Embed Size (px)
Citation preview
La manutenzione delle macchine utensili: situazione attuale e prospettive future dal punto di vista del costrutto re di
macchine. L’esperienza di Alesamonti
Ing. Gianfranco MalagolaALESAMONTI – Barasso (VA)
2
La macchina utensile
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
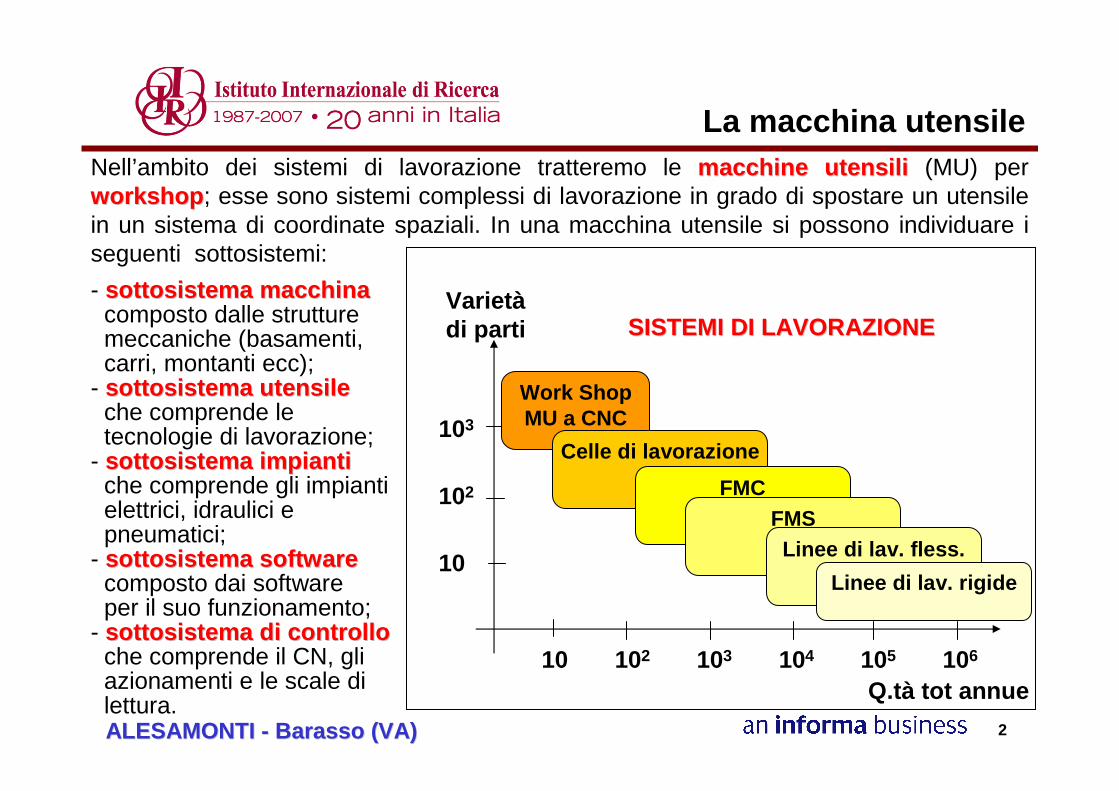
Nell’ambito dei sistemi di lavorazione tratteremo le macchine utensilimacchine utensili (MU) per workshopworkshop ; esse sono sistemi complessi di lavorazione in grado di spostare un utensile in un sistema di coordinate spaziali. In una macchina utensile si possono individuare i seguenti sottosistemi:
Q.tà tot annue10 102 103 104 105 106
Varietàdi parti
103
102
10
Work ShopMU a CNC
Celle di lavorazione
FMCFMSLinee di lav. fless.
Linee di lav. rigide
SISTEMI DI LAVORAZIONESISTEMI DI LAVORAZIONE
- sottosistema macchinasottosistema macchinacomposto dalle strutture meccaniche (basamenti, carri, montanti ecc);
- sottosistema utensilesottosistema utensileche comprende le tecnologie di lavorazione;
- sottosistema impiantisottosistema impiantiche comprende gli impianti elettrici, idraulici e pneumatici;
- sottosistema softwaresottosistema softwarecomposto dai software per il suo funzionamento;
- sottosistema di controllosottosistema di controlloche comprende il CN, gli azionamenti e le scale di lettura.
3
La Direttiva MacchineIl settore delle macchine utensili è stato profondamente modificato a partire dal 1989 dall’avvento delle direttive comunitarie sulla sicurezza ed in particolare dalla Direttiva Direttiva Macchine 98/37/CEMacchine 98/37/CE recepita in Italia dal DPR 459/96, recentemente rivisitata dalla Direttiva 2006/42/CEDirettiva 2006/42/CE .In tutte queste direttive viene evidenziata l’importanza di adottare il principio di principio di integrazioneintegrazione della sicurezza che impone di considerare tutti gli aspetti di funzionamento, regolazione e manutenzionemanutenzione della macchina al fine di garantire che tali operazioni, se effettuate nelle condizioni previste dal costruttore, non espongano a rischi le persone, tenendo anche conto dell’uso scorretto ragionevolmente prevedibile.
L’introduzione di questo principio ha portato ad un piùattento esame di tutti i comportamenti che si possono verificare sulla macchina e quindi anche di tutte le attività di manutenzione, cercando di portare nella progettazione tutte le analisi volte alla introduzione di accorgimenti orientati alla eliminazione o riduzione dei rischi, alla adozione delle misure necessarie nei confronti dei rischi che non possono essere eliminati e di informazione degli utilizzatori circa i rischi residui.
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
4
Le istruzioniPer quanto riguarda la manutenzione, la Direttiva Macchine stabilisce chiare linee guida sulle istruzioniistruzioni che devono essere fornite con la macchina, ed in particolare stabilisce che devono essere consegnati:� i disegni, i diagrammi, le descrizioni e le spiegazioni
necessarie per l’uso, la manutenzionemanutenzione e la riparazione della macchina e per verificarne il corretto funzionamento;
� la descrizione delle operazioni di regolazione e manutenzionemanutenzione che devono essere effettuate dall’utilizzatore nonché le misure di manutenzione preventivamanutenzione preventiva da rispettare;
� le istruzioni per effettuare in condizioni di sicurezza la regolazione e lamanutenzionemanutenzione , incluse le misure di protezione che dovrebbero essere prese durante tali operazioni;
Inoltre nell’ambito delle segnalazioni da apporre sulla macchina si prescrive che:� le macchine devono essere provviste di iscrizioni e/o targhe con le istruzioni per
l’uso, la regolazione e la manutenzione manutenzione (piani di manutenzione), ovunque necessario, per garantire la sicurezza e la tutela della salute delle persone. Tali mezzi devono essere scelti, progettati e realizzati in modo da essere chiaramente visibili ed indelebili.
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
5
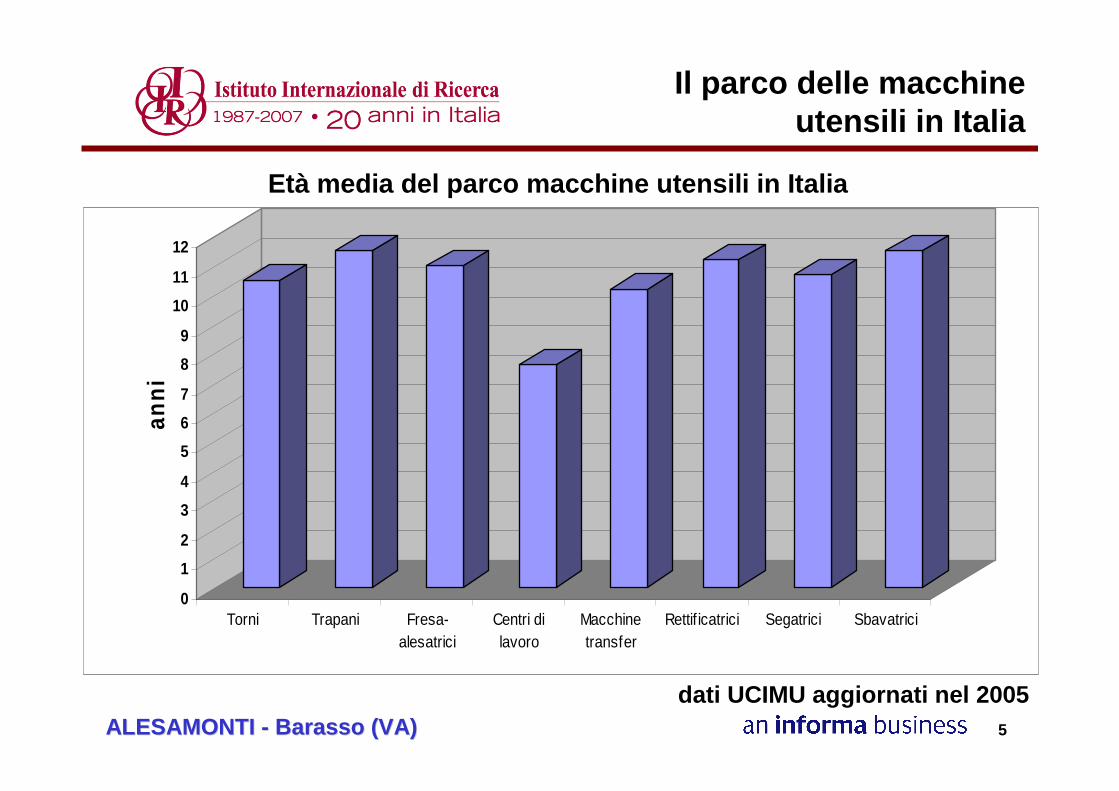
Il parco delle macchine utensili in Italia
Età media del parco macchine utensili in Italia
0
1
2
3
4
5
6
7
8
9
10
11
12
anni
Torni Trapani Fresa-alesatrici
Centri dilavoro
Macchinetransfer
Rettif icatrici Segatrici Sbavatrici
dati UCIMU aggiornati nel 2005ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
6
Criteri di base per la progettazione della manutenzione
In sede di progettazione delle macchine si adottano criteri per realizzare sistemi sistemi affidabili e mantenibiliaffidabili e mantenibili ; tra i vari criteri adottati citiamo i seguenti:
� utilizzo di tecniche FMECA (Failure Mode Effect and Criticality Analysis) per identificare i possibili problemi e prevenire o controllarne le conseguenze;
� analisi delle vibrazioni prodotte dalla macchina ed azioni per evitarne gli effetti
negativi (rondelle anti-svitamento, schede di ispezione, check-list);� adozione per le parti strutturali in movimento (slitte e portali) di sistemi di lubrificazione
automatica a centralina o a cartuccia con tempo variabile in funzione dell’uso, con la
possibilità di individuare con rapidità e precisione le perdite e gli intasamenti dei circuiti;
� la disposizione dei componenti all’interno dell’armadio elettrico studiata tenendo
conto sia dei problemi di carattere funzionale (facile sostituzione del componente in caso di guasto) sia di quelli termici (condizionamenti dell’armadio);
� adozione di sistemi di raffreddamento ovunque si generi calore in modo da limitare
le deformazioni termiche;
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
7
Criteri di base per la progettazione della manutenzione
� la collocazione dei punti di intervento per regolazione e di manutenzione al di fuori delle zone pericolose. In ogni caso gli interventi di regolazione, manutenzione e
riparazione della macchina devono essere eseguiti con macchina ferma; se questo
non è possibile, è fondamentale che sulla macchina sia previsto un selettore modaleselettore modaledi funzionamento a due posizioni per i seguenti modi di funzionamento:
- produzioneproduzione : la macchina può funzionare senza alcuna limitazione e con tutte le
protezioni attive;- attrezzaggio/manutenzioneattrezzaggio/manutenzione : la macchina può funzionare senza le protezioni attive,
con i comandi manuali, con limitazioni sulle velocità del mandrino e degli assi e
comunque con azioni mantenute. � progettazione dei sistemi di illuminazione per gli organi interni che devono essere
ispezionati e regolati frequentemente;
� sviluppo di una diagnostica di macchina orientata non solo alla indicazione delle azioni da intraprendere in caso di guasto ma con indicazioni sulle attività di
manutenzione preventiva da eseguire in relazione a parametri misurati.
