prowadzi
do zaklejania wyrobu ciernego.
Czas schnicia zaley od rodzaju podkadu i gruboci powoki moe
wynosi od 3 do 12 godzin w temperaturze 20 C.
Szlifowanie dzieli si na:
szlifowanie zgrubne szlifowanie wykaczajce
Szlifowanie zgrubne wykonuje si wyrobem o grubym ziarnie.
Zadaniem jest wyrwnanie warstwy podkadu na caej naprawianej
powierzchni.
Przez szlifowanie wykaczajce uzyskuje si odpowiedni struktur
powierzchni, zapew-niajc dobr przyczepno lakieru i ukrycie przez
lakier ladw szlifowania. Uywa si tu wyrobw drobnoziarnistych.
Widoczne lady szlifowania
214_047A
Nieprawidowy przebieg szlifowania podkadu
1. szlif za pomoc P80
P80 P240
Wyrb cierny
Szlifowanie stopniowe nieprawidowy przebieg
2. szlif za pomoc P240
3. nakadanie lakieru
widoczne lady szlifowania
powierzchnia do szlifowania
-
43
Brak ladw szlifowania
214_047A
Prawidowy przebieg szlifowania podkadu
Szlifowanie stopniowe
Szlifowanie stopniowe zaczyna si wyrobem gruboziarnistym i koczy
wyrobem drobnoziar-nistym.
Pomidzy kolejnymi stosowanymi wyrobami nie moe by zbyt duej
rnicy ziarnistoci, gdy zostayby wtedy zeszlifowanie tylko szczyty
midzy rowkami.
Zasad jest przeskok najwyej o 3 stopnie ziarnistoci wg skali
FEPA (patrz str. 8).
Szlifowanie wykaczajce w przypadku lakieru jedno- i
dwuwarstwowego
Szlifowanie wykaczajce podkadu wyko-nuje si inaczej przed
lakierem jednowar-stwowym, a inaczej przed lakierem
dwuwarstwowym.
Powoka lakieru jednowarstwowego jest grub-sza, ni lakieru
dwuwarstwowego. W przypadku lakieru dwuwarstwowego tylko lakier
bazowy wyrwnuje lady szlifowania lakier bezbarwny nie bierze w tym
udziau. Dlatego lakier jednowarstwowy moe wyrw-na gbsze lady
szlifowania.
Szlifowanie na sucho i na mokro
Podkad mona szlifowa na sucho lub na mokro. Szlifowanie na sucho
daje w krtszym czasie ten sam efekt, co szlifowanie na mokro.
Szlifowanie na mokro wykonuje si rcznie; powstaje wtedy dua ilo
odpadw. Do szlifowania na sucho uywa si szlifierek z odsysaniem
pyu. Do szlifowania na mokro mona uywa wyro-bw o drobniejszym
ziarnie, ze wzgldu na dodatkowe szlifujce dziaanie wody.
P150P80 P240
Wyrb cierny
Szlifowanie stopniowe prawidowy przebieg
powierzchnia do szlifowania
1. szlif za pomoc P80
2. szlif za pomoc P150
3. szlif za pomoc P240
4. nakadanie lakieru
brak ladw szlifowania
-
44
Sprawdzamy swoj wiedz
1.) Co to jest utlenianie?
A Reakcja chemiczna pomidzy wod a powierzchni metalu.
B Reakcja chemiczna pomidzy dwoma materiaami, podczas ktrej
zachodzi wymiana elektro-nw.
C Reakcja chemiczna pomidzy tlenem atmosferycznym a powierzchni
metalu.
2.) Co nazywamy ogniwem galwanicznym?
A Ukad skadajcy si z anody i katody.
B Ukad skadajcy si z dwch katod.
C Ukad skadajcy si z dwch anod.
3.) Dlaczego uywa si cynku do zabezpieczania antykorozyjnego
blach nadwoziowych?
A Dlatego, e ma wiksz skonno do utleniania ni stal.
B Dlatego, e ma mniejsz skonno do utleniania ni stal.
C Dlatego, e zwiksza wytrzymao stali.
4.) Ktre materiay s uywane jako cierniwo?
A szmergiel, korund i kwarc
B szmergiel, korund i wglik krzemu
C szmergiel, korund i karborund
D korund, karborund i diament
-
45
5.) Ktre wypowiedzi na temat ziarnistoci wyrobw ciernych s
prawidowe?
