Embed Size (px)
Citation preview
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
1
Wytłaczanie tworzyw sztucznych.
1. Wstęp.
Przez pojęcie wytłaczanie rozumie się ciągły proces otrzymania wyrobów lub półwyrobów (w
postaci profilów, płyt lub folii) z tworzyw polimerowych, polegający na uplastycznieniu materiału w
układzie uplastyczniającym wytłaczarki, a następnie jego ukształtowaniu poprzez wyciskanie przez
odpowiednio ukształtowany ustnik, znajdujący się w głowicy.
Osiąga się przy tym wydajności powyżej 1000 kg/h.
Jako materiał wyjściowy stosuje się tworzywa w postaci granulatu, proszku, płatków lub
wiórów.
Rys. 1. Typowa wytłaczarka laboratoryjna.
2. Cele procesu wytłaczania.
Proces wytłaczania prowadzony jest w celu:
I. formowania – uplastyczniony materiał na skutek dużego ciśnienia wytworzonego w układzie
uplastyczniającym wytłaczarki jest przeciskany przez odpowiednio ukształtowany ustnik, który nadaje
żądany kształt formowanemu tworzywu.
Do procesów formowania materiałów jednorodnych (np. czyste polimery) stosowane są zwykle
wytłaczarki jednoślimakowe (najtańsze). Do procesu wytłaczania tworzyw wrażliwych termicznie (jak
PVC) stosuje się również wytłaczarki dwuślimakowe przeciwbieżne lub planetarne, natomiast do
wytłaczania tworzyw modyfikowanych oraz kompozytów polimerowych znajdują zastosowanie
wytłaczarki dwuślimakowe współbieżne.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
2
Rys. 2. Profile uzyskane w wyniku procesu wytłaczania tworzyw sztucznych.
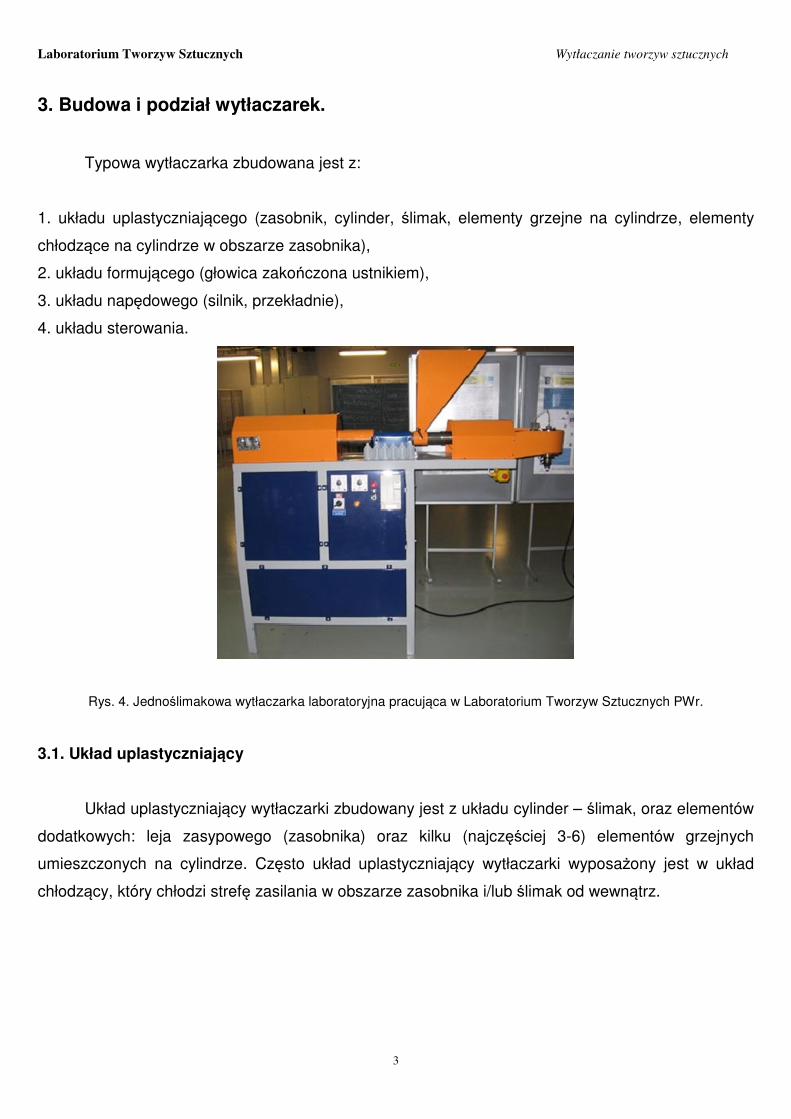
II. mieszania – wytłaczarki (głównie dwuślimakowe współbieżne, w mniejszym stopniu również
przeciwbieżne) są bardzo dobrymi urządzeniami mieszającymi. Do procesu mieszania można
również wykorzystać inne urządzenia, jak mieszalniki lub walcarki, które w odróżnieniu od
wytłaczarek pracują w sposób cykliczny (załadowanie mieszaniny – mieszanie – odbieranie materiału
– czyszczenie urządzenia). Rodzaj wykorzystanego urządzenia zależy głównie od wymaganej
wydajności procesu – dla niewielkich wydajności, do kilku kg/dobę, głównie w laboratoriach, stosuje
się urządzenia pracujące w sposób cykliczny, natomiast dla większych wydajności (zastosowania
przemysłowe) lepszym rozwiązaniem wydaje się być wytłaczarka dwuślimakowa, pracująca w
sposób ciągły.
Rys. 3. Urządzenia służące do mieszania tworzyw polimerowych w stanie stopionym [źródło: http://www.aipma.net]
Znane są dwa podstawowe rodzaje procesu mieszania:
- mieszanie ścinające (ścierające), związane przyśpieszeniem procesu uplastyczniania materiału
oraz rozdrabniania cząstek dodatków (np. pigmentów),
- mieszanie rozprowadzające, odpowiedzialne za homogenizację składu i temperatury materiału.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
3
3. Budowa i podział wytłaczarek.
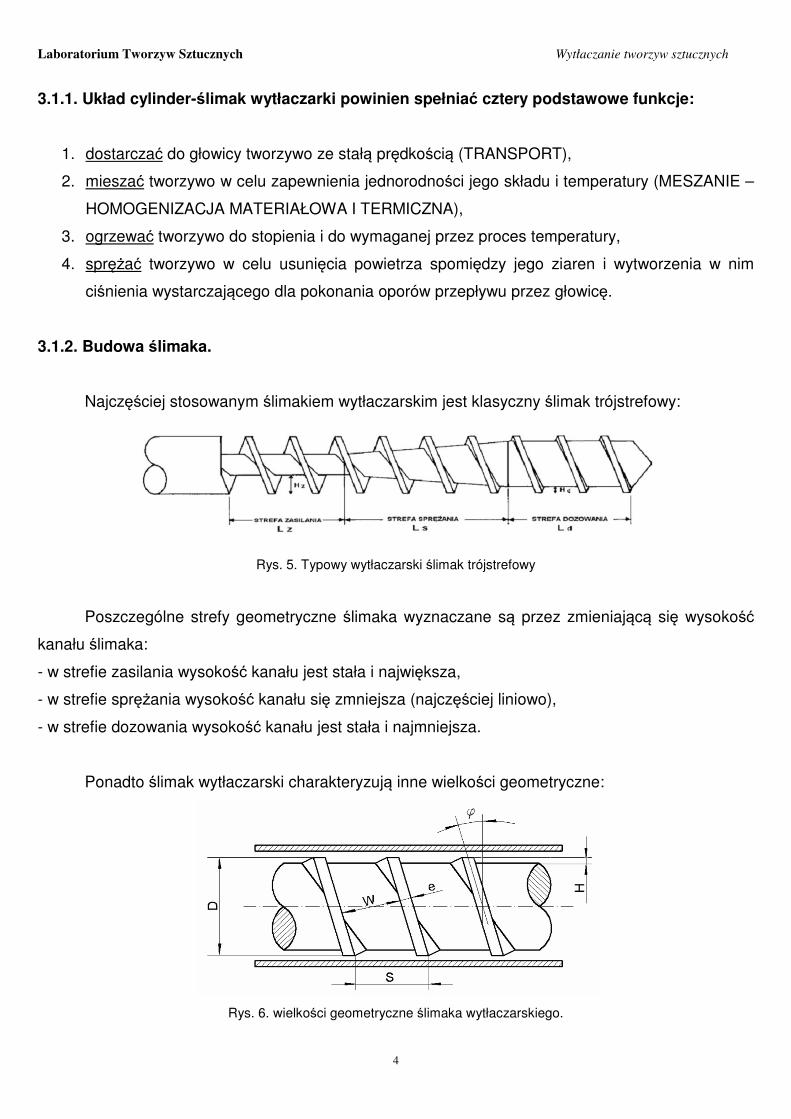
Typowa wytłaczarka zbudowana jest z:
1. układu uplastyczniającego (zasobnik, cylinder, ślimak, elementy grzejne na cylindrze, elementy
chłodzące na cylindrze w obszarze zasobnika),
2. układu formującego (głowica zakończona ustnikiem),
3. układu napędowego (silnik, przekładnie),
4. układu sterowania.
Rys. 4. Jednoślimakowa wytłaczarka laboratoryjna pracująca w Laboratorium Tworzyw Sztucznych PWr.
3.1. Układ uplastyczniający
Układ uplastyczniający wytłaczarki zbudowany jest z układu cylinder – ślimak, oraz elementów
dodatkowych: leja zasypowego (zasobnika) oraz kilku (najczęściej 3-6) elementów grzejnych
umieszczonych na cylindrze. Często układ uplastyczniający wytłaczarki wyposażony jest w układ
chłodzący, który chłodzi strefę zasilania w obszarze zasobnika i/lub ślimak od wewnątrz.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
4
3.1.1. Układ cylinder-ślimak wytłaczarki powinien spełniać cztery podstawowe funkcje:
1. dostarczać do głowicy tworzywo ze stałą prędkością (TRANSPORT),
2. mieszać tworzywo w celu zapewnienia jednorodności jego składu i temperatury (MESZANIE –
HOMOGENIZACJA MATERIAŁOWA I TERMICZNA),
3. ogrzewać tworzywo do stopienia i do wymaganej przez proces temperatury,
4. sprężać tworzywo w celu usunięcia powietrza spomiędzy jego ziaren i wytworzenia w nim
ciśnienia wystarczającego dla pokonania oporów przepływu przez głowicę.
3.1.2. Budowa ślimaka.
Najczęściej stosowanym ślimakiem wytłaczarskim jest klasyczny ślimak trójstrefowy:
Rys. 5. Typowy wytłaczarski ślimak trójstrefowy
Poszczególne strefy geometryczne ślimaka wyznaczane są przez zmieniającą się wysokość
kanału ślimaka:
- w strefie zasilania wysokość kanału jest stała i największa,
- w strefie sprężania wysokość kanału się zmniejsza (najczęściej liniowo),
- w strefie dozowania wysokość kanału jest stała i najmniejsza.
Ponadto ślimak wytłaczarski charakteryzują inne wielkości geometryczne:
Rys. 6. wielkości geometryczne ślimaka wytłaczarskiego.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
5
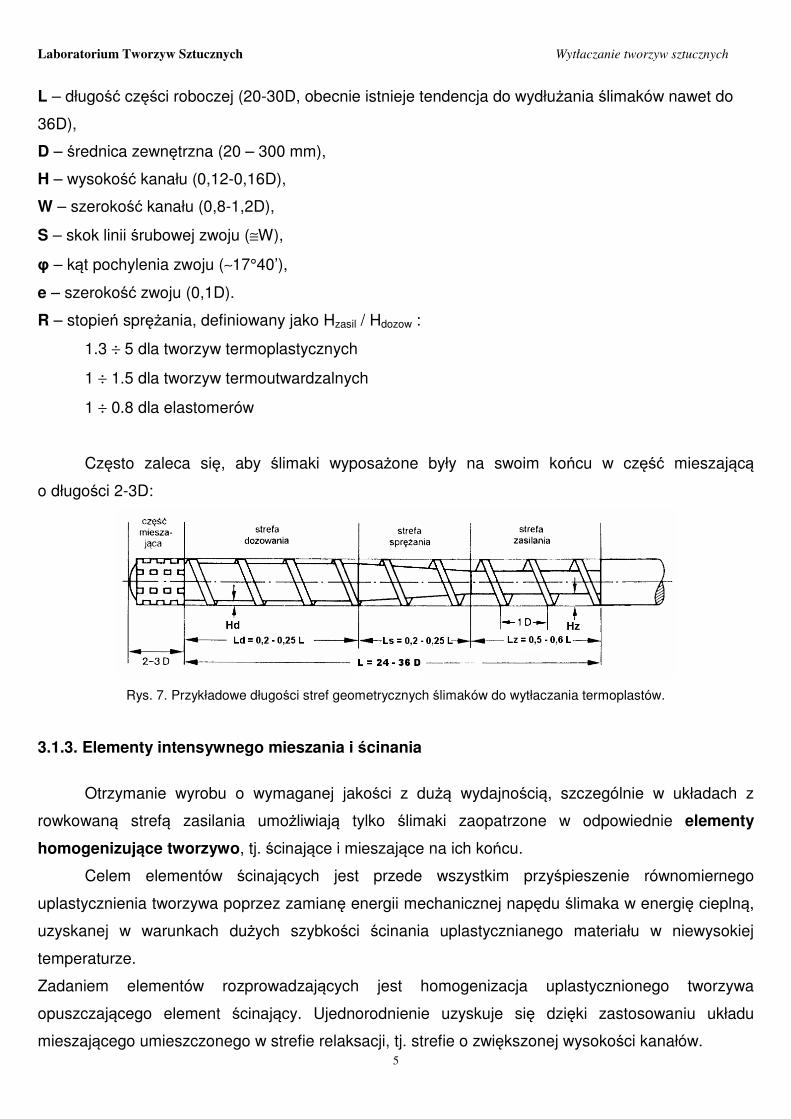
L – długość części roboczej (20-30D, obecnie istnieje tendencja do wydłużania ślimaków nawet do
36D),
D – średnica zewnętrzna (20 – 300 mm),
H – wysokość kanału (0,12-0,16D),
W – szerokość kanału (0,8-1,2D),
S – skok linii śrubowej zwoju (≅W),
φ – kąt pochylenia zwoju (∼17°40’),
e – szerokość zwoju (0,1D).