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
8
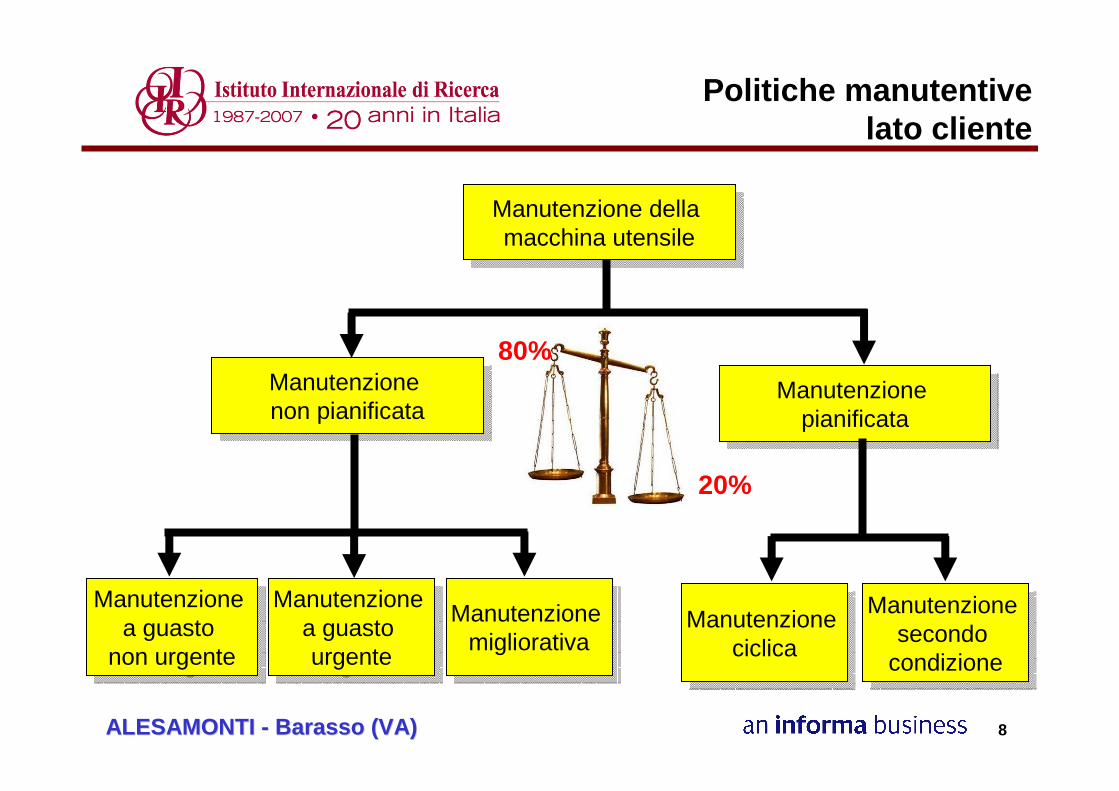
Politiche manutentive lato cliente
Manutenzione della macchina utensile
Manutenzione della macchina utensile
Manutenzione pianificata
Manutenzione pianificata
Manutenzione non pianificata
Manutenzione non pianificata
Manutenzione ciclica
Manutenzione ciclica
Manutenzione secondo
condizione
Manutenzione secondo
condizione
Manutenzione a guasto
non urgente
Manutenzione a guasto
non urgente
Manutenzione a guasto urgente
Manutenzione a guasto urgente
Manutenzione migliorativa
Manutenzione migliorativa
80%
20%
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
9
Manutenzione a guasto
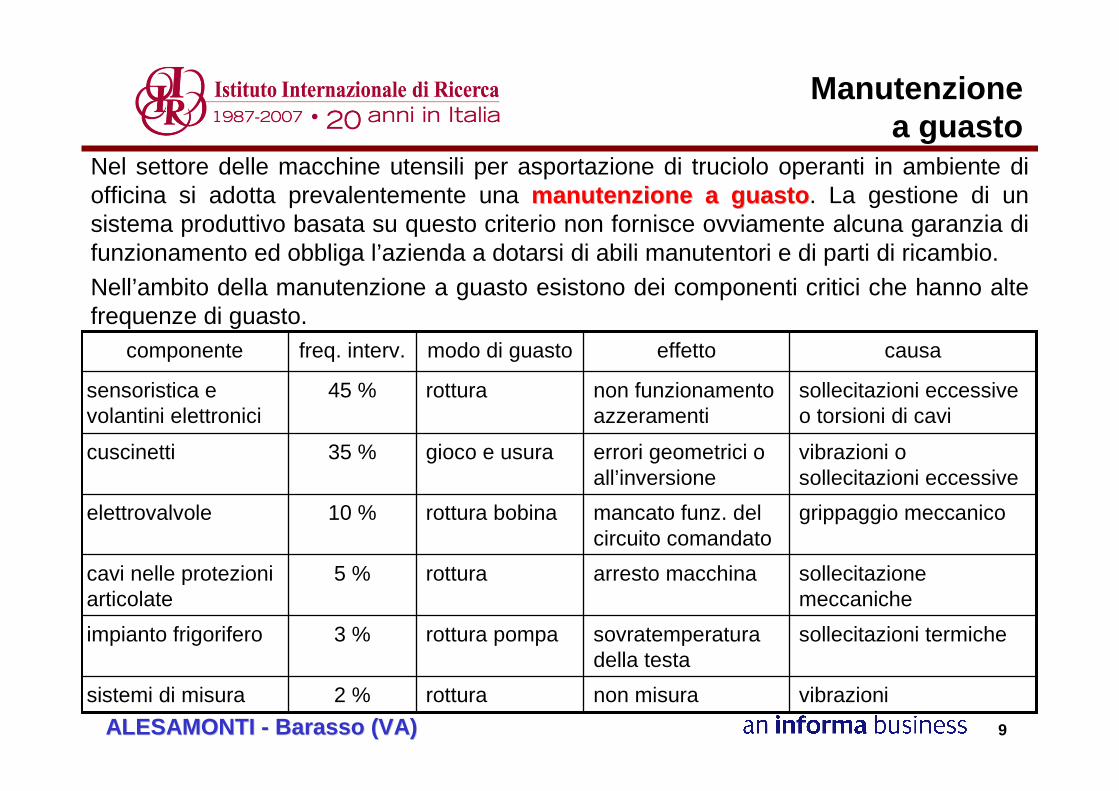
Nel settore delle macchine utensili per asportazione di truciolo operanti in ambiente di officina si adotta prevalentemente una manutenzione a guastomanutenzione a guasto . La gestione di un sistema produttivo basata su questo criterio non fornisce ovviamente alcuna garanzia di funzionamento ed obbliga l’azienda a dotarsi di abili manutentori e di parti di ricambio.Nell’ambito della manutenzione a guasto esistono dei componenti critici che hanno alte frequenze di guasto.
