Embed Size (px)
Citation preview

Lehrstuhl für Fördertechnik Materialfluss Logistik
der Technischen Universität München
Konzept für den wirtschaftlichen Einsatz
modularer, wandelbarer Materialflusstechnik
am Beispiel Airline Catering
Jan Schmidt
Vollständiger Abdruck der von der Fakultät für Maschinenwesen
der Technischen Universität München zur Erlangung des akademischen
Grades eines
Doktor-Ingenieurs (Dr.-Ing.)
genehmigten Dissertation.
Vorsitzender: Univ.-Prof. Dr.-Ing. G. Reinhart
Prüfer der Dissertation:
1. Univ.-Prof. Dr.-Ing. W. A. Günthner
2. Univ.-Prof. Dr. M. ten Hompel,
Technische Universität Dortmund
Die Dissertation wurde am 14.01.2015 bei der Technischen Universität
München eingereicht und durch die Fakultät für Maschinenwesen am
22.06.2015 angenommen.

Herausgegeben von: Univ.-Prof. Dr.-Ing. Willibald A. Günthner fml – Lehrstuhl für Fördertechnik Materialfluss Logistik Technische Universität München Zugleich: Dissertation, München, TU München, 2015 Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere die der Übersetzung, des Nachdrucks, der Entnahme von Abbildungen, der Wiedergabe auf fotomechanischem oder ähnlichem Wege und der Speicherung in Datenverarbeitungsanlagen bleiben - auch bei nur auszugsweiser Verwendung – bleiben dem Autor vorbehalten. Layout und Satz: Jan Schmidt Copyright © Jan Schmidt 2016 ISBN: 978-3-941702-63-9 Printed in Germany 2016
Danksagung
Die vorliegende Arbeit wurde während meiner Tätigkeit als Berater und Mitarbeiter
der i+o Industrieplanung und Organisation GmbH & Co. KG Heidelberg begonnen
und zu großen Teilen in dieser Zeit erstellt. Deren Geschäftsführer Herr Dipl. Wi.-Ing.
Harald J. Geitz schuf die zeitlichen Voraussetzungen und stellte auch den Kontakt
zum Lehrstuhl für Fördertechnik Materialfluss Logistik (fml) und Herrn Prof. Wilibald
Günthner an der TU München her. Hierfür spreche ich ihm und der i+o meinen
herzlichen Dank aus.
Mit Herrn Prof. Günthner fand ich einen Doktorvater, der die Bereitschaft aufbrachte,
mich als externen Doktoranden zu betreuen und somit die akademischen
Grundvoraussetzungen an der Universität für mich schuf. Hierfür gilt ihm mein ganz
besonderer Dank. Insbesondere bedanke ich mich in diesem Zusammenhang für das
Verständnis, dass mir für die Verlängerung meines Zeitplans zur Erstellung und die
Änderung der Rahmenbedingungen entgegengebracht wurde, die mit meinem
Wechsel zur Salzgitter Flachstahl GmbH in 2009 einhergingen.
Mit Herrn Dr. Kuzmany und Herrn Dr. Chisu fand ich am fml Ansprechpartner zum
gedanklichen Austausch im Forschungsfeld „Wandelbare, dezentral gesteuerte,
modulare Materialflusstechnik“, die sehr wichtig für mich waren. Ohne sie wäre der
Zugang zum Forschungsprojekt „Internet der Dinge“ bzw. dem BMBF
Rahmenkonzept „Forschung für die Produktion von morgen“ (02PB3073) nicht
möglich gewesen. Ihnen gilt mein Dank.
Meinen Eltern danke ich für die mir gegebenen Möglichkeiten der Ausbildung und die
sonstigen Voraussetzungen. Meiner Frau Janna sei Dank für Ihre Geduld, mit der sie
es über sich ergehen ließ, dass viele Stunden der gemeinsamen Freizeit für diese
Arbeit geopfert wurden und die aufmunternden Worte in den auch bei mir nicht
ausgebliebenen Tiefphasen.
Braunschweig, im November 2014 Jan Schmidt


I
Kurzzusammenfassung
Moderne, wettbewerbsfähige Betriebe müssen in den meisten Fällen ein hohes Maß
an Flexibilität aufweisen, um auch auf nicht geplante Veränderungen der
Produktionsstruktur vorbereitet zu sein. Die Darstellung einer geeigneten
Bewertungsmethodik zur Entscheidungsfindung, ob wandelbare Strukturen
wirtschaftlich und technisch vorteilhaft sind oder aber herkömmliche nur begrenzt
flexible Strukturen und insbesondere deren Materialflusstechniksysteme vorzuziehen
sind, wird exemplarisch an der Branche Airline Catering Industrie untersucht. Hierzu
wird eine Analyse dieser Dienstleistungsbranche durchgeführt und deren
Besonderheiten und daraus resultierende Anforderungen exemplarisch
herausgearbeitet. Die angewendete Vorgehensweise ist geeignet, um sie für andere
Branchen in vergleichbaren Analysen aber auch für Einzelprojekte mit den
projektspezifischen Experten und Entscheidungsträgern anzuwenden.
Darüber hinaus wird gezeigt, dass mit der Airline Catering Branche häufig
Rahmenbedingungen vorliegen, unter denen der Einsatz wandelbarer, modularer,
dezentral gesteuerte Materialflusstechnikanlagen empfehlenswert ist und die
Wirtschaftlichkeit anfänglicher Mehrinvestitionen direkt nachgewiesen werden kann.
Die weitere Durchführung von Entwicklungsaktivitäten zur serienreifen Produktion
von Materialflusstechniksystemen nach dem Konzept „Internet der Dinge“ [Günt-10]
empfiehlt sich nach den Ergebnissen dieser exemplarischen Branchenanalyse.
Aufgrund der Erkenntnisse liegt es nahe, dass sich diese Ergebnisse auch auf
andere Branchen übertragen lassen.
Um die Analysemethodik zu erarbeiten und später anzuwenden, werden zunächst
die Grundlagen zu Flexibilität, Wandelbarkeit und wandlungsfähigen Fabriken und
insb. Materialflusstechnik erläutert. Für quantitative Investitionsbewertungsverfahren
und qualitative Methoden wird der Stand der Forschung und Praxis beschrieben
sowie die Forschungsmethodik von Experteninterviews in Anlehnung an die
Sozialforschung. Daraus wird eine Bewertungsmethodik aus drei Modulen erarbeitet
und angewendet. Auf die Besonderheiten von Dienstleistungsbetrieben, zu denen
Airline Catering Anbieter zählen, wird im Vergleich zu reinen Produktionsbetrieben
eingegangen und dazu die Airline Catering Prozesse dargestellt. Diese Darstellung
beinhaltet auch die Erläuterung der in Airline Catering Großbetrieben praktisch
durchgängig verbreiteten Elektrohängebahnen (EHB).

II
Es wurden 30 standardisierte Experteninterviews im internationalen Airline Catering
Umfeld durchgeführt, dokumentiert und analysiert, um hieraus eine Basis für die
Szenariendefinition und deren anschließende Analyse zu gewinnen. Auf Basis eines
in den letzten Jahren realisierten Objekts wurden 8 x 2 Wandlungsszenarien
analysiert und die Erkenntnis gewonnen, dass bei dem dargestellten Konzept für
wandelbare Produktionsstrukturen und Elektrohängebahnen im Airline Catering auf
Basis des Konzepts „Internet der Dinge“ sowie weiterer baulicher und mechanischer
Vorkehrungen zur Erreichung der Wandelbarkeit eine Wirtschaftlichkeit und
technische Vorteile gegeben sind, falls es im Lebenszyklus des Objekts zu mittleren
bis größeren Wandlungsfällen kommt. Bei lediglich geringfügigen Wandlungsfällen ist
keine Wirtschaftlichkeit gegeben.
Mit der erarbeiteten Bewertungsmethodik und deren exemplarischer Anwendung und
Risikoanalyse für Fälle aus dem Airline Catering steht eine Methode sowohl für
konkrete zukünftige Planungsprojekte als auch für die Analyse weiterer Branchen,
verbunden mit Experteninterviews, bereit.
Für das Airline Catering im Speziellen hat sich gezeigt, dass regelmäßig gravierende
Änderungen von Geschäftsmodellen, Fertigungstiefen, Kundenstrukturen und
Kundenanforderungen vorliegen, die u.a. so beschrieben werden: „Every 5 years the
whole thing changes – but nobody knows exactly when and how“. In der Konsequenz
stellen wandelbare EHB für große Airline Catering Betriebe an internationalen Hub-
Flughäfen eine gute Option dar, um hierfür gewappnet zu sein und so auch die
langfristige Wettbewerbsfähigkeit sicherzustellen.
III
Summary
Modern and competitive factories have to be highly flexible to be prepared for
unexpected changes of their production structure. A method to evaluate if
changeable or conventional concepts and structures with low flexibility and especially
the used conveyor systems are advantageous regarding economical and technical
aspects is approved as an example for the airline catering industry branch.
Based on an analysis of this service industry and their characteristics the special
demands and necessities are described as an example for such analysis. The shown
approach is useful for further analysis of other branches as well as for future planning
projects of production/service facilities where the project specialists and managers
would take the role of the interviewed experts.
Furthermore with this study it is shown that for the airline catering industry in several
cases circumstances are given where the higher initial investment for changeable,
modular and with decentralised IT equipped conveyor systems is useful and should
be preferred regarding economical evaluations.
Following the results of this example analysis of one branch the research and
development activities to develop conveyor systems as described with the concept
“Internet der Dinge” (Internet of objects) should be continued. Most probably the
received results are portable to other branches and similar effects are expected.
To develop the analysis method and to make use of it afterwards the basics of
flexibility, changeability, changeable factories and especially conveyor systems are
described. The state of the art for quantitative and qualitative investments evaluation
methods is described. For the interviews of experts research techniques as used in
social sciences are presented. By these elements an evaluation method is designed
which includes three modules. Because of the specific characteristics of service
industries like airline catering it is useful to point out the differences in comparison to
pure production facilities and to explain the primary process in airline catering.
30 standardised guided interviews were conducted with experts of the airline catering
branch and their equipment suppliers. With the documentation and analysis of these
interviews a basis for the scenario definition and analysis was achieved. The starting
point for the scenario analysis was given by an existing catering facility that is one of
the most modern facilities and realised within the last years. Eight times two

IV
scenarios of changes were analysed with the result that the explained concept for
changeable production facilities and their monorail systems based on the “Internet
der Dinge” concept and further improvements to mechanical components and
construction with the aim of flexibility are reasonable – regarding economical and
technical aspects – if within the lifecycle of the object medium or major changes
occur. In case of only minor changes the economical advantage does not exist which
means that an additional investment at the initial construction of the object to receive
higher flexibility cannot be recommended.
With the developed evaluation method, the exemplary use of it and the risk analysis
for scenarios of airline catering facilities a method is given that can be used on one
hand for further specific planning projects and on the other hand for further analysis
of branches in combination with further guided interviews of experts.
For the airline catering industry the conclusion is that regular changes have to be
expected e.g. modifications of business models, in-house production depth, customer
portfolio and requirements. By the experts statements were given like “Every five
years the whole thing changes – but nobody knows exactly when and how”.
The conclusion is that changeable monorail systems for major airline catering
facilities at international airport-hubs are a good option to be prepared for these
changes and to improve their competitiveness.

Inhaltsverzeichnis
V
Inhaltsverzeichnis
Kurzzusammenfassung ............................... .............................................................. I
Summary ........................................... ........................................................................ III
Inhaltsverzeichnis ................................ .................................................................... V
Abbildungsverzeichnis ............................. .............................................................. IX
Tabellenverzeichnis ............................... ............................................................... XIII
Abkürzungsverzeichnis ............................. ........................................................... XIV
1 Einleitung ........................................ ................................................................ 1
1.1 Ausgangssituation und Motivation .................................................................... 1
1.2 Zielsetzung der Arbeit ....................................................................................... 4
1.3 Spezifizierung des Untersuchungsbereichs ...................................................... 6
1.3.1 Begriffsdefinitionen ...................................................................................................................... 6
1.3.2 Eingrenzung des Betrachtungsbereichs ..................................................................................... 8
1.4 Aufbau der Arbeit ............................................................................................ 12
2 Grundlagen ........................................ ........................................................... 16
2.1 Wandelbarkeit ................................................................................................. 16
2.1.1 Begriffliche Abgrenzung ............................................................................................................16
2.1.2 Flexibilität ..................................................................................................................................16
2.1.3 Reaktionsfähigkeit .....................................................................................................................18
2.1.4 Wandlungsfähigkeit und Wandelbarkeit ....................................................................................18
2.1.5 Wandelbare Fabriken ................................................................................................................21
2.1.6 Wandelbarkeit von Materialflusssystemen/Fördertechnik ........................................................25
2.1.7 Bewertungsansätze für die Wandelbarkeit ...............................................................................29
2.2 Bewertungsverfahren für Investitionen ........................................................... 34
2.2.1 Statische Verfahren der Investitionsrechnung ..........................................................................35
2.2.2 Dynamische Verfahren der Investitionsrechnung .....................................................................37
2.2.3 Lebenszykluskostenrechnung ...................................................................................................38
2.2.4 Investitionsrechnung bei unsicheren Erwartungen ...................................................................42
2.3 Nutzwertanalyse – Paarweiser Präferenzvergleich ........................................ 53
2.4 Experteninterviews - Forschungsmethodik ..................................................... 57
2.5 Dienstleistung ................................................................................................. 61
3 Stand der Erkenntnisse – wandelbare, modulare Mater ialflusstechnik... 73
3.1 Vorauswahl von Materialflusssystemen .......................................................... 75
3.1.1 Fahrerlose Transportsysteme ...................................................................................................77

VI
3.1.2 Elektrohängebahnen .................................................................................................................78
3.1.3 Hängekran .................................................................................................................................79
3.1.4 Kombination Elektrohängebahn und Hängekran ......................................................................80
3.2 Stand der Forschung und Entwicklung ........................................................... 81
3.2.1 Defizite herkömmlicher Materialflusssteuerungen ....................................................................81
3.2.2 Steuerungs- und Automatisierungstechnik – „Internet der Dinge“ ............................................86
3.2.3 Abwicklung eines Transportauftrags in einer nach dem Konzept „Internet der Dinge“
aufgebauten EHB ......................................................................................................................93
4 Airline Catering .................................. ........................................................... 98
4.1 Funktionen und Zielsetzung des In-flight Caterings ........................................ 98
4.1.1 Aufgabe des Caterings ..............................................................................................................98
4.1.2 Historische Entwicklung des In-flight Caterings ......................................................................101
4.1.3 Darstellung der Marktbeteiligten im Airline Catering ...............................................................106
4.2 Globale Struktur im Airline Catering ............................................................. 111
4.2.1 Art des Flughafens, an dem der Cateringbetrieb sich befindet ...............................................111
4.2.2 Globale Region/Kontinent – Standort des Airline Catering Betriebes.....................................112
4.2.3 Saisonalität und Schwankungen in der Nachfrage .................................................................114
4.2.4 Kostenstruktur von Flugreisen und Catering Dienstleistungen ...............................................116
4.3 Prozesse und Technologien in Airline Catering Betrieben ............................ 117
4.3.1 Erläuterung der Hauptprozesse anhand eines exemplarischen Airline Catering Betriebes ...118
4.3.2 Produktionstechnologien .........................................................................................................122
4.3.3 Materialfluss- und Lagersysteme in den Gebäuden ...............................................................125
4.3.3.1 Eingesetzte Systeme und deren Charakteristika ................................................................................... 125
4.3.3.2 EHB des als Referenz verwendeten Objekts ......................................................................................... 130
4.3.4 PPS-Systeme und Steuerungskonzept in herkömmlichen Airline Catering Betrieben ...........132
4.3.5 Sicherheitstechnologien im Airline Catering ...........................................................................134
5 Experteninterviews – Methodik und Ergebnisse ...... ............................... 135
5.1 Vorgehensweise ........................................................................................... 135
5.2 Analyse ......................................................................................................... 138
5.2.1 Einschätzungen zur Automatisierung des Trolley –Transports in Airline Catering Betrieben 138
5.2.2 Status und Trends im Airline Catering ....................................................................................139
5.2.2.1 Zielsetzung bei der Verpflegung ............................................................................................................ 139
5.2.2.2 Organisatorische Zugehörigkeit – Kundenstruktur und Größe ............................................................... 144
5.2.2.3 Zeitliche Einordnung von Entwicklungen der letzten Jahrzehnte ........................................................... 147
5.2.2.4 Effizienzsteigerung – LEAN-Konzepte ................................................................................................... 147
5.2.2.5 Effizienzsteigerung – Energiebedarf reduzieren und Umweltschutz ...................................................... 149
5.2.2.6 Reaktionsfähigkeit auf Änderungen von Kundenaufträgen und temporäre Schwankungen .................. 151
5.2.2.7 Know-how und Ausbildungshintergrund des Personals ......................................................................... 153
5.2.2.8 Anlagenauslegung/Anlagenkonzepte ..................................................................................................... 154
5.2.2.9 Betreibermodelle .................................................................................................................................... 155
5.2.2.10 Ausweitung des Kundenportfolios .......................................................................................................... 156

VII
5.2.2.11 Ladungsträger ........................................................................................................................................ 156
5.2.2.12 Service Level ......................................................................................................................................... 158
5.2.2.13 Architektur Steuerungssysteme ............................................................................................................. 159
5.2.3 Erfahrungen mit dem Wandel von Anlagen bzw. veränderten Anforderungen ......................160
5.2.3.1 Layoutflexibilität ..................................................................................................................................... 160
5.2.3.2 Bewertung der Konstruktionsalternativen für EHB-Aufhängungen......................................................... 161
5.2.3.3 Veränderte Qualitäts-, Sicherheits- und sonstige Anforderungen sowie Recycling ............................... 162
5.2.4 Wahrscheinlichkeit von Wandlungen ......................................................................................163
5.2.4.1 Erweiterung von Anlagen – Beeinträchtigung bei Umbau und Lieferdauer ............................................ 165
5.2.4.2 Wandlungswahrscheinlichkeiten für Auftragsstruktur und Mengengerüst .............................................. 166
5.2.5 Bewertung der heutigen Wandlungsfähigkeit von Catering Anlagen......................................167
5.2.5.1 Planung .................................................................................................................................................. 168
5.2.5.2 Stabilität/Reaktionsfähigkeit auf Ausfälle ............................................................................................... 170
5.2.5.3 Erweiterbarkeit ....................................................................................................................................... 170
5.2.5.4 Standardisierung EHB als Voraussetzung für Wandlungsfähigkeit ........................................................ 171
5.2.5.5 Steuerung und Kommunikation .............................................................................................................. 171
5.2.5.6 Gebäude ................................................................................................................................................ 172
5.2.5.7 Alternative Nutzung des Gebäudes ....................................................................................................... 174
5.3 Ergebnisinterpretation – Fazit für die Formulierung der Szenarien ............... 174
6 Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline
Catering“ ......................................... ............................................................ 177
6.1 Erfüllung der Wandelbarkeitskriterien ........................................................... 177
6.2 Technische Anforderungen an eine wandelbare Elektrohängebahn ............ 179
6.2.1 Mechanische Anforderungen ..................................................................................................179
6.2.2 Steuerungs- und Kommunikationstechnik ..............................................................................186
6.2.3 Energietechnik.........................................................................................................................197
6.2.4 Bauwerk ..................................................................................................................................199
6.2.4.1 Anforderungen ....................................................................................................................................... 199
6.2.4.2 Lastaufnahme ........................................................................................................................................ 200
6.2.4.3 Befestigung mittels Rohrhülsen ............................................................................................................. 202
6.2.4.4 Befestigung mittels Halfenschienen ....................................................................................................... 204
6.2.4.5 Aufständerung........................................................................................................................................ 205
6.2.4.6 Gruben ................................................................................................................................................... 206
7 Umsetzung Szenariobewertung ....................... ......................................... 209
7.1 Erläuterung der ausgewählten Methode ....................................................... 209
7.2 Szenariendefinition ....................................................................................... 213
7.2.1 Basis für Szenarien .................................................................................................................213
7.2.2 Beschreibung der definierten Szenarien .................................................................................216
7.3 Bewertungsergebnisse Szenarien ................................................................ 219
7.3.1 Investitionsvergleich ................................................................................................................219
7.3.1.1 Gebäude: EHB-Aufhängung .................................................................................................................. 220
7.3.1.2 Gebäude: EHB-Gruben für Aufgabe- und Abnahmestationen ............................................................... 224

VIII
7.3.1.3 Mechanik und Steuerung ....................................................................................................................... 225
7.3.1.4 Gesamt-Vergleich Investitionen ............................................................................................................. 227
7.3.2 Kapitalwertbetrachtung – NPV ................................................................................................228
7.3.3 Sensitivitätsanalyse – Risikobetrachtung variierender Cash-Flow Beträge ...........................233
7.3.4 Risikobetrachtung – Monte Carlo Simulation variierender Cash-Flow Beträge ......................235
7.3.5 Risikobetrachtung – Monte-Carlo-Simulation variierender Cash-Flow Zeitpunkte .................239
7.3.6 Nutzwertanalyse – Paarweiser Präferenzvergleich ................................................................243
7.3.7 Zusammenfassung Szenarienbewertung ...............................................................................248
8 Zusammenfassung und Ausblick ...................... ....................................... 251
9 Literaturverzeichnis............................... ..................................................... 255
Anhang ............................................ ....................................................................... 270
Gesprächsleitfaden/Questionnaire (deutsche Version) [i+o-09b] ............................ 270
Exemplarische Szenariobewertung: Modul 1 – Wirtschaftlichkeitsbetrachtung
(Szenario 3.2 - wandelbar) in Auszügen .................................................................. 273
Exemplarische Darstellung: Modul 2 – Risikoanalyse (Szenario 3.2 – wandelbar) in
Auszügen................................................................................................................. 286
Exemplarische Darstellung: Modul 3 - Nutzwertanalyse .......................................... 287
Herleitung Investitionen Feldausführung für EHB-Aufhängung [i+o-06b] ................ 290
Struktur und Kommunikation EHB-Weiche (Skizze + UML-Sequenzdiagramm) ..... 292
Annahmen Kostenunterschied herkömmliche vs. wandelbare EHB ........................ 293
Auszug Projektunterlage i+o: Transportmatrix und Vergleich Transportsysteme .... 294

Abbildungsverzeichnis
IX
Abbildungsverzeichnis
Abbildung 1-1: Entwicklung des Passagieraufkommens in Deutschland (Der
Flughafenverband ADV, Dezember 2008) .............................................. 1
Abbildung 1-2: Herausforderungen im Wettbewerbsumfeld (in Anlehnung an [Müll-
07]) ......................................................................................................... 2
Abbildung 1-3: Ebenenmodell der Produktion (in Anlehnung an Westkämper et al.
2009, Wiendahl et al. 2007, Nyhuis et al. 2005) ................................... 10
Abbildung 1-4: Projektphasen in Fabrik- und Logistikplanungsprojekten (in
Anlehnung an i+o und [Kett-84]) ........................................................... 12
Abbildung 1-5: Aufbau der Arbeit ............................................................................... 13
Abbildung 2-1: Stufen der Flexibilität – Basisflexibilität und erweiterte Flexibilität (in
Anlehnung an [Hein-06]) ....................................................................... 17
Abbildung 2-2: Dreistufige Anpassungsfähigkeit – Basisflexibilität, erweiterte
Flexibilität, Wandelbarkeit (in Anlehnung an [Hein-06]) ........................ 20
Abbildung 2-3: Zielkriterien und Konzepte zur Fabrikplanung im Verlauf der Zeit (in
Anlehnung an [West-09] und [Wien-02a]) ............................................. 21
Abbildung 2-4: Passagieraufkommen in Umsatz Passagierkilometer (aus IATA
Airlines Financial Monitor Juni/Juli 2010, www.iata.or/economics) ....... 23
Abbildung 2-5: Definition der Wandlungsfähigkeit (in Anlehnung an [Rein-00, 3f]) .... 24
Abbildung 2-6: Beurteilung Wandelbarkeit eines Materialflusssystems [Wilk-06] ...... 28
Abbildung 2-7: Merkmale von Investitionsrechenverfahren (in Anlehnung an [Götz-
05]) ....................................................................................................... 35
Abbildung 2-8: Abhängigkeiten der Lebenszyklen von Produkten, Technologien und
Gebäuden (aus [Sche-04]) ................................................................... 40
Abbildung 2-9: Auswahl der wirtschaftlich optimalen Lösung unter Berücksichtigung
der Interdependenz Anfangs- und Folgekosten [Böni-97] .................... 41
Abbildung 2-10: Exemplarische Wahrscheinlichkeitsverteilung des Kapitalwerts ...... 46
Abbildung 2-11: Risikoprofil zur vorherigen exemplarische
Wahrscheinlichkeitsverteilung .............................................................. 46
Abbildung 2-12: Ergebnisdarstellung für drei alternative Investitionen ...................... 47
Abbildungsverzeichnis
X
Abbildung 2-13: Exemplarische Ergebnisdarstellung einer Monte-Carlo-Simulation
(vgl. [Rein-06]) ...................................................................................... 49
Abbildung 2-14: Schematische Darstellung eines Abschnitts eines
Entscheidungsbaums ........................................................................... 50
Abbildung 2-15: Vergleich von Finanz- und Realoptionen (in Anlehnung an [Born-03],
[Sudh-03], [Hege-07]) ........................................................................... 52
Abbildung 2-16: Vorgehensweise bei der Nutzwertanalyse als paarweiser
Präferenzvergleich................................................................................ 57
Abbildung 2-17: Vergleich der Phasen von Sachgüter- und
Dienstleistungsorganisation (in Anlehnung an [Male-08]) ..................... 63
Abbildung 2-18: Konzept der Kundenintegration (in Anlehnung an [Klei-97]) ............ 65
Abbildung 2-19: Typen der Dienstleistungserstellung im Vergleich zur industriellen
Produktion (in Anlehnung an [Höck-05] und [Mais-82]) ........................ 69
Abbildung 3-1: Vorauswahl wandelbarer Materialflusssysteme [Hand-01] ................ 76
Abbildung 3-2: Förderanlage Elektrohängebahn-/Krankombination [Wilk-06] ........... 81
Abbildung 3-3: Hierarchische Steuerungspyramide [in Anlehnung an VDI-3962 und
3628] .................................................................................................... 82
Abbildung 3-4: Funktionsklassen und Vererbung im Internet der Dinge .................... 89
Abbildung 3-5: UML-Sequenzdiagramm - Auftragsbearbeitung durch das
Transportfahrzeug (vgl. [Chis-10]) ........................................................ 96
Abbildung 4-1: Servicekette Flugreise – Catering relevante Services (eigene
Darstellung in Anlehnung an [Schö-94]) ............................................... 99
Abbildung 4-2: Marktbeteiligte Airline Catering ........................................................ 106
Abbildung 4-3: Internationaler Passagier Verkehr (RPK = Revenue-Passenger-
Kilometres) und Passagiere nach Sitzklasse (www.iata.org) .............. 114
Abbildung 4-4: Kostenstrukturen von Fluggesellschaften [Beis-06] ......................... 116
Abbildung 4-5: Materialflüsse in Airline Catering Betrieben [Jone-04, übersetzt ins
Deutsche] ........................................................................................... 119
Abbildung 4-6: Blocklayout moderner Airline Catering Fabrik (Quelle: [i+o-06a]) .... 120
Abbildung 4-7: EHB-Prozesse im Airline Catering [Schi-08] .................................... 121

Abbildungsverzeichnis
XI
Abbildung 4-8: Materialflusssysteme in Airline Catering Betrieben (vgl. Abb. 3.1) .. 126
Abbildung 4-9: Schematische Darstellung Power & Free Anlage [Wamp-09] ......... 129
Abbildung 4-10: Layout der Elektrohängebahn des Referenzobjekts [i+o-06b] ....... 131
Abbildung 5-1: Mehrstufiges Forschungsdesign (in Anlehnung an [i+o-09b]) .......... 136
Abbildung 6-1: Aufbau EHB-Fahrzeug [Schi-06] ..................................................... 180
Abbildung 6-2: Transportgehänge [i+o-06b] ............................................................ 182
Abbildung 6-3: Agenten Management Referenz Modell der FIPA (vgl. [Libe-10]) ... 188
Abbildung 6-4: Architektur der agentenbasierten Steuerung im Internet der Dinge
(vgl. [Libe-10]) .................................................................................... 189
Abbildung 6-5: Seitenansicht EHB-Aufhängung [i+o-06b] ....................................... 200
Abbildung 6-6: Schienenverlauf senkrecht zu den Hauptunterzügen [i+o-06b] ....... 201
Abbildung 6-7: Fahrschienenaufhängung mittels Rohrhülsen [i+o-06b] .................. 203
Abbildung 6-8: Schnitt Halfenschienen [i+o-06b] ..................................................... 204
Abbildung 6-9: Aufständerung Vorderansicht [i+o-06b] ........................................... 205
Abbildung 6-10: Aufständerung Draufsicht [i+o-06b] ............................................... 206
Abbildung 6-11: Grube im Abnahmebereich [i+o-06a] ............................................. 207
Abbildung 6-12: Entscheidung für eine Grubenvariante [i+o-06b] ........................... 208
Abbildung 7-1: Module der gewählten Bewertungsmethode ................................... 209
Abbildung 7-2: EHB-Layout Referenzanlage im IST-Zustand [i+o-06b]................... 214
Abbildung 7-3: Szenarienübersicht .......................................................................... 215
Abbildung 7-4: EHB-Layout nach Umsetzung Szenario 2.1 (rot) [i+o-06b] .............. 217
Abbildung 7-5: EHB-Layout nach Umsetzung Szenario 3.1 (rot) [i+o-06b] .............. 218
Abbildung 7-6: Feld mit aufgehängtem Abschnitt der EHB [i+o-06b] ....................... 220
Abbildung 7-7: Kapitalwerte (NPV) der Szenarien ................................................... 230
Abbildung 7-8: Verteilung der Cash-Flows am Beispiel von Szenario 3.1 –
konventionell ...................................................................................... 232
Abbildung 7-9: Kumulierte, diskontierte Cash-Flow-Werte am Beispiel von Szenario
3.1 – konventionell.............................................................................. 233

XII
Abbildung 7-10: Ergebnis Sensitivitätsanalyse für Szenario 3.2 – wandelbar bei
variierenden Kosten und fixen Einnahmen ......................................... 234
Abbildung 7-11: Histogramm Wahrscheinlichkeitsverteilung NPV und kumulierte
Wahrscheinlichkeiten Szenario 3.2 – wandelbar ................................ 236
Abbildung 7-12: Risikoprofil Szenario 3.2 – wandelbar ........................................... 237
Abbildung 7-13: Histogramm Monte-Carlo-Simulation bei var. Zahlungszeitpunkten
und geringfügig variierender Höhe der Cash-Flows für Szenario 3.2 –
wandelbar ........................................................................................... 240
Abbildung 7-14: Risikoprofil Szenarien 1.4 wandelbar vs. konventionell ................. 241
Abbildung 7-15: Risikoprofil Szenarien 3.2 wandelbar vs. konventionell ................. 242
Abbildung 7-16: Nutzwertanalyse mit einem für diese Arbeit angepassten Excel-
Werkzeug ........................................................................................... 244
Abbildung 7-17: Ergebnis der Nutzwertanalyse - konventionelle vs. wandelbare
Lösung ................................................................................................ 246

Tabellenverzeichnis
XIII
Tabellenverzeichnis
Tabelle 4-1: Tägliche Speisenverteilung – Internationaler Caterer aus dem Nahen
Osten (Datenquelle [i+o-06a]) ............................................................ 118
Tabelle 5-1: Übersicht der befragten Personen ....................................................... 137
Tabelle 7-1: Investitionsübersicht Basis für Szenarien, ohne Gebäude [€] (vgl. [i+o-
06b]) ................................................................................................... 219
Tabelle 7-2: Vergleich Aufhängekosten EHB in [€] (vgl. [i+o-06b]) .......................... 223
Tabelle 7-3: Mehrinvestitionsbedarf zur Vorbereitung eines Feldes für EHB-
Aufhängung mit Rohrhülsen [i+o-06b] ................................................ 224
Tabelle 7-4: Kosten für Schaffung und Entfernung von Gruben [i+o-06b] ............... 225
Tabelle 7-5: Investitionskosten Referenzanlage ohne Bau-Zusatzinvestitionen für
Wandelbarkeit [i+o-06b] ..................................................................... 227
Tabelle 7-6: Investitionsvergleich (in Anlehnung an [i+o-06b]) ................................ 228
Tabelle 7-7: Ergebnis Sensitivitätsanalyse für Szenario 3.2 – wandelbar bei
variierenden Kosten und fixen Einnahmen ......................................... 234
Tabelle 7-8: Übersicht Sensitivitätsanalyse NPV-Veränderung bei in der Höhe
variierende Cash-Flows um +/-10 % und -5 % ................................... 235
Tabelle 7-9: Ergebnisse Monte-Carlo Simulation bei in der Höhe variierenden Cash-
Flow Beträgen .................................................................................... 238
Tabelle 7-10: Wahrscheinlichkeitsverteilung für den ersten und zweiten
Wandlungsfall ..................................................................................... 239
Tabelle 7-11: Ergebnisse Monte-Carlo-Simulation bei variierenden Cash-Flow
Zeitpunkten und +/-5 % der Höhe ....................................................... 242

Abkürzungsverzeichnis
XIV
Abkürzungsverzeichnis
A Alternative
AC Airline Catering
ADV Arbeitsgemeinschaft Deutscher Verkehrsflughäfen (http://www.adv.aero/de/gfx/index.php)
AG Aktiengesellschaft
AKL Automatisches Kleinteilelager
Anh. Anhang
AT Arbeitstage
ATLAS Technische Kooperation von Fluggesellschaften als Normgeber für Trolleyabmessungen um Air France, Iberia (TY), Lufthansa, Alitalia und Sabena; Ursprung zwischen 1960-1970
Aufl. Auflage
BEA British European Airways
BOAC British Overseas Airways Corporation
BRIC Brasilien, Russland, Indien und China
bspw. beispielsweise
bzgl. bezüglich
bzw. beziehungsweise
B2B business-to-business (Abkürzung auch: B-to-B)
B2C Business-to-Customer (Abkürzung auch: BtC)
ca. circa
CEN Comité Européen de Normalisation, Europäische Komitee für Normung
CFn Cash Flow (engl.) in Jahr/Periode n, Zahlungsflüsse in Jahr/Periode n
CHF ISO-Abkürzung für Schweizer Franken
C# von Microsoft im Rahmen der .NET-Strategie entwickelte Programmiersprache
C++ von der ISO genormte Programmiersprache
DC3 Douglas DC-3, Flugzeug der Douglas Aircraft Company, heute Boeing, www.boeing.com
DF Directory Facilitator
DHL DHL International GmbH, www.dhl.de, Teil des Deutsche Post AG Konzerns
DIN Deutsches Institut für Normung
DIN EN Deutsche Übernahme (DIN) einer Europäischen Norm (EN)

Abkürzungsverzeichnis
XV
DO & CO DO & CO Aktiengesellschaft, www.doco.com
DXB IATA-Flughafen-Code für Dubai International Airport
d. h. das heißt
EBIT Earnings Before Interest and Taxes (engl.) – Gewinn vor Zinsen und Steuern
EBITDA Earnings Before Interest, Taxes, Depreciation and Amortisation (engl.) – Gewinn vor Zinsen, Steuern, Abschreibungen auf Sachanlagen und Abschreibungen auf immaterielle Vermögensgegenstände
EDV elektronische Datenverarbeitung
EHB Elektrohängebahn
Engl. Englisch
€ Euro
ERP Enterprise Resource Planning
ETB Elektrotragbahn
etc. Et cetera, lateinisch für und die übrigen Dinge
EPB Elektropalletenbahn
EU Europäische Union
f. folgende Seite
ff. folgende Seiten
FiFo First In – First Out, engl. der Reihe nach, in chronologischer Reihe
FIPA Foundation for Intelligent Physical Agents, www.fipa.org
fml Lehrstuhl für Fördertechnik Materialfluss Logistik, Technische Universität München
FRA IATA-Flughafen-Code für Frankfurt am Main Airport
FTE Full-time equivalent, Maßeinheit für Kapazität einer Vollzeitarbeitskraft
FTK engl. Freight Tonne Kilometres, Fracht Tonnen Kilometer, Kennzahl für das Luftfrachtaufkommen
FTS Fahrerloses Transportsystem, vgl. VDI-Richtlinie 2510
Fzg. Fahrzeug
gem. gemeinsame
ggf. gegebenenfalls
GJ Geschäftsjahr
GmbH Gesellschaft mit beschränkter Haftung
GPRS General Packet Radio Service (engl.), allgemeiner paketorientierter Funkdienst zur Datenübertragung in GSM-Netzen

Abkürzungsverzeichnis
XVI
HACCP Hazard Analysis and Critical Control Points
HF Hochfrequenz
Hrsg. Herausgeber
IATA International Air Transport Association, www.iata.org
ID Identifikator zur eindeutigen Kennung und autom. Identifizierung
i Kalkulationszins (Diskontierungsfaktor)
I0 Investitionszahlung in t=0 (in Periode 0)
i. d. R. in der Regel
IEC International Electrotechnical Commission, Normungsgremium für Elektrotechnik, www.iec.ch
IEC 61131 internationale Norm zu Grundlagen von speicherprogrammierbaren Steuerungen
IEEE Institute of Electrical and Electronics Engineers (engl.), Herausgeber von techn. Spezifikationen als IEEE-Normen
Inc. Incorporated
insb. insbesondere
IPC Industrie PC als Computer für Aufgaben im industriellen Bereich
IPE Europaische I-Profile für die Bauindustrie gemäß DIN 1025-5
IRR Internal Rate of Return (engl.) – Interner Zinsfuß, theoretische mittlere jährliche Rendite
ISO International Organization for Standardisation (engl.), intern. Vereinigung von Normungsorganisationen, www.iso.org
IT Informationstechnologie
ITCA International Travel Catering Association, www.itcanet.com
Java objektorientierte Programmiersprache
Jg. Jahrgang
Kfz Kraftfahrzeug
KLM KLM Royal Dutch Airlines N.V., niederl.: Koninklijke Luchtvaart Maatschappij, www.klm.com
KLT Kleinladungsträger
KMU Kleine und mittelständische Unternehmen
Kx Kosten pro Einheit für den Einsatzfaktor x, bspw. Betonarbeiten [€/m2]
KSSU Technische Kooperation von Fluggesellschaften als Normgeber für Trolleyabmessungen um KLM, SAS, Swissair und UTA
KW erwartete Wandlungskosten

Abkürzungsverzeichnis
XVII
LAN Local Area Network
LCC Life-Cycle-Cost, Lebenszykluskosten (-rechnung)
LF Low Frequency (engl.), Langwellen als Frequenzbereich
LHR IATA-Flughafen-Code für London Heathrow Airport
LINUX freies, UNIX-ähnliches Mehrbenutzer-Betriebssysteme, auf Basis des Linux-Kernels
LKW Lastkraftwagen
LSG LSG Skychefs, LSG Lufthansa Service Holding AG, www.lsgskychefs.com
Ltd. Limited (engl.), Kapitalgesellschaftskennung im Commonwealthraum
LVS Lagerverwaltungssystem
M Masse [kg]
MA Mitarbeiter
MAPI MAPI-Methode, Rentabilitätsrechnungsmethode des Machinery and Allied Products Institute/Manufacturers Alliance for Productivity and Innovation (Umbenennung in 2011), www.mapi.net
MC-Sim. Monte Carlo Simulation
MES Manufacturing Execution System
MFR Materialflussrechner
min. Minuten
.Net von Microsoft entwickelte Software-Plattform
NOPAT Net Operating Profit After Taxes (engl.) – Geschäftsergebnis nach Steuern
NPV Net Present Value (engl.), Kapitalwert oder Nettobarwert
Nr. Nummer
NWA Nutzwertanalyse
o. g. oben genannt
o. Jg. ohne Jahrgang
p. a. per annum, pro anno, pro Jahr
P Probability (engl.), Wahrscheinlichkeit
P(x,y) Präferenzordnung zwischen zwei Alternativen x und y
Pay-off (engl.) amortisieren, auch Pay-off-period als Amortisationszeit, Refinanzierungszeit
PlantCalc Softwarewerkzeug, Entwicklung von Siemens AG und iwb TU München

Abkürzungsverzeichnis
XVIII
Plug&Play Begriff aus der Computertechnologie, Selbsterkennung und direkte Funktionsfähigkeit eines Computers im Zusammenspiel mit anderen Komponenten, i.d.R. Peripheriegeräten
P&F Power & Free Materialflusssystem, auch als Inverted P&F
PPS Produktionsplanung und -steuerung (-ssystem)
Qp p-Quantil
RBG Regalbediengerät
RFID Radio-Frequency-Identification (engl.) – Identifikation mittels elektromagnetischer Wellen
RFID-Tag RFID-Transponder
ROI Return on Investment (engl.), Rentabilitätsrechnung, Renditemessung
RPK Revenue Passenger Kilometres (engl.), geflogene Passagier Kilometer, Kennzahl für das Personenluftfahrtaufkommen
S. Seite
SARS Schweres Akutes Respiratorisches Syndrom, SARS-Pandemie 2002/2003 mit rund 1.000 Todesopfern
SAS SAS Scandinavian Airlines (früher Scandinavian Airlines System), www.flysas.com
SFB Sonderforschungsbereich der Deutschen Forschungsgemeinschaft
SIN IATA-Flughafen-Code für Singapore Changi Airport
Soft SPS Speicherprogrammierbare Steuerung als Software auf PC realisiert
sog. sogenannte
SPS Speicherprogrammierbare Steuerung
T Lebensdauer der Investition bzw. Betrachtungszeitraum
TCP/IP Transmission Control Protocol / Internet Protocol
TE Transporteinheit
TE-ID Transporteinheit-Identifikator zur eindeutigen Objektkennzeichnung
TU Technische Universität
TUI Touristik Union International AG, www.tui-group.com
TWA Trans World Airlines, US-amerikanische Fluggesellschaft, 2001 von American Airlines übernommen
u. a. und and[e]re, und and[e]res, unter ander[e]m, unter ander[e]n
UHF Ultra High Frequency
UK United Kingdom of Great Britain and Northern Ireland (engl.), Vereinigtes Königreich Großbritannien und Nordirland

Abkürzungsverzeichnis
XIX
ULD Unit Load Device (engl.) – Standard Paletten/Container für den Einsatz in Frachtflugzeugen
UML Unified Modeling Language
UNIX Mehrbenutzer-Betriebssystem, eingetragener Markenname, www.unix.org
usw. und so weiter
US$ United States Dollar, auch USD, offizielle Währungseinheit der Vereinigten Staaten von Amerika
Umwn Umweltzustand n
u. U. unter Umständen
VDI Verein Deutscher Ingenieure, www.vdi.de
VDMA Verband Deutscher Maschinen- und Anlagenbau, www.vdma.org
vgl. vergleiche
WACC Weighted Average Cost of Capital (engl.), gewichteter durchschnittlicher Kapitalkostensatz
WMS Warehouse Management System
XML Extensible Markup Language (engl.), erweiterb. Auszeichnungssprache
z. B. zum Beispiel
µ griech. Buchstabe My als Zeichen für den Erwartungswert einer Zufallsvariable
σ griech. Buchstabe Sigma als Zeichen für die Standardabweichung
9/11 11. September 2001 Terroranschläge in den USA, September 11 attacks (engl.) oder kurz Nine-Eleven (engl.)

Einleitung
1
1 Einleitung
1.1 Ausgangssituation und Motivation
Produzierende und dienstleistende Unternehmen befinden sich heutzutage zumeist
in einer Wettbewerbssituation, die durch starke Schwankungen des
Auftragseingangs, kurzfristige Änderungen, Kundenforderung nach hoher
Reaktionsfähigkeit, hohe Variantenvielzahl, Kundenindividualität und höchste
Serviceanforderungen geprägt ist.
In den vergangenen Jahrzehnten nahm die Mobilität der Gesellschaft erheblich zu.
Flugreisen zu dienstlichen als auch privaten Zwecken sind zur Normalität geworden.
Sogenannte Low-Cost-Carrier bieten Flugreisen auf Mittel- und Kurzstrecken mit
Angeboten deutlich unter 100,- Euro an. Im Kontrast dazu werden im
Premiumsegment Dienstleistungen wie eine Dusche im Flugzeug und separate
Schlafkabinen auf ausgewählten Langstrecken angeboten.
Im Zeichen der jüngsten (ab 2008) weltweiten Finanzkrise ist das
Passagieraufkommen rapide gesunken. Dennoch wird von Seiten der
Luftfahrtindustrie kurz- bis mittelfristig, d. h. bereits ab Ende 2010/Anfang 2011 mit
einer Fortsetzung des auf lange Sicht stetigen Gesamtwachstums der
Passagierzahlen gerechnet. Wie die Abbildung 1-1 zur Entwicklung an deutschen
Verkehrsflughäfen verdeutlicht, wurde das Wachstum bereits in der Vergangenheit
immer wieder von temporären Einbrüchen, durch externe Effekte unterbrochen. Im
ersten Halbjahr 2010 wurden 86,6 Mio. Passagiere an deutschen Flughäfen
verzeichnet, was einem Wachstum von 1,7 % gegenüber dem Vorjahreszeitraum
entspricht. (Quelle: Der Flughafenverband ADV, August 2010, www.advaero)
Abbildung 1-1: Entwicklung des Passagieraufkommens in Deutschland (Der Flughafenverband
ADV, Dezember 2008)

Einleitung
2
Neben diesen gesamtwirtschaftlichen Ereignissen befinden sich die
Luftfahrtindustrie, Fluggesellschaften und die damit verbundenen
Dienstleistungsbetriebe in einem Wettbewerbsumfeld, dass von zahlreichen
Einflussfaktoren, wie u. a. Reduzierung der Wertschöpfungstiefe (Outsoucing),
Veränderungen des Servicegrades, weitere Reduzierung der Reaktionszeiten,
Individualisierung des Services, Veränderung der Luftfahrtbesteuerung, Steigerung
der Energieeffizienz oder auch Intensivierung des Recyclings und
Umweltschutzbemühungen gekennzeichnet ist.
Abbildung 1-2: Herausforderungen im Wettbewerbsumfe ld (in Anlehnung an [Müll-07])
In den rasant wachsenden BRIC-Staaten - und hier insbesondere China - aber auch
auf der arabischen Halbinsel ist das Wachstum der Fluggastzahlen noch wesentlich
deutlicher als in Europa und Deutschland. So war vor Einbruch der Finanzkrise ein
Neubau von fast 50 Verkehrsflughäfen allein in China geplant, deren Umsetzung
aufgrund der Entwicklungen teilweise verschoben aber sicher nicht aufgehoben
wurde. Die hohen Turbulenzen in der Branche drücken sich aus in Effekten wie dem
durch die chinesische Regierung Ende 2008 ausgesprochenen Verbot zur
Anschaffung weiterer Flugzeuge durch chinesische Luftfahrtgesellschaften,
Insolvenzen von Fluggesellschaften und Unternehmenszusammenschlüssen, wie
etwa die Fusion der US-Fluglinien Continental und United Airlines zur weltgrößten
Fluggesellschaft.
Eine wichtige und sogar essenzielle Dienstleistung im Luftfahrtumfeld mit einem nur
schwer zu beziffernden Umsatzvolumen stellt das Airline Catering dar. Nach Jones
[Jone-04] lag der weltweite Umsatz im Jahr 2004 bei rund 21,5 Mrd. €. Ohne die Zahl
im Detail verifizieren zu können, ergibt sich eine Größenordnung, die die hohe
“Fünfkamp
der Disziplinen”
Kunde
nnäh
eInnovationskraft
Wirt
schaftl
. Erfo
lg
Schnelligkeit
Mitarbeiter-
orientierung
Innovationsdruck
Systemkomplexität
Kostendruck
FlexibilitätsdruckZeitdruck
Individualisierung
Turbulente Märkte
Globalisierung
Herausforderungen imWettbewerbsumfeld
“Fünfkamp
der Disziplinen”
Kunde
nnäh
eInnovationskraft
Wirt
schaftl
. Erfo
lg
Schnelligkeit
Mitarbeiter-
orientierung
Innovationsdruck
Systemkomplexität
Kostendruck
FlexibilitätsdruckZeitdruck
Individualisierung
Turbulente Märkte
Globalisierung
Herausforderungen imWettbewerbsumfeld

Einleitung
3
Bedeutung des Branchenzweigs innerhalb der Luftfahrtindustrie unterstreicht.
Ebenfalls unterstrichen wird dieses mit der Gründung des ersten auf Airline Catering
spezialisierten Lehrstuhls in Großbritannien an der Universität von Surrey im Jahre
2000.
Aufgabe des Caterings ist es, Flugzeuge und insbesondere Passagierflugzeuge mit
Getränken und Speisen, Duty-Free Artikeln, Decken und sonstigen Bedarfsartikeln
für die Kabine zu versorgen. Ohne Empfang dieser Artikel ist ein Abflug der
Maschinen, insbesondere auf mittleren bis langen Strecken, ausgeschlossen. Selbst
im Falle von Streiks erfolgt immer eine Grundversorgung sämtlicher Flüge. Airline
Catering Betriebe an internationalen Großflughäfen haben sich zu
Dienstleistungsbetrieben mit teilweise hoher Automatisierung, speziellen
Technologien und erheblichen Materialflussbewegungen entwickelt, die eine
umfangreiche Materialflusstechnik erforderlich machen. In Hochleistungsbetrieben an
Großflughäfen, wie etwa Frankfurt am Main, arbeiten trotz Automatisierung über
2.000 Mitarbeiter, die in der Lage sind, bis zu rund 120.000 Mahlzeiten samt
ergänzenden Leistungen an einem Tag bereitzustellen.
In Forschung und Technik wurden in der jüngeren Vergangenheit verschiedene
technische Lösungsansätze erarbeitet für wandelbare Produktionssysteme und
insbesondere wandelbare, modulare fördertechnische Systeme. Ziel dieser Konzepte
ist es, der Forderung nach immer weiterreichender Flexibilität in
Produktionsbetrieben gerecht zu werden. Hierbei lag der Schwerpunkt zunächst auf
Serien- und Kleinserienfertigern. Große Forschungsprojekte, die in diesem Kontext
zu nennen sind, sind der SFB 467 „Wandlungsfähige Unternehmensstrukturen für
variantenreiche Serienproduktion“ und der SFB 582 „Wandelbare Logistikstrukturen
in Minifabriken“. Mit dem jüngst in 2010 abgeschlossenen Forschungsprojekt
„Internet der Dinge“ bzw. dem BMBF Rahmenkonzept „Forschung für die Produktion
von morgen“ (02PB3073) wurden auch logistische Dienstleistungsbetriebe in die
Untersuchungen eingeschlossen.
Aufgrund der beschriebenen turbulenten Wettbewerbsbedingungen, in denen sich
Airline Catering Betriebe befinden, wird ein besonders hoher Bedarf für flexible und
auch wandelbare Strukturen und insbesondere Materialflusstechniksysteme in den
betroffenen Betrieben erwartet. Ferner wird eine wirtschaftliche und zielführende
Umsetzbarkeit wandelbarer, automatisierter Materialflusstechniksysteme als

Einleitung
4
Arbeitshypothese prognostiziert, um so die Wettbewerbsfähigkeit der betroffenen
Unternehmen zu steigern.
1.2 Zielsetzung der Arbeit
In dem dynamischen und turbulenten Wettbewerbsumfeld der Airline Catering
Betriebe wird ein hoher Flexibilitäts- und Wandlungsbedarf bei Produktionssystemen
und insbesondere Materialflusstechniksystemen erwartet. Die Arbeit hat das
übergeordnete Ziel, den Einsatz von wandlungsfähigen, modularen, automatisierten
Materialflusstechniksystemen in Dienstleistungsbetrieben und vordergründig dem
Airline Catering zu fördern auf Basis eines Nachweises der Sinnhaftigkeit und
insbesondere der Wirtschaftlichkeit. Hierzu sollen die konkreten Bedarfe der Branche
mit hohem Praxisbezug zu in diesem Umfeld tätigen Experten und unter
Berücksichtigung der vorliegenden wissenschaftlichen Arbeiten zu wandelbaren
Produktionssystemen aufgezeigt und bewertet werden.
Auf Basis der vorliegenden Konzepte und Lösungsansätze für wandelbare
Materialflusstechniksysteme aus Forschung- und Technik sollen konkrete
Lösungsansätze für wandelbare, automatisierte Materialflusstechnik im Airline
Catering dargestellt und erläutert werden. Ausgangspunkt ist das modulare
mechatronische Konzept für flexible und wandelbare Materialflusstechnik mit
dezentraler Steuerungsfunktion, wie es am fml der TU München in den vergangenen
Jahren erarbeitet wurde und in das „Internet der Dinge“ [Günt-10] beschrieben
wurde. Angrenzende und ebenfalls betroffene Gewerke wie Bau- und Haustechnik
werden in die Lösungsfindung einbezogen.
Es wird erwartet, dass der Einsatz modularer, wandelbarer, automatisierter
Materialflusstechnik im dynamischen Umfeld einen positiven Einfluss auf die
Wirtschaftlichkeit der Anlagen hat. Um dieses nachzuweisen, bedarf es einer
Datenbasis mit Kosten- und Investitionsschätzungen sowohl für die erarbeiteten
Lösungen als auch für die zu vergleichenden Investitionen im Falle von
herkömmlichen Anlagen.
Die über den Lebenszyklus bzw. einen zu definierenden Betrachtungszeitraum
resultierenden Kosten und insbesondere Wandlungskosten sowie Folgeinvestitionen
sind für ausgewählte Maßnahmen zu ermitteln. D. h., es erfolgt die Kalkulation von
Einsparpotentialen durch Einsatz wandelbarer Technologie. Neben diesen
quantitativen Vorteilen gilt es genauso, die funktionalen Vorteile, Einflüsse auf die

Einleitung
5
Prozessstabilität aber natürlich auch ggf. entstehende Nachteile von wandelbarer
Technologie auch qualitativ aufzuzeigen.
Um eine sinnvolle und zielgerichtete Verwendung der ermittelten Einzelkosten und
-investitionen zu ermöglichen, gilt es, relevante Szenarien abzubilden. D. h., es ist in
strukturierter Art und Weise aufzuzeigen, welche Szenarien für eine Entwicklung und
daraus resultierende Veränderung und Wandlung der Anlage zu betrachten sind. Aus
diesem Cluster von Szenarien erfolgt eine Auswahl und Bewertung der aus Sicht von
Praktikern (Anlagenbetreiber, Planer, Lieferanten etc.) als relevant erachteten
Szenarien. Für diese betriebswirtschaftlich technische Bewertung gilt es, aus dem
Fundus der in der Investitionsrechnung zur Verfügung stehenden Methoden eine
Auswahl zu treffen und ggf. erforderliche Adaptionen für den vorliegenden
Anwendungsfall zur Bewertung der Wirtschaftlichkeit von wandelbaren, modularen,
automatisierten Materialflusstechniksystemen in Airline Catering Betrieben
vorzunehmen.
Wie bereits am Anfang dieses Kapitels erwähnt, liegt das globale Ziel der Arbeit in
dem Nachweis und der Verdeutlichung der Vorteilhaftigkeit modularer, wandelbarer,
automatisierter Materialflusstechniksysteme im Airline Catering und der Ausarbeitung
der erforderlichen Rahmenbedingungen, unter denen dieses gilt. Es hat in einer
methodischen Vorgehensweise zu erfolgen, die eine spätere Übertragung auf andere
Dienstleistungsbranchen und Produktionsbetriebe ermöglicht. Bei der gewählten
methodischen Vorgehensweise wird großer Wert auf Transparenz und
überschaubare Komplexität gelegt, so dass Entscheidungsträgern als wesentlichen
zu überzeugenden Stakeholdern ein guter Zugang zur Materie möglich ist und somit
das Vertrauen in die Ergebnisse gestärkt wird.
Darüber hinaus soll durch diese Vorgehensweise eine zukünftige Anwendung durch
Fabrikplaner in Projekten der Airline Catering Branche und ähnlichen
Planungsvorhaben ermöglicht werden. Erforderliche Anpassungen müssen mit
überschaubarer Komplexität umsetzbar sein.
Als Kurzzusammenfassung formuliert lauten die Ziele der Arbeit:
� Förderung des Einsatzes wirtschaftlicher, wandlungsfähiger, modularer, dezentral
gesteuerter, automatisierter Materialflusstechniksysteme in Dienstleistungs-
betrieben durch
� Nachweis der Wirtschaftlichkeit am Beispiel von Airline Catering Betrieben,

Einleitung
6
� unter Berücksichtigung der geltenden Rahmenbedingungen und auf Basis
einer repräsentativen Expertenbefragung (Entscheidungsträger im
internationalen Airline Catering).
� Darstellung von Methodik und Lösungen mit hohem Praxisbezug und guter
Übertragbarkeit durch angemessene Komplexität und gute Transparenz, sowie
exemplarische Anwendung auf reale und realitätsnahe Szenarien.
1.3 Spezifizierung des Untersuchungsbereichs
1.3.1 Begriffsdefinitionen
Um ein einheitliches Begriffsverständnis im Rahmen dieser Arbeit zu gewährleisten
seien im Folgenden die Termini Produktion , Produktionssystem , Fabrik,
Produktionssystemplanung , Dienstleistungsbetriebe und Airline Catering
erläutert.
Mit dem Begriff Produktion (lat. producere „hervorbringen“, „vorführen“) wird der
technische Prozess der Kombination materieller und immaterieller Güter, also von
Produktionsfaktoren, mit dem Ziel der Herstellung anderer Güter verstanden [Zahn-
96]. Neben den direkten Funktionen, wie Fertigung und Montage zählen unter
ingenieurwissenschaftlichen Gesichtspunkten auch indirekte Funktionen, die
ebenfalls der technischen Auftragsabwicklung zuzurechnen sind dazu. Dabei sei z.
B. an die Materialwirtschaft, Arbeitsvorbereitung oder Fertigungssteuerung gedacht
[Ever-96].
Bei der Definition des Produktionssystems ist zwischen dem Produktionssystem
im weiteren und im engeren Sinne zu unterscheiden. So ist nach Eversheim [Ever-
96] die Leistungseinheit, in der alle zur Produktion erforderlichen organisatorischen
und technischen Tätigkeiten zusammengefasst sind als Produktionssystem
bezeichnet. Grenzt man diese Beschreibung weiter ein auf die Definition im engeren
Sinne, so fokussiert sich die Betrachtung auf den eigentlichen
Transformationsprozess [Zäpf-00, Zahn-96] und das Zusammenspiel von
Inputfaktoren mit dem Ziel der Gütererstellung. D. h. beim Produktionssystem im
engeren Sinne finden betriebliche Funktionen, wie der Absatz oder die Beschaffung
keine Berücksichtigung (vgl. [Wöhe-08], [Zahn-96], [Cors-94]). Ein
Produktionssystem ist auch Bestandteil einer Fabrik (lat. fabrica „Werkstätte“).

Einleitung
7
Nach Felix [Feli-98] ist die Fabrik als Stätte des Transformationsprozesses definiert.
Darüber hinaus finden sich in der Literatur verschiedene Ansätze zur Definition des
Begriffes der Fabrik , hier sei auf die Definition des VDI-Fachausschusses
Fabrikplanung aus dem Jahre 2005 verwiesen: „Eine Fabrik ist die Bündelung von
Produktionsfaktoren, mit Hilfe derer ein definierter Teil der Wertkette abgedeckt wird.
Zu den wesentlichen Produktionsfaktoren gehören: Material, Betriebsmittel,
Personal, Qualifikation, technisches und organisatorisches Wissen, Kapital, Gebäude
sowie Grundstück.“
Nach der systemtechnischen Sicht der Fabrik [Schm-95], umfasst das
Produktionssystem als wichtiges Subsystem des Fabriksystems Maschinen und
Anlagen für technologische Prozesse der Fertigung und Montage, des Transport und
der Lagerung, sowie deren Beziehungen zueinander [Sche-04].
Von Hernandez [Hern-03] wird diese Begriffsdefinition noch weiter differenziert. So
beschreibt er das Produktionssystem mit den Subsystemen Fertigungs-, Montage-
und Logistiksystem, sowie wiederum deren Subsystemen von Arbeitsstationen.
Somit ist es naheliegend die Produktionssystemplanung auch als Teil der
Fabrikplanung anzusehen [Sche-04] mit der Aufgabe, die zukünftigen Aktivitäten mit
Bezug zu den relevanten Systemelementen gedanklich vorwegzunehmen und
festzulegen [Grun-06].
Für die Gliederung von Betriebstypen finden sich in der Literatur eine Vielzahl von
Gliederungstypen [Wöhe-08]. An dieser Stelle soll nur auf einige wesentliche
eingegangen werden, um so die wesentlichen Merkmale von
Dienstleistungsbetrieben im Vergleich zu Produktionsbetrieben herauszustellen.
Das Statistische Bundesamt Deutschland (www.destatis.de) gliedert in seiner
Systematisierung sowohl nach Produzenten bzw. Trägern der Leistung als auch
nach Art der von ihnen produzierten Güter und Dienstleistungen. Den
produzierenden Bereich mit Land- und Forstwirtschaft, Bergbau/Energie,
verarbeitendes Gewerbe und Baugewerbe stellen die Wirtschaftszweige 1. bis 4. dar.
Die andere Gruppe sind Dienstleistungen (Wirtschaftszweige 5. bis 10.) mit
Handelsbetrieben, Verkehrsbetrieben, sonstigen Dienstleistungsbetrieben etc. In
dieser Systematik ist der Bereich 1. der primäre Sektor, die Bereiche 2. bis 4. werden
als der sekundäre Sektor bezeichnet und die Zweige 5. bis 10. als der tertiäre Sektor.
Die Zuordnungen der Bereiche 5. bis 10. sind in der Vergangenheit häufig umgestellt
worden, während im primären und sekundären Sektor praktisch keine

Einleitung
8
Veränderungen erfolgten. Diese Veränderungen spiegeln die Problematik bei der
Zuordnung wieder [Male-08].
Eine weitere Gliederung ist nach der Art der erstellten Leistung möglich [Wöhe-08].
Hierbei wird nach Sachleistungsbetrieben (vornehmlich Industrie und Handwerk) und
als weiterer Untergruppe hierin Rohstoffgewinnungsbetrieben,
Produktionsmittelbetrieben und Verbrauchsgüterbetrieben unterschieden. Die zweite
Hauptgruppe sind Dienstleistungsbetriebe mit den fünf Untergruppen Handel,
Banken, Verkehr, Versicherung und sonstige Dienstleistungen.
Maleri zeigt am Beispiel der LSG (Lufthansa-Service-Gesellschaft), dass häufig in
Unternehmen sowohl Sachgüter als auch Dienstleistungen produziert werden. Die
LSG als 100%ige Lufthansa-Tochter erzielte rund 30 % ihrer Wertschöpfung durch
die Produktion von Sachgütern (Speisen, Getränken etc.) und 70 % durch die
Produktion von Dienstleistungen. Dabei handelt es sich im Wesentlichen um Airline
Catering Dienstleistungen für die konzerneigene Lufthansa Flotte sowie andere
Fluggesellschaften [Male-08].
Bei Airline Catering Betrieben handelt sich um hocheffiziente, mit kurzen
Durchlaufzeiten agierende Dienstleistungsbetriebe . Neben der Speisenzubereitung
oder der bloßen Speisenzusammenstellung mit vorgelagerter Herstellung an einem
anderen Ort, erfolgt die Kommissionierung verschiedenster für den Flugverkehr
erforderlicher Produkte. Dabei handelt es sich z. B. um Getränke, Duty-Free-Artikel
oder auch Decken und sonstige Hilfsmittel, die den Aufenthalt an Bord angenehm
gestallten sollen. Airline Catering ist zu großen Teilen der Dienstleistungsbranche
und zu einem geringen Anteil der produzierenden Industrie zuzuordnen. Eine
genauere Erläuterung hierzu findet sich im Kapitel 4 „Airline Catering“.
Catering im Allgemeinen wird als Bezeichnung für die professionelle Bereitstellung
von Speisen und Getränken als Dienstleistung an einem beliebigen Ort verstanden.
[Wiki-10a]. Wenn im Folgenden von Catering die Rede ist, so ist hierunter Airline
Catering zu verstehen als Fokus der vorliegenden Arbeit.
1.3.2 Eingrenzung des Betrachtungsbereichs
Um eine Eingrenzung des Untersuchungsbereichs vorzunehmen, erfolgt in diesem
Abschnitt zunächst eine Beschreibung der relevanten und im Fokus der Arbeit
stehenden Unternehmenstypen. Im Weiteren wird die zu erarbeitende Methode in
den Planungsprozess und die Planungsdisziplin eingeordnet. Abschließend wird

Einleitung
9
durch eine subjektbezogene Zuordnung die Gruppe der potenziellen Nutzer dieser
Arbeit festgelegt.
Die in dieser Arbeit angestrebte exemplarische und übertragbare Untersuchung
beschränkt sich auf Airline Catering Betriebe, weil für diese ein besonders hoher
Bedarf an Wandlungsfähigkeit erwartet wird und dieser im Rahmen der Arbeit
aufgezeigt werden soll. Dieser hohe Bedarf an Wandlungsfähigkeit ergibt sich aus
einer hohen Veränderungshäufigkeit und gleichzeitigem hohem
Anpassungsaufwand, wenn herkömmliche, wandlungsträge
Materialflusstechniksysteme zum Einsatz kommen. Die Veränderungshäufigkeit
hängt zum einen von Markt- und Prognoseunsicherheiten ab und zum anderen von
der Lebenszyklusdauer der angebotenen Produkte [Dohm-01, Sest-03], sofern durch
den Produktwechsel Modifikationen an Produktionseinrichtungen erforderlich
werden. Durch häufige Anpassung des Leistungsspektrums in Form neuer Produkte
bzw. Varianten und Prozesse sowie einem hohen Innovationsgrad lassen sich
Wettbewerbsvorteile erzielen. Für Dienstleistungsbetriebe gilt aber darüber hinaus,
dass die von Kundenseite geforderten Anpassungen zeitnah vorzunehmen sind und
somit nicht nur ein Wettbewerbsvorteil erreicht wird, sondern es sich um essenzielle
Voraussetzungen handelt, um die Kundenbeziehung zu erhalten.
Ein großer Anpassungsaufwand ergibt sich, wenn eine hohe Automatisierung bei den
Produktionseinrichtungen vorliegt. Automatisierung ist i. d. R. vorzufinden, wenn
einzelne oder mehrere der folgenden Merkmale zutreffen:
� Effizienzsteigerung: hohe Stückzahlen, die eine Reduzierung der
Produktionskosten durch Automatisierung anstelle manueller Prozesse zulassen
� Hohe Leistungsanforderungen: große Produktionsmengen bzw. großer
Materialfluss im Falle von Materialflusstechnik, der eine Automatisierung
zwingend erforderlich macht, weil ansonsten die geforderte Leistung nicht
erbracht werden kann
� Sonstige Anforderungen: manuelles Handling ausgeschlossen, wie z. B. aufgrund
von Gefahrenzonen, Sicherheitsbereiche, hohen Lasten, Kontaminationen etc.
Im Falle von großen Airline Catering Betrieben ist eine Automatisierung der
Produktionseinrichtungen und insbesondere der Materialflusstechnik unumgänglich,
weil die hohen Leistungsanforderungen nur über Automatisierung abgedeckt werden
können. In sehr kleinen Airline Catering Betrieben kann mit manuellen Prozessen

Einleitung
10
agiert werden. Diese kleinen Betriebe sollen hiermit ausgeschlossen werden. Kern
der Untersuchung sind große Airline Catering Betriebe, wie sie an internationalen
Großflughäfen, wie etwa Frankfurt (FRA), London-Heathrow (LHR), Dubai (DXB)
oder Singapore (SIN), vorzufinden sind. Die Betrachtung ist nicht eingegrenzt
hinsichtlich der Kundenstruktur der betrachteten Betriebe. D. h., es sind sowohl
Betriebe berücksichtigt, die nur für eine Fluggesellschaft Leistungen erbringen -
dabei handelt es sich i. d. R. um die konzerneigene Fluggesellschaft -, als auch
Dienstleister, die für mehrere Fluggesellschaften von der gleichen Betriebsstätte aus
Leistungen erbringen.
Eine weitere Eingrenzung des Betrachtungsbereichs erfolgt durch Anwendung des
hierarchischen Ebenenmodells der Produktion (Abbildung 1-3), bei dem die
Produktion in Detaillierungs- und Abstraktionsebenen nach Ressourcen- und
Raumsicht aufgegliedert wird. In der hier vorliegenden Arbeit werden die obersten
Ebenen der Produktionsplanung mit Netzwerkplanung und Standortwahl nur tangiert.
Gleiches gilt für die unterste Ebene 7 der operativen Prozesse. Hierunter werden die
konkreten Prozessparameter verstanden. Auch diese werden nur am Rande der
Untersuchung beachtet. Diese Inhalte übersteigen den Detaillierungsgrad der
eigentlichen Fabrikplanung und sind der Prozess- und Technologieplanung bzw. dem
operativen Betrieb zuzuordnen.
Abbildung 1-3: Ebenenmodell der Produktion (in Anle hnung an Westkämper et al. 2009,
Wiendahl et al. 2007, Nyhuis et al. 2005)
Ressourcensicht
Netzwerk
Segment
System / Linie
Zelle
Station
Operative Prozesse
Netzwerk
Standort
Generalstruktur
Gebäude
Bereich
Arbeitsplatz
Raumsicht
Fabrik / Betrieb
Fokus
der
Arbeit
System Level
1
2
3
4
5
6
7

Einleitung
11
Kern der vorliegenden Arbeit ist die Optimierung der technischen Ausstattung von
Produktions- bzw. Betriebsstätten und im Speziellen deren automatisierter
Materialflusstechnik. Anhand des Airline Caterings wird eine Methode zum Nachweis
der Wirtschaftlichkeit und der erforderlichen Rahmenbedingungen erarbeitet unter
denen modulare, wandelbare, automatisierte Materialflusstechnik gegenüber
herkömmlichen Systemen von Vorteil ist. Die erarbeitete Bewertungsmethodik kann
in späteren Fabrikplanungsprojekten durch Planer zum Einsatz kommen, womit die
Arbeit der unternehmerischen Disziplin der Fabrikplanung zuzuordnen [Wien-97,
Hern-03] ist.
Ausgeschlossen wird die Phase des operativen Fabrikbetriebes und die damit
verbundene optimale Ausnutzung der bereits vorhandenen Produktionskapazitäten
für ein Produktionsprogramm [Grun-06]. Ebenfalls nicht behandelt wird der
kontinuierliche Verbesserungsprozess, sondern die strategische Initialplanung [Hern-
03]. Somit liegt die Fokussierung nicht auf der kurzfristigen Kostenoptimierung,
sondern auf der mittel- bis langfristigen Investitionsrechnung. Nach Grundig [Grun-
06] und auch Schmigalla [Schm-95] kann der Fabrikplanungsprozess im
betriebswirtschaftlichen Sinne als Investitionsprozess betrachtet werden. Folgt man
dem Schema zur Einordnung der Fabrikplanungsphasen nach Grundig [Grun-06], so
ist diese Arbeit in Teilen der Grobplanung zuzuordnen und in den Abschnitten, in
denen konkrete Lösungen erarbeitet werden, reichen die Planungsinhalte bis in die
Feinplanung (siehe Abbildung 1-4). Es werden die alternativen
Materialflusstechnikvarianten (Produktionssystemvarianten als Inhalt der
Produktionssystemplanung) bewertet und Lösungsmöglichkeiten konkretisiert.