R – stopień sprężania, definiowany jako Hzasil / Hdozow :
1.3 ÷ 5 dla tworzyw termoplastycznych
1 ÷ 1.5 dla tworzyw termoutwardzalnych
1 ÷ 0.8 dla elastomerów
Często zaleca się, aby ślimaki wyposażone były na swoim końcu w część mieszającą
o długości 2-3D:
Rys. 7. Przykładowe długości stref geometrycznych ślimaków do wytłaczania termoplastów.
3.1.3. Elementy intensywnego mieszania i ścinania
Otrzymanie wyrobu o wymaganej jakości z dużą wydajnością, szczególnie w układach z
rowkowaną strefą zasilania umożliwiają tylko ślimaki zaopatrzone w odpowiednie elementy
homogenizujące tworzywo, tj. ścinające i mieszające na ich końcu.
Celem elementów ścinających jest przede wszystkim przyśpieszenie równomiernego
uplastycznienia tworzywa poprzez zamianę energii mechanicznej napędu ślimaka w energię cieplną,
uzyskanej w warunkach dużych szybkości ścinania uplastycznianego materiału w niewysokiej
temperaturze.
Zadaniem elementów rozprowadzających jest homogenizacja uplastycznionego tworzywa
opuszczającego element ścinający. Ujednorodnienie uzyskuje się dzięki zastosowaniu układu
mieszającego umieszczonego w strefie relaksacji, tj. strefie o zwiększonej wysokości kanałów.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
6
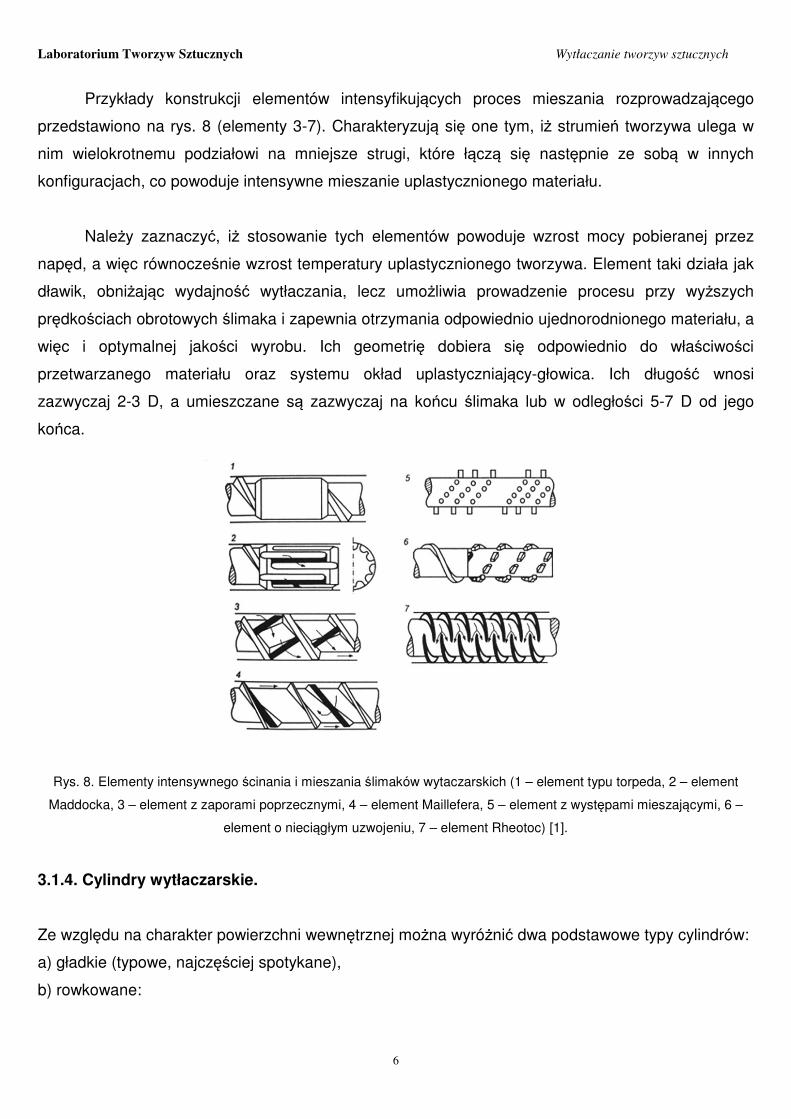
Przykłady konstrukcji elementów intensyfikujących proces mieszania rozprowadzającego
przedstawiono na rys. 8 (elementy 3-7). Charakteryzują się one tym, iż strumień tworzywa ulega w
nim wielokrotnemu podziałowi na mniejsze strugi, które łączą się następnie ze sobą w innych
konfiguracjach, co powoduje intensywne mieszanie uplastycznionego materiału.
Należy zaznaczyć, iż stosowanie tych elementów powoduje wzrost mocy pobieranej przez
napęd, a więc równocześnie wzrost temperatury uplastycznionego tworzywa. Element taki działa jak
dławik, obniżając wydajność wytłaczania, lecz umożliwia prowadzenie procesu przy wyższych
prędkościach obrotowych ślimaka i zapewnia otrzymania odpowiednio ujednorodnionego materiału, a
więc i optymalnej jakości wyrobu. Ich geometrię dobiera się odpowiednio do właściwości
przetwarzanego materiału oraz systemu okład uplastyczniający-głowica. Ich długość wnosi
zazwyczaj 2-3 D, a umieszczane są zazwyczaj na końcu ślimaka lub w odległości 5-7 D od jego
końca.
Rys. 8. Elementy intensywnego ścinania i mieszania ślimaków wytaczarskich (1 – element typu torpeda, 2 – element
Maddocka, 3 – element z zaporami poprzecznymi, 4 – element Maillefera, 5 – element z występami mieszającymi, 6 –
element o nieciągłym uzwojeniu, 7 – element Rheotoc) [1].
3.1.4. Cylindry wytłaczarskie.
Ze względu na charakter powierzchni wewnętrznej można wyróżnić dwa podstawowe typy cylindrów:
a) gładkie (typowe, najczęściej spotykane),
b) rowkowane:
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
7
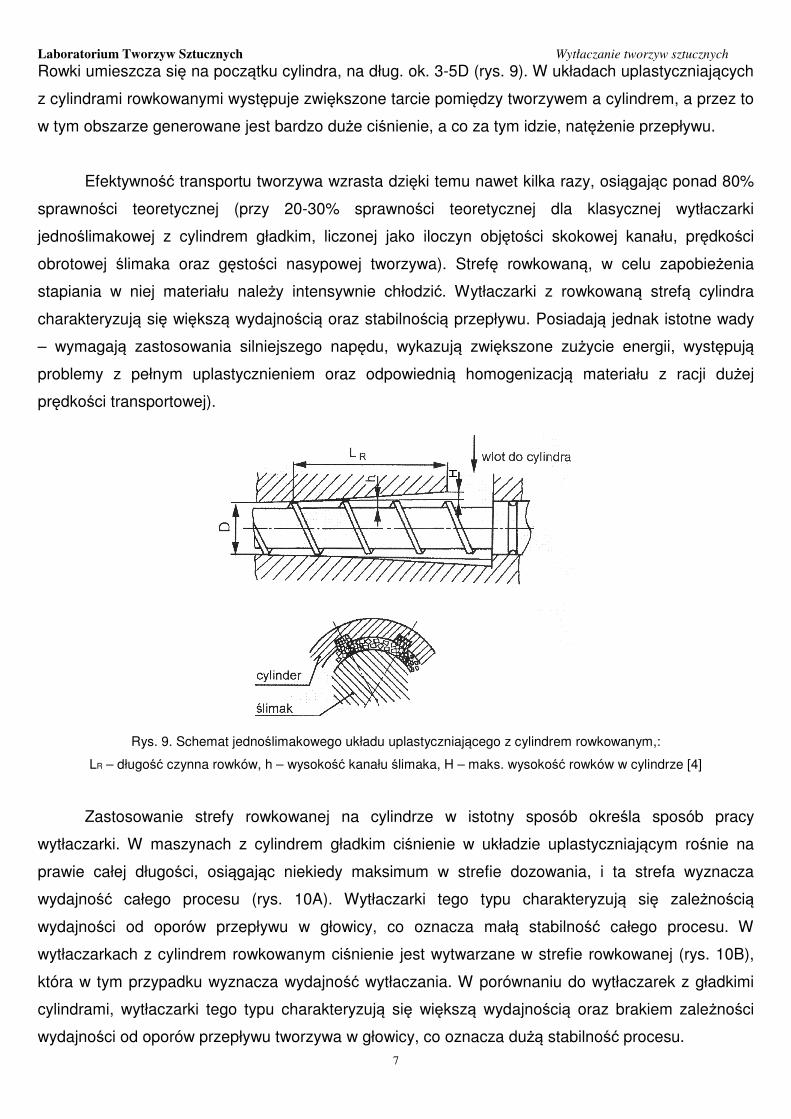
Rowki umieszcza się na początku cylindra, na dług. ok. 3-5D (rys. 9). W układach uplastyczniających
z cylindrami rowkowanymi występuje zwiększone tarcie pomiędzy tworzywem a cylindrem, a przez to
w tym obszarze generowane jest bardzo duże ciśnienie, a co za tym idzie, natężenie przepływu.
Efektywność transportu tworzywa wzrasta dzięki temu nawet kilka razy, osiągając ponad 80%
sprawności teoretycznej (przy 20-30% sprawności teoretycznej dla klasycznej wytłaczarki
jednoślimakowej z cylindrem gładkim, liczonej jako iloczyn objętości skokowej kanału, prędkości
obrotowej ślimaka oraz gęstości nasypowej tworzywa). Strefę rowkowaną, w celu zapobieżenia
stapiania w niej materiału należy intensywnie chłodzić. Wytłaczarki z rowkowaną strefą cylindra
charakteryzują się większą wydajnością oraz stabilnością przepływu. Posiadają jednak istotne wady
– wymagają zastosowania silniejszego napędu, wykazują zwiększone zużycie energii, występują
problemy z pełnym uplastycznieniem oraz odpowiednią homogenizacją materiału z racji dużej
prędkości transportowej).