sollecitazione meccaniche
arresto macchinarottura5 %cavi nelle protezioni articolate
vibrazioninon misurarottura2 %sistemi di misura
sollecitazioni termichesovratemperatura della testa
rottura pompa3 %impianto frigorifero
grippaggio meccanicomancato funz. del circuito comandato
rottura bobina10 %elettrovalvole
vibrazioni o sollecitazioni eccessive
errori geometrici o all’inversione
gioco e usura35 %cuscinetti
sollecitazioni eccessive o torsioni di cavi
non funzionamento azzeramenti
rottura45 %sensoristica e volantini elettronici
causaeffettomodo di guastofreq. interv.componente
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
10
Manutenzione preventiva:il piano di manutenzione
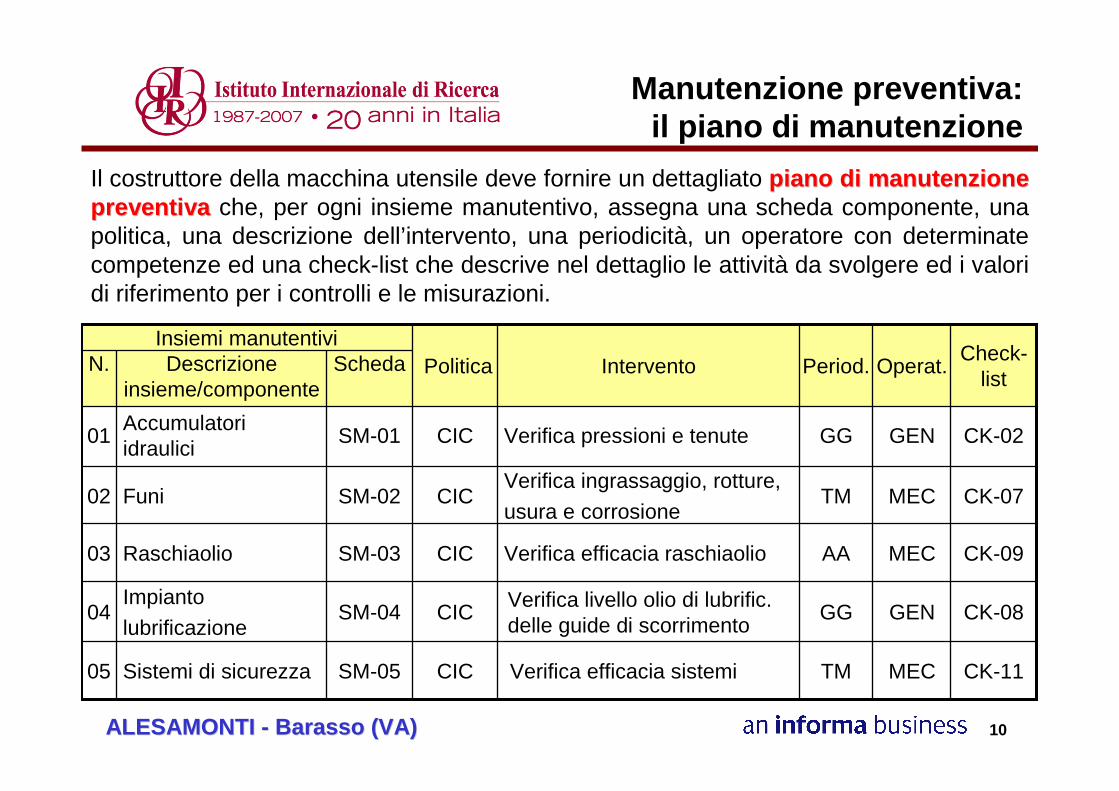
Il costruttore della macchina utensile deve fornire un dettagliato piano di manutenzione piano di manutenzione preventivapreventiva che, per ogni insieme manutentivo, assegna una scheda componente, una politica, una descrizione dell’intervento, una periodicità, un operatore con determinate competenze ed una check-list che descrive nel dettaglio le attività da svolgere ed i valori di riferimento per i controlli e le misurazioni.
MEC
GEN
MEC
MEC
GEN
Operat.
CK-11
CK-08
CK-09
CK-07
CK-02
Check-list
TMVerifica efficacia sistemiCICSM-05Sistemi di sicurezza05
GGVerifica livello olio di lubrific. delle guide di scorrimento
CICSM-04Impianto
lubrificazione04
AAVerifica efficacia raschiaolioCICSM-03Raschiaolio03
TMVerifica ingrassaggio, rotture,
usura e corrosione CICSM-02Funi02
GGVerifica pressioni e tenuteCICSM-01Accumulatoriidraulici
01
Period.InterventoPoliticaSchedaDescrizione insieme/componente
N.Insiemi manutentivi
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
11
Diagnostica di macchina
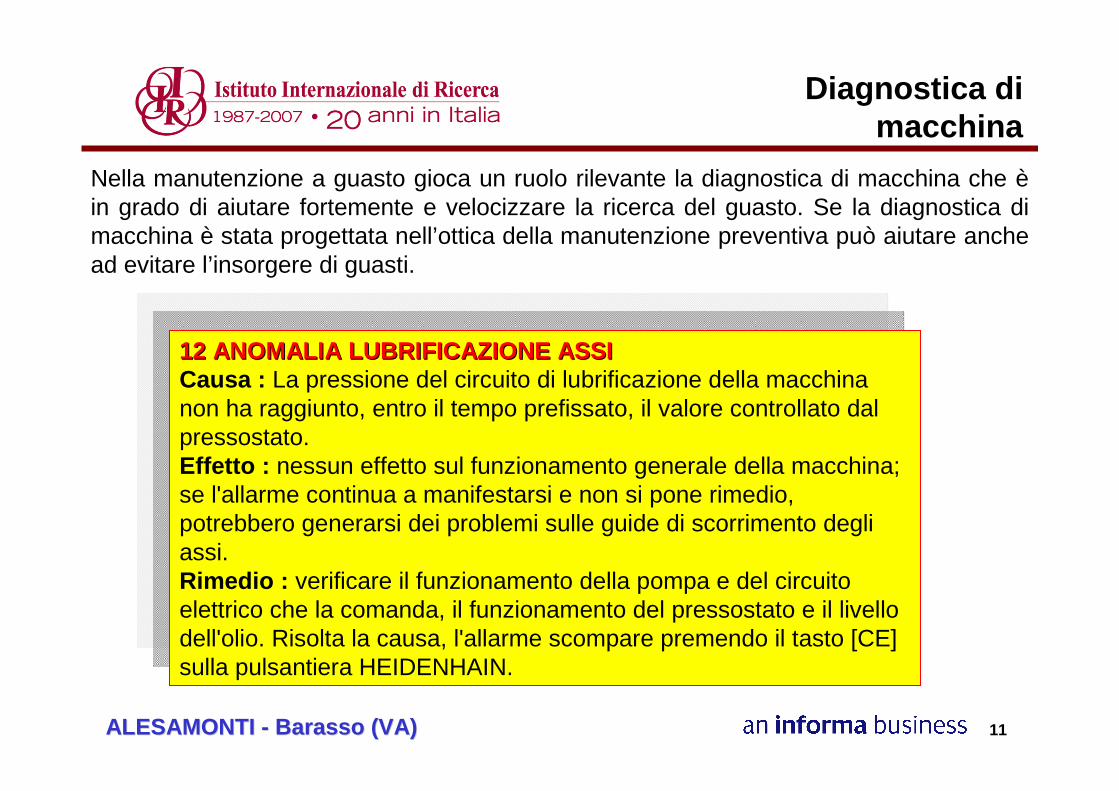
Nella manutenzione a guasto gioca un ruolo rilevante la diagnostica di macchina che èin grado di aiutare fortemente e velocizzare la ricerca del guasto. Se la diagnostica di macchina è stata progettata nell’ottica della manutenzione preventiva può aiutare anche ad evitare l’insorgere di guasti.
12 ANOMALIA LUBRIFICAZIONE ASSI12 ANOMALIA LUBRIFICAZIONE ASSICausa : La pressione del circuito di lubrificazione della macchina non ha raggiunto, entro il tempo prefissato, il valore controllato dal pressostato.Effetto : nessun effetto sul funzionamento generale della macchina; se l'allarme continua a manifestarsi e non si pone rimedio, potrebbero generarsi dei problemi sulle guide di scorrimento degli assi.Rimedio : verificare il funzionamento della pompa e del circuito elettrico che la comanda, il funzionamento del pressostato e il livello dell'olio. Risolta la causa, l'allarme scompare premendo il tasto [CE] sulla pulsantiera HEIDENHAIN.
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
12
Manutenzione preventiva:on condition
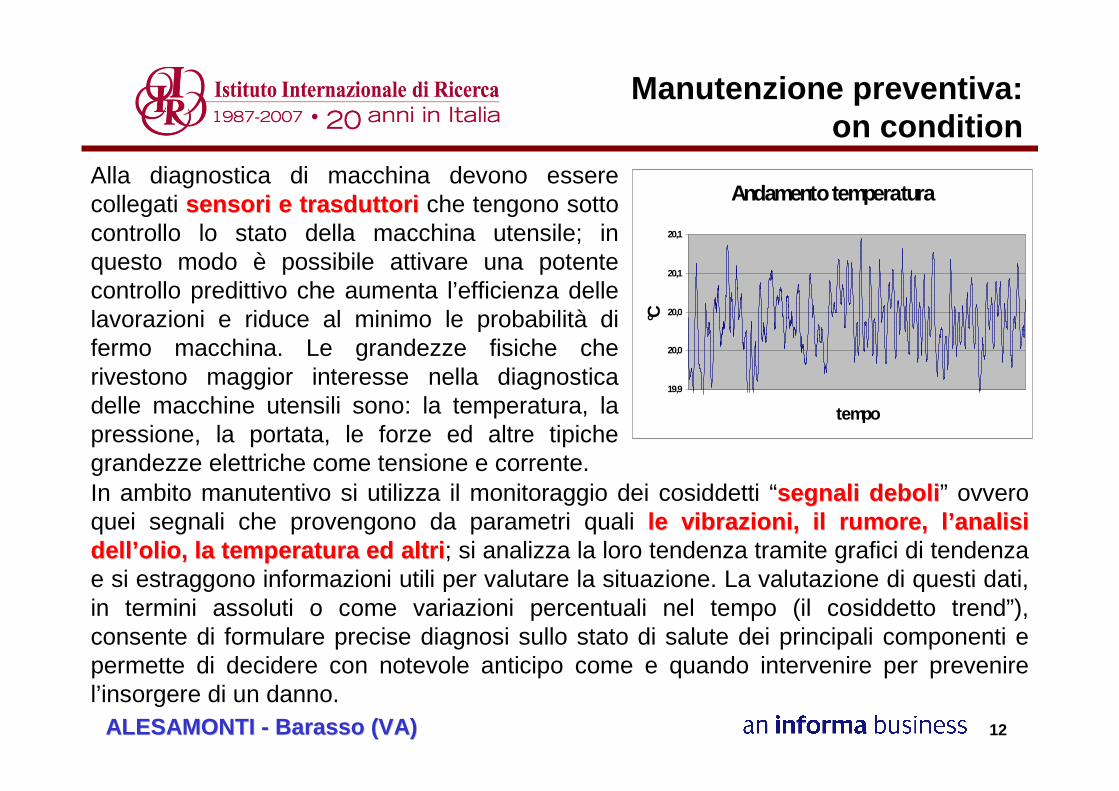
Alla diagnostica di macchina devono essere collegati sensori e trasduttorisensori e trasduttori che tengono sotto controllo lo stato della macchina utensile; in questo modo è possibile attivare una potente controllo predittivo che aumenta l’efficienza delle lavorazioni e riduce al minimo le probabilità di fermo macchina. Le grandezze fisiche che rivestono maggior interesse nella diagnostica delle macchine utensili sono: la temperatura, la pressione, la portata, le forze ed altre tipiche grandezze elettriche come tensione e corrente.In ambito manutentivo si utilizza il monitoraggio dei cosiddetti “segnali debolisegnali deboli ” ovvero quei segnali che provengono da parametri quali le vibrazioni, il rumore, lle vibrazioni, il rumore, l ’’analisi analisi delldell ’’olio, la temperatura ed altriolio, la temperatura ed altri ; si analizza la loro tendenza tramite grafici di tendenza e si estraggono informazioni utili per valutare la situazione. La valutazione di questi dati, in termini assoluti o come variazioni percentuali nel tempo (il cosiddetto trend”), consente di formulare precise diagnosi sullo stato di salute dei principali componenti e permette di decidere con notevole anticipo come e quando intervenire per prevenire l’insorgere di un danno.