A Wielko ziarna jest okrelana wg skali FEPA.
B Oznaczenie wielkoci ziarna jest zbudowane wg wzoru:
liczba-P-liczba.
C Ziarnisto jest okrelana na podstawie redniej wielkoci ziarna w
danej partii.
6.) Co to jest grunt?
A Warstwa suca do zamknicia porw materiau.
B Warstwa wyrwnujca nierwnoci powierzchni.
C Warstwa zapewniajca dobr przyczepno powoki lakierowej.
D Warstwa antykorozyjna.
7.) Jakie s podstawowe skadniki lakieru?
A substancja bonotwrcza, rozpuszczalnik, rozcieczalnik
B substancja bonotwrcza, pigmenty, rozpuszczalnik, rodki
pomocnicze
C pigmenty, rozpuszczalnik, utwardzacz
D substancja bonotwrcza, utwardzacz, rodki pomocnicze
8.) Jakie s sposoby wysychania lakierw samochodowych?
A Schnicie przez odparowanie rozpuszczalnika.
B Schnicie na skutek reakcji chemicznej pomidzy
rozpuszczalnikiem a substancj bono-twrcz.
C Schnicie przez utlenianie substancji bonotwrczej.
D Schnicie przez czenie czsteczek (polimeryzacj).
-
46
Sprawdzamy swoj wiedz
9.) Co nazywamy lakierem dwuskadnikowym?
A Lakier, skadajcy si z dwch gwnych skadnikw: substancji
bonotwrczej i pigmentu.
B Lakier, ktry przed naoeniem trzeba przygotowa z dwch
skadnikw.
C Lakier, ktry zawiera oba skadniki: utwardzacz i aktywator.
10.) Jaki jest przebieg lakierowania przemysowego?
A fosforanowanie, kataforeza, podkadowanie, lakierowanie
nawierzchniowe
B fosforanowanie, cynkowanie, kataforeza, podkadowanie,
lakierowanie nawierzchniowe
C cynkowanie, kataforeza, fosforanowanie, podkadowanie,
lakierowanie nawierzchniowe
11.) Co rozumiemy pod pojciem kataforezy?
A Powok ochronn, chronic czci zamienne w magazynie.
B Gruntowanie antykorozyjne nadwozi i czci zamiennych.
C Czarn, matow powok lakierow.
12.) Jaki rodzaj gruntu jest najlepszy do zabezpieczenia
wymienionego elementu, ktrego powierzchnia jest go blach bez
warstwy szpachlwki?
A grunt reaktywny
B grunt epoksydowy
C aden z wymienionych
-
47
13.) Jaka jest rnica pomidzy szlifowaniem szpachlwki a
szlifowaniem podkadu?
A Podkad zawsze szlifuje si na sucho, szpachlwk mona szlifowa na
sucho i na mokro.
B Szpachlwk zawsze szlifuje si na sucho, podkad zawsze na
mokro.
C Szpachlwk zawsze szlifuje si na sucho, podkad mona szlifowa na
sucho i na mokro.
14.) Co to jest podkad klasy HS?
A Materia o duej zawartoci czstek staych.
B Materia o duej zawartoci pigmentu.
C Materia o duej zawartoci substancji bonotwrczej.
15.) Do ktrych elementw najlepiej nadaje si podkad klasy MS?
A Do wymienionych elementw nadwozia.
B Do elementw naprawianych miejscowo.
C Do elementw naprawianych cakowicie
D Do elementw wewntrznych.
16.) Jaka jest prawidowa kolejno uywanych wyrobw podczas
szlifowania stopniowego?
A Szlif zgrubny za pomoc P80, szlif wykaczajcy za pomoc
P240.
B Szlif zgrubny za pomoc P80, szlif wygadzajcy za pomoc P150,
szlif wykaczajcy za pomoc P240.
C Oba sposoby s prawidowe.