Rys. 9. Schemat jednoślimakowego układu uplastyczniającego z cylindrem rowkowanym,:
LR – długość czynna rowków, h – wysokość kanału ślimaka, H – maks. wysokość rowków w cylindrze [4]
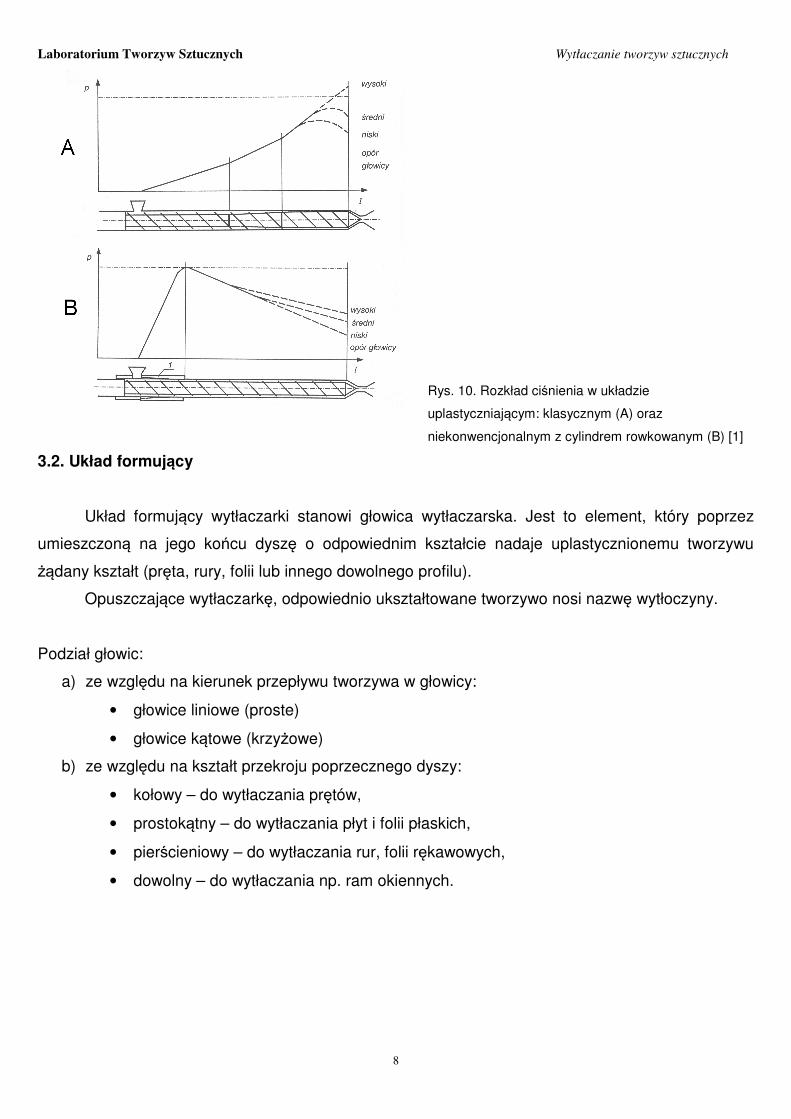
Zastosowanie strefy rowkowanej na cylindrze w istotny sposób określa sposób pracy
wytłaczarki. W maszynach z cylindrem gładkim ciśnienie w układzie uplastyczniającym rośnie na
prawie całej długości, osiągając niekiedy maksimum w strefie dozowania, i ta strefa wyznacza
wydajność całego procesu (rys. 10A). Wytłaczarki tego typu charakteryzują się zależnością
wydajności od oporów przepływu w głowicy, co oznacza małą stabilność całego procesu. W
wytłaczarkach z cylindrem rowkowanym ciśnienie jest wytwarzane w strefie rowkowanej (rys. 10B),
która w tym przypadku wyznacza wydajność wytłaczania. W porównaniu do wytłaczarek z gładkimi
cylindrami, wytłaczarki tego typu charakteryzują się większą wydajnością oraz brakiem zależności
wydajności od oporów przepływu tworzywa w głowicy, co oznacza dużą stabilność procesu.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
8
Rys. 10. Rozkład ciśnienia w układzie
uplastyczniającym: klasycznym (A) oraz
niekonwencjonalnym z cylindrem rowkowanym (B) [1]
3.2. Układ formujący
Układ formujący wytłaczarki stanowi głowica wytłaczarska. Jest to element, który poprzez
umieszczoną na jego końcu dyszę o odpowiednim kształcie nadaje uplastycznionemu tworzywu
żądany kształt (pręta, rury, folii lub innego dowolnego profilu).
Opuszczające wytłaczarkę, odpowiednio ukształtowane tworzywo nosi nazwę wytłoczyny.
Podział głowic:
a) ze względu na kierunek przepływu tworzywa w głowicy:
• głowice liniowe (proste)
• głowice kątowe (krzyżowe)
b) ze względu na kształt przekroju poprzecznego dyszy:
• kołowy – do wytłaczania prętów,
• prostokątny – do wytłaczania płyt i folii płaskich,
• pierścieniowy – do wytłaczania rur, folii rękawowych,
• dowolny – do wytłaczania np. ram okiennych.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
9
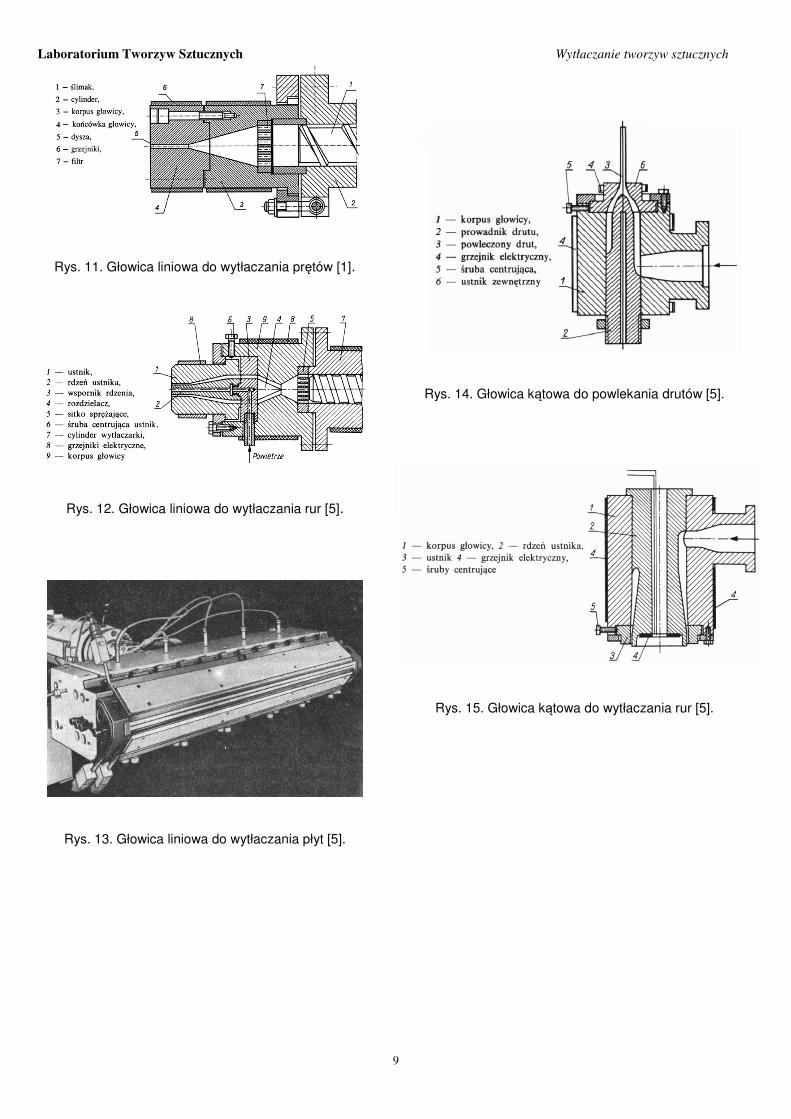
Rys. 11. Głowica liniowa do wytłaczania prętów [1].
Rys. 12. Głowica liniowa do wytłaczania rur [5].
Rys. 13. Głowica liniowa do wytłaczania płyt [5].
Rys. 14. Głowica kątowa do powlekania drutów [5].
Rys. 15. Głowica kątowa do wytłaczania rur [5].
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
10
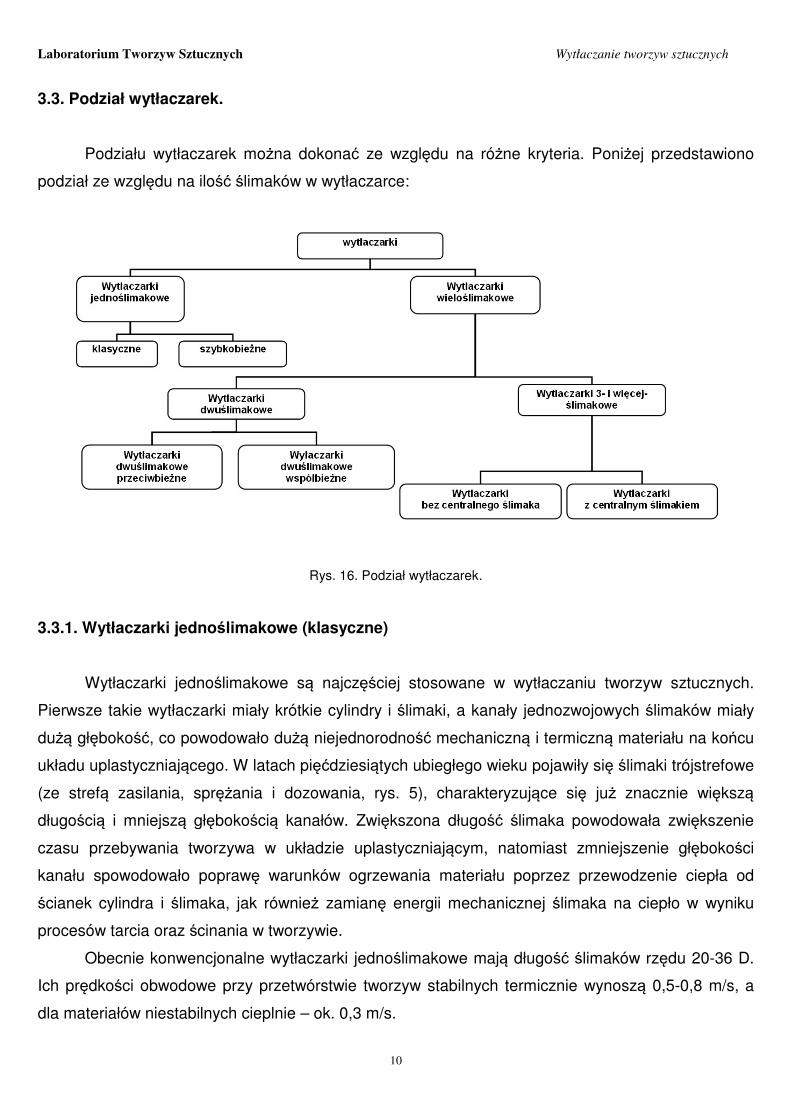
3.3. Podział wytłaczarek.
Podziału wytłaczarek można dokonać ze względu na różne kryteria. Poniżej przedstawiono
podział ze względu na ilość ślimaków w wytłaczarce:
Rys. 16. Podział wytłaczarek.
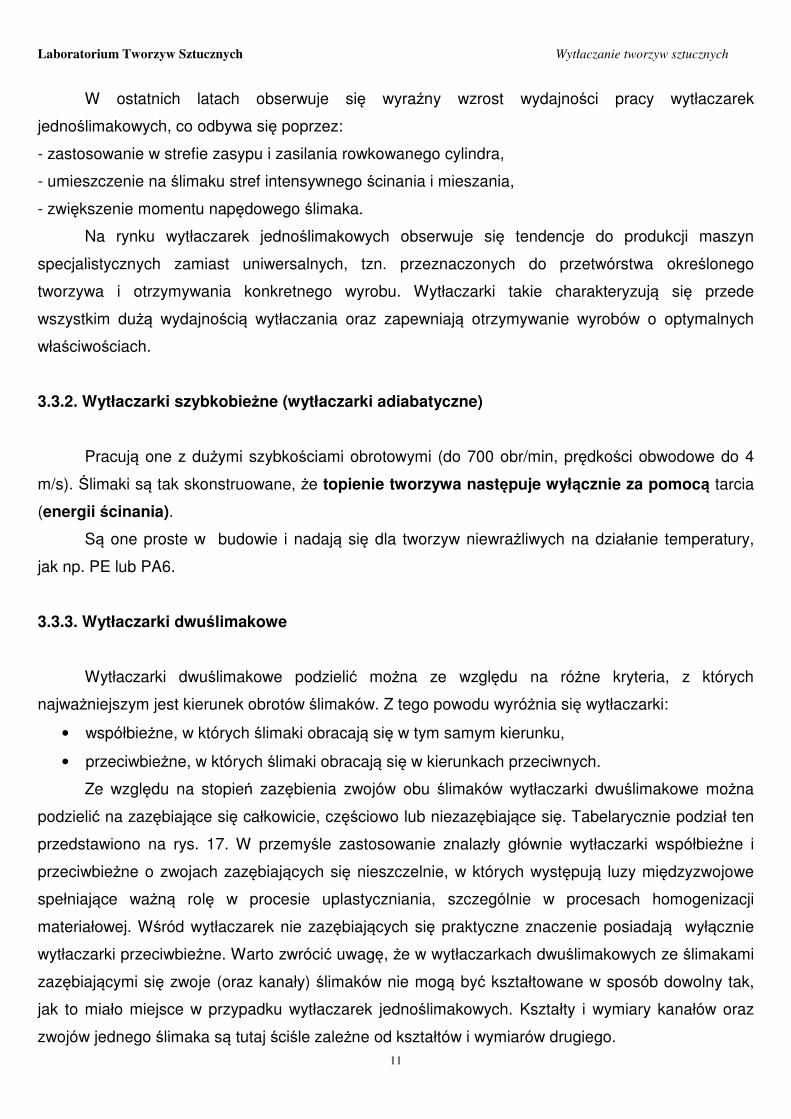
3.3.1. Wytłaczarki jednoślimakowe (klasyczne)
Wytłaczarki jednoślimakowe są najczęściej stosowane w wytłaczaniu tworzyw sztucznych.