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
Andamento temperatura
19,9
20,0
20,0
20,1
20,1
tempo
°C
13
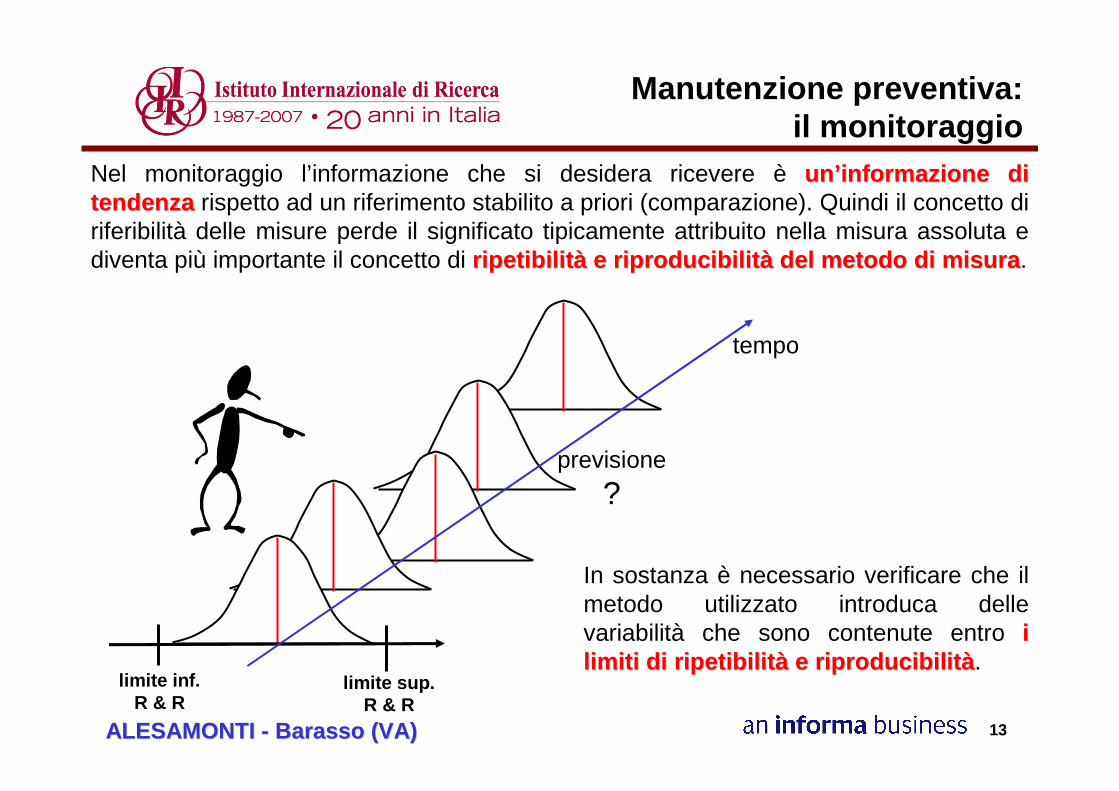
Nel monitoraggio l’informazione che si desidera ricevere è unun ’’ informazione di informazione di tendenzatendenza rispetto ad un riferimento stabilito a priori (comparazione). Quindi il concetto di riferibilità delle misure perde il significato tipicamente attribuito nella misura assoluta e diventa più importante il concetto di ripetibilitripetibilit àà e riproducibilite riproducibilit àà del metodo di misuradel metodo di misura .
Manutenzione preventiva:il monitoraggio
In sostanza è necessario verificare che il metodo utilizzato introduca delle variabilità che sono contenute entro i i limiti di ripetibilitlimiti di ripetibilit àà e riproducibilite riproducibilit àà.
limite inf.R & R
limite sup.R & R
tempo
previsione
?
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
14
Manutenzione preventiva:esempio di monitoraggio
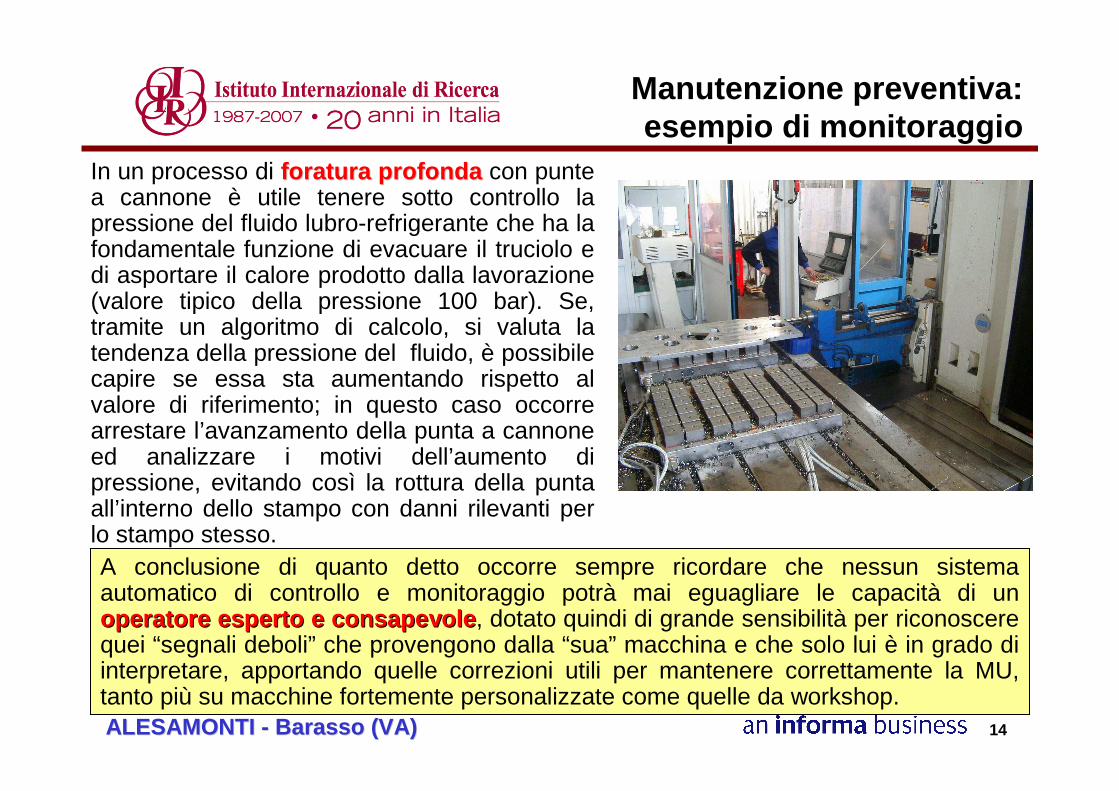
In un processo di foratura profondaforatura profonda con punte a cannone è utile tenere sotto controllo la pressione del fluido lubro-refrigerante che ha la fondamentale funzione di evacuare il truciolo e di asportare il calore prodotto dalla lavorazione (valore tipico della pressione 100 bar). Se, tramite un algoritmo di calcolo, si valuta la tendenza della pressione del fluido, è possibile capire se essa sta aumentando rispetto al valore di riferimento; in questo caso occorre arrestare l’avanzamento della punta a cannone ed analizzare i motivi dell’aumento di pressione, evitando così la rottura della punta all’interno dello stampo con danni rilevanti per lo stampo stesso.
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
A conclusione di quanto detto occorre sempre ricordare che nessun sistema automatico di controllo e monitoraggio potrà mai eguagliare le capacità di un operatore esperto e consapevoleoperatore esperto e consapevole , dotato quindi di grande sensibilità per riconoscere quei “segnali deboli” che provengono dalla “sua” macchina e che solo lui è in grado di interpretare, apportando quelle correzioni utili per mantenere correttamente la MU, tanto più su macchine fortemente personalizzate come quelle da workshop.