Einleitung
12
Abbildung 1-4: Projektphasen in Fabrik- und Logisti kplanungsprojekten (in Anlehnung an i+o
und [Kett-84])
Adressaten dieser Arbeit sind insbesondere die am Planungsprozess für Airline
Catering Betriebe beteiligten Fabrikplaner mit betriebswirtschaftlichem
Hintergrundwissen. Die Arbeit soll aufzeigen, unter welchen Bedingungen
wandelbare, modulare Materialflusstechniklösungen für Airline Catering Anlagen
wirtschaftlich vorteilhaft sind. Sie stellt eine Methodik bereit, wie sie auf zukünftige
Planungsprojekte angewendet werden kann. Darüber hinaus erläutert die Arbeit
konkrete Lösungsansätze und bewertet diese nach objektiven Kriterien.
Neben den Fabrikplanern richtet sich die Arbeit ebenfalls an die bei der
Systemauswahl beteiligte Managementebene. Im Sinne eines Beitrags zur
Verbreitung wandlungsfähiger, modularer, automatisierter Materialflusstechnik in
Airline Catering Betrieben, ist es von großer Bedeutung, dass die gewählte Methodik
zum Nachweis der wirtschaftlichen und technischen Vorteilhaftigkeit eine hohe
Transparenz aufweist und die verwendeten Bewertungsverfahren von Praktikern mit
angemessenem Aufwand nachvollzogen werden können. Nur wenn dieses erreicht
wird, bestehen gute Chancen für einen Transfer aus der Forschung in die Praxis.
1.4 Aufbau der Arbeit
Die folgende Abbildung 1-5 veranschaulicht den Aufbau der Arbeit. Die Arbeit
besteht aus acht Kapiteln. In den vorherigen Abschnitten des Kapitels 1 wurden
bereits die Ausgangssituation und die Motivation für die Untersuchung dargestellt.
Weiterhin wurde die Zielsetzung der Arbeit formuliert. Basierend auf dieser
� Ausführungsplanung
� Realisierungsüber-wachung
� Qualitätssicherung
� Tests
� Inbetriebnahme
� Abnahmen
� Abschlußbericht
�Aufgabenstellung
�Analysegrundlagen
�Bereitstellung der Grundinformationen
� Lösungskonzepte
�Qualifizierung und Bewertung, Budget
�Dokumentation und Präsentation
Analyse + Konzept
(Grobplanung)
�Detaillierung und Spezifikation
�Freigaben und Budgetbestätigung
�Dokumentation
�Ausschreibung
�Realisierungs-vorbereitung
�Partnerauswahl
Detail + Vorbereitung
(Feinplanung)Umsetzung + Inbetriebnahme
(Realisierung)1 32

Einleitung
13
Zielsetzung wurde der Untersuchungsbereich eingegrenzt und spezifiziert. Um ein
eindeutiges Verständnis zu gewährleisten, wurden wesentliche Begriffe definiert, wie
sie in dieser Arbeit zu verstehen sind. Das Betrachtungsfeld wurde eingegrenzt.
Abbildung 1-5: Aufbau der Arbeit
Im folgenden Kapitel 2 „Grundlagen“ erfolgt eine Darstellung der für die Arbeit
wesentlichen Grundlagen. Es wird dabei auf die angestrebte Wandelbarkeit von
Fabriken und Dienstleistungsbetrieben, vorliegende Bewertungsverfahren für
Investitionen sowie Methoden zur Durchführung von Experteninterviews
eingegangen. Es handelt sich bei diesen drei Elementen um die wesentliche Basis
für den Aufbau der Arbeit und die Grundlagen für die gewählte Methodik. Weiterhin
wird im zweiten Kapitel auf den Unterschied von Dienstleistungen im Vergleich zu
Sachleistungen eingegangen sowie neuere Arbeiten zum Themengebiet Bewertung
von wandlungsfähigen Produktionssystemen beschrieben.

Einleitung
14
Darauf aufbauend beschreibt Kapitel 3 den Stand der Erkenntnisse zu wandelbarer,
modularer Materialflusstechnik. Es werden die prinzipiell und im Speziellen für das
Airline Catering in Frage kommenden Materialflusssysteme beschrieben und
bewertet. Das steuerungstechnische Konzept „Internet der Dinge“, wie es u.a am fml
entwickelt und auf Laborebene umgesetzt wurde, wird erläutert und die damit
entfallenden Nachteile herkömmlicher Materialflusssteuerungen aufgezeigt. Das
Konzept „Internet der Dinge“ stellt die technisch-logistische Basis der in dieser Arbeit
entwickelten und abgeleiteten Lösungsansätze für das Airline Catering dar.
In Kapitel 4 wird auf die speziellen Gegebenheiten im Airline Catering eingegangen.
Ziel ist es, beim Leser ein Verständnis der Abläufe und Prozesse sowie der
Anforderungen des Betriebes zu erzeugen, um die späteren Expertenausführungen
und die daran anschließende Szenariodefinition nachvollziehbar zu machen. Trends
und Rahmenbedingungen dieser Branche werden erläutert. Unterschiede zu den
häufig im Fokus von Untersuchungen zu wandelbaren Produktionsstrukturen
stehenden Serien- und Kleinserienfertigern werden hier und im Folgekapitel
herausgearbeitet. Es wird begründet, weshalb insbesondere in Airline Catering
Betrieben ein großes Potenzial für wandelbare, modulare Materialflusstechnik
Systeme und insbesondere EHB gesehen wird.
Kapitel 5 zielt darauf ab, mit der Arbeit einen möglichst hohen Praxisbezug zu
erlangen. Anhand einer fundierten und international durchgeführten
Expertenbefragung werden Anforderungen und Entwicklungen im Airline Catering
belegt. Die im vorangehenden Kapitel erarbeiteten Darstellungen werden
untermauert.
Auf Basis der bereits ermittelten Anforderungen in Airline Catering Betrieben
hinsichtlich wandelbarer Strukturen und den bislang dargestellten Grundlagen und
Konzepten werden Konzepte und Lösungsansätze für die speziellen Anforderungen
im Airline Catering erarbeitet und abgeleitet. Sie werden in Kapitel 6 dargestellt.
Kapitel 7 erläutert die gewählte Methode zur Bewertung der Szenarien und
Lösungsansätze. Es erfolgt eine Herleitung der relevanten Szenarien und eine
grundsätzliche Strukturierung zu betrachtender Szenarien. Die ausgewählten
Szenarien werden mit der zuvor beschriebenen Methode quantitativ und qualitativ
bewertet. Diese dadurch gewonnenen Ergebnisse werden analysiert und
interpretiert.

Einleitung
15
Zum Abschluss der Arbeit erfolgen in Kapitel 8 eine Zusammenfassung der
Erkenntnisse und eine kritische Bewertung hinsichtlich ihrer weiteren Verwendbarkeit
im Airline Catering und ihrer Übertragbarkeit auf weitere Bereiche und Branchen. In
Kapitel 9 folgt das Literaturverzeichnis sowie danach weitere Anlagen zur Arbeit.

Grundlagen
16
2 Grundlagen
2.1 Wandelbarkeit
2.1.1 Begriffliche Abgrenzung
Der Begriff Wandelbarkeit ist eng verbunden mit den Definitionen der Flexibilität, der
Reaktionsfähigkeit und der Wandlungsfähigkeit. Im Folgenden werden diese
erläutert, um dann, darauf aufbauend, die Eigenschaften und Anforderungen an ein
wandelbares System zu beschreiben. Nach den Begriffsdefinitionen in den ersten
Abschnitten des Kapitels wird zum Ende des Kapitels differenziert auf die
Wandelbarkeit von Produktionsstätten/Fabriken eingegangen sowie im Speziellen
auf die Wandelbarkeit von Materialflusssystemen/Fördertechnik.
2.1.2 Flexibilität
Flexibilität nennt man die Fähigkeit, sich veränderten Umweltbedingungen und
alternativen Situationen, die zukünftig eintreten können, anzupassen [Pfoh-04].
Reinhart bezeichnet Flexibilität als Möglichkeit zur Veränderung in vorgehaltenen
Dimensionen und Szenarios [Rein-00].
In der zu dem Thema reichlich erschienenen Literatur existieren diverse
Auffassungen des Begriffs Flexibilität , so stellt der Autor Chryssolouris [Chry-96] die
Flexibilität als eine Funktion der Anzahl aller zur Verfügung stehenden Optionen
und der Freiheit, aus diesen Optionen auswählen zu können, dar.
Weiterhin wird den Autoren Westkämper und Zahn [West-00] folgend ein System als
flexibel eingestuft, „wenn es im Rahmen eines prinzipiell vorgedachten Umfangs von
Merkmalen sowie deren Ausprägungen an veränderte Gegebenheiten reversibel
anpassbar ist“.
Ein Unternehmen wird immer versuchen, auf all seinen Ebenen flexible Lösungen für
Problemstellungen zu finden. Dabei wird die Wirkrichtung, d. h. die Dimension der
Flexibilität , bereits in der Planung der Systeme fixiert. In einem turbulenten Umfeld
kann es jedoch vorkommen, dass sich die Prognosen und Szenarien, auf denen die
Planung beruht, als falsch erweisen oder sich der Markt in eine andere Richtung oder
mit stärkerer Abweichung als erwartet entwickelt. Dann stößt das System an seine
Grenzen. Die Flexibilität ist zwar noch vorhanden, kann jedoch nicht zum Vorteil des
Unternehmens am Markt eingesetzt werden [Rein-00]. In diesem Fall sind die

Grundlagen
17
Grenzen der für das System vorgesehenen Flexibilität überschritten. Die
erforderliche Anpassungsfähigkeit des Systems übersteigt die gegebene Flexibilität .
Mit Bezug auf die Fabrikplanung sieht Schmigalla [Schm-95] in der Flexibilität die
„Eigenschaft eines in bestimmten zeitlichen Grenzen als konstant betrachteten
Produktionssystems, sich verändernden Anforderungen aus Teileprogramm und
technologischem Prozess ohne Veränderung von Elementmenge und Struktur
anpassen zu können“. Die Veränderung ist somit im Rahmen eines vorgehaltenen
Handlungsspielraums mit definierten Handlungsoptionen und festgelegten
Dimensionen möglich [Wien-02a]. In der Literatur besteht Einigkeit, dass Flexibilität
alleine nicht hinreichend ist, um im turbulenten Marktumfeld ausreichend reagieren
zu können [Rein-99].
Darüber hinaus unterscheidet Günthner nach der operativen und der strategischen
Flexibilität . Dabei wird der Fähigkeit, kurzfristig auf Veränderungen reagieren zu
können, operative Bedeutung und der Fähigkeit, in angemessener Zeit auf
veränderte Umweltbedingungen reagieren zu können, strategische Bedeutung
beigemessen [Günt-97].
Aus Heinecker [Hein-06] wurde die folgende Grafik entnommen.
Abbildung 2-1: Stufen der Flexibilität – Basisflexi bilität und erweiterte Flexibilität (in
Anlehnung an [Hein-06])
Aus der Grafik werden zwei unterschiedliche Formen der Flexibilität sichtbar.
Bereits zum initialen Planungszeitpunkt T0 wird die Flexibilität des Gesamtsystems
Produktionsmenge
Basisflexibilität
erweiterte Flexibilität
T1 = geplante Turbulenz
Zeitraum
Fle
xibi
lität
spot
entia
l/-a
nfor
deru
ng
Erweiterungsinvestition (geplant)
T0 = Initiale Planung

Grundlagen
18
festgelegt. Neben der Basisflexibilität als direkt verfügbare Flexibilität wird darüber
hinaus z. B. in einem Stufenkonzept festgelegt, welche weiteren Ausbaustufen
bereits für das System vorzusehen sind, auf die z. B. das Layout bereits ausgelegt
ist. Die Aktivierung dieser erweiterten Flexibilität erfolgt aber erst zum Zeitpunkt T1,
an dem z. B. der Ausbau mit Erweiterungsinvestitionen erfolgt, weil die
Basisflexibilität nicht mehr für die nun vorliegenden Anforderungen ausreicht.
Entscheidendes Merkmal beider Flexibilitätsarten , sowohl Basis Flexibilität als
auch erweiterte Flexibilität ist es, dass sämtliche Veränderungen auf vorgeplanten,
vorgedachten Veränderungen beruhen. Diese Voraussetzung kann aber in Zeiten
turbulenter Wettbewerbsumfelder nicht mehr dauerhaft gewährleistet werden, so
dass eine darüber hinausgehende, dynamische Form der Anpassungsfähigkeit
erforderlich wird.
2.1.3 Reaktionsfähigkeit
Die Reaktionsfähigkeit definiert sich am einfachsten über die Kreativität und
Innovationsfähigkeit der Menschen, die mit ihrer Hilfe in kurzer Zeit neue Lösungen
finden und vor allem auch umsetzen können [Wilk-06].
Sie ermöglicht es, auch jenseits vorgedachter Dimensionen und Szenarien zu
agieren [Rein-00]. Ein reaktionsfähiges Unternehmen ist auch oft ein erfolgreiches
Unternehmen, da es über die prognostizierbaren Situationen hinaus auch mit dem
Unprognostizierbaren umgehen kann [Pfoh-04].
2.1.4 Wandlungsfähigkeit und Wandelbarkeit
Demzufolge reicht es für ein Unternehmen heutzutage nicht mehr aus, nur flexibel
reagieren zu können, es muss auch die Anforderungen der Wandlungsfähigkeit
erfüllen. Unter ihr versteht man die Erweiterung der Flexibilität um die Merkmale der
Reaktionsfähigkeit, sie wird demnach als eine „neue Dimension der Flexibilität“
gesehen. Denn während sich flexible Systeme nur innerhalb begrenzter Korridore an
neue Bedingungen anpassen können, sind wandlungsfähige Systeme in der Lage,
eigenständig auf unvorhergesehene Ereignisse zu reagieren [Rein-97; Rein-99].
Die Begriffe wandelbar und wandlungsfähig werden in der Literatur meist synonym
verwendet. Wandelbar bezieht sich dabei jedoch nur auf die logische, rein
physische, also die passive Fähigkeit zum Wandel , während wandlungsfähig ein
System meint, dass selbstständig, aufgrund von Veränderungen agiert. Darum
verwendet man wandelbar eher bei der Beschreibung von technischen Systemen

Grundlagen
19
und wandlungsfähig bei Organisationsstrukturen und -formen [Wilk-06; West-00].
Im weiteren Verlauf dieser Arbeit sind die Begriffe synonym zu verstehen.
So versteht Wiendahl [Wien-02b] unter Wandlungsfähigkeit die taktische Fähigkeit
einer ganzen Fabrikstruktur, sich auf eine andere, aber artverwandte Produktfamilie
umzustellen und die Produktionskapazität zu verändern. Solche Umstellungen
greifen in jegliche Unternehmensabläufe ein und erfordern daher einen relativ langen
Planungsvorlauf, müssen dann aber in kurzer Zeit durchführbar sein. Die Umstellung
erfolgt in kleineren abgegrenzten Teilprojekten mit jeweils straffem
Projektmanagement. Hierbei sind flexible, rekonfigurierbare und umrüstbare Systeme
auf den darunter liegenden Ebenen Vorrausetzung für die Wandlungsfähigkeit des
Unternehmens.
„Als Wandlungsfähigkeit wird das Potenzial eines Fabriksystems definiert, durch
systemimmanente Freiheitsgrade der Fabrikobjekte, reaktiv oder proaktiv eine
zielgerichtete Neu- oder Rekonfiguration auf allen Fabrikstrukturebenen bei geringem
Aufwand durchführen zu können.“ [Wien–02a]
Nach Westkämper ist Wandlungsfähigkeit von Unternehmen wie folgt definiert: „Die
Eigenschaft, frühzeitige und vorausschauende Anpassungen der
Unternehmensstrukturen und -prozesse aufgrund von Turbulenzen durchzuführen,
wird als Wandlungsfähigkeit bezeichnet. Die Anpassungen sollten dabei innerhalb
der vom Markt geforderten Reaktionszeit und mit nur geringem Aufwand, also unter
dem Anspruch der Wirtschaftlichkeit, vollzogen werden können.“ [West-03]
Zusammenfassend kann man unter Wandelbarkeit eine Art Steigerung der
Flexibilität verstehen. Denn im Unterschied zu flexiblen Systemen, denen es nur
möglich ist, auf vordefinierte Veränderungsszenarien zu reagieren, können
wandlungsfähige Systeme auch auf ungeplante und unvorhergesehene Ereignisse
selbstständig reagieren.
In Ergänzung zu Abbildung 2-1 verdeutlicht Abbildung 2-2 die weitergehende
Anpassung eines Systems, nachdem die Flexibilitätspotentiale ausgenutzt wurden.
D. h., es konnten mit der Basisflexibilität die ersten Turbulenzen ausgeglichen
werden. In der zweiten Stufe war eine Turbulenz bzw. Anpassung vorgeplant, d. h.,
das System wurde so ausgelegt, dass zum Zeitpunkt T1 eine vorgeplante
Erweiterungsinvestition durchgeführt wurde. Da es darüber hinaus noch zu weiteren
Turbulenzen kam, für die keine Anpassungsmaßnahmen vorgeplant waren, war zum

Grundlagen
20
Zeitpunkt T2 die Nutzung des Potenzials erforderlich, dass erst durch Wandelbarkeit
zur Verfügung steht und mit dem auf ungeplante Turbulenzen, durch ungeplante
Anpassungen reagiert werden kann.
Abbildung 2-2: Dreistufige Anpassungsfähigkeit – Ba sisflexibilität, erweiterte Flexibilität,
Wandelbarkeit (in Anlehnung an [Hein-06])
Die geforderte Anpassungsfähigkeit der betroffenen Unternehmen ist vielschichtig
und betrifft nahezu alle Unternehmensbereiche und Merkmale des Unternehmens.
So sind z. B. in den Unternehmen betroffen (in Anlehnung an [West-09]):
� Immobilien (Standorte, Flächen, Gebäude, Infrastruktur etc.)
� Mobilien (Einrichtungen, Betriebsmittel, Betriebsstoffe, Materialien etc.)
� Systeme (IT-Ausstattung, Hard- und Software, Kommunikationstechnik etc.)
� Organisation (Aufbauorganisation, Abläufe, Methoden)
� Personal (Struktur, Qualifikationen etc.)
Im Rahmen dieser Arbeit liegt der Fokus auf den drei erstgenannten Bereichen
Immobilien, Mobilien und den Systemen. Es erfolgt eine Betrachtung der physischen
Gegebenheiten in Airline Catering Betrieben. Betrachtungsfeld sind somit die
Wandelbarkeit von Fabriken bzw. Dienstleistungsbetrieben und im Speziellen die
Wandelbarkeit der darin befindlichen Materialflusstechnik zur Abwicklung der
intralogistischen Transportbedarfe.
D. h., es erfolgt eine Bewertung und darüber hinaus die Erarbeitung verschiedener
Entscheidungshilfsmittel, unter welchen Bedingungen wandelbare Fabrikstrukturen
Produktionsmenge
Basisflexibilität
erweiterte Flexibilität
T1 = geplante Turbulenz
Zeitraum
Fle
xibi
lität
spot
entia
l/-a
nfor
deru
ng
Erweiterungsinvestition (geplant)
Wandelbarkeit
T2 = ungeplante Turbulenz
Erweiterungsinvestition(ungeplant)
T0 = Initiale Planung

Grundlagen
21
und insbesondere die darin befindlichen Materialflusstechniksysteme gegenüber
weniger Anpassungsfähigen Systemen von wirtschaftlichem Vorteil sind.
2.1.5 Wandelbare Fabriken
Im Bereich der Fabrikplanung erfolgten in den vergangenen Jahren signifikante
Entwicklungen. Es wurden über mehrere Dekaden betrachtet stark voneinander
abweichende Fabrikkonzepte erarbeitet und verfolgt. Diese prinzipiell
unterschiedlichen Lösungen für Fabrik- und Produktionskonzepte basieren auf
voneinander abweichenden Zielgrößen und -kriterien, die teilweise auch in
konkurrierender Bedeutung zueinander stehen. Die folgende Abbildung gibt einen
Überblick über die wesentlichen Konzepte:
Abbildung 2-3: Zielkriterien und Konzepte zur Fabri kplanung im Verlauf der Zeit (in Anlehnung
an [West-09] und [Wien-02a])
Bereits sehr früh galten die Optimierung der Zeitbedarfe und der Kosten als
Zielkriterien zur Erreichung maximaler Effizienz in Fabriken. Abbildung 2-3
verdeutlich schematisch die wesentlichen Zielkriterien, nach denen Fabrikplanungen
ausgerichtet sein können. Des Weiteren sind die wesentlichen Trends und
Grundkonzepte der vergangenen Jahrzehnte dargestellt.
Die Reihe der Konzepte beginnt mit den Rationalisierungskonzepten als Optimierung
von Zeit und Kosten, Automatisierungskonzepte dienten zur Steigerung der
�Smarte Fabrik�Virtuelle Fabrik�Digitale Fabrik
�Temporäre Fabrik�Schnelle Fabrik
�Null Fehler Fabrik�Humane Fabrik
�Agile / Vitale Fabrik�Fraktale Fabrik�Schlanke Fabrik (Lean)
�Segmentierte Fabrik / ModulareFabrik
�Flexible Fabrik�Automatisierte Fabrik
�Rationelle Fabrik
Kostenoptimal
Zeitoptimal
Flexibel
Wandlungsfähig
Humanzentriert
Null-Fehler
Umweltverträglich
Nutzungs-optimal
Automatisiert
Tren
ds in
der
Fabr
ikpl
anun
g

Grundlagen
22
Produktivität und mit Einzug von Informationstechnologie in den Fabriken ergaben
sich Möglichkeiten zur Steigerung der Flexibilität von Automatisierungen.
Nach diesen weitestgehend technologiebasierten Konzepten folgten andere Ansätze
wie die LEAN-Factory (wirtschaftlich und produktiv durch Vermeidung von
Verschwendung), fraktale Fabriken, qualitätsorientierte Null-Fehler Fabriken oder
humanorientierte Fabriken. Diese Ansätze bestehen zu großen Teilen aus
organisatorischen Elementen und Prinzipien. Westkämper betont, dass das heutige
Anliegen bei der Fabrikplanung auf schnell veränderbaren, atmenden oder
temporären Fabriken liegt.
Mit den sich weiter entwickelnden IT- und Planungswerkzeugen nähert man sich
weiter dem Konzept der Digitalen Fabrik. Zukünftige als Smart Factory bezeichnete
Fabriken sind durch eine permanente und ortsunabhängige
Informationsverfügbarkeit gekennzeichnet. Die absolute Wissensverfügbarkeit ist das
wesentliche Merkmal und Ziel dieser neuartigen Konzepte.
Als langfristige Zielsetzung werden bereits heute Fabrikkonzepte angestrebt, deren
Merkmale sind: intelligente, lernende Systeme (Erfahrungswissen), Einsatz von
Höchstleistungstechnologien, Einsatz energiesparender Verfahren. Diese Fabriken
werden auf Basis weiterentwickelter IT-Systeme, Verankerung von Wissen in
Prozessmodellen und Simulationssystemen bessere Möglichkeiten zur Prognose der
Zukunft bieten. [West-09]
Die in der Vergangenheit entwickelten Konzepte behalten auch weiterhin ihre
Berechtigung bei. Jedoch ist die Priorität der verfolgten Zielgrößen im Einzelfall zu
hinterfragen und das jeweilige Konzept entsprechend der vorherrschenden
Bedürfnisse einzuordnen.
Im Sinne der Erhaltung der Wettbewerbsfähigkeit und aufgrund der in den Märkten
zunehmenden Turbulenzen wird sowohl in der Wissenschaft als auch in der
Öffentlichkeit Handlungsbedarf gesehen: „Da wir in Deutschland in den meisten
Wirtschaftssektoren Nachteile in den Rahmenbedingungen wie verfügbaren
Ressourcen und Kosten der Arbeit haben, setzt für uns der Erhalt der internationalen
Wettbewerbsfähigkeit in der direkten Wertschöpfung eine permanente Innovations-
und Wandlungsfähigkeit von Strukturen, Organisation und Technik voraus.“ [West-
09]

Grundlagen
23
Die jüngste Finanzkrise (ab 2008) verdeutlicht in bisher noch nicht dagewesenem
Maße, mit welchen plötzlichen Stückzahlenveränderungen Unternehmen fertig
werden müssen und nur durch besonders innovative Produkte und schnelle Reaktion
eine Möglichkeit haben, im Wettbewerb zu bestehen.
Die folgende Grafik veranschaulicht die Fluggastzahlen bzw. die geflogenen
Passagierkilometer (RPKs: Revenue Passenger Kilometers) in Form der blauen
Kurve sowie in rot die Kennzahl FTKs (Freight Tonne Kilometres – Fracht Tonnen
Kilometer) als relevante Größe für den Luftfrachtmarkt. Deutlich wird eine Differenz
von 20 – 30 % innerhalb 2009 beim Passagierverkehr und eine noch größere
Differenz bei der Luftfracht von bis zu 55 %.
Abbildung 2-4: Passagieraufkommen in Umsatz Passagi erkilometer (aus IATA Airlines
Financial Monitor Juni/Juli 2010, www.iata.or/econo mics)
Nach Betrachtung der verschiedenen in den letzten Jahrzehnten entstandenen
Fabrikplanungskonzepte wäre es naheliegend, als Antwort auf die Forderung nach
Wandlungsfähigkeit , wieder zu den Konzepten der flexiblen Fertigung und Montage
aus den 90er Jahren zurückzukehren. Unter Berücksichtigung der zunehmenden
Marktturbulenzen in vielen Branchen und nachweislich der hier betrachteten Airline
Catering Branche (siehe dazu auch Kapitel 1.1 ) ist dieser Ansatz nicht hinreichend.
Die damaligen Ansätze legten ihren Fokus z. B. auf die Senkung der
Intern ational Passenger and Freight Tonne Kilometres
Source IATA

Grundlagen
24
Umrüstaufwände bei Produktwechseln und optimierten so Arbeitsvorgänge und die
technische, logistische und informationstechnische Peripherie und deren Integration.
Die durch das heutige Marktumfeld vorherrschenden Turbulenzen bedürfen einer
strukturellen Wandlungsfähigkeit in Produktionsstätten, die über die zuvor genannte
Optimierung auf Maschinen und Einzelprozessebene hinausgehen.
Abbildung 2-5 stellt qualitativ den Bedarf an Veränderungsfähigkeit dar mit den
Komponenten Flexibilität, Reaktionsfähigkeit und Wandlungsfähigkeit als deren
Summe. In Abhängigkeit vom vorherrschenden Unternehmensumfeld und dem Grad
der Turbulenz besteht Bedarf flexibel, d.h. im Rahmen vorgeplanter Dimensionen zu
verändern. Handelt es sich um ein eher sicheres Unternehmensumfeld mit vorher
planbaren Veränderungsszenarien, so ist die Flexibilität der entscheidende Faktor
zur Abdeckung des Bedarfs an Veränderbarkeit.
Befindet sich das betrachtetet Unternehmen hingegen im turbulenten Umfeld, so sind
vorher geplante Veränderungsszenarien nur selten ausreichend, womit die
Reaktionsfähigkeit, d.h. die Anpassungsfähigkeit des Unternehmens über die
vorgedachten, vorgeplanten Dimensionen und Korridore hinweg von deutlich höherer
Bedeutung ist als die Flexibilität (vgl. [Hein-06], [Möll-08]).
Abbildung 2-5: Definition der Wandlungsfähigkeit (i n Anlehnung an [Rein-00, 3f])
turbulent indifferent sicher
niedrig
hoch
≈
F, R, W qualitativ
Wandlungsfähigkeit(W=F+R)
Reaktionsfähigkeit(R)
Flexibilität(F)
Unternehmensumfeld
Flexibilität… ist die Möglichkeit zur Veränderung in vorgehaltenen Dimensionen und Szenarien
Reaktionsfähigkeit… ist ein Potential, um jenseits vorgedachter Dimensionen und Korridore agieren zu können
Wandlungsfähigkeit… ist ein Maß für die Fähigkeit eines Unternehmens, sich an ein turbulentes Umfeld zu adaptieren
+
=
Bed
arfa
n V
erän
deru
ngsf
ähig
keit

Grundlagen
25
Neben der grundsätzlichen Fähigkeit zum Wandel der betroffenen Unternehmen und
Fabriken sind die Geschwindigkeit und der Aufwand, mit denen Veränderungen
realisiert werden können, von grundlegender Bedeutung. Erst nach der Veränderung
wird die Fabrik wieder unter betriebswirtschaftlich optimierten Bedingungen arbeiten.
Systeme gelten als wandlungsfähig , wenn sie über Prozess-, Struktur- und
Verhaltensvariabilität verfügen, die gezielt eingesetzt werden kann. Durch
kontinuierliche Adaption der Unternehmensstrukturen, bei vertretbarem Aufwand,
gelingt es, signifikante Effizienzverbesserungen zu erzielen. „Die
Wandlungsfähigkeit eines produzierenden Unternehmens ist ein entscheidender
Faktor für dessen Erfolg im turbulenten Umfeld.“ [West-00]
Im späteren Teil dieser Arbeit erfolgt der betriebswirtschaftliche Nachweis, unter
welchen speziellen Bedingungen die zuvor postulierte These und auch in der
Literatur vorzufindende Aussage [West-09, Günt-10] für das Airline Catering und
wandelbare , modulare Materialflusstechnik im Airline Catering gilt.
Dazu erfolgt im nächsten Kapitel zunächst eine Erläuterung der erforderlichen
Merkmale wandelbarer Materialflusstechnik .
2.1.6 Wandelbarkeit von Materialflusssystemen/Förde rtechnik
Wie bereits an früherer Stelle erläutert, liegt der Fokus der vorliegenden Arbeit auf
der Wandelbarkeit von Materialflusssystemen . Insofern gilt es, die zuvor
beschriebenen Merkmale wandelbarer Produktionssysteme und Fabriken auf
Materialflusssysteme zu übertragen.
Es wurden dazu folgende erforderliche Anforderungen an die Materialflusstechnik
erarbeitet [Hand-01, Günt-02, Günt-03, Hein-06, Wilk-06]:
� Durchsatzflexibilität:
Bedarfsabhängig muss die Möglichkeit zur Steigerung und Senkung der
Durchsatzmenge bestehen. Als Beispiel im Flughafenumfeld sind
Spitzenlastphasen, wie etwa Montagmorgen oder Freitagabend im
Wochenverlauf zu nennen oder aber auf Jahressicht Urlaubszeiten, in denen ein
höheres Charterflugaufkommen und folglich höherer Transportleistungen
erforderlich werden. Mögliche Lösungen hierfür könnten z. B. alternative
Wegstrecken, zusätzliche Transportfahrzeuge oder eine Erhöhung der
Fördergüter je Fördermittel sein.

Grundlagen
26
� Fördergutflexibilität
Beschreibt die Fähigkeit, ein Spektrum von Gütern mit unterschiedlichen
physischen Eigenschaften wie Gewicht und Abmessungen transportieren zu
können.
� Layoutflexibilität
Im Idealfall sollte jeder Ort des Betriebes bzw. der Fabrik mithilfe des
Materialflusssystems erreicht werden können. Wenn dieses nicht der Fall ist,
muss zumindest eine schnelle Anpassung an veränderte Materialflusswege
möglich sein.
Analog zu den Erläuterungen in den vorherigen Kapiteln gilt auch für die Flexibilität
des Materialflusssystems, dass es sowohl technisch als auch wirtschaftlich nicht
machbar sein wird, sämtliche Kriterien bereits in der ersten Baustufe oder der
primären Investition zu 100 % zu erfüllen. Die Flexibilitätsmerkmale der
Materialflusstechnik werden in der ersten Stufe zu einem bestimmten Grad
abgedeckt, mit dem auf die Schwankungen des operativen Betriebes reagiert werden
kann (z. B. Auftragsmengenschwankungen, Auftragsspektrum etc.). Die Flexibilität
wird dann als operative Flexibilität bezeichnet.
Um auch weiter reichenden Schwankungen gerecht zu werden, bedarf es zweier
weiterer Merkmale, die eine Anpassung der Anlage möglich machen. Dabei handelt
es sich um:
� Erweiterungsfähigkeit:
Unter Erweiterungsfähigkeit wird der Ausbau eines bestehenden
Materialflusssystems durch Hinzufügen von systemeigenen Bauteilen und
Transportfahrzeugen verstanden. Hiermit wird sowohl die Erschließung neuer
Hallenbereiche als auch die Ergänzung von weiteren Übergabestationen
innerhalb der bereits erschlossenen Hallenfläche beschrieben.
� Integrationsfähigkeit
Integrationsfähigkeit ist eine zwingend erforderliche Anforderung wandelbarer
Materialflusssysteme . Als Ergänzung zur Erweiterungsfähigkeit benötigen
wandelbare Systeme die Eigenschaft, auch verschiedenartige Systeme
integrieren zu können. Für die Einbindung sowohl anderer Materialflusssysteme
als auch weiterer Hersteller bedarf es einer offenen, standardisierten,

Grundlagen
27
mechanischen, energetischen und steuerungstechnischen Schnittstelle. Diese
wird auch als standardisierte mechatronische Schnittstelle bezeichnet. Die
Integrationsfähigkeit im Kontext „Wandelbarkeit“ beschreibt somit nicht nur die
Fähigkeit, Materialflusssysteme auf der steuerungstechnischen Seite in Leit- und
PPS-Systeme zu integrieren, sondern auch die Eigenschaft, technische und
steuerungstechnische Verbindungen mit Materialflusssystemen einzugehen
[Hand-01].
Wenn ein Materialflusssystem über Erweiterungsfähigkeit und Integrationsfähigkeit
verfügt, so ist es in der Lage, auch auf nicht geplante Änderungen zu reagieren.
Somit kann das System als reaktionsfähig eingestuft werden. Es ist auch bei
Ausschöpfung der operativen Flexibilität in der Lage, auf weitreichende
Veränderungen zu reagieren.
Die folgende Abbildung veranschaulicht beispielhaft die Bewertung der
Wandelbarkeit eines Materialflusssystems und zeigt untere und obere Grenzen auf.
Von Heinecker wurden entsprechende Bewertungen für unterschiedliche Systeme
durchgeführt und die Wandelbarkeitspotentiale ermittelt [Hein-06].

Grundlagen
28
Abbildung 2-6: Beurteilung Wandelbarkeit eines Mate rialflusssystems [Wilk-06]
Bei Darstellung der Flexibilität eines Materialflusssystems in einem
dreidimensionalen Koordinatensystem mit den Achsen Layout-, Fördergut- und
Durchsatzflexibilität entsteht eine Bewertung der Flexibilität als Dreiecksfläche
ausgedrückt. Die untere Grenze stellt die Mindestanforderung an die Wandelbarkeit
dar. Wenn man die vorliegende Flexibilität eines Materialflusssystems aufträgt, so
ergibt dieses die operative Flexibilität. Durch die Eigenschaften „Erweiterbarkeit und
Integrationsfähigkeit“ ergibt sich die strategische Wandelbarkeit eines
Materialflusssystems . Demgegenüber steht die maximale Wandelbarkeit als
Obergrenze mit eigentlich nur theoretisch erreichbaren Werten von 1,0 bzw. 100 %
als Maximum und somit maximaler Fläche des Dreiecks im dreidimensionalen
Koordinatensystem.
1
11
Mindestanforderungan Wandelbarkeit des Materialflusssystems
FördergutflexibilitätLayoutflexibilität
Durchsatzflexibilität
strategischeWandelbarkeit einesMaterialflusssystems
theoretische maximaleWandelbarkeit
operative Flexibilitäteines exemplarischenMaterialflusssystems
Erweiterungs- und Integrationsfähigkeit

Grundlagen
29
Der dargestellte Ansatz ist als qualitativ-quantitative Mischform der Bewertung zu
verstehen. Er liefert eine Basis für den Vergleich von Materialflusssystemen und
Varianten [Zäh-03]. Es ist sowohl eine qualitative Überprüfung der Erfüllung der
Mindestanforderungen an Wandelbarkeit möglich als auch eine Visualisierung
möglicher Defizite, so dass z. B. fehlende Durchsatzflexibilität einer Variante deutlich
wird und Überlegungen zur Steigerung getroffen werden können.
2.1.7 Bewertungsansätze für die Wandelbarkeit
In der Literatur existieren verschiedene Ansätze und Verfahren zur Bewertung der
Wandelbarkeit von Produktionssystemen und vereinzelt auch von
Materialflusssystemen. Aufgrund der Einordnung der vorliegenden Arbeit in das Feld
der Fabrikplanung und speziell der technischen Logistik (auch Intralogistik, gemäß
dem VDI, siehe www.vdi.de/technik/fachthemen/produktion-und-logistik/fachberei-
che/technische-logistik/, Stand 21.04.2014), die alle Arten von Fördertechnik, wie die
hier im Fokus stehenden EHB abdeckt, stammen die beschriebenen Arbeiten
ebenfalls aus diesen Fachgebieten. Sie sind im deutschen Sprachraum entstanden
und erheben keinen Anspruch auf Vollständigkeit. Es sollten aber die wesentlichen
Arbeiten in diesem Themengebiet zur Bewertung der Wandlungsfähigkeit abgedeckt
sein. Im Folgenden ist eine Kurzzusammenfassung dieser Bewertungsansätze in
chronologischer Reihenfolge zu finden:
� Auf Basis der Arbeiten von Hartmann [Hart-95] entwickelte Förster [Förs-99] eine
Bewertungsmethodik zur Wandlungsfähigkeit von Organisationseinheiten. Dabei
wird der Zustand eines Produktionsbereiches anhand der vorhandenen
Ressourcen, der geltenden Randbedingungen und der bestehenden Ziele
ausgemacht. Durch einen Soll-Ist-Vergleich werden erforderliche
Anpassungsmaßnahmen definiert. Als Maß für die Wandlungsfähigkeit dient das
Verhältnis von erforderlicher Zeit für die Anpassung gegenüber der verfügbaren
Zeit. Diese Methodik ist als mehr oder weniger selbsterklärend bzw. leicht
erlernbar, gut zu veranschaulichen und erweiterungsfähig zu bewerten.
Schwachpunkte sind die isolierte Betrachtung von Veränderungen, die fehlende
Betrachtung sich ggf. beeinträchtigender Anpassungsprozesse und das
Auslassen der monetären Bewertung von Veränderungen. Es wird keine
Verbindung von Veränderungszeiten und möglichen Kosten aufgezeigt.
� Kern der Arbeit über die Bewertung und Gestaltung wandlungsfähiger
Produktionsstrukturen von Dohms [Dohm-01] ist ein Kennzahlensystem aus dem

Grundlagen
30
Controlling, mit dem die Effizienz bestehender wandlungsfähiger
Produktionssysteme bewertet werden kann. Es dient zur Information, in welchen
Situationen bzw. bei welchen Entwicklungen strukturelle Anpassungen
anzustreben sind. Die Arbeit beinhaltet nicht den Vergleich von unterschiedlichen
Varianten oder die planerische Definition des richtigen Grades der
Wandlungsfähigkeit.
� Bei Dürrschmidt [Dürr-01] stehen die Planung und der Betrieb wandlungsfähiger
Logistiksysteme in der variantenreichen Serienproduktion im Fokus. Dürrschmidt
trennt, wie in Abbildung 2-5 veranschaulicht, zwischen Flexibilität und
Reaktionsfähigkeit. Er stellt die kritisch zu bewertende These auf, dass die
Reaktionsfähigkeit als Anpassungsfähigkeit auf ungeplante Entwicklungen nicht
planbar und auch nicht bewertbar sei. Er begründet, dass für die Planung
Informationen über die Umwelt, den Zustand des Systems und infrage
kommender Zielszenarien erforderlich sind. Reaktionsfähigkeit sieht er aber im
Kontrast dazu als völlig ungerichtete Systemeigenschaft. Diese These steht im
Widerspruch zu dem unter 3 und bei Heinecker [Hein-06] erläuterten Konzept der
modularen, wandelbaren Materialflusstechnik.
� Hernández [Hern-03] nimmt in seiner Arbeit eine Systematisierung der
Wandlungsfähigkeit in der Fabrikplanung vor. Dieses beinhaltet auch die
Bewertung von Alternativen. Auf Basis von Systematisierung und Visualisierung
erfolgt ein qualitatives Vorgehen zur Unterstützung von Planung und Gestaltung.
Mithilfe des gebildeten Modells werden Szenarien und die daraus resultierenden
Anforderungen an die Wandelbarkeit gebildet und einzelne Gestaltungsobjekte
hinsichtlich ihrer Fähigkeit bewertet. Aus der Arbeit gehen Erkenntnisse hervor,
wie mit der Szenariotechnik zukünftige Anforderungen an Produktionssysteme
abgeleitet werden können. Kritisch zu sehen ist bei der Arbeit, dass keine
Unterscheidung der Eintrittswahrscheinlichkeit von Szenarien erfolgt.
Insbesondere die Verwendung der Szenariotechnik macht die Arbeit von
Hernández zu einer wertvollen Grundlage für die hier vorliegende Arbeit.
� Durch Schuh wurden mehrere Veröffentlichungen zur Bewertung der Flexibilität
von Produktionssystemen verfasst. Im Rahmen des Forschungsprojekts „Modular
Plant Architecture“ wurde durch Ansätze zur Modularisierung der
Produktionsstruktur ein Beitrag zur Steigerung der Wandlungsfähigkeit geleistet.
Es wird ein Kennzahlensystem zur Verfügung gestellt, mit dem sich

Grundlagen
31
Produktänderungs-, Varianten- und Stückzahlflexibilität von Produktionssystemen
bewerten lassen [Schu-04a, Schu-04b].
� In der Arbeit von Vielhaber [Viel-04] wird ein Wandlungsfähigkeitsindex gebildet
als Ergebnis von Zeit und Kosten für erforderliche Anpassungsmaßnahmen. Der
Autor selbst verweist auf die fehlende Gewichtung der Wandlungszeiten. Als
Optimierung der Methode wird eine dynamische Wirtschaftlichkeitsrechnung
vorgeschlagen, die zeitpunktgerecht Zahlungen, Veränderungen der
Systemleistung und Anpassungskosten berücksichtigen sollte.
� Die Arbeit von Heinecker [Hein-06] hat große Bedeutung für die hier vorliegende
Arbeit und Problemstellung. Es wird speziell für wandelbare Materialflusssysteme
ein Bewertungsansatz entwickelt. Analog zur Nutzwertanalyse erfolgt eine
Punktebewertung zur Messung des Erfüllungsgrades für Layout-, Durchsatz- und
Fördergutflexibilität. Der Ansatz von Heinecker bewertet, ob die geforderten
Flexibilitätskriterien durch Erweiterung und Integration erfüllt werden, es wird
jedoch keine wirtschaftliche Bewertung vorgenommen. Hierzu wird auf andere
bestehende Arbeiten verwiesen [Schu-05, Wien-05, Zäh-05]. Wichtig für die
weitere Arbeit sind die durch Heinecker dargestellte Modularisierung, die
Fokussierung seiner Arbeit auf die Fördertechnik/Materialflusssysteme und auch
der qualitative Grad der Veränderungsfähigkeit, wie er für unterschiedliche
Fördersysteme beschrieben wurde.
� Die Arbeit von Heger [Hege-07] baut auf den Erkenntnissen von Hernández auf
und hat die Beschreibung des Vorgehens zur Bewertung der Wandlungsfähigkeit
von Fabrikobjekten zum Ziel. Es erfolgt eine Verbindung von
Wirtschaftlichkeitsanalyse und einer als Wandlungspotenzialwertanalyse
bezeichneten Untersuchung. Darin werden alle Fabrikobjekte hinsichtlich ihrer
Erfüllung allgemeiner Gestaltungsprinzipien, wie z. B. Neutralität, Universalität
usw. bewertet. Dafür werden konkrete technische Merkmale und
Zielerreichungskriterien aufgezeigt. Für die Wirtschaftlichkeitsanalyse wird ein
Kapitalwertverfahren und Erwartungswerte für unsichere Wandlungshäufigkeiten
eingesetzt. Auf diese Vorgehensweise wird auch unter Kapitel 2.2.1 noch näher
eingegangen werden. Hegers Ansatz liegt weniger in der Berechnung monetärer
absoluter Größen zur Bewertung als vielmehr in einer umfangreichen
Spezifizierung von technischen Merkmalen der Wandlungsfähigkeit von
Fabrikobjekten. Aufgrund der vermutlich in allen Unternehmen verbreiteten

Grundlagen
32
Kapitalwertmethode sind die Ansätze von Heger verhältnismäßig gut integrierbar
und sollten auf Akzeptanz stoßen.
� Das von Möller [Möll-08] dargestellte Modell hat die Bewertung und Findung des
richtigen Wandlungsfähigkeitsgrades zum Inhalt. Auf Basis der aus der
Finanztheorie entliehenen Realoptionstheorie, der Lebenszyklusbewertung und
Aspekten der Fabrikplanung wird ein Bewertungsmodell aufgebaut und in das
Tool PlantCalc umgesetzt. Grundlage ist ein stufenübergreifendes, skalierbares
und bewertungsorientiertes Modell für die Produktion, das insbesondere die
Unsicherheiten fokussiert und ein lebenszyklusorientiertes, hierarchisches
Kostenmodell definiert. Aufgrund der Relativbewertung von Handlungsoptionen
dient die Methode mehr der Implementierung der alternativen Optionsbewertung
im Fabrikplanungsprozess als der korrekten Kalkulation des Kalkulationszinses.
Die Methode erfordert eine sehr umfangreiche Explizierung und Formalisierung
des technischen und wirtschaftlichen Verhaltens zum Aufbau des Modells bzw.
der Datenaufbereitung. Prämisse der Methode ist, dass die Lösungsalternativen
und technischen Konzepte bereits vorliegen. D. h., es wird nicht auf die
vorhergehende Systementwicklung oder frühe Grobplanung eingegangen.
� In dem von Günthner und ten Hompel herausgegebenen Werk „Internet der
Dinge“ [Günt-10] erfolgt eine Zusammenfassung der Arbeiten aus dem
Forschungsprojekt „Internet der Dinge – Wandelbare Echtzeit-Logistiksysteme auf
Basis intelligenter Agenten für den produktionsnahen Bereich“, das ab 2006 von
verschiedenen Forschungseinrichtungen und Industriepartnern bearbeitet wurde.
Hierbei wurde nach Vorbild des Internets eine Systemarchitektur entwickelt, die
sich durch dezentralisierte Modularisierung auszeichnet und als solche hoch-
flexibel ist. Das Buch beschreibt aktuelle Innovationen und technologische
Gegebenheiten als Basis für das „Internet der Dinge“ und erläutert
architektonische Konzepte wie die Modularisierung,
Kommunikationsschnittstellen, Steuerungsstrategien und notwendige
Softwaretools. Darüber hinaus werden Vor- und Nachteile des Konzepts über den
gesamten Lebenszyklus von Materialflusstechniksystemen beschrieben.
Weiterhin werden die an Versuchsanlagen gewonnenen Erkenntnisse von der
Engineering- über die Nutzungs- bis hin zur Umbauphase beschrieben und hier
sehr ausführlich auf die Wandelbarkeit eingegangen. Eine wirtschaftliche
Bewertung erfolgt aber nur qualitativ und in Form von Erfahrungen aus der
Grundlagen
33
Projektarbeit im Rahmen des Forschungsprojekts. Das Werk ist von größter
Bedeutung für die vorliegende Arbeit, weil das technische Konzept und die
gewählte Steuerungsarchitektur als Basis verwendet werden soll für das Konzept
wirtschaftlicher, wandelbarer Materialflusssysteme in Airline Catering Betrieben.
Insofern erfolgt eine nähere Beschreibung des Konzepts „Internet der Dinge in
der Intralogistik“ in Kapitel 3.2.2 Steuerungs- und Automatisierungstechnik –
„Internet der Dinge“ und in Kapitel 6.2.2 Steuerungs- und
Kommunikationstechnik.
� In der von Nopper verfassten Dissertation [Nopp-11] wird eine Methodik zur
Quantifizierung von Effizienzgewinnen durch Wandelbarkeit bei
Materialflusssystemen in der Intralogistik beschrieben. Noppers Arbeit widmet
sich selbstorganisierten Materialflusssystemen mit autonomer Steuerung nach
dem Konzept „Internet der Dinge“. Mit einer durchgängigen mathematischen
Formulierung werden die Sachzusammenhänge beschrieben, um diese mit Hilfe
von Operations-Research-Werkzeugen und im Speziellen dem Bellman´schen
Optimalitätsprinzip dynamisch zu optimieren bzw. einfache Zusammenhänge und
Eigenschaften geschlossen, ohne dynamische Optimierung, herzuleiten. Dazu
wird ein Sachzusammenhang zwischen einem Wandlungsbedarf aufgrund
geänderter Umweltbedingungen und der Wandelbarkeit des Systems hergestellt.
Durch den verwendeten Optimierungsansatz werden Systemanpassungen
modelliert und eine konventionelle, hierarchische Materialflusssteuerung den
Ausführungen gemäß dem Konzept „Internet der Dinge“ in zwei unterschiedlichen
Ausprägungsformen gegenübergestellt. Als Maßgröße für den Vergleich wird der
Net Present Value oder Kapitalwert auf Basis von Investitionskosten,
Betriebskosten und Überlastungskosten über den Lebenszyklus ermittelt. Die
dynamische Optimierung erfolgt in der Form, dass der maximale Kapitalwert
angestrebt wird, wobei die gesteigerte Wandelbarkeit aufgrund des gut
wandelbaren Konzepts „Internet der Dinge“ zu mehreren kleinteiligen
Wandlungsschritten führt.
Im Rahmen des Praxisbeispiels setzt sich Nopper, so wie auch die vorliegende
Arbeit, mit der Luftfahrtindustrie auseinander. Nopper betrachtet
Gepäcksortieranlagen an Verkehrsflughäfen. Die Arbeit zielt im Wesentlichen auf
die Umfänge der Steuerung und im Speziellen auf Merkmale wie die Ausstattung
der zukünftig selbststeuernden Transportgüter mit RFID-Tags ab. So werden

Grundlagen
34
praktisch keine Einflüsse der angestrebten Wandelbarkeit auf die Mechanik oder
auch die Gebäudeausführung quantitativ betrachtet. Weiterhin kommt Nopper bei
der Betrachtung des Anwendungsbeispiels der Gepäckförderanlagen zu dem
Schluss, dass die Wandelbarkeit im Wesentlichen auf die Durchsatzänderung
der Gepäckförderanlage zu reduzieren ist.
Nopper weist in seiner Zusammenfassung darauf hin, dass das vorliegende
Ergebnis noch umfangreicher mathematischer Vorkenntnisse zur Anwendung
bedarf, aber gut in ein für größere Anwenderkreise geeignetes Softwaretool
überführt werden könnte. Nopper kommt zu dem Ergebnis, dass für den
untersuchten Anwendungsfall das Konzept „Internet der Dinge“ die
wirtschaftlichere Ausführung für das Steuerungskonzept ist. Nopper zeigt in
seinem Ausblick eine mögliche Verknüpfung seiner Methodik mit der Monte-
Carlo-Simulation und der Szenariotechnik auf, wie sie in dieser Arbeit an späterer
Stelle aufgegriffen werden.
2.2 Bewertungsverfahren für Investitionen
Unter Bewertung versteht man die Einschätzung des Wertes und der Bedeutung
eines Sachverhaltes oder Objektes. Ein verwandter Begriff ist die Evaluation.
Bewertungsverfahren strukturieren die Bewertung und liefern Informationen über das
zu bewertende Objekt, so dass der Entscheider alternative Objekte vergleichen kann
oder die Güte eines einzelnen Objektes evaluieren kann.
In unserem Wirtschaftssystem gilt nach allgemeiner Auffassung, dass das wichtigste
Bewertungskriterium für ein Objekt dessen Wirtschaftlichkeit ist [Baue-96]. Die
Wirtschaftlichkeit wird dabei als Quotient von monetärem Ergebnis und monetärem
Mitteleinsatz gemessen. Als Bewertungsgrößen stellt die Betriebswirtschaftslehre
diverse Kennzahlen zur Verfügung, die in den verschieden Disziplinen des
Controllings und Rechnungswesens zum Einsatz kommen. Darunter fallende
Bewertungsgrößen für das monetäre Ergebnis sind z. B. Erlöse, Erträge, Gewinne,
Einzahlungen und Einnahmen. Diese werden dividiert durch monetäre
Bewertungsgrößen für den Mitteleinsatz, wie etwa Kosten, Aufwände, Verlust,
Auszahlungen und Ausgaben [Brie-02].
In der Betriebswirtschaftslehre und insbesondere in der Investitionsrechnung und
Finanzwirtschaft werden hierzu verschiedene Verfahren zur Verfügung gestellt. In
diesem Abschnitt der Arbeit (Kapitel 2.2) erfolgt eine Erläuterung der grundsätzlich

Grundlagen
35
zur Verfügung stehenden und infrage kommenden Verfahren für die Bewertung der
Wirtschaftlichkeit wandelbarer Materialflusssysteme im Airline Catering. Es werden
die Vor- und Nachteile der jeweiligen Verfahren herausgestellt.
Die Verfahren der Investitionsrechnung können, wie in der folgenden Abbildung
dargestellt, unterschieden werden:
Merkmal Ausprägungen
(Un-)Sicherheit Sicherheit Unsicherheit
Risiko Ungewissheit Unwissen
Alternativen Einzelentscheidung Programmentscheidung
Ziele Ein Ziel Zielbündel
Zeit statisch
dynamisch
einstufig mehrstufig
starr flexibel
Abbildung 2-7: Merkmale von Investitionsrechenverfa hren (in Anlehnung an [Götz-05])
In den folgenden Abschnitten werden die zu den jeweiligen Merkmalen zugehörigen
Verfahren erläutert. Hierbei werden zunächst in Kapitel 2.2.1 die statischen
Verfahren (Zeit) erläutert und dann unter 2.2.2 die dynamischen Verfahren. Bei den
dynamischen Verfahren wird auf das Merkmal „Sicherheit“ eingegangen und
aufgezeigt, welche Methoden bestehen, um das Merkmal der Unsicherheit mit zu
berücksichtigen. Die Erläuterungen zu den Verfahren bei Unsicherheit befinden sich
unter Abschnitt 2.2.4. Im Abschnitt 2.2.3 wird noch einmal auf das Merkmal „Zeit“ im
Sinne einer Gesamtlebensdauer-Betrachtung eingegangen. Hierzu wird das Life-
Cycle-Costing erläutert.
2.2.1 Statische Verfahren der Investitionsrechnung
Bei den relativ einfach anwendbaren statischen Verfahren wird mit
Durchschnittswerten für monetäre Größen gerechnet. Sie betrachten eine Periode
lediglich als ganzen Zeitabschnitt. Es werden keine Einzeldaten aus Nettozahlungen

Grundlagen
36
und Anfangsauszahlung verwendet. Dadurch wird der Datenerhebungsaufwand
gering gehalten und der Rechenaufwand begrenzt. Bei der betrachteten Periode
handelt es sich entweder um eine repräsentative Periode des Lebenszyklus oder um
eine hypothetische Durchschnittsperiode [Götz-05], [Sest-03].
Ausprägungen der statischen Investitionsrechnung sind z. B. die folgenden
Verfahren:
� Kostenvergleichsrechnung
Dient dem Vergleich mehrerer Investitionsalternativen. Hierbei werden die
Gesamtkosten der Alternativen ermittelt und gegenübergestellt, so dass die
kostengünstigste ermittelt werden kann.
� Gewinnvergleichsrechnung
Basiert, wie die Kostenvergleichsrechnung auch, auf dem Vergleich mehrerer
Investitionsalternativen. Ergänzend werden bei der Gewinnvergleichsrechnung
die Erlöse mit einbezogen, was ein umfangreicheres Ergebnis erlaubt. Hierbei
wird der Gewinn der Alternativen ermittelt und die gewinnmaximale Alternative
ermittelt.
� Rentabilitätsrechnung
Sie ergänzt die Gewinnvergleichsrechnung um das eingesetzte Kapital. Es kann
als Bezugsgröße der Kapitaleinsatz zu Beginn der Investition genommen werden
(ohne Abschreibungen). Üblicher ist die Berechnung mit dem durchschnittlich
eingesetzten Kapital (mit Abschreibungen). Andere Bezeichnungen für die
Rentabilitätsrechnung sind Rentabilitätsvergleich, Renditemethode oder Return
on Investment (ROI).
� Amortisationsrechnung
Die Amortisationsrechnung dient der Ermittlung der Kapitalbindungsdauer einer
Investition. Es wird die Rückflussdauer einer Investition bis zur vollständigen
Refinanzierung der Investition berechnet. Diese wird als Amortisationszeit
bezeichnet. Gelegentlich wird die Amortisationsrechnung auch als Pay-Off-
Methode nach dem englischen Begriff (pay-off = amortisieren) bezeichnet.
� MAPI-Methode
Sie stellt eine Weiterentwicklung der statischen Rentabilitätsrechnung dar und
dient zur Lösung von Ersatz- und Rationalisierungsentscheidungen. Sie wurde
von Terborgh am „Machinery and Allied Products Institute“ (MAPI) entwickelt.