Pierwsze takie wytłaczarki miały krótkie cylindry i ślimaki, a kanały jednozwojowych ślimaków miały
dużą głębokość, co powodowało dużą niejednorodność mechaniczną i termiczną materiału na końcu
układu uplastyczniającego. W latach pięćdziesiątych ubiegłego wieku pojawiły się ślimaki trójstrefowe
(ze strefą zasilania, sprężania i dozowania, rys. 5), charakteryzujące się już znacznie większą
długością i mniejszą głębokością kanałów. Zwiększona długość ślimaka powodowała zwiększenie
czasu przebywania tworzywa w układzie uplastyczniającym, natomiast zmniejszenie głębokości
kanału spowodowało poprawę warunków ogrzewania materiału poprzez przewodzenie ciepła od
ścianek cylindra i ślimaka, jak również zamianę energii mechanicznej ślimaka na ciepło w wyniku
procesów tarcia oraz ścinania w tworzywie.
Obecnie konwencjonalne wytłaczarki jednoślimakowe mają długość ślimaków rzędu 20-36 D.
Ich prędkości obwodowe przy przetwórstwie tworzyw stabilnych termicznie wynoszą 0,5-0,8 m/s, a
dla materiałów niestabilnych cieplnie – ok. 0,3 m/s.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
11
W ostatnich latach obserwuje się wyraźny wzrost wydajności pracy wytłaczarek
jednoślimakowych, co odbywa się poprzez:
- zastosowanie w strefie zasypu i zasilania rowkowanego cylindra,
- umieszczenie na ślimaku stref intensywnego ścinania i mieszania,
- zwiększenie momentu napędowego ślimaka.
Na rynku wytłaczarek jednoślimakowych obserwuje się tendencje do produkcji maszyn
specjalistycznych zamiast uniwersalnych, tzn. przeznaczonych do przetwórstwa określonego
tworzywa i otrzymywania konkretnego wyrobu. Wytłaczarki takie charakteryzują się przede
wszystkim dużą wydajnością wytłaczania oraz zapewniają otrzymywanie wyrobów o optymalnych
właściwościach.
3.3.2. Wytłaczarki szybkobieżne (wytłaczarki adiabatyczne)
Pracują one z dużymi szybkościami obrotowymi (do 700 obr/min, prędkości obwodowe do 4
m/s). Ślimaki są tak skonstruowane, że topienie tworzywa następuje wyłącznie za pomocą tarcia
(energii ścinania).
Są one proste w budowie i nadają się dla tworzyw niewrażliwych na działanie temperatury,
jak np. PE lub PA6.
3.3.3. Wytłaczarki dwuślimakowe
Wytłaczarki dwuślimakowe podzielić można ze względu na różne kryteria, z których
najważniejszym jest kierunek obrotów ślimaków. Z tego powodu wyróżnia się wytłaczarki:
• współbieżne, w których ślimaki obracają się w tym samym kierunku,
• przeciwbieżne, w których ślimaki obracają się w kierunkach przeciwnych.
Ze względu na stopień zazębienia zwojów obu ślimaków wytłaczarki dwuślimakowe można
podzielić na zazębiające się całkowicie, częściowo lub niezazębiające się. Tabelarycznie podział ten
przedstawiono na rys. 17. W przemyśle zastosowanie znalazły głównie wytłaczarki współbieżne i
przeciwbieżne o zwojach zazębiających się nieszczelnie, w których występują luzy międzyzwojowe
spełniające ważną rolę w procesie uplastyczniania, szczególnie w procesach homogenizacji
materiałowej. Wśród wytłaczarek nie zazębiających się praktyczne znaczenie posiadają wyłącznie
wytłaczarki przeciwbieżne. Warto zwrócić uwagę, że w wytłaczarkach dwuślimakowych ze ślimakami
zazębiającymi się zwoje (oraz kanały) ślimaków nie mogą być kształtowane w sposób dowolny tak,
jak to miało miejsce w przypadku wytłaczarek jednoślimakowych. Kształty i wymiary kanałów oraz
zwojów jednego ślimaka są tutaj ściśle zależne od kształtów i wymiarów drugiego.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
12
Inne, ważne kryterium podziału to
krotność zwojów ślimaka i tak wśród
wytłaczarek dwuślimakowych znane są
wytłaczarki jedno- , dwu- lub trójzwojowe.
Ponadto wytłaczarki dwuślimakowe mogą się
różnić kształtem rdzeni ślimaków i tak
wytłaczarki dwuślimakowe produkowane są
w wersjach walcowych i stożkowych.
Wytłaczarki o wydajności do 200-300 kg/h
wykonywane są najczęściej jako stożkowe,
natomiast wytłaczarki o większej wydajności
produkuje się jako walcowe. Rys. 17. Podział wytłaczarek dwuślimakowych [4].
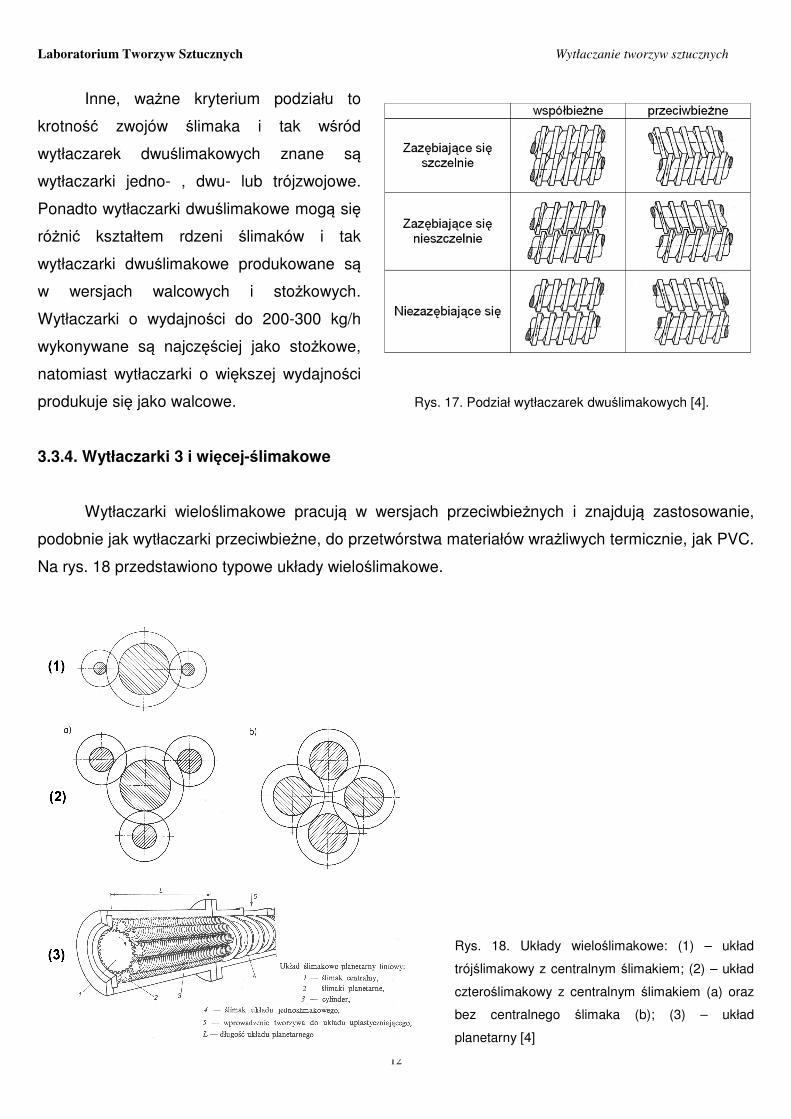
3.3.4. Wytłaczarki 3 i więcej-ślimakowe
Wytłaczarki wieloślimakowe pracują w wersjach przeciwbieżnych i znajdują zastosowanie,
podobnie jak wytłaczarki przeciwbieżne, do przetwórstwa materiałów wrażliwych termicznie, jak PVC.
Na rys. 18 przedstawiono typowe układy wieloślimakowe.
Rys. 18. Układy wieloślimakowe: (1) – układ
trójślimakowy z centralnym ślimakiem; (2) – układ
czteroślimakowy z centralnym ślimakiem (a) oraz
bez centralnego ślimaka (b); (3) – układ
planetarny [4]
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
13
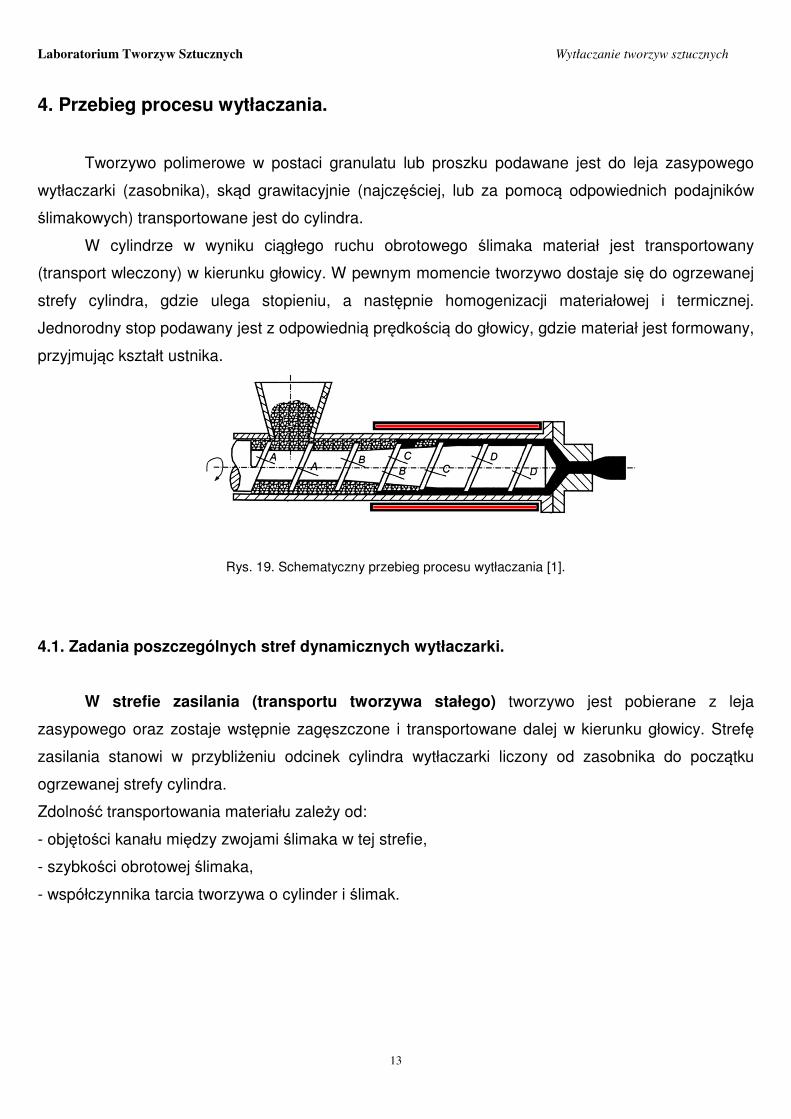
4. Przebieg procesu wytłaczania.
Tworzywo polimerowe w postaci granulatu lub proszku podawane jest do leja zasypowego
wytłaczarki (zasobnika), skąd grawitacyjnie (najczęściej, lub za pomocą odpowiednich podajników
ślimakowych) transportowane jest do cylindra.
W cylindrze w wyniku ciągłego ruchu obrotowego ślimaka materiał jest transportowany
(transport wleczony) w kierunku głowicy. W pewnym momencie tworzywo dostaje się do ogrzewanej
strefy cylindra, gdzie ulega stopieniu, a następnie homogenizacji materiałowej i termicznej.
Jednorodny stop podawany jest z odpowiednią prędkością do głowicy, gdzie materiał jest formowany,
przyjmując kształt ustnika.
Rys. 19. Schematyczny przebieg procesu wytłaczania [1].
4.1. Zadania poszczególnych stref dynamicznych wytłaczarki.
W strefie zasilania (transportu tworzywa stałego) tworzywo jest pobierane z leja
zasypowego oraz zostaje wstępnie zagęszczone i transportowane dalej w kierunku głowicy. Strefę
zasilania stanowi w przybliżeniu odcinek cylindra wytłaczarki liczony od zasobnika do początku
ogrzewanej strefy cylindra.