15
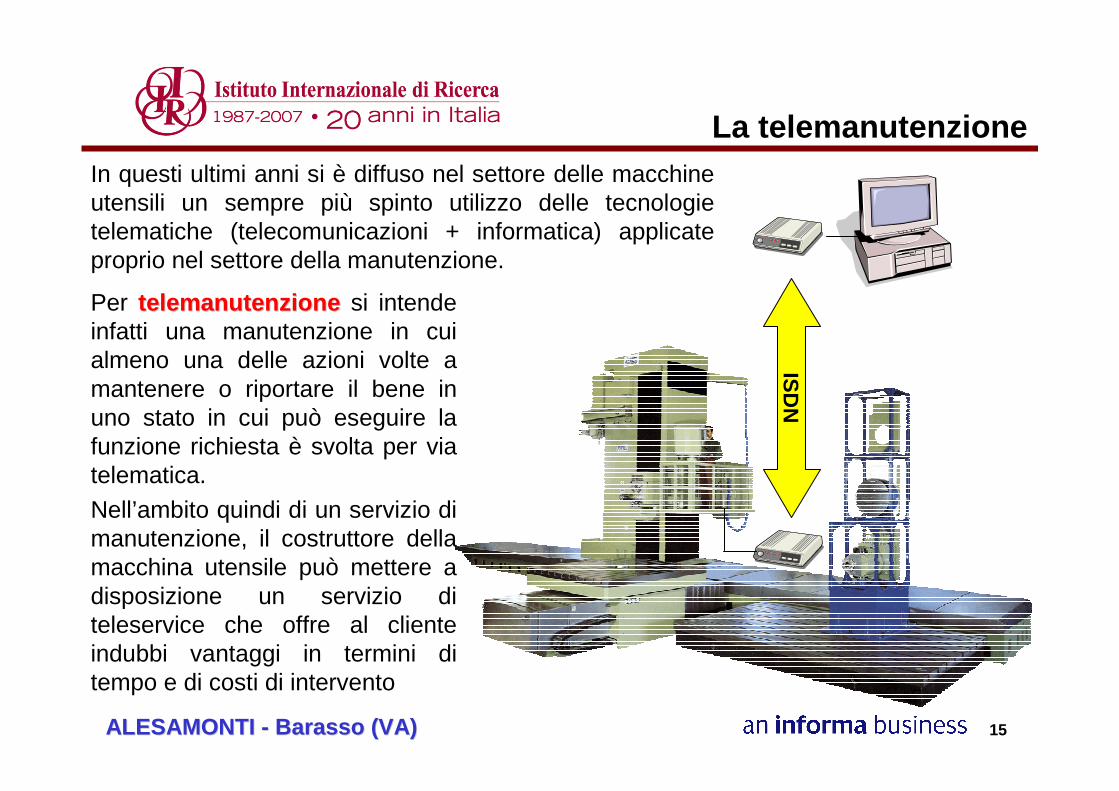
La telemanutenzione In questi ultimi anni si è diffuso nel settore delle macchine utensili un sempre più spinto utilizzo delle tecnologie telematiche (telecomunicazioni + informatica) applicate proprio nel settore della manutenzione.
Per telemanutenzione telemanutenzione si intende infatti una manutenzione in cui almeno una delle azioni volte a mantenere o riportare il bene in uno stato in cui può eseguire la funzione richiesta è svolta per via telematica.
Nell’ambito quindi di un servizio di manutenzione, il costruttore della macchina utensile può mettere a disposizione un servizio di teleservice che offre al cliente indubbi vantaggi in termini di tempo e di costi di intervento
ISD
N
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
16
La struttura del teleservice
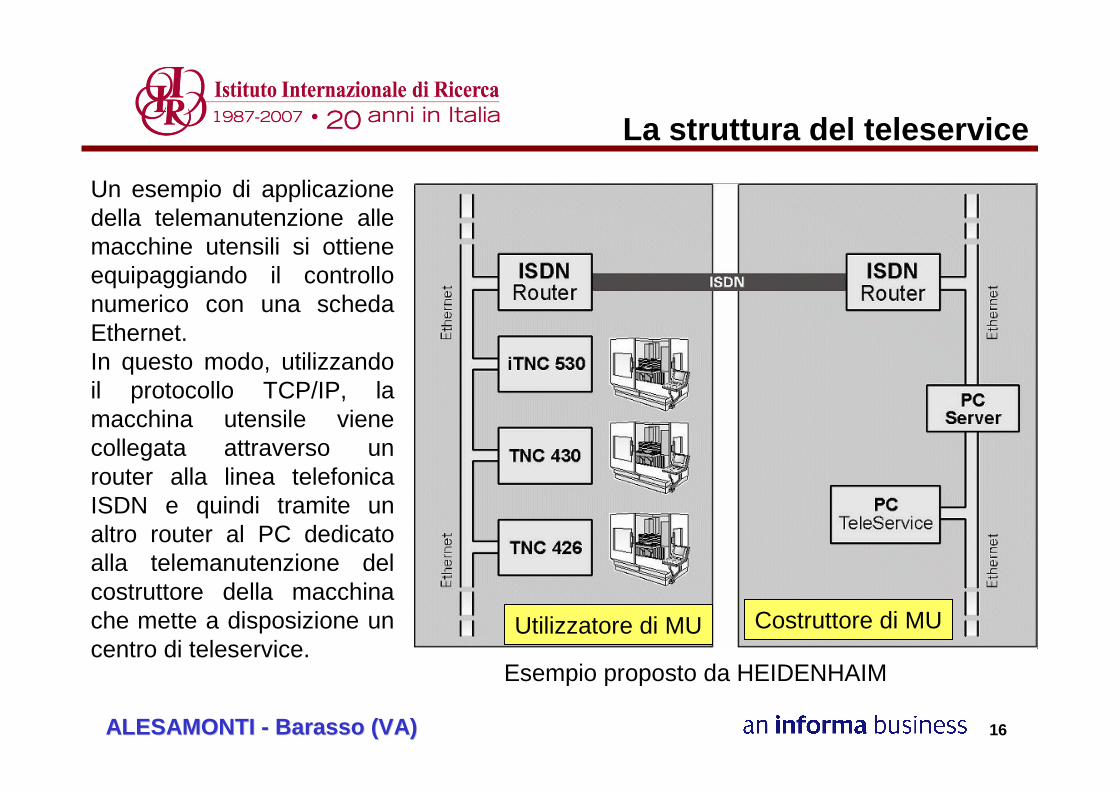
Un esempio di applicazione della telemanutenzione alle macchine utensili si ottiene equipaggiando il controllo numerico con una scheda Ethernet.In questo modo, utilizzando il protocollo TCP/IP, la macchina utensile viene collegata attraverso un router alla linea telefonica ISDN e quindi tramite un altro router al PC dedicato alla telemanutenzione del costruttore della macchina che mette a disposizione un centro di teleservice.
Esempio proposto da HEIDENHAIM
Utilizzatore di MU Costruttore di MU
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
17
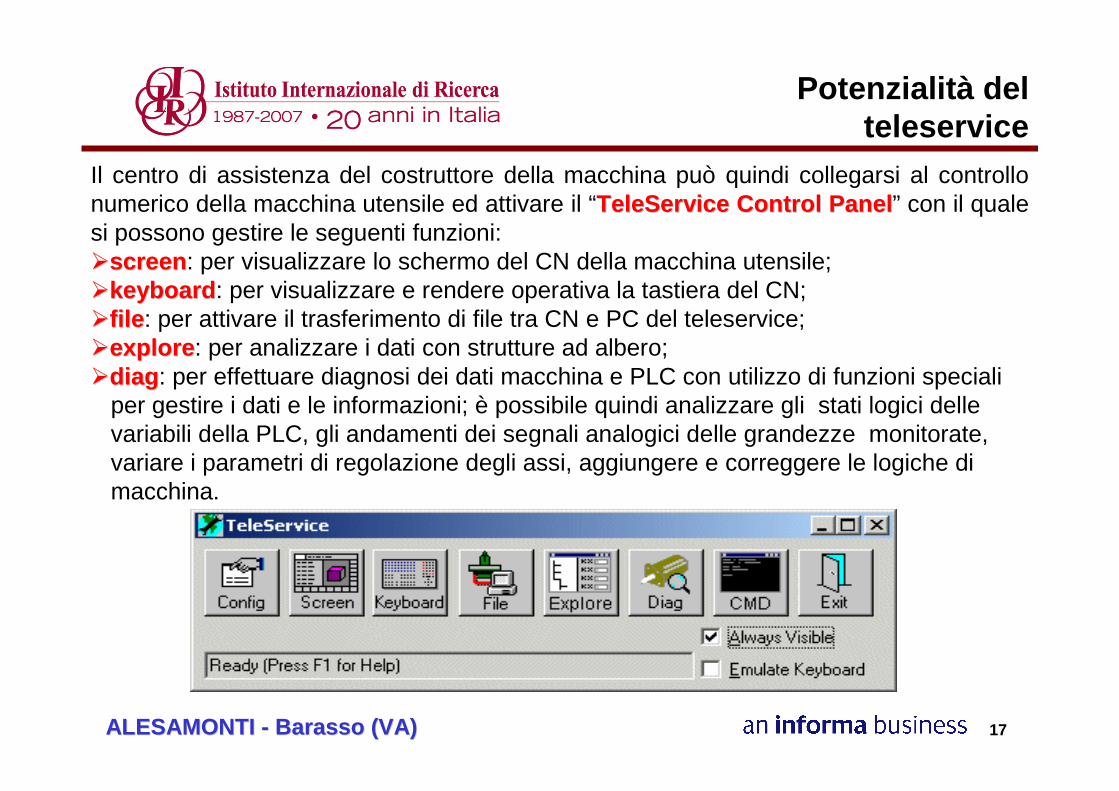
Potenzialità del teleservice
Il centro di assistenza del costruttore della macchina può quindi collegarsi al controllo numerico della macchina utensile ed attivare il “TeleServiceTeleService Control PanelControl Panel ” con il quale si possono gestire le seguenti funzioni:��screenscreen : per visualizzare lo schermo del CN della macchina utensile;��keyboardkeyboard : per visualizzare e rendere operativa la tastiera del CN;��filefile : per attivare il trasferimento di file tra CN e PC del teleservice;��exploreexplore : per analizzare i dati con strutture ad albero;��diagdiag : per effettuare diagnosi dei dati macchina e PLC con utilizzo di funzioni speciali
per gestire i dati e le informazioni; è possibile quindi analizzare gli stati logici delle variabili della PLC, gli andamenti dei segnali analogici delle grandezze monitorate, variare i parametri di regolazione degli assi, aggiungere e correggere le logiche di macchina.