Grundlagen
37
Bei stark unterschiedlichen Zahlungsstrukturen kann eine Durchschnittsbetrachtung
jedoch nur Näherungswerte liefern. Da ein wesentliches Merkmal der Wandlung von
Materialflusstechnik in den Realisierungs- und folglich Zahlungszeitpunkten liegt,
sind die statischen Verfahren für die hier vorliegende Aufgabenstellung zur
Beurteilung der Wirtschaftlichkeit wandelbarer Materialflusstechnik nicht ausreichend
und können höchstens als Indikation dienen.
2.2.2 Dynamische Verfahren der Investitionsrechnung
Das wesentliche Unterscheidungsmerkmal der dynamischen Verfahren gegenüber
den zuvor erläuterten statischen Verfahren der Investitionsrechnung ist die explizite
Berücksichtigung von mehreren Perioden. Die betrachteten Investitionsobjekte
werden durch Ein- und Auszahlungen zu definierten Zeitpunkten im Lebenszyklus
beschrieben. Ein- und Auszahlungen erfolgen an diskreten Zeitpunkten [Götz-05].
Zweifelsohne besitzt die Kapitalwertmethode als Standardverfahren der
Investitionsrechnung die größte Verbreitung in der Industrie [Brie-02], [Cope-00].
Der Kapitalwert (engl. Net-Present-Value) berechnet sich als Summe der auf die
Gegenwart abgezinsten Zahlungen, dem sog. Barwert (engl. Present Value),
zuzüglich der Investitionsausgabe [Wöhe-08]. Rückflüsse in das Unternehmen
werden als positive Beträge ausgewiesen, Abflüsse mit negativem Vorzeichen:
∑= +
+=T
tt
ts i
CFINPV
10 )1(
(Gl. 2-1)
SNPV Kapitalwert (Net Present Value) bei sicheren Zahlungen
tCF Aus der Investition resultierende Zahlungsströme (Cash Flows) in Periode t
tCF = Einnahmen zum Zeitpunkt t – Ausgaben zum Zeitpunkt t
i Kalkulationszins (Diskontierungsfaktor)
0I Investitionszahlung in t = 0
T Lebensdauer der Investition bzw. Betrachtungszeitraum
Mit dem Kapitalwert steht sowohl eine Entscheidungshilfe zur Verfügung, ob eine
Investition wirtschaftlich ist (absolute Vorteilhaftigkeit) als auch eine Hilfe, welches
Objekt realisiert werden sollte (relative Vorteilhaftigkeit). Bei einem Kapitalwert
größer Null ist ein Investitionsobjekt absolut vorteilhaft. Wenn der Kapitalwert höher
ist als der des zu vergleichenden Objekts, so spricht man von relativer

Grundlagen
38
Vorteilhaftigkeit. Die Kapitalwertmethode ist die Basis für die Annuitätenmethode, die
dynamische Amortisationsrechnung und auch die interne Zinssatz-Methode [Oste-
99]. Alle vier Verfahren basieren auf der Prämisse des vollkommenen Kapitalmarkts,
wonach ein Kalkulationszinssatz vorliegt, zu dem Finanzmittel in beliebiger Höhe
sowohl angelegt als auch aufgenommen werden können [Götz-05].
Im Gegensatz dazu gehen die Methoden „Vermögensendwert-Methode“,
„Sollzinssatz-Methode“ und „Methode der vollständigen Finanzpläne“ von
unterschiedlichen Zinssätzen für Soll- (Aufnahme) und Habenzinsen (Anlage) aus.
Es wird dadurch eine höhere Realitätsnähe erreicht [Götz-05]. Der Rechenaufwand
bei der Vermögensendwertmethode und der aus ihr ableitbaren Sollzinssatzmethode
ist nur geringfügig höher als bei den zuvor geschilderten Methoden mit Prämisse
eines vollkommenen Kapitalmarkts. Die Methode der vollständigen Finanzpläne
hingegen erfordert einen deutlich höheren Aufwand, bietet jedoch auch eine höhere
Ergebnisqualität. Hierbei werden alle ein Investitionsvorhaben betreffenden
Zahlungsreihen inkl. der Finanzmittelaufnahme und -anlage in tabellarischer Form
betrachtet [Götz-05].
Zusammenfassend lässt sich für die in diesem Abschnitt beschriebenen
dynamischen Verfahren der Investitionsrechnung mit sicheren Erwartungen
festhalten, dass eine höhere Ergebnisqualität über die Vermögensendwert-,
Sollzinssatzmethode und Methode der vollständigen Finanzpläne erreicht werden.
Aufgrund der relativ geringen Verbreitung dieser Methoden und der im Gegensatz
dazu hohen Verbreitung der Kapitalwertmethode und ihrer Derivate, erscheint der
Einsatz der Kapitalwertmethode zum Nachweis der Wirtschaftlichkeit von
wandelbarer Materialflusstechnik in Airline Catering Unternehmen als zweckmäßiger,
effizienter und transparenter. Somit wird bei Anwendung der Kapitalwertmethode
eine höhere Akzeptanz in Industrie- und Entscheiderkreisen erwartet. Im weiteren
Verlauf der vorliegenden Arbeit wird auf der Kapitalwertmethode aufgebaut.
2.2.3 Lebenszykluskostenrechnung
Bereits in der ersten Hälfte des zwanzigsten Jahrhunderts wurde im militärischen
Umfeld erkannt, dass die reinen Akquisitionskosten für Ausrüstungsgegenstände nur
einen kleinen Teil der Gesamtaufwendungen ausmachen, die von der
Investitionsentscheidung beeinflusst werden. Folglich wurden Richtlinien formuliert,
die definieren, dass bei der Beschaffung von Ausrüstungen eine ganzheitliche
Ausgabenbewertung zu erfolgen hat, die alle Ausgaben über den gesamten

Grundlagen
39
Lebenszyklus der betroffenen Objekte berücksichtigt. D. h., es werden alle Ausgaben
von der Akquisition bis zur Verwertung nach Ausgliederung aus dem operativen
Dienst berücksichtigt (vgl. [Wood-97]). Neben diesem ursprünglichen
Verwendungszweck hat sich die zugrunde liegende Methodik ebenfalls und
insbesondere im Anlagenbau etabliert und wurde auf weitere Branchen übertragen
[Abel-06a], [Fürn-92]. Im Folgenden findet sich eine Erläuterung des Begriffs
Lebenszyklus und Lebenszykluskosten, wie er in dieser Arbeit verwendet wird und
eine Abgrenzung zu weiteren in diesem Kontext stehenden Begriffen.
Unter dem Lebenszyklus eines Objekts wird die Lebensdauer in verschiedene
Phasen unterteilt verstanden, wobei dafür verschiedene Perspektiven bestehen
[Ehrl-03], [Embl-03]:
� Perspektive des Kunden: Kauf, Nutzung, Unterstützung, Wartung und Entsorgung
� Perspektive der Produktion: Konzeption, Entwurf, Entwicklung, Produktion und
Logistik
� Perspektive des Marktes: Einführung, Wachstum, Sättigung und Rückgang
Lebenszykluskosten umfassen die Aufwendungen im Zusammenhang mit dem
betrachteten Objekt von seiner Konzeption und Fabrikation über die Nutzung bis zum
Ende der nutzbaren Lebenszeit, inklusive der nachgelagerten Verwertung und fassen
damit die gesamten Kosten zusammen, die ein System während seines Lebens
verursacht bzw. verursachen wird [Pfoh-02], [IEC-03].
Lebenszykluskostenrechnungen oder Lebenszyklusbetrachtungen bilden dabei keine
besondere Rechenmethodik, sondern eine systematisierte Betrachtung aller
anfallenden Kosten mit dem Ziel, die Gesamtkosten zu minimieren [Riez-96], [Pfoh-
02]. Anstelle des Begriffs „Lebenszykluskostenrechnung“ werden in der Literatur
auch die Begriffe „Lebenswegkosten“, „Life-Cycle-Costing“ (LCC) oder
„Lebenslaufkosten“ synonym verwendet [Biro-91].
Die Methode der Produktlebenszyklusrechnung ist jedoch von der
Lebenszykluskostenrechnung (LCC) abzugrenzen. Produktlebenszyklusrechnungen
berücksichtigen alle anfallenden Zahlungsströme (Ein- sowie Auszahlungen) im
Laufe des Lebenszyklus einer Produktgeneration und berücksichtigen somit auch die
sich ergebenden Erlöse und nicht nur die Kosten.
Bei der Produktlebenszyklusrechnung werden die zur Vermarktung einer
Produktgeneration gehörenden Phasen, wie etwa Marktuntersuchungen,

Grundlagen
40
Markteinführung, Marketing usw., berücksichtigt und der wirtschaftliche Erfolg dieser
Projekte bewertet [Pfoh-02]. Darüber hinaus können Nutzwertanalysen oder Life
Cycle Assessments die Life Cycle Cost-Rechnungen sinnvoll ergänzen, wenn neben
den quantitativ erfassbaren Kosten des Systems auch nicht monetäre Kriterien
(Nutzwertanalyse) oder die Auswirkungen auf die Umwelt (Life Cycle Assessment)
einbezogen werden sollen.
Aus Sicht des Unternehmens stellt ein Materialflusssystem oder ein
Produktionssystem im Allgemeinen ein Produkt bzw. Investitionsgut dar, das für die
Erstellung von Produkten (oder auch Leistungen) verwendet wird [Hild-02].
Problematisch ist in diesem Zusammenhang, mit Blick auf die
sachgüterproduzierende Industrie, dass die Längen der beiden Lebenszyklen
(Produkt und Produktionssystem) immer stärker divergieren [Wien-07]. Ein schneller
Modellwechsel und eine hohe Variantenanzahl verkürzen den Marktlebenszyklus,
wohingegen aus wirtschaftlicher Sicht eine lange Nutzungsdauer von Betriebsmitteln
erforderlich ist, um die Betriebsmittelkosten auf eine möglichst hohe Anzahl von
Produkten verrechnen zu können [Urba-05]. Unternehmen streben aus diesen
Gründen an, auch Folgemodelle eines Produkts auf denselben Betriebsmitteln zu
fertigen. Die folgende Grafik veranschaulicht die zunehmenden Divergenzen von
Gebäude, Technologien (Betriebsmittel) und Produkten.
Abbildung 2-8: Abhängigkeiten der Lebenszyklen von Produkten, Technologien und Gebäuden
(aus [Sche-04])
Ziel der Lebenszykluskostenrechnung ist es, bei der Bewertung von
Investitionsalternativen sämtliche Kosten, die innerhalb der Lebensdauer entstehen
und entstehen werden, zu berücksichtigen, um so eine weitsichtige Entscheidung zu
1
2
3
Lebensdauer1
2
3
Produktlebenszyklus
Technologielebenszyklus
Gebäudelebenszyklus
I. Bauzeit- und Einzelinvestition
Geb
rauc
hsw
ert/
verk
aufte
Men
ge
II. Physikalischeund moralischeWertminderung III. Moderni-
sierung IV. Sanierung

Grundlagen
41
unterstützen und ggf. schon bei der Akquisitionsentscheidung Einfluss auf
Folgekosten zu nehmen.
In diesem Zusammenhang fällt auch häufig der Begriff „Total Cost of Ownership“. Ins
Deutsche übersetzt sind darunter die Gesamtkosten in der Besitzphase zu
verstehen. Ziel der Total Cost of Ownership Betrachtungen ist der Nachweis der
Wirtschaftlichkeit des Betrachtungsobjektes/Investitionsobjektes über den gesamten
Besitzzeitraum [Barr-03] inklusive aller Folgekosten. Um eine einheitliche
Betrachtungsweise der Lebenszykluskosten zu erreichen, sind verschiedene
Normungen und Standardisierungen der jeweils zuständigen Verbände erarbeitet
worden, um z. B. in einer Angebotsphase für Anlagenkäufer und -lieferanten die
Lebenszykluskosten eindeutig berechnen zu können (vgl. [Baum-08], [DIN EN
60300-3-3], [VDMA 34160], [Geis-09]).
Alle Ansätze der Lebenszykluskostenrechnung basieren auf der Analyse von
Zahlungsströmen. Zur Berücksichtigung des Zeitpunktes der jeweiligen Zahlung
erfolgt eine Auf- oder Abzinsung zum Betrachtungszeitpunkt. Insofern basieren die
Methoden auf der Kapitalwertanalyse. Zur Berücksichtigung der Unsicherheit von in
der Zukunft liegenden Zahlungsströmen finden häufig Sensitivitätsanalysen
Anwendung. Die folgende Grafik veranschaulicht schematisch das vorliegende
Optimierungsproblem bei Konfiguration eines Systems bzw. einer Lösung unter
Berücksichtigung von Anfangskosten (Beschaffungskosten) und Folgekosten
(Besitzkosten). Zielsetzung bei der Konfiguration ist es, das Minimum der
Lebenszykluskosten zu identifizieren und die Anlage/Lösung entsprechend zu
gestalten.
Abbildung 2-9: Auswahl der wirtschaftlich optimalen Lösung unter Berücksichtigung der
Interdependenz Anfangs- und Folgekosten [Böni-97]
LösungskonfigurationOptimaleLösung
Life
Cyc
le C
ost
Life Cycle Cost
Anfangskosten(Beschaffungskosten)
Folgekosten (Besitzkosten)

Grundlagen
42
In der Literatur finden sich vereinzelt Empfehlungen, unter welchen
Rahmenbedingungen LCC trotz des höheren Aufwands gegenüber einfacheren
Verfahren vorzuziehen ist. So sieht Barringer [Barr-03] bei Überschreitung einer
Investitionsgrenze von 10.000 bis 25.000 US$ die Verwendung der LCC als sinnvoll
an. Emblesvåg [Embl-03] empfiehlt die Verwendung bei offenen Produkten oder
Systemen, die sich im Laufe der Zeit und mit ihrer Umwelt verändern (vgl. auch [Möll-
08]).
Für wandelbare Materialflusssysteme gilt bei Weitem eine Überschreitung der o. g.
Investitionssumme sowie die Veränderlichkeit im Laufe der Zeit und mit der Umwelt,
so dass eine Verwendung des LCC Ansatzes im Rahmen dieser Arbeit naheliegend
ist.
2.2.4 Investitionsrechnung bei unsicheren Erwartung en
Bei den in den vorherigen Abschnitten dargestellten Verfahren der
Investitionsrechnung handelt es sich um deterministische Modellrechnungen, d. h.,
die Inputgrößen für die Kalkulation gelten als sicher. Die Investitionsrealität sieht
jedoch anders aus, so dass die zu berücksichtigenden Inputgrößen als
Zahlungsflüsse (Einnahmen und Ausgaben), die Nutzungsdauer und der
Kalkulationszinsfuß i. d. R. nicht mit vollständiger Sicherheit prognostiziert werden
können und somit auch die Ergebnisgröße (Outputgröße) als Kapitalwert einer
Unsicherheit unterliegt. So sind für die Zukunft verschiedene Umweltzustände
denkbar, wie etwa Veränderung der Einzahlungen durch Konjunktureinflüsse oder
Veränderung der Auszahlungen durch Lohnkostenentwicklungen.
Für jede Kombination aus Umweltzuständen resultiert ein zugehöriger Kapitalwert.
Mit Zunahme der infrage kommenden Umweltzustände nimmt i. d. R. auch die
Bandbreite der resultierenden Kapitalwerte zu. Selbstverständlich kann es durch
kompensatorische Effekte auch zu Übereinstimmung der Kapitalwerte trotz
unterschiedlicher Umweltgrößen kommen [Wöhe-08].
In der Betriebswirtschaftslehre wird die dann vorliegende Situation mit verschiedenen
möglichen Umweltsituationen als Unsicherheit bezeichnet. Die BWL subsumiert unter
diesem Begriff Risiko, Ungewissheit und auch Unwissen. Wobei Risiko einen
Zustand beschreibt, in dem man die Eintrittswahrscheinlichkeit zukünftiger Ereignisse
schätzen kann oder kennt [Wöhe-08]. Ungewissheit im Gegensatz dazu beschreibt
die Situation, wenn mögliche Ausprägungen der Zukunft bekannt sind, jedoch keine

Grundlagen
43
Erkenntnisse über deren Eintrittswahrscheinlichkeit vorliegen. Im Zustand der
Unwissenheit (Unwissen) sind die Erkenntnisse noch weiter reduziert – die
möglichen Ausprägungen der Zukunft sind nicht vollständig bekannt. Als
Mindestvoraussetzung für die Anwendbarkeit von Investitionsrechenverfahren
müssen Zustände des Risikos oder der Ungewissheit vorliegen. Eine Anwendung der
Investitionsrechenverfahren bei Unwissenheit ist nicht möglich, weil Prognosen über
zukünftige Kosten oder Zahlungen (Input), auf denen diese Verfahren basieren, nur
für bekannte Zustände abgegeben oder hergeleitet werden können.
Durch Unsicherheit über die zukünftigen Umweltzustände kommt es zu mehrwertigen
Investitionsergebnissen. Man spricht in diesem Zusammenhang von stochastischen
Investitionsmodellen. Neben der bereits unter 2.2.2 dargestellten Kapitalwertmethode
finden unter Unsicherheit insbesondere die folgenden Verfahren Anwendung (vgl. u.
a. [Fran-04], [Wöhe-08], [Homm-99b], [Thue-01]).
Hierzu erfolgt nun eine Kurzdarstellung der folgenden Verfahren:
� Korrekturverfahren
� Sensitivitätsanalyse
� Risikoanalyse
� Risikoanalyse mit Monte-Carlo Simulation
� Entscheidungsbaumverfahren
� Realoptionsbewertung
Die genannten Verfahren sind in etwa nach ihrem Aufwand gegliedert. D. h., das
Korrekturverfahren stellt die einfachste Methode dar und portfoliotheoretische
Ansätze die mit dem größten Aufwand verbundene Methode. Proportional zum
eingesetzten Aufwand sind aber auch die mit dem jeweiligen Verfahren zu
erreichenden Erkenntnisse und Absicherungsmöglichkeiten der
Investitionsentscheidung [Wöhe-08].
Korrekturverfahren
Bei dem Korrekturverfahren handelt es sich um eine einfache Faustregel, nach der
zunächst für alle Inputgrößen ein zu erwartender Wert geschätzt wird. Im zweiten
Schritt erfolgt dann ein Sicherheits-Zu- bzw. Sicherheits-Abschlag für alle
Inputgrößen. Das Verfahren kann auch als Worst-Case-Szenario bezeichnet werden,
bei dem der mindestens zu erwartende Kapitalwert ermittelt wird. Somit stellt das

Grundlagen
44
Verfahren eine Absicherung gegen unrentable Investitionsentscheidungen dar, birgt
aber auf der anderen Seite auch das Risiko, lukrative Investitionsentscheidungen zu
pessimistisch zu bewerten. Es erfolgt keine Ursachenanalyse und es besteht die
Gefahr der Doppelberücksichtigung von Risiken über sich addierende Sicherheits-zu-
und -abschläge.
Das Verfahren zählt zu den heuristischen Planungsverfahren und ist eher für kleinere
Investitionsvorhaben gedacht, bei denen kein hoher Planungsaufwand zur
Risikoabsicherung aufgebracht werden soll. Somit ist es für die hier vorliegende
Aufgabenstellung zur Bewertung der Wirtschaftlichkeit wandelbarer
Materialflusstechnik unter Unsicherheit eher nicht geeignet.
Sensitivitätsanalyse
Die Sensitivitätsanalyse stellt eine Ergänzung zu den in den Abschnitten 2.2.1 und
2.2.2 vorgestellten deterministischen Investitionsrechnungsverfahren dar. Es wird
dabei davon ausgegangen, dass die Inputgrößen des Modells um den für Sicherheit
geschätzten jeweiligen Inputwert schwanken können. Durch systematische Variation
der Inputgrößen soll erstens Aufschluss darüber gewonnen werden, welche
Inputgrößenvariation das Ergebnis besonders beeinflusst und vor allem negativ
beeinträchtigt. Zweitens soll der Toleranzbereich ermittelt werden, in dem bestimmte
Parameter schwanken dürfen, ohne den Vorteil der Investitionsentscheidung
umzukehren.
Für die erste Fragestellung werden die Werte von einer oder mehreren Inputgrößen
gesenkt und gesteigert [Krus-07]. Falls das Ergebnis dadurch nur geringfügig variiert,
kann die Unsicherheit bei der untersuchten Investitionsrechnung vernachlässigt
werden. Auffällige Schwankungen hingegen lassen Schlüsse über den Einfluss
einzelner Inputgrößen zu. Eine weitergehende Analyse dieser Inputgrößen
ermöglicht dem Investor ein Verständnis der Risikostruktur [Götz-05]. Gängig sind
sogenannte Worst-Case- und Best-Case-Betrachtungen, bei denen das aus Sicht
der Beteiligten optimistische Szenario von Inputgrößen und das pessimistische
Szenario zugrunde gelegt werden. Die Unsicherheit kann auf diesem Wege teilweise
beherrscht werden.
Mit der zweiten Betrachtung sollen die Grenzwerte für Inputgrößen ermittelt werden,
bei deren Überschreitung eine Wirtschaftlichkeit der Investition bzw. die

Grundlagen
45
wirtschaftliche Mindestanforderung (z. B. Amortisationszeit unter zwei Jahren) für
entsprechende Investitionen nicht mehr gegeben ist.
Auf Basis der Sensitivitätsanalyse erfolgt kein Variantenvergleich von
Investitionsalternativen, sie liefert aber Erkenntnisse über den Einfluss der
Unsicherheit der Umweltsituation auf die Investitionsentscheidung bei Variation
einzelner Inputgrößen [Hax-93], [Wöhe-08]. Insofern stellt sie einen guten Beitrag für
die hier vorliegende Fragestellung zur Bewertung der Wirtschaftlichkeit von
wandelbarer Materialflusstechnik im turbulenten Airline Catering Umfeld (unsichere
Umwelt) dar und soll in Kapitel 7 Anwendung finden.
Risikoanalyse
Im Gegensatz zu der zuvor geschilderten Sensitivitätsanalyse, bei der der Fokus auf
den Inputfaktoren liegt, wird mit der Risikoanalyse die Risikostruktur der
Ergebnisgröße analysiert. Durch kombinierte Variation der Inputgrößen wird eine
Wahrscheinlichkeitsverteilung der Ergebnisgröße, die als Entscheidungsbasis
verwendet wird, ermittelt. Grundsätzlich stehen hierzu drei Verfahren zur Verfügung:
� Analytische Verfahren
� Vollenumeration
� Simulation
Bei der analytischen Berechnung kann nur eine kleine Anzahl an Inputgrößen
einbezogen werden [Buss-90]. Das praktische Anwendungsfeld der analytischen
Verfahren ist wegen ihrer zum Teil recht restriktiven Annahmen sehr beschränkt
[Wöhe-08]. Auf der anderen Seite ist der erforderliche Aufwand stark begrenzt.
Insbesondere das Argument des verhältnismäßig geringen Aufwands und die hohe
Transparenz der Vorgehensweise bewegen dazu, die analytische Risikobewertung
bei der weiteren Betrachtung mit einzubeziehen.
Die Vollenumeration soll im Folgenden anhand eines Beispiels beschrieben werden.
Das Beispiel basiert auf der Anwendung der unter Abschnitt 2.2.2 beschriebenen
Kapitalwertberechnung. Es fließen somit als Inputgrößen Einzahlungen,
Auszahlungen, Nutzungsdauer und Kalkulationszinsfuß ein. Ergebnisgröße ist der
Kapitalwert. Bei dem hier konstruierten Beispiel wird von fünf möglichen, zukünftigen
Umweltzuständen der Unternehmensumwelt ausgegangen. Dem Investor ist es
möglich, Eintrittswahrscheinlichkeiten für die verschiedenen Umweltzustände zu
benennen. Die Kalkulation des Kapitalwerts für die fünf denkbaren Umweltzustände

Grundlagen
46
liefert eine Wahrscheinlichkeitsverteilung. Somit liegt eine Information vor, mit
welcher Wahrscheinlichkeit ein bestimmter Kapitalwert zu erwarten ist. Die folgende
Tabelle zeigt eine exemplarische Wahrscheinlichkeitsverteilung des Kapitalwerts:
Abbildung 2-10: Exemplarische Wahrscheinlichkeitsve rteilung des Kapitalwerts
Aus einer solchen Wahrscheinlichkeitsverteilung lässt sich das Risikoprofil der
betrachteten Investitionsalternative ableiten. Es kann somit geschlussfolgert werden,
mit welcher Wahrscheinlichkeit mindestens ein definierter Kapitalwert erreicht wird.
Abbildung 2-11: Risikoprofil zur vorherigen exempla rische Wahrscheinlichkeitsverteilung
In dem vorliegenden Beispiel wird mit einer Wahrscheinlichkeit von 75 % ein nicht
negativer Kapitalwert erreicht. Die Wahrscheinlichkeit eines negativen Kapitalwerts
liegt bei 25 %, nämlich dann, wenn Umweltzustand 1 oder 2 eintreten. Die
Bewertung des Risikoprofils ist eine subjektive Einschätzung des Investors und kann
je nach Risikofreude oder -scheu zu unterschiedlichen Konsequenzen führen. Das
Risikoprofil stellt eine Entscheidungshilfe für die endgültig subjektive Entscheidung
dar.
Als Fortführung des bisherigen Beispiels zur Risikobetrachtung mit Vollenumeration
sollen nun noch Investitionsalternativen mit einbezogen werden. In der dargestellten
Tabelle sind die Kapitalwerte für die Alternativen A, B und C berechnet bei den
bereits eingeführten fünf möglichen, zukünftigen Umweltzuständen Umw1 bis Umw5.
Umweltzustand Umw 1 Umw 2 Umw 3 Umw 4 Umw 5
relative Eintrittswahrscheinlichkeit 0,15 0,10 0,25 0,30 0,20erwarteter Kapitalwert -100 -25 0 +200 +300
0%
20%
40%
60%
80%
100%
120%
-100 -25 0 200 300
Mindesthöhe des Kapitalwertes [€]
Ein
tritts
wah
rsch
einl
ichk
eit %
75%25%

Grundlagen
47
Abbildung 2-12: Ergebnisdarstellung für drei altern ative Investitionen
Die Entscheidung über die Investition hängt von der Risikofreudigkeit des Investors
ab. Wenn der Investor risikoneutral ist, erfolgt die Entscheidung nach dem
Erwartungswert (µ). Danach ist Alternative C die aussichtsreichste Investition. Sie hat
den höchsten Erwartungswert (µ). Der Investor entscheidet nach der µ-Regel oder
auch Bayes-Regel. In der Realität weisen Wirtschaftssubjekte jedoch häufig ein
risikoaverses Entscheidungsverhalten auf. D. h., es wird das Risiko gemieden. In
diesem Falle sollte eine Entscheidung nach der (µ,s)-Regel erfolgen. Diese besagt,
dass bei gleichem Erwartungswert zu Gunsten der Variante mit geringerer
Standardabweichung, d. h. geringerem Risiko entschieden wird. Danach entfällt in
dem o. g. Beispiel Alternative A, da diese eine höhere Standardabweichung als
Alternative B aufweist, bei gleichem Erwartungswert wie B. Bei gleicher
Standardabweichung von zu vergleichenden Alternativen wird zu Gunsten der
Alternative mit höherem Erwartungswert entschieden. In dem obigen Beispiel
verbleiben somit noch B und C in der Betrachtung. Anhand der (µ,σ)-Regel kann
keine Entscheidung zwischen B und C erfolgen, weil C sowohl den höheren
Erwartungswert als auch die höhere Standardabweichung aufweist.
Eine theoretische Lösungsmöglichkeit zur weiteren Entscheidungsfindung bietet das
Bernoulli-Prinzip. Dieses setzt jedoch die Quantifizierung der subjektiven
Risikoneigung in Form einer Risikopräferenzfunktion voraus [Bamb-06].
Risikoanalysen liefern grundsätzlich einen guten Überblick über mögliche
Entwicklungen von Zielgrößen und somit eine umfangreiche Entscheidungshilfe
inklusive der Definition von Risikomaßnahmen. Auf der anderen Seite verursacht die
Bestimmung von Eingangsdaten, insbesondere der Wahrscheinlichkeitsverteilungen
und der stochastischen Abhängigkeiten für Simulationen, einen hohen Aufwand, so
dass deren Einsatz häufig auf Großprojekte beschränkt bleibt [Bloh-06]. Bei der
Ermittlung der Werte der Inputgrößen und deren Eintrittswahrscheinlichkeiten ist eine
rein objektive Werteermittlung nicht möglich. Die Werte zeigen stets eine subjektive
Prägung, was jedoch für zukunftsorientierte Verfahren als kaum vermeidbar
angesehen wird (vgl. [Bamb-06] und [Wöhe-08]).
Umweltzustand Umw 1 Umw 2 Umw 3 Umw 4 Umw 5 Erwartungswertrelative Eintristwahrscheinlichkeit 0,15 0,10 0,25 0,30 0,20 mmmm
erwarteter Kapitalwert Alternative A -100 -50 0 200 300 100,00erwarteter Kapitalwert Alternative B 80 35 50 130 165 100,00erwarteter Kapitalwert Alternative C -300 -100 0 200 600 125,00

Grundlagen
48
Da bei der hier vorliegenden Aufgabenstellung zur Bewertung der Wirtschaftlichkeit
wandelbarer Materialflusstechnik relativ hohe Investitionsvolumina zu bewerten sind,
scheint aus jetziger Sicht eine Betrachtung der Simulation zur Risikobewertung als
denkbar. Im folgenden Abschnitt wird dazu die Funktionsweise der Monte-Carlo-
Simulation erläutert. Die Simulation zur Risikoanalyse weist in ihrer grundsätzlichen
Methodik keinen wesentlichen Unterschied zur Vollenumeration auf [Fran-04].
Risikoanalyse unter Verwendung der Monte-Carlo-Simu lation
Simulationsrechnungen erlauben die Modellierung komplexer Ausgangsprobleme. Ihr
Einsatz empfiehlt sich daher, wenn die Modellformulierung die Lösungsmächtigkeit
analytischer Ansätze übersteigt [Evan-02].
Die Monte-Carlo-Simulation (MC-Simulation) oder Monte-Carlo-Studie ist ein
Verfahren aus der Stochastik. Hierbei werden theoretische
Wahrscheinlichkeitsverteilungen durch häufige Zufallsexperimente empirisch
angenähert. Analytisch gar nicht lösbare oder nur sehr komplex lösbare Probleme
werden mithilfe der Wahrscheinlichkeitstheorie numerisch gelöst. Es kommt dabei
insbesondere das Gesetz der großen Zahlen zum Tragen. So können die
erforderlichen Zufallsexperimente entweder real durchgeführt werden, z. B. durch
Erzeugung von Zufallszahlen mittels Würfeln oder aber die heutzutage in beinahe
beliebig großem Umfang durch Computersimulation generierbaren Zufallsvorgänge
genutzt werden.
Die Monte-Carlo-Simulation, im hier beschriebenen Kontext, verfolgt das Ziel, aus
den Wahrscheinlichkeitsverteilungen mehrerer Zustände (Inputgrößen oder
Einflussparameter), die sich bei einer bestimmten Alternative ergebende
Wahrscheinlichkeitsverteilung des Kapitalwertes abzuleiten [Fran-04]. Mit diesen
Simulationen lassen sich mehr Informationen gewinnen als die zuvor bei der reinen
deterministischen Sensitivitätsanalyse geschilderten Worst- und Best-Case-
Szenarien. Es lassen sich auch statistische Größen, wie das Quantil, unterhalb dem
ein zu definierender Anteil aller Fälle der Verteilung liegt, ermitteln. Somit ist eine
differenziertere Betrachtung des Risikos einer Investition möglich. Die folgende
Abbildung zeigt exemplarisch eine Ergebnisdarstellung der Monte-Carlo-Simulation,
wie sie häufig in Form von Histogrammen erfolgt.

Grundlagen
49
Abbildung 2-13: Exemplarische Ergebnisdarstellung e iner Monte-Carlo-Simulation (vgl. [Rein-
06])
Entscheidungsbaumverfahren
Bei Anwendung des Entscheidungsbaumverfahrens wird ein zu analysierendes
Problem in einem ungerichteten Graphen, dem sogenannten Entscheidungsbaum,
abgebildet. Inhalt der Darstellung sind endlich viele Umweltzustände, deren
Eintrittswahrscheinlichkeiten und mögliche Folgeentscheidungen zu
unterschiedlichen Zeitpunkten.
In der Literatur wird das Verfahren als flexibel bewertet [Krus-07], weil es unter
anderem die laufende Anpassung an zukünftige Entwicklungen erlaubt. Die folgende
Darstellung (Abbildung 2-14) veranschaulicht den Aufbau eines
Entscheidungsbaums. Wenn Entscheidungsalternativen bestehen, ist dieses durch
einen Entscheidungsknoten dargestellt. Entscheidungen können durch
Zufallsereignisse beeinflusst werden, aus denen mehrere Umweltzustände
resultieren können. Ihr Eintritt ist jeweils mit einer Wahrscheinlichkeit versehen. Auf
den jeweiligen Pfad folgt ein Ergebnisknoten. Wenn der Baum noch über weitere
Perioden fortführt, kann der Ergebnisknoten mit einer weiteren Verzweigung
fortgesetzt werden und der Ergebnisknoten ist mit einer Folgeentscheidung verknüpft
[Götz-05]. Mittels Roll-Back-Verfahren lassen sich die Erwartungswerte des
Kapitalwertes aller Pfade berechnen.
Worst-Case
(Minimum)
Best-Case
(Maximum)
Erwartungs-
wert
Diskontierter Kapitalwert [€]
Wahrscheinlichkeit [%]
Qaaaa Qbbbb
Legende:
Qaaaa: Quantil bei Niveau aaaa
: Werte der Simulation
unter- und oberhalb des
Qaaaa - Qbbbb-Qunatils

Grundlagen
50
Abbildung 2-14: Schematische Darstellung eines Absc hnitts eines Entscheidungsbaums
Das Entscheidungsbaumverfahren ermöglicht die Auswertung flexibler Modelle und
ist somit auch für die Betrachtung von bestimmten Veränderungen in den
verschiedenen Phasen des Lebenslaufs besonders geeignet [Wöhe-08], [Götz-05].
Problematisch beim Entscheidungsbaumverfahren ist, wenn viele
Entscheidungen/Alternativen und eine über mehrere Perioden reichende Betrachtung
erstellt werden muss. Es entsteht dann ein Entscheidungsbaum mit sehr vielen
Ästen. Die Konsequenz ist eine aufwendige Datenbeschaffung und
Erwartungswertberechnung.
Der resultierende Aufwand beim Entscheidungsbaumverfahren ist für die vorliegende
Fragestellung dieser Arbeit als kritisch zu sehen. Zielsetzung ist die Erarbeitung einer
exemplarischen Vorgehensweise zum Nachweis der Wirtschaftlichkeit von
wandelbarer Materialflusstechnik im Airline Catering, die sehr transparent ist und von
den an der Planung Beteiligten gut anwendbar sein muss. Insofern ist die Eignung
des Entscheidungsbaumverfahrens hierfür sehr kritisch zu sehen.
Realoptionsbewertung
Eine Vielzahl von Projekten, insbesondere große Wachstumsprojekte, ist mehrstufig
angelegt. D. h., das Management entscheidet mehrstufig über die Realisierung der
geplanten Investitionen. Die Realisierung der Baustufen wird von den
Umweltzuständen und vorliegenden Informationen abhängig gemacht. Es bestehen

Grundlagen
51
die Handlungsoptionen „Realisieren“ oder „Nicht Realisieren“. Man spricht bei diesen
Handlungsspielräumen von sogenannten Realoptionen. Sie sind von den auf den
Finanzmärkten bekannten Optionen abgeleitet. Charakteristisches Merkmal von
Optionen ist, dass der Optionshalter das Recht zu investieren hat, aber nicht die
Pflicht [Cope-04].
Ein Optionshalter wird eine Option nur nutzen, wenn er sich davon einen Vorteil
verspricht. Demzufolge ist der Wert einer Option immer positiv oder null. Sollte der
Wert negativ sein, so stellt die Alternative keine Option mehr dar. Der Wert von
Optionen steigt mit zunehmender Unsicherheit. Wenn die Zukunft sich sicher
vorhersagen ließe, wären Handlungsspielräume wertlos. Jede nicht optimale
Handlung wäre unsinnig. Unsicherheit ist somit eine zwingende Voraussetzung für
einen positiven Optionswert [Götz-05].
Aufgrund des Ursprungs von Realoptionen in den Finanzoptionen bestehen
Analogien zwischen beiden Produkten. Zur Berechnung von Realoptionen liegt die
Verwendung von Verfahren nahe, die ursprünglich aus der Preistheorie in
Finanzmärkten stammen. Die folgende Tabelle stellt die beiden Objektklassen
gegenüber.
In der Literatur wird das Binomialmodell als besonders geeignet zur Bewertung von
Realoptionen angesehen. Sein Name basiert auf der Tatsache, dass der Optionswert
sich in jedem Zeitabschnitt nur positiv oder negativ verändern kann. Beim
Binomialmodell handelt es sich um ein numerisches Verfahren, bei dem ein diskreter
stochastischer Prozess in einer Baumstruktur modelliert wird [Cope-04], [Erns-02],
[Homm-99a].
Gegen die Investitionsrechnungsverfahren sprechen sich Befürworter des
Realoptionsansatzes aus, weil die Investitionsrechnungen Unsicherheiten,
mehrstufige Entscheidungsprozesse und zukünftigen Informationsgewinn nicht
berücksichtigen [Cope-98], [Homm-99b]. Wenn Kapitalwertmodelle jedoch über das
Entscheidungsbaumverfahren analysiert werden, so ist diese Kritik nur bedingt
berechtigt [Zäh-03].

Grundlagen
52
Bewertungs-
parameter
Option im Finanzmarkt Realoptionen
Recht der
Option
Erwerb der Aktie gegen
Optionsprämie
Erwerb der aus Investition
resultierenden Einzahlungen
gegen Auszahlung der
Investitionssumme
Basisobjekt Objekt des Finanzmarkts Investitionsobjekt
Basiswert Derzeitiger Wert des
Finanzobjekts (z.B.
Aktienkurs)
Abgezinster Wert der
Einzahlungsüberschüsse nach
Realisierung Investition
Basispreis Ausübungspreis der Option Investitionsvolumen zum
Realisierungszeitpunkt der Option
Laufzeit Restlaufzeit der Option Verbleibende Zeit bis
Investitionsentscheidung
spätestens erfolgen muss
Volatilität Standardabweichung
(Kursrisiko)
Unsicherheit über zu erwartende
Einzahlungsüberschüsse
Zinssatz Risikoloser Zinssatz Risikoloser Zinssatz
Zahlungen
während
Optionslaufzeit
Dividende Entgangener Gewinn aus dem
Investitionsprojekt vor der
Ausübung der Realoption
Abbildung 2-15: Vergleich von Finanz- und Realoptio nen (in Anlehnung an [Born-03],
[Sudh-03], [Hege-07])
Entscheidungsbaumverfahren und Realoptionsverfahren weisen viele Ähnlichkeiten
auf [Cope-98]. Vorteile des Realoptionsverfahrens sind darin zu sehen, dass
Eintrittswahrscheinlichkeiten nicht subjektiv geschätzt werden müssen, sondern
stattdessen frei von Präferenzen des Investors und am Markt orientiert ermittelt
werden. Es können jedoch nach einem Zufallsereignis nur zwei alternative Werte

Grundlagen
53
betrachtet werden. Diese Reglementierung besteht beim
Entscheidungsbaumverfahren nicht. Die wesentlichen Kritikpunkte am
Realoptionsverfahren resultieren aber aus der vermeintlichen Analogie zu
Finanzoptionen. Im Gegensatz zu Finanzoptionen besteht i. d. R. für Realoptionen
kein Markt, auf dem diese gehandelt werden und somit auch kein Marktpreis. Eine
Bestimmung des Objektwertes ist mit den aus Finanzoptionsregeln bekannten
Methoden meistens nicht möglich [Cope-04], [Götz-05], [Rudo-02].
In der Literatur finden sich sehr vielschichtige Beurteilungen des
Realoptionsverfahrens. Diese reichen von positiven Bewertungen und der
Einschätzung als bevorzugtes und neues Standardverfahren (vgl. u. a. [Homm-99a],
[Möll-07], [Zäh-05]) bis hin zu sehr negativen Beurteilungen, die das Verfahren als
einen Irrweg bezeichnen [Krus-05]. Im Kontext Wirtschaftlichkeit wandelbarer
Materialflusstechnik lässt sich feststellen, dass Realoptionen einen ähnlich hohen
Datenbeschaffungsaufwand mit sich bringen wie Entscheidungsbaumverfahren,
allerdings jeweils nur zwei Zufallsereignisse zulassen. Somit wäre ein Wandel einer
Materialflusstechnik mit den Optionen „Erweiterung“, „Umbau“ oder „Struktur
beibehalten“ nicht möglich. Außerdem muss eine Option immer erst durch eine
vorherige Investition gebildet werden [Müll-02].
Ein weiterer wesentlicher Kritikpunkt an der Optionspreistheorie ist, dass es sich
dabei keinesfalls um eine im Kreis industrieller Entscheider bekannte oder gar
vertraute Methodik handelt. Im Finanzmarktumfeld ist die Verbreitung hingegen
gegeben. Somit wäre die Forderung nach einer transparenten, leicht übertragbaren
und von Planern anwendbaren Methode mit der Realoptionsmethode nicht oder nur
teilweise gegeben. Realoptionen werden aus den geschilderten Gründen im weiteren
Verlauf dieser Arbeit nicht berücksichtigt.
2.3 Nutzwertanalyse – Paarweiser Präferenzvergleich
Die Nutzwertanalyse ist eine „Analyse einer Menge komplexer Handlungsalternativen
mit dem Zweck, die Elemente dieser Menge entsprechend den Präferenzen des
Entscheidungsträgers bezüglich eines multidimensionalen Zielsystems zu ordnen.
Die Abbildung der Ordnung erfolgt durch die Angabe der Nutzwerte (Gesamtwerte)
der Alternativen.“ [Zang-76] Die Nutzwertanalyse dient zur Alternativenauswahl,
wenn quantitative Kriterien nicht ausreichend vorliegen oder „weiche“, qualitative
Kriterien herangezogen werden sollen.

Grundlagen
54
Durch Parametrisierung der Alternativen und deren Konsequenzen soll zwischen den
schwer miteinander vergleichbaren Alternativen ausgewählt werden. Die
Nutzwertanalyse setzt voraus, dass der Nutzer die Alternative mit dem für ihn
größten Nutzen wählt. Wobei unter Nutzen, die Eignung und das Ausmaß der
Eignung eines Gutes zur Befriedigung der Bedürfnisse des Entscheidungsträgers
verstanden wird. Die Größe des Nutzens wird durch fünf Faktoren bestimmt: den
Nutzer des Gutes, den Nutzungszweck des Gutes, die Nutzungssituation, den
Nutzungszeitpunkt und das Gut selbst.
Als positive Merkmale der Nutzwertanalyse sind hervorzuheben die hohe Flexibilität
des Zielsystems und die damit gegebene Anpassungsfähigkeit an eine Vielzahl von
speziellen Erfordernissen. Es ist die direkte Vergleichbarkeit von einzelnen
Alternativen gegeben, auch wenn diese eigentlich nur schwer miteinander
vergleichbar sind. Mit der Auswahl gemeinsamer Kriterien wird ein Vergleich möglich.
Die negativen Merkmale der Nutzwertanalyse hingegen kommen zum Vorschein,
wenn mehrere Entscheidungsträger mit abweichenden Präferenzen agieren. Die
Definition der Kriterien kann sich mitunter schwierig gestalten. Kritisch ist in gewissen
Situationen die Vergleichbarkeit von Alternativen zu sehen, weil nicht immer
sichergestellt werden kann, dass Alternativen in derselben Hinsicht verglichen
werden.
Das Ergebnis der Nutzwertanalyse ist ausschließlich die Rangfolge von Alternativen.
Die verwendete Wertung lässt aber keine Schlüsse auf die Wertigkeit der
Alternativen zu. So ist z. B. eine Alternative mit der Bewertung 4,0 nicht doppelt so
gut wie eine Alternative mit der Bewertung 2,0. Maximal zulässig ist eine
Betrachtung, ob ein deutlicher oder geringfügiger Unterschied zwischen den
Punktewerten von Alternativen besteht.
Zu beachten bei der Nutzwertanalyse ist, dass keine Ausschlusskriterien als
Bewertungskriterien berücksichtigt werden dürfen. Außerdem muss vermieden
werden, dass Kriterien, die direkt im Zusammenhang miteinander stehen, mehrfach
verwendet werden. Somit würde unbewusst ein Kriterium in seiner Bedeutung
hochgestuft werden, da es mehrfach verwendet wird. Ebenfalls Augenmerk ist darauf
zu legen, dass Konsequenzen von Parametern und nicht die Höhe der Parameter
selbst bewertet werden. So ist nicht die Maximalgeschwindigkeit eines Fahrzeugs
heranzuziehen, sondern ob mit dem Fahrzeug die maximal zulässige
Geschwindigkeit nutzbar ist und somit die Fahrdauer reduziert werden kann. Mit der

Grundlagen
55
Nutzwertanalyse sollten nur eine begrenzte Anzahl von Parametern bewertet
werden. Die wichtigsten Parameter sind auszuwählen [Wiki-10b].
Die theoretischen Grundlagen und Voraussetzungen der Nutzwertanalyse sollen an
dieser Stelle nur sehr komprimiert anhand einiger wesentlicher Punkte dargestellt
werden. Für eine nähere Betrachtung der Hintergründe sei auf Zangemeister [Zang-
76] verwiesen:
� Die Menge der Alternativen A kann durch den Entscheider mittels zweistelliger
Relation P – Präferenzordnung genannt – nach Rangordnung auf der Menge A
geordnet werden.
� Der Entscheider kann anwenden für x,y aus A die Funktion P(x,y).
� Konsistentes Verhalten des Entscheiders während der Bewertung ist gegeben.
� Die Präferenzordnung P ist vollständig und transitiv.
o Vollständigkeit: Der Entscheider kann zwischen zwei beliebigen Alternativen
seine Präferenz in der Form ≥ oder/und ≤ angeben.
),(),(:, yxPyxyx ∨ΡΑ∈∀
o Transitivität: Logisches Verhalten bei der Präferenzordnung durch den
Entscheider, d. h., wenn x gegenüber y präferiert wird und y gegenüber z
vorgezogen wird, so muss auch x gegenüber z vorgezogen werden.
),()),(),((:,, zxPzyPyxzyx ⇒∧ΡΑ∈∀
Insb. Transitivität kann sich bei Gruppenentscheidungen als schwierig
herausstellen und wird nicht immer gewährleistet sein.
� Ziel der Nutzwertanalyse ist es, die Nutzenfunktion u über A auf eine geordnete
Menge U zu finden, so dass gilt:
),())()(( yxPyuxu ⇔≥
� Der Funktionswert von u ist der Nutzwert. Dieser ist dimensionslos und dient
ausschließlich der Ordnung der Alternativen.
� Für die geordnete Menge U werden i. d. R. die reellen Zahlen verwendet:
RAu →:
� Wenn die Alternativen durch mehrere Konsequenzen Ki hinsichtlich ihres Nutzens
vollständig beschrieben werden können, so gilt:

Grundlagen
56
nKKAnNn ××=≥∈ ..;2; 1
Die Nutzenfunktion u erhält dann die Form:
),..,(;..: 11 nn kkuRKKu →××
� Die multilineare Nutzenfunktion beschreibt einen Sonderfall der Nutzwertanalyse:
)(),..,(;:1
1 ii
n
inii kukkuRKu ∑
=
=→
Dabei beschreiben die einzelnen )( ii ku Teilnutzenfunktionen.
� Häufig werden den Kriterien Gewichte zugeordnet, so dass folgende Form der
Nutzenfunktion entsteht:
)(),..,(1
1 iii
n
ini kugkku ×=∑
=
� Die Gewichtung der Teilnutzenfunktionen ist häufig so ausgeprägt, dass die
Summe der Gewichte 1 bzw. 100 % ergibt. Hierbei ist ein mit 0,1/10 % bewertetes
Kriterium halb so wichtig, wie ein mit 0,2/20 % bewertetes Kriterium:
11
=∑=
i
n
i
g
Streng mathematisch gesehen muss die Gültigkeit der beschriebenen multilinearen
Nutzwertfunktion im Rahmen der Nutzwertanalyse u. a. über Sensitivitätsanalysen
nachgewiesen werden. Hierbei gilt es insbesondere sicherzustellen, dass die lineare
Unabhängigkeit des Nutzenbeitrags der einzelnen Konsequenzen von der
Ausprägung anderer Konsequenzen gegeben ist. Zur Prüfung dieser Sachverhalte
sei auf Keeney und Raiffa verwiesen [Keen-76].
Ein populäres Beispiel für die Anwendung der zuvor beschriebenen Form der
Nutzwertanalyse sind Tests, wie sie aus Automagazinen oder auch von der Stiftung
Warentest bekannt sind. Es handelt sich hierbei um einfache Nutzwertfunktionen, die
die Existenz einer multilinearen Nutzenfunktion annehmen, ohne diese zu beweisen.
Die Abbildung 2-16 veranschaulicht die in drei Schritten erfolgende Vorgehensweise
bei der Nutzwertanalyse als paarweiser Präferenzvergleich. Ergebnis ist die relative
Bewertung der Varianten mit dem Ergebnis als Rangfolge auf Basis der vorherigen
Kriteriendefinition und -gewichtung sowie deren Erfüllungsbewertung je Variante.

Grundlagen
57
Abbildung 2-16: Vorgehensweise bei der Nutzwertanal yse als paarweiser Präferenzvergleich
Die Nutzwertanalyse erscheint für die vorliegende Aufgabenstellung als
zielführendes Element für die Gesamtbewertung. Die Ergebnisse der angewendeten
Nutzwertanalyse sowie eine genauere Beschreibung des mit dieser Arbeit
bereitgestellten Bewertungsinstruments zur Durchführung der Nutzwertanalyse und
der damit verbundenen Dokumentation und Visualisierung der Ergebnisse befindet
sich im Abschnitt 7.3.6.
2.4 Experteninterviews - Forschungsmethodik
Zur Airline Catering Branche und speziell im Kontext der Wandlungsfähigkeit dieser
existiert praktisch keine Literatur. Bei den verfügbaren Veröffentlichungen handelt es
sich im Wesentlichen um Quellen aus folgenden Bereichen, die zur Erstellung dieser
Arbeit herangezogen werden, aber Lücken zur vorliegenden Fragestellung deutlich
werden lassen:
� Annual Travel Catering Trends Survey 2008 des Travel Catering Research
Centre [Joha-08]
� Literatur zum Thema „Flexibilität und Wandelbarkeit“ insb. mit Fokus auf die
produzierende Industrie und für die Serien- und Kleinserienfertigung
� Betriebswirtschaftliche Arbeiten zum Thema Dienstleistungsproduktion und
Ökonomie der Airline Industrie
� Betriebswirtschaftliche Werke aus dem Themenfeld Investition und Finanzierung
Aufgrund der Tatsache, dass bisher keine wissenschaftlichen Untersuchungen zur
Analyse der Wandelbarkeit in Airline Catering Betrieben und insbesondere mit Blick
auf die eingesetzte Materialflusstechnik publiziert wurden, ist die Durchführung von
Experteninterviews sinnvoll. Experteninterviews und die dahinter stehende
• Auswahl wesentlicher Kriterien• Paarweiser Präferenzvergleich� Gewichtung Kriterien
1.Kriteriengewichtung
• Auswahl wesentlicher Kriterien• Paarweiser Präferenzvergleich� Gewichtung Kriterien
1.Kriteriengewichtung
• Punktesystem definieren• Punktevergabe je Kriteriumund Variante mit Begründung
2.Kriterienerfüllung
• Punktesystem definieren• Punktevergabe je Kriteriumund Variante mit Begründung
2.Kriterienerfüllung
• gewichtete, relative Bewertungder Varianten
• Erfüllungsprofil
3.Rangfolge
• gewichtete, relative Bewertungder Varianten
• Erfüllungsprofil
3.Rangfolge

Grundlagen
58
Forschungsmethodik sollen im Folgenden erläutert werden [i+o-09b]. Zur Erläuterung
der Forschungsmethodik wird insbesondere auf Literatur aus der Sozialwissenschaft
zurückgegriffen, da hier die aufschlussreichsten und intensivsten Diskussionen der
Forschungsmethodik vorzufinden sind
Wie zuvor geschildert, ist das Themenfeld der Wandelbarkeit in Airline Catering
Betrieben bislang wenig erforscht. Aufgrund des Mangels an wissenschaftlicher
Literatur und empirischer Studien bietet sich eine qualitative Forschungsmethodik an,
da sie zur Beleuchtung neuer und theoretisch noch wenig analysierter
Themenbereiche sehr gut angewendet werden kann [Lamn-05].
Während die quantitative Forschungsmethode als zweite und zugleich häufiger
angewandte Alternative der empirischen Sozialforschung vorab formulierte
Hypothesen auf ihre Falsifizierbarkeit untersucht [Chal-99], [Zaha-98], [Schn-08],
verzichtet die qualitative Forschung auf die Ex-ante-Hypothesenbildung [Lamn-05].
Die Hypothese wird vielmehr im laufenden Prozess der Datenerfassung und der
Datenanalyse generiert, modifiziert und verallgemeinert [Atte-03], woraus Theorien
und Modelle abgeleitet werden [Crop-02], [Bort-02]. Ein induktives Vorgehen sorgt
durch die Erweiterung von Beobachtungen im Einzelfall auf die Gesamtheit für die
Gewinnung wissenschaftlicher Ergebnisse in der qualitativen Forschung [Bort-02].
Während die quantitative Forschung von standardisierten Befragungsschemata für
die Erhebung von Daten Gebrauch macht [Bort-02], [Schn-08], die mithilfe
statistischer Methoden ausgewertet werden, erfordern qualitative Methoden Offenheit
des Forschers gegenüber Entwicklungen sowie Flexibilität und Reaktionsfähigkeit auf
Veränderungen [Lamn-05].
In der Airline Catering Branche sind vor allem die folgenden Stakeholder von
Bedeutung (vgl. 4. Airline Catering, [Joha-08]):
� Airlines
� In-Flight Catering Unternehmen
� Lebensmittellieferanten
� sonstige Lieferanten
Ergänzend dazu sind im Kontext dieser Arbeit und abweichend zu Johan/Jones
[Joha-08] die beiden folgenden Gruppen hervorzuheben:
� Planer von Airline Catering Betrieben (ergänzend)

Grundlagen
59
� Anlagenlieferanten insb. Materialflusstechnik (als Untergruppe der zuvor
benannten sonstigen Lieferanten, die bei Johan/Jones nicht signifikant
repräsentiert sind)
Durch das Travel Catering Research Centre, als von der ITCA in Kooperation mit der
Universität Surrey gegründetem Lehrstuhl, wurde in 2008 die zweite Auflage des
Annual Travel Catering Trends Survey 2008 [Joha-08] erstellt. Hierzu wurden die o.
g. Marktteilnehmer in einer Online-Befragung zu den wesentlichen Einflussgrößen
des Airline Catering Marktes befragt. Hierbei wird zwischen externen Faktoren, wie
der Treibstoffkostenentwicklung und brancheninternen Aspekten, wie etwa dem
Outsourcing der Lebensmittelmittelproduktion unterschieden. Bei der Studie handelt
es sich um eine subjektive Einschätzung der befragten Experten hinsichtlich der
Bedeutung, des Einflusses und der Kurzfristigkeit von Einflussgrößen auf die In-
Flight Catering Branche. Mittels statistischer Untersuchungen wurde analysiert, wie
bestimmte Marktteilnehmergruppen und globale Regionen Abhängigkeiten,
Unterschiede, Korrelationen etc. in ihrer Einschätzung aufweisen. Die Analyse gibt
Indikationen über Einflussgrößen auf die Airline Catering Industrie und deren
Bewertung. Sie gibt jedoch keine Aufschlüsse über die geplanten Reaktionen und
Auswirkungen dieser prognostizierten Veränderungen des Geschäftsumfeldes,
sondern stellt lediglich eine Erwartung bzw. Prognose der Marktbeteiligten dar.
Die Branche stellt sich laut Jones [Jone-04] als relativ überschaubar, mit einigen
wenigen Hauptakteuren dar. Betrachtet man exemplarisch den deutschen Markt, so
sind neben einigen kleineren Gesellschaften insbesondere drei Betreiber von Airline
Catering Betrieben aktiv und decken den Hauptanteil des Marktes an den
internationalen Großflughäfen ab (siehe hierzu auch Kapitel 4.2). Bei den drei
führenden Gesellschaften am deutschen Markt handelt es sich um die LSG (ca. 30 %
Weltmarktanteil; ca. 2,1 Mrd. € Umsatz in 2009 und 2,4 Mrd. € in 2008, rund 405 Mio.
Essen p. a.), GateGourmet (ca. 2,7 Mrd. CHF Umsatz in 2009) und DO & CO (0,4
Mrd. € Umsatz, davon 75 % im Airline Catering).
Die weltweit infrage kommenden Materialflusstechnik Lieferanten für EHB-Lösungen
mit entsprechenden Referenzen beschränken sich auf einige wenige Unternehmen.
Insofern ist die Anzahl der zu Interviewzwecken verfügbaren Experten sehr begrenzt.
Die geringe Grundgesamtheit, auszumachen an der geringen Zahl der hierfür
relevanten Ansprechpartner, lässt keine quantitativen Methoden zu. Im Gegensatz
zum Vorgehen bei den von Johan/Jones verfassten jährlichen Studien, bedarf es für

Grundlagen
60
die vorliegende Fragestellung spezieller Gesprächspartner, die neben den reinen
Prognosen zur Veränderung der Rahmenbedingungen auch in der Lage sind,
konkrete Ableitungen von Maßnahmen für das operative Geschäft und die
Produktionsstätten vorzunehmen. Idealerweise verfügen die Gesprächspartner
darüber hinaus bereits über Erfahrungen mit Wandlungsprojekten. Vor diesem
Hintergrund erweist sich eine empirisch-qualitative Explorationsstrategie als
geeignet, bei der die Erkenntnisse anhand der Erhebung qualitativer Daten
gewonnen werden [Bort-02].
Das qualitative Interview, als eine der wichtigsten Methoden der qualitativen
Forschung [Lamn-05], bietet sich als sehr geeignete Erhebungsmethode an. Die
hierbei geführten Experteninterviews ermöglichen den unmittelbaren Zugang zu den
Interviewten und bieten somit eine authentische Rekonstruktion von besonders
exklusivem, detailliertem und umfassendem Wissen an [Pfad-05]. Die
Interpretationen des ausgewerteten, nicht numerischen Datenmaterials müssen stets
intersubjektiv nachvollziehbar sein, so dass Dritte jeden erfolgten
Forschungsfortschritt als logische Schlussfolgerung auffassen können [Bohn-08].
Im Rahmen der qualitativen Sozialforschung werden Experteninterviews i. d. R. als
leitfadengestützte Interviews durchgeführt [Gläs-04], bei denen eine im Vorfeld
erstellte Liste offener Fragen (Leitfaden des Interviews) als Grundlage des
Gesprächs dient. Diese Art des Interviews bietet sich immer dann an, wenn mehrere
unterschiedliche Themen untersucht und einzelne, genau bestimmbare
Informationen erhoben werden müssen [Gläs-04]. Im Falle offener Fragen ergibt sich
dem Befragten die Möglichkeit, aus einem quasi uneingeschränkten Fundus an
Erfahrungen zu schöpfen und umfangreiche und nicht standardisierte Antworten zu
geben. Dieser Spielraum erlaubt zugleich, individuell auf die auf unterschiedlichen
Wissensständen beruhenden Verständnisfragen einzugehen sowie Ergänzungen
und Anmerkungen aufzunehmen. Der Interviewer hat zudem die Möglichkeit, Fragen
zu stellen, die sich aus dem Verlauf des Interviews ergeben. Auf diesem Wege
können Themen berücksichtigt werden, die bei der Ausarbeitung des
Interviewleitfadens nicht berücksichtigt wurden bzw. werden konnten.
Für die Durchführung der Befragungen im Rahmen der hier vorliegenden Studie
wurde ein mehrstufiges Forschungsdesign gewählt, bei dem die Ergebnisse der
durchlaufenden Phasen in den weiteren Untersuchungen Berücksichtigung finden
[Lamn-05]. Die Vorgehensweise kann in folgende Phasen unterteilt werden:

Grundlagen
61
� Phase 1: Entwicklung des Interviewleitfadens
� Phase 2: Vorinterviews
� Phase 3: Hauptinterviews
� Phase 4: Ergänzende Interviews
Für die Befragung kommen grundsätzlich „Experten“ in Betracht, die im Rahmen
eines Interviews mit ihrem besonderen Wissen zur Lösung der vorliegenden
Problemstellung beitragen können [Gläs-04]. Vor dem Hintergrund der vorliegenden
Problemstellung wurden Interviewpartner aus fünf verschiedenen Gruppen
ausgewählt und befragt. Dabei handelt es sich um Betreiber, Planer,
Anlagenlieferanten, Airlines/Kunden und Sonstige. Die genaue Vorgehensweise,
eine Beschreibung der Interviewpartner und die Ergebnisse der Befragung sind in
dem Kapitel 5. „Experteninterviews – Methodik und Ergebnisse“ zu finden.
2.5 Dienstleistung
Um die von Airline Catering Betrieben erbrachten Serviceleistungen mit industriellen
Fertigungsprozessen vergleichen zu können und die Unterschiede deutlich machen
zu können, bedarf es einer Erläuterung der Merkmale, die eine Dienstleistung
ausmachen und sie gegenüber einer Sachleistung abgrenzen.
Diese Abgrenzung gestaltet sich nicht leicht, weil in der einschlägigen Fachliteratur
zahlreiche Ansätze und auch kontroverse Diskussionen einzelner Sachverhalte zu
finden sind. Im Folgenden finden sich einige Ansätze wesentlicher und insbesondere
deutschsprachiger Autoren aus den Fachgebieten Dienstleistungen,
Dienstleistungsmanagement und Dienstleistungsproduktion.
Einen umfassenden Überblick über Sichtweisen und Historie des
Dienstleistungsbegriffs geben Maleri [Male-08] und Rück [Rück-00]. Grundsätzlich
sind drei verschiedene Arten von Differenzierungen zur Begriffsdefinition zu finden
[Cors-07]:
� Erläuterung des Servicebegriffs durch Aufzählung von Beispielen
� Unterscheidung von Serviceleistungen und Sachgütern durch eine
Negativdefinition
� Eingrenzen des Begriffs der Dienstleistung mittels konstitutiver Merkmale

Grundlagen
62
Da sowohl die Begriffsbestimmung anhand von Beispielen als auch mittels
Negativdefinition als problematisch zu sehen ist, sollen zunächst wesentliche
Merkmale von Dienstleistungen erläutert werden und dann einige wenige gängige
Definitionen wiedergegeben werden.
Immaterialität: Im Gegensatz zu industriellen Sachgütern sind Dienstleistungen
typischerweise nicht stofflich und damit nicht physisch greifbar [Höck-05]. Trotz
einiger Gegenbeispiele, bei denen entweder der Output oder der
Leistungserstellungsprozess (z. B. eine Autoreparatur) materielle Elemente
enthalten, resultieren gerade aus der Immaterialität der nachgefragten
Leistungsfähigkeit die speziellen Probleme des Managements von Services oder
Dienstleistungen. Leistungen werden häufig als Bündel angeboten, das eine
Kombination von Dienst- und Sachleistungen darstellt. Hierdurch sind
Wechselwirkungen zwischen den Komponenten des Leistungsbündels zu
berücksichtigen [Stev-04]. Häufig basieren Serviceprodukt- oder
Serviceprozessinnovationen auf Ideen und Konzepten, die sich nicht patentieren
lassen. Das Resultat ist ein für viele Dienstleistungsbranchen geltender intensiver
Wettbewerb, der eine überdurchschnittlich hohe Flexibilität der Unternehmen
erfordert [Höck-05].
Simultaneität von Produktion und Absatz (uno-actu-Prinzip):
Für Dienstleistungen gilt das Simultaneitätsprinzip von Produktion und Absatz. Diese
wird auch als uno-actu-Prinzip bezeichnet [Male-08]. Im Gegensatz zu den meisten
Sachgüter herstellenden Industriebetrieben, entfällt in Dienstleistungsunternehmen
die Möglichkeit einer Vorratsproduktion, es sei denn, es handelt sich z. B. um
Software, die auf einem materiellen Trägermedium gespeichert werden kann. Somit
ergibt sich für das Service-/Dienstleistungsmanagement die Synchronisation von
Produktion und Nachfrage als eine wesentliche Aufgabe [Bere-83a]. Erschwerend
kommt hinzu, dass die Dienstleistungsnachfrage i. d. R. durch eine hohe Volatilität
und Prognoseunsicherheit gekennzeichnet ist, während die Service-
/Dienstleistungsproduktion weniger standardisiert ist und verhältnismäßig kurze
Durchlaufzeiten aufweist. Höck schildert, dass bei einer generellen Betrachtung die
Planungs- und Steuerungszyklen im Dienstleistungsmanagement kürzer sind als in
der industriellen Sachgüterproduktion. Es existiert eine stärkere Verzahnung von
produktionswirtschaftlichen und marketingpolitischen Instrumenten bzw.
Vertriebsinstrumenten auf der anderen Seite. So basiert das Revenue Management

Grundlagen
63
auf einer simultanen Preis- und Kapazitätssteuerung [Höck-05].
Nachfrageschwankungen führen direkt zu Beschäftigungsschwankungen, was die
meist niedrigere Produktivität von Dienstleistungsproduktionen im Vergleich zur
Produktion anderer Güter begründet [Male-08].
Abbildung 2-17: Vergleich der Phasen von Sachgüter- und Dienstleistungsorganisation
(in Anlehnung an [Male-08])
Abbildung 2-17 verdeutlicht, dass bei der Dienstleistungsproduktion die benötigten
externen Produktionsfaktoren nicht „autonom“ durch den Produzenten beschafft
werden können. Sie müssen durch den Abnehmer der Dienstleistungen in den
jeweiligen Dienstleistungsproduktionsprozess eingebracht werden. Die Folge ist,
dass der Absatz der Dienstleistungen stets vor der Produktion erfolgen muss, weil
ansonsten die zwingend erforderlichen externen Produktionsfaktoren nicht verfügbar
sind, was die Management- und Koordinationskomplexität unterstreicht. Im
Gegensatz zur Sachgüterproduktion ist bei der Dienstleistungsproduktion die
autonome Disponierbarkeit der Faktoreinsätze auf diejenigen Teile des
Produktionsprozess beschränkt, die der Erhaltung der Leistungsbereitschaft des
Dienstleistungsbetriebes dienen. Somit kann bei der Dienstleistungsproduktion nur
Art und Umfang des Dienstleistungsangebotes bestimmt werden, nicht aber die zu
produzierende Menge der jeweiligen Absatzgüter.
Planung
Beschaffung (interne Produktionsfaktoren)
Herstellung derLeistungsbereitschaft
Endkombination
Sachgut
(Fertigwaren-) Lagerung
Planung
Beschaffung (interne Produktionsfaktoren)
Herstellung derLeistungsbereitschaft
Externe Faktoren
Endkombination
Dienstleistung
Sac
hgüt
erab
satz
Die
nstle
istu
ngsa
bsat
z
Sachgüterproduktion Dienstleistungsproduktion
Planung
Beschaffung (interne Produktionsfaktoren)
Herstellung derLeistungsbereitschaft
Endkombination
Sachgut
(Fertigwaren-) Lagerung
Planung
Beschaffung (interne Produktionsfaktoren)
Herstellung derLeistungsbereitschaft
Externe Faktoren
Endkombination
Dienstleistung
Sac
hgüt
erab
satz
Die
nstle
istu
ngsa
bsat
z
Sachgüterproduktion Dienstleistungsproduktion

Grundlagen
64
Integration des externen Faktors
In enger Verbindung mit der Simultaneität von Produktion und Absatz steht die
Integration der externen Faktoren des Nachfragers in den Produktionsprozess [Cors-
07]. Im Gegensatz zu Sachgütern werden Dienstleistungen unter Anwesenheit,
Mitwirkung oder zumindest partiellem Kontaktzwang zum zukünftigen Abnehmer
hergestellt [Male-08]. Durch das Zurverfügungstellen von Informationen oder sein
Mitwirken hat der Kunde einen maßgeblichen Einfluss auf die Qualität und Effizienz
einer Dienstleistung [Meye-83]. Außerdem beeinflusst diese Mitwirkung die Ablauf-
und Aufbauorganisation des Dienstleisters oder Serviceunternehmens. Im
Gegensatz zu Sachgüter produzierenden Industriebetrieben, die sich zur Erreichung
von Skaleneffekten auf möglichst wenige Standorte konzentrieren können, benötigen
größere Dienstleistungsunternehmen häufig ein Netzwerk von Betriebsstätten.
Standortentscheidungen im Servicesektor unterliegen häufig Gesichtspunkten der
Distribution, wie etwa Erreichbarkeit, Lieferzeit und auch der Anwesenheit vor Ort als
subjektivem Kriterium. Als Alternative zur physischen Anwesenheit bestehen durch
moderne IT- und Kommunikationssysteme Möglichkeiten, den Kunden intensiv in
den Leistungserstellungsprozess zu integrieren.
In der früheren Literatur wurde teilweise der Fehler gemacht, die Integration als
einziges eindeutiges Unterscheidungsmerkmal zwischen Dienst- und Sachleistungen
heranzuziehen. Aufgrund der Berücksichtigung von Kundeninformationen (vgl.
Abbildung 2-18) bei den externen Faktoren könnte damit jede kundenindividuelle
Fertigung des Spezialmaschinenbaus fälschlicherweise den Dienstleistungen
zugerechnet werden.