Zdolność transportowania materiału zależy od:
- objętości kanału między zwojami ślimaka w tej strefie,
- szybkości obrotowej ślimaka,
- współczynnika tarcia tworzywa o cylinder i ślimak.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
14
Zagęszczanie jest wynikiem powstawania gradientu ciśnienia w transportowanym tworzywie,
zależnego od:
- współczynnika tarcia tworzywa o cylinder (współczynnik tarcia powinien być możliwie duży),
- współczynnika tarcia tworzywa o ślimak (współczynnik tarcia powinien być jak najmniejszy).
W strefie zasilania (strefie transportu tworzywa stałego) wzrost ciśnienia ma charakter
wykładniczy.
Długość geometrycznej strefy zasilania ślimaka powinna być tym większa, im wyższa jest
temperatura mięknienia tworzywa, przy czym niekiedy redukuje się jej długość kosztem wstępnego
podgrzania materiału.
Dalsze zagęszczanie tworzywa zachodzi w strefie uplastyczniania (stapiania, przemiany).
W strefie tej tworzywo przechodzi ze stanu stałego w uplastyczniony. Stapianie materiału zachodzi
pod wpływem ciepła wytworzonego przez elementy grzejne oraz z tarcia (materiału o cylinder, ślimak
i tarcia wewnętrznego). Teoretycznie uplastycznienie tworzywa powinno być zakończone właśnie w
tej strefie. Tworzywo opuszczające strefę stapiania powinno być już odgazowane.
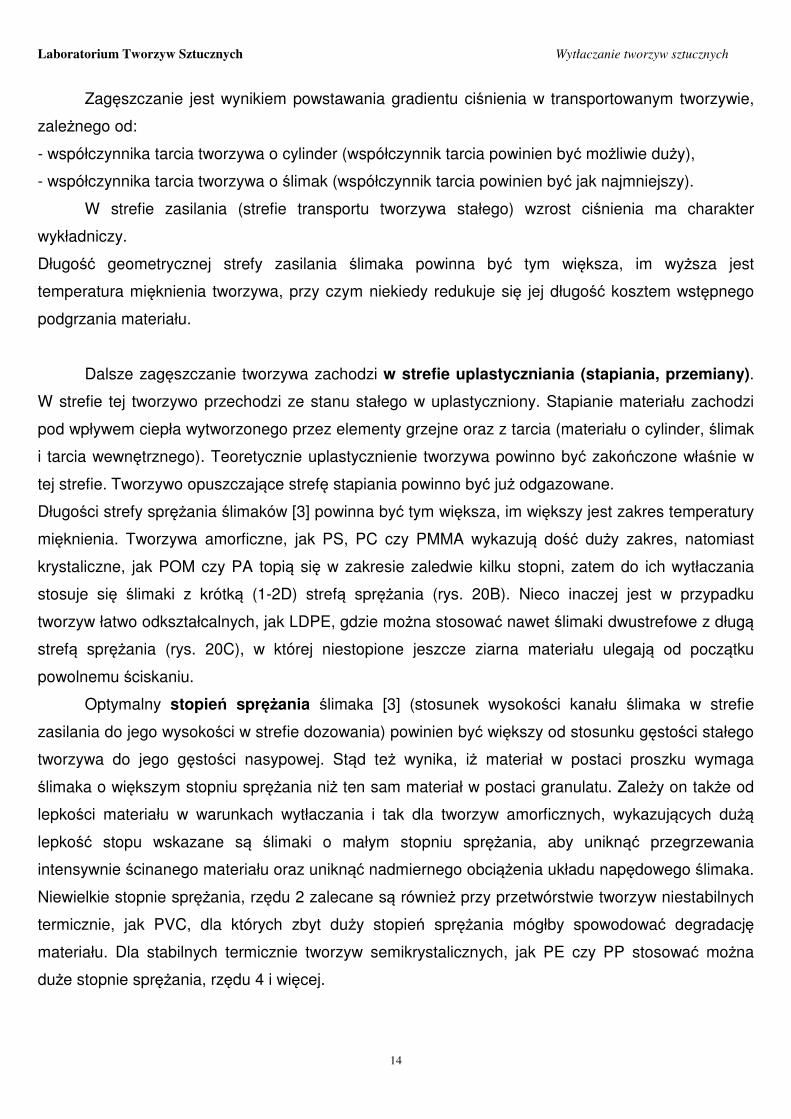
Długości strefy sprężania ślimaków [3] powinna być tym większa, im większy jest zakres temperatury
mięknienia. Tworzywa amorficzne, jak PS, PC czy PMMA wykazują dość duży zakres, natomiast
krystaliczne, jak POM czy PA topią się w zakresie zaledwie kilku stopni, zatem do ich wytłaczania
stosuje się ślimaki z krótką (1-2D) strefą sprężania (rys. 20B). Nieco inaczej jest w przypadku
tworzyw łatwo odkształcalnych, jak LDPE, gdzie można stosować nawet ślimaki dwustrefowe z długą
strefą sprężania (rys. 20C), w której niestopione jeszcze ziarna materiału ulegają od początku
powolnemu ściskaniu.
Optymalny stopień sprężania ślimaka [3] (stosunek wysokości kanału ślimaka w strefie
zasilania do jego wysokości w strefie dozowania) powinien być większy od stosunku gęstości stałego
tworzywa do jego gęstości nasypowej. Stąd też wynika, iż materiał w postaci proszku wymaga
ślimaka o większym stopniu sprężania niż ten sam materiał w postaci granulatu. Zależy on także od
lepkości materiału w warunkach wytłaczania i tak dla tworzyw amorficznych, wykazujących dużą
lepkość stopu wskazane są ślimaki o małym stopniu sprężania, aby uniknąć przegrzewania
intensywnie ścinanego materiału oraz uniknąć nadmiernego obciążenia układu napędowego ślimaka.
Niewielkie stopnie sprężania, rzędu 2 zalecane są również przy przetwórstwie tworzyw niestabilnych
termicznie, jak PVC, dla których zbyt duży stopień sprężania mógłby spowodować degradację
materiału. Dla stabilnych termicznie tworzyw semikrystalicznych, jak PE czy PP stosować można
duże stopnie sprężania, rzędu 4 i więcej.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
15
Rys. 20. Typowy ślimak trójstrefowy (A), ślimak trójstrefowy z krótką strefą sprężania (B)
oraz ślimak dwustrefowy z długa strefą sprężania (C) [3]
W strefie dozowania (transportu stopu) zachodzi ujednorodnienie mechaniczne i termiczne
przetwarzanego tworzywa oraz (jeśli wymagane) podwyższenie ciśnienia do poziomu potrzebnego
do pokonania oporów przepływu przez głowicę. W strefach uplastyczniania i dozowania zmiany
ciśnienia mają charakter liniowy.
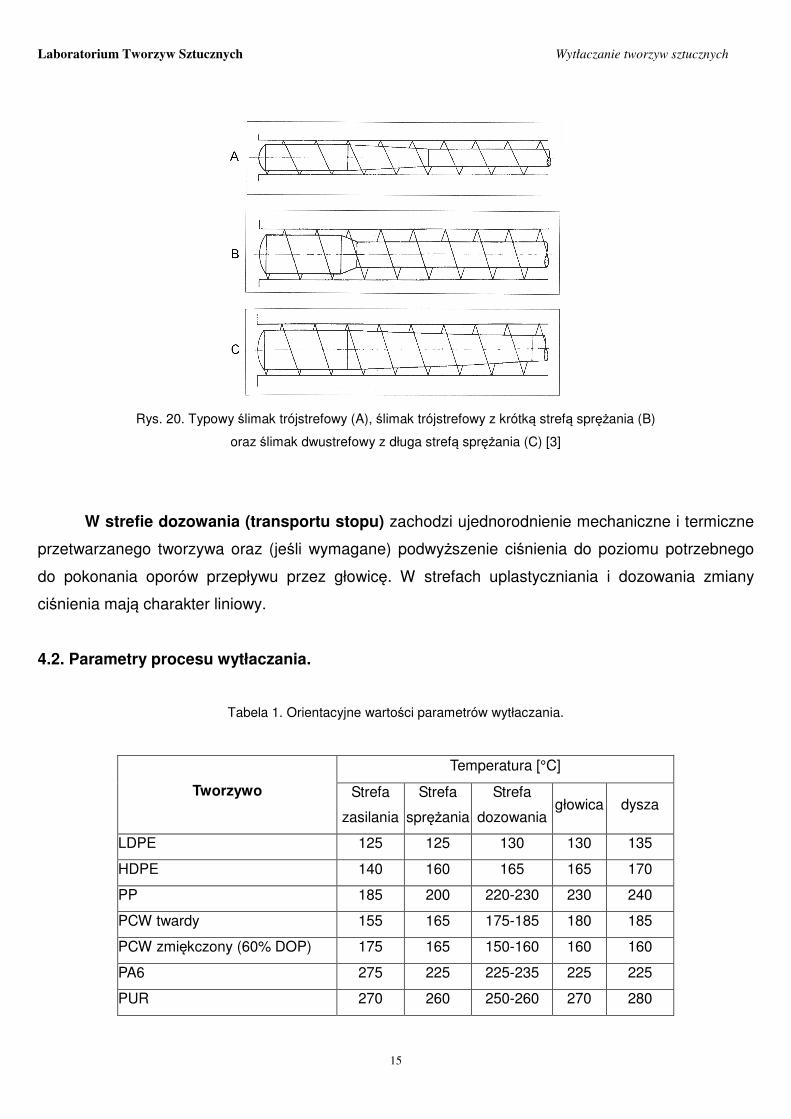
4.2. Parametry procesu wytłaczania.
Tabela 1. Orientacyjne wartości parametrów wytłaczania.
Tworzywo
Temperatura [°C]
Strefa
zasilania
Strefa
sprężania
Strefa
dozowania głowica dysza
LDPE 125 125 130 130 135
HDPE 140 160 165 165 170
PP 185 200 220-230 230 240
PCW twardy 155 165 175-185 180 185
PCW zmiękczony (60% DOP) 175 165 150-160 160 160
PA6 275 225 225-235 225 225
PUR 270 260 250-260 270 280
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
16
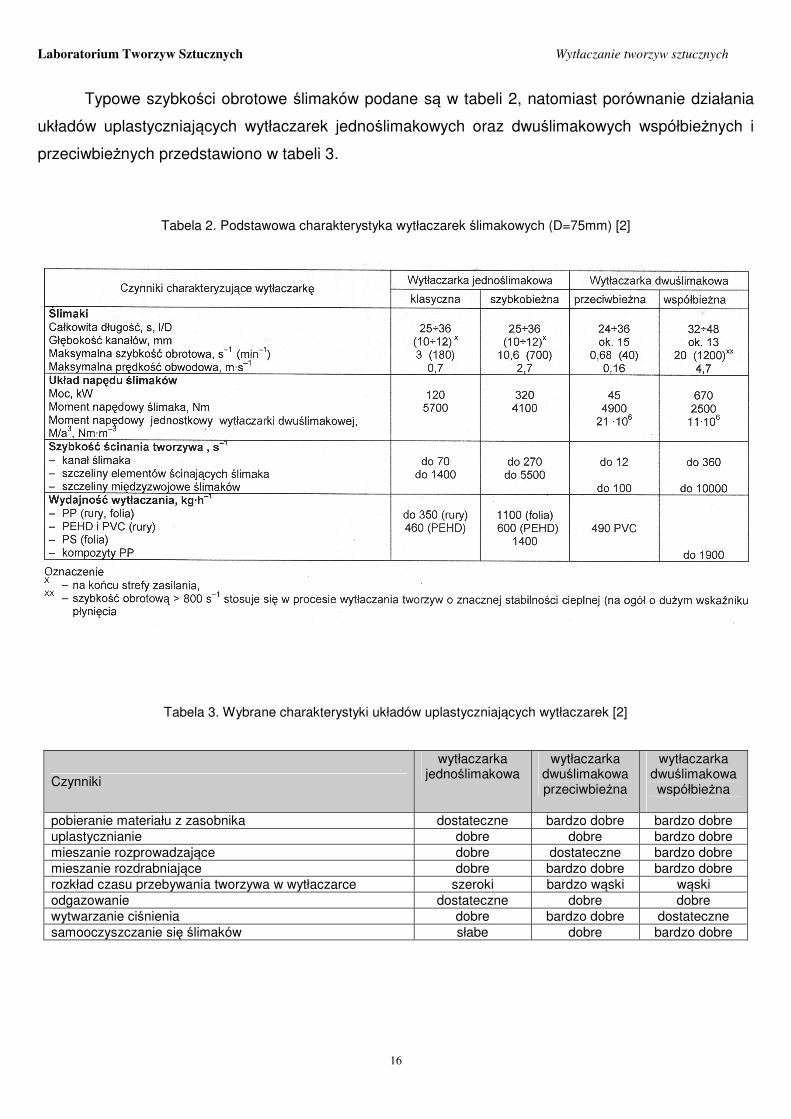
Typowe szybkości obrotowe ślimaków podane są w tabeli 2, natomiast porównanie działania
układów uplastyczniających wytłaczarek jednoślimakowych oraz dwuślimakowych współbieżnych i
przeciwbieżnych przedstawiono w tabeli 3.