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
18
Con il teleservice è possibile quindi:
� analizzareanalizzare in tempo reale i guasti di macchina utilizzando specialisti dei vari componenti e sistemi installati sulla macchina, creando un data base dei guasti e delle cause che li hanno determinati;
�� aggiornare i softwareaggiornare i software del controllo numerico, della PLC e degli azionamenti garantendo quindi un costante aggiornamento delle funzioni operative;
�� istruire il personaleistruire il personale a distanza illustrandogli nuove funzioni disponibili grazie all’aggiornamento dei software;
� attuare politiche di monitoraggiopolitiche di monitoraggio su funzioni e grandezze critiche della macchina ed avvisare il cliente quando un parametro presenta problemi;
� assistere il manutentore tradizionaleassistere il manutentore tradizionale presente in loco mettendogli a disposizione conoscenze e capacità specialistiche al di fuori della sua preparazione (ad esempio dopo la sostituzione di cuscinetti sul mandrino è necessario operare delle regolazioni molto sofisticate sulla regolazione digitale dell’azionamento mandrino per cui è richiesta una competenza specifica che il manutentore in loco non può avere);
�� ottimizzare i parametriottimizzare i parametri di regolazione della macchina in base all’uso variabile del cliente.
Potenzialità del teleservice
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
19
La strategia del cliente per la manutenzione delle sue MU
In relazione a quanto esposto, le strategie consigliate all’utilizzatore per la manutenzione di macchine per workshop sono le seguenti:
� limitare la manutenzione fatta internamente al primo livelloprimo livello(sostituzione di parti senza la necessità di regolazioni complesse);
� adottare i principi TPMprincipi TPM (Total Productive Maintenance) per migliorare la disponibilità delle macchine associata a regole di buon utilizzo e facendo fortemente leva sulle capacità di diagnosi e controllo dell’operatore
� ricorrere per i livelli superiori di manutenzione ad aziende specializzate o meglio al costruttore della macchina utensile, avendo cura di analizzare e specificare il livello di servizio richiesto (disponibilità richiesta per la macchina, tempo massimo di intervento su guasto, disponibilità di parti di ricambio) adottando tecnologie avanzate di manutenzione come il teleserviceteleservice .
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
20
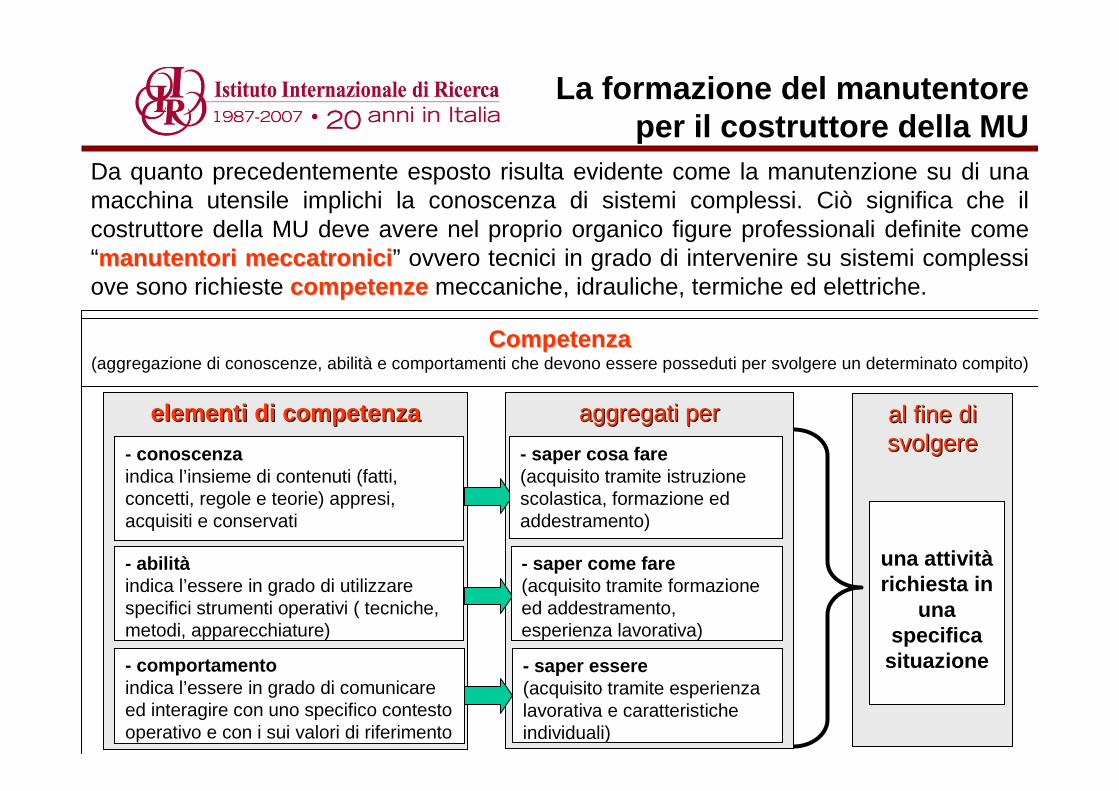
Da quanto precedentemente esposto risulta evidente come la manutenzione su di una macchina utensile implichi la conoscenza di sistemi complessi. Ciò significa che il costruttore della MU deve avere nel proprio organico figure professionali definite come “manutentori meccatronicimanutentori meccatronici ” ovvero tecnici in grado di intervenire su sistemi complessi ove sono richieste competenzecompetenze meccaniche, idrauliche, termiche ed elettriche.
elementi di competenzaelementi di competenza aggregati peraggregati per al fine di al fine di svolgeresvolgere- conoscenza
indica l’insieme di contenuti (fatti, concetti, regole e teorie) appresi, acquisiti e conservati
- abilitàindica l’essere in grado di utilizzare specifici strumenti operativi ( tecniche, metodi, apparecchiature)
- comportamentoindica l’essere in grado di comunicare ed interagire con uno specifico contesto operativo e con i sui valori di riferimento
- saper cosa fare(acquisito tramite istruzione scolastica, formazione ed addestramento)
- saper come fare(acquisito tramite formazione ed addestramento,esperienza lavorativa)
- saper essere(acquisito tramite esperienza lavorativa e caratteristiche individuali)
una attivitàrichiesta in
una specifica
situazione
CompetenzaCompetenza(aggregazione di conoscenze, abilità e comportamenti che devono essere posseduti per svolgere un determinato compito)
La formazione del manutentoreper il costruttore della MU
21
L’organizzazione aziendale deve quindi essere in grado di effettuare un’attenta analisi delle competenze dei propri manutentori; in altre parole diventa vitale per l’organizzazione individuare, mantenere e sviluppare cosa le persone sanno farecosa le persone sanno fare , come lo sanno farecome lo sanno fare e come sannocome sanno stare per garantirsi l’eccellenza nell’erogazione di servizi di qualità.
Quanto detto vale a maggior ragione se si opera in conformità ad un Sistema di Gestione per la Qualità: la gestione delle risorse umanela gestione delle risorse umane , richiesta dalle ISO 9000:2000, stabilisce che uno dei compiti principali del responsabile di un processo è il saper identificare e sviluppare le competenze inerenti i ruoli coinvolti nel processo.
Individuate le competenze necessarie occorre valutare se il personale che ricopre i vari ruoli è in possesso delle competenze richieste; la differenza tra le competenze richieste e le competenze possedute per ogni individuo determina il crearsi di:
� crediti formativicrediti formativi quando le competenze possedute ≥ delle competenze richieste;� debiti formatividebiti formativi quando le competenze possedute < delle competenze richieste.
I debiti formativi rappresentano l’informazione fondamentale per predisporre corretti percorsi formativi.
La gestione dellerisorse
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
22
Queste regole possono diventare la base per la qualificazione del personalequalificazione del personale definita come: “dimostrazione della conformità ai requisiti di competenzarequisiti di competenza, in termini di formazione, addestramento, esperienza e caratteristiche individuali, che rendono complessivamente idoneo, in relazione a ciascuno specifico livello di qualificazione, il personale addetto ad un determinato settore di attività”.
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
La formazione formazione e ll ’’addestramentoaddestramento (i due termini sono la traduzione del termine inglese “training”) sono i mezzi per assicurare al personale le necessarie competenze; la UNI ISO 10015:2001 fornisce infatti la seguente definizione di formazione: “processo che si occupa di sviluppare le conoscenze, le abilità e i comportamenti necessari a soddisfare i requisiti”.
La piccola e media impresa trova grande difficoltà a reperire servizi di formazione che siano in grado di rispondere ai suoi bisogni formativi e questo spesso è uno dei motivi per cui nelle aziende si fa poca formazione. L’offerta formativa disponibile è spesso molto generica ed orientata prevalentemente al trasferimento di conoscenzetrasferimento di conoscenze , trascurando le componenti di abilità e comportamento che sono fondamentali nei processi manutentivi.