-
48
Glosariusz
absorpcja1) fizyka: czciowe lub cakowite pochanianie energii
fali elektromagnetycznej lub promieniowania korpusku-larnego
podczas przechodzenia przez materi; pochaniana energia jest
zamieniana na ciepo2) chemia: pochanianie gazu lub par przez ciecz
albo ciao stae, prowadzce do powstania rwnomiernego rozkadu
substancji pochanianej w objtoci ciaa pochaniajcego3) biologia:
wchanianie cieczy, gazw i innych substancji przez komrki
aceton atwo palna, bezbarwna ciecz o intensywnym zapachu; wany
rozpuszczalnik i rodek ekstrahujcy
aktywator katalizatora (promotor) substancja zwikszajca aktywno
katalizatora
Carborundum bardzo twardy materia cierny; tworz go ziarna wglika
krzemu lub dwutlenku glinu (aluminium)
celuloza gwny skadnik ciany komrek rolinnych
coil angielski termin, okrelajcy zwj czego; uywany cza-sami w
odniesieniu do zwoju tamy ciernej
cynksymbol chemiczny Zn; pierwiastek metaliczny o liczbie
atomowej 30, nalecy do 12. grupy ukadu okresowego (dawniej do grupy
II B)
dyspersja fizyka: ukad dyspersyjny to ukad niejednorodny, zoony
z co najmniej dwch faz; jedna faza (tzw. faza rozpro-szona)
istnieje w postaci bardzo drobnych czstek i jest rozproszona w
drugiej (zwanej orodkiem dyspersyj-nym); zarwno faza rozproszona
jak i orodek dysper-syjny mog wystpowa w stanie staym, ciekym lub
gazowym; przykadami ukadw dyspersyjnych s zawie-siny, emulsje,
aerozole i dym; w lakiernictwie terminem dyspersja okrela si
zawiesin drobnych czstek ciaa staego w orodku ciekym
duplex termin okrelajcy poczenie dwch skadnikw lub funkcji; z
aciskiego duplex = podwjny
elektroda element przewodzcy (najczciej metaliczny),
wprowa-dzajcy lub odprowadzajcy prd elektryczny do orodka, w ktrym
si znajduje; elektrod dodatni nazy-wamy anod, a elektrod ujemn
katod
elektroforeza oglna nazwa zjawiska ruchu elektrycznie
naadowanych czstek fazy rozproszonej w orodku dyspersyjnym pod
wpywem dziaania pola elektrycznego
elektroliza proces zachodzcy w elektrolicie pod wpywem
przepywajcego prdu, prowadzcy do rozkadu elektro-litu
emulgator (rodek emulgujcy) substancja uatwiajca tworzenie si
emulsji (np. guma arabska)
estetyczny pikny, gustowny, wysmakowany
farba emulsyjna farba, skadajca si z dyspersji substancji
bonotwrczej i pigmentw
fenol pochodna benzenu, zawierajca jedn grup hydroksy-low;
bezbarwna, krystaliczna substancja o charakterystycznym zapachu
fosforanysole kwasu fosforowego
-
49
fungicydy (rodki grzybobjcze)
substancje, ktre ju w maym steniu s zabjcze dla grzybw; istniej
te rodki fungistatyczne, ktre jedynie hamuj rozwj grzybw, jednak
granica pomidzy fungi-cydami a fungistatykami jest pynna i czsto
zaley jedy-nie od stenia substancji lub okresu jej stosowania
kataforezaodmiana elektroforezy, polegajca na ruchu dodatnio
naadowanych czstek w stron katody
katalizator 1) chemia: substancja, ktra ju w bardzo maej iloci
zmienia szybko reakcji chemicznej (najczciej przy-spiesza j), nie
zuywajc si przy tym; typowymi katali-zatorami s np. tlenek wanadu,
platyna, rod, nikiel, rne nadtlenki, wgiel aktywny, kompleksy
metaloorganiczne czy jonity;2) technika: element ukadu wylotowego
silnika spalino-wego
komponenty czyli inaczej skadniki substancje, z ktrych skada si
materia wieloskadnikowy, np. lakier dwuskadnikowy
krystaliczny majcy struktur krysztau; budow krystaliczn ma wiele
mineraw
kwas akrylowy rca substancja o przenikliwym zapachu; polimery i
kopolimery kwasu akrylowego su m.in. do produkcji lakierw
lakier materia malarski wysokiej jakoci; roztwr waciwy lub
koloidalny ciaa staego w rozpuszczalniku, ktry po naoeniu i
wyschniciu tworzy szczeln powok o dobrej przyczepnoci do podoa
lepko tarcie wewntrzne, wasno orodkw ciekych i gazowych,