Grundlagen
65
Abbildung 2-18: Konzept der Kundenintegration (in A nlehnung an [Klei-97])
Um dieses zu vermeiden, findet sich in der Literatur zum Thema „Dienstleistungen
versus Sachleistungen“ eine starke Betonung der im Folgenden beschriebenen
Mehrdimensionalität.
Mehrdimensionalität
Wie aus der zuvor dargestellten Abbildung 2-18 ersichtlich, können grundsätzlich drei
Dimensionen oder Phasen einer Dienstleistung unterschieden werden: Potenzial-,
Prozess- und Ergebnisdimension. Im Sinne der Potenzialdimension können
Dienstleistungen als Leistungsfähigkeiten und -bereitschaften verstanden werden.
Sie stellen somit ein Leistungsversprechen dar, das erst nach dem Vertragsschluss
eingelöst wird.
Außerdem können Dienstleistungen als zeitlich und funktional verknüpfte Tätigkeiten
verstanden werden. Hierbei handelt es sich um die Prozessdimension mit der zuvor
ausführlich beschriebenen Integration des externen Faktors.
Bei der Betrachtung über die Ergebnisdimension steht das Resultat des Prozesses
im Vordergrund. Hierbei stehen die bewirkten, meist immateriellen Veränderungen
Potenzial-faktoren
Verbrauchs-faktoren
Halbfabrikate
Fertigfabrikate
Interne Faktoren
Potenzial-faktoren
Verbrauchs-faktoren
Vor-kombi-nation
Personen
Objekte
Rechte
Nominalgüter
Externe Faktoren
Informationen
Anbieter
Nachfrager
Potenzial Prozess Ergebnis
Leistungsbündel

Grundlagen
66
am Kundenobjekt oder dem Kunden selbst im Vordergrund. Die Kombination aller
drei Aspekte mit Leistungsversprechen, Integration des externen Faktors und der
immateriellen Wirkung zeichnen eine Dienstleistung gegenüber einem Sachgut aus.
Aufgrund der Vielzahl von zu findenden heterogenen Definitionsansätzen für
Dienstleistungen gehen einige Autoren inzwischen dazu über, von einer Definition
abzusehen mit Hinweis darauf, dass eine allgemein akzeptierte Sichtweise nicht
existiert. Die vorzufindenden Definitionsansätze in der betriebswirtschaftlichen
Literatur entstammen häufig dem Marketingbereich. Einige wichtige Definitionen der
deutschsprachigen Fachliteratur sind:
Berekoven [Bere-83]: „Dienstleistungen im weitesten Sinne sind Bedarfsdeckungen
Dritter dienende Prozesse mit materiellem und/oder immateriellen Wirkungen, deren
Vollzug und deren Inanspruchnahme einen synchronen Kontakt zwischen
Leistungsgebern und Leistungsnehmern beziehungsweise deren Objekten von der
Bedarfsdeckung her erfordern.“
Meyer [Meye-91]: „Dienstleistungen sind angebotene Leistungsfähigkeiten, die direkt
an externe Faktoren (Menschen oder deren Objekte) mit dem Ziel erbracht werden,
an ihnen gewollte Wirkungen (Veränderungen oder Erhaltung bestehender
Zustände) zu erreichen.“
Diese beiden Definitionen basieren auf einer Marktfähigkeit einer Leistung, wobei
sich Dienstleistungen nach Ansicht des Marketings insbesondere in der Angebots-
und Wirkungsphase von den Sachgütern unterscheiden. Die beiden folgenden
Definitionen stehen exemplarisch für produktionsorientierte Ansätze.
Corsten [Cors-85]: „Dienstleistungen als zeitraumbezogene Produkte sind
immaterielle Leistungen, bei denen der Leistungsnehmer die Teilnahme an der
Faktorkombination nachfragt und dabei selbst zum Produktionsfaktor wird.“
Murdick, Render, Russel [Murd-90]: „Services can be defined as economic activities
that produce time, form or psychological utilities.”
Neben der Definition von Dienstleistungen und der Unterscheidungsmerkmale zur
Abgrenzung gegenüber Sachgütern sind in der Literatur eine Vielzahl von
Klassifikationen und Typologisierungen von Dienstleistungen zu finden (vgl. [Cors-
01]). Im Sinne der Zielsetzung dieser Arbeit soll an dieser Stelle nur ein kurzer
Überblick über die Typen gegeben werden und eine etwas genauere Beschreibung
des im Kontext Airline Catering relevanten Typus.

Grundlagen
67
Höck [Höck-05] unterscheidet, mit der Zielsetzung, Gemeinsamkeiten zwischen
industrieller Produktion und Dienstleistungserstellung zu veranschaulichen, in faktor-,
prozess- und produktbezogene Eigenschaften:
Faktorbezogene Eigenschaften
Es wird nach arbeits- und betriebsmittelintensiven Serviceleistungen unterschieden,
die außerdem nach Art und Qualität der erbrachten Arbeitsleistung in drei weitere
Unterkategorien differenziert werden.
� Hohe Arbeitsintensität: Menschliche Arbeitskraft dominiert das Leistungsangebot,
Betriebsmittel haben lediglich eine unterstützende oder ergänzende Funktion
� Mittlere Arbeitsintensität: Menschliche Arbeitskraft und Betriebsmittel sind etwa
von gleicher Bedeutung
� Geringe Arbeitsintensität: Betriebsmittel dominieren, der Mensch ist nur steuernd
und kontrollierend tätig
Neben den Potenzialfaktoren (vgl. Abbildung 2-18) können auch Rohstoffe,
Hilfsstoffe oder Halbfabrikate in die Dienstleistungsproduktion einfließen. Im
Gegensatz zu industriellen Fertigungsprozessen oder der Sachgüterfertigung
gehören die Werkstoffe aber nicht zu den dominierenden Einsatzfaktoren einer
Dienstleistung [Flie-09].
Prozessbezogene Eigenschaften
� Ausmaß der Kundenintegration: Die Kundenintegration bestimmt die
Ablauforganisation und die Individualisierungsmöglichkeiten einer Dienstleistung.
Es wird unterschieden zwischen Dienstleistungen mit intensivem Kundenkontakt
(physische Präsenz oder Mitwirkung des Kunden) und quasi-industriellen
Dienstleistungen (geringer Kundenkontakt). Außerdem wird unterschieden nach
der Art des externen Faktors in sach- und personenbezogene Dienstleistungen.
� Wiederholungs-/Individualisierungsgrad der Leistungserstellung: In Anlehnung an
die Sachgüterfertigung wird hierbei unterschieden zwischen Einzel-, Serien- und
Massendienstleistungen. In dieser Reihenfolge steigt auch der
Wiederholungsgrad und sinkt der Individualisierungsgrad. Einzeldienstleistungen
haben einen hohen Individualisierungsgrad und werden einmalig erbracht,
Seriendienstleistungen werden als Varianten mehrfach erbracht und weisen einen
mittleren Wiederholungs- und Individualisierungsgrad auf, wohingegen

Grundlagen
68
Massendienstleistungen für einen anonymen Markt bestimmt sind und aufgrund
ihres minimalen Individualisierungsgrades mit standardisierten Prozessen erstellt
werden [Flie-09].
� Automatisierungsgrad bei der Faktorkombination: Es werden in der Literatur drei
Automatisierungsstufen bei der Faktorkombination gesehen. Hierbei handelt es
sich um manuelle/geistige Dienstleistungen, bei denen überwiegend durch
menschliche Arbeitskraft unter Zuhilfenahme einfacher Werkzeuge Leistungen
erbracht werden. Des Weiteren teilautomatisierte Dienstleistungen, bei denen die
menschliche Arbeitskraft durch Maschinen und IT-Werkzeuge unterstützt wird
sowie vollautomatisierte Dienstleistungen, wie etwa Automatendienstleistungen
zum Ticketverkauf, bei denen der Mensch lediglich kontrolliert und Daten eingibt
[Cors-85].
� Anzahl Fertigungsstufen: Die Anzahl der Fertigungsstufen ist, anders als in der
Sachgüterfertigung, ein ungeeignetes Merkmal zur Typologisierung.
Serviceleistungen sind stets mehrstufig, weil immer eine Vorkombination (Aufbau
Leistungspotenzial) und Endkombination (Integration des externen Faktors) zur
Erstellung der absetzbaren Leistung vorliegt [Cors-01]. Die Anzahl der
Fertigungsstufen richtet sich eher nach den Kundenbedürfnissen als nach
prozesstechnischen Vorgaben.
Produktbezogene Eigenschaften
Produktmerkmale sind neben den zuvor beschriebenen faktor- und
prozessbezogenen Eigenschaften die dritte Systematisierungsmöglichkeit.
Dienstleistungen sind überwiegend immateriell und werden separat oder im Verbund
mit Sachleistungen angeboten. Der Immaterialitätsgrad ist somit ein
Differenzierungsmerkmal und kann über das Werteverhältnis oder die
Herstellungskosten unterschieden nach Sachgüter- und Dienstleistungsanteil
quantifiziert werden. Je größer der Dienstleistungsanteil, also auch der
Immaterialitätsgrad des Leistungsbündels ist, umso schwerer ist die funktionale und
organisatorische Trennung zwischen Produktion und Absatz.
Außerdem lässt sich nach dem Auslöser der Dienstleistungsproduktion in
auftragsbezogene und marktorientierte Serviceleistungen unterscheiden. Beispiele
hierfür sind Unternehmensberatungen mit dem auftragsbezogenen Aufbau eines
Beraterteams (auftragsbezogener Aufbau Leistungspotenzial) und die Kontoführung

Grundlagen
69
in der Bank (marktbezogener Aufbau Leistungspotenzial). Weitere
Unterscheidungskriterien sind Ein- und Mehrproduktunternehmen, Dienstleistungen
als Haupt- oder Nebenprodukt sowie Business-To-Business- (B2B) und Business-To-
Customer-Dienstleistungen (B2C).
Die zuvor exemplarisch dargestellten Systematisierungskriterien machen deutlich,
dass in der Fachliteratur große Schwierigkeiten zur eindeutigen Typologisierung von
Dienstleistungen bestehen. Aus diesem Grund nimmt Höck [Höck-05] ausschließlich
anhand der beiden Kriterien
� Faktorbezogene Eigenschaft: Arbeitsintensität und
� Prozessbezogene Eigenschaft: Integration des Kunden
einen Vergleich von Dienstleistungserstellungsprozessen und der industriellen
Produktion vor, mit dem Ziel, deren Gemeinsamkeiten aufzuzeigen. Es ergibt sich
dabei die folgende Matrix:
Abbildung 2-19: Typen der Dienstleistungserstellung im Vergleich zur industriellen Produktion
(in Anlehnung an [Höck-05] und [Mais-82])
� Service Factory: Hierbei handelt es sich um quasi-industrielle
Dienstleistungsprozesse. So weisen z. B. Transportaktivitäten einer
Fluggesellschaft oder Spedition einen hohen Wiederholungsgrad auf. I. d. R.
werden zur Leistungserstellung technische Anlagen (automatisiert/
teilautomatisiert) eingesetzt. Teilprozesse sind eng miteinander gekoppelt und
niedrig
mittel
hoch
niedrig mittel hoch
Service Factory z.B. Gepäcksortierung
Mass Services z.B. Telefonauskunft
Service Shopz.B. Uhrenreparatur
Professional Servicez.B. Unternehmensberatung
Self-Services z.B. Online-Banking
Integrationsgrad des Kunden
Arb
eits
inte
nsitä
t

Grundlagen
70
häufig an einen vorgegebenen Rhythmus, wie etwa Routen- oder Flugpläne
gebunden, so dass Analogien zur industriellen Fließfertigung zu erkennen sind.
Es ist darauf zu achten, die Kapazitäten der Serviceeinheiten aufeinander
abzustimmen, so dass im Idealfall ein kontinuierlicher Auftragsfluss zwischen den
Stationen entsteht. Nach Maleri [Male-08] und wie sich in Kapitel 4 im Einzelnen
zeigen wird, können Airline Catering Betriebe eindeutig dieser Gruppe von
Dienstleistungsbetrieben zugeordnet werden. Auf die weiteren Beispiele soll
aufgrund der fehlenden Relevanz nur sehr kurz eingegangen werden.
� Mass Services: Massendienstleistungsprozesse mit hoher Arbeitsintensität, d. h.
manuellem Anteil, wie z. B. Call-Center oder Auftragsannahmeabteilungen. Es
wird hohe Spezialisierung und Arbeitsteilung angestrebt. Ressourcen (Personal,
Betriebsmittel, Informationen) werden entsprechend den bereitzustellenden
Produkten angeordnet.
� Service Shops: Weisen eine mittlere Arbeitsintensität und mittleren
Wiederholungsgrad auf. Die Organisation und Struktur erfolgt nach dem
Werkstattprinzip - funktionsgleiche oder ähnliche Ressourcen werden räumlich
zusammengefasst. Der Durchfluss von Kunden oder Objekten orientiert sich an
der Anordnung der Bereiche [Krim-95]. Reparaturwerkstätten oder auch
Krankenhausbereiche sind hierzu zu zählen.
� Self Services: Aufgrund des technologischen Fortschritts haben
Selbstbedienungsprozesse an Bedeutung gewonnen. Typische Beispiele sind
Online-Banking oder Geldautomaten. Häufig dienen Selbstbedienungsservices
als Kapazitätspuffer zu den herkömmlichen Massendienstleistungen.
� Professional Services: Sie sind im Vergleich zu Werkstattdienstleistungen häufig
komplexer. Typische Beispiele sind Unternehmensberatungen oder
Architekturdienstleistungen. Häufig erfolgt die Endkombination ähnlich einer
Baustellenfertigung vor Ort beim Kunden.
Ähnlich wie auch in industriellen Sachgüter produzierenden Betrieben, existieren
diese Prozesstypen selten in Reinform. Es herrschen i. d. R. hybride
Organisationsformen. Dabei sind einzelne Tätigkeiten nach dem Werkstatt-, Fließ-
oder Selbstbedienungsprinzip organisiert und andere Teilprozesse als
Massendienstleistungen. Diese Ansätze zur prozessorientierten Organisation der
Leistungserstellung existieren bereits seit Anfang der 70er Jahre und wurden in der

Grundlagen
71
Just-In-Time-Literatur mit den Schlagworten Group Technology und
Fertigungssegmentierung weiter diskutiert [Höck-05]. In der
Fertigungssegmentierung wird ein Produktionsprozess in mehr oder weniger
unabhängige Subsysteme gegliedert, um so den Material- und Informationsfluss
zwischen den Segmenten und die Steuerung eines Segments zu vereinfachen.
Überträgt man diese Überlegungen auf die Dienstleistungsbranche, so lässt sich ein
Servicesegment definieren als ein Subsystem eines Dienstleistungsbereiches.
Dieses Subsystem (Servicesegment) lässt sich einem der zuvor genannten fünf
Organisationstypen (quasi-industrielle, Massenleistungen, werkstattähnliche,
Selbstbedienung und professionelle Dienstleistungen) zuordnen [Guen-01].
Die für den Leistungserstellungsprozess erforderlichen Subsysteme können
wiederum zu übergeordneten Subsystemen kombiniert werden.
Dienstleistungsbereiche sind dann als Cluster von Servicesegmenten mit
vergleichbaren Tätigkeiten und Kunden zu verstehen. Unter anderem ist hierbei
zwischen den kundennahen Front-Office und kundenfernen Back-Office Bereichen in
Dienstleistungsunternehmen zu unterscheiden. Das Ergebnis ist eine hierarchische
Organisationsstruktur über mehrere Ebenen, die flexibel an Änderungen der
Servicetechnologie und des Marktes anpassbar sein soll [Höck-05].
Um die Brücke von den vorhergehenden Dienstleistungsbeschreibungen und
allgemeinen Schwierigkeiten bei der Einordnung zum Airline Catering zu schlagen,
sei an dieser Stelle Maleri [Male-04] zitiert mit konkreten Ausführungen zur
Lufthansa-Service-Gesellschaft (LSG) als Catering Dienstleister der Lufthansa und
diverser konzernfremder Kunden. Er verweist darauf, dass in der Praxis Sachgüter,
Dienstleistungen und sonstige immaterielle Güter, wie Informationen häufig durch
dieselben Unternehmen produziert und angeboten würden. So produziert die LSG
sowohl Speisen und Getränke als auch Dienstleistungen. Falls in Unternehmen eine
Differenzierung der Wertschöpfungsanteile überhaupt quantitativ möglich sei, so
ergeben sich teils interessante Ergebnisse. Im Falle der LSG steuert das eigentliche
Catering nach Aussage des LSG-Vorstands 70 % des LSG-Ergebnisses bei. D. h.,
auf die Speisen- und Getränkeproduktion entfallen lediglich 30 %, was angesichts
der zahlreichen dargereichten Handelswaren (Speisen und Getränke) plausibel
erscheint. „Das eigentliche Catering besteht darin, die für einzelne Flüge benötigten
Speisen und Getränke in den jeweils erforderlichen Mengen und Konfigurationen, d.

Grundlagen
72
h. differenziert nach First-, Business- und Economy-Class sowie ggf. koscher, Diät
etc. zur rechten Zeit und am rechten Ort bereit zu stellen.“
Nachdem nun der Begriff der Dienstleistung erläutert wurde, soll zunächst auf die
wandelbare, modulare Materialflusstechnik eingegangen werden, bevor die
Dienstleistungsbranche Airline Catering näher beschrieben wird.
Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
73
3 Stand der Erkenntnisse – wandelbare, modulare
Materialflusstechnik
„Produktions- und Logistiksysteme müssen heutzutage so dynamisch, vernetzt und
wandlungsfähig sein wie die individuellen Anforderungen der Kunden, deren
Wünsche diese Anlagen zu befriedigen haben. Dabei ist es aber kaum möglich,
diesem Umstand mit herkömmlichen Lösungsansätzen gerecht zu werden – auch
wenn dabei modernste Technik eingesetzt wird.“ Mit diesen Worten umschreiben
Güntner und ten Hompel [Günt-10] die aktuellen Tendenzen in der Intralogistik.
Durch immer stärkere Individualisierung von Produkten und Belieferungsformen
bedarf es flexibler Systeme, die entsprechend individuell ausgelegt sind und vor
allem auch im Laufe ihres Lebenszyklus leicht an geänderte Anforderungen
angepasst werden können. D. h., sie müssen flexibel und wandelbar sein. Mit
zunehmender Individualisierung steigt aber auch das Volumen der gespeicherten
und ausgetauschten Daten. Die Steuerung der logistischen Systeme wird immer
komplexer, der Datenaustausch immer datenintensiver und man gelangt so an die
Grenzen des Machbaren mit herkömmlichen, hierarchisch aufgebauten
Steuerungskonzepten, wie sie heute gang und gäbe sind.
Aus diesem Grunde sind im Forschungsumfeld für Produktions- und Logistiksysteme
seit einiger Zeit diverse Ansätze zu finden, die versuchen, die Komplexität der
Gesamtsysteme durch Dezentralisierung zu reduzieren. Vorläufer dazu sind im
Bereich „Software und IT“ zu finden, wo schon deutlich länger Themen wie
agentenbasierte Netzwerke und dezentral, modular aufgebaute Soft- und
Hardwarestrukturen im Fokus stehen. In der nächsten Generation von Logistik- und
Materialflusstechniksystemen wird die Systemarchitektur weg von der heute
vorzufindenden starren hierarchischen Struktur, hin zu reaktiven, dezentral verteilten,
intelligenten Systemmodulen mit lokaler autonomer Steuerungsfähigkeit verändert.
Als jüngste Beispiele hierfür sind aus dem Produktionsumfeld selbstadaptierende
Steuerungssysteme autarker, mechatronischer Module zu nennen, wie sie von
Westkämper et al. [West-09] in „Wandlungsfähige Produktionsunternehmen – Das
Stuttgarter Unternehmensmodell“ beschrieben werden.
Da es in der hier vorliegenden Arbeit im Schwerpunkt um Materialflusstechnik geht,
ist das Konzept „Internet der Dinge in der Intralogistik“ [Günt-10] von besonderer
Bedeutung. Wie an späterer Stelle beschrieben wird, stellt es die fördertechnische

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
74
und insbesondere steuerungstechnische Basis für das hier zu beschreibende
Konzept für eine wandlungsfähige Materialflusstechnik im Airline Catering dar (vgl.
insb. 3.2.2 und 6.2.2).
Modular aufgebauten, kompatiblen und flexiblen Förderelementen kommt in einer
wandelbaren Produktionsumgebung besondere Bedeutung zu. Auf der Seite der
Mechanik haben die Materialflusstechnikhersteller mit modularen Systembaukästen
bereits gute Voraussetzungen dafür geschaffen. Vielfältig kombinierbare
Basismodule ermöglichen die Gestaltung von Fördersystemen in unterschiedlichsten
Ausprägungen für zahlreiche Einsatzfälle. Auf Seiten der Steuerungstechnik kann in
den vorzufindenden industriellen Anwendungsfällen hiervon bisher noch nicht die
Rede sein. Heutige Materialflusssysteme erfüllen neben dem reinen Transport der
Ladungseinheiten hochkomplexe und auf die Kundenbedürfnisse optimierte
Steuerungs-, Visualisierungs- und Kontrollaufgaben. Dazu werden nach heutiger
Praxis regelmäßig zentral, hierarchisch gesteuerte Systeme aufgebaut und der damit
verbundene Programmierungs- und Konfigurationsaufwand bei Erstellung der
Steuerung in jedem Projekt erneut bewältigt. Zwar werden bestimmte Bausteine
wiederverwendet, jedoch entsteht in jedem neuen Projekt wieder ein erheblicher
Individualprogrammierungs- oder zumindest Konfigurierungsaufwand [Niek-10]. Mit
dem Konzept „Internet der Dinge für die Intralogistik“ wurde ein Lösungsansatz
beschrieben und wurden Erfahrungen aus ersten Versuchsprojekten gesammelt, die
zeigen, dass die technischen Grundlagen geschaffen sind, um
Materialflusstechnikprojekte grundlegend zu verändern, durch Analogien zum
dezentral organisierten und nicht hierarchisch arbeitenden, globalen Internet. So
kann auch in der Materialflusstechnik „Plug&Play“ für Anlagenbauer zur Realität
werden, wie man es bereits aus dem IT-Hardwareumfeld kennt, und damit der
Aufwand für Planung, Realisierung, Inbetriebnahme und Umbau drastisch reduziert
werden sowie durch standardisierte Schnittstellen auch für Nutzer der Vorteil
problemloser Kompatibilität von Modulen geschaffen werden [Günt-10].
Es wurde ein Ausweg aus der Komplexitätsfalle aufgezeigt durch ein dezentrales,
kooperatives und beliebig veränderbares Transportnetzwerk, das aus
mechatronischen Modulen besteht, die im Idealfall über kostengünstige Embedded-
PC verfügen, um darauf die Steuerungslogik lokal vor Ort abzubilden. So werden aus
den heute am Markt verfügbaren elektrischen und mechanischen Modulen, wie sie in
den Baukastenmodellen der Hersteller vorzufinden sind, erstmalig komplette,

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
75
autonome Funktionseinheiten, die neben Elektrik und Mechanik auch die
erforderliche Steuerungslogik innerhalb der Modulgrenzen integrieren. Damit wird der
Schritt zu einheitlichen Modulgrenze in der Materialflusstechnik vollzogen.
Weitere Erläuterungen zum Konzept „Internet der Dinge“, das als Basis für einen
wirtschaftlichen Einsatz wandelbarer Materialflusstechnik im Airline Catering dienen
soll, befinden sich im Abschnitt 3.2.2 „Steuerungs- und Automatisierungstechnik –
„Internet der Dinge“ und 6.2.2 „Steuerungs- und Kommunikationstechnik“. Dort wird
insbesondere näher auf die Steuerungstechnik und das ihr zugrunde liegende
Konzept der Dezentralisierung, Modularisierung und Nutzung von Agentendiensten
eingegangen. Im Folgenden soll zunächst auf die für ein wandelbares
Materialflusssystem infrage kommenden Fördertechniken und deren mechanische
Grundkonzepte eingegangen werden.
3.1 Vorauswahl von Materialflusssystemen
Die Flexibilität stellt die wichtigste Voraussetzung eines wandelbaren Fördersystems
dar. Handrich untersucht in seiner Arbeit [Hand-01] die Flexibilität verschiedener
Materialflusssysteme. Es wird eine Vorauswahl manueller und automatischer
Fördermittel getroffen, die aufgrund ihrer systemeigenen Ausprägungen die
Bedingungen erfüllen, die an eine flexible Materialflussanlage gestellt werden.
Manuelle Systeme wie Stapler besitzen demnach eine große räumliche Flexibilität,
weisen aber eine deutlich niedrigere Produktivität als automatisierte
Materialflusslösungen auf. Von Nachteil sind weiterhin hohe Betriebskosten und
hohe Potentiale für Fehler und Gefahren. Eine hohe Durchsatzflexibilität weisen
Rollenbahnen, Tragkettenförderer und Elektrohängebahnen auf. Bedingt durch ihre
fest installierten Förderstrecken ist jedoch die Layoutflexibilität stark eingeschränkt.
Fahrerlose Transportsysteme, Elektrohängebahnen und Hängekrane werden am
ehesten den Flexibilitätsanforderungen, insbesondere denen nach Layout- und
Durchsatzflexibilität gerecht. Um auch die Anforderungen nach Wandelbarkeit zu
erfüllen, müssen die einzelnen Systemkomponenten derart gestaltet sein, dass sie in
ihrer technischen Realisierung auch die Eigenschaften „Erweiterungs- und
Integrationsfähigkeit“ aufweisen [vgl. Kapitel 2.1 „Wandelbarkeit“].
Es sind hierfür bei der Systemgestaltung neue Ansätze in der Modularisierung und
Automatisierung erforderlich, wie sie im Konzept „Internet der Dinge“ aufgegriffen
werden. Die Mechanik betreffend sind durch Baukastenlösungen bereits bei vielen

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
76
Herstellern modulare und flexible Systeme verfügbar. In der industriellen
Realisierung der Steuerungs- und Kommunikationsebene bestehen allerdings noch
Defizite, sie stellt daher einen aktuellen Aufgabenbereich der Forschung und
Entwicklung dar. In den nachfolgenden Abschnitten wird auf grundsätzlich aus
mechanisch-elektrischer Sicht infrage kommende Materialflusstechniksysteme
eingegangen und dabei eine Erläuterung deren Vor- und Nachteile gegeben sowie
eine Beschreibung der aktuellen Entwicklungen im jeweiligen Bereich vorgenommen
[i+o-06b]. Die folgende Grafik veranschaulicht eine Vorauswahl, wie sie von Handrich
[Hand-01] getroffen wurde, für grundsätzlich als wandelbare Materialflusssysteme
geeignete Lösungen.
Abbildung 3-1: Vorauswahl wandelbarer Materialfluss systeme [Hand-01]
Flurgebunden
Band-
förderer
Ketten-
förderer
Rollen- u.
Kugelbahn
Stetigförderer für Stückgüter
Gurtförderer
Kurvengurt-förderer
Teleskopgurt-förderer
Stahlband-förderer
Gliederband-förderer
Drahtgurt-förderer
Riemen-förderer
Plattenband-förderer
Schuppen-förderer
Kippschalen-förderer
Quergurtsor-tierförderer
Schuhsortier-förderer
Schleppket-tenförderer
Tragketten-förderer
Stauketten-förderer
Schaukel-förderer
Rollenbahn angetrieben
Rollenbahn ohne Antrieb
Rollenstau-förderer
Röllchen-bahn
Schlepprollen-förderer
Kugel-bahn
Schubplatt-formförderer
EPB/ETB
Bodentrans-portsystem
Inverted P&F
Kreisförderer
Schlepp-kreisförderer
Schlepp-zugförderer
Schlepp-gurtförderer
Seilhänge-bahn
Elektrohänge-bahn
Krane
Brücken-kran
Hängekran
Staplerkran
Portalkran
Drehkran
Flurfreie
Fördermittel
Unstetigförderer
Flurfördermittel
GleislosGleisge-
bunden
Stapler
Hubwagen
Schlepper
FTS
Handwagen
Regalbedien-gerät
Wagen
Verschiebe-einrichtung
Legende:
: Vorauswahl – Eignung für wandelbare Materialflussysteme

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
77
3.1.1 Fahrerlose Transportsysteme
Bei einem fahrerlosen Transportfahrzeug/-system (FTS) handelt es sich um ein
flurgebundenes Fördermittel mit eigenem Fahrantrieb sowie automatischer Führung
und Steuerung. Dementsprechend sind fahrerlose Transportsysteme
innerbetriebliche (vereinzelt aber auch in Außenbereichen eingesetzte),
flurgebundene Fördersysteme mit automatisch gesteuerten Fahrzeugen, deren
primäre Aufgabe der Materialflusstransport, nicht aber der Personentransport ist
[VDI-2510].
Die Entwicklung der FTS geht in die 50er Jahre zurück. Erste Vertreter waren
Schleppfahrzeuge, die einem Leitdraht an der Decke folgten. Mitte der 70er Jahre
folgten dann erste standardisierte FTS. Bedingt durch hohe Akzeptanz in der
Industrie kam es zu einer starken Verbreitung von FTS in diversen Einsatzbereichen
[Frog-06].
Dem anfänglichen Erfolg von FTS folgte jedoch eine Ernüchterungsphase. Ab
Beginn der 90er Jahre nahm die Einsatzverbreitung von FTS deutlich ab. Gründe
hierfür lagen in mangelnder Flexibilität, vergleichsweise hohen Kosten, geringer
Kompatibilität und erhöhter Störanfälligkeit. Aufgrund neuartiger FTS-Lösungen ist
jedoch in den vergangenen Jahren eine Neubelebung der Branche zu verzeichnen.
Diese sind durch modularen Aufbau der Fahrzeug- und Steuerungskomponenten in
den Anschaffungskosten attraktiver geworden und bieten Erweiterungs- und
Anpassungsfähigkeit. Die Führung der fahrerlosen Transportsysteme erfolgt mittels
Schienen, induktiv über einen in den Boden eingelassenen Leitdraht oder etwa
münzgroße Leitelemente oder auch optisch über Fahrbahnmarkierungen. Alternativ
ist auch eine Laservermessung mittels Reflektoren im Raum möglich. Für die
Energieversorgung stehen u.a. induktive Lösungen oder Lösungen mit stationärer
Batterieaufladung zur Verfügung [Ullr-05]. Für den Schwerlastbereich, bestehen auch
mittels Verbrennungsmotoren angetriebene Lösungen, wie sie vereinzelt z.B. in
deutschen Stahl- und Walzwerken vorzufinden sind.
Fahrerlose Transportsysteme können als layout- und fördergutflexibel eingestuft
werden. Ein Schwachpunkt von FTS liegt in der mit üblichen 1 m/s vergleichsweise
niedrigen Geschwindigkeit und der daraus resultierenden begrenzten
Durchsatzflexibilität. FTS können als anpassungs- und integrationsfähige
Fördersysteme sowohl im innerbetrieblichen Transport als auch außerhalb der Hallen
auf dem Betriebsgelände vielfältige Transportaufgaben wahrnehmen.

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
78
Da bisher kaum auf Einsatzgebiete von FTS im Airline Catering verwiesen werden
kann und sinnvolle Anwendungsmöglichkeiten auch nicht erkennbar sind, soll im
Rahmen dieser Arbeit nicht näher auf FTS eingegangen werden. Dies ist vor allem
der Tatsache geschuldet, dass hohe Transportleistungen in Airline Catering
Betrieben gefordert sind, falls Automatisierungen realisiert werden (vgl. hierzu auch
Transportmatrix im Anhang).
3.1.2 Elektrohängebahnen
Bei Elektrohängebahnen (EHB) spricht man von zwangsgeführten
Transportsystemen mit einzeln angetriebenen, flurfrei angeordneten Fahrzeugen, die
geeignet sind, verschiedene Quellpunkte mit verschiedenen Zielpunkten zu
verbinden [VDI-2345]. Positive Merkmale von EHB sind u.a. Schnelligkeit,
Sauberkeit, Geräusch- und Wartungsarmut. EHB sind universell einsetzbare
Fördersysteme mit Fahrgeschwindigkeiten von bis zu 3 m/s, die große Distanzen
überbrücken können und hohe Durchsätze ermöglichen. Ein entscheidender Aspekt
bei EHB ist die Verlagerung des Förderprozesses in den Überflurbereich, so dass die
Nutzung von Flächen für z.B. Produktionsaufgaben nur geringfügig beeinträchtigt
wird. Durch die passiven Fahrstrecken und aktive Antriebe in den Fahrzeugen
können auch große Fahrstrecken verhältnismäßig günstig realisiert werden.
Mittels flexibler Lastaufnahmemittel und weiterentwickelter Übernahme- und
Abgabetechniken konnte der Einsatzbereich von Elektrohängebahnen ausgeweitet
werden. Ebenfalls positiv tragen hierzu die Vereinfachung und kompakte Bauweise
elektronischer und elektrischer Bauteile bei sowie die Standardisierung der
Steuerungssoftware. Durch die Funktionsintegration von Funktionen, wie dem
Heben, Senken, Drehen, Schwenken und Greifen in EHB-Fahrzeugen entwickeln
sich diese weiter zu intelligenten Transportmitteln für den innerbetrieblichen
Materialfluss. Somit werden Handhabungsaufgaben bei Bedarf in das Fahrzeug
integriert und stationäre Übergabestationen substituiert [Meye-04]. Selbstverständlich
ist dieses mit erhöhten Stückkosten oder Investitionen je Fahrzeug verbunden, so
dass Vor- und Nachteile dieser Zusatzfunktionen in den Fahrzeugen im Einzelfall
bewertet werden müssen.
Ursprünglich aus dem Bereich der FTS kommend hat sich berührungslose, induktive
Energie- und Datenübertragung ebenfalls im Bereich der EHB etabliert. Damit einher
gehen Vorteile wie höhere Fahrgeschwindigkeiten, geringerer Verschleiß, geringe
Lärmemission und eine integrierte Datenübertragung [Wamp-04]. Verbunden damit

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
79
sind jedoch auch höhere Investitionen im Vergleich zu herkömmlichen
Schleifleitungen.
EHB-Anlagen können eingeordnet werden als durchsatzflexible Systeme, die
aufgrund ihrer zusammenhängenden, fest installierten Förderwege jedoch in der
Layoutflexibilität beschränkt sind. Je nach Gehängeausführung können vielfältige
Fördergüter transportiert werden, so dass die Produktflexibilität des Systems an sich
gegeben ist. Als Voraussetzung dafür muss jedoch eine standardisierte mechanische
Schnittstelle zwischen Fahrzeug und dem Gehänge, mit dem das Transportgut
aufgenommen wird, realisiert sein. Bei näherer Betrachtung der Praxis muss
festgestellt werden, dass an dieser Stelle viele Einzellösungen zum Tragen kommen,
die die Produktflexibilität und damit die Transportgutflexibilität begrenzen.
Anwendungsfälle von Elektrohängebahnen finden sich vielfach in Automobilwerken
sowie in hochautomatisierten Logistikzentren als leistungsstarke Verbindung
zwischen Hochregallager und Warenein- und -ausgang sowie in großen Airline
Catering Betrieben, die eine hohe Durchsatzleistung benötigen und sich dabei über
mehrere Geschossebenen erstrecken.
3.1.3 Hängekran
Bei Kranen handelt es sich um Maschinen, die der horizontalen und vertikalen
Verladung von Stück- oder Schüttgütern dienen. Verglichen mit einem einfachen
Hebezeug zeichnet sich der Kran dadurch aus, dass Lastauf- und –abgabepunkt
variieren können. Wie aus dem Wort Hängekran hervorgeht hängen sowohl Last als
auch Kranfahrzeug unterhalb der Laufschiene, was ihn vom Portalkran
unterscheidet. Somit ist der operative Lastbereich nicht auf die Fläche zwischen den
Schienen begrenzt.
Analog zur EHB weist auch der Hängekran den Vorteil auf, dass Verkehrswege in
den Oberflurbereich verlegt werden und damit Flächen für z.B. Produktionsaufgaben
geschont werden. Die Layoutflexibilität ist bei Hängekranen gegeben, da alle Punkte
im Arbeitsfeld erreicht werden können. Einschränkungen bestehen jedoch bei der
Durchsatzflexibilität aufgrund der geringen Verfahrgeschwindigkeiten. Hinsichtlich
der Automatisierung haben sich Hängekrane von nur selten vorkommenden
automatisierten Individuallösungen zu automatisierten Baukastenlösungen hin
entwickelt. Diese finden ihren Einsatz insb. im Bereich des Transports leichter bis
mittelschwerer Stückgüter [Günt-98a+b]. Aber auch im Bereich höherer Lasten sind

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
80
Anwendungsfälle vorzufinden, mit denen dann allerdings eine aus
Sicherheitsgründen und Arbeitsstättenrichtlinien begründete räumliche Abgrenzung
der Fläche hervorgeht. Ein Beispiel hierfür sind Stahlcoillager mit vollautomatischen
Kranen und elektromagnetischen Lastaufnahmemitteln.
3.1.4 Kombination Elektrohängebahn und Hängekran
Im Falle der Kombination einer EHB mit einem Hängekran resultiert ein als flexibel
einzuordnendes Transportsystem. Dieses ermöglicht eine flächendeckende
Erreichbarkeit aller Punkte bei Verknüpfung der Vor- und Nachteile beider
Einzelsysteme. Hierbei ist insbesondere der Fokus auf die Layoutflexibilität des
Krans zu legen und die hohe Förderleistung/Durchsatzflexibilität der EHB. In
Kombination beider Systeme sinkt allerdings die Förderleistung im Vergleich zur
reinen EHB durch den Kraneinfluss.
Ein solches kombiniertes System kann jeden Punkt im Produktionsfeld von oben
bedienen. Im Falle von Layoutveränderungen, wie etwa umgestalteten
Produktionslinien, besteht weiterhin die Erreichbarkeit durch den Hängekran. Die
Erreichbarkeit der verschiedenen Punkte in der Produktionsfläche wird durch das
Fahren des EHB-Fahrzeugs samt Fördergut auf den Hängekran realisiert.
Eine solche aus Elektrohängebahn und Hängekran kombinierte Transportanlage ist
in Abbildung 3-2 veranschaulicht. Es handelt sich dabei um die Versuchsanlage des
Lehrstuhls für Fördertechnik Materialfluss Logistik der Technischen Universität
München (fml), wie sie auf Werkstatt- und Laborebene vor einigen Jahren entwickelt
wurde und seitdem für verschiedene Forschungsthemen genutzt und
weiterentwickelt wird. Neben dem EHB und Hängekran sind weitere fördertechnische
Systeme, wie ein automatisches Kleinteilelager (AKL) und Rollenförderer sowie
Automationen, wie ein Roboter darin kombiniert.

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
81
Abbildung 3-2: Förderanlage Elektrohängebahn-/Krank ombination [Wilk-06]
Aufgrund der hohen erforderlichen dynamischen Leistung im Airline Catering Umfeld
muss von dem beschriebenen kombinierten System aus Kran und EHB in der
weiteren Betrachtung abgesehen werden. Weiterhin ist nicht davon auszugehen,
dass bestimmte Arbeitsbereiche einer Catering Anlage einer permanenten
Layoutveränderung unterzogen werden, wie es etwa in einer Werkstattfertigung der
Fall ist, in der in bestimmten Arbeitsbereichen immer wieder neue Projekte mit
geänderter Anordnung realisiert werden. Ein Beispiel hierfür sind die Land- und
Baumaschinenfertigung mit kleineren bis mittleren Seriengrößen und stark
variierenden Produktgrößen und -geometrien. Somit würde bei Anwendung im Airline
Catering der Nutzen nicht zum Tragen kommen, lediglich die nachteilige, für den
Anwendungsfall zu geringe Durchsatzflexibilität würde sich niederschlagen.
3.2 Stand der Forschung und Entwicklung
3.2.1 Defizite herkömmlicher Materialflusssteuerung en
Wie eingangs des Kapitels 3 bereits beschrieben, sind heutige Steuerungskonzepte
von Materialflusssystemen i. d. R. hierarchisch aufgebaut. Abbildung 3-3
veranschaulicht die hierarchische Struktur, wie sie auch in der VDI-Richtlinie 3962
und 3628 als Grundlage für Steuerungssysteme von Materialflussanlagen

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
82
beschrieben ist. Ausnahmen zu diesem Grundkonzept finden sich bisher nur sehr
vereinzelt in industriellen Anwendungen.
Abbildung 3-3: Hierarchische Steuerungspyramide [in Anlehnung an VDI-3962 und 3628]
In herkömmlichen hierarchischen Strukturen erfolgt die Aufgabenverteilung so, dass
die administrative Ebene durch den Server oder auch Host abgebildet ist, auf dem
das ERP-System sich befindet. Auf der darunter liegenden Leitebene sind die WMS
Clients oder auch das als LVS bezeichnete Lagerverwaltungssystem platziert.
Darunter wiederum befindet sich die Prozesssteuerung mit dem Materialflussrechner.
In der VDI-Richtlinie werden beide Schichten auch in Unterebenen der Leitebene
unterschieden. Unterhalb der Leitebene ist die Steuerungsebene positioniert. Die
VDI-Richtlinie teilt diese wiederum in drei Unterebenen auf, bei denen es sich um die
Teilsystemsteuerung, Gruppensteuerung und Elementsteuerung handelt. Diese
übernehmen die Funktionen von der Steuerung und Überwachung der
Gruppensteuerungen bis hinunter zur Steuerung und Überwachung der Aktoren und
Sensoren sowie die Visualisierung, die Steuerung im Halbautomatikbetrieb und die
Bewegungsoptimierung. Bei der hier gewählten Darstellung wird im Gegensatz zur
VDI-Richtlinie nicht in drei, sondern lediglich zwei Ebenen unterschieden, nämlich die
Steuerungsebene, auf der sich die SPS (Speicher-Programmierbare-Steuerung)
befinden und die darunter liegende Feldebene mit Sensoren und Aktoren. Hierbei
stellen die Steuerungselemente der Feldebene gemeinsam mit der Mechanik den
ausführenden Teil der Materialflussteuerung dar. Die darüber liegende Ebene, die
Steuerungsebene, hat die Aufgabe, Transporte und Lastübergaben von einem zum
nächsten Transportelement zu koordinieren.
ERP
Leitebene
Prozess-Steuerung
Steuerungs-ebene
Feldebene
Server
WMS Clients
Materialfluss-rechner
SPS
Materialfluss

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
83
Die Hardware auf Ebene der Steuerungsschicht wird, wie geschildert, meist als SPS
ausgeführt. Hierbei spielt es keine entscheidende Rolle, ob es sich dabei um die
klassische Bauform der SPS handelt oder ob diese mittels Industrie-PC und darauf
befindlicher Soft-SPS umgesetzt werden. Als Programmiersprachen kommen
Sprachen zum Einsatz, die entweder dem IEC 61131 Standard gerecht werden oder
ähnlichen herstellerabhängigen Normen. Als Netzwerk zur Anbindung von Sensoren
und Aktoren dienen entweder konventionelle Feldbussysteme, oder aber auch
inzwischen vermehrt Ethernet. Auf den oberen Ebenen ist Echtzeitfähigkeit von
geringer Bedeutung, je weiter unten die Ebene, umso höher ist die Bedeutung der
Echtzeitfähigkeit. Zur Prozessteuerung kommen inzwischen meist PC basierte Client-
Serverlösungen zum Einsatz, wohingegen die früher geläufigen mittels UNIX
agierenden Großrechner inzwischen eher Vergangenheit sind. Dies liegt an der
ausreichenden Leistungsfähigkeit moderner PC-Server und den etablierten
Standards für relationale Datenbanken und Festplatten-Datensicherungen. Die
Kommunikation erfolgt i. d. R. auf Basis TCP/IP. Es stehen sehr leistungsfähige
objektorientierte Programmiersprachen, teilweise sogar als kostenlose Versionen zur
Verfügung, wie etwa in Form von C++, C# oder Java [Niek-10].
Die weit verbreiteten zuvor beschriebenen zentralen und hierarchisch aufgebauten
Materialflusssteuerungen stoßen trotz ausgereifter Technik und Konzeption immer
wieder an ihre Grenzen. Die folgenden Punkte skizzieren die Merkmale und häufigen
Defizite von zentral, hierarchisch aufgebauten Steuerungen in kurzer Beschreibung
[Niek-10]:
� Die Rechenleistung ist bei angemessener Dimensionierung heute kein Problem
mehr, da Systeme mit ausreichender Performance gut verfügbar sind.
� Für die Ausfallsicherheit der Server müssen aufwendige Back-Up Lösungen
eingeplant werden, die je nach Risikoeinordnung als Hot- oder Cold-Standby
umgesetzt werden, d. h. entweder mit parallel laufenden redundanten Systemen,
oder bei Ausfall kurzfristig verfügbaren redundanten Systemen und einer
definierten Wiederanlaufroutine.
� Aufgrund einer i. d. R. höheren Lebensdauer der Mechanik bei ausreichender
Wartung als die der Server von Steuerungssystemen kommt es entweder zur
Überalterung und somit einem unkalkulierbaren Risiko der Rechnerhardware,
oder aber neue baugleiche Systemkomponenten werden integriert oder

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
84
Nachfolgegeräte verwendet. Bei nicht identischen Geräten kommt es zu
erhöhtem Aufwand für Anpassungen.
� Anlagenlebenszyklen verkürzen sich, weil in immer kürzeren Intervallen
geänderte Strukturen und Prozesse abgebildet werden müssen und damit
entsteht hoher Anpassungsaufwand bei zentralen Steuerungsarchitekturen, der
meist alle Ebenen der Steuerungspyramide involviert.
� Es finden komplexe Optimierungsalgorithmen Anwendung, die auf das spezielle
vorliegende Problem ausgerichtet sind und mit einer hohen Datendichte auf der
Ebene der Prozess- und Steuerungsschicht agieren. Es erfolgt hier die
Konsolidierung der Daten aus dem übergeordneten ERP-System und den
darunter gelegenen Anlagensteuerungen. Die optimale Datenbasis in Verbindung
mit den projektspezifischen Optimierungsalgorithmen führen nicht selten zu hoher
Komplexität. Werden während der Inbetriebnahme noch weitere
Steuerungsanforderungen ergänzt, sinkt die Nachvollziehbarkeit der Strategien
und Abhängigkeiten für Dritte weiter.
� Durch das zuvor geschilderte Risiko der Komplexität geht ein Personalrisiko damit
einher - hoch spezialisierte Experten sind erforderlich für die Realisierung, die
nicht immer verfügbar sind. Müssen diese ihre laufenden Programmierarbeiten
unterbrechen, so verursacht das auch an anderer Stelle ein erhöhtes Fehlerrisiko.
� Bei hierarchischem Aufbau können die komplexen Programme schlechter in
Module untergliedert werden. Die involvierten Mitarbeiter setzen sich häufig mit
der Gesamtheit des Systems auseinander. Die Aufgaben können nicht
modulweise durch wechselndes Personal bearbeitet werden, sondern erfordern
erhebliche Einarbeitungszeit, bei im Laufe des Projekts wechselndem
/hinzukommendem Personal. Das führt zu sehr personenbezogenen
Ergebnissen.
� Die hohe Komplexität der Systeme führt häufig zur Erstellung projektindividueller
Lösungen anstelle der Verwendung von Standards. Hierbei kann der
Programmierer nicht jegliche Aspekte abstimmen, sondern trifft Annahmen, die
teilweise abweichend vom ursprünglichen Systementwurf sind, und erzeugt somit
eine programmierabhängige Eigendynamik durch nicht überschaubare Einflüsse
seiner Annahmen.
Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
85
� Es besteht eine erhöhte Fehleranfälligkeit bei komplexen, zentralen Systemen,
aufgrund der nicht immer gegebenen konsequenten/vollständigen
Überschaubarkeit. Bei Eintritt der Fehler wirken sich diese dann unter Umständen
auf das gesamte System aus oder zumindest gravierend auf wesentliche
Komponenten des Systems. Es kommt zu Kettenreaktionen, die im schlechtesten
Fall das Gesamtsystem lahmlegen.
� Durch herstellerindividuelle Standards sind die System-/Ebenengrenzen nicht
immer gleich ausgeprägt und Funktionalitäten historisch bedingt, unterschiedlich
den verschiedenen Ebenen zugeordnet. Hierdurch wird die Kombination von
Komponenten unterschiedlicher Hersteller erschwert bzw. erfordert individuelle
Anpassungen und auch heute noch eine hohe Kooperationsbereitschaft der
beteiligten Hersteller. Eine standardisierte Vernetzung von verschiedenen
Teilsystemen ist nach wie vor nur in der Theorie umsetzbar.
� Es treten Probleme bei Erweiterungen und Veränderungen der Systeme auf.
Meist ist zunächst eine umfangreiche und vollständige Ist-Aufnahme aller
Komponenten, Funktionalitäten und Strategien/Optimierungen erforderlich, da
andernfalls Nebeneffekte erzeugt werden, die nicht beabsichtigt sind. Nur durch
den Einsatz des ursprünglichen Programmierpersonals und ausreichender
Dokumentation kann dieses entfallen, was aber automatisch eine erhöhte
personelle Abhängigkeit mit sich bringt.
� Montage und Inbetriebnahme: Durch Eingriff in bestehende Systeme sind
Unterbrechungen unvermeidbar, insb. wenn in zentralen
Kommunikationssystemen geändert wird.
� Ab einer gewissen Eingriffsgröße kommt es durch Änderungen zu Effekten auf
allen Ebenen der Steuerungspyramide. Diese können dann nicht wieder ohne
Weiteres rückgängig gemacht werden. Somit liegt, durch den Eingriff in
bestehende Strukturen, ein hohes Risiko bei der Kombination von neuen und
alten Anlagenteilen vor. Die erforderlichen Tests sind, im Vergleich zu einer
vollständigen Neuinbetriebnahme einer Anlage, nur eingeschränkt möglich. Das
liegt daran, dass das Bestandsystem i. d. R. nicht sämtlichen Tests unterzogen
werden kann. So liegen reale Bestände vor, wohingegen im Testumfeld mit
Testbeständen agiert werden kann, was viel mehr Freiheitsgrade bedeutet und
wesentlich unbedenklicher ist.

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
86
� Zentral gesteuerte Systeme arbeiten mit vorgeplanten Notfallszenarien für z. B.
Ausfälle bestimmter Anlagenteile. Hierbei sind die Szenarien aber stets starr
definiert. Kommt es zu nicht abgebildeten Situationen, so hält das System keine
mögliche Antwort parat und Systemblockaden und somit Ausfallzeiten sind
vorprogrammiert.
In Summe führen diese Defizite dazu, dass eine wandelbare Materialflusstechnik im
Airline Catering eher nicht auf Basis konventioneller hierarchisch aufgebauter und
zentralisierter Steuerungstechnik auszuführen sein wird. Eine bessere Basis ist in
einer dezentralen, selbststeuernden Automatisierungstechnik zu suchen, wie sie im
Konzept „Internet der Dinge“ [Günt-10] formuliert ist und im folgenden Kapitel
beschrieben werden soll.
3.2.2 Steuerungs- und Automatisierungstechnik – „In ternet der Dinge“
Nach dem Vorbild des Internets wurde mit dem „Internet der Dinge“ ein Konzept
definiert und anhand erster technischer Realisierungen die Ausgereiftheit der
Lösungen unter Beweis gestellt zur Abbildung eines sich selbst steuernden
Materialflusses [Günt-10]. Wie bei der Vorlage, dem Internet, handelt es sich dabei
um ein Netzwerk, das aus einer unbegrenzten Anzahl von Netzwerken besteht und
fast vollständig auf zentrale Instanzen verzichtet. Hierdurch wird es komplett
skalierbar und robuster, als es ein zentrales Netzwerk je sein könnte. Nach diesem
Konzept wendet sich die Intralogistik ab von ihrem zentralen, hierarchischen
Steuerungskonzept, hin zu einem dezentralen, hierarchielosen Aufbau.
Transportgüter werden hierbei autonome Einheiten, die sich eigenständig zum Ziel
steuern, indem sie mit intelligenten Förderern und Fahrzeugen kommunizieren, damit
diese Transportaufträge umsetzen können. Hiermit geht eine deutliche Fortsetzung
eines allgemeinen Trends in der Steuerungs- und Antriebstechnik einher – immer
mehr Intelligenz wandert von übergeordneten SPS auf die direkte Feldebene des
Materialflusssystems. Komponenten wie elektrische Antriebe oder
Frequenzumrichter verfügen bereits heute über programmierbare Microcontroller, so
dass dort ein Programmiercode installiert werden kann. Mittels kleiner und auch
inzwischen kostengünstiger Embedded-PC ergibt sich die Möglichkeit, die
Steuerungslogik auf die operative Feldebene zu verlagern. Durch Ethernet-
Schnittstellen ist meist eine Kommunikation über TCP/IP möglich. Der entscheidende
Fortschritt ist, dass bisherige elektrische und mechanische Module um die Steuerung
erweitert werden, d. h., es entstehen vollständige autonome mechatronische

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
87
Funktionseinheiten mit identischen Modulgrenzen für Mechanik, Elektrik und
Steuerung.
Ein weiterer Aspekt der Dezentralisierung liegt in der Datenhaltung. Hier macht sich
das Konzept „Internet der Dinge“ den Fortschritt bei der RFID-Technologie zunutze.
Durch gestiegene Speicherkapazitäten auf RFID-Tags erfolgt der Schritt vom Data-
On-Network-Prinzip hin zum Data-On-Chip-Prinzip. Das bedeutet, dass alle
relevanten Daten, wie Identifikationsnummer aber auch Transportziel, Ladungsart
oder Geometrie und Gewichtsdaten, direkt von der Transporteinheit (TE) mitgeführt
werden. Durch diese physische Verbindung von Transportobjekt und Datenhaltung
entfällt ein erheblicher Anteil der Kommunikation im System und die redundante
Datenhaltung. Die Parallelen zwischen dem World Wide Web und dezentral
gesteuerten Materialflusssystemen mit intelligenten Transporteinheiten werden im
Konzept „Internet der Dinge“ klar erkennbar.
Beim „Internet der Dinge“-Konzept entfällt der hierarchische Aufbau des
Steuerungssystems (vgl. Abbildung 3-3) und damit auch das übergeordnete
Leitsystem. An seine Stelle treten dezentrale, selbstständige Materialflussmodule,
die Aufgaben wie das Schalten von Weichen oder auch die Wegberechnung und
Streckenreservierungen bis hin zur Auslastungsoptimierung (Stauvermeidung)
selbstständig übernehmen. Die autonomen Einheiten kooperieren dazu miteinander,
sind intelligent und damit in der Lage, Aufgaben aus den verschiedenen Ebenen der
konventionellen Steuerungspyramide zu übernehmen.
Bisherige starre, vordefinierte Abläufe werden durch neuartige dezentrale
Verhaltensregeln und Kooperationsmechanismen substituiert, was einen
weitgehenden Wandel in der Steuerungsprogrammierung und den vorhandenen
Lösungen bedeutet. Nach einmaligem hohen Aufwand für die Erstimplementierung
und die damit verbundene Entwicklung beim Hersteller führen diese zu einer
deutlichen Vereinfachung bei der Realisierung von Materialflusssteuerungen. Die
sehr projektspezifische Programmierung des allmächtigen Materialflussrechners mit
seinen Optimierungsregeln und Strategien entfällt. Dieses bedeutet einen
grundlegenden Wandel in der Materialflusssteuerungskonzeption und einen
Zugewinn an Flexibilität, um sich schnell und kostengünstig an neue Anforderungen
und Umweltbedingungen zu adaptieren.
Im Folgenden sollen die Bausteine des „Internets der Dinge“ vorgestellt werden und
ihre wesentlichen Funktionsweisen näher gebracht werden. Bei der Konzeption stand

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
88
die funktionale Modularisierung im Fokus [Wilk-06, Kuzm-10], um die heutige
Schwachstelle der voneinander abweichenden mechanisch-elektrischen und
steuerungsseitig zur Verfügung stehenden Modulbaukästen zu beseitigen und ihre
voneinander abweichenden Schnittstellen anzugleichen. Der Einsatz von wieder
verwendbaren Modulen soll weiter verstärkt werden, indem durch Baukastensysteme
Skaleneffekte und somit Effizienz und Wirtschaftlichkeit von Materialflusslösungen
verbessert werden. Die Module sind dabei aufgebaut nach den Grundsätzen:
• Zerlegbarkeit des Gesamtsystems in Module,
• freie Kombinierbarkeit der Module zu beliebigen Systemen,
• Verständlichkeit der Funktionen des Moduls für den Anwender oder Planer
(ohne seinen inneren Aufbau vollständig durchdringen zu müssen),
• Kapselung der Module erlaubt Änderungen und Fehler innerhalb des Moduls
ohne Auswirkungen über die Modulgrenzen hinaus,
• einheitliche Systemgrenzen (Mechanik, Elektrik und Steuerung) sowie
• funktionsorientierte Systemgrenzen entsprechend der Modulfunktion mit
Möglichkeit zum Testen (ohne in das Gesamtsystem integriert zu sein).
Bausteine des „Internets der Dinge“
Im „Internet der Dinge“-Konzept, in Anlehnung an vorhandene Arbeiten zu
Multiagentensystemen, werden nicht weiter zerlegbare Funktionseinheiten als
Entitäten beschrieben. Eine Entität erfüllt autonom bestimmte logistische Funktionen
und kommuniziert dazu mit anderen gleichberechtigten Entitäten. Dazu verfügt die
Entität über einen eigenen ihr zugeordneten Softwareagenten, der sie in die Lage
versetzt, nach Zuteilung einer Aufgabe, selbstständig nach vordefinierten Regeln
festzulegen, wie diese Aufgabe erfüllt wird. Für die Materialflusstechnik bedeutet das
im Falle eines Transportfahrzeuges, dass dem Fahrzeug z. B. Quelle und Ziel
benannt werden, das jeweilige Fahrzeug aber selbstständig ermittelt, welches der
richtige Weg ist.
In einem Materialflusssystem sind zur Steuerung drei verschiedene Typen von
Entitäten erforderlich. Dabei handelt es sich um mechatronische Module,
Transporteinheiten und Softwaredienste.

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
89
Abbildung 3-4: Funktionsklassen und Vererbung im In ternet der Dinge
Transporteinheiten
Bei den Transporteinheiten handelt es sich um die kleinsten im System bewegbare
Einheiten, die durch Barcodes oder auch RFID-Tags eindeutig gekennzeichnet sind.
Im Falle des Einsatzes von RFID-Tags können, wie zuvor bereits geschildert, auch
Informationen wie das Ziel am Transportgut mitgeführt werden. Reicht der Speicher
des RFID-Tags nicht für die vollständige Datenspeicherung aus, so können die
Daten vom Softwareagenten der Transporteinheit verwaltet werden, wobei sich der
Agent auf einem stationären Rechner befindet. Dies ist aus Kostengründen sinnvoll,
da eine Ausstattung sämtlicher TE mit Controllern zu kostspielig wäre. Mittels des
Agenten kommuniziert die Transporteinheit mit Entitäten, so dass Funktionen
ausgeführt und Informationen ausgetauscht werden. Bei den TE kann es sich z. B.
um Paletten aber auch Kartons handeln, je nachdem welche kleinste Einheit im
System transportiert wird. Im Falle von EHB in Airline Catering Anlagen bietet sich
das EHB-Gehänge als kleinste Einheit an, wenn man davon ausgeht, dass Trolleys
nicht ohne Gehänge automatisiert gefördert werden. Alternativ könnte auch jeder
einzelne Trolley als TE definiert werden, wobei dann zu berücksichtigen ist, dass ein
Gehänge nur ein Ziel je Transportauftrag anfahren kann und nicht Trolleys mit
unterschiedlichen Zielen geladen sein dürfen.
Module
Bei den Modulen handelt es sich um logistische, autonome Funktionseinheiten für
z. B. das Transportieren (Kettenförderer), Lagern (RBG) und Kommissionieren
(Kommissionierstation), die im Idealfall, wenn wirtschaftlich darstellbar, so
abgegrenzt sind, dass sich innerhalb der Systemgrenzen eines Moduls die Elektrik,
Mechanik und Steuerung befinden. Ähnlich dem zuvor beschriebenen Konzept für
Transporteinheiten, ist es aber auch bei Modulen möglich, die für die
Steuerungslogik zuständigen Agenten der jeweiligen Module auf bestimmten
Unstetigförderer
Stetigförderer & Schienen
Verzweigungen & Zusammenführungen
Arbeitsstationen
Entität
ModulTransporteinheit (TE)
Trolley
Palette
…
Visualisierung
Schnittstellenagent / Datenaustausch
…
Softwaredienst

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
90
Rechnern zu bündeln, was aber negativen Einfluss auf die Robustheit und
Transparenz des Systems hat, jedoch im Gegenzug positiven Einfluss auf die
Kosten.
Softwaredienste
Unter den Softwarediensten werden reine Softwareprogramme verstanden, die
Aufgaben erfüllen, die nicht einzelnen Modulen oder TE eindeutig zugeordnet
werden können. Typische Aufgaben von Softwarediensten sind die Visualisierung
mittels einer Visualisierungsumgebung, die Koordination des Datenaustauschs über
eine Datenaustauschplattform zu externen Systemen, wie etwa einem
Lagerverwaltungssystems oder die Verkehrsoptimierung mittels eines
Verkehrsleitsystems.
Um die erfolgreiche Etablierung des Konzepts „Internet der Dinge“ zu ermöglichen,
galt es bei der Konzeption zwei sich prinzipiell konkurrierende Ziele zu verfolgen. So
sind die Bausteine und insb. deren Schnittstellen maximal zu standardisieren, um
eine Wiederverwendung in weiteren Anwendungsfällen zu ermöglichen und
gleichzeitig die sehr individuellen Projekt- und Kundenanforderungen abzubilden,
ohne dabei sämtliche Varianten als fertige Module im Baukasten vorzusehen. Dieser
Spagat der Anforderungen kann nur bewältigt werden, indem die Modulfunktionen
soweit herunter gebrochen und komplexitätsreduziert werden, dass übergeordnete,
umfangreichere Funktionen daraus wieder zusammengesetzt werden können. Das
ist möglich durch Reduzierung auf die Elementarprozesse der Logistik wie das
Fördern, Lagern, Prüfen, Handhaben, Sortieren usw. Die weitere Verkettung oder
das Zusammenspiel von Modulen zur Abbildung der Kundenanforderungen ist dabei
unabhängig von der eigentlichen Modullogik.
Kern der Betrachtung sind dabei nicht die Module oder die logistischen Funktionen,
sondern vielmehr die Transporteinheiten, die es gilt, logistischen Funktionen zu
unterziehen. Hierzu verfügt die TE über einen Softwareagenten, der sämtliche Daten
der TE kennt und verwaltet und der mit sämtlichen Entitäten kommunizieren und
interagieren kann. Hierzu haben sie die Fähigkeit, Workflows aus logistischen
Funktionen zu koordinieren, wobei diese linear verkettet sein können, aber auch
Alternativen bestehen können, die dann nach Kriterien wie Verfügbarkeit oder
sonstigen Merkmalen ausgewählt werden. Hierzu sucht der Agent Module, die die
jeweils erforderliche Funktion erfüllen. Im Falle von vorhandenen Alternativen erfolgt
eine Auswahl mittels einer Auktion, die einen Transportauftrag für den günstigsten

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
91
Anbieter nach sich zieht. Hierfür werden dann wiederum mittels Auktion Module bzw.
eine Reihe von Modulen für den Transport der TE zum Transportziel gesucht und
ausgewählt. Am aktuellen Transportziel löst der TE-Agent die Ausführung der
geforderten Funktion aus. Die Statusrückmeldung nach Funktionsausführung dient
als Basisinformation für den nächsten Arbeitsschritt im Workflow.
Um die Kooperation der verschiedenen Entitäten zu ermöglichen, bedarf es gleicher
Grundfunktionen aller Entitäten, welche in der Kommunikationsfähigkeit mit anderen
Entitäten, der Informationsfähigkeit über eigene Eigenschaften und Funktionen sowie
der Verwaltung der eigenen Belegungs- und Fehlerzustände sowie deren Mitteilung
als Statusinformationen zu sehen sind. Über die Grundfunktionen hinaus haben die
Entitäten entsprechend ihrer Ausprägung weitere Funktionen, so dass bspw.
Transporteinheiten ihren Transport samt Zwischenzielen überwachen und
verhandeln.
Module als komplexeste steuerungstechnische Bausteine verfügen über diverse
Fähigkeiten. Gemein sind allen Modulen Fähigkeiten, wie etwa die Wegplanung,
Lastübergaben oder die Ansteuerung und Überwachung, der dem Modul
zugeordneten Sensoren und Aktoren. Kuzmany [Kuzm-10] unterscheidet im „Internet
der Dinge“-Konzept die Module in vier unterschiedliche Funktionsklassen, innerhalb
derer die zugeordneten Module einander jeweils in ihren Kernfunktionen ähneln.
Zusätzliche Funktionen darüber hinaus können aber ebenfalls durch den
Programmierer abgebildet werden:
� Verzweigungen und Zusammenführungen, wie z. B. Verschiebewagen,
Senkrechtförderer, Drehtische oder Hubtische mit Querförderern
� Stetigförderer und Schienen, wie z. B. eine Rollenbahn oder ein EHB-
Streckenelement, denen gemeinsam ist, dass sie dem Transport von
Fördergütern von der Aufgabe- zur Abgabestelle des jeweiligen Moduls dienen
� Unstetigförderer, wie z. B. EHB-Fahrzeuge oder fahrerlose Transportsysteme
(FTS) zeichnen sich durch die Wegplanung innerhalb ihres eigenen
Aktionsbereiches aus und führen Lastspiele von der Auf- zur Abgabestation durch
� Arbeitsstationen, wie z. B. Kommissionierarbeitsplätze, Wickler (Verpackungs-
anlagen) oder Waschanlagen dienen der Eigenschaftsveränderung von
Transporteinheiten

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
92
Beispiel: Aufbau eines Verzweigungsmoduls
Wenn man einmal exemplarisch anhand eines Verzweigungsmoduls den Aufbau und
den daraus resultierenden Betriebsablauf betrachtet (Prozessbeschreibung im
folgenden Abschnitt, 3.2.3 Abwicklung eines Transportauftrags in einer nach dem
Konzept „Internet der Dinge“ aufgebauten EHB), so ergibt sich für eine EHB-Weiche
folgendes (siehe im Anhang „Struktur und Kommunikation EHB-Weiche (Skizze +
UML-Sequenzdiagramm). Im Wesentlichen ist dieses ähnlich aber noch detaillierter
bei Kuzmany [Kuzm-10] für einen Riemen-Ein/Ausschleuser als
Abzweigungselement in einer Rollenbahn beschrieben.
Das Modul verfügt über eine RFID-Lesetechnik (ggf. auch nur ein
Barcodelesesystem), mit der das Modul die eindeutige Identifikationsnummer der TE
ermitteln oder ggf. auch weitere Daten auslesen kann. Optional kann das Modul mit
zwei (ggf. drei) Lichttastern zur Erkennung des Ein- und Austritts eines EHB-
Fahrzeugs in das Modul ausgestattet sein. Alternativ kann dieses aber auch nur über
die Reservierung und Freimeldung des Weichenabschnitts durch das EHB-Fahrzeug
auf dem Blackboard erfolgen. Setzt man den Ansatz „Internet der Dinge“ konsequent
um, so ist die RFID-Technik vorhanden und Daten, wie das Ziel, Inhalt der
Transporteinheit etc. werden direkt auf dem RFID-Tag nach dem Data-On-Chip-
Prinzip mitgeführt und sind ohne Rückkopplung auf übergeordnete Systeme für das
Modul auslesbar. Für die Steuerungstechnik bedeutet die konsequente Umsetzung
des „Internet der Dinge“-Konzepts, dass eine funktionsorientierte Modularisierung
verfolgt wird und das Modul mit einer eigenen lokalen Steuerungseinheit ausgerüstet
ist. Als kostenreduzierte Variante des Konzepts ist aber auch eine ethernetbasierte
Verknüpfung möglich, über die auf einen zentral oder zumindest für mehrere Module
zusammengefassten Steuerungsrechner zugegriffen wird. Sensorik und Aktorik des
Moduls werden über einen ASI-Bus angebunden. Die Software wird als
Zweischichtarchitektur umgesetzt, bei der die obere Schicht eine logische,
agentenorientierte Schicht mit entsprechenden Kommunikationsvoraussetzungen ist,
die nicht über Echtzeitfähigkeit verfügt. Die untere Schicht ist im Gegensatz dazu als
echtzeitfähige, maschinennahe Steuerung auf Komponenten- bzw. Modulebene
ausgeführt mit direkter Anbindung an die Aktorik und Sensorik. Für die
Kommunikation der beiden Schichten untereinander wird eine Middleware
verwendet. Aufgrund der somit erreichten Kapselung kann der Softwareagent
unabhängig vom eingesetzten Bussystem implementiert werden.