La qualificazionedel personale
23
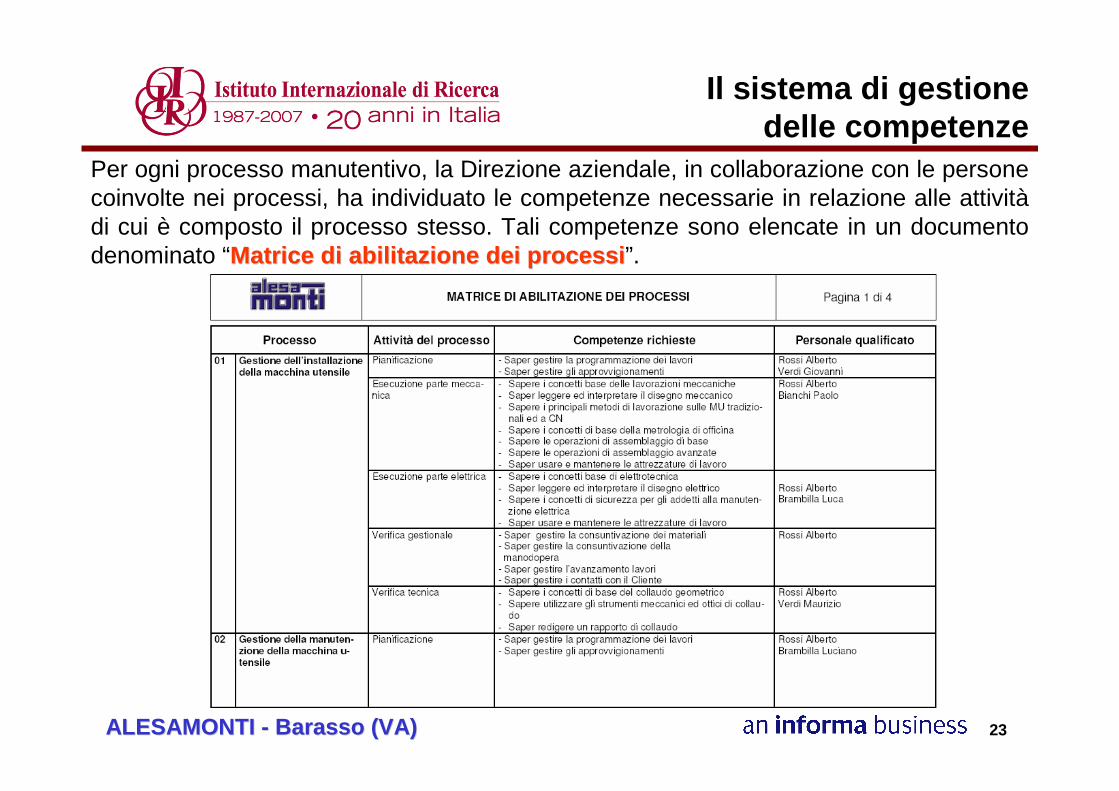
Per ogni processo manutentivo, la Direzione aziendale, in collaborazione con le persone coinvolte nei processi, ha individuato le competenze necessarie in relazione alle attivitàdi cui è composto il processo stesso. Tali competenze sono elencate in un documento denominato “Matrice di abilitazione dei processiMatrice di abilitazione dei processi ”.
Il sistema di gestionedelle competenze
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
24
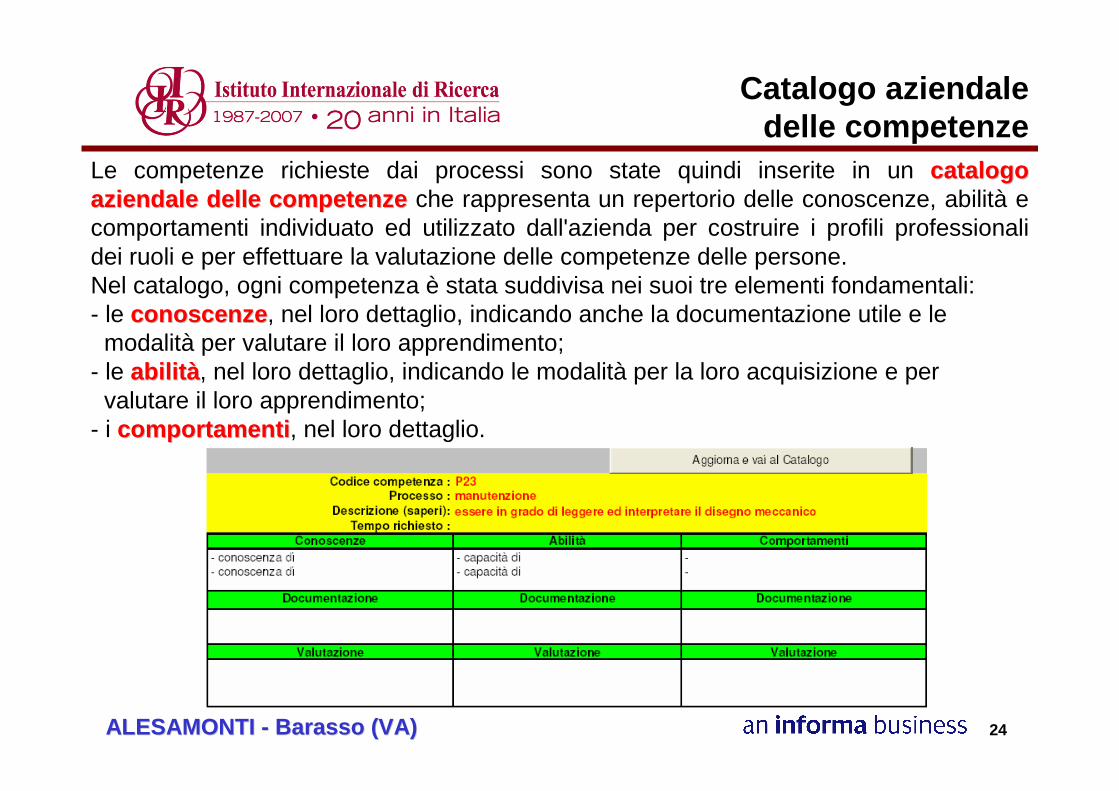
Le competenze richieste dai processi sono state quindi inserite in un catalogo catalogo aziendale delle competenzeaziendale delle competenze che rappresenta un repertorio delle conoscenze, abilità e comportamenti individuato ed utilizzato dall'azienda per costruire i profili professionali dei ruoli e per effettuare la valutazione delle competenze delle persone. Nel catalogo, ogni competenza è stata suddivisa nei suoi tre elementi fondamentali:- le conoscenzeconoscenze , nel loro dettaglio, indicando anche la documentazione utile e le
modalità per valutare il loro apprendimento;- le abilitabilit àà, nel loro dettaglio, indicando le modalità per la loro acquisizione e per
valutare il loro apprendimento;- i comportamenticomportamenti , nel loro dettaglio.
Catalogo aziendaledelle competenze
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
25
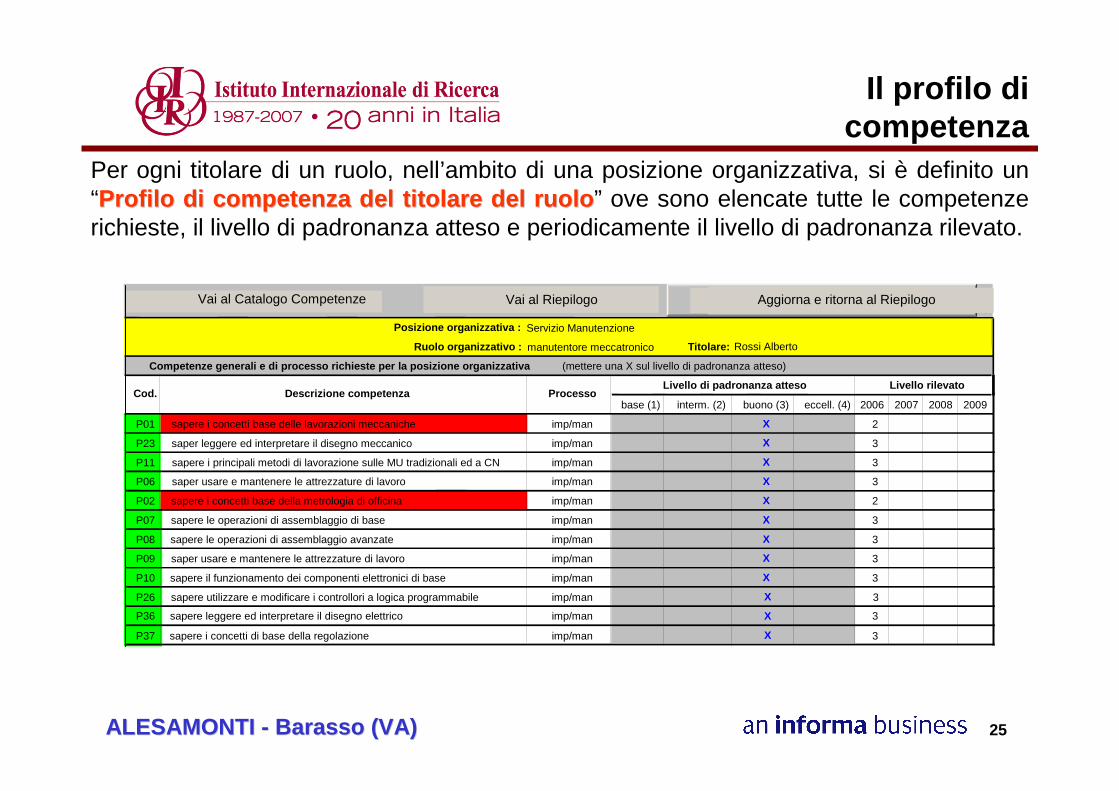
Il profilo di competenza
Posizione organizzativa :
Ruolo organizzativo : Titolare: Rossi Alberto
base (1) interm. (2) buono (3) eccell. (4) 2006 2007 2008 2009
P01 sapere i concetti base delle lavorazioni meccaniche imp/man X 2
P23 saper leggere ed interpretare il disegno meccanico imp/man X 3
P11 sapere i principali metodi di lavorazione sulle MU tradizionali ed a CN imp/man X 3
P06 saper usare e mantenere le attrezzature di lavoro imp/man X 3
P02 sapere i concetti base della metrologia di officina imp/man X 2
P07 sapere le operazioni di assemblaggio di base imp/man X 3
P08 sapere le operazioni di assemblaggio avanzate imp/man X 3
P09 saper usare e mantenere le attrezzature di lavoro imp/man X 3
P10 sapere il funzionamento dei componenti elettronici di base imp/man X 3
X 3
X 3
X 3
manutentore meccatronico
Servizio Manutenzione
Cod.Livello di padronanza atteso Livello rilevato
Competenze generali e di processo richieste per la posizione organizzativa (mettere una X sul livello di padronanza atteso)
Descrizione competenza Processo
Aggiorna e ritorna al RiepilogoVai al Catalogo Competenze Vai al Riepilogo
Per ogni titolare di un ruolo, nell’ambito di una posizione organizzativa, si è definito un “Profilo di competenza del titolare del ruoloProfilo di competenza del titolare del ruolo ” ove sono elencate tutte le competenze richieste, il livello di padronanza atteso e periodicamente il livello di padronanza rilevato.