charakteryzujca ich opr przeciwko pyni-ciu pod wpywem obcienia;
lepko jest uwarunko-wana ruchami cieplnymi i oddziaywaniami
midzyczsteczkowymi, ktre przeciwdziaaj wzajem-nemu przemieszczaniu
si czsteczek cieczy lub gazu
Mohs Friedrich Mohs, geolog niemiecki; wprowadzi klasyfika-cj
mineraw i stworzy w 1812 roku skal twardoci, nazwan jego imieniem
(skala Mohsa)
ogniwo galwaniczne rdo prdu elektrycznego, w ktrym energia
elek-tryczna powstaje w wyniku procesw elektrochemicz-nych;
podstawowymi elementami s dwie elektrody (wykonane ze staego
materiau przewodzcego metalu lub wgla), zanurzone w przewodzcym
(wod-nym) roztworze elektrolitu; ogniwa suche zawieraj el nasczony
elektrolitem; ogniwa dziel si na pierwotne (nie nadajce si do
regeneracji po wyczerpaniu), popu-larnie zwane bateriami oraz wtrne
(nadajce si do regeneracji) czyli akumulatory
papier cierny
papier (lub ptno) z przyklejonymi ziarnami cierniwa, uywany do
szlifowania; nazwy handlowe papierw wywodz si od zastosowanego
cierniwa; do szlifowa-nia na mokro podkadu i lakieru uywa si
papierw wodoodpornych
pasywacja chemia: zabieg nadawania powierzchni metalu
pasywno-ci, w wyniku czego metal staje si stosunkowo odporny na
chemiczne dziaanie rodowiska (rozpuszczanie, korozj itp.); przepyw
prdu lub rodek utleniajcy powo-duj powstanie na powierzchni metalu
(np. elaza, alumi-nium, chromu) bardzo cienkiej, niewidzialnej,
nieprzepuszczalnej warstewki, ktra chroni go przed korozj
perforacja wytworzenie w materiale szeregu otworw, pooonych
blisko siebie
pigment substancja w formie proszku, rozproszona w spoiwie
wyrobu lakierowego, nadajca mu kolor i niektre inne waciwoci;
pigmenty wystpuj take w tkankach orga-nizmw ywych, przede wszystkim
w skrze
polimeryzacja reakcja powstawania makroczsteczek przez czenie
monomerw o wizaniach nienasyconych lub o nietrwaym piercieniu (np.
epoksydw, laktamw), przy czym nie powstaj adne produkty uboczne; w
wyniku polimeryzacji powstaje mieszanina makroczsteczek o rnej
wielkoci czyli o rnym stop-niu polimeryzacji
-
50
Glosariusz
poliuretany tworzywa sztuczne, powstae w wyniku poliaddycji
izocy-janw i alkoholi; maj wszechstronne zastosowanie m.in. do
produkcji wkien, pianek, lakierw
redukcja
chemia: reakcja odwrotna do utleniania, w ktrej atomy lub
czsteczki substancji redukowanej przyjmuj elek-trony od innej
substancji (substancji redukujcej), ule-gajcej tym samym
utlenieniu
sedymentacja
proces osadzania si pod wpywem siy cikoci czstek mineralnych i
organicznych, niesionych np. przez wiatr lub wod, w wyniku czego
tworz si skay; w technice tym terminem okrela si oddzielanie czstek
staych od cieczy pod wpywem siy cikoci lub siy bezwadnoci,
prowadzce np. do rozwarstwienia wyrobu lakierowego w puszce
silikon zwizek krzemu o znacznej odpornoci na wpywy rodo-wiska,
m.in. wody
silikony syntetyczne polimery krzemoorganiczne; wykazuj du
odporno termiczn i chemiczn oraz hydrofobowo; znajduj szerokie
zastosowanie np. oleje silikonowe (sili-kony o krtkich czsteczkach
acuchowych) jako oleje hydrauliczne, oleje smarowe, rodki
przeciwpienice, rodki impregnujce do tkanin i papieru a smary
siliko-nowe (silikony o dugich czsteczkach acuchowych) jako smary
oraz w farmacji jako podoa do produkcji maci;kauczuk silikonowy
(zwizek o dugich czsteczkach acuchowych, wulkanizowanych
nadtlenkami) suy jako elastyczny materia izolacyjny, odporny na
wpywy rodo-wiska oraz dziaanie kwasw i zasad; ywice silikonowe
(zwizki o silnie usieciowionych czsteczkach) s stoso-wane do wyrobu
izolacji elektrycznych oraz jako substan-cja bonotwrcza lakierw
odpornych na wysok temperatur
stearynian sl kwasu stearynowego
utlenianie
utlenianiem (oksydacj) nazywamy reakcj chemiczn pierwiastkw lub
zwizkw chemicznych z tlenem (np.