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
93
3.2.3 Abwicklung eines Transportauftrags in einer n ach dem Konzept „Internet
der Dinge“ aufgebauten EHB
Die Prozessabläufe in einer nach dem Konzept „Internet der Dinge“ aufgebauten
EHB werden von Chisu detailliert beschrieben [Chis-10]. Im Folgenden soll ein
Auszug daraus wiedergegeben werden und eine Überführung auf das
Anwendungsfeld EHB im Airline Catering Betrieb gemacht werden, wie sie für das
weitere Verständnis in dieser Arbeit hilfreich ist.
Der Fokus liegt dabei auf dem Verständnis der grundsätzlichen Funktionsweise, um
daraus resultierende Vor- und Nachteile gegenüber zentralen, hierarchischen
Steuerungskonzepten nachvollziehen zu können und insbesondere die an späterer
Stelle erläuterten Unterschiede im Aufbau der Module mit Bedeutung für
Investitionen und Kosten zu verstehen.
Ausgangssituation für die Beschreibung ist ein Transportauftrag für eine
Transporteinheit, d. h. ein EHB-Gehänge, das mit Trolleys beladen ist und von einer
Quelle zu einer Senke innerhalb des EHB-Netzes befördert werden soll. Es werden
im Konzept dieser Arbeit die Gehänge als Transporteinheiten definiert und nicht die
Trolleys. Das geschieht, um die Einsatzfähigkeit des Konzepts auch für Airline
Catering Betriebe zu erreichen, die Trolleys vieler unterschiedlicher Airlines
verwenden. In diesen Fällen würde nicht kurz- oder mittelfristig sichergestellt werden
können, dass alle Trolleys verschiedener Airlines mit gleichartigen RFID-Tags
ausgestattet sind. Wobei es auch im Airline-Umfeld Tendenzen hin zu RFID gibt, was
an späterer Stelle als Information aus den Experteninterviews auch beschrieben wird
(vgl. 5.2.2.11). Damit wird das „Internet der Dinge“ Grundkonzept zwar
abgeschwächt, aber dadurch auch eine kurzfristige Umsetzbarkeit sichergestellt.
Wenn Airlines ihre Trolleys durchgängig mit RFID-Tags ausstatten, kann das
Konzept für das Airline Catering dahin ausgeweitet werden, dass diese die
Transporteinheiten darstellen. Alternativ könnten Trolleys bei Eintritt in den hier
beschriebenen Airline Catering Betrieb mit RFID-Tags ausgestattet werden, falls sie
nicht ohnehin schon darüber verfügen. Nach dem hier angewendeten Konzept
werden die Daten über den Trolley mit dem Trolley mitgeführt und bei Beladung des
Gehänges mit den Trolleys auf den RFID-Chip des Gehänges teilweise oder auch
ganz übertragen. Die kurzfristige Ausstattung aller Trolleys mit RFID-Chips erscheint
zu optimistisch, insbesondere in Anbetracht der Tatsache, dass dieses nur
ergänzend sein kann, weil nicht alle Elemente des Gesamtsystems, in dem sich

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
94
Trolleys bewegen, mit RFID-Lesetechnik kurzfristig ausgestattet werden können.
Hierbei sei z.B. an die Flugzeuge und fremde Cateringbetriebe gedacht, die sich
teilweise an Kleinstflughäfen und womöglich auch noch in unterdurchschnittlich
industrialisierten Regionen befinden.
Vom übergeordneten ERP-System werden Produktionsaufträge zur
Kommissionierung und Konfektionierung von Ware für einen bestimmten Flug
erzeugt. Die Auftragsdaten werden Mitarbeitern in Form von ausgedruckten Listen
oder aber auch papierlos übergeben. Als Kommissionierbehälter dienen Trolleys, die
flugbezogen zusammengefasst werden. Sobald die geforderte Anzahl von Trolleys
für ein Gehänge erreicht ist kann das Gehänge beladen werden. Nach Abschluss der
Beladung erfolgt eine Beladungsbestätigung und das Übergeben der eindeutigen
Auftragsdaten zur Generierung eines Transportauftrags für die EHB. Dieses kann
durch einen Bestätigungsprozess im Handheld Dialog des Kommissionierers, durch
Einlesen eines Barcodes auf der Kommissionierliste oder auch die Eingabe einer
Auftragsnummer an einem Arbeitsplatz erfolgen, je nach Ausführung im betroffenen
Objekt. Mit der Generierung des Transportauftrags werden auf die UHF-RFID-Chips
der Gehänge Auftragsdaten geschrieben. Dabei handelt es sich um die Destination,
eine eindeutige TE-ID, die Flugdaten, den Ladungsinhalt etc. Die hier dargestellte
Prozessbeschreibung geht davon aus, dass Gehänge an den EHB-Fahrzeugen
hängend in eine Be-/Entladestation gefahren werden und dort auftragsneutral
verweilen bis zu ihrer Beladung.
Im Vorfeld zur Generierung des Transportauftrags haben sich die EHB-Fahrzeuge
bereits mit dem sogenannten Blackboard verbunden und die Daten der
Anlagentopologie abgerufen. Weiterhin haben sie sich im sogenannten Directory
Facilitator (DF) als Anbieter einer Transportfunktion eingetragen. Die
Übergabestationen können auf der Steuerungsseite bei einfachster Ausführung aus
nur einem Agenten bestehen, der den Status der Belegung der Übergabeplätze über
das Blackboard und die Rückmeldung der Fahrzeuge, sowie die bestehenden
Reservierungen abfragt. Ebenfalls denkbar ist eine etwas aufwendigere Ausführung
mit eigenen Aktoren und Sensoren zur Ermittlung der Belegungsstatus der Arbeits-
und Pufferplätze an den Stationen. Der Übergabestation ist ein Agent zugeordnet,
der dafür sorgt, dass nach Statusermittlung und Ermittlung bereits vergebener
Transportaufträge zur Station ggf. weitere Transportaufträge von Fahrzeugen mit
leeren Gehängen zur Station hin generiert werden. Der Agent schreibt die

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
95
Transportaufträge dann über das Blackboard aus. Dazu wird in Form einer XML-
Nachricht (Extensible Markup Language) ein Auftrag auf das Blackboard
geschrieben, der dann wiederum von den EHB-Fahrzeugen abgerufen wird. Wenn
ein Fzg. einen Auftrag erhält, dessen Start- und Zielpunkt es erreichen kann, so wird
im ersten Schritt durch das Fzg. vom Directory Facilitator abgefragt, ob weitere freie
Fzg. im System existieren und somit eine Verhandlung für den Auftrag erforderlich
ist. Falls kein weiteres Fzg. verfügbar ist, wird der Auftrag direkt vom Fahrzeug
angenommen und auf dem Blackboard ein Vermerk gesetzt. Wenn mindestens ein
weiteres verfügbares Fahrzeug existiert, kommt es zur Verhandlung. Hierzu
berechnen die Fzg. ihren kürzesten, reservierbaren Weg zum Startpunkt, d. h. in
diesem Fall der Übergabestation, und schreiben das Kalkulationsergebnis in Form
eines Angebots auf das Blackboard. Nach einer fest definierten Zeit rufen die Fzg.
alle hinterlegten Angebote ab und kennen somit ihren Rang bei der
Angebotsvergabe. Das Fahrzeug mit dem ersten Rang stellt den Gewinner der
Auktion dar und reserviert im nächsten Schritt den Auftrag auf dem Blackboard unter
seinem Namen, so dass keine Doppelvergaben möglich sind und es auch immer
nach einer definierten Zeit zu einer Auftragsvergabe kommt, vorausgesetzt
mindestens ein Fzg. ist verfügbar. Außerdem meldet das Fahrzeug dem Directory
Facilitator seinen Status nun als besetzt zurück, um nicht mehr als verfügbar zu
gelten und so unnötige Verhandlungen zu vermeiden.
Die Wegberechnung selbst, als Kalkulationsbasis für die Angebotsabgabe, und die
Durchführung des eigentlichen Transportauftrags erfolgen mittels Dijkstra-
Algorithmus. Nähere Beschreibungen hierzu finden sich u. a. bei Wilke [Wilk-06]. Bei
der Wegberechnung fließen ein: Anlagentopologie, statisch, wie sie vom Blackboard
bei Initialisierung abgerufen wurde und als dynamische Daten die Positionierung
anderer Fahrzeuge, Wegreservierungen oder Streckensperrungen, sei es durch
manuelle Sperrung oder auch Außer-Betrieb-Rückmeldung. Gemein ist diesen
Daten, dass sie alle vom Blackboard abgerufen werden, wodurch sie korrekt und
aktuell sind und kein Problem der redundanten Datenhaltung entsteht. Der kürzeste
Weg bzw. ein Teilstück dieses Weges, wie er bei der Auftragsvergabe herangezogen
wurde, wird nun von dem Fahrzeug in der Topologie reserviert, um Zusammenstöße
zu vermeiden, insb. wenn man an den Zweirichtungsfahrbetrieb denkt.
Reservierungen werden nach dem Ausfahren aus einem Streckenstück oder einem
Verzweigungspunkt jeweils für diesen wieder gelöscht. Bei der Fahrt dienen die an
der Strecke montierten Transponder zur Grobpositionsermittlung. Nach Erreichen

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
96
des letzten Zielbereichs erfolgt die Feinpositionierung über Lochstreifen an der
Schiene, mittels derer eine genauere absolute Positionierung möglich ist. Der
Prozess zur Beladung und der Erteilung des Transportauftrags soll an dieser Stelle
nicht näher beschrieben werden (für Details siehe [Chis-10]).
Geht man im Folgenden davon aus, dass ein EHB-Fahrzeug oder vielmehr das
darunter befindliche Gehänge beladen wurde, so beginnt nach Meldung der
erforderlichen Freigabestatus der eigentliche Transport. Die folgende Darstellung
veranschaulicht das UML-Sequenzdiagramm, das den Prozess des Fahrzeugs an
einer Weiche beschreibt und die Kommunikation der Module mittels Blackboard:
Abbildung 3-5: UML-Sequenzdiagramm - Auftragsbearbe itung durch das Transportfahrzeug
(vgl. [Chis-10])
Nach Durchlauf entsprechender Dialoge und dem Zurücklegen von Wegstrecken
erreicht das Fahrzeug den Entladepunkt. Nach Rückmeldung der
Positionserreichung erfolgt der Entladevorgang und nach Leermeldung kann das
Fahrzeug sich wieder als verfügbar im Directory Facilitator eintragen und steht somit
wieder für weitere Auktionen zur Verfügung. Analoge Transportprozesse beginnen
von Neuem.
EHB-Fzg. Blackboard EHB-Weiche
1. Topologie abrufen
2. Topologie
3. Wegplanung
4. Reservierung vermerken
5. Bis Weiche fahren
6. Schaltauftrag
7. Weiche schalten8. Bestätigung
9. Fahren
10. Reservierung löschen
11. Feinpositionierung

Stand der Erkenntnisse – wandelbare, modulare Materialflusstechnik
97
In den vorigen Kapiteln wurde dargestellt, welche Entwicklungen und Tendenzen mit
Bezug zur Wandelbarkeit von Materialflusssystemen in der jüngeren Vergangenheit
erfolgt sind. Die beschriebenen Konzepte auf das Anwendungsfeld des Airline
Caterings zu übertragen und Wege zur Bewertung der Wirtschaftlichkeit aufzuzeigen,
ist Aufgabe dieser Arbeit. In dem nachfolgenden Kapitel wird daher auf die speziellen
Gegebenheiten und wichtigsten Prozesse des Airline Caterings eingegangen.

Airline Catering
98
4 Airline Catering
4.1 Funktionen und Zielsetzung des In-flight Cateri ngs
Die Grundleistung des Produktes Flugreise ist die Beförderung des Fluggastes vom
Ausgangspunkt zum Zielort. Diese Grundleistung wird i. d. R. durch
Serviceleistungen vor, während und nach dem Flug ergänzt. Innerhalb des
Leistungspaketes kommt der eigentlichen Beförderung eine dominante Rolle zu,
wohingegen die anderen Komponenten wie Verpflegung und Unterbringung eine
untergeordnete Rolle einnehmen. Im Bereich der Kernleistung bestehen für die
Fluggesellschaften auf den Massenmärkten nur eingeschränkte Möglichkeiten, sich
durch Produktdifferenzierung von Mitbewerbern abzuheben. So sind die
Produktionsbedingungen des Produktes Flugreise weitgehend identisch durch den
Einsatz der mehr oder weniger gleichen Flugzeugtypen [Pomp-07]. In-flight Catering
stellt somit in erster Linie eine Serviceleistung im Produktpaket Flugreise dar. Im
Folgenden soll näher auf die Merkmale des Airline Caterings eingegangen werden.
Dabei wird zunächst die genaue Aufgabe und Funktion des Airline Caterings
(gleichbedeutend mit In-flight Catering = Cateringleistungen für den Flug) erläutert,
gefolgt von einem kurzen Abriss zur historischen Entwicklung, einer Darstellung der
wesentlichen Marktbeteiligten und deren Rollen. Unter 4.3 wird auf die typischen
Prozesse in Airline Catering Betrieben und die daraus resultierenden grundsätzlichen
Layoutstrukturen eingegangen. Anschließend erfolgt eine komprimierte Darstellung
der eingesetzten und infrage kommenden Produktions- und
Materialflusstechnologien.
4.1.1 Aufgabe des Caterings
Die folgende Grafik veranschaulicht die Servicekette einer Flugreise, wie sie für den
Passagier als Kunden von Bedeutung ist. Aufgrund des Fokus der Arbeit auf den
Bereich des Caterings soll an dieser Stelle nur auf die relevanten
Leistungsbestandteile eingegangen werden.

Airline Catering
99
Abbildung 4-1: Servicekette Flugreise – Catering re levante Services (eigene Darstellung in
Anlehnung an [Schö-94])
Abbildung 4-1 verdeutlicht die unterschiedlichen Servicephasen einer Flugreise. In
der ersten Phase der Kundenansprache besteht in aller Regel noch kein Bezug zum
Catering, es sei denn, das Catering weist Alleinstellungsmerkmale auf, die von der
Fluggesellschaft explizit vermarktet werden und den Kunden in seiner Flugwahl
beeinflussen können. In der zweiten Phase der Reservierung besteht in den meisten
Fällen ebenfalls kein Bezug zum Catering. Ausnahmen stellen dispositive Prozesse
zur Auswahl spezieller Menüs dar. Einige Fluggesellschaften ermöglichen im Vorfeld
eine Bestellung besonderer Menüs, die nur mit vegetarischen Komponenten
zubereitet sind oder aber auch nach besonderen ethischen Regeln, wie etwa koscher
oder halal zubereitete Speisen. Sogenannte „No frills Airlines“ (auch „Low-Cost-
Carrier“ genannt) verzichten praktisch auf alle zusätzlich inkludierten
Annehmlichkeiten an Bord. Stattdessen können diese gegen Bezahlung erworben
werden. Bei den Speisen äußert sich dieses so, dass im Vorfeld zur Flugreise ein
warmes Menü online gebucht werden kann, das häufig in Kooperation mit
renommierten Partnern und deren Markenbedeutung angeboten wird. Beispiele für
solche besonders imageträchtigen Partner sind Marken, wie etwa Käfer Feinkost,
Kunden-ansprache
Reservie-rung
Zusatz-leistungenvor dem
Flug
Check-inAufenthalt
am Flughafen
In-Flight Service
Leistungennach dem
Flug
• Flugplan• Transparenz
des Angebots• Produktwerbung• Kundenbindung
• TelefonischeErreichbarkeit
• Onlinepräsenz• Sitzverfüg-
barkeit• Sitzreservierung
• Hotelreser-vierung
• Beförderungzum Flughafen
• Park Service• Gepäckträger
• DezentralerCheck-in
• Warteschlan-gen-Manage-ment
• AutomatenCheck-in
• VorabendCheck-in
• Warteräume• Snacks und
Getränke• Zeitungen und
Zeitschriften• Spieleecke für
Kinder• Service Telefon• Boarding
• Komfort (Sitze, Beinfreiheit)
• persönlicheBetreuung
• Fluginformation• Unterhaltung
• SchnelleGepäckausg.
• Welcome Service
• Transit Service• Limousinen
Service• Beschwerde-
Management
Service Phasen
Flugreise
AllgemeineService
Catering relevanteServices
WeitereOptionenCatering
• VorbestellungspeziellerMenüs(veget., koscher etc.)
• Menüwahl • Lounges
• Snack- und Getränkeverkauf am Flughafen
• kostenpflichtigerSpeisenverkauf
• Boardverkauf• Catering
• Lounges
• Snack- und Getränke-verkauf am Flughafen
Relevante Leistungsphasen für das operative Catering

Airline Catering
100
Sansibar (Air Berlin) oder Four Seasons (Continental, American Airlines). Für das
operative Catering stellt diese Online-Buchungsoption eine mögliche
Bedarfsschwankung dar, die aber mit relativ hoher Planungsvorlaufzeit versehen ist.
In der nächsten Phase der Servicekette „Zusatzleistungen vor dem Flug“ werden
durch das Catering keine Aufgaben wahrgenommen. Nach dieser Phase beginnen
mit dem Check-in die eigentlichen operativen Phasen der Servicekette, an denen das
Catering beteiligt ist und eine operative Leistung durch das Catering erbracht wird.
Von ersten Fluggesellschaften wird bereits beim Check-In Vorgang dem Fluggast
eine Auswahlmöglichkeit für das Menü gegeben. Dieses bietet Vorteile für die Airline
und den Caterer bei der Festlegung der genauen Stückzahl der an Bord zur
Verfügung zu stellenden Menütypen. Dieser Service richtet sich insbesondere an
Business- und First-Class Passagiere. Die Auswahl beim Check-in, auch für Gäste
der Economy-Klasse, hat den Nachteil der Verlängerung des Eincheckprozesses.
Die verschiedenen an Flughäfen vorhandenen Lounges (z. B. im Falle der Lufthansa
die Frequent Traveller Lounge, Business Lounge und Senator Lounge sowie
separater First-Class Bereich) werden ebenfalls von Airline Caterern versorgt. D. h.,
bereits während der Phase „Aufenthalt am Flughafen“ können ausgewählte Gäste
Leistungen des Caterings in Anspruch nehmen. Hier bietet sich als Option für
Caterer an, das Leistungsfeld auszudehnen und diese Leistungen gegen Entgelt
auch anderen Reisenden zu ermöglichen. Denkbare Umsetzungen hierfür sind z. B.
der Verkauf von im Catering zubereiteten Snacks oder auch Menüs zur Mitnahme im
Gate-Umfeld, so dass diese mit an Bord genommen werden können. Angesichts der
Zunahme von Billig-Airlines oder No-Frills Anbietern stellt dieses eine Option zur
Absicherung der Umsätze von Caterern dar. Aber auch bei dieser Form der
Ausweitung des Geschäftsfeldes besteht weiterhin eine direkte Abhängigkeit vom
Passagieraufkommen.
In der nächsten Phase der Servicekette kommen die originären Leistungen des
Caterings zum Tragen. Beim On-Board-Service werden entweder im traditionellen
Sinne Catering Menüs mit warmen Speisen angeboten oder kalte Snacks und
Getränke bei der kostenreduzierten und insbesondere auf kürzeren Strecken
eingesetzten Variante. Auf Langstrecken- und Interkontinentalflügen werden nach
wie vor bei fast allen Airlines mehrere Mahlzeiten mit warmen Bestandteilen
angeboten. Bei Kurz- und Mittelstreckenflügen hat sich in den vergangenen Jahren
im No-Frills Segment die Variante entwickelt, dass Speisen und Getränke optional

Airline Catering
101
gegen Bezahlung vom Fluggast erworben werden können. Auch die
Bereitstellung/Vorbereitung der dafür erforderlichen Produkte wird durch Caterer
wahrgenommen. Besonderheit hierbei ist die gestiegene Komplexität bei der
Disposition aufgrund der Planungsunsicherheit, wie viele Leistungen verkauft
werden.
Neben der Speisen- und Getränkezubereitung liegt eine der Hauptaufgaben von
Airline Caterern in der Konfektionierung und Bereitstellung nahezu aller sonstigen in
der Kabine benötigten Waren für die Zeit des Fluges. Hierbei stellen die auf den
Flügen zum Verkauf angebotenen Duty-Free Artikel einen ganz wesentlichen Anteil
dar. Entsprechend bestückte Trolleys werden von den Caterern aus Zolllagern
kommissioniert, die sich in den Cateringbetrieben und in deren unmittelbarer Nähe
befinden.
Analog zu den Leistungen vor dem Flug bestehen auch in der Phase „Leistungen
nach dem Flug“ operative Services, die von Caterern erbracht werden. So befinden
sich insbesondere Transitreisende u. U. eine weitere Übergangszeit am Flughafen
und können entsprechende Leistungen in Anspruch nehmen.
Auf den Aspekt der Ausweitung des Kundenportfolios und somit einer Verbreiterung
der Kundenstruktur und Reduzierung des Risikos von Umsatzrückgängen durch
Diversifikation wird im Kapitel 5.3 näher eingegangen. Dabei werden dann auch die
Erkenntnisse aus den Experteninterviews berücksichtigt.
Nach Beendigung des Fluges werden meist und bei Langstreckenflügen immer die
vom Caterer am Abflughafen bereitgestellten Trolleys und sonstige Ladungsträger
durch den zuständigen Caterer am Zielflughafen übernommen. Das Entladen der
Galley (Flugzeugküche), der Transport der Ladungsträger zum Cateringbetrieb, die
Sortierung der Ware, die anschließende Reinigung etc. ist Aufgabe des Caterings.
Auf die hierzu erforderlichen Prozesse und insbesondere die in der Cateringanlage
erfolgenden Prozesse wird im Abschnitt 4.3 näher eingegangen.
4.1.2 Historische Entwicklung des In-flight Caterin gs
Die Ursprünge des Airline- oder In-Flight Caterings gehen auf die Anfänge der zivilen
Luftfahrt zurück. Dabei handelte es sich um erste Flüge zwischen Frankreich und
England, auf denen bereits von Anfang an kleine Catering Dienstleistungen erbracht
wurden [Wrig-85]. Mit dem Fortschritt der Luftfahrttechnik und der Entwicklung zu
Interkontinentalflügen mit der DC3 im Jahre 1936 machte das Catering ebenfalls

Airline Catering
102
einen Schritt in seiner Entwicklung. Die DC3 war mit einer sogenannten Galley
(Flugzeugküche) ausgestattet, die es ermöglichte, den Flugpassagieren warme
Mahlzeiten zu reichen. Allerdings waren diese zunächst mittels Thermoisolierungen
warmgehalten. Somit war der nächste Schritt im Jahre 1946 nur eine logische Folge,
bei dem durch die Firma Dobbs in Atlanta (USA) die erste unabhängige Küche für
Flugzeugversorgung aufgebaut wurde, um aus dieser Flüge von Delta Airlines zu
versorgen [Anon-99]. Ab 1946 wurden dann auch erste Öfen in Galleys verbaut, so
dass ab diesem Zeitpunkt die Erwärmung von Speisen während der Flüge möglich
wurde.
Mit zunehmendem Passagieraufkommen, längeren Flugdistanzen, folglich auch
längeren Flugdauern und der weiteren Etablierung der zivilen Luftfahrt wurde in den
1950er Jahren die Tiefkühlkost auf Flügen eingeführt. In den elektrischen Öfen
konnte so das Essen während der Flüge erwärmt werden und hygienische
Anforderungen während des Transports gut erfüllt werden [Jone-04].
Mit Einführung der Boeing 707 im Jahre 1957 wurde der nächste Meilenstein im
internationalen In-Flight Catering Geschäft gesetzt. So servierten bspw. British
Overseas Airways Corporation (BOAC) und British European Airways (BEA) bereits
zu dieser Zeit mehr als 10.000 Menüs pro Tag, von denen manche aus bis zu sieben
Gängen bestanden. Als Folge dieser Intensivierung der zivilen und interkontinentalen
Luftfahrt wurden von den Airlines in den Folgejahren zahlreiche Catering Betriebe an
Flughäfen errichtet.
Mit der Deregulierung des US Flugmarktes im Jahre 1978 erfolgte ein nahezu
vollständiger Wandel des Marktes. Den diversen Kostenreduzierungsmaßnahmen
fielen viele Flugbegleiterstellen und On-Board-Service Aktivitäten zum Opfer. Mitte
der 1980er Jahre wurden viele Airline Catering Betriebe von den Fluggesellschaften
veräußert und an Betreiber abgegeben. In diesem Zuge wurde auch vielfach die
Wertschöpfungstiefe in den Airline Catering Betrieben reduziert und so die
Speisenproduktion durch Outsourcing an Herstellerbetriebe abgegeben, um auf
diesem Wege Economies-Of-Scale auszunutzen und Kosten zu reduzieren.
Neben diesen Kostenreduzierungstrends waren aber auch gegenläufige
Entwicklungen zu verzeichnen. Bestimmte Airlines entwickelten neue Konzepte, um
aus dem einheitlichen kostenminimalen Leistungsangebot durch Premiumangebote
herauszustechen oder aber durch neue Ideen dem Gast sowohl Serviceleistungen

Airline Catering
103
anzubieten und dabei gleichzeitig Kosten zu reduzieren. Um nur einige Beispiele
hierfür zu nennen, seien folgende Konzepte erwähnt:
� SAS: Selbst-Bedienungs-Sandwich-Auswahl
� Swissair: Einführung Nouvelle-Cuisine
� Air-One: Zubereitung der First-Class Menüs an Bord durch Flugbegleiter
� TWA: À la carte Menü mit 24 Stunden Vorlauf
� Japan Airlines: On-board Sushi Bar
� Northwest Airlines: Pizza Hut and Kentucky Fried Chicken Menüs an Board
Die Liste der eingeführten Konzepte ließe sich beliebig verlängern. Aber bereits an
diesen Beispielen wird deutlich, mit welcher Breite von Konzepten und daraus
resultierenden Prozessen Caterer konfrontiert sind bzw. diese umzusetzen haben.
Außerdem ist klar ersichtlich, dass In-flight Catering in der Vergangenheit einem
kontinuierlichen Weiterentwicklungsprozess unterzogen wurde. Selbstverständlich
beinhaltete dieser Prozess auch diverse fragwürdige Entwicklungen, die nach
unzureichendem Erfolg wieder rückgängig gemacht wurden oder zumindest
abgewandelt wurden.
Maßgeblich geprägt und beeinflusst wird die Airline Catering Industrie durch die LSG
Sky Chefs (LSG Lufthansa Service Holding AG im Folgenden LSG) als 100%ige
Tochter der Lufthansa AG, die GateGroup (vorher Gate Gourmet) und DO & CO. Von
den genannten Unternehmen werden heute weit über zwei Drittel des Weltmarktes
beherrscht. Genaue, aktuelle Zahlen hierzu sind nur bedingt verfügbar. Der sonstige
Markt unterteilt sich in eine Gruppe sehr fragmentierter Unternehmen.
Die Ursprünge der LSG gehen zum einen auf das Jahr 1942 zurück, in dem
American Airlines das Catering-Tochterunternehmen Sky Chefs in den USA gründete
und zum anderen auf das Jahr 1966, als die LSG Lufthansa Service GmbH als
100%ige Tochter der Deutschen Lufthansa AG gegründet wurde. Die Gesellschaft
erhielt den Markennamen LSG und operiert seitdem als Airline Caterer auf dem
deutschen Markt. In den frühen 1990er Jahren vollzog die LSG einen weltweiten
Expansionsprozess, insbesondere in Asien, Europa und den USA. Hier kam es 1993
zu einer Minderheitsbeteiligung der LSG an Sky Chefs und einer damit verbundenen
Übernahme von 33 Betrieben in den USA. In einer großen Marketingmaßnahme
wurde die weltweit größte Airline Catering Marke LSG Sky Chefs gebildet und unter

Airline Catering
104
diesem Markennamen das Geschäft sowohl global, als auch das Leistungsportfolio
weiter ausgedehnt. In den Jahren 1999 und 2001 erhöhte die Lufthansa ihren Anteil
an Sky Chefs auf 100 %. Der weltweite Marktanteil der LSG als Marktführer liegt jetzt
bei über 30 % und variiert von Region zu Region. Es werden insgesamt über 200
Standorte in 49 Ländern betrieben, mit denen mehr als 300 Fluggesellschaften
bedient werden. Im Geschäftsjahr 2007 wurden rund 418 Millionen Mahlzeiten
hergestellt. Hiermit und mit den zugehörigen Serviceleistungen wurde ein Umsatz
von rund 2,4 Milliarden € erzielt.
Die Ursprünge der GateGroup gehen auf das Jahr 1992 zurück. Aus dem
ehemaligen Swissair Catering wurde Gate Gourmet als Swissair Tochter gegründet.
Durch mehrere Akquisitionen von Catering Betrieben der SAS, der brasilianischen
Varig und auch der British Airways wurde die Unternehmensgröße kontinuierlich
gesteigert. Der größte Schritt hierbei war der Merger
(Unternehmenszusammenschluss) mit Dobbs im Jahre 1999, bei dem die
Unternehmensgröße verdoppelt wurde. 2002 wurde Gate Gourmet durch die
Swissair veräußert. Über einen Zeitraum von mehr als vier Jahren befand sich Gate
Gourmet mehrheitlich in der Hand des Investors Texas Pacific Group, bis es im Jahre
2007 zu einem Verkauf der Anteile kam, so dass sich die GateGroup (vormals Gate
Gourmet) inzwischen in der Hand von rund 40 institutionellen Investoren befindet. Im
Jahre 2008 wurde die Marke GateGroup ins Leben gerufen, unter der die
verschiedenen Aktivitäten, wie z. B. Gate Gourmet, Purshins, Supplair usw.,
zusammengefasst sind. In 2007 wurde durch Gate Gourmet ein Umsatz von rund 1,7
Milliarden € (2,5 Milliarden CHF) mit mehr als 200 Millionen Mahlzeiten und
operativen Standorten an 101 Flughäfen in weltweit 26 Ländern erzielt. Die Gruppe
der Kunden bestand dabei aus etwas über 250 Airlines.
Der derzeit dritte große Akteur auf dem Markt der Airline Caterer ist die DO & CO
Restaurants & Catering AG (DO & CO). DO & CO wurde 1981 von dem türkisch
stämmigen Attila Dogudan in Wien gegründet. DO & CO konnte im Geschäftsjahr
2007/2008 einen Umsatz von rund 355 Mio. € mit knapp 3.800 Mitarbeitern erzielen.
Innerhalb der ersten drei Quartale im Geschäftsjahr 2008/2009 wurde ein
Umsatzzuwachs von 15 % erzielt, wobei die Entwicklung im Geschäftsfeld Airline
Catering neutral war. Die Umsatzverteilung nach Geschäftsfeldern stellt sich wie folgt
dar (Bezug 1. - 3. Quartal, GJ 2008/2009): Airline Catering 61 %, International Event

Airline Catering
105
Catering 23 % und Restaurant, Lounges & Hotel 15 %. Im Bereich Airline Catering
werden mehr als 60 Airlines von 22 Standorten aus versorgt.
Neben den zuvor dargestellten Airline Caterern ist in der jüngeren Vergangenheit
und auch ganz aktuell ein Trend zu verzeichnen, bei dem weitere Anbieter in den
Markt drängen, deren Ursprung nicht in der Speisenzubereitung als Kern des
Catering Geschäfts liegt, sondern vielmehr in der logistischen Kompetenz besteht.
Für die Speisenzubereitung werden Partner hinzugezogen.
Erstes Beispiel hierfür ist die britische Air Fayre Ltd. Das Geschäftsmodell basiert
darauf, den Kunden logistische Services zur Erfüllung des Caterings zu erbringen.
Die eigentliche Speisenzubereitung wird konsequent an externe Hersteller und
Dienstleister vergeben. Nach persönlicher Aussage des Sales & Marketing Directors
von Air Fayre liegt der wesentliche Vorteil dieses Geschäftsmodells in der höheren
Flexibilität hinsichtlich der Auswahl von Speisen. Je nach Airline Wunsch können
spezialisierte Erzeuger genutzt werden, die Standards wie halal oder koscher oder
auch einfach regionale Spezialitäten gewährleisten. Im Londoner Umfeld von Air
Fayre sind dazu reichlich Auswahlmöglichkeiten gegeben, so dass etwa ein
iranischer Speisenhersteller für die Versorgung der Iranian Airline genutzt werden
kann, was für erhebliches Vertrauen und Erfüllung der speziellen kulturell bedingten
Kundenanforderungen sorgt. Die Auswahl- und Koordinationsaufgabe bei den
Speisen kann dabei entweder durch die Airline selbst oder aber auch durch den
Caterer wahrgenommen werden. Ein jüngeres Beispiel für das gleiche oder
zumindest ein sehr ähnliches Geschäftsmodell ist DHL in Kooperation mit Northern
Foods.
Wenn man einen Blick auf die wesentlichen Einflüsse/entscheidenden Faktoren auf
das Airline Catering in den Anfängen des 21. Jahrhunderts wirft, so kommt man nach
Einschätzung von Jones [Jone-04] auf fünf wesentliche Punkte:
1. Struktur der Catering Industrie und deren Veränderung
2. Wettbewerbssituation
3. Sicherheitsvorkehrungen und Steigerung dieser
4. Outsourcing von Leistungen/Aufteilung der Wertschöpfungskette auf mehrere
Partner
5. IT – Informationstechnologie mit geänderten Prozessen und Systemen

Airline Catering
106
Im Folgenden soll zur weiteren Veranschaulichung eine Erläuterung der
Marktbeteiligten im Airline Catering erfolgen.
4.1.3 Darstellung der Marktbeteiligten im Airline C atering
In Abbildung 4-2 sind die wesentlichen Marktbeteiligten im Airline Catering Umfeld
dargestellt. Die schraffierte Fläche stellt den Fokusbereich hinsichtlich der näher zu
betrachtenden Stakeholder in dieser Arbeit dar. Im Folgenden soll auf die Rollen,
Merkmale und Anforderungsprofile der Gruppen kurz eingegangen werden.
Abbildung 4-2: Marktbeteiligte Airline Catering
Passagiere
Passagiere sind die Endkunden der Dienstleistung „Airline Catering“. Hierbei handelt
es sich um eine Ergänzungsleistung zum eigentlichen Transport, der das Hauptziel
der Reise darstellt. Catering hat die Aufgabe, die erforderliche Versorgung des
Passagiers sicherzustellen und ihm die Reise so angenehm wie möglich zu machen.
Die Möglichkeiten des Services sind dabei durch eine Reihe von Parametern
bestimmt. Als wesentliche Einflussfaktoren gelten u. a.:
� Tageszeit des Fluges
� Fluglänge bzw. Flugdauer
� Start- und Zielflughafen
� Nationalität, ethnische Zugehörigkeit
Airlines
Catering ServiceDienstleister
Lieferanten (Foodu. Non-Food)
Passagiere / Endkunden
AnlagenlieferantenInvestoren(Gebäude)
Fokusbereichder Arbeit

Airline Catering
107
� Flugklasse: Economy, Business oder First Class (ggf. weitere Nischen)
� Von der Airline vorgesehenes Budget für Catering im Gesamtflugpreis
� Eignung der Speisen für Atmosphären mit reduzierter Luftfeuchtigkeit und
reduziertem Luftdruck
� Anzahl des für das Servieren etc. zur Verfügung stehenden Kabinenpersonals
Je nach gewählter Klasse und Airline variieren die Bedeutung und die Anforderungen
des Passagiers an die Versorgungsleistungen während des Fluges erheblich. Diese
reichen von Bedeutungslosigkeit bis hin zu signifikanten Alleinstellungsmerkmalen,
die einen Wettbewerbsvorteil für die Airline ergeben. Caterer stehen in aller Regel
nicht im direkten Kontakt mit Passagieren. Als Mittler zwischen beiden Gruppen
fungieren die Airlines mittels ihres Kabinenpersonals und der für den Einkauf von
Catering Dienstleistungen zuständigen Abteilungen.
Airlines
Airlines bilden die direkten Kunden des Caterers. Es handelt sich dabei um einen
mehrschichtigen Kunden, der durch den Caterer in unterschiedlichen Formen zu
befriedigen ist, um letztlich auch den Anforderungen des Endkunden (Passagiers)
gerecht zu werden. So greift das Kabinenpersonal direkt auf die vom Caterer
bereitgestellten Produkte zu. Der Einkauf der Airline nimmt ebenfalls eine
Kundenrolle gegenüber dem Caterer wahr. Dazu kommen noch weitere Beteiligte,
wie etwa die das Tray-Setting festlegenden Abteilungen der Airline.
Im vergangenen Jahrzehnt und teilweise auch schon seit einem längeren Zeitraum
hat sich der Wettbewerb der Fluggesellschaften verschärft. Wie der
Wirtschaftspresse zu entnehmen ist, stellt sich die Ergebnissituation von einigen
Airlines schlecht bis existenziell gefährdet dar. Konsequenzen daraus sind z. B. der
jüngst in 2008 erfolgte Einstieg der Lufthansa bei der Austrian Airlines oder der im
gleichen Zeitraum vollzogene Akquisitionsprozess der Alitalia durch Air France/KLM.
Ein unabhängiger Geschäftsbetrieb der beiden Airlines war trotz vorangegangener
staatlicher Investitionen durch Österreich bzw. Italien nicht mehr wirtschaftlich
möglich. Der aus der beschriebenen Wettbewerbssituation resultierende
Kostendruck wird von den Airlines direkt an die Caterer weitergegeben, Budgets für
Versorgungsleistungen wurden teils stark gekürzt, so dass die in Flügen
angebotenen Leistungen mitunter deutlich gegenüber früheren Leistungen reduziert
wurden.

Airline Catering
108
Catering Service Dienstleister (Caterer)
Wie in der Historie des Airline Caterings beschrieben, wurden erste Caterer bereits
um 1940 etabliert. Caterer können u. a. nach ihrer Kundenstruktur und ihrer
Firmenzugehörigkeit unterschieden werden. Dabei kann es sich um
� Airline-eigene, auf die Mutter Airline als Kunden beschränkte Dienstleister,
� Airline-eigene, aber als Multi-Airline Dienstleister fungierende oder
� unabhängige, als Multi-Airline Dienstleister (sehr selten auch Single-Airline)
agierende Unternehmen handeln.
Neben der Bereitstellung sämtlicher Speisen, Getränke und ggf. anderer Produkte
wie Papierwaren, Decken, Zeitschriften, Kopfhörer, Hygienebeutel usw. obliegen den
Caterern zwei wesentliche Aufgaben: Vorbereiten der noch nicht direkt durch
Lieferanten verladefähig gemachten Waren und die Konfektionierung von Trays und
Trolleys. Bei den Trays handelt es sich um die dem Passagier dargereichten Tabletts
mit Speisen, Getränken etc.
Für die Erbringung dieser Funktionen in der angemessenen Zeit und mit der
angemessenen Reaktionsfähigkeit befinden sich die Catering Betriebe auf dem
Flughafengelände direkt oder in unmittelbarer Nähe dazu. Bedingt durch die insb. an
städtischen Großflughäfen geltenden Flächen- und Personalkosten werden seit den
1990er Jahren, sehr vereinzelt auch schon früher, die eigentlichen Funktionen der
Speisenzubereitung (Kochen, Backen, Braten etc.) häufig in entfernt gelegene
Produktionsstätten für Speisen verlagert, um die Kosten zu reduzieren (weitere
Überlegungen hierzu finden sich auch in der Analyse der Experteninterviews, vgl.
Abschnitt 5.). Ausgenommen hiervon sind i. d. R. First-Class und teilweise Business
Class Menüs aufgrund der höheren Qualitätsanforderungen.
Direkter Kunde der Caterer sind die Airlines. Für den Dispositions- und
Einkaufsprozess verantwortlich sind teilweise Airlines und teilweise Caterer selbst. I.
d. R. und insb. bei größeren Airlines erfolgt die Rollenteilung zwischen Airline und
Caterer in der Form, dass durch die Airline Getränke, Verpackungsmaterial,
Servietten etc. beschafft werden und durch den Caterer die eigentlichen
Speisenkomponenten, wie etwa Fleisch und Gemüse.
Eine besondere Komplexität ergibt sich durch die Zollbedingungen. So sind
bestimmte Waren, wie etwa alkoholische Getränke oder auch Parfums und

Airline Catering
109
Zigaretten, je Airline separat zu lagern und dürfen nicht als Poolware verwendet
werden, selbst wenn die Waren für den Endkunden identisch erscheinen.
Lieferanten für Verbrauchsgüter (Food und Non-Food)
Lieferanten versorgen Caterer mit jeglichen Verbrauchsgütern. Je nach Art des
Verbrauchsguts stellen sich die Supply-Chain und der Beschaffungsprozess sehr
unterschiedlich dar. So werden einige Produkte, wie etwa Getränke oder
Verpackungen, Schälchen etc., i. d. R. von Airlines direkt beschafft und andere
Produkte, wie etwa Fleisch, Früchte usw., durch den Caterer. Als Gründe für
gebündelte Direktbeschaffung durch die Airline mit anschließender Lieferung an die
Produktionsstätte des Caterers gelten z. B.:
� Economies of scale beim Einkaufsvolumen
� Konstanz und Einheitlichkeit bei den verwendeten Waren auch
standortübergreifend
� Zu berücksichtigende Marketingaspekte hinsichtlich Produkt- und Markenimage
der Airline
� Eigenständige Überprüfung der Erfüllung der Produktanforderungen
Die von Lieferanten bereitgestellten Produkte können nach ihrer Spezialisierung auf
die Luftfahrtindustrie unterschieden werden. Bei der ersten Produktgruppe handelt es
sich um Standardprodukte bzw. nur geringfügig angepasste Produkte, wie sie auch
für andere Verwendungszwecke produziert werden. Ein typisches Beispiel hierfür ist
Coca-Cola® in der Standard 0,33 Liter Dose, die für das In-flight Catering als 0,25
Liter Dose mit reduzierter Dosenhöhe hergestellt wird, so dass diese in das Standard
Trolley Einschubfach passt.
Die zweite Gruppe stellen die für das In-flight Catering spezifisch hergestellten
Produkte dar. Diese sind i. d. R. nicht für andere Distributionskanäle bestimmt. Es
wird bei diesen speziell für die Luftfahrtindustrie bestimmten Produkten der Effekt der
Kostenreduzierung durch Outsourcing ausgenutzt. Hebel für die Kostenreduzierung
sind neben möglichen Skaleneffekten, im Falle der Produktion für weitere Abnehmer
aus dem Bereich Catering, insbesondere in der Ausnutzung von Kostenvorteilen
durch geringere Flächen- und Personalkosten zu sehen. Typisches Beispiel hierfür
ist die Tiefkühlkostproduktion, wie sie z. B. in Europa Standard in der Economy Class
ist. So produziert bspw. die LSG am Standort Alzey u. a. für ihre Catering Betriebe
am Flughafen Frankfurt mit Kostenvorteilen.

Airline Catering
110
Investoren für Gebäude ggf. auch Flughafenbetreiber
Als Investoren für die Cateringbetriebe treten entweder die Catering Betreiber selbst
ggf. sogar die dahinter stehende Fluggesellschaft, die Flughafengesellschaft oder
auch Investorengesellschaften auf. Je nach Art des Investors bestehen
unterschiedliche Tendenzen bei der Ausführung des Gebäudes. So wird es im Falle
externer Investoren i. d. R. zu einer sehr finanzkennzahlengetriebenen Investition
kommen. Die Bereitschaft für zukunftsorientierte Zusatzinvestitionen ohne klaren
Zahlungsrückfluss wird gering sein. Grundsätzlich sind verschiedenste
Investorenmodelle denkbar und vorzufinden, wie sie auch aus sonstigen Bau- und
Industrieinvestitionsprojekten bekannt sind. Diese reichen von sehr einfachen
standardisierten Strukturen mit funktionalen Einschränkungen aber maximaler
Flexibilität für eine nahezu beliebige Nutzung bis hin zu komplett auf den Betreiber
zugeschnittene Strukturen nach dem Prinzip Build-to-suite. Diese werden dann i. d.
R. über eine lange vertragliche Bindung aus Sicht des Investors abgesichert.
Auf die Investoren soll an dieser Stelle nicht näher eingegangen werden. Im
Endeffekt ist die Art des Investors für die spätere Entscheidungsfindung von größerer
Bedeutung, als dass die Risikoaffinität bzw. die vertragliche Abgrenzung des Risikos
eine Rolle spielen. Auf die grundsätzliche Bewertungsmethodik hat die Art des
Investors keinen Einfluss, jedoch werden Entscheidungen unterschiedlich getroffen
und werden abhängig von der Art des Investors.
Um eine grobe Einstufung des Volumens zu ermöglichen, sei auf Pompl verwiesen
[Pomp-07], der eine Gesamtumsatzerlösübersicht für deutsche internationale
Verkehrsflughäfen mit Stand 06/2006 darstellt. Hiernach entfallen 3,3% der
Umsatzerlöse auf Versorgungsleistungen im Zusammenhang mit Vermietung und
Verpachtung, was 132 Mio. € p. a. entspricht. Weiterhin werden Erlöse aus zentraler
Infrastruktur mit 412 Mio. € p. a. (10,4 %) beziffert. Für Mieten und Pachten werden
428 Mio. € p. a. (10,8 %) benannt. In diesen Angaben sind u. a. Mieten,
Pachtgebühren und sonstige Erlöse aus der Bereitstellung von Catering Gebäuden
an Catering Betreiber sowie Infrastrukturleistungen dafür enthalten.
Anlagenlieferanten für Ausstattung der Catering Bet riebe
Durch Anlagenlieferanten werden sämtliche Produktionseinrichtungen bereitgestellt.
I. d. R. werden diese durch den Caterer bezogen. Die Beschaffung durch Investoren
tritt nur in vernachlässigbarer Häufigkeit auf. Als Lieferanten der Hauptgewerke sind

Airline Catering
111
u. a. zu nennen: Fördertechnik, Reinigungstechnik, Reststoffentsorgungssysteme,
Speisenzubereitung, Lagertechnik, Klima- und Kältetechnik. Die meisten Gewerke
werden von Herstellern realisiert, die Airline Catering nur als eine Zielbranche
bedienen. Vielfach handelt es sich um Lieferanten, die auch in anderen
Industriezweigen tätig sind. Für die Materialflusstechnik und insb. EHB-Lieferanten
gilt dieses praktisch ausnahmslos.
4.2 Globale Struktur im Airline Catering
Zur Einordnung des Caterings bedarf es einer Strukturierung der
Rahmenbedingungen. Airline Catering Betriebe und deren Leistungen werden
maßgeblich durch die im Folgenden erläuterten Parameter und Einflussfaktoren
bestimmt.
4.2.1 Art des Flughafens, an dem der Cateringbetrie b sich befindet
Bei den Flughafentypen wird in vier Klassen unterschieden, Misch- und
Zwischenformen der beschriebenen Klassen treten auf [Trum-06]:
� Primary Hub: Flughafen wird als Hub (Hub ≙ Drehscheibe/Drehkreuz) von einer
oder mehreren Fluggesellschaften verwendet und weist eine entsprechend hohe
Verbindungsanzahl auf. I. d. R. in Wirtschaftszentren mit einer großen Anzahl von
Geschäfts- und Privatreisenden.
� Secondary Hub: Durch Partnerschaft zwischen Flughafenbetreiber und einer
national oder international ausgerichteten Fluggesellschaft wird der Flughafen
zum Hub für Geschäftsreiseverbindungen mit hoher Frequenz. Die Netzdichte ist
jedoch geringer als bei Primary Hubs. Alternativ kann es sich auch um den
„Zweithub“ eines Flag-Carriers (Fluggesellschaft mit nationaler Bedeutung und
dem Image der Herkunftsnation, ähnlich einem Staatsunternehmen, Bsp. Air
France und Alitalia) mit dem Fokus auf Kurz- und Mittelstrecken handeln.
� Regional Airport: In erster Linie weisen sie Punkt-zu-Punkt Verbindungen auf. In
die Gruppe der Regional Airports fallen auch „City Airports“ und Touristikflughäfen
mit den charakteristischen Merkmalen ihrer Lage bzw. ihrer Hauptkunden.
� Cargo Airport: Auf den Frachtflugverkehr ausgelegte Flughäfen. Eine intermodale
Anbindung ist erforderlich. Kombinationen aus einer der zuvor beschriebenen drei
Klassen und einem Cargo Airport ist möglich.

Airline Catering
112
Im Rahmen der hier vorliegenden Arbeit sind insbesondere die erste Gruppe
„Primary Hubs“ von Interesse und bedingt die „Secondary Hubs“. Aufgrund des
geringen Passagieraufkommens und der daraus resultierenden geringen Anzahl von
durch das Catering bereitzustellenden Mahlzeiten können regionale und auf Cargo
spezialisierte Flughäfen vernachlässigt werden. Die dort, soweit vorhanden,
vorzufindenden Caterer agieren in Produktionsstätten, die eher großen Restaurants
bzw. den Produktionsstätten von kleineren Mensen entsprechen und nur minimale
Automatisierungen aufweisen. Somit sind auch keine oder vernachlässigbare
automatische Materialflusstechniken vorzufinden, wie sie und insbesondere deren
Wandelbarkeit Kern dieser Arbeit sind.
4.2.2 Globale Region/Kontinent – Standort des Airli ne Catering Betriebes
Die globale Region, in der sich der Airline Catering Betrieb, der Flughafen bzw. das
Herkunftsland der Airline befindet, hat einen wesentlichen Einfluss auf die
angebotenen Service Leistungen an Bord. Die Erwartungshaltung der Passagiere
bzw. der Stellenwert des Caterings aus Sicht der Airline variieren sehr stark.
Die von den Airlines verfolgten Philosophien lassen sich in Grundmodelle
unterscheiden, die nach Regionen benannt sind. Die übrigen Regionen der Welt
können entsprechend eingeordnet werden. Nach diesem Grundmodell wird zwischen
dem
� nordamerikanischen,
� europäischen und
� asiatischen Cateringmodell unterschieden.
Der nordamerikanische Ansatz kann aus der Historie erläutert werden. Schon früh
wurden diverse Versorgungsleistungen in unterschiedlichen Bereichen wie der
Personal- und Krankenhausgastronomie in den USA outgesourct. Amerikaner
benutzten bereits früh Flugzeuge in einer Art und Weise wie Europäer Busse oder
Züge in Anspruch nahmen. Verschiedene amerikanische Fluggesellschaften haben
deshalb ihren Service auf Flügen mit zwei Stunden und weniger Flugzeit eingestellt,
um so das Kabinenpersonal reduzieren zu können. Auch auf längeren Flügen in den
USA ist der Service in der Economy Klasse häufig auf zur Grundversorgung
ausreichende kalte Speisen und Snacks beschränkt. Southwest Airlines z. B. bot
bereits Mitte der 1990er Jahre auf keinem ihrer täglich 1.500 Flüge warme
Mahlzeiten an [Roma-94]. Zur Kompensation dieser Servicelücke haben große

Airline Catering
113
Hotelketten und auch Restaurants an einigen Flughäfen im Bereich der Gates
(Ausgangsbereich am Flughafenterminal zum Übergang in das Flugzeug) Take-
away Services (Mitnahme Services) etabliert, die dem Fluggast einen Kauf von
Speisen für den anschließenden Verzehr an Bord ermöglichen [Blan-99].
In Europa und Asien haben große Airlines und insbesondere Flag Carrier lange Zeit
an eigenen Catering Facilities mit eigener Speisenproduktion festgehalten. In Folge
des hohen Kostendrucks während der 1990er Jahre wurde jedoch insbesondere in
Europa hiervon Abstand genommen und zahlreiche Betriebe und deren Leistungen
an externe Dienstleister/Lieferanten outgesourct.
In Asien kommt der Speisenzubereitung und dem Catering an sich eine deutlich
höhere Bedeutung zu. Der Mittlere Osten kann teilweise hierbei auch noch
eingeschlossen werden. Einer qualitativ hochwertigen Verköstigung der Fluggäste
kommt hohe Bedeutung zu. Sowohl die Mindestanforderungen als auch die
Möglichkeiten zur Nutzung von Alleinstellungsmerkmalen durch Erfüllung besonderer
Qualitätsstufen liegen hoch. Die Produktion der Speisen wird „als Teil der kulturellen
Identität“ bezeichnet. So wurde z. B. bei SATS, dem Catering der Singapore Airlines
seit den 1980er Jahren intensiv investiert, um die hohen Anforderungen der
Kundschaft zu erfüllen [Jone-04]. Der Airline Catering Betrieb von SATS in Singapur
ist ein Beispiel für einen mit Förder- und Lagertechnik ausgestatteten
hochautomatisierten Betrieb [Tans-96], [i+o-08]. Weitere Beispiele für die hohe
Bedeutung des Caterings in Asien sind Korean Airlines, die mit „Farm-Fresh Food“
die Qualität der verwendeten Rohstoffe bewerben oder Japan Airlines, die Ende der
1990er Jahre Sushi Bars auf Flügen einführten [Dana-99]. Der Betrieb von Korean
Airlines am Standort Seoul stellt ebenfalls ein Beispiel für einen Großbetrieb des
Caterings mit automatisierten Lager- und Fördertechniksystemen dar [i+o-08], [Jone-
04].
Im Vorgriff auf Kapitel 5. ist zusammenzufassen, dass die geschilderte, in der
Literatur zu findende globale Unterscheidung praktisch von allen befragten Experten
bestätigt wurde. Einflüsse der Region resultieren u. a. aus:
� Kundenanforderungen (Bedeutung und Ausprägung der gastronomischen
Leistungen)
� Personalkosten
� Verfügbarkeit von Halbfertigwaren und Dienstleistungen

Airline Catering
114
� Flächenkosten
� Sicherheits- und Hygienestandards
� Wettbewerbssituation
4.2.3 Saisonalität und Schwankungen in der Nachfrag e
Im Bereich des Luftverkehrs treten deutliche Bedarfsschwankungen auf, die sich auf
den Bedarf an Catering Leistungen übertragen [i+o-09b]. Es liegt aber keine direkte
Proportionalität zwischen Fluggastzahlen und Catering Leistungen vor. Hierauf wird
an späterer Stelle am Beispiel der Terroranschläge vom 11. September noch näher
eingegangen.
Zum Leidwesen der Airlines herrschen erhebliche Nachfrageschwankungen nach
Flügen. In der Summe ergibt sich eine durchschnittliche Auslastung der zur
Verfügung stehenden Flugplätze im Linienverkehr von lediglich rund 75 %. Die
genauen Werte hierzu variieren im unteren einstelligen Prozentbereich je nach
Datenquelle (vgl. IATA und Lufthansa Pressemitteilungen) [Pomp-07]. Im
Charterbereich werden Maschinen wesentlich seltener eingesetzt als technisch
machbar und es für eine maximale Kapazitätsauslastung optimal wäre. Die
langfristige Nachfrage verhält sich sowohl im Linien- als auch im
Gelegenheitsverkehr zyklisch und folgt der konjunkturellen Entwicklung.
Über einen mehrjährigen Zeitraum betrachtet hat das Passagieraufkommen sowohl
international als auch in Deutschland rapide zugenommen. Was jedoch auch bei
einer langfristigen Betrachtung deutlich wird, ist, dass in regelmäßigen Abständen
von höchstens zehn Jahren externe Effekte auftraten, die das Passagieraufkommen
vorübergehend, aber steil einbrechen ließen. Nach den Einbrüchen kam es teilweise
zu rasanten Nachfrageanstiegen (vgl. Abbildung 1-1 und Abbildung 4-3).
Abbildung 4-3: Internationaler Passagier Verkehr (R PK = Revenue-Passenger-Kilometres) und
Passagiere nach Sitzklasse (www.iata.org)
Airline Catering
115
Aus Sicht des Caterings haben diese Einbrüche teilweise noch drastischere
Auswirkungen als für die Fluggesellschaften selbst. So sind z. B. im Anschluss an die
Terroranschläge vom 11. September die Fluggastzahlen um rund 25 %
eingebrochen. Da das Flugverhalten auf Kurzstreckenflügen nur bedingt von den
Reisenden beeinflusst werden konnte, hat sich der Rückgang insbesondere im
Segment der Langstreckenflüge bemerkbar gemacht. Bei diesen Flügen handelt es
sich um die besonders umfangreich mit Catering Leistungen ausgestatteten Flüge.
Der Effekt für Caterer war ein Auftragsrückgang von ca. 30 %, was die allgemeinen
25 % Auftragseinbußen der Fluggesellschaften noch übertrifft. Hieraus ist zu
erkennen, dass keine direkte Proportionalität zwischen Fluggastzahlen und Anzahl
im Catering bezogener Mahlzeiten oder Leistungen allgemein besteht. Die
Mengenrelation ist durch weitere Einflussgrößen gekennzeichnet. Dieses Ergebnis
wurde im Rahmen der Experteninterviews von mehreren Gesprächspartnern
mitgeteilt.
Saisonale Schwankungen orientieren sich am Reiseverhalten von Urlaubern. So sind
i. d. R. die Monate von Juli bis September der Zeitraum mit dem stärksten
Fluggastaufkommen. Auf Wochen- und Tagesebene ist zwischen Urlaubs- und
Geschäftsreisenden zu unterscheiden.
Für Geschäftsreisende im Kurz- und Mittelstreckenbereich gilt, dass
Wochenendreisen gemieden werden, so dass Samstage und Sonntage die Tage mit
minimaler Last sind. Der Anfang und das Ende der Arbeitswoche, also Montage und
Freitage, weisen das stärkste Tagesvolumen auf. Innerhalb einzelner Arbeitstage
sind besonders frühe und besonders späte Flüge gefragter, weil diese die Basis für
Eintagesgeschäftsreisen bilden.
Bei Langstreckenflügen und den dafür teilweise erforderlichen Zubringerflügen treten
andere Anforderungen auf. So richten sich die Langstreckenflüge häufig nach der
gewünschten Ankunftszeit am Zielort. Dies kann zu Abflugzeiten mitten am Tag
führen und folglich zu schlecht ausgelasteten Zubringerflügen.
Für Charterflugreisende gelten andere Regeln. Ziel der Reisenden ist i. d. R. eine
möglichst lange Verweildauer am Urlaubsort, d. h., es werden frühmorgendliche An-
und Abreisen am Abend präferiert.