P26 sapere utilizzare e modificare i controllori a logica programmabile imp/man
P36 sapere leggere ed interpretare il disegno elettrico imp/man
P37 sapere i concetti di base della regolazione imp/man
3
3
3
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
26
Il piano annualedi formazione
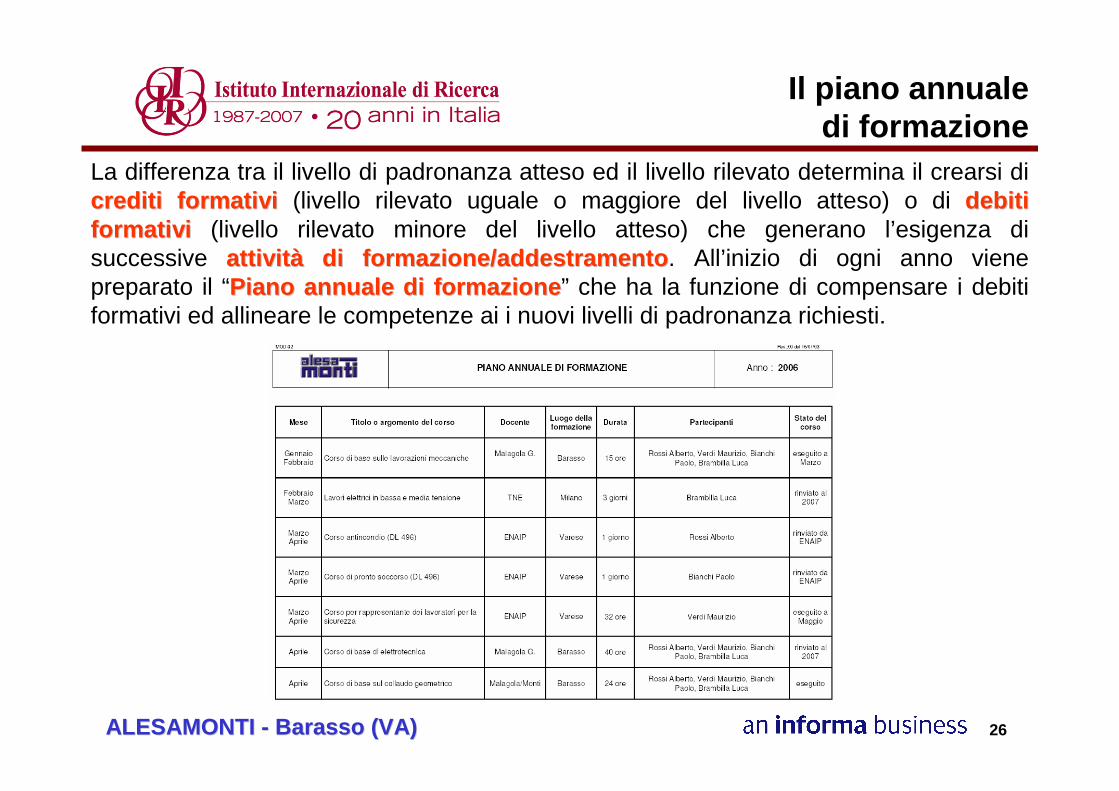
La differenza tra il livello di padronanza atteso ed il livello rilevato determina il crearsi di crediti formativicrediti formativi (livello rilevato uguale o maggiore del livello atteso) o di debiti debiti formativiformativi (livello rilevato minore del livello atteso) che generano l’esigenza di successive attivitattivit àà di formazione/addestramentodi formazione/addestramento . All’inizio di ogni anno viene preparato il “Piano annuale di formazionePiano annuale di formazione ” che ha la funzione di compensare i debiti formativi ed allineare le competenze ai i nuovi livelli di padronanza richiesti.
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
27
Il futuro della manutenzionedelle macchine utensili
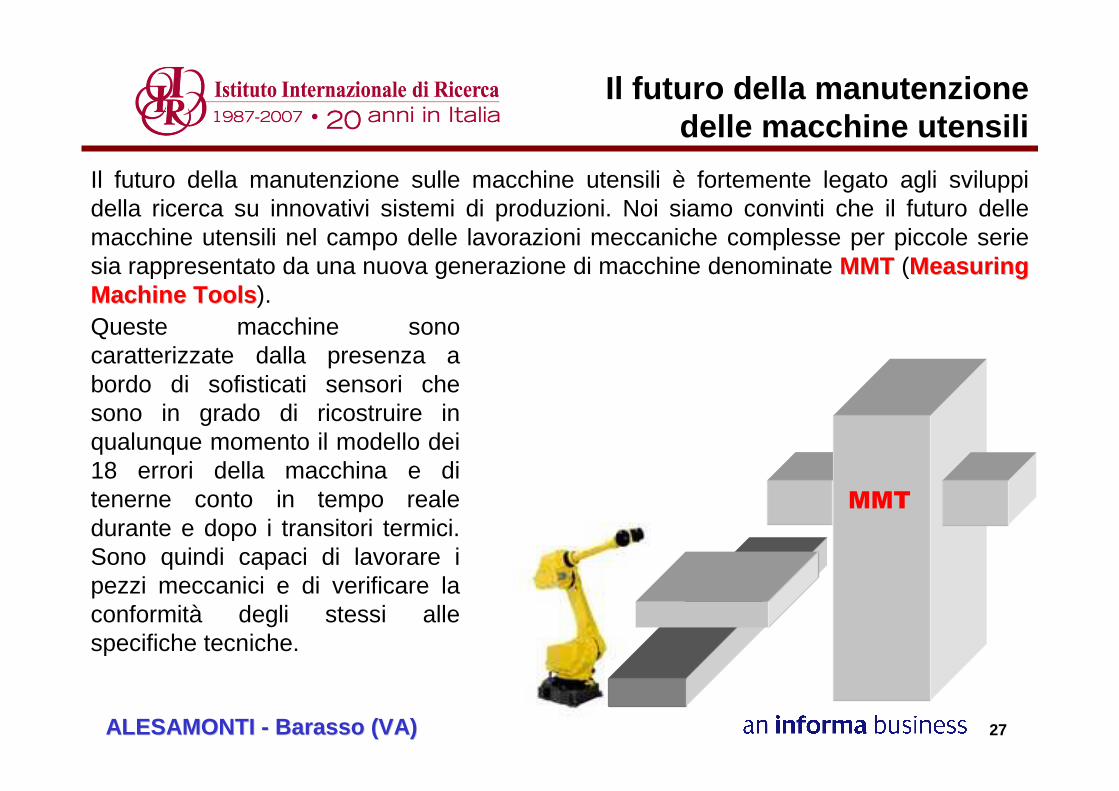
Il futuro della manutenzione sulle macchine utensili è fortemente legato agli sviluppi della ricerca su innovativi sistemi di produzioni. Noi siamo convinti che il futuro delle macchine utensili nel campo delle lavorazioni meccaniche complesse per piccole serie sia rappresentato da una nuova generazione di macchine denominate MMTMMT (MeasuringMeasuringMachine Machine ToolsTools).
MMT
Queste macchine sono caratterizzate dalla presenza a bordo di sofisticati sensori che sono in grado di ricostruire in qualunque momento il modello dei 18 errori della macchina e di tenerne conto in tempo reale durante e dopo i transitori termici. Sono quindi capaci di lavorare i pezzi meccanici e di verificare la conformità degli stessi alle specifiche tecniche.
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
28
Il futuro: la MMT
Grazie ai sofisticati sistemi metrologici di cui è dotata, la MMT è in grado di verificare tutte le sue prestazioni prima di iniziare le lavorazioni (check-up iniziale) e capire se la sua struttura meccanica (6 errori per ogni asse) è idonea a realizzare pezzi entro le tolleranze della macchina. In caso contrario attiva immediatamente la telemanutenzione e comunica i parametri che non rientrano negli errori massimi ammessi.
Il largo utilizzo sulla MMT di robot antropomorfi per il cambio dell’utensile e per la movimentazione dei pezzi consente l’impiego di sistemi di visione artificiale montati sul polso dei robot che facilitano la telemanutenzione consentendo di analizzare anche visivamente lo stato della macchina.La presenza a bordo della MMT di una rete di sensori per le grandezze termiche, finalizzati alla compensazione degli errori di macchina e quindi al miglioramento delle lavorazioni, consente di analizzare le tendenze delle grandezze fisiche critiche e proporre azioni preventive di manutenzione.La disponibilità in tempo reale di tutte queste informazioni sulle grandezze fisiche di interesse della macchina renderanno quindi, su questo tipo di macchine, molto piùrapida la ricerca dei guasti e la prevenzione degli stessi.
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
29
� G. Malagola, G. Morandi, “Qualificazione del personale di manutenzione nelle PMI specializzate”, Manutenzione, Tecnica e Management, Anno XIII, numero 9, Settembre 2006
� G. Malagola, G. Morandi, “Formazione e competenze. Percorsi di qualificazione del personale di manutenzione nella piccola/media impresa specializzata”, Congresso Nazionale di Manutenzione dell’AIMAN– Ancona, 06/2006
� G. Malagola, G. Morandi, “Esperienze di Facility Management”, Congresso Nazionale di Manutenzione dell’AIMAN– Ancona, 01/2006
� G. Malagola, “Le problematiche di misura in ambito manutentivo”, IV Congresso Nazionale Sistemi Manutentivi di Manutenzione – Firenze, 05/2005
� G. Malagola, “Introduzione di un sistema informativo in una piccola società di manutenzione”, Manutenzione, Tecnica e Management, Anno XI, numero 7/8, Luglio/Agosto 2004
� G. Malagola, A. Ponterio, “La metrologia dimensionale per l’industria meccanica”, Augusta Edizioni, Torino 2004 (www.metrologiadimensionale.it)
Bibliografia
ALESAMONTI ALESAMONTI -- Barasso (VA)Barasso (VA)
















![[Ingegneria - eBook] Grimaldi - Macchine Utensili a Controllo Numerico](https://img.dokumen.tips/doc/110x75/5571f82b49795991698ccde0/ingegneria-ebook-grimaldi-macchine-utensili-a-controllo-numerico.jpg)