spalanie); utlenianie jest procesem, w ktrym atomy lub czsteczki
oddaj elektrony innej substancji (zwanej utle-niaczem); procesem
odwrotnym do utleniania (i cile z nim zwizanym) jest redukcja
wglik krzemu inaczej karborund, suy do produkcji cierniwa i jako
materia ognioodporny
ywice akrylowe
ywice sztuczne, polimery pochodnych kwasu akrylo-wego; tworz
bezbarwn, termoplastyczn mas
ywice epoksydowechemoutwardzalne, gstopynne ciecze lub ciaa
stae; uywane do zalewania elementw elektrycznych oraz do produkcji
lakierw
-
Rozwizania pyta testowych:
1: B/ 2: A/ 3: A/ 4: B/ 5: A, B, C/ 6: A, C, D/ 7: B/ 8: A, C, D
/ 9: B/ 10: A / 11: B/ 12: A, B/ 13: C/ 14: A/ 15: A, B/ 16: B
51
-
52
4
9
10
10
9
8
8
7
67
65
3
5
4
3
2
1
2
1
000.5010.70 00
8
7
6
5
4
3
2
1
+20%
+10%
2 : 1
10
9
8
4
6
10+5%
9
89
7
9
9607
8
75
5
46
53
3
4
3 22
112
1
000.5010.41.00
+10%
2 : 1
10
4
2
3
4
7
5
6
5
3
2
1
1
9
10
2
6
9
8
7
10
5
8
7
6
4
+20%
+20%
+5%
8
7
56
54
4
3
3
2
3
2
1
2
11
2 : 1
8
7
6
4
9
10
10
9
8
8
7
67
65
3
5
4
3
2
1
2
1
000.5010.70 00
8
7
6
5
4
3
2
1
+20%
+10%
10
9
8
4
6
10+5%
9
89
7
9
9607
8
75
5
46
53
3
4
3 22
112
1
000.5010.41.00
+10%
2 : 1
10
4
2
3
4
7
5
6
5
3
2
1
1
9
10
2
6
9
8
7
10
2 : 1
Tylko do uytku wewntrznego VOLKSWAGEN AG, Wolfsburg
Wszelkie prawa zastrzeone. Zmiany zastrzeone. 940.2810.33.11
Stan techniczny 03/99
Papier wyprodukowany z celulozybielonej bez uycia chloru.
214
/ColorImageDict > /JPEG2000ColorACSImageDict >
/JPEG2000ColorImageDict > /AntiAliasGrayImages false
/DownsampleGrayImages true /GrayImageDownsampleType /Bicubic
/GrayImageResolution 300 /GrayImageDepth -1
/GrayImageDownsampleThreshold 1.50000 /EncodeGrayImages true
/GrayImageFilter /DCTEncode /AutoFilterGrayImages true
/GrayImageAutoFilterStrategy /JPEG /GrayACSImageDict >
/GrayImageDict > /JPEG2000GrayACSImageDict >
/JPEG2000GrayImageDict > /AntiAliasMonoImages false
/DownsampleMonoImages true /MonoImageDownsampleType /Bicubic
/MonoImageResolution 1200 /MonoImageDepth -1
/MonoImageDownsampleThreshold 1.50000 /EncodeMonoImages true
/MonoImageFilter /CCITTFaxEncode /MonoImageDict >
/AllowPSXObjects false /PDFX1aCheck false /PDFX3Check false
/PDFXCompliantPDFOnly false /PDFXNoTrimBoxError true
/PDFXTrimBoxToMediaBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ]
/PDFXSetBleedBoxToMediaBox true /PDFXBleedBoxToTrimBoxOffset [
0.00000 0.00000 0.00000 0.00000 ] /PDFXOutputIntentProfile ()
/PDFXOutputCondition () /PDFXRegistryName (http://www.color.org)
/PDFXTrapped /Unknown
/Description >>> setdistillerparams>
setpagedevice