Airline Catering
116
Die zuvor beschriebenen Kundenmerkmale und das Nachfrageverhalten spiegeln
sich in der Preisstruktur wieder und werden von Fluggesellschaften als Instrument
zur Nachfragesteuerung über den Preis eingesetzt [Pomp-07].
Für die vorliegende Arbeit lässt sich festhalten, dass die benötigten Catering
Leistungen Nachfrageschwankungen, sowohl über den Tag als auch innerhalb der
Woche, saisonalen Einflüssen sowie konjunkturellen Perioden unterliegen.
4.2.4 Kostenstruktur von Flugreisen und Catering Di enstleistungen
Die Kostenstruktur einer Fluggesellschaft ist durch hohe Fixkosten und geringe
Grenzkosten gekennzeichnet (vgl. Abbildung 4-4). Aufgrund von für eine Periode
verbindlichen Linienflugplänen sind nicht nur die indirekten Kosten (Verwaltungs-,
Verkaufsorganisations- und Stationskosten) und die direkten Kosten (Technik,
Besatzung und Abschreibung) gleichbleibend, sondern aufgrund der Betriebspflicht
auch die flugabhängigen Kosten für Strecken- und Flughafengebühren, Reisekosten
der Besatzung und die als größte Kostenposition bedeutenden Treibstoffkosten.
Nur die verbleibenden Kosten sind variabel. D. h., nur wenige Kostenbestandteile
von Flugreisen sind im Linienflugverkehr wirklich variabel. Darunter fallen die
Cateringkosten, die mit 4 % im Jahre 2002 und 3 % im Jahre 2005 aber nur einen
relativ kleinen Anteil der Gesamtkosten ausmachen.
Abbildung 4-4: Kostenstrukturen von Fluggesellschaf ten [Beis-06]
Aus dieser Kostenstruktur und Entwicklung werden mehrere Aspekte deutlich, die
von Bedeutung für das Catering sind bzw. Tendenzen und Bestrebungen
beschreiben:
� Reduzierung der Catering Leistungen (mit gewissen Ausnahmen) auf Flügen
2002
Cabin Crew11%
Station und Passagier Services
7%
Zentralbereiche6%
Cockpit Crew7%Abschreibungen auf
Flugzeuge9%
Sonstiges3%
Vertrieb / Marketing15%
Treibstoffkosten11%
Entgelte/Gebühren10%
Wartung9%
Ground-Handling8%
Catering4%
2005
Catering3%
Ground-Handling7%
Cabin Crew9%
Station und Passagier Services
6%
Zentralbereiche5%
Cockpit Crew7%
Abschreibungen auf Flugzeuge
7%Wartung
9%
Entgelte/Gebühren9%
Treibstoffkosten25%
Vertrieb / Marketing10%
Sonstiges3%

Airline Catering
117
� Kostendruck im Airline Catering
� Variabilität der Kosten für das Airline Catering
Die Entwicklung von 4 auf 3 % der Gesamtkosten von Fluggesellschaften
verdeutlicht, dass insbesondere im Economy-Bereich Service Leistungen reduziert
wurden (siehe hierzu auch die Erkenntnisse aus den Experteninterviews 5.2 und
5.3).
Bedingt durch die teils sehr angespannte Lage von Fluggesellschaften (Bsp. hierfür
sind Austrian Airlines und Alitalia, die in den Jahren 2008/2009 zu
Unternehmenszusammenschlüssen gezwungen waren), besteht ein Zwang zur
Kostenreduzierung. Dieser Druck wird direkt auf Caterer übertragen, wie aus den
Interviews zu entnehmen war.
Catering Leistungen sind durch Fluggesellschaften zu fast 100 % variabel
disponierbar. Im Fall spontaner Bedarfsrückgänge fallen die dadurch resultierenden
Umsatzausfälle vollständig auf den Caterer zurück. Verträge zwischen Airlines und
Caterern sehen i. d. R. keine definierten Volumina oder Bonus-Malus-Regelungen für
Kontingent Über- und Unterschreitungen vor. Von Caterern wird eine vollständige
Flexibilität hinsichtlich Bedarfsschwankungen erwartet. Planungsbasis zum Zeitpunkt
des Vertragsschlusses zwischen Airline und Caterer sind häufig lediglich
Orientierungswerte, die sich aus der Anzahl der Flugverbindungen, der eingesetzten
Flugzeugtypen und einer geschätzten Auslastung ergeben.
4.3 Prozesse und Technologien in Airline Catering B etrieben
Wie in den beiden vorherigen Kapiteln dargestellt, variieren das Anforderungsprofil
und die Ausprägung der Leistungen des Caterings aufgrund verschiedener Aspekte.
Im Folgenden ist exemplarisch die Struktur und Verteilung der erstellten Speisen und
deren Flugzuordnung im Falle eines kürzlich realisierten Betriebes aus dem Mittleren
Osten für die Versorgung internationaler Airlines dargestellt:
� Flüge ½ – 1 ½ Std.: 1 kalte leichte Mahlzeit (First-/Busin.-Class warmer Snack)
� Flüge 1 ½ – 6 Std.: 1 warme Mahlzeit
� Flüge 6 – 10 Std.: 2 warme Mahlzeiten
� Flüge 10 – 15 Std.: 3 warme Mahlzeiten
Aus diesem Anforderungsprofil ergibt sich bei einer zugrunde gelegten Anzahl von
rund 69.000 Speisen/Tag folgende Verteilung, die es mit den in den nächsten

Airline Catering
118
Kapiteln beschriebenen Prozessen und Technologien für Produktion und logistische
Funktionen abzudecken gilt.
Tabelle 4-1: Tägliche Speisenverteilung – Internati onaler Caterer aus dem Nahen Osten
(Datenquelle [i+o-06a])
Weiterhin liegt eine Unterteilung nach Destinationen und daraus resultierenden
Geschmacks- und Stilrichtungen vor, die einen Einfluss auf die Art der Speisen und
deren Darreichungsform und auch die angewendeten Herstellungsprozesse haben:
rund 25% Westen, 47% Mittlerer Osten, 11% Orient, 17% Indien und 1% Japan.
4.3.1 Erläuterung der Hauptprozesse anhand eines ex emplarischen Airline
Catering Betriebes
Nach der vorangegangenen Beschreibung der Airline Catering Industrie und der
beteiligten Marktteilnehmer soll in diesem Abschnitt ein Überblick zum Verständnis
der Prozesse innerhalb eines modernen Betriebes des Airline Caterings gegeben
werden. Diese Beschreibung ist erforderlich zum besseren Verständnis der späteren
Ausführungen und insbesondere der Szenarienformulierungen. Neben den
betriebsinternen Prozessen wird auf die Schnittstellen auf Wareneingangs- und
Warenausgangsseite (Airfield) eingegangen.
Speisen ArtAnteil Gesamt First-/Business Economy
Warme Mahlzeit 32% 22.100 3.200 18.900Frühstück 15% 10.400 1.500 8.900Leichte Mahlzeit (warm) 33% 22.800 3.300 19.500Leichte Mahlzeit (kalt) 7% 4.900 700 4.200Snack 7% 4.900 700 4.200Kontinentales Früchstück 6% 4.200 600 3.600
Summe 100% 69.000 10.000 59.000
Speisen

Airline Catering
119
Abbildung 4-5: Materialflüsse in Airline Catering B etrieben [Jone-04, übersetzt ins Deutsche]
Abbildung 4-5 veranschaulicht die Flüsse in einem Airline Catering Betrieb, wie sie
von Jones als in dieser Form üblich beschrieben werden. Er verweist darauf, dass
bei der Gestaltung der Materialflüsse darauf zu achten ist, dass Kreuzungen
vermieden und kurze effiziente Wege realisiert werden. Mit Ausnahme der zusätzlich
erforderlichen Trennung von Speisen- und Abfallflüssen entspricht dieses den
üblichen Forderungen, wie sie auch für Produktions- und Logistikstätten anderer
Branchen gelten.
Zum besseren Verständnis erfolgt die Beschreibung an einem im Zeitraum von 2005
bis 2008 in Westeuropa realisierten hochmodernen Objekt, das an späterer Stelle
auch als Grundlage für die Szenarien- und Investitionsbetrachtungen dienen wird
(vgl. [i+o-06b], [i+o-09b]). Abbildung 4-6 zeigt das Blocklayout des ausgewählten
Objekts. Die Anlage befindet sich an einem der größten Primary-Hubs in Europa (vgl.
4.2.1). Es arbeiten ca. 2.400 Mitarbeiter rund um die Uhr auf einer Produktionsfläche
von 37.000 m² und versorgen etwa 480 Flüge pro Tag, d. h., hier werden täglich
zwischen 70.000 und 80.000 Mahlzeiten bereitgestellt. Die Anlage entspricht dem
aktuellen Stand der Technik und erreicht sehr kurze Reaktionszeiten, so ist es z. B.
möglich, innerhalb von 30 Minuten auf Änderungen der Passagierzahlen zu
reagieren und ggf. Mahlzeiten nachzuliefern.
Wareneingang
Zubehör Produktion
Zubehör LagerLager Besteck
und Verpackung
Zubehör Lager
BereitstellungLebensmittel
Flug Kom-missionierung
Waren-ausgang
Bäckerei
Warme Zubereitung
Kühllager
Lebensmittel Lager
Bereitstellung Zubehör
Lager Sonstiges
BereitstellungVerpackung
Zolllager

Airline Catering
120
Abbildung 4-6: Blocklayout moderner Airline Caterin g Fabrik (Quelle: [i+o-06a])
Der untere Bereich des Layouts zeigt den sog. Inbound-Bereich (1). Hier werden die
benutzten und teilweise noch gefüllten Trolleys angeliefert. Mit diesen Trolleys wurde
an Bord das Essen serviert oder sonstige während des Fluges benötigte Artikel
transportiert. Die Trolleys werden in dieser Zone je nach Inhalt vorsortiert und
anschließend auf ein Transportgehänge der Elektrohängebahn geschoben. Der
Mitarbeiter wählt ein Transportziel, wobei es möglich ist, eine der sieben
Geschirrwaschanlagen (2) oder die Produktions- und Lagerbereiche „Bonded
Goods“, „Dry Goods“ oder „Beverages“ (5) anzusteuern. Die EHB führt entsprechend
der Zieleingabe den Transportauftrag aus.
Mit Trockengut wie Nüssen oder Gebäck beladene Trolleys fahren direkt zum
Rücklaufpuffer des bereits erwähnten Bereichs „Dry Goods“ und werden dort ggf.
wieder aufgefüllt, da es sich bei den Resten um luftdicht verpackte und somit wieder
verwendbare Artikel handelt. Dasselbe geschieht mit den Trolleys, die dem Transport
von Getränken (Beverages) oder Artikeln für den Bord-Verkauf, insb. zollfreie Waren
(Bonded Goods) dienen. Die wieder vollständig beladenen Trolleys werden mit

Airline Catering
121
Informationen zum vorgesehenen Flug versehen und zum Warenausgang, dem sog.
Outbound-Bereich (6) transportiert.
Die mit verschmutztem Geschirr und teilweise nicht verzehrten Mahlzeiten beladenen
Trolleys werden nach Separierung des Abfalls von der EHB-Anlage zu einer der
Geschirrwaschanlagen transportiert. Hier wird das Geschirr manuell entnommen und
anschließend von der Anlage gereinigt. Da das EHB-Gehänge von beiden Seiten mit
Trolleys bestückt ist, dreht es sich an der Waschanlage in einer Drehstation um 180°,
um eine möglichst ergonomische Geschirrentnahme zu ermöglichen. Anschließend
fahren die geräumten Trolleys zur Trolley-Waschanlage. Dort angekommen werden
die Gehänge von den EHB-Fahrzeugen getrennt, vollautomatisch gereinigt und
danach wieder mit dem Fahrzeug gekoppelt. Die gereinigten Trolleys werden nun
nach festgelegten Prozentsätzen von der EHB in den Fahrzeug-Puffer im ersten
Obergeschoß der Anlage oder direkt zum „Tray Set up“ (3) gebracht. Hier werden die
Trolleys mit den zum Verzehr im Flugzeug bestimmten Mahlzeiten bestückt. In
direkter Nachbarschaft zum „Tray Set up“ befindet sich der „Kitchen“-Bereich (4).
Dort werden alle Mahlzeiten für die Passagiere der ersten Klasse (First Class)
vorbereitet und produziert. Die Mahlzeiten für die Passagiere der zweiten (Business
Class) und dritten Klasse (Economy Class) erhalten an Bord ein erwärmtes
Tiefkühlessen, das in einer nahegelegenen Fabrik kostengünstiger produziert wird. In
Abbildung 4-7 werden die wesentlichen EHB-gebundenen Trolley-Transportprozesse
bildlich dargestellt.
Abbildung 4-7: EHB-Prozesse im Airline Catering [Sc hi-08]
Im Outbound-Bereich (6) werden die befüllten Trolleys zu flugzeugspezifischen
Lieferungen zusammengestellt, wie sie anschließend per Spezial-LKW mit
Scherenhubtischaufbau aufs Rollfeld gefahren werden, um ins Flugzeug verladen zu

Airline Catering
122
werden. Um die Schwankungen bei der Anzahl der Flüge pro Stunde im Flugplan
und die daraus resultierenden Spitzenlasten sowie mögliche Flugverschiebungen
soweit wie möglich auszugleichen, sind Pufferflächen (7) vorgesehen, auf denen die
Trolleys vor dem Transport zum Flugzeug zwischengelagert werden.
4.3.2 Produktionstechnologien
In den Abschnitten 4.1 und 4.2 wurden die Marktbedingungen im Airline Catering
beschrieben und einige in dieser Branche vorhandene Geschäftsmodelle aufgezeigt.
Wenn ein Betrieb die gesamte Wertschöpfungskette inkl. der Speisenherstellung/-
zubereitung abdeckt, so kommen insbesondere die folgenden Airline Catering-
spezifischen Verfahren und Technologien zum Einsatz.
Cook-chill: In der Branche am stärksten verbreitetes Verfahren, bei dem die Speisen
vollständig gekocht und anschließend einem abruptem Kühlprozess unterzogen
werden. Die Kühllagerung erfolgt unmittelbar oberhalb des Gefrierpunkts bei 0 bis 3
°C. Hiermit werden mögliche Lagerdauern für kalte Speisen von bis zu 48 Stunden
und für warme Speisen von bis zu 72 Stunden erreicht. Eingesetzte Kühlverfahren
sind: mit hoher Geschwindigkeit zirkulierende gereinigte Luft, nicht oxidierende Gase
und über Kühlbäder in geeigneten Flüssigkeiten sowie mit entsprechenden
geeigneten wasserdichten Behältern. Hinsichtlich des Temperaturverlaufs gelten
folgende Anforderungen:
� Spätestens 30 min. nach Kochprozess Beginn des Kühlprozesses
� Reduzierung einer 50 mm Schicht des Kühlguts von 70 auf 7 °C in weniger als 90
min.
� Je schneller der Abkühlprozess erfolgt, umso weniger Eiskristalle bilden sich, die
eine negative Auswirkung auf die Qualität der Speisen haben
� Spätestens 30 min. nach Ende des Kühlprozesses Beginn der Erwärmung
� Erwärmung mindestens 2 min. auf ≥70 °C
Cook-freeze: Der Kochprozess ist identisch wie beim Cook-chill-Verfahren. Die
Abkühlung erfolgt jedoch auf eine deutlich niedrigere Temperatur von -18 °C bzw.
darunter. Mit Cook-freeze können Lagerdauern von bis zu 8 Wochen realisiert
werden. Somit stellt Cook-freeze ein Verfahren dar, das zum einen bei erforderlicher
Mitnahme von Verpflegung für Rückflüge zum Einsatz kommt und zum anderen,
wenn unerwartete Kapazitätsschwankungen auszugleichen sind. D. h., über Cook-

Airline Catering
123
freeze können Vorräte aufgebaut werden, die bei Bedarfsspitzen verwendet werden
können. Für die geplante Produktion erfolgt eher eine Herstellung nach dem Cook-
chill Verfahren. Es gelten folgende Anforderungen hinsichtlich des
Temperaturverlaufs:
� Erreichung einer Kerntemperatur von -5 °C nach max. 90 min. nach Kühlbeginn
� Lagerung bei -18 °C oder niedriger
Sous-vide: Vakuumgaren stellt eine spezielle Variante des Cook-chill Verfahrens
dar. Es ermöglicht die Herstellung von Speisen, insb. Saucen und Zwischengerichte,
für Perioden von bis zu 21 Tagen. Speisen werden nach der Vorbereitung in
Kunststoffbeuteln eingeschweißt, vakuumiert und bei Temperaturen zwischen 60 und
90 °C in Wasserdampf gegart. Anschließend erfolgt eine schnelle Abkühlung.
Teilweise werden die Produkte in einem Salz-Eis-Bad auf 5 °C abgekühlt, um
anschließend bei 0 bis 2 °C in den vakuumverschlossenen Beuteln gelagert zu
werden. Für die Sous-vide-Produktion werden separate Küchenbereiche benötigt.
Diese sind mit Geräten ausgestattet, um diesen andersartigen Prozess hocheffizient
abzubilden.
Aufgrund der langen zulässigen Lagerdauer können größere Produktionslose
hergestellt werden und hierüber Effizienzvorteile erreicht werden. Flüssige Produkte
werden z. B. in Losgrößen von bis zu 200 Litern hergestellt.
Fleischprodukte können in einem relativ ähnlichen Prozess bearbeitet werden.
Produkte die im Sous-vide-Prozess vorbereitet wurden, können in den erforderlichen
Verpackungsgrößen dem Kühllager entnommen werden. Um eine mikrobiologische
Unbedenklichkeit der Produkte und Prozesse zu gewährleisten, sind die
Verarbeitungsbereiche hinsichtlich der Soll-Temperaturen von 10 bis 15 °C
permanent zu überwachen und strikte Qualitätskontrollen durchzuführen.
Tablett-Konfektionierung: In diesem Bereich erfolgt die Konfektionierung aller
Speisen und Hilfsmittel, die auf dem Tablett zu platzieren sind, so dass dieses im
Trolley gelagert und transportiert werden kann, bis es dem Fluggast übergeben wird.
Trolleys beinhalten Trockeneiselemente für die Kühlung während des Transports.
Die Bereiche sind je nach Größe des Catering Betriebes entweder als Fließband-
Linie aufgebaut oder als Arbeitsstationen/-inseln. Bei Großbetrieben und für die
Hauptprodukte kommen eher Linien infrage, weil hierüber am ehesten die hohen
Stückzahlen von mehreren Tausend Tabletts pro Stunde realisiert werden können.

Airline Catering
124
Für die First-Class Versorgung, die sehr individuell und kleinlosig ausgeprägt ist, sind
eher Fabriklayouts mit Arbeitsstationen geeignet.
Sämtliche Produkte werden umfangreich gelabelt und gekennzeichnet, um Inhalt und
Prozessdaten wie das Herstellungsdatum etc. zu dokumentieren und im Zweifelsfall
rückverfolgen zu können.
Waschsysteme: Sowohl für die in die Flugzeuge gelieferten Trolleys und deren
Inhalt als auch für die Ausstattung und Arbeitsmittel der Airline Catering Betriebe
bedarf es umfangreicher Waschanlagen zu deren Reinigung. Aufgrund der
Lebensmittelverarbeitung ist Sauberkeit und Lebensmittelsicherheit wesentliche
Vorgabe für Airline Catering Betriebe. Ein Großteil der Waschmaschinen wird über
die EHB mit zu waschenden Gütern versorgt. In Abbildung 4-7 rechts ist z. B. der
automatische Einlauf in die Trolley-Waschanlage dargestellt. Wesentliche
Waschanlagen in einem Airline Catering Betrieb sind für Geschirr und Behälter,
Tabletts und Besteck, Gläser, sonstige Gefäße und Werkzeuge aus der Produktion
sowie Trolleys.
Vakuum-Abfallsystem: Es handelt sich um ein mit Unterdruck arbeitendes Abfall-
Sammelsystem zur zentralen Zusammenführung der verschiedenen festen und
pastösen Abfälle aus den unterschiedlichen Funktionsbereichen. Dazu sind die
Abfallaufgabepunkte über ein Rohrsystem miteinander verbunden. Die Abfälle
werden dort manuell in Sammelöffnungen zugeführt. Das System wird betrieben
mittels Vakuumpumpen oder Sauggebläsen. Die entstehende Abluft wird über ein
Filtersystem ausgeblasen. Im zentralen Sammelbereich befinden sich
Sammelcontainer zur Einleitung der Abfälle. Bei einem Betrieb mit rund 110.000
Mahlzeiten pro Tag wird von einem Abfallaufkommen von rund 113 t/Tag
ausgegangen, der sich aus gemischten Abfällen, Kunststoffen, Metallen,
Papier/Pappe und Glas zusammensetzt. Die Aufgabeorte für Abfälle sind
insbesondere Wareneingang (Trolleys aus gelandeten Flügen),
Waschmaschinenbereiche, diverse Küchenbereiche und der Tablett-
Waschanlagenbereich.
Grundsätze für die Gestaltung von Airline Catering Betrieben
Exemplarisch werden im Folgenden die Produktionsgrundsätze für einen
internationalen Airline Catering Großbetrieb im Nahen Osten dargestellt, wie sie im

Airline Catering
125
Vorfeld eines Neubaus im Jahr 2004 durch Behörden, Betreiber und Planer
festgelegt wurden. Aufgrund der hohen Bedeutung der Lebensmittelsicherheit sind
verschiedene einschlägige Standards und Normen für gutes Catering im Flugumfeld
etabliert worden. Die folgenden Regeln basieren darauf, sind im Design Prozess für
dieses Objekt berücksichtigt worden und würden in ähnlicher Form auch für weitere
Planungen Anwendung finden:
� Max. 72 Stunden zwischen Herstellung der Speisen und Verzehr durch den
Fluggast
� Max. 24 Stunden zwischen Tablettierung kalter Speisen bzw. gekühlter warmer
Speisen (Chilled-hot-food) und Lieferung dieser in das Flugzeug
� Max. 48 Stunden Aufbewahrungsdauer von gekühlten warmen Speisen (Chilled-
hot-food: gekochte Speisen, die im Cook-and-chill Verfahren prozessiert werden)
� 100 % Prozesskontrolle und -dokumentation für die gesamte Prozesskette:
Kühlen, Gefrieren, Auftauen und Koch-Gefrierprozess (Cook-and-chill)
� Max. 40 min. Unterbrechung der Kühlkette und kein Anstieg der Kerntemperatur
der Speisen auf über +10 °C mit Ausnahme von Speisen im Kochprozess
� Einsatz von Kennzeichnungssystemen und Lager- und Materialflusssystemen, die
100 % FiFo (First-In-First-Out) sicherstellen
4.3.3 Materialfluss- und Lagersysteme in den Gebäud en
Materialflüsse in großen Airline Catering Betrieben weisen ein erhebliches Volumen
auf. Im Falle der Großbetriebe an internationalen Großflughäfen sind nicht selten
über 100.000 Mahlzeiten pro Tag zu transportieren, wodurch schnell deutlich wird,
dass rein manuelle Systeme zwar eine maximale Flexibilität hätten, jedoch auf
keinen Fall geeignet sind, um die entsprechende Transportkapazität zur Verfügung
zu stellen und den sicheren Transport an die Zielorte zu gewährleisten. Weiterhin
kann durch automatische Transport- und Lagersysteme Effizienz in den
Transportprozessen erreicht werden. Im folgenden Abschnitt soll auf die in Airline
Catering Betrieben verwendeten und in Frage kommenden Materialfluss- und
Lagersysteme eingegangen werden.
4.3.3.1 Eingesetzte Systeme und deren Charakteristi ka
Die folgende in Anlehnung an Handrich erstellte Abbildung (vgl. Abbildung 3-1)
wurde dahingehend ergänzt, dass die im Airline Catering verbreiteten bzw. infrage

Airline Catering
126
kommenden Systeme gekennzeichnet wurden. Weiterhin veranschaulicht sie die
Klassen von fördertechnischen Systemen und deren Eignung für wandelbare
Materialflusssysteme.
Abbildung 4-8: Materialflusssysteme in Airline Cate ring Betrieben (vgl. Abb. 3.1)
Manuell gesteuerte bzw. angetriebene fördertechnisc he Systeme
Hierunter fallen eine Reihe von Systemen, so werden in den Betrieben Stapler
insbesondere für Be- und Entladeprozesse von LKW eingesetzt, aber auch für die
Bedienung von manuellen Palettenlagern, wie etwa für die Lagerung von
unverarbeiteten Lebensmitteln oder auch Verpackungsmaterialien. Handwagen und
Hubwagen finden an verschiedensten Stellen ebenfalls ihre Anwendung, so z. B. für
Flurgebunden
Band-
förderer
Ketten-
förderer
Rollen- u.
Kugelbahn
Stetigförderer für Stückgüter
Gurtförderer
Kurvengurt-förderer
Teleskopgurt-förderer
Stahlband-förderer
Gliederband-förderer
Drahtgurt-förderer
Riemen-förderer
Plattenband-förderer
Schuppen-förderer
Kippschalen-förderer
Quergurtsor-tierförderer
Schuhsortier-förderer
Schleppket-tenförderer
Tragketten-förderer
Stauketten-förderer
Schaukel-förderer
Rollenbahn angetrieben
Rollenbahn ohne Antrieb
Rollenstau-förderer
Röllchen-bahn
Schlepprollen-förderer
Kugel-bahn
Schubplatt-formförderer
EPB/ETB
Bodentrans-portsystem
Inverted P&F
Kreisförderer
Schlepp-kreisförderer
Schlepp-zugförderer
Schlepp-gurtförderer
Seilhänge-bahn
Elektrohänge-bahn
Krane
Brücken-kran
Hängekran
Staplerkran
Portalkran
Drehkran
Flurfreie
Fördermittel
Unstetigförderer
Flurfördermittel
GleislosGleisge-
bunden
Stapler
Hubwagen
Schlepper
FTS
Handwagen
Regalbedien-gerät
Wagen
Verschiebe-einrichtung
Legende:
: Vorauswahl – Eignung für wandelbare Materialflussysteme
: in Airline Catering Betrieben verbreitet

Airline Catering
127
den Transport von Paletten oder auch größeren Sammelcontainern. Wie in praktisch
allen Produktions- und Dienstleistungsbetrieben mit Stückgutmaterialflüssen
kommen ebenfalls verschiedenste Handwagen zum Einsatz.
Behälterfördertechnik
Die Behälterfördertechnik wird für verschiedene Aufgaben verwendet. So werden
etwa für die unter 4.3.2 beschriebene Tablettkonfektionierung Gurtförderer oder auch
Gliederbandförderer eingesetzt. Bei deren Ausführung ist auf die Eignung für
Betriebe mit offenen Lebensmitteln und den damit verbundenen
Hygieneanforderungen zu achten. Um eine maximale Reinigungsmöglichkeit zu
erreichen, werden an vielen Stellen abwaschbare Varianten realisiert. Teilweise
geschieht dies auch in Edelstahlausführungen und mit speziellen Vorrichtungen zur
Vermeidung von Schmutzablagerungen und besonders guter Reinigungsmöglichkeit.
Einige Airline Catering Betriebe verfügen über automatische Kleinteilelager für die
Lagerung von Geschirr, Tabletts etc. Die Zuführung erfolgt dann häufig über
Rollenförderer und sonstige Fördertechnikmodule, wie sie auch für die Förderung
von KLT bekannt sind.
Automatisches Kleinteilelager (AKL) mit Regalbedien gerät (RBG)
Wie bereits unter Behälterfördertechnik erwähnt, finden automatische Kleinteilelager
in einigen Airline Catering Betrieben eine Anwendung. Im Vergleich zu manuellen
Regallösungen, wie etwa Fachbodenregalen, bieten sie sowohl eine sehr kompakte
hohe Lagerkapazität, also effiziente Raumnutzung, als auch eine relativ hohe
dynamische Leistung. Deutlich mehr als 100 Ein- und Auslageroperationen pro
Stunde können realisiert werden.
Als Sonderform sind in einigen Airline Catering Betrieben AKL in Kombination mit
Schwerkraftrollenbahnen vorzufinden. Hierbei ist der Regalbau des AKL in den
oberen Ebenen herkömmlich ausgeführt. Die unteren Ebenen, i. d. R. 5 Ebenen, sind
als Schwerkraftrollenbahn realisiert. D. h., in diese Fächer/Kanäle erfolgt
ausschließlich eine Zuführung von Nachschub über das RBG. Die Entnahme erfolgt
durch Mitarbeiter, die auf der Außenseite der Schwerkraftrollenbahnen
kommissionieren. Hierdurch können sehr effiziente Kommissioniersysteme gebildet
werden, die eine hohe Pick-Leistung ermöglichen, die Nachschubflüsse
automatisieren und dabei 100 % FiFo sicherstellen.

Airline Catering
128
Power & Free
Ältere größere Airline Catering Betriebe sind teilweise mit Power & Free Anlagen
ausgestattet. In neueren Anlagen wird inzwischen regelmäßig EHB als Alternative
mit Vorteilen anstelle von Power & Free realisiert. Vorteile liegen insbesondere in der
höheren Flexibilität und der Tatsache, dass Schienenanlagen in Airline Catering
Betrieben erhebliche Längen aufweisen, die im Falle von Power & Free alle mit
Zugketten ausgestattet sein müssen. Selbst wenn nur ein Fahrzeug in einem
Systemkreis fährt, ist der Kettenbetrieb im gesamten Systemkreis bzw. zumindest
einem Abschnitt erforderlich.
Bei Power & Free handelt es sich um ein Zweischienensystem, bei dem in der
oberen Schiene eine Förderkette läuft. In der unteren Tragschiene befinden sich die
von der Kette geschleppten Laufwagen. Das Transportgut lässt sich von der
Förderkette trennen, so dass diverse Operationen gesteuert ausgeführt werden
können. So wird trotz kontinuierlich laufender Powerkette ein diskontinuierlicher
Materialfluss möglich, bei dem Taktzeiten ziel- und zeitgesteuert nach individuellen
Anforderungen geregelt werden.
Ein zentraler Leitstand steuert und überwacht die Operationen der automatischen
Förderanlage. Jeder Laufwagen kann mit einem Datenträger ausgestattet werden,
der automatisch gelesen wird, um die Laufwagen an jeder Position im System
lokalisieren zu können. Technische Merkmale sind:
� Kontinuierlich laufende Zugketten, die nach Systemkreisen separiert werden
können und so unterschiedliche Transportgeschwindigkeiten zulassen
� Passiv angetriebene Fahrzeuge
� Transportgeschwindigkeit frei wählbar für die einzelnen Systemkreise innerhalb
einer Anlage
� Stellglieder für die einzelnen Bauteile über Elektropneumatik gesteuert
� Realisierbare Steigungen und Gefälle von bis zu 45°
� Kompatibel mit Kreisförderern, Elektro-Hängebahnen, Hub- und Senkstationen
� Geschwindigkeiten bis 0,4m/s realisierbar
� Zulässige Umgebungstemperaturen von 10 bis 80 °C

Airline Catering
129
Die folgende Abbildung veranschaulicht schematisch den Aufbau einer Power & Free
Anlage:
Abbildung 4-9: Schematische Darstellung Power & Fre e Anlage [Wamp-09]
In der obigen Abbildung ist mit (1) die Antriebseinheit für die Kette gekennzeichnet.
(2) zeigt die Führungsschiene, (3) den Horizontalbogen und (4) die Spannstation für
die Zugkette. (5) ist die Befestigungseinheit zur Anbringung der Power & Free Anlage
an die Tragekonstruktion. (6) zeigt die Zungenweiche zum Ausschleusen und (7) den
Transportwagen zur Aufhängung des Gehänges für die Lastaufnahme.
Elektrohängebahn (EHB)
Bei Elektrohängebahnen (EHB) spricht man von zwangsgeführten
Transportsystemen mit einzeln angetriebenen, flurfrei angeordneten Fahrzeugen, die
geeignet sind, verschiedene Quellpunkte mit verschiedenen Zielpunkten zu
verbinden [VDI-2345]. Wie unter 3.1.2 etwas ausführlicher beschrieben, weisen EHB
diverse positive Merkmale, wie Schnelligkeit und Sauberkeit auf und gelten als
universell einsetzbare Fördersysteme mit relativ hohen Fahrgeschwindigkeiten und
der Eignung, große Distanzen zu überbrücken und hohe Durchsätze zu ermöglichen.

Airline Catering
130
EHB-Anlagen können eingeordnet werden als durchsatzflexible Systeme, die
aufgrund ihrer zusammenhängenden, fest installierten Förderwege jedoch in der
Layoutflexibilität beschränkt sind. Je nach Gehängeausführung können vielfältige
Fördergüter transportiert werden, so dass die Produktflexibilität des Systems an sich
gegeben ist. Als Voraussetzung dafür muss jedoch eine standardisierte mechanische
Schnittstelle zwischen dem Fahrzeug und dem Gehänge, mit dem das Transportgut
aufgenommen, wird realisiert sein, um die Transportgutflexibilität nicht zu begrenzen.
In großen Airline Catering Betrieben, die eine hohe Durchsatzleistung benötigen,
sind EHB sehr häufig vorzufinden und erstrecken sich dabei oft über mehrere
Geschossebenen. Für die betriebsinternen Hauptflüsse existieren vielfach keine
alternativ geeigneten automatisierten Materialflusstechniken (vgl. Anhang, Auszug
Projektunterlage i+o: Transportmatrix und Vergleich Transportsysteme).
Die unter 3.1.4 beschriebene Kombination von EHB und Hängekran ist für Airline
Catering Anwendungen weitestgehend ungeeignet, weil insbesondere die geringe
Durchsatzleistung des Krans einen zu starken Engpass darstellt.
4.3.3.2 EHB des als Referenz verwendeten Objekts
Bei der als Referenzobjekt verwendeten Catering Anlage [i+o-06b] handelt es sich
um ein sogenanntes Single-Line-Catering, also eine Fabrik, die nur für die
Belieferung einer Fluggesellschaft dient. Aufgrund der geringeren Artikelvielfalt im
Vergleich zu Fabriken, die mehrere Airlines bedienen, werden eine höhere
Durchsatzleistung und geringere Lagerbestände erreicht. Angesichts der geplanten
70.000 bis 80.000 Mahlzeiten für etwa 53.000 Passagiere pro Tag wurde im
Referenzobjekt der innerbetriebliche Trolley-Transport mit einer EHB automatisiert
(vgl. Anhang, Auszug Projektunterlage i+o: Transportmatrix und Vergleich
Transportsysteme). Nach Erfahrungen von Planern, Anlagenbauern und Betreibern
lohnt dieses sich bereits ab etwa 30.000 gelieferten Mahlzeiten pro Tag. Dieser Wert
ergibt sich aus Wirtschaftlichkeitsrechnungen, die in dem Referenzprojekt ähnelnden
Planungsprojekten im Airline-Catering aufgestellt worden sind (vgl. 5.2 und insb.
5.2.1). Gründe für die Entscheidung für eine EHB waren hohe
Transportgeschwindigkeiten, hohe Durchsatzleistungen und damit Wirtschaftlichkeit
sowie Geräusch-, Wartungsarmut und Sauberkeit bzw. eine gute Reinigungsfähigkeit
von EHB-Anlagen und deren Umgebung. In der Lebensmittelproduktion ist es häufig
von Vorteil, Produktions- oder Transportsysteme so zu gestalten, dass diese nicht
auf dem Boden stehen, sondern von der Decke abgehängt sind. Damit ist eine gute
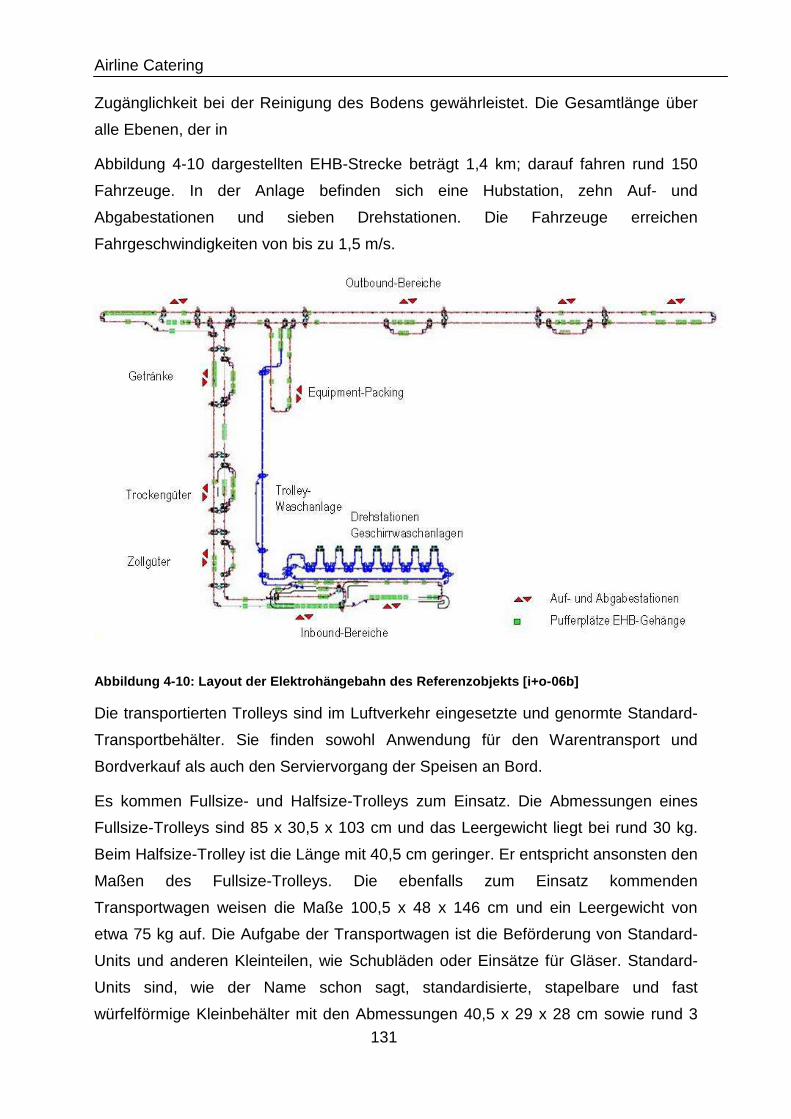
Airline Catering
131
Zugänglichkeit bei der Reinigung des Bodens gewährleistet. Die Gesamtlänge über
alle Ebenen, der in
Abbildung 4-10 dargestellten EHB-Strecke beträgt 1,4 km; darauf fahren rund 150
Fahrzeuge. In der Anlage befinden sich eine Hubstation, zehn Auf- und
Abgabestationen und sieben Drehstationen. Die Fahrzeuge erreichen
Fahrgeschwindigkeiten von bis zu 1,5 m/s.
Abbildung 4-10: Layout der Elektrohängebahn des Ref erenzobjekts [i+o-06b]
Die transportierten Trolleys sind im Luftverkehr eingesetzte und genormte Standard-
Transportbehälter. Sie finden sowohl Anwendung für den Warentransport und
Bordverkauf als auch den Serviervorgang der Speisen an Bord.
Es kommen Fullsize- und Halfsize-Trolleys zum Einsatz. Die Abmessungen eines
Fullsize-Trolleys sind 85 x 30,5 x 103 cm und das Leergewicht liegt bei rund 30 kg.
Beim Halfsize-Trolley ist die Länge mit 40,5 cm geringer. Er entspricht ansonsten den
Maßen des Fullsize-Trolleys. Die ebenfalls zum Einsatz kommenden
Transportwagen weisen die Maße 100,5 x 48 x 146 cm und ein Leergewicht von
etwa 75 kg auf. Die Aufgabe der Transportwagen ist die Beförderung von Standard-
Units und anderen Kleinteilen, wie Schubläden oder Einsätze für Gläser. Standard-
Units sind, wie der Name schon sagt, standardisierte, stapelbare und fast
würfelförmige Kleinbehälter mit den Abmessungen 40,5 x 29 x 28 cm sowie rund 3

Airline Catering
132
kg Leergewicht. Sie sind befüllt mit den für den Flug benötigte Artikeln, wie etwa
Decken und Zeitschriften. Ein Transportwagen hat ein Fassungsvermögen von bis zu
neun Standard-Units.
Das Fassungsvermögen eines EHB-Gehänges liegt wiederum bei drei Fullsize-
Trolleys, sechs Halfsize-Trolleys, zwei Transportwagen oder einer Palette. Ein
solches EHB-Transportgehänge hat ein Leergewicht von rund 250 kg. Ein mit
Getränken gefüllter Halfsize-Trolley stellt das maximale Trolleygewicht dar. Ein mit
sechs Halfsize-Trolleys beladenes Gehänge erreicht somit in Summe bis zu 430 kg
Gesamtgewicht. Die Maximallast eines Gehänges liegt vor, wenn dieses mit
Ladungsträgern ähnlich Euro-Pool-Paletten beladen ist. Dann ergeben sich bis zu
1.450 kg. Die Tragfähigkeit von Schienen, Stahlkonstruktion und Fahrzeugen ist für
diese statischen Lasten zuzüglich der dynamischen Lasten ausgelegt. Das
Transportaufkommen für einen Langstreckenflug liegt bei rund 15 Transportwagen,
zehn Fullsize-Trolleys und 50 Halfsize-Trolleys. Dimensionierungsgrundlage war eine
Versorgung von rund 480 Flügen pro Tag. Das wiederum bedeutet ein
Transportaufkommen von rund 32.300 EHB-Fahrten im beladenen Zustand. Das
Transportaufkommen erhöht sich noch einmal um rund 30% aufgrund der zu
berücksichtigenden Leerfahrten.
Die zuvor dargestellte Anlage dient als Basis für die im späteren Teil dieser Arbeit
unter 7.2 definierten Wandlungsszenarien.
4.3.4 PPS-Systeme und Steuerungskonzept in herkömml ichen Airline Catering
Betrieben
Das Konzept des im Referenzobjekt realisierten Produktionsplanungs- und
Steuerungsprozess (PPS-Prozess) basiert auf einer abflugnahen Pull-Steuerung, der
Glättung von Produktionsspitzen, einer flexiblen Arbeitsorganisation und einer
visuellen Steuerung [i+o-06b]. Im Kontext des Airline Catering Betriebs muss unter
Produktion die termingerechte Beladung von Flugzeugen unterschiedlichen Typs
gemäß unterschiedlichster Kundenaufträge verstanden werden. Mit dem realisierten
pull-orientierten Steuerungskonzept wird die Minimierung der Lager – und
Pufferbestände verfolgt. Das heißt, es muss zunächst ein konkreter und final
spezifizierter Kundenbedarf vorliegen und die definierte Schwelle oder Vorlaufzeit
unterschritten sein, bevor ein Produktionsauftrag und damit der Produktionsvorgang
ausgelöst wird. Somit wird also nur für ein konkretes bevorstehendes Flugereignis
produziert, was tatsächlich benötigt wird und auf der Rampe bereitgestellt werden

Airline Catering
133
kann. Dazu werden vom PPS-System dem nächsten bevorstehenden Flugereignis
freie Bereitstellungsboxen zugeordnet. Bei diesen Bereitstellungsboxen handelt es
sich um definierte Flächen im Outbound-Bereich, auf denen die Beladungen für die
Flugereignisse gesammelt, bereitgestellt und bei Bedarf kühl gehalten werden
(spezielle Kühlhauben). Die Entladung der Bereitstellungsboxen erfolgt mittels
Hubwagen. Nach Abschluss der Beladung der Hubwagen für ein Flugereignis wird
der Status der Boxen im PPS-System wieder auf „frei“ gesetzt, womit sie wieder für
beliebige folgende Produktionsaufträge bereitstehen. Voraussetzung für den Start
eines Produktionauftrags für ein Flugereignis ist die erfolgte Zuordnung von
Bereitstellungsboxen. Rund acht Stunden vor Flugstart beginnt zunächst die
Zubereitung des Essens. Wesentlich später erfolgt erst das Befüllen von Getränke-
oder Trockengut-Trolleys. In den verschiedenen Produktions- und Lagerbereichen
bestehen praktisch keine Vorlaufpufferflächen, so dass produziertes Material nicht
zwischengelagert wird, sondern direkt in den Outbound-Bereich verbracht wird.
Für die Flugereignisse werden im PPS-System die Stücklisten der Flüge nach den
Produktionsbereichen aufgelöst und die jeweiligen Produktionsmengen in die
Produktionsauftragslisten der Produktionsbereiche übertragen. Innerhalb der
Produktionsbereiche werden Aufträge flugübergreifend zusammengefasst und nicht
für jeden Flug separat gefertigt. Damit wird vom reinen Pull-Steuerungskonzept
abgewichen, was aber nötig ist, um die Produktionskapazität durch rationale
Losgrößen zu steigern. Nach der Produktion bzw. Kommissionierung der Waren
werden die Behälter in die den Flügen zugeordneten Bereitstellungsboxen im
Outboundbereich verteilt. Die Kennzeichnung der Behälter besteht aus einem Etikett,
das in den Produktionsbereichen auf den Behältern angebracht wird. Das Etikett ist
mit Barcode zum Scannen und auch Klartext versehen, so dass die Flugdaten
vorliegen und die Boxenzuordnung erfolgen kann.
Das PPS-System sichert ab, dass alle Behälter vollständig und rechtzeitig in den
Bereitstellungsboxen verfügbar sind. Bei Vollständigkeit einer Bereitstellungsbox wird
ein Signal ausgelöst und der Status im PPS-System vermerkt. Sind alle
Bereitstellungsboxen eines Fluges vollständig, so wird dieser Status im PPS-System
gesetzt. Nun kann die Verladung auf die Fahrzeuge und der Transport zum Flugzeug
erfolgen, sobald der Abruf kommt und die Maschine zur Beladung bereit ist.

Airline Catering
134
4.3.5 Sicherheitstechnologien im Airline Catering
Verglichen mit anderen Branchen kommt der Sicherheit in der Luftfahrtindustrie eine
herausragende Bedeutung zu. Sicherheit hat höchste Priorität. Das Prinzip „safety
first“ ergibt sich sowohl aus einer existentiellen Gefährdung während des Fluges, wo
schon geringfügige technische Defekte oder menschliches Fehlverhalten ein
erhebliches Risiko darstellen können, als auch aus den hohen Mortalitätstraten und
Sachschäden im Falle eines Unfalls. Staatliche Aufsichts- und Zulassungsbehörden
üben daher eine strenge Kontrolle über technische Zuverlässigkeit und
wirtschaftliche Leistungsfähigkeit der am Luftverkehr partizipierenden Unternehmen
aus. Auch im rein wirtschaftlichen Eigeninteresse der Fluggesellschaften, Hersteller
und Dienstleister hat die Einhaltung hoher Sicherheitsstandards eine große
Bedeutung, weil eine unzureichende Berücksichtigung direkten Einfluss auf das
Produktimage und somit das Kaufinteresse hätte. Ein Nachfragerückgang wäre die
negative Konsequenz.
Strukturen und Prozesse im Airline Catering sind durch eine Reihe von
Sicherheitsmaßnahmen gekennzeichnet, die direkten Einfluss haben und teilweise
auch die Wandelbarkeit beeinflussen bzw. im Vergleich zu anderen
Produktionsstätten zumindest berücksichtigt werden müssen. Unterschieden werden
muss zwischen Catering Betrieben, die sich auf der sogenannten Landside
(außerhalb des eigentlichen Flugfeldbereiches) ggf. sogar außerhalb des
Flughafenareals in einigen Kilometern Distanz bzw. auf der Airside (innerhalb des
eingezäunten Rollfeldes) befinden. Sicherheitsvorkehrungen werden in Form von
folgenden Technologien und Prozessen deutlich:
� Röntgen der Fertigware
� Berechtigungs- und Zutrittskonzept, das nur Mitarbeitern nach Identifikation und
mit Zugangsberechtigung einlässt, untergliedert in Zutrittsbereiche
� Torkontrollen, die nur ausgewählte, legitimierte Transporte zulassen und bei
denen LKW zeitaufwendigen Prüfungen unterzogen werden
� Vernichtung sämtlicher Anbruchwaren zur Infektions- und Seuchenvermeidung
� Sofortige Vernichtung von großen Teilen des Rückflusses aus den Flugzeugen
ebenfalls zur Infektions- und Seuchenvermeidung etc.

Experteninterviews – Methodik und Ergebnisse
135
5 Experteninterviews – Methodik und Ergebnisse
5.1 Vorgehensweise
Für die Durchführung der Befragungen im Rahmen der hier vorliegenden Studie
wurde ein mehrstufiges Forschungsdesign gewählt (vgl. auch [i+o-09b]), bei dem die
Ergebnisse der durchlaufenen Phasen in den weiteren Untersuchungen
Berücksichtigung finden [Lamn-05]. Die Vorgehensweise kann in folgende Phasen
unterteilt werden (vgl. Abbildung 5-1):
� Phase I: Entwicklung des Interviewleitfadens
Zur Entwicklung des Interviewleitfadens wurde zunächst die Fachliteratur zum
Thema wandelbare Produktionssysteme und Materialflusstechnik ausgewertet
und durch Erfahrungen aus praktischen Tätigkeiten des Autors ergänzt. Weiterhin
wurden ausgewählte Kollegen (insb. Mitarbeiter der i+o mit Materialflusstechnik
und Airline Catering Projekterfahrung) und externe Experten persönlich bzw.
telefonisch zu Einzelaspekten des Interviewleitfadens befragt.
� Phase II: Vorinterviews
Mit vier Interviewpartnern wurden im Juli und November 2006 Vorinterviews
durchgeführt, mit dem Ziel, den Interviewleitfaden weiter zu entwickeln und erste
Antworten zu Themen zu gewinnen. Anhand dieser Antworten wurde dann
entschieden, ob weitergehende Fragen erforderlich sind bzw. ob bestimmte
Fragen zu keiner Rückmeldung führen, d. h., dass diese gestrichen oder
verändert werden mussten. Die Verständlichkeit von Fragen wurde überprüft.
� Phase III: Hauptinterviews
Auf Basis des erarbeiteten Fragenbogens wurden im Zeitraum September 2008
bis Februar 2009 persönliche Interviews mit internationalen Experten sowie
telefonisch mit ausgewählten deutschen Experten durchgeführt. Die Interviews
wurden im Anschluss dokumentiert und ausgewertet. Insgesamt wurden in dieser
Phase Gespräche mit 24 Interviewpartnern geführt.

Experteninterviews – Methodik und Ergebnisse
136
� Phase IV: Ergänzende Interviews
Auf Grundlage dieser Ergebnisse wurden ebenfalls im Februar 2009 ergänzende
Interviews mit zwei ausgewählten Experten durchgeführt, die über langjährige
Erfahrung im Bereich Airline Catering verfügen. So konnten die aus den Vor-,
Haupt- und ergänzenden Interviews sowie aus der Literatur gewonnenen
Erkenntnisse überprüft, fehlende Informationen ergänzt und Ausblicke für den
Airline Catering Markt gewonnen werden.
Mit Abschluss der Interviews liegt somit eine belastbare Basis aus Gesprächen mit
30 Interviewpartnern vor. Nicht berücksichtigt sind hierbei zusätzlich geführte
Gespräche zu Einzelthemenpunkten, die aber nicht systematisch erfolgten, sondern
aus verschiedenen Gelegenheiten heraus und insofern hier nicht benannt werden
sollen. Die Erkenntnisbasis kann somit als gut bezeichnet werden, um hieraus
Szenarien mit dem Fokus auf der Wandelbarkeit von Materialflusstechnik im Airline
Catering zu formulieren.
Für die Befragung kommen grundsätzlich „Experten“ in Betracht, die im Rahmen
eines Interviews mit ihrem besonderen Wissen zur Lösung der vorliegenden
Problemstellung und insbesondere der Erläuterung der Rahmenbedingen und der
allgemeinen Anforderungen beitragen können [Gläs-04].
Abbildung 5-1: Mehrstufiges Forschungsdesign (in An lehnung an [i+o-09b])
Mit dem Hintergrund der zum Zeitpunkt (2008/2009) der Hauptinterviews
herrschenden Finanzkrise konnte eine Gruppe von Interviewpartnern gewonnen
werden, die für das Thema der flexiblen Anpassung an veränderte
Vorinterviews HauptinterviewsErgänzende
Interviews
Entwicklung des
Leitfadens
Phase I Phase IIIPhase II Phase IV
• Vorinterviews (4 Experten)
• Überprüfung auf -
Verständlichkeit - Feed-back
• Anpassung und Ergänzung der Fragen
• 24 Experten aus dem AC
• Anlagenbauer
• Betreiber
• Berater/Planer
• Fördertechnik-lieferanten
• 2 Experten
• breite Erfahrung
• Reflektion der Interview-ergebnisse
• Rückfragen
• Fachliteratur
• eigene Erfahrungen
• Diskussion von Einzelaspekten

Experteninterviews – Methodik und Ergebnisse
137
Marktgegebenheiten bereits sensibilisiert war. Ebenfalls befanden sich die
Interviewpartner zu diesem Zeitpunkt in einem Marktumfeld, das durch hohen
Kostendruck bzw. Kostenreduzierungsbemühungen geprägt war. Insofern war
ebenfalls eine akute Sensibilität für wirtschaftlichere und effizientere Lösungen
gegeben.
Mit Einkäufern von Airlines konnten keine Gespräche geführt werden. Aufgrund
mehrerer Interviews mit Gesprächspartnern, die als Betreiber von
konzernzugehörigen Airline Catering Betrieben agieren, die teilweise sogar als Cost-
Center innerhalb der Airline Konzerne geführt werden, ist davon auszugehen, dass
bei den Interviews eine ausreichende Nähe zu den Airlines gegeben ist. Es muss
davon ausgegangen werden, dass auch z. B. von Airline Einkäufern keine wesentlich
abweichenden Aussagen erfolgt wären.
Bei den Airline Catering Betrieben wurde mit den verschiedenen gewonnenen
Gesprächspartnern eine vielschichtige und fundierte Basis geschaffen, jedoch ist
insbesondere darauf hinzuweisen, dass keine direkten Interviews mit den Betreibern
von GateGourmet und DO & CO erfolgt sind. Die direkte Ansprache von als für das
Thema kompetent eingestuften Gesprächspartnern führte zu Verweisen an die
zuständige Abteilung für Öffentlichkeitsarbeit. Daraus gingen im Weiteren keine
relevanten Interviews hervor.
Vor dem Hintergrund der vorliegenden Problemstellung wurden Interviewpartner aus
den folgenden Gruppen ausgewählt. Die Tabelle veranschaulicht die
Zusammensetzung der Gruppe der Interviewpartner:
Tätigkeitsbereich der Befragten
Anzahl der befragten Experten
Betreiber (unabhängige + Airlinekonzern) 7 Planer/Consultants 6 Anlagenlieferant 16 Airline (Einkauf etc.) 0 Sonstige (z.B. Forschung, Verbände) 1 Gesamt 30
Tabelle 5-1: Übersicht der befragten Personen
Eine Erläuterung der Expertengruppen und deren Rolle am Markt ist im Abschnitt 4.2
zu finden. Von einem international tätigen Experten wurde geäußert, dass der
internationale Airline Catering Markt von nur 50 bis 100 Key-Playern dominiert wird,

Experteninterviews – Methodik und Ergebnisse
138
was dafür spricht, dass bereits mit einer verhältnismäßig kleinen Grundgesamtheit
von Interviewpartnern ein relativ gutes Marktbild erfasst werden kann.
5.2 Analyse
Analog zur Struktur des Gesprächsleitfadens für die Interviews der Experten sind im
Folgenden die bei der Analyse der Interviews ermittelten Erkenntnisse dargestellt.
Anstelle der im Gesprächsleitfaden unter 1. gegebenen Einleitung soll im folgenden
Kapitel zunächst eine Zusammenfassung der allgemeinen Informationen zum Airline
Catering und dem Thema „Flexibilität und Wandlungsfähigkeit“ erfolgen (vgl. auch
[i+o-09b]).
Danach folgen analog zum Gesprächsleitfaden die Abschnitte „Status und Trends im
Airline Catering“ (5.2.2), „Erfahrungen mit dem Wandel von Anlagen bzw.
veränderten Anforderungen“ (5.2.3), „Wahrscheinlichkeit von Wandlungen“ (5.2.4)
und abschließend die „Bewertung der heutigen Wandlungsfähigkeit von Catering
Anlagen“ (5.2.5). Die hieraus gewonnenen Erkenntnisse für die Formulierung der
Szenarien werden zusammenfassend in 5.3 dargestellt.
5.2.1 Einschätzungen zur Automatisierung des Trolle y –Transports in Airline
Catering Betrieben
Kleine Catering Betriebe werden auch bei heutigem Neubau noch ohne
Automatisierung für den Trolley-Transport geplant. Je nach Region und den in der
Region geltenden Personalkosten variiert die Anzahl an Mahlzeiten, ab der eine
Automatisierung einer manuellen Lösung vorzuziehen ist.
Die Automatisierung des innerbetrieblichen Trolley-Transports lohnt sich nach
Erfahrungen von Planern, Anlagenbauern, Betreibern ab etwa 30.000 gelieferten
Mahlzeiten pro Tag. Dieser Richtwert wurde auch von einem Experten aus der
Forschung als plausibel bestätigt. Je nach Region und damit verbundenen
Personalkosten kann der Wert teils auch etwas höher sein. So wurde von asiatischen
Catering Anbietern auf eigene Wirtschaftlichkeitsbetrachtungen verwiesen, die eine
Grenze von 40.000 Mahlzeiten auswiesen. Der Wert von 30.000 Mahlzeiten ergibt
sich aus Wirtschaftlichkeitsrechnungen, die von Planern, Anlagenbauern und
Catering Betreibern im Rahmen von Planungsprojekten ermittelt worden sind.
Spätestens bei rund 50.000 Mahlzeiten pro Tag ist darüber hinaus auch eine
funktionale Grenze hinsichtlich des Materialflusses erreicht. Mithilfe von manuellem
Einsatz oder aber mit Staplern, Zugfahrzeugen und ähnlichen Hilfsmitteln kann die

Experteninterviews – Methodik und Ergebnisse
139
erforderliche Förderleistung dann i. d. R. nicht mehr erreicht werden. In diesem Sinne
wurde von einem Betreiber eines weitestgehend manuell arbeitenden asiatischen
Betriebes mit einer Produktionsleistung von etwas über 40.000 Mahlzeiten pro Tag
dennoch darauf hingewiesen, dass es auch an Standorten mit verhältnismäßig
niedrigen Personalkosten bewährte Beispiele für Großbetriebe gibt, die wirtschaftlich
mittels automatisierter Materialflusstechnik arbeiten. Beispiele hierfür seien u. a. die
Objekte von Cathay Pacific in Hong Kong, Korean Airlines in Seoul und auch
Singapore Airlines in Singapur.
Praktisch alle derzeit in Realisierung befindlichen oder in der jüngeren Vergangenheit
realisierten modernen großen Airline Catering Objekte wurden mit EHB realisiert. Als
Beispiele hierfür sind in chronologischer Reihenfolge Betriebe in Dubai, Frankfurt,
Doha und Katar zu nennen. Diese Betriebe haben jeweils eine Leistung von mehr als
60.000 Mahlzeiten proTag.
Catering Betriebe stehen unter hohem Kostendruck. Von den Kunden – den Airlines
werden Prozesskosten intensiv analysiert. Catering stellt einen der wenigen
Kostentreiber bei Flugreisen dar, der weitere Möglichkeiten zur Kostenbeeinflussung
bietet.
5.2.2 Status und Trends im Airline Catering
Im Folgenden werden die bei den Gesprächen ermittelten Informationen zur Situation
im Airline Catering und aktuelle Trends nach Kategorien gegliedert wiedergegeben.
5.2.2.1 Zielsetzung bei der Verpflegung
Die wahrscheinlich grundlegendste Fragestellung hinsichtlich des Airline Caterings
ist die Frage der Zielsetzung bzw. des Zwecks, der mit den im Catering erbrachten
Leistungen erreicht werden soll. Geht es darum, die minimal erforderlichen
Versorgungsleistungen möglichst kostenminimal zu erbringen und nur ein vom
Kunden gefordertes Minimallevel zu erreichen, was in bestimmten Fällen auch einen
fast vollständigen Verzicht auf Catering bedeuten kann, oder soll dem Fluggast ein
hochwertiger Service geboten werden, mit dem ein Alleinstellungsmerkmal erreicht
wird?
In den verschiedenen Interviews wurde meist sehr intensiv auf diese Fragestellung
eingegangen und das Thema aus den verschiedenen Perspektiven von Catering
Betreibern, Anlagen- und Ausstattungslieferanten, Planern oder auch aus Sicht von
Verbänden oder Forschung beleuchtet.

Experteninterviews – Methodik und Ergebnisse
140
Deutlich wird, dass prinzipiell eine Unterscheidung nach globalen Regionen, der
Flugdistanz und der Flugklasse erforderlich ist. Teilweise spielt darüber hinaus auch
die individuelle Ausrichtung und das Markenkonzept der Airline eine Rolle bei der
Ausprägung der Leistungen. Die von der Airline angebotenen Leistungen haben
direkten Einfluss auf die Anforderungen und die resultierende Ausprägung des
jeweiligen Airline Caterings:
� Globale Regionen: Es ist zu unterscheiden in die wesentlichen Regionen Asien
und Mittlerer Osten, Europa sowie Nordamerika.
Asien und der Mittlere Osten zeichnen sich dadurch aus, dass der Verpflegung
während des Fluges eine hohe Bedeutung beigemessen wird. Nach Angaben der
Experten wird in diesen Regionen versucht, über Catering-Leistungen
Alleinstellungsmerkmale zu generieren. Kunden messen den an Bord
angebotenen Speisen etc. eine hohe Bedeutung bei. Man kann davon ausgehen,
dass die Qualität des Caterings Einfluss auf Flugkaufentscheidung hat. Daraus
resultiert ein noch hoher Eigenfertigungsanteil der Speisen in den jeweiligen
Catering Betrieben. Dem Fluggast werden umfangreiche Leistungen angeboten.
Dies geht soweit, dass z. B. bei einem thailändischen Anbieter die gesamte
Produktion inhouse erfolgt. Außerdem werden bei interkontinentalen Flügen nach
Europa bestimmte Komponenten dem lokalen Catering Dienstleister beigestellt,
um den globalen Standard zu wahren und weltweit eine gleiche geschmackliche
Ausrichtung abzusichern. Nichtsdestotrotz werden auch bei diesem Anbieter
teure Produktionsstätten in unmittelbarer Flughafennähe und damit teurer Lage
durch eigene aber kostengünstigere, mit Distanz zum Flughafen gelegene
Standorte substituiert. Von einem anderen Anbieter wurde der Trend von Airlines
aus diesen Regionen so zusammengefasst, das erklärte Ziel sei es, „nicht
denselben Einheitsbrei“, wie etwa europäische Fluggesellschaften den
Passagieren anzubieten. Der Anteil der Long-Haul Flüge (Erläuterung siehe auf
den folgenden Seiten) ist in Asien und dem Mittleren Osten vergleichsweise groß.
Es wird erwartet, dass Änderungen in naher und mittlerer Zukunft insb. durch die
Weiterentwicklung des chinesischen Marktes und dem damit verbundenen Aus-
und Neubau diverser Flughäfen hervorgerufen wird. Die hohe Bedeutung der
Speisenversorgung zeigt sich in Asien daran, dass ein Beispiel benannt wurde,
bei dem auf einem nur 40 min. dauernden Flug ein warmes Essen serviert wird.
Dieses ist nur möglich, weil die Speisen bereits im warmen Zustand an Bord

Experteninterviews – Methodik und Ergebnisse
141
gebracht werden, was aus HACCP-Gründen nur möglich ist, wenn der Inflight-
Manager der Airline die Verantwortung für diesen riskanten Prozess übernimmt.
Die Alternative hierzu wäre das heute ansonsten als Standard servierte kalte
Gourmet-Sandwich.
In Europa hat die Versorgung auf Flügen in den vergangenen Jahren stetig
abgenommen. Es besteht nach Expertenmeinung nur noch wenig
Reduzierungspotenzial bei den Leistungen. Eher wird erwartet, dass sich
mittelfristig wieder ein gegenläufiger Trend abzeichnet, der eine Diversifizierung
bei den Catering Leistungen bedeutet. Derzeit wird der Service auf ähnlichen
Linienflügen als Fluggesellschaften-übergreifend und uniform ohne bedeutende
Alleinstellungsmerkmale bezeichnet. Der Eigenfertigungsanteil in den Catering
Betrieben ist sehr gering. Teilweise wird nur noch im First-Class Segment eine
vollständige Herstellung der Speisen vor Ort in dem jeweiligen Catering
praktiziert. Die Besonderheit am europäischen Markt liegt nach Expertenmeinung
in der hohen Bedeutung und dem Umfang des Charter Marktes, der so in
anderen Regionen nicht vorhanden ist. Die Bedarfe dieses Marktfeldes
unterliegen einer relativ starken Saisonalität mit der größten Spitze im Sommer
und der Ferienzeit, jedoch inzwischen auch einer nicht zu vernachlässigenden
weiteren Spitze in der Winterferienzeit.
Der nordamerikanische Markt ist seinem Volumen nach ungefähr 10mal größer
als die zuvor dargestellten Märkte. Ein großer Anteil der Flüge erfolgt als
Inlandsflüge. Dabei ist ein relativ hoher Short-Haul Anteil vorzufinden. In
Nordamerika wurde der Service auf Flügen noch weiter reduziert als in Europa.
Es finden dort selbst auf mehrstündigen Linienflügen teilweise keine
Speisenversorgungen mehr statt. Nach Expertenmeinung ist eine weitere
Reduzierung der Leistungen nicht mehr möglich. Leistungen während der Flüge
beschränken sich bereits vielfach auf optional erwerbbare Leistungen. Die
zugehörigen Catering Betriebe spiegeln diese Leistungsbeschränkung wieder.
Der Fremdfertigungsanteil ist sehr hoch. Die einzige hiervon abweichende
Ausnahme stellt Continental Airlines mit ihrer Eigenfertigungsstrategie dar. Die in
Nordamerika vorzufindenden Airline Catering Betriebe sind darüber hinaus
vielfach in ihrer Struktur veraltet.
� Flugdistanz: Der angebotene Service hängt von der Länge der Flugstrecke und
somit der Flugdauer ab. Es wird unterschieden in Lang-, Mittel- und

Experteninterviews – Methodik und Ergebnisse
142
Kurzstreckenflüge. Häufig verwendet werden auch die englischen Begriffe Long-
(Langstrecke) und Short-Haul (Kurzstrecke). Als Kurzstrecke gelten dabei Flüge
bis zu 1.500 km, Flüge zwischen 1.500 und 3.500 km werden als Mittelstrecke
bezeichnet und Flüge mit über 3.500 km gelten als Langstrecke. Als weiteres
Unterscheidungsmerkmal wurde von Experten die Grenzdauer von bis zu drei
Stunden genannt, bis zu der ein Flug als Short-Haul Flug oder Kurzstreckenflug
gilt. Bei Flügen unter drei Stunden ist es inzwischen Standard geworden, dass
z.B. die spanische Iberia praktisch alle Flüge aus Spanien bereits mit Catering
Artikeln für den Hin- und Rückflug ausstattet. Gleiches gilt für British Airways
Flüge ab London oder Lufthansa Flüge aus Frankfurt.
Handelt es sich hingegen um einen Langstreckenflug, so ist aufgrund der zwei bis
drei Services pro Fluggast auf einem Flug nur eine Catering Versorgung für einen
einfachen Flug möglich. Der Rückflug wird am Zielflughafen versorgt. Die
Ursache hierfür ist sowohl der Lagerplatzbedarf im Flugzeug als auch HACCP-
Regeln, die die Lagerdauer an Bord aus Sicherheitsgründen reglementieren. Die
Motivation der Fluggesellschaften, die Catering Versorgung am Heimatflughafen
zu erbringen, liegt weniger in Kostengründen für die eigentliche Herstellung als
vielmehr in der Vermeidung mehrerer Beladevorgänge mit sog. Highloadern
(LKW mit hydraulischem Scherenhubwerk zur Beladung auf Flugzeughöhe), die
entsprechende Kosten verursachen. Bei All-Economy-Flügen gehen die
Bemühungen soweit, dass Getränke für den gesamten Flugtag bereits beim
ersten Abflug mitgenommen werden.
� Flugklassen: Abhängig von der gebuchten Flugklasse und der Fragestellung, ob
es sich um einen Linien- oder Charterflug handelt, variieren die auf dem Flug
angebotenen Service Leistungen. Im Bereich der First-Class Versorgung ist
eindeutig eine Versorgung auf Niveau von erstklassigen Restaurants und allen
damit verbundenen Service-Leistungen angestrebt. Die Speisenherstellung vor
Ort im Catering Betrieb in einer separaten Küche ist Standard. Im Bereich der
Business-Class kommen bereits die weiter oben erläuterten regionalen
Unterschiede zum Tragen. In Europa oder Nordamerika werden teilweise selbst in
diesem gehobenen Segment Speisen extern hergestellt. Auch auf
Kurzstreckenflügen werden Speisen gereicht. In der Economy Class ist in Europa
und Nordamerika die Versorgung i. d. R. auf das Nötigste begrenzt. Je nach
Fluglänge werden entweder nur kompakte sog. Meal-Boxen (Kompaktpakete mit

Experteninterviews – Methodik und Ergebnisse
143
allen Speisekomponenten) gereicht oder eine auf einem Tablett angerichtete
Mahlzeit. Wie zuvor geschildert, sind in anderen Regionen teilweise auch im
Economy-Bereich höherwertige Standards im Angebot. Charterflüge weisen i. d.
R. eine einfachere Verpflegung auf als Linienflüge. Teilweise ist dies auch
dadurch begründet, dass Airlines, wie z. B. die TUI, im innereuropäischen
Flugverkehr vom Heimatflughafen eine Tagesversorgung mitnehmen und mit
diesem Kontingent bis zu vier Flüge versorgen, so dass keine Aufnahme von
externen Catering-Leistungen erforderlich wird. Für den Economy-Bereich und
Charterflüge gilt weitestgehend die Zielsetzung der kostenminimalen
Kundenversorgung. Teilweise werden Catering-Leistungen optional angeboten,
so dass diese entweder im Vorfeld des Fluges gegen Aufpreis bestellt werden
können, oder aber auf dem Flug eine begrenzte Wahlmöglichkeit gegen
Zusatzkosten besteht.
In diesem Kontext ist aber auch zu sehen, dass Low-Cost-Carrier Personen zum
Fliegen gebracht haben, die früher nicht geflogen sind. Mit zunehmendem Alter
der Fluggäste steigen häufig deren Anforderungen. Von mehreren Experten
wurde in diesem Zusammenhang die Empfehlung geäußert, dass sich Linienflüge
stärker durch erhöhten Komfort unterscheiden sollten im Vergleich zu Low-Cost-
Carriern. Inwieweit diese Änderungen kurz oder mittelfristig Realität werden, ist
nicht absehbar. Es wurde von Experten empfohlen, dass Caterer auf mögliche
gravierende Änderungen vorbereitet sein sollten, wie sie etwa auftreten durch
strukturelle Verschiebungen mit den bspw. relativ neu angebotenen reinen
Business-Class Flügen zwischen New York und London durch British Airways.
Hieraus resultieren hohe Catering-Bedarfe, wohingegen im Economy-Bereich
womöglich doch noch weitere Reduzierungspotenziale gefunden werden mögen.
� Individuelles Markenkonzept: Es ist zu unterscheiden zwischen Airlines, die
eine Preisführerschaft anstreben und als sog. „Low Budget Airlines“ platziert sind
und traditionellen Linienfluganbietern. Bei Flügen, die bei Rabatt-Angeboten für
unter 20 € angeboten werden, erwartet der Gast keine Verpflegung im Kurz- und
Mittelstreckenbereich bzw. hat Verständnis für den optionalen Kauf von
Zusatzleistungen, sei es im Vorfeld oder auch spontan während des Fluges.
Dieses kann sogar bei speziellen Langstreckenangeboten der Fall sein. Auf
einem Linienflug einer traditionellen Airline hingegen erwartet der Gast eine
gewisse Verpflegung. Allgemein werden Caterer von den Airlines nach den

Experteninterviews – Methodik und Ergebnisse
144
Kriterien Sicherheit/Zuverlässigkeit, Qualität/Sauberkeit/HACCP-Einhaltung,
Abwechslung bei den Produkten und dem Preis beurteilt, schilderten Experten.
Im Hochpreissegment bieten erste Airlines inzwischen eine permanente
Verpflegung an, die dem Gast die Wahlmöglichkeit des Essenszeitpunktes lässt.
Das Konzept ist in den Grundzügen mit dem Versorgungskonzept bei
Kreuzfahrten zu vergleichen, wobei andere Anforderungen durch das
Flugzeugumfeld vorliegen.
Eine Studie der Universität Surrey, UK und der ITCA (International Travel Catering
Association) hat gezeigt, dass noch 2004 eindeutige Strukturen im Catering und den
damit verbundenen Leistungen je Flug galten. Inzwischen hat eine Verwässerung
dieser Grenzen stattgefunden; es gibt diverse Mischformen und eine klare
Zuordnung ist schwierig geworden. So galt damals, dass bei Linienflügen stets eine
Verpflegung integriert ist und bei Low-Cost-Carriern diese gegen Aufpreis erhältlich
ist. Der heute vorzufindende Leistungsmix ist ein komplexes Gebilde und hängt, je
nach Fluggesellschaft, von unterschiedlichen Regeln ab. So sind z. B.
uhrzeitenabhängige Leistungsregeln vorzufinden oder aber das zweite Getränk kann
kostenpflichtig sein. Laut einschlägiger Expertenmeinung ist ein kontinuierlicher
Verbesserungsprozess zu erkennen, indem sich die Airlines mit den beiden
tendenziell konträren Zielsetzungen befassen, die Kundenzufriedenheit zu
maximieren und Kosten zu minimieren. Das Ergebnis sind Turbulenzen in der
Nachfrage und der geforderten Ausprägungen von Catering-Leistungen, die die
Airline-Catering-Betriebe direkt zu spüren bekommen.
5.2.2.2 Organisatorische Zugehörigkeit – Kundenstru ktur und Größe
Abhängig davon, ob es sich um einen konzerneigenen Catering-Betrieb einer Airline
handelt, der ausschließlich die eigene Airline versorgt, oder einen Betrieb zur
Versorgung verschiedener Kunden, ergeben sich unterschiedliche Anforderungen.
Die letztere Gruppe der Betriebe, die diverse Airlines versorgen, können sowohl als
komplett unabhängige Marktteilnehmer auftreten, aber auch als Töchter von Airline-
Konzernen. Handelt es sich um einen Betrieb zur Versorgung der eigenen Airline, so
liegt auch auf längere Sicht relativ hohe Planungssicherheit vor, die häufig eine gute
Basis für Automatisierungen und Investitionen in Effizienz im Allgemeinen ist. Bei
Dienstleistern für diverse externe Kunden stellt sich die Situation komplett anders
dar. So wurde z. B. von einem Experten aus Thailand, der selbst Betreiber ist,
geäußert, dass im Bereich der konzerneigenen Produktion/Dienstleistung weiteres

Experteninterviews – Methodik und Ergebnisse
145
Automatisierungspotenzial bestünde. Im Falle der Bedienung fremder Kunden, wo
vom zugehörigen Betrieb rund 60 verschiedene Kunden versorgt werden, liegt ein
großer Flexibilitätsvorteil in der geringen Automatisierung und dem sehr flexiblen
Personaleinsatz.
Vom Betreiber eines kleineren Airline-unabhängigen Caterings wurde eine
Unterscheidung der Betriebe vorgenommen nach Objekten, die sich an der
Homebase (Heimatflughafen) einer Fluggesellschaft befinden und an
Außenstationen. Am Heimatflughafen kommt es zu sehr großen Produktionslosen für
die dort beheimatete Gesellschaft, während an den Außenstationen eine Vielzahl von
Airlines mit kleinlosigen Aufträgen bedient werden. Der Bedarf für automatisierte
Lösungen und damit auch Materialflusstechniken wie EHB besteht nach
Einschätzung des befragten Experten insb. an Heimatflughäfen. Die zuvor
beschriebenen Ausführungen wurden durch einen weiteren im asiatischen Raum
tätigen Experten schweizerischer Herkunft ebenfalls untermauert. Er nahm eine
Kategorisierung nach der Größe in folgenden Stufen vor:
� 1 – 5.000 Mahlzeiten/Tag: Als Beispiel wurde ein durch ihn verantworteter Betrieb
in Koh Samui und ein weiterer in Kambodscha benannt.
� 5.001 – 50.000 Mahlzeiten/Tag: Als Beispiel wurde ein durch ihn verantworteter
Betrieb in Bangkok benannt.
� >50.000 Mahlzeiten/Tag: Als Beispiele wurden Betriebe anderer Betreiber, wie z.
B. LSG in Frankfurt oder Emirates in Dubai, angeführt.
In London Heathrow ergab sich in 2008/2009 eine grundlegende Neuerung am
Airline Catering Markt [i+o-09b]. British Airways hat das Catering für
Langstreckenflüge und Business Class Flüge an GateGourmet vergeben, was für
sich gesehen nicht weiter erwähnenswert wäre. Die Neuerung liegt vielmehr in der
Vergabe des Kurzstrecken Caterings in der Economy-Class, was ein sehr großes
Volumen an ein Konsortium aus DHL und Northern Foods ausmacht. Damit dringt
erstmalig ein aus dem Logistikdienstleistungssektor bekannter Marktteilnehmer in
das Catering Geschäft ein und wird versorgt durch einen etablierten Lieferanten aus
dem Catering bzw. der Food-Industrie, wie er insbesondere aus dem Markt für
Sandwiches, Imbiss Versorgung etc. bekannt ist.
In einem früheren Entwicklungsschritt ist ca. im Jahr 2000 mit der britischen Air Fayre
Ltd. bereits ein Dienstleister im Catering Bereich neu gegründet worden, der

Experteninterviews – Methodik und Ergebnisse
146
ebenfalls ein auf einer segmentierten Wertschöpfungskette basierendes
Geschäftsmodell vertritt. Die eigentliche Speisenproduktion findet in von der
Fluggesellschaft selbst auszuwählenden Herstellungsbetrieben statt. Air Fayre Ltd.
bereitet keine Speisen zu. Die Distanz zu Zulieferbetrieben mit frischen Produkten
beträgt maximal 40 Minuten. Diese werden innerhalb von 24 Stunden verwertet. Bei
Tiefkühlkost sind diese Restriktionen entsprechend weiter gefasst. Nach Aussage
von Air Fayre Ltd. setzt das Business-Modell auf totale Flexibilität: „Total flexibility –
total chill chain right through it – that’s what our business model is about!“ Diese
Flexibilität führte nach Aussage von Air Fayre bei bisherigen
Wirtschaftlichkeitsbetrachtungen für Automatisierungslösungen wie automatisierte
Materialflusstechniken stets dazu, dass diese nicht als ausreichend wirtschaftlich
bewertet wurden, weil zu starr.
Wesentlicher Unterschied zu dem Konsortium aus DHL und Northern Food ist die
Herstellerunabhängigkeit und die Tatsache, dass es sich nicht um einen aus anderen
Logistikdisziplinen weltweit bekannten Dienstleister handelt. Die geschilderten
Umbrüche verdeutlichen die derzeitige Dynamik im Markt.
Was die Vertragslaufzeiten der Lieferbeziehungen zwischen Caterer und Airline
angeht, wurden von den Experten zwei bis drei Jahre mit jährlicher
Verlängerungsoption als Standard benannt. In seltenen Fällen kommt es aber auch
zu längeren Verträgen mit Laufzeiten von z. B. zehn Jahren. Dieses ist insbesondere
dann der Fall, wenn umfangreiche Investitionen erforderlich sind. Grundsätzlich sind
die Verträge bzw. die gelebte Vertragspraxis so ausgelegt, dass zwar eine Laufzeit
definiert ist, aber keine verbindliche Mengenvereinbarung besteht, sondern nur
Richtwerte. D. h., es ist vom Caterer gefordert, flexibel auf Nachfrageschwankungen,
wie etwa bei Flugausfällen, zu reagieren. Fällt in Extremfällen, wie bei der
Vulkanaschewolke über Europa im Jahre 2009, der Flugverkehr aus, so können
Caterer keinen Vertrag geltend machen und auf Abnahme der Flugverpflegung
drängen, trotz ausfallender Flüge. Stattdessen sind Caterer gefordert, spontan
alternative Versorgungsleistungen für die am Flugplatz wartenden Passagiere zu
erbringen. Dieses Beispiel verdeutlicht die Dynamik und erforderliche Flexibilität der
Airline Catering Betriebe bei eher kurzen Vertragslaufzeiten, die nur selten eine
Amortisation für umfangreiche bauliche Investitionen innerhalb einer zugesicherten
Vertragsperiode zulassen.