Tabela 2. Podstawowa charakterystyka wytłaczarek ślimakowych (D=75mm) [2]
Tabela 3. Wybrane charakterystyki układów uplastyczniających wytłaczarek [2]
Czynniki
wytłaczarka jednoślimakowa
wytłaczarka dwuślimakowa przeciwbieżna
wytłaczarka dwuślimakowa współbieżna
pobieranie materiału z zasobnika dostateczne bardzo dobre bardzo dobre
uplastycznianie dobre dobre bardzo dobre
mieszanie rozprowadzające dobre dostateczne bardzo dobre
mieszanie rozdrabniające dobre bardzo dobre bardzo dobre
rozkład czasu przebywania tworzywa w wytłaczarce szeroki bardzo wąski wąski
odgazowanie dostateczne dobre dobre
wytwarzanie ciśnienia dobre bardzo dobre dostateczne
samooczyszczanie się ślimaków słabe dobre bardzo dobre
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
17
Wytłaczarki jednoślimakowe, ze względu na niewielką cenę znalazły największe zastosowanie
głównie w przetwórstwie tworzyw homogenicznych, jednego rodzaju. Wytłaczarki dwuślimakowe
współbieżne, pracujące przy znacznie wyższych prędkościach obrotowych oraz charakteryzujące się
większym generowaniem energii cieplnej wskutek rozpraszania energii mechanicznej, wymagające
dużych nakładów inwestycyjnych, znajdują zastosowanie głównie w bezpośrednim wytwarzaniu
gotowych półwyrobów z tworzyw modyfikowanych i kompozytów polimerowych. Wytłaczarki
dwuślimakowe przeciwbieżne, ze względu na niewielkie prędkości obrotowe ślimaków oraz niewielkie
siły ścinające występujące w układzie uplastyczniającym, znalazły zastosowanie głównie w
przetwórstwie tworzyw o małej stabilności cieplnej, jak kauczuki czy PVC.
5. Efekty lepkosprężystego zachowania tworzyw polimerowych w procesach
wytłaczania.
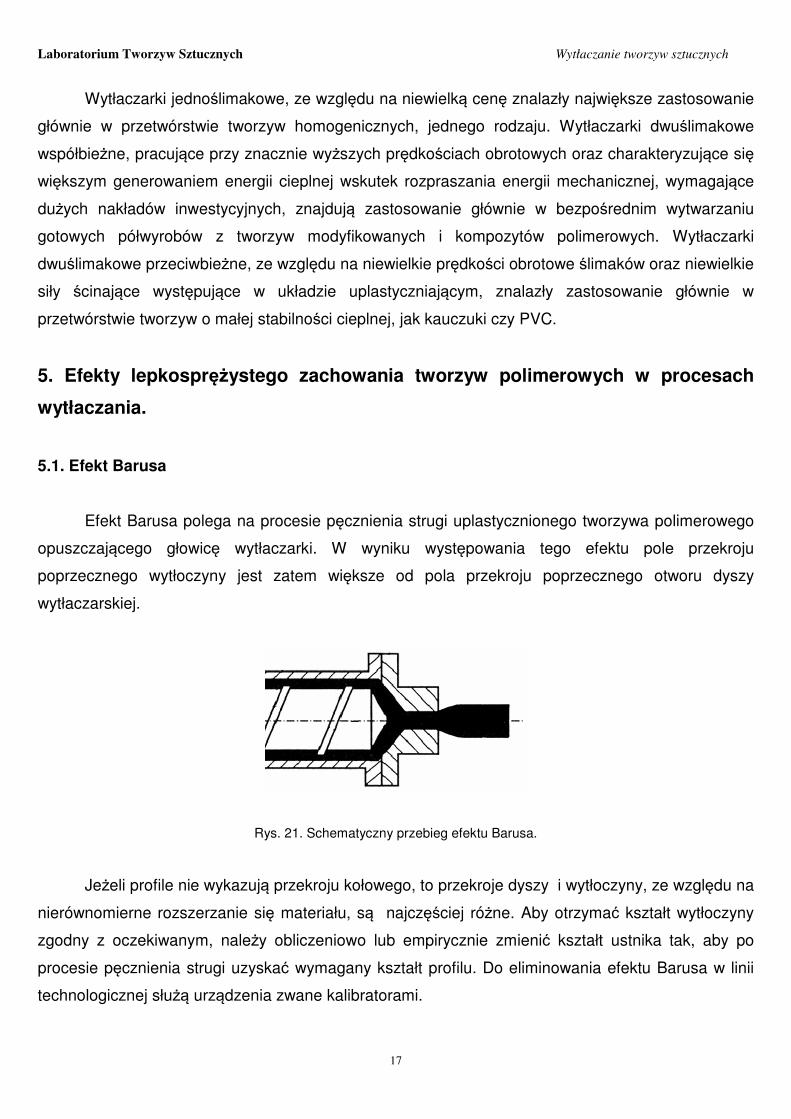
5.1. Efekt Barusa
Efekt Barusa polega na procesie pęcznienia strugi uplastycznionego tworzywa polimerowego
opuszczającego głowicę wytłaczarki. W wyniku występowania tego efektu pole przekroju
poprzecznego wytłoczyny jest zatem większe od pola przekroju poprzecznego otworu dyszy
wytłaczarskiej.
Rys. 21. Schematyczny przebieg efektu Barusa.
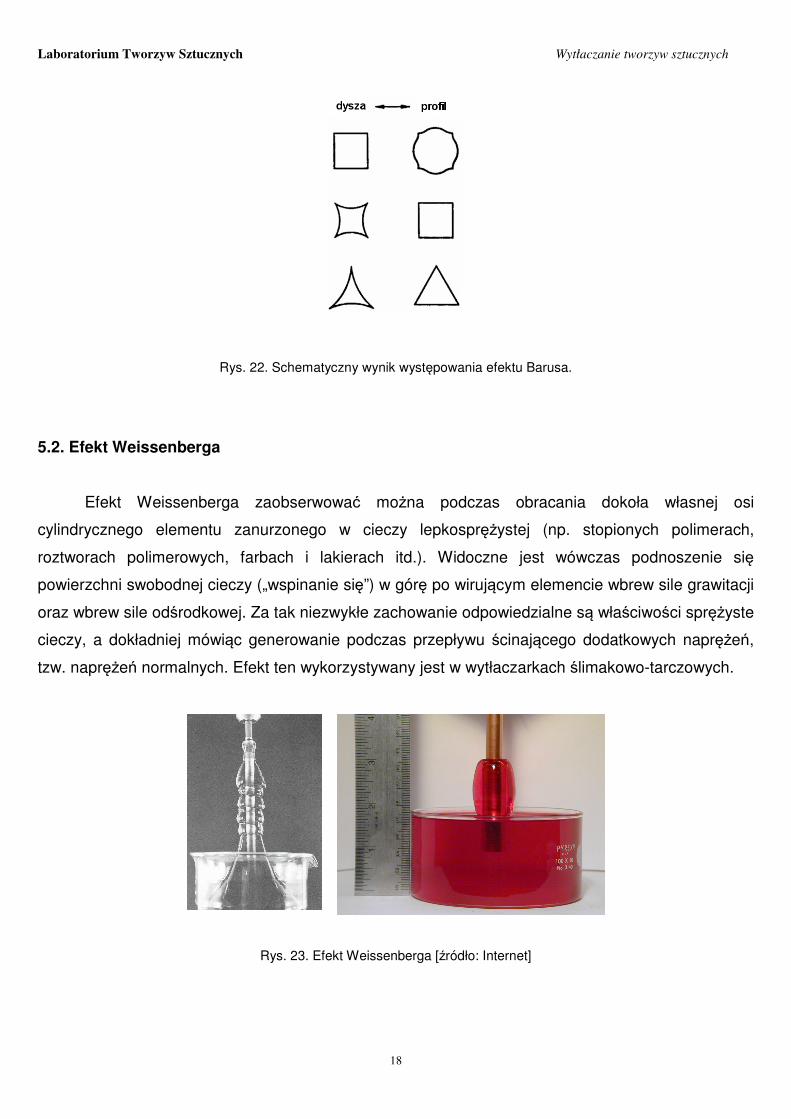
Jeżeli profile nie wykazują przekroju kołowego, to przekroje dyszy i wytłoczyny, ze względu na
nierównomierne rozszerzanie się materiału, są najczęściej różne. Aby otrzymać kształt wytłoczyny
zgodny z oczekiwanym, należy obliczeniowo lub empirycznie zmienić kształt ustnika tak, aby po
procesie pęcznienia strugi uzyskać wymagany kształt profilu. Do eliminowania efektu Barusa w linii
technologicznej służą urządzenia zwane kalibratorami.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
18
Rys. 22. Schematyczny wynik występowania efektu Barusa.
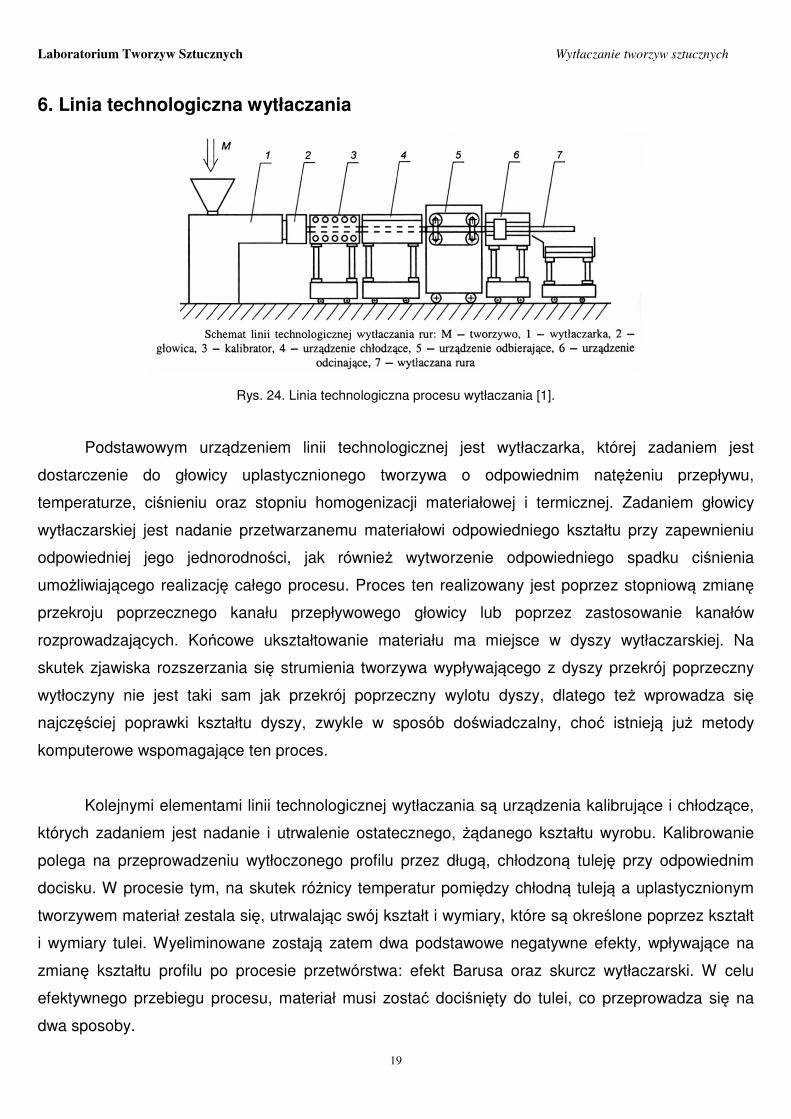
5.2. Efekt Weissenberga
Efekt Weissenberga zaobserwować można podczas obracania dokoła własnej osi
cylindrycznego elementu zanurzonego w cieczy lepkosprężystej (np. stopionych polimerach,
roztworach polimerowych, farbach i lakierach itd.). Widoczne jest wówczas podnoszenie się
powierzchni swobodnej cieczy („wspinanie się”) w górę po wirującym elemencie wbrew sile grawitacji
oraz wbrew sile odśrodkowej. Za tak niezwykłe zachowanie odpowiedzialne są właściwości sprężyste
cieczy, a dokładniej mówiąc generowanie podczas przepływu ścinającego dodatkowych naprężeń,
tzw. naprężeń normalnych. Efekt ten wykorzystywany jest w wytłaczarkach ślimakowo-tarczowych.