Experteninterviews – Methodik und Ergebnisse
147
5.2.2.3 Zeitliche Einordnung von Entwicklungen der letzten Jahrzehnte
Experten schilderten, dass in den letzten rund zehn Jahren bereits
Gebäudekonzepte realisiert wurden, die wesentlich bessere
Umgestaltungsmöglichkeiten bieten als eine Vielzahl von Objekten, die aus den
1970er Jahren stammen. Diese Veränderung basiert u. a. auf Erfahrungen, die in
den 1990er Jahren mit der Umstrukturierung des Fertigungskonzepts gemacht
wurden. Vor dieser Zeit wurden rund 80 % der Speisenzubereitung in den Catering
Betrieben selbst durchgeführt. Lediglich ca. 20 % wurden durch Zukauf beschafft und
nur konfektioniert. Heute bzw. nach Ablauf dieser Veränderungsphase in den 1990er
Jahren drehte sich das Verhältnis um, so dass heute von rund 20 % Eigenfertigung
und ca. 80 % Fremdfertigung gesprochen wird. Dieses Outsourcing war weniger
durch die reine Kostensenkung bedingt, als vielmehr durch die Sicherstellung
einheitlicher Standards bei der Verpflegung, so dass eine gleichbleibende Qualität
und Ausprägung der Speisen garantiert werden konnte. Ein Experte fasste den
Trend so zusammen: „Verglichen mit der Situation vor 20 Jahren ist Airline Catering
inzwischen hauptsächlich Logistik geworden“, dort wo Speisenproduktionsfabriken in
erreichbarer Nähe sind, nimmt der Wertschöpfungsanteil in Catering Betrieben ab.
Bis zu welchem Umfang dieses fortgesetzt werden könnte, wurde von den
Gesprächspartnern offen gelassen.
Als Beispiel für die o. g. bereits verbesserte Flexibilität in modernen Objekten wurde
das Catering in Addis Abeba genannt, bei dem nach Aussage eines als Experten
befragten Beraters fast alle Anlagen, Installationen aber auch Gebäudeelemente wie
Wände und Decken veränderbar vorgesehen sind. So könnte man in diesem Objekt
relativ einfach zusätzliche Ausstattung integrieren, wenn bspw. der
Eigenfertigungsanteil kurzfristig um 20 % gesteigert werden müsste.
5.2.2.4 Effizienzsteigerung – LEAN-Konzepte
Nach Ansicht von Experten hat sich in den vergangenen Jahren, insbesondere in
den weitentwickelten Industrienationen mit hohen Lohnkosten, verstärkt eine
Effizienzsteigerung durchgesetzt. So wurden bspw. durch die Lufthansa-Tochter LSG
mittels eines LEAN-Teams Catering Anlagen weltweit optimiert.
Aus Sicht von Anlagenlieferanten haben diese Prozessoptimierungen zur Folge
gehabt, dass für Geschirr oder auch Ladungsträger keine umfangreichen
Pufferflächen mehr zur Verfügung stehen. Stattdessen wird in neugestalteten

Experteninterviews – Methodik und Ergebnisse
148
Betrieben weitestgehend ohne Puffer just-in-time gewaschenes Gut bereitgestellt,
was für den nachfolgenden Prozess der Speisenzubereitung bzw. Konfektionierung
zwingende Voraussetzung ist. Neben der Reduzierung der kostspieligen Flächen auf
teurem Flughafengelände hat dieses auch eine Reduzierung der Umlaufbestände zur
Folge.
Somit ist ein Trend zu schlankeren Strukturen mit umfangreichen ausgelagerten
Fertigungsinhalten zu erkennen, ganz im Sinne der LEAN-Konzepte, wie sie auch
aus anderen Industriezweigen bekannt sind und ursprünglich aus der
Automobilindustrie stammen.
Ebenfalls in den Kontext von LEAN-Produktionskonzepten fallen variabel
positionierbare Fertigungs- oder Speisenzubereitungseinrichtungen. Von einem
Hersteller wurde sein Konzept geschildert, das sich dadurch auszeichnet, dass
traditionell gering ausgelastete Kochapparate positionsvariabel ausgeführt werden.
Weiterhin erhalten die Geräte zusätzliche Funktionen (früher drei, heute 17
Funktionen), wodurch sich ein häufigerer Einsatz und somit ein besserer
Nutzungsgrad ergibt. Aus Projekten wurden Ergebnisse gewonnen, die eine 30%ige
Steigerung der Auslastung bei den Anlagen ausweisen und eine Reduzierung von
Energie und Reinigungswasser um 30 – 40 %.
Bezogen auf die Flächen ergab sich durch die Effizienzsteigerungen eine
Optimierung, die von einem Experten und Betreiber eines Caterings so beschrieben
wurde, dass bis vor einigen Jahren ein Daumenwert galt, der besagte, dass rund
1 m² pro Mahlzeit/Tag in einem Catering Betrieb erforderlich sei. Aufgrund der
verschiedenen Effizienzsteigerungsmaßnahmen und auch des Outsourcings von
Wertschöpfungsanteilen in einigen Fällen hat sich dieser Wert inzwischen halbiert
und wird mit nur noch einem halben m² pro Mahlzeit/Tag beziffert.
Mit Steigerung der Logistikbedeutung im Catering und der Einführung von LEAN-
Konzepten wurden neben der zuvor beschriebenen Flächenbedarfsreduzierung
Themen aufgegriffen, wie Just-In-Time Produktion, Cycle-Time-Reduction und ISO-
Standardisierungen von Prozessen. Neben den zahlreichen positiven Aspekten
dieser Maßnahmen sind aber auch die Risiken zu sehen und die damit erforderliche
Flexibilität, wenn z. B. ein outgesourcter Prozess ausfällt. Da der JIT-Anlieferanteil
laut eines interviewten Experten auf 60 – 80 % gestiegen ist, muss im Falle eines
Ausfalls auch kurzfristig ein Prozess wieder ingesourct werden können. In diesem
Zusammenhang ist auch zu sehen, dass die Flexibilität erforderlich ist, je nach

Experteninterviews – Methodik und Ergebnisse
149
Kostensituation situativ von externer zu interner Fertigung umschalten zu können
und nicht vollständig abhängig von Zulieferern zu agieren.
Neben den dargestellten LEAN-Methoden wurde von einem Berater erläutert, dass
eine Effizienzsteigerung in der gesamten Airline Catering Industrie dadurch erreicht
werden könnte, wenn die permanente Kostenstrukturanalyse durch
Fluggesellschaften bei Catering Betreibern durch ein stärkeres Target Costing
abgelöst werden würde. Durch stärkere Formulierung von Zielkosten im Sinne des
Target Costings könnten nach Ansicht des Experten administrative Aufwände
deutlich reduziert werden. Ständige Kostenanalysen zur Steigerung des
Preiswettbewerbs könnten durch Pflichtenhefte mit Zielkosten für Caterer abgelöst
werden und eine weitere Beschleunigung und Verschlankung der Prozesse erreicht
werden. Bisher ist aber nicht zu erkennen, dass diese Vorschläge zu einem Trend
und somit Realität werden.
5.2.2.5 Effizienzsteigerung – Energiebedarf reduzie ren und Umweltschutz
Das Thema „Senkung des Energiebedarfs“ wurde von mehreren Befragten unter
verschiedenen Gesichtspunkten als bedeutend genannt. Zusammengefasst werden
kann an dieser Stelle, dass diverse Möglichkeiten genutzt werden, um den
Energieverbrauch zu senken, wenn dies wirtschaftlich ist und keine zu großen
funktionalen Einschränkungen darstellt. Im Folgenden werden einige benannte
Anwendungsfälle für die Reduzierung des Energiebedarfs wiedergegeben. Häufig
wurde mit dem Thema „Energieeinsparung“ auch das Thema „Umweltschutz“ im
Allgemeinen benannt:
� Multi-Purpose-Reinigungsanlagen: Durch Einsatz neuer multifunktionaler Anlagen
können bei Minderauslastung einzelne Linien außer Betrieb genommen werden
und somit die Betriebskosten u. a. für Energie und Betriebsmittel in
größtmöglichem Umfang variabel reduziert werden.
� EHB-Ausschleusung nicht erforderlicher Fahrzeuge: Durch Steuerungs- und
Anlagenkonzepte, die darauf ausgelegt sind, EHB-Fahrzeuge bei nicht
erforderlicher Nutzung auszuschleusen, werden Leerfahrten vermieden und somit
der Energiebedarf sowie die Betriebsstundenzahl der Fahrzeuge reduziert.
� Nutzung von Wind- und Solarenergie: Durch Einsatz von Wind- und
Solarkraftanlagen erfolgt bzw. ist geplant, den externen Bezug elektrischen
Stroms zu minimieren. Befragte Betreiber berichteten von bereits heute

Experteninterviews – Methodik und Ergebnisse
150
bestehenden Anlagen bzw. laufenden Investitionsanträgen für derartige Anlagen,
deren Umsetzung jedoch durch die Wirtschaftskrise und die damit verbundenen
erforderlichen Liquiditätssteigerungsmaßnahmen zunächst zurückgestellt wurden.
� Einweggebinde vs. Mehrweggebinde: Studien u. a. von British Airways haben
gezeigt, dass der Einsatz von Einweggebinden bzw. Einweggeschirr
wirtschaftlich, ökologisch und für den operativen Prozess von Vorteil ist. Aufgrund
der Kundenassoziation, dass Einwegartikel immer ökologisch schlecht und von
geringerer Qualität seien, wurde die Bemühung gestoppt, dieses im Economy-
Bereich flächendeckend umzusetzen. Schweres und somit ökologisch
nachteiliges Porzellan wird vom Kunden als gut und hochwertig angesehen und
wird deshalb im First- und teilweise Business-Bereich eingesetzt.
Aufgrund des Kostendrucks durch die Fluggesellschaften sind Airline Caterer
gezwungen, ihre Kosten weiter zu reduzieren. Energieeinsparungen sind hierfür ein
wichtiger Ansatzpunkt.
Betrachtet man die wirtschaftliche Gesamtsituation der Wertschöpfungskette rund um
das Catering, so verdeutlicht dieses das schwierige Marktumfeld. Von einem
Interviewpartner wurde die in 2009 und teilweise auch schon in 2008 geltende
Situation als unausgewogen und instabil bezeichnet. Große Caterer inkl. der
Marktführer und auch Airlines erzielen nur minimale Umsatzrenditen oder
erwirtschaften sogar negative Unternehmensergebnisse. Im Kontrast dazu erreichen
einige wenige Caterer noch Gewinne. Nach Angaben des Experten im Februar 2009
werden bei diesen erfolgreichen Caterern Umsatzrenditen von 12 –14 % erreicht.
Einige Lebensmittellieferanten von Caterern wie die Abfüllindustrie hingegen erzielen
flächendeckend sehr hohe Umsatzrenditen (Bsp. 17 % wurde genannt). Die
Unausgewogenheit in der Wertschöpfungskette wird deutlich. Berücksichtigt man
dann noch die erforderliche massive Geschäftsausweitung in den
Wachstumsregionen wie China oder den zunehmenden Wettbewerb in bisherigen
Monopolregionen, wie etwa Indien, so lässt sich zusammenfassen, dass ein
schwieriges Marktumfeld vorliegt, insb. für die global agierenden Marktführer. Der
Kostendruck für Airlines selbst wird an Caterer direkt weitergegeben, was Flexibilität
bei den Caterern und die intensive Nutzung sich bietender
Rationalisierungspotenziale erforderlich macht. Nur noch in sehr wenigen Fällen
existieren als Cost Center arbeitende Airline Caterer, die sich in einer komfortablen
Ausgangssituation befinden und nur geringen Druck zur Optimierung verspüren, was

Experteninterviews – Methodik und Ergebnisse
151
aber wiederum durch einen Betreiber als ebenfalls nicht förderlich, weil sehr
hemmend, benannt wurde.
5.2.2.6 Reaktionsfähigkeit auf Änderungen von Kunde naufträgen und
temporäre Schwankungen
Caterern wird eine hohe Reaktionsfähigkeit abgefordert. Änderungen an der
genauen Spezifikation einer Bestellung variieren in der Menge bis ca. 30 min. vor
Abflug. Teilweise versuchen Caterer die Änderungshäufigkeit durch zeitabhängige
Aufpreise zu reduzieren. Das Vorkommen von Änderungen ist u. a. wetterabhängig
und äußert sich in Flugstreichungen und auch Zusatzflügen. Im Falle von
Zusatzflügen gelten teilweise eingeschränkte Anforderungen an die Spezifikation,
jedoch ist das Branding, d. h. die Auslieferung der Ware in der Airline spezifischen
Aufmachung, ein unumgängliches Muss. Andererseits dürfen Flüge nur stattfinden,
wenn eine entsprechende Versorgung mit Catering Artikeln erfolgt ist.
Heute wird dieser Reaktionsfähigkeit nachgekommen, indem die reguläre Produktion
einen Sicherheitszuschlag berücksichtigt. D. h., es wird ein gewisser Prozentsatz von
zusätzlichen Essen mit produziert, um mögliche Ad-hoc-Lieferungen kompensieren
zu können. Hier wird eine eventuelle Änderung dahingehend gesehen, dass anstelle
dieser Überproduktion auf schnell zusammenstellbare Menüs umgestellt wird, um die
Ad-hoc-Bedarfe abzudecken.
Wesentliche Zielsetzung der Fluggesellschaften ist es, die Turn-Around-Zeit am
Boden soweit wie möglich zu minimieren. Als Werte gelten für den Short-Haul
Bereich ca. 30 – 35 min. und im Long-Haul Bereich aufgrund der umfangreicheren
Be- und Entlademaßnahmen sowie Prüfungen und Reinigungen Zeiten von 90 – 120
min. Der sog. Ramp-Agent verteilt im Falle einer durch das Catering verursachten
Verzögerung eine Kennziffer Nr. 31 in der Statistik. Wird der Zielwert von
durchschnittlich <5 % bei Catering-bedingten Verzögerungen nicht erreicht, kommt
es zu Pönaleforderungen oder auch Auftragsrückzug nach Schilderung eines als
Betreiber tätigem Experten.
Neben dieser kurzfristigen operativen Reaktionsfähigkeit ist auch eine mittelfristige
Reaktionsfähigkeit gefordert, wie sie z. B. nach Insolvenzen erforderlich ist. Weitere
Beispiele bzw. Ursachen für geforderte Reaktionsfähigkeit sind die temporäre
Einstellung von Flugverbindungen, wie es im Beispiel von Delta Airlines aus den
USA nach Wien für einen Zeitraum von ½ bis 1 Jahr passiert ist. Hier war der Caterer

Experteninterviews – Methodik und Ergebnisse
152
gefordert, ohne Kompensationszahlungen den kurzfristigen Auftragsrückgang zu
bewältigen. Mit Bezug auf dieses Beispiel ist allgemein zu sagen, dass durch 9/11
Rückgänge von 40 – 50 % im Short-Haul Bereich ab Deutschland zu verzeichnen
waren und noch deutlich höhere Rückgänge für Caterer bei Flügen in die USA, was
ebenfalls eine sehr große Reaktionsfähigkeit der Caterer erforderte.
Weitere Beispiele sind die Zusammenschlüsse von Airlines, wie es im Fall von
Alitalia und Air France 2008/2009 erfolgt ist. Nach entsprechenden
Zusammenschlüssen werden bisher getrennte Aufträge i. d. R. bei Caterern
zusammengefasst, wodurch sich kurzfristige Volumensteigerungen bzw. -senkungen
ergeben.
Getrieben werden die zuvor dargestellten Zusammenschlüsse im Wesentlichen von
der wirtschaftlich negativen Gesamtsituation vieler Airlines. Zwar gab es in der
Vergangenheit ein Wachstum der Fluggastzahlen um rund 3 % p. a., jedoch sind
diese insb. im wenig margenträchtigen Low-Cost Geschäft zu verzeichnen. So ist es
auch nicht verwunderlich, dass Caterer diese 3 % Wachstum p.a. nicht vorweisen
können. Das Problem der gesamten Industrie liegt derzeit in einer gebrochenen
Value Chain. Auf der Stufe der Airlines werden keine positiven Ergebnisse erzielt. So
hat bspw. die amerikanische United Airlines einen Verlust von rund 5 Mrd. US$ in
2008/2009 erreicht. Diese negative Situation wird auch an den Plänen von United
Airlines und Continental Airlines aus dem Mai 2010 deutlich, in denen ein
Zusammenschluss geplant wurde. Positive Geschäftsergebnisse der
Fluggesellschaften sind aber eine Voraussetzung für eine insgesamt positive
Wertschöpfungskette, in der sich auch Airline Catering Betriebe befinden. Es wurde
das Fazit gezogen, dass Caterer somit sehr flexibel sein müssen, um die
angestoßenen Veränderungen begleiten zu können.
Über den Wochenverlauf betrachtet gilt für viele Betriebe, dass erhebliche
Lastschwankungen neben der Tageszeit auch abhängig vom Wochentag auftreten.
In der Woche liegen Hochlastphasen vor, während an den Wochenenden
Schwachlastphasen bestehen. Die Anlagenkapazitäten sind selbstverständlich
anhand der Lastspitzen dimensioniert, also den Werktagen. Eine Glättung der
Spitzen ist im Catering nur sehr geringfügig möglich.

Experteninterviews – Methodik und Ergebnisse
153
5.2.2.7 Know-how und Ausbildungshintergrund des Per sonals
Im Gegensatz zu den zuvor dargestellten Effizienzsteigerungsmaßnahmen in
Catering-Betrieben sind aber auch vielfach leistungsbegrenzende Aspekte zu
verzeichnen. Das in den Betrieben vorzufindende Personal verfügt größtenteils nur
über einen schwachen Ausbildungshintergrund. Mit Ausnahme der Führungsebene
und einzelnen Spezialisten kommen vielfach nur angelernte Kräfte zum Einsatz. Der
Anteil der Führungskräfte und des administrativen Bereichs (Overhead-Funktionen)
wurde mit 30 % beziffert und der Anteil der angelernten, operativen Kräfte mit rund
70 %.
Neben der Fehlbedienung von Anlagen, wie etwa der Einstellung von falschen
Anlagenparametern, ist auch eine hohe Fluktuation zu verzeichnen, die gegen den
Aufbau kompetenten Personals spricht. Weitere Beispiele aus Gesprächen sind
falsche Nutzungen von Ausstattungen. So wurde z. B. die Nichtnutzung einer
Materialflusstechnik nach einer Spülanlage genannt, die als Unterstützung dienen
sollte, aber manuell aufgrund fehlenden Know-hows umgangen wird.
Das Wartungspersonal insb. in kleineren Catering Betrieben wurde verglichen mit
dem Industriedurchschnitt als zu schwach ausgebildet beschrieben. Große Catering
Betriebe stehen hierzu im Gegensatz. In großen Betrieben mit teilweise
automatisierten Systemen ist i. d. R. gut ausgebildetes Wartungspersonal
vorzufinden, äußerten mehrere Anlagenhersteller.
Für die Ausbildung der operativen Kräfte wurde durch einen Betreiber geschildert,
dass lediglich 3 – 5 Tage zur Ausbildung erforderlich sind, um z. B. anhand der
verwendeten visualisierten Packmuster operativ tätig zu werden. Mit Bezug auf die in
Deutschland ansässigen Betriebe wurde das Personalkonzept erläutert, das auf
Jahresverträgen und zur Abdeckung von Spitzenlasten sog. 400 €-Kräften sowie
Stundenaushilfskräften basiert. Es werden keine Zeitarbeitskräfte eingesetzt und
dennoch eine hohe Flexibilität beim Personal erreicht. Arbeitsplätze im operativen
Bereich des Caterings gelten häufig als nicht attraktiv, was ebenfalls die Fluktuation
bedingt.
Neben dieser kritischen Beurteilung der Personalfluktuation ist aber auch positiv
dabei zu beurteilen, dass kurze Einarbeitungszeiten und geringe
Betriebszugehörigkeitsdauern Grundvoraussetzungen für einen möglichst flexiblen
Personaleinsatz darstellen. Bei Bedarfsschwankungen kann somit grundsätzlich

Experteninterviews – Methodik und Ergebnisse
154
schnell neues Personal aufgebaut werden, dessen Fähigkeiten aber i. d. R. begrenzt
sind.
5.2.2.8 Anlagenauslegung/Anlagenkonzepte
Von Anlagenlieferanten wurde geschildert, dass je nach Auslegung des Objektes,
unterschiedliche Anlagenkonzepte angewendet werden. Handelt es sich um Betriebe
mit einer heterogenen Kundenstruktur, also verschiedenen Airlines und einer
Produktionsleistung, die nicht deutlich über 20.000 Mahlzeiten pro Tag liegt, so
kommen möglichst flexible, breitbandige Anlagen zum Einsatz. Deutlich wird dies
insbesondere bei der Spültechnik. Mit dem Einsatz sog. Multi-Purpose Anlagen
können verschiedene verunreinigte Artikel unterschiedlicher Airlines gereinigt
werden. Im Gegensatz dazu stehen hochspezialisierte Anlagenlinien, die nach
Produktgruppen wie Porzellan, Besteck, Glas etc. unterscheiden. Weitere
Spezialisierungen oder Segmentierungen des Sortiments sind auch nach der
Flugklasse vorzufinden, so dass in Economy-, Business- und First-Class
unterschieden wird. Vorteile des in der Branche als „Dedicated Lines“ bezeichneten
Konzepts im Vergleich zum „Multi Purpose“ Konzept sind bessere
Reinigungsergebnisse und die Möglichkeit zur effizienteren Prozesstechnik, bei der
in Anwendungen mit teurem, hochqualitativem demineralisiertem Wasser und
Anwendungen mit günstigem Standardbrauchwasser unterschieden wird.
Insbesondere bei kleineren Objekten ist ein starker Trend zu den flexiblen Multi-
Purpose Anlagen zu verzeichnen, die einen variablen Einsatz je nach Bedarf und
anfallendem Spülgut zulassen. Erst durch entsprechende variable Konzepte kann
vermieden werden, dass trotz Minderauslastung sämtliche Linien aufgrund der hohen
Spezialisierung weiterbetrieben werden müssen,. Durch verhältnismäßig kurze
Rüstzeiten von nur 15 Minuten wird die operative Anlagennutzungszeit nicht
wesentlich gesenkt.
Der hier am Beispiel der Spültechnik veranschaulichte Flexibilitätsgedanke kann laut
Auskunft der Experten verallgemeinert werden und gilt in gleicher Weise für andere
Anwendungsbereiche in Airline Catering Betrieben.
Hinsichtlich der Automatisierung von Prozessen sind unterschiedliche Tendenzen zu
erkennen. In sehr großen Betrieben, die im Idealfall auch einem Konzern einer
Fluggesellschaft angehören, ist weiterhin ein steigender Trend zur Automatisierung
zu verzeichnen. Bei kleineren Betrieben mit heterogener Kundenstruktur und einer
gewissen Unsicherheit, was zukünftige Vertragsvolumina angeht, besteht teilweise

Experteninterviews – Methodik und Ergebnisse
155
auch ein Trend zur Reduzierung der Automation. Deutlich wird dies z. B. anhand der
Abfallentsorgungstechnik. Hier kommen in automatisierten Betrieben
Vakuumabsaugtechniken zum Einsatz. Insbesondere bei kleineren und auch in
Niedriglohnländern gelegenen Betrieben ist nach Auskunft von befragten Experten
wieder vermehrt der Einsatz von Sammelbehältern anstelle von
Unterdruckrohrsystemen zu verzeichnen. Ursachen hierfür sind laut Informationen
von Anlagenlieferanten neben den erforderlichen Investitionen auch in den Betriebs-
und Wartungskosten zu sehen.
5.2.2.9 Betreibermodelle
Die Befragung der Experten ergab, dass Betreibermodelle für einzelne Anlagenteile
im Airline Catering bisher nicht geläufig sind. Verglichen wurde etwa mit Modellen,
wie sie aus der Automobilindustrie z. B. für Lackieranlagen bekannt sind. Ein
Anlagenlieferant aus dem Bereich der Reinigungstechnik berichtete auf Nachfrage,
dass in den letzten drei Jahren lediglich einmal ein solches Modell angefragt wurde.
Aus strategischen Gründen hat sich der Hersteller gegen das Angebot von
herstellerbetriebenen Anlagen entschieden. Da aber auch keine signifikante
Nachfrage hiernach besteht, wird seitens der Hersteller kein akuter oder mittelfristiger
Handlungsbedarf gesehen, Betreibermodelle anzubieten.
Ein Experte aus einem Catering Betrieb brachte Betreibermodelle als möglichen
Ansatz, um die Effizienz in leistungsschwachen Produktionssegmenten zu steigern.
Er schlug vor, gewisse Produktionsbereiche an externe Dienstleister zu vergeben,
um hierüber eine Steigerung der Wirtschaftlichkeit zu erreichen.
Von einem Lieferanten aus dem Materialflusstechnikhersteller-Bereich und EHB-
Lieferanten wird erwartet, dass auch im Catering in den nächsten drei Jahren
zunehmend der Wunsch nach Betreibermodellen kommen wird. Verglichen mit
anderen Industriezweigen, wie etwa der Getränkeindustrie, wo solche Modelle
bereits existieren, wird auch im Catering eine Einführung erfolgen. Dabei werden die
Anlagen durch den Hersteller errichtet, finanziert und betrieben. Der Kunde würde
nicht mehr eine EHB-Anlage erwerben, sondern die erforderlichen
Transportleistungen kontinuierlich beziehen und hierfür ein Leistungsentgelt
entrichten.

Experteninterviews – Methodik und Ergebnisse
156
5.2.2.10 Ausweitung des Kundenportfolios
Es wurde von mehreren Experten bemängelt, dass Caterer bisher zu selten Kunden
außerhalb der Fluggesellschaften akquirieren. In Gesprächen sowie auch in einem
Vortrag im Rahmen des ITCA-Kongress im Februar 2009 wurde dargestellt, dass
Caterer zur Portfolioausweitung z. B. auch Krankenhäuser, Schulen und andere
Verbraucher versorgen könnten. Hierunter fallen auch Betriebe im Flughafenumfeld
wie Hotels oder Imbisse und Restaurants an den Flughäfen.
In einem Interview wurde seitens eines Interviewpartners berichtet, dass der von ihm
geleitete Caterer bereits der größte Krankenhausversorger in Thailand sei.
Die Ausführungen und das praktische Beispiel zeigen Veränderungspotenziale in
Catering Betrieben, die aber auch Veränderungen in Prozessen mit sich bringen
würden und somit Flexibilität und Wandelbarkeit erforderlich bzw. sehr hilfreich
machen würden.
5.2.2.11 Ladungsträger
Bei den Ladungsträgern wurde von allen Experten einheitlich die Meinung vertreten,
dass eine Veränderung der heutigen Trolley-Formate nicht zu erwarten sei. Dieser
durchgängig verbreitete Standard sei bei allen Airlines im Einsatz. Eine Änderung auf
ein anderes Format wäre mit immensen Investitionen verbunden, sowohl im Bereich
der Catering Betriebe als auch in den Flugzeugen und den darin befindlichen Galleys
(Flugzeugküchen und Lagerbereiche) selbst. Heute sind folgende Formate in
Verwendung: KSSU (ursprünglich USA) und ATLAS (ursprünglich Europa). Wobei
das KSSU-Format nur noch punktuell eingesetzt wird. ATLAS ist das dominierende
und mit Abstand am weitesten verbreitete Format. Darüber hinaus besteht eine
Unterscheidung in Half-Size und Full-Size Trolleys mit halber bzw. ganzer Größe
bezogen auf das Grundformat (vgl. auch Abbildung 4-7).
Bestätigt wird diese Prognose durch die Tatsache, dass mit der Einführung des
Airbus A380 im Jahre 2008/2009 kein neuer Standard etabliert wurde, sondern auch
hier wieder die bekannten Trolley-Formate zum Einsatz kommen.
Eine bisher noch nicht in die Praxis umgesetzte Änderung ist die Verwendung von
RFID für Trolleys. Durch die Übernahme der Catering Aktivitäten von British Airways
am Flughafen London Heathrow durch das Konsortium aus DHL und Northern Foods
tritt ein neuer Akteur in den Catering Markt ein, der über ein anderes logistisches
Prozess-Know-how als traditionelle Caterer verfügt. DHL setzt auch in anderen

Experteninterviews – Methodik und Ergebnisse
157
Geschäftsfeldern RFID ein. Im Airline Catering wurde dieses bisher nur in Studien
analysiert und Konzepte vorgestellt. Insofern erhalten Ladungsträger aus
Steuerungssicht hiermit eine neue zusätzliche Funktionalität. Wenn Flugzeuge bzw.
die transportierenden Fahrzeuge/Fahrer sowie die Verarbeitungsbetriebe an den
Empfangsflughäfen mit entsprechenden Lesevorrichtungen ausgestattet sind und
diese Daten auch ausgetauscht werden, wird ein Tracking&Tracing möglich oder es
kann zumindest eine Informationshistorie dem Trolley mitgegeben werden und steht
beim Empfänger zum Auslesen bereit sowie weitere relevante Daten. Kritisch wurde
angemerkt, dass bei dem geplanten Konzept bisher keine Dokumentation des
Trolley-Inhalts direkt am Trolley mittels RFID geplant ist.
Die im Trolley befindlichen Ladungsträger oder auch Tabletts und sonstiges
Equipment zum Transport und der Darreichung von Speisen oder sonstigen Artikeln
variieren regelmäßig. Maximale Produktlebenszyklen wurden mit einem halben Jahr
für ein Menü beschrieben und „maximal 18 Monaten für eine Schale, bevor ein
Redesign des Equipments“ erfolgt. Da dies aber praktisch keine Auswirkung auf die
EHB hat, soll an dieser Stelle hierauf nicht näher eingegangen werden.
Eine wichtige zu erwartende Veränderung im Bereich der Trolleys ist das eingesetzte
Material. Unter das branchenübergreifende und globale Ziel der Gewichtseinsparung
mobiler Objekte, wie es auch z. B. für PKW und Nutzfahrzeuge gilt, fällt die
Aufgabenstellung, das Eigengewicht der Trolleys zu reduzieren. Im Falle des
Flugverkehrs ist insbesondere die CO2-Reduzierung ein Thema. Heutige Trolleys
sind zwar bereits aus Leichtbaumaterialien gefertigt, es besteht aber noch weiteres
Optimierungspotenzial. Sie werden heute i. d. R. aus Alulaminat hergestellt, was im
Vergleich zur Fertigung aus PU-Schaum laut Expertendarstellung noch Potenziale
birgt. Carbon hingegen wurde zwar zu Studienzwecken verwendet, sollte aber
ansonsten im Ladungsträgerbereich, wenn überhaupt, eher für ULDs (Unit Loading
Devices = Standard Flugfracht Container/Palette) Verwendung finden, weil diese
höheren Belastungen ausgesetzt sind, die einen entsprechenden Materialpreis durch
Nutzung der technischen Materialeigenschaften rechtfertigen. Durch verändertes
Material für Trolleys ergeben sich keine geometrischen Veränderungen, aber ggf.
Veränderungen im internen Prozess des Catering Betriebes. So sind z. B. bei der
Reinigung andere Prozessanforderungen zu erwarten, die aus
Temperaturrestriktionen, Reinigungsmittelbedingungen oder auch Trocken- und

Experteninterviews – Methodik und Ergebnisse
158
Abkühlzeiten resultieren. Dies hätte wiederum Einfluss auf erforderliche
Pufferkapazitäten.
Von einem Experten, der die Catering Sparten führender europäischer Airlines
leitete, wurde das heute auf Basis von Trolleys arbeitende logistische Konzept als
überholt bezeichnet. Die Wahrscheinlichkeit einer Änderung wird aber im Gegenzug
auch als minimal bewertet. Nach seiner Ansicht wäre es erforderlich, eine deutliche
Effizienzsteigerung bei der Beladung zu erreichen. So wäre es sinnvoll, die gesamte
Produktausstattung der Galley in einem Block bzw. mehreren großen Blöcken
auszutauschen, so dass größere Einheiten in das Flugzeug gebracht werden und die
Beladezeit abnimmt, was insbesondere bei Großflugzeugen bedeutsam wäre. Die
heutigen Beladezeiten liegen bei 30 – 35 Minuten im Bereich der Kurzstreckenflüge
und 90 – 120 Minuten bei Langstreckenflügen (siehe auch 4.3). Wichtiges Ziel ist die
Reduzierung der Standzeiten am Boden, die wesentlich durch das Beladen
beeinflusst werden, um damit die mögliche operative Flugzeit zu maximieren und die
Effizienz der Flugzeugflotten zu steigern.
Da dieser Evolutionsschritt mit der Einführung des A380 nicht erreicht wurde, ist
auch mit Einführung der Boeing 777-Dreamliner hierauf nicht zu hoffen. Beide
Produkteinführungen sind für einen Zeitraum von vielen Jahren die voraussichtlich
umfangreichsten Flugzeugneueinführungen. Somit ist auf absehbare Zeit auch kein
entsprechender Entwicklungsschritt zu erwarten, der eine grundlegende Änderung
der Ladungsträgergeometrie mit sich bringen würde.
5.2.2.12 Service Level
Die Bedeutung der permanenten Verfügbarkeit der Anlagen und somit die
erforderliche Reaktionszeit bei Anlagenausfall wurde als sehr hoch bewertet. Der
Trend bei der Reaktionszeit auf Anlagenstörungen wurde als eindeutig sinkend
beschrieben, d. h., es liegen steigende Anforderungen an die Reaktionszeit vor. Von
einem Anlagenlieferanten aus dem Bereich der Reinigungstechnik wurde benannt,
dass die durchschnittliche Anforderung bei einer Vor-Ort-Zeit von weniger als acht
Stunden liege. Von einem zugehörigen Wettbewerber wurde geäußert, dass
innerhalb von zwei Stunden über zu treffende Maßnahmen durch den Hersteller
Auskunft gegeben werden müsse.
I. d. R. kommt es zum Komponentenausfall. Ein Ausfall des Gesamtsystems tritt
äußerst selten auf. Fernwartung wird als optionaler Service angeboten, jedoch nur

Experteninterviews – Methodik und Ergebnisse
159
sehr selten von Kunden erworben. Seitens einiger Hersteller wird vermutet, dass
Betreiber bewusst eine Verschleierung ihrer Prozessparameter anstreben und
Transparenz vermeiden. Auf Falschbedienung und schlecht ausgebildetes Personal
seien einige Ausfälle zurückzuführen, die aber so durch das Instandhaltungspersonal
des Herstellers nur schlecht nachvollzogen werden können und damit die
Kostenübernahme unklar werde.
Aus dem Bereich der EHB-Hersteller kam die Information, dass die Tendenz zu einer
Anlagenverfügbarkeit von ≥99 % gehe. Um diese zu erreichen, im Falle einer Anlage
bspw. im Mittleren Osten, ist es nicht möglich, einen Service von Deutschland aus zu
betreiben. Insofern geht aus reinen Gründen der erforderlichen Flugzeit der Trend zu
Technikern vor Ort, um die gestiegenen und weiter steigenden Forderungen der
Anlagenbetreiber erfüllen zu können.
5.2.2.13 Architektur Steuerungssysteme
Im Bereich untergeordneter Prozesstechnik, wie etwa Reinigungsanlagen, ist heute i.
d. R. keine durchgängige Steuerungsarchitektur vorzufinden. D. h., derzeit wird noch
nicht über mehrere Ebenen hinweg mit einem übergeordneten MES (Manufacturing
Execution System) gearbeitet. Anlagen, wie etwa Reinigungsanlagen, sind nicht an
eine übergeordnete Ebene angebunden. Die Visualisierung hingegen erfolgt
bereichsübergreifend. So werden etwa vom Reinigungsanlagenhersteller Meiko
Systeme zur Visualisierung oder auch des Anlagenmonitorings per LAN oder auch
GPRS angeboten. Dort erwartet man nicht, dass in der näheren Zukunft eine
uniforme Schnittstelle definiert wird, die als Standard für die verschiedenen
Systemlieferanten in Airline Catering Betrieben Anwendung findet und über
unterschiedlichste Systeme hinweg gelten würde. Die mechanischen,
materialflusstechnischen Schnittstellen, z. B. im Bereich der Trolley-Waschanlage,
sind bereits heute je nach Kundenanforderung als vollautomatische oder auch
teilautomatische/manuelle Schnittstelle verfügbar und bereits realisiert worden.
Von einem Experten der Eisenmann Anlagenbau GmbH & Co. KG, einem führenden
EHB-Hersteller u. a. im Catering Bereich, wurde der Aufbau der Steuerung so
beschrieben, dass es sich i. d. R. um eine zentrale, hierarchische
Steuerungsarchitektur handelt. Ein Lagerverwaltungssystem (LVS) oder ein
vergleichbares System erzeugt Transportbedarfe, diese werden an einen
Materialflussrechner (MFR) übergeben. Beide Systeme stellen die zentrale Instanz
dar. Der MFR erzeugt Transportaufträge, die wiederum an die darunter liegenden
Experteninterviews – Methodik und Ergebnisse
160
sogenannten stationären Segmentcontroller weitergegeben werden. Diese fungieren
als eine Art Mittlerebene und stehen in Kommunikation mit der darunter befindlichen
SPS-Ebene. Eine SPS befindet sich in einem Fahrwerk und steuert dort alle
Funktionen. Sie steuert auch die Weichen an, um eine Weichenstellung
vorzunehmen.
Ansätze zur dezentralen Steuerung beschränken sich bisher auf z. B. eine sehr
große Anlage in den Niederlanden, bei der rund 1.300 Fahrzeuge untereinander
selbst kommunizieren. Die Kommunikation dient allerdings nur der Zugbildung und
der Kommunikation mit Weichen. Im Vergleich zu traditionellen, vollständig zentral
aufgebauten Steuerungskonzepten erweist sich z. B. eine Änderung im Streckennetz
als nur aufwendig umsetzbar, weil eine komplexe Downloadfunktion benötigt wird.
Der im beschriebenen Fall gewählte Ansatz für die Steuerungsarchitektur ist in der
äußerst hohen Durchsatzleistung begründet, was wiederum extrem niedrige
Fahrzeugabstände nötig machte und somit eine Kommunikation untereinander. Im
Falle zentraler Steuerungen stellt sich die Software- und Steuerungswartung aus
Sicht des befragten Experten einfacher dar.
5.2.3 Erfahrungen mit dem Wandel von Anlagen bzw. v eränderten
Anforderungen
Im Folgenden werden bestehende Erfahrungen von befragten Experten dargelegt.
5.2.3.1 Layoutflexibilität
Die Überlegungen zu in der Aufstellposition veränderlichen Senkrechtförderern für
EHB wurden durch einen Experten aus dem Bereich Planung und Anlagenbau
skeptisch beurteilt bzw. auf Einschränkungen hingewiesen. Bei bestehenden
Objekten und vergleichbaren Maßnahmen wurde man in der Vergangenheit insb. mit
Restriktionen durch Böden und Fundamente konfrontiert. Diese Probleme liegen
nicht bei Objekten vor, die mit Böden versehen sind, die dem Standard deutscher
Industrieböden entsprechen, sondern vielmehr bei Objekten, die mit sehr leichten
Böden versehen sind, wie es in anderen Regionen der Erde vorkommt. Als durchaus
geeignete Bodenausführungen sind die Beispiele der LSG in Frankfurt oder auch
Emirates in Dubai genannt worden. Dort wären bereits heute die grundsätzlichen
Voraussetzungen hinsichtlich der Tragfähigkeit gegeben, die von den interviewten
Personen überschlägig auf 4 t pro Heber geschätzt wurde, auf Basis eines
Doppelhebers, der mit 2,4 t Ladegut, Gehänge und Hebewerk selbst angesetzt

Experteninterviews – Methodik und Ergebnisse
161
wurde. Bei dem Beispiel des Catering Betriebes von Emirates Abela in Dubai wären
besonders gute Voraussetzungen gegeben, weil die Heber dort im Stahlbau
aufgehängt sind.
Maximale Layoutflexibilität mit einer reinen EHB, ohne Kombination mit einem
Portalkran, kann nach Einschätzung eines EHB-Herstellers nur über Hubgehänge
und modifizierte Steuerungstechnologien erreicht werden. Zwar können bereits heute
existierende stationäre Auf- und Abgabestationen innerhalb von einer halben Stunde
deaktiviert werden, jedoch diese zu versetzen und somit vollständige
Layoutflexibilität zu erreichen, ist sehr aufwendig. Hubgehänge sind aufgrund der
Kosten von rund 13.000 € im Vergleich zu 8.000 € bei herkömmlichen Gehängen
teuer in der Anschaffung und darüber hinaus nur bedingt geeignet für das Catering,
wenn man etwa an das Einfahren des Gehänges in die Trolley-Waschanlagen denkt.
Weiterhin steigt der Steuerungs- und Programmieraufwand bei herkömmlichen heute
eingesetzten Steuerungskonzepten.
5.2.3.2 Bewertung der Konstruktionsalternativen für EHB-Aufhängungen
Bei früheren Umbauten von Streckenführungen hat sich gezeigt, dass Rohrhülsen
gegenüber Halfenschienen als vorteilhaft für EHB-Aufhängungen zu bewerten sind.
Halfenschienen beinhalten das Risiko, dass diese herausbrechen können. Ein
solches Herausbrechen ist dadurch begünstigt, dass Halfenschienen im Falle der
Verwendung für EHB-Aufhängung eigentlich falsch belastet werden. Ursprünglich
wurden Halfenschienen für die Aufhängung von Power&Free-Technik im
Materialflusstechnikbereich geschaffen und genutzt, wo andere Belastungen als bei
EHB in Verbindung mit C1-Profilen vorliegen.
Erfahrungen wurden mit dem nachträglichen Bohren von Löchern für Rohrhülsen
gesammelt, was grundsätzlich möglich ist, jedoch zwangsläufig Schmutz und Staub
verursacht. Aufgrund ihrer Einfachheit kam von interviewten Personen der Einwand,
dass Rohrhülsen bereits im Vorfeld vorgesehen werden könnten. Dieses würde z. B.
auch bei Sporthallen in der Deckenkonstruktion bereits heute häufig gemacht
werden, weil auch hier viele abgehängte Elemente zum Einsatz kämen und somit
vorsorglich Flexibilität geschaffen wird.

Experteninterviews – Methodik und Ergebnisse
162
5.2.3.3 Veränderte Qualitäts-, Sicherheits- und son stige Anforderungen sowie
Recycling
Gesprächspartner berichteten von gesteigerten Anforderungen aus unterschiedlichen
Beweggründen. Aufgrund der Terrorismusbekämpfung wurden
Sicherheitsanforderungen für Caterer weiter gesteigert, wodurch z.B.
Prozessveränderungen durch Sicherheitsschleusen resultieren. So müssen seit dem
01.01.08 alle Personen, die Zugang zum Rollfeld haben, einem
Metalldetektionsverfahren und einer Sicherheitskontrolle unterzogen werden.
Ebenfalls benannt wurden in diesem Zusammenhang Prozessveränderungen bei
rücklaufenden Trolleys, die aus dem Flugzeug stammen und vor der eigentlichen
Reinigung entladen werden und der Inhalt sortiert wird. Hier hat durch
Recyclingansätze teilweise eine Prozessänderung stattgefunden. Allerdings gilt diese
nicht pauschal, weil in bestimmten Ländern zur Vermeidung von Epidemien
sämtliches rücklaufendes Verpackungsmaterial und Speisenreste aus bestimmten
Ursprungsländern vernichtet werden müssen, um Kontaminationen zu vermeiden.
Somit treten Änderungen im Bereich „Stripping“ (Trolley-Entladung) und den
nachfolgenden Stoffflüssen auf. Aufgrund der sehr hohen geometrischen Vielfalt sind
bisher keine automatisierten Lösungen für den Stripping-Bereich bekannt.
Im asiatischen Raum werden heute teilweise die Mischabfälle unsortiert sehr
profitabel weiterverkauft. Aber auch hier werden Veränderungen zu
Recyclingprozessen erwartet, ähnlich den heute in Europa vorzufindenden
Recyclingaktivitäten. So bestehen erste Ansätze bzw. Konzeptuntersuchungen zur
Umwandlung von Lebensmittelabfällen zu Düngeprodukten für organische
Reisfarmen, deren Produkte dann wiederum durch den Caterer selbst eingesetzt
werden.
Über gestiegene Recyclingaktivitäten wurde aber auch im Zusammenhang mit der
Wiedernutzung von Kopfhörern berichtet. Früher handelte es sich laut eines
Experten dabei um Wegwerfartikel, wohingegen diese heute aufbereitet werden. Im
speziellen Fall wurde dieser Prozessveränderung im Catering Betrieb damit
Rechnung getragen, dass die Tätigkeit an einen externen Dienstleister ausgelagert
wurde. So waren nur minimale Layoutveränderungen erforderlich.
Ebenfalls wurde über Änderungen berichtet, die gesteigerte Hygieneanforderungen
bedeuten. Mit Änderung der sogenannten „Medina-Guidelines“ wurden Thermolabels
in Erwägung gezogen zur Sicherstellung einer ausreichenden thermischen

Experteninterviews – Methodik und Ergebnisse
163
Desinfektion und deren Nachweis (Temperatur-Monitoring). Trolleys sind aber nicht
ausreichend thermisch belastbar, so dass die erforderlichen >71 °C nicht prozessiert
werden können. Insofern bleibt eine Verbesserung der alternativen chemischen
Desinfektion, die derzeit von der chemischen Industrie in Zusammenarbeit mit
Anlagenherstellern weiterentwickelt wird. Auch hieraus kann eine Veränderung in
den Produktions- und Logistikprozessen resultieren. Mit dem dann zum Einsatz
kommenden „Low-Temp-Verfahren“ (Niedrigtemperaturverfahren) können Trolleys
desinfiziert werden. Geschirr wäre für diesen Prozess nicht geeignet aufgrund des
damit einhergehenden Chlorgeruchs.
Von einem anderen Anlagenhersteller wurde ein Projektbeispiel aus 2005
beschrieben, bei dem in einem von KLM in Amsterdam betriebenen Objekt, das aus
den 1990er Jahren stammt, die bisherigen 12 Reinigungsanlagen durch sieben neue
Anlagen ersetzt wurden. Die Anlagenreduzierung ist neben der Umstellung auf ein
Multi-Purpose Konzept durch Reduzierung der Automatisierung erfolgt. D. h., auf den
neuen Anlagen erfolgt die Bestückung manuell, wohingegen zuvor eine automatische
Bestückung erfolgte. Der Umbau geschah stufenweise im laufenden Betrieb. Aus
diesem Erfahrungsbericht kann zusammengefasst werden, dass häufig eine
Aufrechterhaltung des laufenden Betriebes zwingend erforderlich ist.
Effizienzsteigerung bei hoher Flexibilität ist die Zielsetzung von Optimierungen und
Erneuerungen.
Allgemein wurde hinsichtlich des Umweltschutzes darauf hingewiesen, dass noch
rund 5 – 7 Jahre, Stand Anfang 2009, erforderlich seien, um wesentliche
Prozessverbesserungen mit dem Ziel „Umweltschutz“ zu erreichen. Eine Ausnahme
hierzu stellen Entwicklungsregionen wie Afrika dar, bei denen zunächst die
Umsetzung von Sicherheitskonzepten erste Priorität genießt. Nach Expertenmeinung
wären die Umweltschutzkonzepte heute schon deutlich weiter umgesetzt, wenn 2008
nicht die weltweite Wirtschaftskrise eingetreten wäre.
5.2.4 Wahrscheinlichkeit von Wandlungen
Die Wahrscheinlichkeit und Häufigkeit von Wandlungsprozessen ist laut einiger im
Rahmen der Befragung interviewter Experten schlichtweg nicht prognostizierbar.
Vielmehr wurde mehrfach die Aussage getroffen, dass Flexibilität ein Muss ist.
Von anderen Experten wurden gravierende Veränderungen im Airline Catering
Geschäft als ständig und zyklisch wiederkehrend beschrieben. Mit der Aussage

Experteninterviews – Methodik und Ergebnisse
164
„Every 5 years the whole thing changes – but nobody knows when and how“ wurde
eine grobe Abschätzung getroffen, dass spätestens nach fünf Jahren wesentliche
Veränderungen auftreten. Ebenfalls in diesem Zusammenhang getroffen wurde die
Aussage: „Do regular changes occur in the airline catering business – I completely
agree!“ Dabei wurde „Buy-on-board“, das optionale Erwerben von Catering
Leistungen auf dem Flug, als stärkste Veränderung genannt. Diese von Low-Budget-
Carriern wie Ryan Air und Easy Jet eingeführte Leistung ist inzwischen häufig
vorzufinden. Nach Ansicht einiger Experten ist es aber genauso wahrscheinlich, dass
in den nächsten fünf Jahren wieder eine Gesellschaft ein vollständig konträres
Catering Konzept einführen wird und andere Anbieter folgen werden.
Die zwingende Flexibilität wurde außerdem an Beispielen festgemacht, wie etwa
„wer hätte vor acht Monaten (Anm. des Autors: Mitte 2008) gedacht, dass uns in
Kürze eine weltweite Krise erreicht mit erheblichem Rückgang der Fluggastzahlen
und noch schwerwiegenderen Auswirkungen für die Airline Catering Industrie?“. Für
Fluggesellschaften ergeben sich geringere Fluggastzahlen, teilweise wurden
Flugverbindungen gestrichen oder sogar Flugzeuge vorübergehend stillgelegt. Für
Caterer bedeutete dieses einen kurzfristigen massiven Rückgang der verkauften
Mahlzeiten, keine Nutzung von Gebäudeteilen, freizusetzendes Personal und
entweder das Abstellen von Anlagen bzw. die ineffiziente Weiternutzung von nur
teilausgelasteten Anlagen. Im Endeffekt wurden Caterer noch stärker durch die Krise
getroffen als Fluggesellschaften, weil Catering Leistungen nicht proportional zu den
Fluggastzahlen sind, sondern die Verteilung zwischen den Flugklassen auch eine
Rolle spielt. Die Passagierzahlenrückgänge waren insb. im für Caterer wichtigen
Business-Klasse-Segment gravierend.
Die Vergangenheit hat nach Aussage mehrerer Experten regelmäßig gezeigt, dass
gravierende Umgestaltungen ein Re-Design der Objekte „über Nacht“ erforderlich
machen, um auf makro-ökonomische Einflüsse wie SARS, 9/11, den ersten und
zweiten Irakkrieg, die Finanzkrise in 2008/2009 oder auch die Vulkanaschewolke in
2010 über Europa zu reagieren.
Durch Planer von Airline Catering Betrieben wurden Beispiele aus der Projektpraxis
(Emirates Abela in Dubai, Etihad sowie Katar Airways) geschildert, bei denen die
Planungsprämissen davon ausgingen, dass aufgrund des Wachstums nach 5 – 7
Jahren eine Vollauslastung der Anlagenkapazität erreicht sei. Als Beispiele hierfür

Experteninterviews – Methodik und Ergebnisse
165
wurden insb. Objekte im arabischen Raum genannt, weil das dort prognostizierte und
teilweise bereits eingetretene Wachstum besonders ausgeprägt ist.
Aufgrund des genannten Wachstums wäre nach Einschätzung der Planer eine
Steigerung der Wirtschaftlichkeit durch wandelbare EHB-Konzepte möglich, indem
der Bau bereits in der ersten Baustufe vollständig realisiert wird, die
Anlageneinrichtung aber erst stufenweise umgesetzt wird. Somit müssten noch nicht
alle Strecken im ersten Schritt realisiert werden, sondern würden erst bei Bedarf
ergänzt werden. Wenn durch das betriebseigene Instandhaltungsteam eine
Ergänzung von Anlagenstrecken in einer Art „Baukastensystem“ erfolgen könnte, so
wäre dieses nach Einschätzung der Experten aus dem Planungsumfeld ein idealer
Zustand hinsichtlich der Erweiterungsfähigkeit und der Flexibilität dabei.
Von einem Materialflusstechnik-Lieferanten wurde ein Beispiel zitiert, bei dem es sich
um einen ostasiatischen Kunden handelt, der mehrfach pro Jahr
Erweiterungsmaßnahmen anfragt. Die Realisierung ist bisher allerdings nur im
kleineren Rahmen erfolgt und dann häufig auch durch den Betreiber selbst und nicht
durch den EHB-Hersteller. Deutlich wird der regelmäßige Bedarf nach Wandlungen,
die allerdings aufgrund der fehlenden Wandlungsfähigkeit der Anlage häufig wieder
fallen gelassen wurden.
5.2.4.1 Erweiterung von Anlagen – Beeinträchtigung bei Umbau und
Lieferdauer
Die Erweiterung von Anlagen wurde als sehr häufig auftretender Fall beschrieben. I.
d. R. werden Erweiterungsflächen im bestehenden Objekt gesucht, um dann dort
weitere Anlagen zu installieren. Aus Gesprächen mit Reinigungsanlagenherstellern
wurde deutlich, dass derartige Erweiterungen teilweise schwierig zu realisieren sind,
weil bestehende Anlagen meist nach dem Flow-Line Prinzip aufgebaut sind und der
Austausch gegen eine alternative Bandmaschine gewisse Probleme bei der
Layoutgestaltung aufwerfen würde. Die Installation einer solchen Anlage oder Linie
dauert ca. eine Woche. Hinzu kommen die baulichen Vorbereitungsmaßnahmen an
Böden, Wänden und auch der Medienverrohrung. Zielsetzung hierbei ist stets, den
laufenden Betrieb so wenig wie möglich zu beeinflussen, was aber nicht in Gänze
möglich ist. Entsprechende Abschottungsmaßnahmen gegen Stäube und sonstige
Verunreinigungen sind erforderlich, was wiederum die normalen Abläufe
beeinträchtigt. Von Materialflusstechnikherstellern wurde die Anlagenunterbrechung
bei Erweiterung mit i. d. R. weniger als 24 Stunden beziffert.

Experteninterviews – Methodik und Ergebnisse
166
Allgemein kann festgehalten werden, dass Ausstattungen von Catering Anlagen, wie
etwa Reinigungsanlagen, auf eine Nutzungsdauer von rund zehn Jahren ausgelegt
sind. Trotz häufig auftretender längerer Nutzung bis hin zu 20 Jahren, kommt es
irgendwann zur Ersatzinvestition, wobei dann neue Lösungen realisiert werden, die
teilweise auch veränderte Layoutanforderungen mit sich bringen. Umbauten an
Reinigungsanlagen innerhalb der vorgesehenen Nutzungsdauer treten
vergleichsweise selten auf. Als ein Beispiel aus dem Bereich der Reinigungsanlagen
wurde ein Umbau in Nürnberg genannt, bei dem eine zusätzliche Spüleinheit und
eine weitere Trockeneinheit in eine bestehende Anlage integriert wurde, um die
Kapazität zu erweitern.
Darüber hinaus treten häufig Erweiterungsinvestitionen auf. Diese sind vielfach durch
neue Aufträge von Fluggesellschaften getrieben, die nur eine kurze Vorlaufzeit bis
zum Leistungsstart des Caterers mit sich bringen. Es wird hierbei die Schnelllebigkeit
des Airline Catering Geschäfts deutlich. So bleibt entweder die Möglichkeit, die
bestehenden Anlagen im Rahmen einer Kompromisslösung anzupassen, oder aber
eine neue Anlage zu integrieren. Durch Reinigungsanlagenhersteller wurde von
Beispielen berichtet, in denen kundenindividuelle, auf die Anforderungen
konfigurierte Anlagen bereits acht Wochen nach Vertragsschluss installiert wurden,
was im Bereich des Anlagenbaus als sehr kurze Lieferdauer zu werten ist und die
erforderliche Flexibilität von Airline Caterern verdeutlicht.
Von einem Caterer wurde die hohe Wandlungswahrscheinlichkeit anhand mehrerer
erfolgter Ausbaumaßnahmen an bestehenden Kühlräumen beschrieben. Diese
Erweiterungen stellten sich stets schwierig dar, weil die Isolation im bestehenden
Betonboden nur schwer nachträglich realisierbar sei, wenn gleichzeitig ein
bodenebener Zugang erreicht werden soll. Für zukünftige Planungen würde dieses
anders realisiert werden, weil mit Erweiterungen zu rechnen sei. So könnte durch ein
Stufenkonzept, was Flächen vorsieht, die aber erst bei Bedarf realisiert werden, ein
wesentlich wirtschaftlicher und funktionaler Vorteil erreicht werden.
5.2.4.2 Wandlungswahrscheinlichkeiten für Auftragss truktur und
Mengengerüst
Für das Mengengerüst besteht eine sehr hohe Änderungswahrscheinlichkeit. So
wurden von mehreren Caterern Beispiele zitiert, die bei bisher 20 existierenden
Kunden drei bis fünf weitere Kunden für das Folgejahr prognostizierten oder auch in
einem anderen Fall ein Wachstum von rund 25 % in ca. drei Jahren. Im gleichen

Experteninterviews – Methodik und Ergebnisse
167
Zusammenhang wurde jedoch auch auf kurzfristige makroökonomische oder
Umwelteinflüsse hingewiesen, die ein abruptes Einbrechen der Bedarfe zur Folge
haben können oder die Entscheidung eines Kunden zum Wechsel, der mitunter
ebenfalls sehr kurzfristig wirksam werden kann.
Bei der Auftragsstruktur ergeben sich ebenfalls Veränderungen. So ist nicht
langfristig vorhersehbar, zu welcher Tageszeit mit Spitzenlasten zu rechnen ist.
Durch den Neugewinn oder den Verlust von Kunden mit bestimmten Destinationen
ergeben sich ganz bestimmte Abflugzeiten in Abhängigkeit von der Distanz und der
Fragestellung, ob es sich z. B. um den üblichen Früh- oder Spätflug handelt, der zu
einer bestimmten Tageszeit am Zielort ankommen soll.
5.2.5 Bewertung der heutigen Wandlungsfähigkeit von Catering Anlagen
Die heutige Flexibilität in Airline Catering Betrieben wird von Experten als
ausbaufähig bewertet. Kommt Materialflusstechnik und insb. EHB zum Einsatz, so
schränkt diese heute Veränderungen wie Layoutoptimierungen ein. Von einem
Experten wurde bspw. die in einem Münchner Betrieb befindliche EHB als
Beschränkung bei der Optimierung der Anlagenausstattung und des Layouts
benannt.
In hohem Maße manuell agierende Betriebe werden in kleineren
Veränderungsumfängen als flexibler eingestuft, soweit die Veränderungen nicht
bauliche Maßnahmen, d. h. das Versetzen von Wänden, das Schaffen von Gruben
etc. mit sich bringen. Mögliche Veränderungsbeispiele sind das Versetzen von
Arbeitsstationen, Pufferflächen etc.
Von einem anderen Experten aus dem Planungsbereich wurde die Flexibilität in
jüngst realisierten Projekten mit EHB als eher gering bewertet. Enthalten in allen
Planungen waren stets vordefinierte Veränderungsszenarien für die Zukunft, wie
etwa Wachstum in bestimmtem Umfang und auf Basis prognostizierten zeitlichen
Verlaufs. Die Verlegung von EHB-Strecken außerhalb der Wachstumsszenarien, d.
h. die Veränderung der Streckenführungen vor Realisierung der nächsten Baustufe,
ist nur in sehr begrenztem Rahmen möglich. Die hierfür erforderlichen baulichen
Maßnahmen im Vorfeld, wie etwa die Berücksichtigung zusätzlicher EHB-
Aufhängungen in der Statik, sind nicht erfolgt.
Ebenfalls geäußert wurde die Expertenmeinung, dass die Flexibilität heutiger
Betriebe in hohem Maße regional abhängig ist. So werden Objekte in den USA und

Experteninterviews – Methodik und Ergebnisse
168
Canada hinsichtlich ihrer Ausstattung und auch der Gebäudestruktur allgemein als
unflexibel und veraltet eingestuft. Europäische Betriebe werden unterschiedlich
bewertet. Bei den unflexiblen Betrieben sei die aufwendige, fixe Infrastruktur aber
auch insb. die organisatorische starre Struktur der wandlungshemmende Faktor.
Begünstigt wurde diese geringe Flexibilität durch über lange Phasen konstante
Strukturen in Europa. Die Catering Betriebe waren bis vor einigen Jahren nur wenig
gefordert, sich in ihrer Organisation anzupassen, was heute aber keinesfalls mehr
gegeben ist.
Asiatische Caterer werden als eher flexibel eingestuft. Jedoch rührt diese Flexibilität
weniger aus flexiblen Gebäudestrukturen und Anlagen als vielmehr daraus, dass
Personal meist relativ günstig ergänzt werden kann und so teilweise ineffiziente,
personalintensive Maßnahmen für Flexibilität sorgen. Außerdem ist ein Vorteil darin
zu sehen, dass entsprechende Turbulenzen im asiatischen Airline Catering Umfeld
nicht ungewöhnlich sind und man insofern damit umzugehen weiß.
5.2.5.1 Planung
Anhand eines erfolgten Planungsprojektes wurde die heute fehlende Wandelbarkeit
erläutert und auf die möglichen Vorteile bei Wandelbarkeit hingewiesen. So liegen z.
B. Vorteile vor, wenn der Kunde die Fahrstrecken zum Zeitpunkt der Planung noch
nicht im Detail bzw. vollständig kennt. Es wurde dazu durch den Interviewpartner ein
Beispiel zitiert, bei dem Abläufe gemeinsam von Kunde, Anlagenlieferant und Planer
definiert wurden und ein anderes, wo der Kunde nicht in der Lage war, zum Zeitpunkt
der Planung die eigentlich erforderlichen Plandaten zu benennen. Die Verwendung
einer Matrix mit Streckenpunkten (vgl. 6.2) bringt deutliche Vorteile, um die
Streckenwahl soweit wie möglich zu flexibilisieren. Im konkreten Beispiel des
Experten, einem Objekt auf der arabischen Halbinsel, besteht der Bedarf, von A nach
C zu fahren. Dies ist aber in der Ursprungsausführung nur über den Umweg und das
Zwischenziel B möglich. Der Fahrkurs A-B-C ist nicht die kürzeste und beste
Verbindung. Durch Änderung in einer Matrix wurde eine neue Streckenführung als
direkte Verbindung zwischen A und C möglich. Das hier in der Praxis realisierte
Beispiel veranschaulicht die Sinnhaftigkeit des unter 6.2 beschriebenen flexiblen
Steuerungskonzepts „Internet der Dinge“. Hierbei wäre die EHB-Anlage in
wandelbarer Ausführung sofort in der Lage gewesen, die im Beispiel nur über
Änderungsaufwände mögliche geänderte Streckenführung durch einfache
Parametervariation umzusetzen.
Experteninterviews – Methodik und Ergebnisse
169
Außerdem wurde aus existierenden Anlagen ein Beispiel erläutert, bei dem Bedarf
besteht, sogenannte veränderte Card Groups zu ergänzen. Diese Ergänzung oder
Änderung ist im heutigen Zustand nicht ohne Weiteres möglich und mit
beträchtlichem Aufwand verbunden. Bei den Card Groups handelt es sich um
Fahrstreckengruppen. So wird bspw. von der Card Group Meal Class Eco ein Weg
befahren, der mit folgenden Stationen bzw. Prozessen beschrieben werden kann:
Inbound-Warewasher-(Strippen)-Cardwasher-Traysetting usw. Im Gegensatz zur
Card Group Meal Class Eco werden im Falle der Gruppe First Class andere
Warewasher (Spülmaschinen) angesteuert, weshalb hierfür eine andere Fahrstrecke
hinterlegt wurde. Dieses Beispiel zeigt ebenfalls die fehlende Wandelbarkeit
hinsichtlich der Streckenführung.
Das Planungsverhalten im asiatischen Raum wurde von einem einer Airline
zugehörigen Betreiber aus dieser Region als tendenziell kurzfristig beschrieben. Mit
Ausnahme von Japan würden Investitionen häufig mit mangelnder Qualität realisiert,
so dass häufig nach nur wenigen Jahren Nutzungsdauer bereits eine
Ersatzinvestition erforderlich wird. Für die Bewilligung hochwertiger Investitionen sei
viel Überzeugungsarbeit erforderlich. Insofern sind die Objekte auch nicht mit der
erforderlichen Wandlungsfähigkeit, sondern in starrer Struktur geplant.
Von einem anderen Befragten Know-how-Träger wurde herausgestellt, dass er mit
dem Einzug einer neuen Generation von Planern eine stärkere Entwicklung hin zu
flexiblen Konzepten erwartet. Im Bereich der effizienten Produktion besteht noch viel
Potenzial im Catering. Das Thema Produktionsoptimierung ist dabei insbesondere in
den Regionen mit großer Fertigungstiefe, wie etwa Asien und Mittlerer Osten, von
Bedeutung, wohingegen in europäischen Großbetrieben die Logistikoptimierung im
Vordergrund steht.
Häufig gegeben sah ein weiterer Experte eine Grundhaltung bei der Planung und
Entscheidung über Investitionen, die so ausgerichtet ist, dass nicht mit Weitsicht
agiert wird. Primär werden die kurzfristigen Investitionen minimiert, um eine
kurzfristige Gewinnmaximierung zu erzielen. Bei eintretendem Veränderungsbedarf
seien häufig schon wieder andere Akteure in der Verantwortung, so dass geäußert
wurde „ggf. muss halt jemand anderes in der Zukunft darüber entscheiden – in fünf
Jahren ist das nicht mein Problem – und jetzt mache ich ein gutes Geschäft“.