Rys. 23. Efekt Weissenberga [źródło: Internet]
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
19
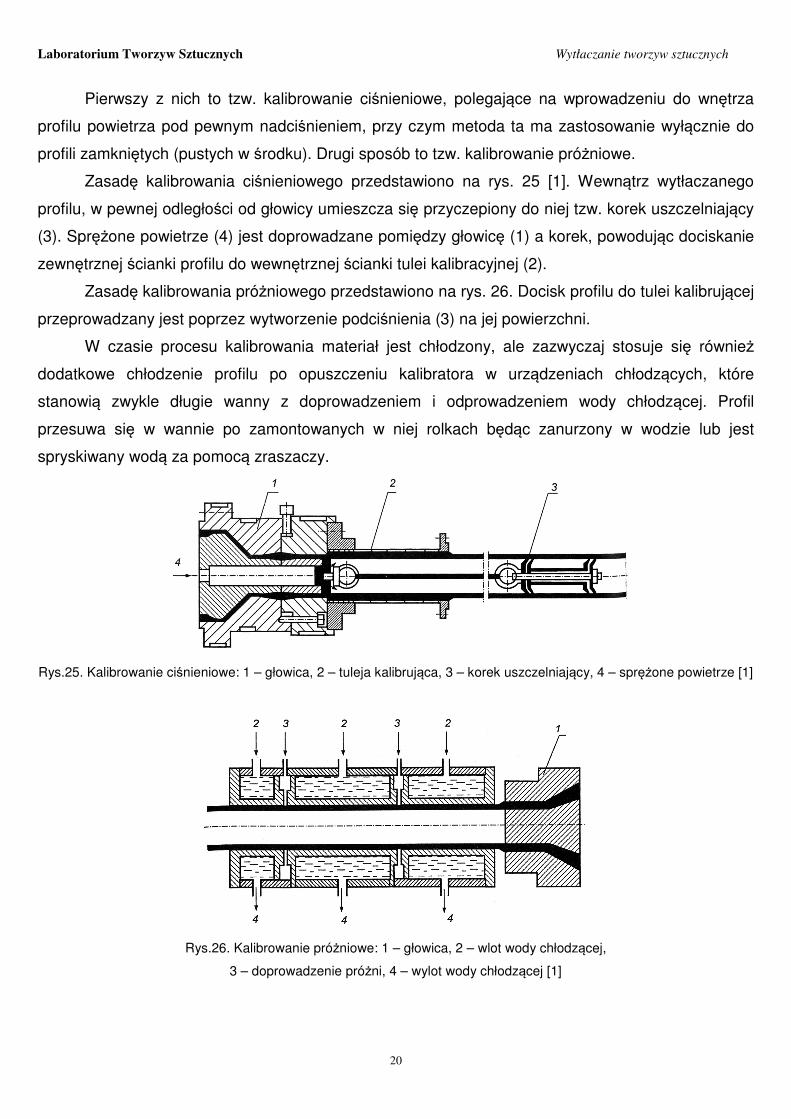
6. Linia technologiczna wytłaczania
Rys. 24. Linia technologiczna procesu wytłaczania [1].
Podstawowym urządzeniem linii technologicznej jest wytłaczarka, której zadaniem jest
dostarczenie do głowicy uplastycznionego tworzywa o odpowiednim natężeniu przepływu,
temperaturze, ciśnieniu oraz stopniu homogenizacji materiałowej i termicznej. Zadaniem głowicy
wytłaczarskiej jest nadanie przetwarzanemu materiałowi odpowiedniego kształtu przy zapewnieniu
odpowiedniej jego jednorodności, jak również wytworzenie odpowiedniego spadku ciśnienia
umożliwiającego realizację całego procesu. Proces ten realizowany jest poprzez stopniową zmianę
przekroju poprzecznego kanału przepływowego głowicy lub poprzez zastosowanie kanałów
rozprowadzających. Końcowe ukształtowanie materiału ma miejsce w dyszy wytłaczarskiej. Na
skutek zjawiska rozszerzania się strumienia tworzywa wypływającego z dyszy przekrój poprzeczny
wytłoczyny nie jest taki sam jak przekrój poprzeczny wylotu dyszy, dlatego też wprowadza się
najczęściej poprawki kształtu dyszy, zwykle w sposób doświadczalny, choć istnieją już metody
komputerowe wspomagające ten proces.
Kolejnymi elementami linii technologicznej wytłaczania są urządzenia kalibrujące i chłodzące,
których zadaniem jest nadanie i utrwalenie ostatecznego, żądanego kształtu wyrobu. Kalibrowanie
polega na przeprowadzeniu wytłoczonego profilu przez długą, chłodzoną tuleję przy odpowiednim
docisku. W procesie tym, na skutek różnicy temperatur pomiędzy chłodną tuleją a uplastycznionym
tworzywem materiał zestala się, utrwalając swój kształt i wymiary, które są określone poprzez kształt
i wymiary tulei. Wyeliminowane zostają zatem dwa podstawowe negatywne efekty, wpływające na
zmianę kształtu profilu po procesie przetwórstwa: efekt Barusa oraz skurcz wytłaczarski. W celu
efektywnego przebiegu procesu, materiał musi zostać dociśnięty do tulei, co przeprowadza się na
dwa sposoby.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
20
Pierwszy z nich to tzw. kalibrowanie ciśnieniowe, polegające na wprowadzeniu do wnętrza
profilu powietrza pod pewnym nadciśnieniem, przy czym metoda ta ma zastosowanie wyłącznie do
profili zamkniętych (pustych w środku). Drugi sposób to tzw. kalibrowanie próżniowe.
Zasadę kalibrowania ciśnieniowego przedstawiono na rys. 25 [1]. Wewnątrz wytłaczanego
profilu, w pewnej odległości od głowicy umieszcza się przyczepiony do niej tzw. korek uszczelniający
(3). Sprężone powietrze (4) jest doprowadzane pomiędzy głowicę (1) a korek, powodując dociskanie
zewnętrznej ścianki profilu do wewnętrznej ścianki tulei kalibracyjnej (2).
Zasadę kalibrowania próżniowego przedstawiono na rys. 26. Docisk profilu do tulei kalibrującej
przeprowadzany jest poprzez wytworzenie podciśnienia (3) na jej powierzchni.
W czasie procesu kalibrowania materiał jest chłodzony, ale zazwyczaj stosuje się również
dodatkowe chłodzenie profilu po opuszczeniu kalibratora w urządzeniach chłodzących, które
stanowią zwykle długie wanny z doprowadzeniem i odprowadzeniem wody chłodzącej. Profil
przesuwa się w wannie po zamontowanych w niej rolkach będąc zanurzony w wodzie lub jest
spryskiwany wodą za pomocą zraszaczy.
Rys.25. Kalibrowanie ciśnieniowe: 1 – głowica, 2 – tuleja kalibrująca, 3 – korek uszczelniający, 4 – sprężone powietrze [1]
Rys.26. Kalibrowanie próżniowe: 1 – głowica, 2 – wlot wody chłodzącej,
3 – doprowadzenie próżni, 4 – wylot wody chłodzącej [1]
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
21
Urządzenia odbierające służą do odbierania wytłoczonego profilu z głowicy, który przeciągany
jest kolejno przez kalibrator i urządzenie chłodzące, oraz podawania go do następnych urządzeń linii
technologicznej, a więc urządzenia obcinającego i składującego. Materiał jest przesuwany
wykorzystując siły tarcia pomiędzy nim a elementami napędowymi urządzenia. W zależności od
kształtu tych elementów, urządzenia odbierające podzielić można na rolkowe, taśmowe i
gąsienicowe. Ważnym parametrem urządzenia odbierającego jest prędkość odbioru, którą można
regulować, dostosowując ją do prędkości kalibrowania [1].
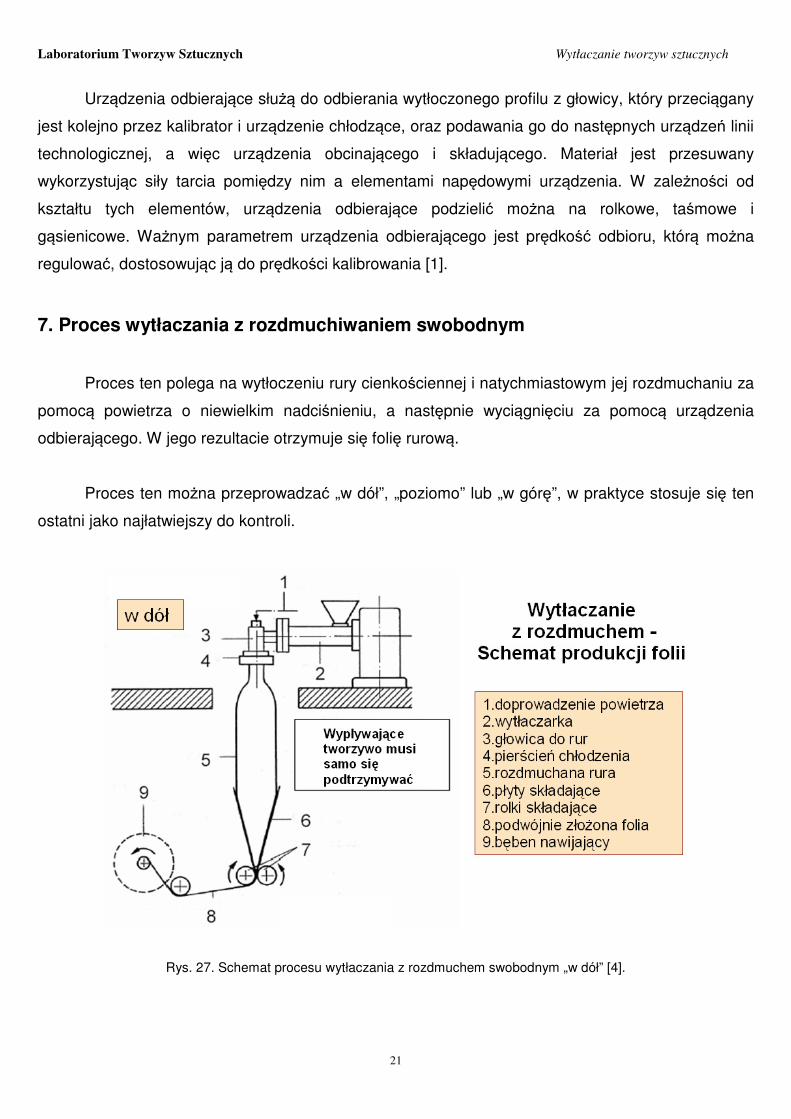
7. Proces wytłaczania z rozdmuchiwaniem swobodnym
Proces ten polega na wytłoczeniu rury cienkościennej i natychmiastowym jej rozdmuchaniu za
pomocą powietrza o niewielkim nadciśnieniu, a następnie wyciągnięciu za pomocą urządzenia
odbierającego. W jego rezultacie otrzymuje się folię rurową.
Proces ten można przeprowadzać „w dół”, „poziomo” lub „w górę”, w praktyce stosuje się ten
ostatni jako najłatwiejszy do kontroli.
Rys. 27. Schemat procesu wytłaczania z rozdmuchem swobodnym „w dół” [4].
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
22
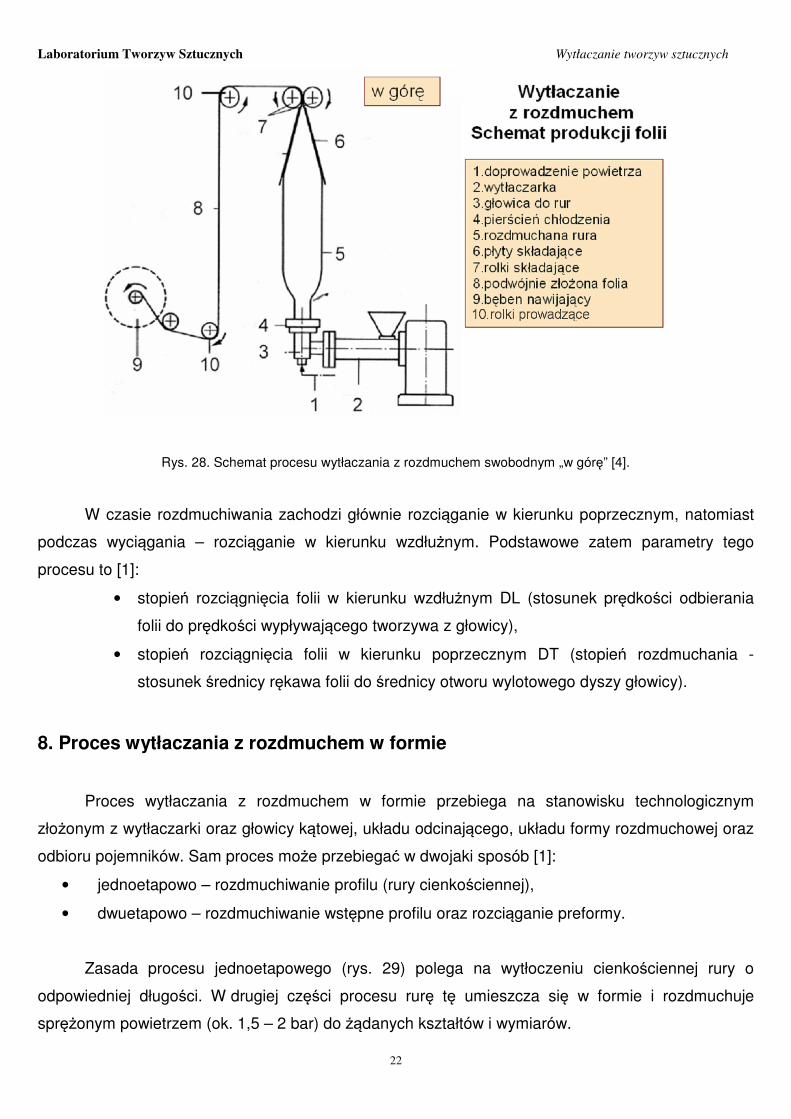
Rys. 28. Schemat procesu wytłaczania z rozdmuchem swobodnym „w górę” [4].
W czasie rozdmuchiwania zachodzi głównie rozciąganie w kierunku poprzecznym, natomiast
podczas wyciągania – rozciąganie w kierunku wzdłużnym. Podstawowe zatem parametry tego
procesu to [1]:
• stopień rozciągnięcia folii w kierunku wzdłużnym DL (stosunek prędkości odbierania
folii do prędkości wypływającego tworzywa z głowicy),
• stopień rozciągnięcia folii w kierunku poprzecznym DT (stopień rozdmuchania -
stosunek średnicy rękawa folii do średnicy otworu wylotowego dyszy głowicy).
8. Proces wytłaczania z rozdmuchem w formie
Proces wytłaczania z rozdmuchem w formie przebiega na stanowisku technologicznym
złożonym z wytłaczarki oraz głowicy kątowej, układu odcinającego, układu formy rozdmuchowej oraz
odbioru pojemników. Sam proces może przebiegać w dwojaki sposób [1]:
• jednoetapowo – rozdmuchiwanie profilu (rury cienkościennej),
• dwuetapowo – rozdmuchiwanie wstępne profilu oraz rozciąganie preformy.
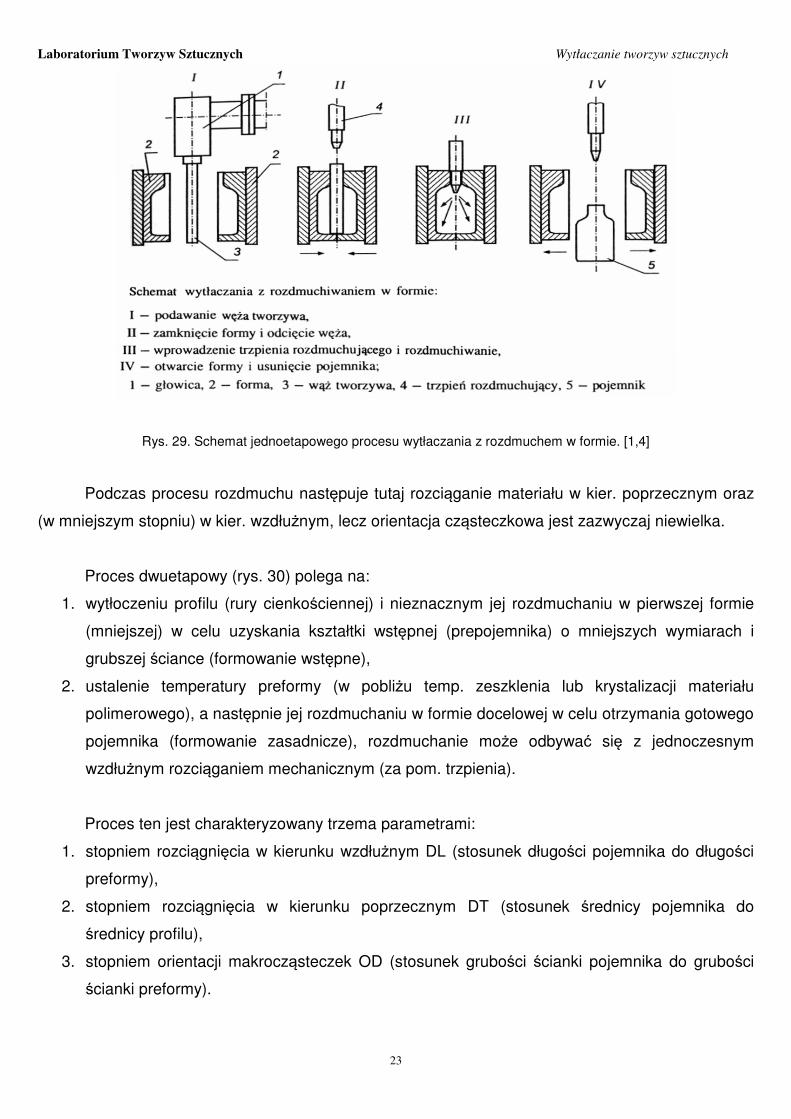
Zasada procesu jednoetapowego (rys. 29) polega na wytłoczeniu cienkościennej rury o
odpowiedniej długości. W drugiej części procesu rurę tę umieszcza się w formie i rozdmuchuje
sprężonym powietrzem (ok. 1,5 – 2 bar) do żądanych kształtów i wymiarów.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
23
Rys. 29. Schemat jednoetapowego procesu wytłaczania z rozdmuchem w formie. [1,4]
Podczas procesu rozdmuchu następuje tutaj rozciąganie materiału w kier. poprzecznym oraz
(w mniejszym stopniu) w kier. wzdłużnym, lecz orientacja cząsteczkowa jest zazwyczaj niewielka.
Proces dwuetapowy (rys. 30) polega na:
1. wytłoczeniu profilu (rury cienkościennej) i nieznacznym jej rozdmuchaniu w pierwszej formie
(mniejszej) w celu uzyskania kształtki wstępnej (prepojemnika) o mniejszych wymiarach i
grubszej ściance (formowanie wstępne),
2. ustalenie temperatury preformy (w pobliżu temp. zeszklenia lub krystalizacji materiału
polimerowego), a następnie jej rozdmuchaniu w formie docelowej w celu otrzymania gotowego
pojemnika (formowanie zasadnicze), rozdmuchanie może odbywać się z jednoczesnym
wzdłużnym rozciąganiem mechanicznym (za pom. trzpienia).
Proces ten jest charakteryzowany trzema parametrami:
1. stopniem rozciągnięcia w kierunku wzdłużnym DL (stosunek długości pojemnika do długości
preformy),
2. stopniem rozciągnięcia w kierunku poprzecznym DT (stosunek średnicy pojemnika do
średnicy profilu),
3. stopniem orientacji makrocząsteczek OD (stosunek grubości ścianki pojemnika do grubości
ścianki preformy).

Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
24
Rys. 30. Schemat dwuetapowego procesu wytłaczania z rozdmuchem w formie:
I – podawanie profilu, II – wytwarzanie preformy, III – podawanie preformy do formy właściwej,
IV – formowanie właściwe, V – otwarcie formy i usunięcie pojemnika [1,4]
Podstawową wadą tej metody (dwuetapowej) jest fakt, iż praktycznie jej zastosowanie jest
ograniczone do wyrobów osiowo symetrycznych, ewentualnie o owalnym kształcie przekroju
poprzecznego [1].
Skurcz przetwórczy
Skurcz przetwórczy odgrywa niepomijalne znaczenie w procesie wytłaczania i nosi nazwę
skurczu wytłaczarskiego.
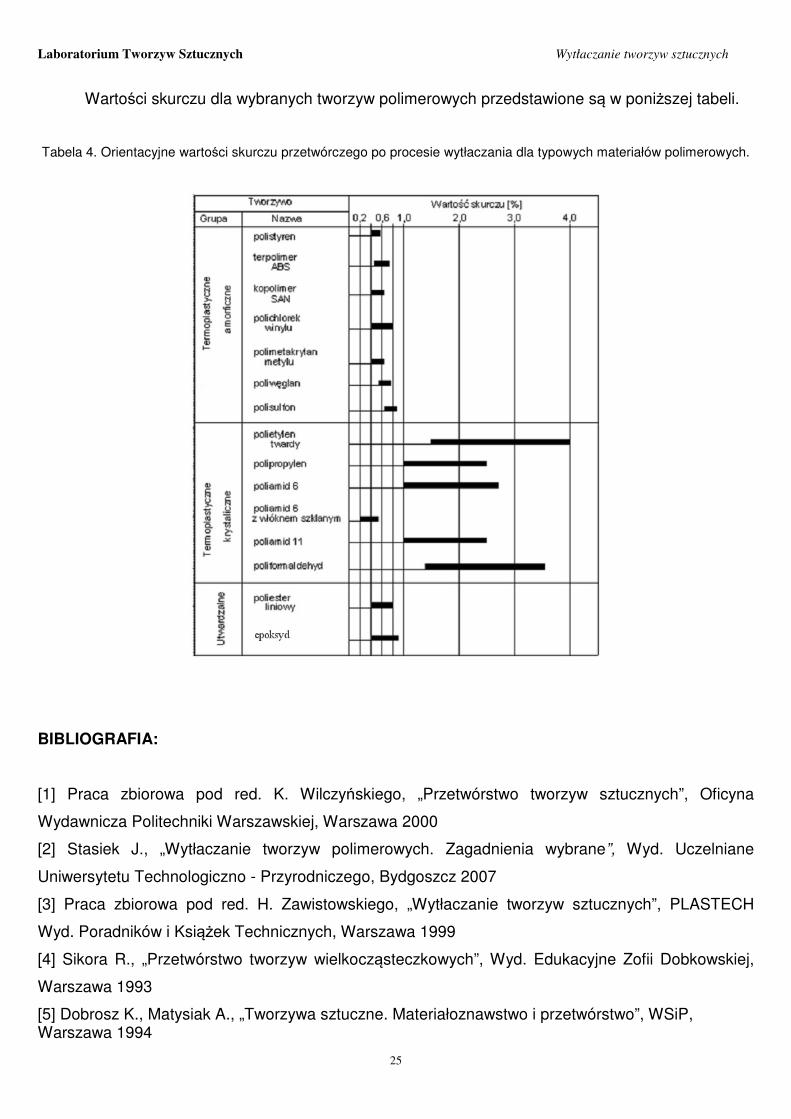
Wartości skurczu są odmienne dla różnych rodzajów tworzyw. W tabeli 2 zestawiono dane dla
niektórych materiałów polimerowych w przypadku skurczu pierwotnego wzdłużnego. Większe
wartości skurczu pierwotnego tworzyw termoplastycznych krystalicznych niż bezpostaciowych ( też
amorficznych) wynikają ze znanego zjawiska gęstszego upakowania makrocząsteczek struktury
krystalicznej, zachodzące podczas procesu krystalizacji. Skurcz pierwotny zmniejsza i stabilizuje
dodatek większości napełniaczy proszkowych oraz włóknistych. Zjawisko skurczu wtórnego
występuje przede wszystkim w przypadku tworzyw termoplastycznych krystalicznych, gdyż w nich
zachodzą wyraźnie dalsze procesy przemian strukturalnych i chemicznych.
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych
25
Wartości skurczu dla wybranych tworzyw polimerowych przedstawione są w poniższej tabeli.
Tabela 4. Orientacyjne wartości skurczu przetwórczego po procesie wytłaczania dla typowych materiałów polimerowych.
BIBLIOGRAFIA:
[1] Praca zbiorowa pod red. K. Wilczyńskiego, „Przetwórstwo tworzyw sztucznych”, Oficyna
Wydawnicza Politechniki Warszawskiej, Warszawa 2000
[2] Stasiek J., „Wytłaczanie tworzyw polimerowych. Zagadnienia wybrane”, Wyd. Uczelniane
Uniwersytetu Technologiczno - Przyrodniczego, Bydgoszcz 2007
[3] Praca zbiorowa pod red. H. Zawistowskiego, „Wytłaczanie tworzyw sztucznych”, PLASTECH
Wyd. Poradników i Książek Technicznych, Warszawa 1999
[4] Sikora R., „Przetwórstwo tworzyw wielkocząsteczkowych”, Wyd. Edukacyjne Zofii Dobkowskiej,
Warszawa 1993
[5] Dobrosz K., Matysiak A., „Tworzywa sztuczne. Materiałoznawstwo i przetwórstwo”, WSiP, Warszawa 1994





