Experteninterviews – Methodik und Ergebnisse
170
5.2.5.2 Stabilität/Reaktionsfähigkeit auf Ausfälle
Heutige EHB-Anlagen im Airline Catering sind nicht zu 100 % gegen Ausfall
einzelner Komponenten abgesichert. Um diese Stabilität der Anlagen zu erreichen,
wären flächendeckende Redundanzstrecken erforderlich. Aus Kostengründen wird
hiervon bisher abgesehen. In einzelnen Bereichen bestehen bereits heute
Redundanzstrecken, die ein Ausweichen über eine alternative Route ermöglichen,
soweit ein entsprechendes Notfallszenario im System hinterlegt ist. Ist kein Szenario
für den genauen Komponentenausfall vorgeplant und somit in der Steuerung
vorgesehen worden, besteht keine Ausweichmöglichkeit.
Fallen sonstige Anlagen aus oder kommt es gar zu gravierenden Ausfällen, wie etwa
durch einen Brand verursacht, würden Wettbewerber um Unterstützung gebeten
werden. Voraussetzung ist, dass Trolleys noch verfügbar sind. Es wurde durch
Betreiber von Beispielen berichtet, in denen auch bei Arbeitskämpfen durch nicht
bestreikte Betriebe die Leistungen übernommen wurden. Aufgrund des sehr
kompakten und überschaubaren Marktumfeldes besteht eine intensive Kooperation
in Notsituationen unter den Betrieben, weil der jeweils eigene Betrieb mit hoher
Wahrscheinlichkeit zu einem anderen Zeitpunkt auch auf die Hilfe von Mitbewerbern
angewiesen sein wird.
5.2.5.3 Erweiterbarkeit
Im Rahmen der Objektplanung bei Neubau werden i. d. R. von den
Betreibern/Investoren Szenarien definiert, die strategische Überlegungen zu
Erweiterungen beschreiben. Normalerweise werden Mengenszenarien
berücksichtigt, die eine Erweiterung der Kapazität um einen bestimmten Faktor
vorsehen und die dann erforderlichen Maßnahmen und Investitionen beschreiben. I.
d. R. handelt es sich dabei um Wachstum. Reduzierungsszenarien sind von den
interviewten Personen nicht genannt worden.
Für kleinere Erweiterungen der Kapazität wurde von einem Experten ein Beispiel
genannt, in dem in der IST-Situation ein Zweifach-Heber als Senkrechtförderer in der
EHB eingesetzt wird. Bei Steigerung der erforderlichen Durchsatzleistung kann der
Zweifach- durch einen Dreifach-Heber ausgetauscht werden. Es handele sich dabei
um eine typische Lösung zur Erreichung von Erweiterbarkeit, hieß es durch den
befragten Planer.

Experteninterviews – Methodik und Ergebnisse
171
In einzelnen Fällen werden Erweiterungen explizit ausgeschlossen. So wurde z. B. in
einem Objekt in Doha festgelegt, dass im Falle des Wachstums über eine festgelegte
Anzahl von Mahlzeiten und Flügen pro Tag hinaus ein komplett neues Objekt gebaut
werden soll. Diese Strategie basiert auf den speziellen, lokalen
Rahmenbedingungen.
Von einem EHB-Hersteller wurde beschrieben, dass die Durchsatzflexibilität relativ
leicht genutzt werden kann. So kann die Geschwindigkeit in der Anlage
vergleichsweise einfach reduziert oder auch gesteigert werden. Ein neues Fahrwerk,
soweit verfügbar, kann innerhalb von 2 – 4 Stunden eingebunden werden. Was aber
im Routinebetrieb vorkommt, ist die Nutzungsoptimierung von Fahrwerken durch
einen Fahrwerkspuffer, aus dem die Fahrwerke sehr kurzfristig herausgeholt werden
können bzw. auch automatisch ein- und ausgesteuert werden, um die
Transportbedarfe optimal abzudecken, ohne unnötige Leerfahrten zu verursachen.
Ebenfalls geäußert wurde vom gleichen Gesprächspartner, dass heute errichtete
EHB-Anlagen im Catering keine einfache Erweiterungsmöglichkeit auf vorgeplante
Erweiterungsstrecken bieten. Als Verbesserungsvorschlag wurde eingebracht,
zusätzliche Weichen an den angedachten Verzweigungspunkten vorzusehen.
5.2.5.4 Standardisierung EHB als Voraussetzung für Wandlungsfähigkeit
Die Standardisierung von EHB selbst ist nach Ansicht interviewter Personen bereits
relativ weit vorangeschritten. Als Beispiele hierfür wurden folgende Aspekte benannt:
Für den Bereich der Mechanik ist mit dem C1-Profil ein Standard gesetzt, der in der
VDI 3643 zusammengefasst ist. Weiterhin sind auch die Aufhängebügel für
Tragschienen genormt.
Für die Lieferung der Stromschienen existieren drei namhafte Lieferanten am Markt.
Die Produkte sind ebenfalls gemäß der o. g. Norm ausgeführt und entsprechen somit
einem Standard.
5.2.5.5 Steuerung und Kommunikation
Für den Bereich der Steuerung wurde von einer interviewten Person ein Beispiel des
EHB-Herstellers Eisenmann beschrieben. Es handelt sich hierbei um eine sehr große
Anlage, die in den Niederlanden für einen Pflanzen- und Blumenhandel realisiert
wurde. Die Besonderheit hierbei liegt in der Kommunikation von Fahrzeugen
untereinander. Diese erfolgt zur Zugbildung mehrere EHB-Fahrzeuge. Weiterhin
kamen erstmals Codeschienen zum Einsatz, die der eindeutigen

Experteninterviews – Methodik und Ergebnisse
172
Positionsbestimmung dienen. In Verbindung mit einem in der Steuerung hinterlegten
Layout ist somit eine permanente Positionsbestimmung einzelner Fahrzeuge über
die Visualisierung möglich.
Eine wesentliche Neuerung ist durch die Gestaltung der Steuerung erreicht worden.
In früheren Anlagen war ein Software- oder Steuerungsupdate an jedem einzelnen
Fahrzeug erforderlich, was im Falle großer Anlagen mit entsprechendem Aufwand
verbunden war. Für das oben beschriebene Objekt in den Niederlanden mit rund
1.600 EHB-Fahrzeugen wurde eine Lösung geschaffen, bei der nur ein manuell
angestoßenes Update erforderlich ist. Die anschließende Übertragung auf alle
Fahrzeuge erfolgt dann über automatische Datenübertragungs- und
Installationsvorgänge, was den Aufwand erheblich minimiert und die Flexibilität
steigert.
5.2.5.6 Gebäude
Heutige Gebäude von Airline Catering Betrieben können nach Einschätzung der
Experten nur verbunden mit erheblichen finanziellen Aufwendungen gewandelt
werden. Die Medienversorgung erfolgt im Regelfall von oben, so dass eine
entsprechend höhere Flexibilität als z. B. bei der Versorgung über Bodenleitungen
besteht. Es handelt sich um Hallen mit relativ weiten Stützenrastern, so dass für die
Layoutgestaltung entsprechende Freiheitsgrade bestehen. Es kommt jedoch zu
Einschränkungen, weil Reserveflächen nur in geringem Umfang eingeplant werden.
Weiterhin bestehen Einschränkungen durch die weiter oben geschilderten fehlenden
Voraussetzungen zur Aufhängung von EHB-Anlagen oder der Aufstellung von
Elementen an nicht eingeplanten Positionen sowie fehlende und nur aufwendig
nachträglich zu realisierende Gruben im Boden. Bei heute realisierten Gebäuden im
Catering werden teilweise schon zusätzliche Halfenschienen oder auch Rohrhülsen
in den Decken bzw. der Tragwerkskonstruktion vorgesehen, jedoch sind diese nach
Erfahrungen von EHB-Herstellern selten auf die Anforderungen einer EHB-
Veränderung ausgelegt – die Tragkraft ist zu gering. Bei Umsetzung eines EHB-
Umbaus werden somit bauliche Zusatzmaßnahmen erforderlich. Es wurden in
diesem Zusammenhang auch zusätzliche vorausschauend geplante Gruben im
Boden vorgeschlagen.
Es wurden aber auch ausgesprochen negative Beispiele von Befragten genannt, wo
z. B. ein in einer asiatischen Metropole befindliches Objekt trotz vergleichsweise
jungem Baudatums mit im Boden starr verlegten Verrohrungen versehen und mit

Experteninterviews – Methodik und Ergebnisse
173
starren Betonwänden ausgeführt ist. Es handelt sich hierbei um „einen altmodischen,
unflexiblen Ansatz trotz relativ neuen Gebäudes“, so der befragte Experte.
Ebenfalls aus dem asiatischen Raum wurde durch einen anderen Betreiber ein
Beispiel geschildert, wo das von ihm genutzte Objekt zwar grundsätzlich unter
Materialflussgesichtspunkten effizient gestaltet wurde, jedoch die Flexibilität durch
Ausführungsmerkmale, wie fest im Boden realisierte Bodenabläufe für Abwasser,
verloren ging. Diese könnten durch andere Reinigungskonzepte, wie den Einsatz von
Reinigungsfahrzeugen, weitestgehend eingespart werden, so dass sie nur noch in
der sog. „Hot Kitchen“ zum Einsatz kommen müssten. Dadurch könnte die Flexibilität
deutlich gesteigert werden. Weiterhin wurde in diesem Zusammenhang als
Negativbeispiel genannt, dass in vielen Objekten noch starre Wände realisiert sind.
Diese würde man bei Neubau als Sandwichkonstruktionen ausführen, um maximale
Flexibilität zu erreichen.
Im Gegensatz zu den zuvor geschilderten Negativbeispielen wurden auch sehr
vereinzelte Beispiele benannt, in denen bereits heute eine hohe Flexibilität erreicht
wird. Es handelt sich jedoch dabei u. a. um ein Objekt ohne automatisierte
Materialflusstechnik. Durch Ausführung aller Wände mit Sandwich-Isolier-Panelen
wird eine maximale Umbaufähigkeit erreicht. Außerdem sind alle Gebäudeteile
prinzipiell geeignet für eine Verwendung als Kühl- oder Gefrierzone. Es besteht somit
eine gewisse Vergleichbarkeit zu flexiblen Logistikhallen. Dem Experten fiel es
schwer, eine Bewertung der Mehrkosten durch die so erreichte Flexibilität
vorzunehmen.
Ebenfalls als positives Beispiel für bereits heute realisierte Flexibilität wurde auf eine
in Bangkok umgesetzte komplette Edelstahldecke verwiesen. Im Gegensatz zu
positionierten Dunstabzugshauben biete diese Mehrinvestition von rund 1 Mio. € die
Möglichkeit, Kochstellen auch flexibel zu versetzen. Es habe sich als vorteilhaft
erwiesen, das gesamte Gebäude so zu realisieren, dass außer den tragenden
Stützen alle Wandelemente versetzt werden können.
Als bisher fehlenden aber möglichen Ansatz wurde auf die Einplanung zusätzlicher
Deckenhöhe verwiesen, um so die Möglichkeit zum Einbau einer nachträglichen
Zwischenebene zu schaffen.
Bei sämtlichen Baumaßnahmen sind die HACCP Regeln zu gewährleisten sowie
weitere Sicherheitsmaßnahmen einzuplanen, so dass der laufende Betrieb zwingend

Experteninterviews – Methodik und Ergebnisse
174
fortgesetzt werden kann. Dafür werden in bestimmten Fällen auch temporäre
Übergangslösungen wie mobile Küchen oder Kühlcontainer herangezogen, jedoch ist
deren Anwendbarkeit i. d. R. nur bei kleineren baulichen Umfängen gegeben.
5.2.5.7 Alternative Nutzung des Gebäudes
Die alternative Nutzung von freien Flächen in Airline Catering Gebäuden durch Dritte
gestaltet sich i. d. R. schwierig. In den Fällen, in denen das Gebäude unmittelbar auf
oder am Rollfeld liegt, kommt nur ein anderer Nutzer mit Rollfeldzugang infrage.
Befindet sich das Gebäude außerhalb des direkten Flughafengeländes, so wird es
aus logistischen Gründen immer noch in geringer Entfernung zum Flughafen liegen.
Somit steht es im Einfluss der hohen Mietpreise in Flughafennähe. Eine alternative
Vermietung ist dann nach Expertenansicht i. d. R. erfolglos, falls sie nicht ebenfalls
für eine flugbetriebsbezogene Funktion ist. Hinzu kommt die weiter oben geschilderte
Erwartung eines mind. alle fünf Jahre wiederkehrenden Wandels, der zur Freihaltung
gewisser Reserveflächen zwingt und gegen eine längerfristige Vermietung spricht, es
sei denn die freien Flächen sind viel zu groß.
5.3 Ergebnisinterpretation – Fazit für die Formulie rung der Szenarien
Im Rahmen der Interviews wurde deutlich (siehe 5. bis 5.2.4), dass von vielen
Experten strukturelle und bedeutende Veränderungen in Airline Catering Betrieben
mindestens alle fünf Jahre erwartet werden. Wichtig ist in diesem Zusammenhang
die Aussage, dass die Veränderungen zwar meist nicht vorhersagbar sind, aber
jederzeit auftreten können. Das heutige Airline Catering Umfeld ist in den
vergangenen Jahren deutlich komplexer geworden. Eindeutige Ausprägungen von
Geschäftsmodellen, definierten Fertigungstiefen, Umfang von Catering Leistungen,
Dauer von Lieferbeziehungen etc. liegen nur selten vor – stattdessen kommt es zu
diversen Zwischenlösungen und wechselnden Mischformen, die sich unregelmäßig
ändern. Der Druck zur Kostenreduzierung, durch Kunden impliziert, ist allgemein
hoch, wobei gleichzeitig von ausgewählten Kunden der Druck zur Diversifikation und
zu individuellen Lösungen mit Alleinstellungsmerkmalen besteht. Krisen mit
verheerenden Auswirkungen für die Absatzzahlen und die Produktstruktur, aber auch
ein allgemeiner starker Wachstumstrend mit lokalen oder regionalen rasanten
Steigerungen, sind zu erkennen. In Summe liegt ein komplexes Marktumfeld mit
geringer Planungssicherheit und Konstanz vor.

Experteninterviews – Methodik und Ergebnisse
175
Die Vergangenheit und Erfahrungswerte aus der operativen Arbeit der Mehrzahl der
befragten Personen, aber auch deren Einschätzungen zu aktuellen und zukünftigen
Trends haben dieses gezeigt. Um den Veränderungen und Veränderungsrisiken
gerecht zu werden, wären nach nahezu einheitlicher Meinung der Befragten
� Durchsatzflexibilität,
� Layoutflexibilität,
� Erweiterbarkeit und
� Integrierbarkeit
von großem Vorteil. Legt man die Interviewergebnisse zu Grunde, so ist
� Fördergutflexibilität
nur bedingt erforderlich. Es sei denn, es käme zu einer Erweiterung des
Geschäftsfeldes im Sinne einer Portfolio-Verbesserung und -Diversifikation, so dass
weitere Kundengruppen, wie etwa Krankenhäuser, Schulen oder Snack-Lokale etc.,
angeschlossen werden können. Dies würde der Streuung des Risikos und der
Nivellierung von Auslastungsschwankungen dienen, aber auf der anderen Seite auch
ggf. andere Ladungsträger erfordern.
Die Ausführungen in den Gesprächen und die Zielsetzung der Erfüllung der o. g.
Wandlungsfähigkeitskriterien legen folgende Wandlungsszenarien nahe, um zu
untersuchen, wie sich eine wandlungsfähige Anlage gegenüber einer konventionellen
Anlage unter technisch-ökonomischen Gesichtspunkten unterscheidet:
1. Durchsatzflexibilität:
Veränderung der Ausbringungsmenge/Durchsatzleistung insb. Steigerung
aufgrund des allgemeinen Wachstumstrends, aber auch kurzfristige rapide
Reduzierung aufgrund temporärer Krisen, Bedarfsausfälle etc.
2. Erweiterbarkeit:
Ausbau, Erweiterung der Anlage inkl. neuer Auf-/Abgabestationen
3. Layoutflexibilität und Erweiterbarkeit:
Veränderung des Layouts, z. B. aufgrund veränderter Prozesse durch Variation
Fertigungstiefe, neue Prozesstechnologien etc.

Experteninterviews – Methodik und Ergebnisse
176
Für die geschilderten drei Hauptszenarien sollen über Unterszenarien unterschiedlich
starke Ausprägungen des jeweiligen Szenarios abgebildet werden. Dies ist
erforderlich, weil nicht vorhergesagt werden kann, in welchem Umfang eine
Veränderung eintreten wird. Die Betrachtung der unterschiedlichen Intensitäten von
Szenarien dient der Gewinnung von Rückschlüssen darauf, in welchem Umfang
Wandlungsszenarien eintreten müssen, damit wandelbare, modulare
Materialflusstechniklösungen wirtschaftlicher sind als herkömmliche Systeme.
Im Kapitel 7.2 „Szenariendefinition“ werden die gewählten Szenarien samt der weiter
darunter aufgeschlüsselten zehn Unterszenarien erläutert und erklärt. In den darauf
folgenden Kapiteln wird dies dann bewertet und interpretiert.

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
177
6 Techn. Konzept wandelbarer Materialflusstechnik a m Beispiel
„Airline Catering“
Auf Basis der aus den Experteninterviews gewonnenen Erkenntnisse hinsichtlich der
Bedürfnisse für die Wandelbarkeit von fördertechnischen Systemen im Airline
Catering wurde ein Konzept erarbeitet: Dieses besteht aus einer Kombination von
neuen und in der Fachliteratur oder Praxis bereits vorgestellten Lösungsansätzen
aus dem Anwendungsfeld Materialflusstechnik im Airline Catering und dessen
speziellen Charakteristika. Ein Beispiel für einen übertragenen Lösungsansatz ist das
Steuerungskonzept im Sinne des „Internets der Dinge“ (vgl. [Günt-10]). Das EHB-
Gesamtkonzept für das Airline Catering wird im Folgenden vorgestellt, untergliedert
in die Themenfelder Mechanik, Steuerungs- und Kommunikationstechnik,
Energieversorgung und gebäudetechnische Ausführung [i+o-06b].
Es werden zunächst noch einmal kompakt die Wandelbarkeitskriterien erläutert, um
daran zu erinnern, welche Ziele es zu erreichen gilt.
6.1 Erfüllung der Wandelbarkeitskriterien
Im Kapitel 2.1 wurde die Wandelbarkeit von Materialflussstrukturen definiert als
Flexibilität des Systems ergänzt um Integrationsfähigkeit und Erweiterungsfähigkeit.
Dabei wurde die Flexibilität aufgeteilt in die Fördergut-, Layout- und
Durchsatzflexibilität. Auf Basis dieser Definition soll im folgenden Abschnitt
verdeutlicht werden, welche Eigenschaften eine wandelbare EHB-Anlage abdecken
muss, um diese Wandelbarkeitskriterien zu erfüllen.
Um die Fördergutflexibilität, also die Transportfähigkeit einer großen Bandbreite von
verschiedenartigen Fördergütern zu gewährleisten, bedarf es einer genormten
mechatronischen Schnittstelle zwischen EHB-Fahrzeug und Transportgehänge.
Damit kann bei Bedarf unkompliziert ein andersartiges Gehänge verwendet werden.
Weiterhin ist die Tragfähigkeit von EHB-Fahrzeugen und Schienenanlage auf das
maximale Fördergutgewicht mit entsprechender Reserve auszulegen. Die
geometrischen Anforderungen der verschiedenen Fördergüter gilt es, ebenfalls mit
entsprechenden Reserven abzubilden.
Layoutflexibilität wird dadurch erreicht, dass von jedem Punkt im Produktionslayout
möglichst alle weiteren Punkte angefahren werden könnten. Dieses gilt es bei der
Planung der Mechanik und auch der Steuerung zu berücksichtigen. Da sowohl bei
dem gewählten Referenzobjekt als auch praktisch in allen sonstigen Airline Catering

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
178
Anlagen keine automatisierten Fördersysteme wie Kran oder fahrerlose
Transportsysteme zum Einsatz kommen, die sich durch nahezu vollständige
Flexibilität in der Fläche auszeichnen, ist die komplette Erreichbarkeit aller Punkte im
Produktionssystem nicht erfüllt, wenn automatisierte Materialflusstechnik zum
Einsatz kommt. Weitere im Airline Catering eingesetzte Materialflusstechniken sind z.
B. Rollenbahnen, Gurtförderer, Kettenförderer, AKL usw. Damit sind nur Punkte im
Bereich des Schienennetzes der Elektrohängebahn erreichbar. Ausserdem kann das
Transportgut nur an den definierten Auf- und Abgabestationen aufgegeben und
abgesetzt werden. Eine Ausnahme liegt vor, wenn EHB-Fahrzeuge mit integriertem
Hub realisiert werden. Diese Flexibilitätsdefizite gilt es zu mindern durch das
Schaffen von Voraussetzungen, die ein einfaches und schnelles Umbauen und
Versetzen der Anlage ermöglichen.
Im Wesentlichen ist Durchsatzflexibilität gegeben durch die hohe
Fördergeschwindigkeit und damit Transportkapazität einer Elektrohängebahn und die
Berücksichtigung einer angemessenen Reservekapazität. Für eine weitere Erhöhung
des Durchsatzes ist ein geeignetes Steuerungs- und Kommunikationskonzept
einzusetzen, das auf die Optimierung der EHB-Fahrten hinsichtlich des möglichen
Durchsatzes ausgerichtet ist. Wird ein dezentrales Steuerungskonzept realisiert, wie
es an späterer Stelle dieser Arbeit in Form des „Internet der Dinge“-Konzepts
beschrieben wird, so ist das Ergänzen und Reduzieren von Fahrzeugen mit
verhältnismäßig geringem Aufwand möglich, was die Durchsatzflexibilität positiv
beeinflusst.
Spricht man von Erweiterungsfähigkeit der Anlage, so ist damit gemeint, dass die
Vorbereitungen getroffen sind, um schnell und effizient Verzweigungs- und
Schienenelemente sowie Auf- und Abgabestationen anzubinden. Im Idealfall ist
dieses herstellerunabhängig und ohne Unterbrechung des Fahrbetriebes möglich.
Erforderlich sind dafür einheitliche und genormte mechanische,
steuerungstechnische und energietechnische Schnittstellen. Darüber hinaus besteht
Bedarf, die Erweiterungsfähigkeit an allen Schienen- und Verzweigungselementen
vorzusehen.
Wenn verschiedenartige Förderelemente ohne hohen Aufwand ergänzt werden
können, so handelt es sich um ein integrationsfähiges EHB-Fördersystem. Ziel ist es,
sowohl weitere baugleiche EHB-Fahrzeuge als auch andersartige Fzg. von fremden
Herstellern der Anlage hinzufügen zu können. Weiterhin soll ermöglicht werden,

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
179
andere Förderelemente, wie Kettenförderer, Krane oder fahrerlose Transportsysteme
in die Anlage einzubinden. Hierzu ist ein durchgängig offenes Steuerungskonzept,
wie es unter 3.2.2 und 6.2.2 beschrieben ist, erforderlich.
Eine Grundvoraussetzung zum Erreichen der angestrebten Wandelbarkeit ist die
Unterteilung der einzelnen Systemelemente in sogenannte Module. Bei Modulen
handelt es sich um eigenständige Funktionseinheiten, die über mechanische,
steuerungstechnische und energietechnische Schnittstellen miteinander koppelbar
sind. In den folgenden Abschnitten werden die Anforderungen an die Mechanik,
Steuerung und Energietechnik der Module sowie das Kommunikations- und
Bautechnikkonzept der EHB-Anlage beschrieben. Dies geschieht mit Bezug auf und
unter Berücksichtigung der eben genannten Wandelbarkeitskriterien.
6.2 Technische Anforderungen an eine wandelbare Ele ktrohängebahn
6.2.1 Mechanische Anforderungen
In Elektrohängebahnsystemen sind üblicherweise folgende wesentlichen Elementen
zu finden: Schienenanlage, Fahrzeug mit Lastaufnahmemittel, Verzweigungsstellen,
Hubstationen, Auf- und Abgabestationen. Mit dem Schienennetz werden die
verschiedenen Zielpunkte einer EHB-Anlage verbunden. Bei den Schienenelementen
handelt es sich um zusammensteckbare Doppel-T-Profile, die als Gerad- und
Kurvenstücke existieren. Sie werden horizontal oder mit geringen Steigungen verlegt.
Die typische Länge von Standardschienenmodulen beträgt 6 m, die Kurvenradien
betragen 750 oder 1.000 mm. Die Schienenstücke sind geklemmt oder geschraubt
ausgeführt und somit verhältnismäßig leicht umbaufähig. Weitere in einer
Schienenanlage vorzufindende Elemente sind Weichen, Verzweigungen,
Drehscheiben oder Kreuzungen. Bedarf es in der Anlage einer Funktion des
vertikalen Umsetzens auf eine andere Ebene, so erfolgt dieses mittels Hub-
/Senkstationen und Senkrechtförderer. Über diese Elemente wird die EHB-Ebene mit
der Produktionsebene verbunden. Für das horizontale Umsetzen innerhalb der
gleichen Ebene, kommen Umsetzeinrichtungen zum Einsatz. Die folgende Abbildung

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
180
6-1 zeigt die Grundelemente eines konventionellen EHB-Fahrzeugs:
Abbildung 6-1: Aufbau EHB-Fahrzeug [Schi-06]
Man sieht das Grundgehäuse (3) mit den daran angebrachten Antriebselementen
Getriebemotor (1) und Antriebsrolle (4). Kippstabilität und die Übertragung der
Antriebsleistung auf die Lauf- und Tragschiene (8) werden durch die Andruck- und
Führungsrollen (5, 6) sichergestellt. Mittels der als (7) dargestellten und auf der
Tragschiene befestigten Stromschiene erfolgt die Energieversorgung. Als (2) ist die
Fahrzeugsteuerung mit Stromabnehmern dargestellt. Sie regelt die Antriebs- und
Stellfunktionen des Fahrzeugs. Im Falle der wandlungsfähigen Anlagenvariante sind
auch die Fahrzeugsteuerungen intelligent ausgeführt und nehmen dezentral
anspruchsvolle Aufgaben, wie das Bewerben um Fahraufträge und die
Kommunikation mit Anlagenmodulen, wie z. B. Weichen war. Unter dem EHB-
Fahrzeug hängt ein Trageteil, an dem sich das Transportgehänge befindet. Die
Transportgehänge sind mit den zu befördernden Transportgütern bestückt. Dabei
handelt es sich im Airline Catering im Wesentlichen um Trolleys und
Transportwagen.
Um Wandelbarkeit zu gewährleisten, sind die mechanischen Komponenten gemäß
der unter 6.1 genannten Kriterien auszuführen. Um Fördergutflexibilität zu erreichen,
ist zwischen EHB-Fahrzeug und Transportgehänge eine genormte Schnittstelle
vorzusehen. In früheren Projekten wurde diese häufig projektabhängig,
herstellerindividuell nahezu neu konstruiert, weil die Konstruktion stark von Last,
Steigungen, Pendelbewegungen und Sicherheitsanforderungen der jeweiligen

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
181
Anlage abhängt. Es wäre zu begrüßen, wenn Vorgaben zur Konstruktion einer
herstellerübergreifenden, standardisierten Schnittstelle durch ein nationales oder
internationales Normungskomitee definiert würden und in eine Norm oder Richtlinie
einfließen würden. Hierfür kommen auf nationaler Ebene der Verein Deutscher
Ingenieure (VDI) und auf internationaler Ebene das Europäische Komitee für
Normung (CEN) in Frage. In dieser Arbeit kann lediglich betont werden, dass eine
solche Standardisierung relevante Vorteile brächte. Darüber hinaus wird auf diesen
Normungsprozess in dieser Arbeit nicht weiter eingegangen. Generell gilt es zu
betonen, dass auf eine möglichst einfache Ausführung der Schnittstelle zwischen
Fahrzeug und Gehänge zu achten ist. Damit würde die Voraussetzung getroffen
werden, um Transportgehänge unproblematisch an ein vorhandenes Fahrzeug
anzubinden.
Ausser der Schnittstellengestaltung ist auch die Konstruktion des Transportgehänges
von Bedeutung. Hierbei ist eine möglichst große Fördergutflexibilität zu realisieren.
Hierzu ist zu prüfen, inwieweit es möglich ist, das Element so auszuführen, dass
auch eine andersartige Ladung bzw. eine Ladung mit variierenden Abmessungen
und Lasten transportiert werden kann. Es bietet sich an, Gehänge so auszuführen,
dass auch Fördergüter mit größeren Abmessungen und Lasten transportierbar sind.
Darüber hinaus können spezielle Vorrichtungen entwickelt werden, die auch vom
Standard abweichende Fördergüter aufnehmen können. So wäre bei Änderung der
zu transportierenden Güter nicht die Anschaffung neuer Transportgehänge
erforderlich, sondern lediglich ein Austausch der Vorrichtungen notwendig. Bei der
Ausführung der Gehänge mit Reserven ist unbedingt zu beachten, dass Gehänge,
Fahrzeuge und Schienennetz nicht unnötig überdimensioniert werden, da eine hohe
Tragfähigkeit der Elemente immer mit höheren Investitionen verbunden sein wird.
Hierzu ist ein Kompromiss zwischen Flexibilität und entstehenden Kosten zu finden.
Abbildung 6-2 zeigt ein Transportgehänge, wie es heute in Catering Betrieben für
den Transport eines Full-Size-Trolleys zum Einsatz kommt.

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
182
Abbildung 6-2: Transportgehänge [i+o-06b]
Das dargestellte Gehänge entstammt einer älteren Catering Anlage. Bereits im
Referenzobjekt wurde eine optimierte Version mit gesteigerter Flexibilität realisiert.
Beim dargestellten Gehänge bestehen Defizite bzgl. der Fördergutflexibilität, weil nur
der Transport eines speziellen Fördergutes möglich ist. So wurde die
Aufnahmevorrichtung zwischen Fahrzeug und Transportgehänge speziell für den aus
dem Projekt resultierenden Anwendungsfall konstruiert. In der als Vergleichsbasis
dienenden Airline Catering Anlage sind die Gehänge bereits so gestaltet, dass die
Beladung sowohl mit Half- und Full-Size-Trolleys, als auch Transportwagen und
Paletten möglich ist. Nach aktuellem Erkenntnisstand ist es derzeit schwer
vorstellbar, dass Fördergüter darüber hinaus im Bereich Airline Catering eingesetzt
werden könnten. Lediglich bei vollständiger Umwidmung des Betriebes für eine
andere Funktion erscheint dies nach Expertenmeinung vorstellbar (vgl. hierzu auch
5.3). Insofern wird für die Fördergutflexibilität kein signifikanter Steigerungsbedarf
gesehen bezogen auf neueste Anlagen, in denen die oben beschriebenen modernen
Gehänge Anwendung finden.
Um die geforderte Layoutflexibilität in der Förderanlage zu erreichen, sollte die
Möglichkeit bestehen, alle Punkte der Anlage mit jedem Fahrzeug von jedem
Ausgangspunkt aus zu erreichen. Als Voraussetzung hierfür ist die Fähigkeit der
Fahrzeuge zu sehen, dass diese in beide Fahrtrichtungen der Laufschiene fahren
können. Die technische Machbarkeit dafür besteht mit gängigen EHB-Anlagen ohne
weiteres. Jedoch ist zu beachten, dass Sicherheits- und Abstandseinrichtungen in

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
183
alle Richtungen arbeiten müssen. Eine Möglichkeit hierfür stellen Rundum-
Laserscanner dar, die es an jedem Fahrzeug anzubringen gilt. Sie existieren in
kleiner, leichter und kompakter Bauweise und ermöglichen das zuverlässige
Erkennen anderer Fahrzeuge mit bis zu einigen Metern Abstand, so dass die
Fahrzeuge bei Bedarf vor der Kollision anhalten. Nicht außer Acht gelassen werden
darf die Tatsache, dass die Fahrzeuge aufgrund der installierten Schleifleitungen
eine Vorzugsrichtung haben. Bedingt durch die mechanischen Eigenschaften von
Schleifleitungen und -kontakten kommt es bei Fahrten entgegen der Vorzugsrichtung
zu höherer Reibung und in der Folge auch zu Verschleiß. Rückwärtsfahrten sollten
somit nicht die Regel darstellen, sondern nur in Ausnahmefällen erfolgen. Ein solcher
Ausnahmefall kann etwa vorliegen, wenn ein Fahrzeug aufgrund eines
Weichenausfalls in eine Sackgasse geraten ist. Im Falle der wandlungsfähigen
Anlage und einem Fahrzeug mit eigener dezentraler, flexibler Steuerung, kann es
seinen Weg neu berechnen und rückwärts die Sackgasse verlassen. Weiterhin steigt
die Layoutflexibilität, falls das Schienennetz mit vielen Parallelstrecken ausgeführt ist,
die als Ausweich- oder Rückführstrecken genutzt werden können. Wie sinnvoll
solche Parallelstrecken in einer bestimmten EHB-Anlage sind, hängt stark vom
jeweiligen Anwendungsfall ab und damit vom Layout und der jeweiligen
Transportaufgabe der Anlage.
Eine spezielle Variante von Transportgehängen führt zu ausgeprägter
Layoutflexibilität in den Bereichen des installierten Schienennetzes. Dabei handelt es
sich um Hubgehänge, die durch spezielle Scherensysteme und Klapptechniken
höhenvariabel sind. D. h., sie verfügen über eine integrierte Hub-/Senkvorrichtung
(Kosten rund 13.000 €/Fzg.). Diese speziellen Gehänge können mehr oder weniger
an sämtlichen Punkten des Schienennetzes angehoben oder abgesenkt werden.
Auf- und Abgabestationen sowie Hubstationen werden damit weitestgehend
hinfällig. Weiterhin besteht die Möglichkeit, Drehstationen durch eine drehbare
Ausführung der Gehänge zu substituieren. Die Vorteile von Hubgehängen kommen
z.B. bei der Verlegung eines Abgabepunktes zum Tragen, etwa bei Verschiebung
einer Arbeitsstation. Nach lediglich geringfügiger Änderung in der Steuerung kann
das Gehänge am gewünschten neuen Ort abgesenkt werden. Ebenfalls von Vorteil
ist die Möglichkeit zur Einstellung der Arbeitshöhen, die von den Hubgehängen
angefahren werden. Je nach Größe des Mitarbeiters kann diese unter
ergonomischen Gesichtspunkten gewählt werden. Zweckmäßig wäre diese Funktion
z. B. an den Drehstationen, an denen das Geschirr so ergonomischer entnommen

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
184
bzw. beladen werden könnte. Weiterhin kann sich durch den Entfall der ortsfesten
Stationen die Zugänglichkeit und Fluchtwegssituation verbessern, weil keine
Feuerwehrdurchfahrten und Fluchtwege durch Auf- und Abgabestationen verbaut
werden. Somit reduziert sich bei der Planung die Anzahl der Restriktionen, die
diesbezüglich zu beachten sind und das Layout kann freier gestaltet werden. Von
Nachteil sind die höheren Kosten eines solchen Spezialgehänges und die
Einschränkungen aufgrund von Sicherheitsrisiken im Gefahrenbereich des
Gehänges. Bei einem Fahrzeug mit Hub-/Drehgehänge ist bei einer
aufzunehmenden Last von 2.500 kg mit einem Richtpreis von ca. 30.000 € zu
rechnen, was noch einmal deutliche Mehrkosten im Vergleich zum Hubgehänge
bedeutet. Vergleicht man diese Kosten mit denen eines herkömmlichen Fahrzeug, so
schlägt das herkömmliche Fahrzeug lediglich mit einem Richtpreis von nur etwa
8.000 € zu Buche. Im Falle der 150 in der Referenzanlage erforderlichen Fahrzeuge
ergäben sich Investitionen von rund 4,5 Mio. € lediglich für die Fahrzeuge und
Gehänge auf Basis dieser sehr vereinfachten Rechnung, die z.B. mögliche
Skaleneffekte bei der relativ hohen Anzahl von 150 Fahrzeugen vernachlässigt. Dies
entspricht dem Wert von mehr als 60 Auf- und Abgabestationen, so dass sich die
Investition in Hubgehänge für Airline Cateringanlagen i. d. R. nicht rechnen würde.
Derartige Spezialgehänge wären u.U. zielführend bei EHB-Anlagen mit extrem hoher
Wandlungshäufigkeit, geringer Durchsatzleistung und folglich wenigen Fahrzeugen
oder bei vielen Arbeitsstationen, aber weniger bei Anlagen, die vorwiegend
Transportaufgaben erfüllen und durch verhältnismäßig lange Strecken geprägt sind.
Der Nachteil einer EHB-Anlage hinsichtlich der Wandlungsfähigkeit liegt in dem fest
installierte Schienennetz und der durch die Auf- und Abgabestationen vorgegebenen
Aufgabe- und Entnahmepunkte. Sollen neue Orte im Produktionslayout erreichbar
werden und damit Layoutflexibilität und Erweiterungsfähigkeit erzielt werden, so ist
Umbau-, Anbaufähigkeit und Versetzbarkeit der Anlage erforderlich. Positive
Voraussetzungen dafür schafft die VDI-Richtlinie 3643, die eine Empfehlung zur
herstellerunabhängigen Kompatibilität von EHB-Fahrzeugen und Schienenanlagen
beschreibt. Die Befolgung dieser und deren detaillierter Beschreibungen und
Zeichnungen ermöglicht die Konstruktion von Schienensystemen und deren
Fahrzeugen in der Art, dass Fahrzeuge von der EHB-Anlage eines Herstellers auf
die eines anderen auffahren können.
Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
185
Die Richtlinie deckt ebenfalls den möglichen Umbau der Anlage ab. So sind
Schienenstücke ohne Schweiß- und Trennarbeiten de- und wieder montierbar
auszuführen. Das Auswechseln eines Schienenstücks oder der Einbau einer
Hubstation ist ohne Veränderung der angrenzenden Stücke möglich [VDI-3643]. In
der Automobilindustrie erfährt diese Richtlinie als Standard bereits hohe Beachtung
und wurde auch bei dem hier beschriebenen Airline Catering Referenzobjekt
angewandt. Somit ist die Erweiterung der Anlage aus rein mechanischer Sicht bereits
heute mit geringem Aufwand möglich. Beispielsweise ist die Demontage eines
Schienenstücks und dessen Ersatz durch ein Weichenstück für den Anschluss neuer
Bereiche unproblematisch. Schienenstücke samt Auf-/Abgabe-, Hub- und
Drehstationen sollten die Standardschienenlänge von 6 m besitzen. Dadurch wird ein
schnellerer örtlicher Umbau einer Station positiv beeinflusst, da Anpassungsarbeiten
an den Schienen entfallen. Im Falle der Erweiterung einer bestehenden Anlage mit
Schienenstücken eines anderen Herstellers ist zu berücksichtigen, dass die
Schleifleitungen herstellerspezifisch ausgeführt sind. Damit werden ggf. Adapter
notwendig, um die Schienenkompatibilität sicherzustellen. Prinzipiell ist nach EHB-
Herstellerbeurteilung jeder EHB-Hersteller in der Lage, die Anlage eines anderen
Herstellers abzubauen, umzubauen und zu erweitern. Kritischer und mit
Schwierigkeiten verbunden ist erwartungsgemäß das Umprogrammieren einer
herstellerfremden, herkömmlichen Steuerung. Bei der Konstruktion von EHB-
Elementen wird heute Priorität auf eine einfache Montage auf der Baustelle gelegt.
Ein schneller und unkomplizierter Aufbau nutzt dabei insbesondere dem Lieferanten
und der Kostenminimierung beim Neubau. Ein weiterer Schritt in Richtung
Wandelbarkeit wäre es, Elemente möglichst kompakt und umbaufähig zu
konstruieren, so dass diese auf Flexibilität ausgerichtet sind.
Fasst man das Beschriebene zusammen, so ist festzuhalten, dass durch die VDI-
Richtlinie 3643 eine gute Grundlage gelegt wurde, um die mechanische
Wandelbarkeit von EHB-Anlagen zu ermöglichen. Es bleibt aber noch Spielraum für
eigene Entwicklungen und Modifikationen der Anlagenelemente. So besteht aus der
Perspektive des Herstellers nur geringes Interesse daran, dass eine von ihm
errichtete Anlage durch Komponenten beliebiger anderer Hersteller nach Bedarf
erweitert werden kann. Somit ergibt sich nur ein begrenztes Interesse daran, eine
vollkommene Standardisierung zu erreichen.

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
186
Laut Herstellerinformationen werden rund 90 % der EHB-Anlagen für die
Automobilbranche gebaut. Damit bestimmen Automobilhersteller maßgeblich die
Entwicklung auf dem EHB-Markt. Nahezu jeder dieser Hersteller hat eigene
Standards, präferierte Zulieferer für Anlagenkomponenten und individuelle Vorgaben
zur konstruktiven Gestaltung der Anlagenelemente. Somit wird auch auf der
Kundenseite keine ganzheitliche Standardisierung durchgängig angestrebt.
Theoretisch müsste sich die Standardisierung der Anlagenmodule positiv auf die
Investitionen und Installationszeiten auswirken. Bisher existieren nach EHB-
Herstellereinschätzung aber kaum Kunden, die sich auf eine umfangreiche
allgemeingültige Standardisierung einlassen würden. Stattdessen sind häufig noch
einzigartige Anlagen gewünscht, so dass EHB-Hersteller für den speziellen
Anwendungsfall die Anlagenelemente neu konstruieren oder Elemente aus den bei
Herstellern bestehenden Anlagenkomponentenportfolios angepasst werden. Um
diesem Status entgegen zu wirken, wurde im Konzept „Internet der Dinge“ erläutert,
wie in Form eines Modulbaukastens die Standardisierung weiter fortgesetzt werden
kann. Hierzu werden die Module in Grundfunktionen weiter aufgeschlüsselt, um aus
diesen Grundfunktionen wiederum für den jeweiligen Bedarfsfall eine kombinierte
Lösung bereitstellen zu können (vgl. hierzu 3.2.2). Diese Lösungen zeichnen sich
dann nicht durch individuelle, konstruktive Anpassung der Elemente aus, sondern
vielmehr die individuelle Kombination von Funktionen aus dem Modulbaukasten,
zugeschnitten auf den jeweiligen Anwendungsfall.
6.2.2 Steuerungs- und Kommunikationstechnik
Zur Realisierung wandlungsfähiger Materialflusssysteme bedarf es einer
dezentralen, selbststeuernden Steuerungsarchitektur. In Forschung und Entwicklung
wurden Konzepte zur dezentralen Steuerung erarbeitet. Die vorliegende Arbeit
basiert auf dem u. a. an der TU München entwickelten Konzept „Internet der Dinge“
[Günt-10]. Wesentliche Inhalte, die grundsätzliche Funktionsweise, sowie Merkmale
und Vorteile wurden bereits an früherer Stelle dieser Arbeit beschrieben (vgl. hierzu
3.2). Die Technik wird im Folgenden näher erläutert.
Die Gestaltung des Steuerungskonzepts hat wesentlichen Einfluss auf die
Wandelbarkeitskriterien Integrationsfähigkeit und Durchsatzflexibilität. Im Folgenden
soll die Umsetzung der Steuerungs- und Kommunikationstechnik nach dem Konzept
„Internet der Dinge“ beschrieben werden, wie es die Integrationsfähigkeit in hohem
Maße unterstützt und die Einbringung weiterer und auch andersartiger Module

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
187
ermöglicht. Ebenfalls erfüllt es das Kriterium Durchsatzflexibilität, weil problemlos
Fahrzeuge ein- und ausgeschleust werden können, in Abhängigkeit vom jeweiligen
erforderlichen Transportvolumen.
Wie unter 3.2.2 beschrieben, sind beim „Internet der Dinge“-Konzept zur Steuerung
eines Materialflusssystems drei verschiedene Typen von Entitäten erforderlich:
� Transporteinheiten (TE)
� Module
� Softwaredienste
Betrachtet man den Modulaufbau bei einem Verzweigungsmodul, wie z. B. einer
Hubstation in der EHB zur Verbindung von unterer und oberer Förderebene, so ist
dieses mit Sensoren ausgestattet, die den Eintritt und das Verlassen einer TE im
Bereich des Moduls erkennen. Weiterhin existiert eine Leseeinheit zum Auslesen von
RFID-Daten, ggf. (allerdings mit Einschränkungen) könnte aber auch Barcode
Technik zum Einsatz kommen, falls erforderlich. Weiterhin ist das Modul im Idealfall
bei vollständiger Modularisierung mit einer eigenen Steuerungseinheit ausgestattet,
wobei aus Gründen der Investitionsreduzierung auch zentrale Lösungen prinzipiell
machbar sind. Dabei würden mehrere Module mit einer gemeinsamen
Steuerungseinheit arbeiten, was aber immer zu Lasten der vollständigen
Modularisierung geht. Die Steuerungseinheiten sind über Ethernet verbunden.
Sensoren und Aktoren werden mit der zugehörigen Steuerungseinheit über einen
ASI-Bus verknüpft.
Die Softwarearchitektur der Modulsteuerung ist in zwei Schichten mit einer
dazwischen agierenden Middleware aufgebaut. Bei den zwei Schichten handelt es
sich um eine logische, agentenorientierte Schicht mit Verwaltungsfunktionen und
Kommunikationsfähigkeit mit sonstigen Agenten und eine maschinennahe,
echtzeitfähige Schicht zur Ansteuerung und Signalverarbeitung mit den Sensoren
und Aktoren. Die untere Schicht kann als SPS ausgeführt sein. Aufgabe der
Middleware ist die Regelung der Kommunikation zwischen oberer und unterer
Schicht.
Softwarearchitektur
Um eine einfache Integration neuer Agenten und deren Interaktion zu ermöglichen,
bedarf es einer allgemeingültigen, erweiterbaren und einfach handhabbaren
Softwarearchitektur. Von hoher Bedeutung ist die Robustheit der agentenbasierten

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
188
Softwarearchitektur, sowie eine einfache Konfigurierbarkeit und Anpassungsfähigkeit
der Software für die Erweiterbarkeit. Hierzu bedarf es eines Agentenbaukastens, der
viele Anwendungsfälle und die damit verbundene Softwareanpassung bereits durch
reine Konfiguration abbilden kann. Weiterhin ist in der industriellen Anwendung von
entscheidender Bedeutung, dass die Softwarearchitektur in ihrer Performance
unabhängig von der Größe des Materialflusssystems ist, d. h., die Skalierbarkeit ist
gegeben ohne wesentliche Leistungseinbußen bei der Steuerung, obwohl es bei
großen Systemen zu einer Vielzahl von Agenten kommen wird [Libe-10].
Im Gegensatz zu hierarchisch aufgebauten Steuerungen herkömmlicher Bauart, mit
zentralem, übergeordnetem Materialflussrechner für strategische Aufgaben, wie die
Auftragsdisposition und Transportkoordination und darunter liegenden SPS für
operative Aufgaben und die Anbindung der Sensoren und Aktoren, ist im Falle der
agentenbasierten Steuerung ein hierarchieloses Steuerungsprinzip mit
kooperierenden, autonomen Einheiten umgesetzt. Im „Internet der Dinge“-Konzept
wurde das FIPA Agenten Management Referenz Modell (Foundation for Intelligent
Physical Agents) angewendet und gegenüber anderen verfügbaren Standards
empfohlen (siehe folgende Abbildung).
Abbildung 6-3: Agenten Management Referenz Modell d er FIPA (vgl. [Libe-10])
Das Modell beschreibt eine abstrakte Agentenplattform und legt Dienste zur
Erzeugung, Registrierung, Auffindung, Kommunikation und dem Entfernen von
Agenten fest. Jeder Agent ist durch einen eindeutigen Agentenidentifikator
gekennzeichnet und wird unter diesem im Agenten Management System verwaltet.
Außerdem überwacht das Agenten Management System die
Agentenlaufzeitumgebung und den Agentenlebenszyklus. Im Directory Facilitator
(DF) wird ein Verzeichnisdienst abgebildet, der alle Agentendienstleistungen
Software
Agent Platform
Agent
Agent
Agent Agent
Management
System
Directory
Facilitator
Message Transport System Message Transport System
Agent Platform

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
189
verwaltet und bei Abfrage durch andere Agenten die verschiedenen
Dienstleistungsprofile der Agenten übergibt. Als Kommunikationsplattform zwischen
Agenten dient das Message Transport System. Bei verteilten Agentenapplikationen
oder mehreren Agentenplattformen erfolgt die Kommunikation von Agent zu Agent
über das jeweilige Message Transport System der Agenten Plattformen und
wiederum zwischen den verschiedenen Message Transport Systemen. Die
Umsetzung von Agenten Management System, Directory Facilitator und Message
Transport System erfolgt in Form von Agenten und ergibt in Summe die
Agentenplattform und die Agenten Management Services der FIPA.
Es kann für die Umsetzung des „Internet der Dinge“-Konzepts nach den FIPA-
Referenzarchitektur-Konventionen auf bereits verfügbare Laufzeitumgebungen für
Softwareagenten zurückgegriffen werden, so dass die Realisierung allgemeiner
Verwaltungsaufgaben für die Entwickler entfällt und weitere Kompatibilitäten
gegeben sind. Folgende Abbildung (Abbildung 6-4) veranschaulicht, wie im „Internet
der Dinge“-Konzept die Steuerungsagenten in einer verteilten Plattform umgesetzt
sind und die Kommunikation über die verfügbaren Mechanismen erfolgt. Weiterhin
stellt die Abbildung die Verknüpfung von Agentensystem und
automatisierungstechnischer Umgebung dar.
Abbildung 6-4: Architektur der agentenbasierten Ste uerung im Internet der Dinge (vgl. [Libe-
10])
Die Realisierung der Agentenlogik erfolgt auf Industrie-PC (IPC). Wegen der PC-
basierten Architektur können Steuerungsagenten und Agentenplattform in einer
höheren Programmiersprache umgesetzt werden. Wie in Abbildung 6-4 abgebildet,
wird auf den Steuerungsrechnern 1 bis n jeweils ein Teil der verteilten
Steuerungsrechner 1
TE-Agent
TE-AgentTE-Agent
Abstraktionsschicht
Nachbar System
Modulagent
Schnittstel-lenagent
Sensor Aktor
Technische Anlage
Dienst-agent
Dienst-agent
2 … … … n
Verteilte Agentenplattform

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
190
Agentenplattform installiert und außerdem einer oder mehrere Agenten instanziiert.
Somit wird durch die Verteilung die erforderliche Leistung jedes einzelnen Rechners
niedrig gehalten, was Einsparpotenziale bei der Hardware mit sich bringt. Mit der
Verteilung werden mechatronische Module bestehend aus Mechanik, Rechner und
Steuerung zusammengesetzt, die in der Folge problemlos einem Modulaustausch
unterzogen werden können.
Mit der Agentenplattform werden die Grundfunktionalitäten zur Verwaltung und
Kommunikation bereitgestellt, wohingegen die eigentliche Steuerungslogik des
Materialflusssystems erst durch die Interaktion der verschiedenen Agenten entsteht.
Hierbei kommen den Agenten verschiedene Aufgaben zu. Schnittstellenagenten
dienen der Kommunikation mit Nachbarsystemen, die nicht nach den „Internet der
Dinge“-Standards aufgebaut sind. Sie transformieren externe Protokolle und
Nachrichteninhalte, so dass diese durch das jeweilige Nachbarsystem genutzt
werden können. Die Ansteuerung der Sensoren und Aktoren wird in herkömmlichen
SPS-Programmen umgesetzt, was insbesondere aufgrund der Echtzeitanforderung
erforderlich ist. Die Agentensysteme und Programmiersprachen aus dem PC-Bereich
wie .Net und Java sind zwar vorteilhaft, erfüllen jedoch, im Gegensatz zu SPS-
Programmen, nicht immer das zwingend erforderliche Kriterium der Echtzeitfähigkeit.
Hierbei kommt auch die weiter steigende Geschwindigkeit von
Materialflusstechniksystemen zum Tragen (aktuell bereits EHB max. 3 m/s Gerade, 1
m/s Kurve [Eise-2010]; Behälterfördertechniken und Sorter im Maximalwert ähnlich,
im Durchschnitt aber höher; Beumer Independent Carrier System für
Flughafengepäck sogar mit bis zu 10m/s [Beum-2014]). Für diese Geschwindigkeiten
und die somit erforderlichen Reaktionszeiten eignen sich insbesondere die in der
Automatisierungstechnik sehr verbreiteten SPS, weil diese Reaktionszeiten unterhalb
definierter Grenzen garantieren. Sie sind auf die Abarbeitung von Programmen mit
fester, garantierter Zykluszeit ausgelegt. Ob hierbei eine herkömmliche SPS oder
eine Soft-SPS auf einem PC zum Einsatz kommt, ist grundsätzlich frei wählbar. Auf
das als Basis für diese Arbeit verwendete Konstrukt aus Embedded-PC und Soft-
SPS wird an späterer Stelle näher eingegangen.
Um die Vorteile von Hochsprachen mit der geforderten Echtzeitfähigkeit zu
kombinieren, wird die Steuerungslogik eines Moduls in zwei Schichten sowie einer
als Vermittler dazwischen fungierenden Middleware realisiert. Bei den zwei
Schichten handelt es sich um den in objektorientierter Hochsprache realisierten

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
191
Softwareagenten und die Maschinensteuerungsebene zur Verarbeitung der digitalen
und analogen Eingangs- und Ausgangssignale der technischen Fördertechnikanlage.
Softwareagent
Durch Verwendung der objektorientierten Hochsprache können alle Vorteile der
Kapselung und Vererbung genutzt werden. Kernaufgabe des Agenten sind der
Datenaustausch, die Kooperation und die Koordination mit anderen Entitäten.
Weiterhin trifft der Agent komplexe Entscheidungen, die allerdings nicht der
Echtzeitfähigkeit unterliegen. Durch die Hochsprache sind bestehende
Agentenframeworks verwendbar. Mit Realisierung der Steuerungslogik auf verteilten
Steuerungsrechnern (vgl. Abbildung 6-4) wird die Materialflusssteuerungsfunktion
durch die Interaktion der verschiedenen Agenten realisiert. Die Agenten enthalten
standardisierte, logistische Funktionen und Strategien, was sie hardwareunabhängig
macht und die Wiederverwendbarkeit des Programmiercodes ermöglicht.
Maschinensteuerungsebene
Die untere Schicht ist im Gegensatz dazu als echtzeitfähige, maschinennahe
Steuerung auf Komponenten- bzw. Modulebene ausgeführt mit direkter Anbindung
an die Aktorik und Sensorik. Sie ist hardwarespezifisch ausgeführt bzw. muss für die
jeweilige Hardware neu programmiert werden, was i. d. R. durch den
Hardwarelieferanten selbst erfolgt oder zumindest auf Basis seiner Bibliotheken für
die Anbindung von Sensorik und Aktorik.
Middleware/Abstraktionsebene
Für die Kommunikation der beiden Schichten untereinander wird eine Middleware
verwendet. Diese ermöglicht, dass die Eigenschaft „Echtzeitfähigkeit“ mit den
Möglichkeiten von Hochsprachen verknüpft wird. Die Middleware sorgt dafür, dass
spezifische Merkmale und Ausprägungen der jeweiligen Mechanikansteuerung für
den Agenten nicht von Bedeutung sind, so dass der Agent unabhängig von der
jeweiligen Modulhardware implementiert werden kann und der
Konfigurationsaufwand minimal ist. So können beliebige Agenten und SPS-
Programme auf ebenfalls beliebiger Hardware mit nur geringem Aufwand
miteinander kommunizieren. Weiterhin ermöglicht die Anwendung der Middleware,
dass der Modulagent während der Entwicklungs- und Testphase auch an einen
Emulator oder eine Simulationsumgebung angebunden werden kann. Hierdurch
kann die Dauer der Inbetriebnahme und Testphase entkoppelt werden. Für die

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
192
Anbindung beider Ebenen stellt die Middleware Funktionen zur Verfügung, mit denen
die verschiedenen Kommunikationsprotokolle zwischen den Ebenen gekapselt und
abstrahiert werden können. Diese Abstraktionsebene ist sehr flexibel und frei
konfigurierbar ausgelegt.
Auf Basis der zuvor beschriebenen abstrakten Systemarchitektur werden die für die
dezentrale Steuerungslogik erforderlichen Agenten realisiert. Wie in 3.2.2
beschrieben, ist eine Entität die elementare Einheit des „Internets der Dinge“, die im
Fall der Module neben dem Softwareagenten auch mechanische und elektrische
Komponenten beinhaltet (vgl. Abbildung 3-4: Funktionsklassen und Vererbung im
Internet der Dinge“). Dienste und Module stellen nach dem „Internet der Dinge“-
Konzept Dienstleister dar, die ihre Leistungen auf einem dynamischen Marktplatz
anbieten, der insb. von Transporteinheiten aber auch anderen Modulen oder gar
Softwarediensten für den Leistungserwerb genutzt wird. In Sonderfällen, wie z. B.
dem Pulkfahren, kann sogar eine TE eine Dienstleistung anbieten. Über die
Entitätsklassen werden den Entitäten bereits Grundfunktionen vererbt wie der
Nachrichtenaustausch, die Registrierung, das Abarbeiten von Kommunikations- und
Interaktionsprotokollen für Prozesse wie Auktionen etc. Module lassen sich eindeutig
Funktionsklassen zuordnen (Abbildung 3-4). Gemeinsam ist allen
Materialflusstechnikmodulen, dass sie über die Modulklasse die Fähigkeiten zur
Ansteuerung und Überwachung von Sensoren und Aktoren, der Verwaltung ihres
Belegungszustandes und auch der Abstimmung mit anderen Modulen im Rahmen
von Lastübergabeprozessen vererbt bekommen.
Steuerungshardware
Entsprechend dem Ansatz der funktionsorientierten Modularisierung gilt es auch, die
Steuerungshardware an die Modulgrenzen anzupassen, um so die vollen Vorteile der
Abgrenzung zu nutzen. Hierzu wird im Idealfall jedes Modul mit seiner eigenen
Hardware ausgestattet, wohingegen bei klassischen, hierarchisch aufgebauten
Steuerungen häufig eine SPS für viele Materialflusstechnikelemente verwendet wird,
über die Modulgrenzen hinaus für ganze Anlagenbereiche und somit ungewollte
Abhängigkeiten entstehen. Als modulare Steuerungshardware stehen grundsätzlich
PC-Systeme und speicherprogrammierbare Steuerungen (SPS) zur Verfügung. Bei
der Wahl der Steuerungshardware sind insbesondere die Kriterien „technische
Eigenschaften“, „Wirtschaftlichkeit“ und „Bedienerfreundlichkeit“ von Bedeutung. SPS
erfüllen klassisch die Aufgabe der maschinennahen Steuerung unter

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
193
Echtzeitbedingungen. PC - und hier insbesondere Industrie-PC - kommen in der
jüngeren Vergangenheit immer häufiger auch als Alternative zu SPS zum Einsatz.
Sie verfügen zwar nicht über eine komplett auf Robustheit, ggf. auch zu Lasten der
absoluten Performance ausgelegte Struktur, wie es bei SPS der Fall ist, jedoch sind
PC-Lösungen günstiger. Besser gewährleistet ist bei SPS die langjährige
Ersatzteilverfügbarkeit von Komponenten. Ebenfalls vorteilhaft ist die kurze
Hochlaufphase und die hohe Verfügbarkeit bei SPS. SPS und PC-basierte Systeme
gewährleisten von Haus aus Echtzeitfähigkeit, wenn echtzeitfähige Betriebssysteme,
wie etwa Windows CE oder Realtime-Linux, zum Einsatz kommen. Erforderlich ist
dies, um eine garantierte Reaktionszeit auf geänderte Eingangssignale sicherstellen
zu können, damit definierte Reaktionen der Steuerungen auch auf jeden Fall
innerhalb der vorgegebenen Zeit eintreten, die z.B. bei Pallettenfördertechnik in
einem Bereich von rund 150 bis 200 ms liegt. Die absolute Rechengeschwindigkeit
von PC ist zwar höher, jedoch reicht die der SPS i. d. R. auch aus.
Was die Konnektivität an Datennetzwerke angeht, sind beide Systeme gut für die
Anwendung im „Internet der Dinge“ geeignet, weil hier eine Kommunikation zwischen
den Entitäten ausschließlich über Ethernet erfolgt. Inzwischen ist auch bei SPS eine
Ethernetschnittstelle nach IEEE-Norm 802.3 Standard. Weiterhin verfügen SPS über
Anbindungsmöglichkeiten an klassische Feldbussysteme, was aber auch bei PC
über Schnittstellenkarten realisierbar ist. Die Sicherheit betreffend, insbesondere
wenn man an Viren denkt, sind PC als vorteilhaft einzustufen. Für PC sind
Virenscanner verfügbar, was von hoher Bedeutung ist, wie die jüngsten
Entwicklungen zeigen, wenn man bspw. an im September/Oktober 2010
aufgetretene Fälle von Befall mit Stux.Net denkt.
Hinsichtlich der Bedienerfreundlichkeit bieten SPS die erforderlichen Funktionalitäten
und Hilfsmittel, um die Steuerungsaufgaben wie die Signalverarbeitung,
Zeitkontrollmechanismen oder die Ansteuerung von Aktoren zu übernehmen, was
vorzugsweise mit den nach der IEC 61131-3 1993 genormten Sprachen umgesetzt
wird. Programmbausteine, Visualisierungsprogramme und die
Anbindungsmöglichkeit über das Netzwerk machen die Konfiguration und
Fehlerbehebung auf SPS bedienerfreundlich. PC heben sich durch die eingesetzten
Hochsprachen, wie etwa C++, C# und Java, gegenüber SPS ab und sind für
komplexere Aufgaben und Datenverarbeitungen, wie etwa aus einer XML-Nachricht
oder die Datenbankanbindung, besser geeignet. Gleiches gilt für die

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
194
Visualisierungsfunktion der Anlagen, was in einer Hochsprache deutlich besser
gelingt.
Als Fazit lässt sich zusammenfassen, dass für die sehr maschinennahe Anbindung
und die damit verbundenen Steuerungsaufgaben die SPS die erste Wahl ist,
wohingegen bei komplexeren Aufgaben, wie sie in hierarchischen Systemen vom
MFR übernommen würden, PC eindeutig von Vorteil sind.
Für die Umsetzung nach dem Konzept „Internet der Dinge“ sind verschiedene
Konfigurationen und Kombinationen aus PC, Embedded PC (EPC) und SPS denkbar
und einsetzbar. Kuzmany erläutert und bewertet diese Alternativen im Detail [Kuzm-
10]. Als Basis für die vorliegende Arbeit und damit das für wandelbare EHB im Airline
Catering betrachtete Konzept, soll ein Embedded PC mit Soft SPS zum Einsatz
kommen. Bei dieser Lösung handelt es sich um einen kleinen modular aufgebauten
Industrie-PC, der einerseits mit einem herkömmlichen hochsprachenfähigen PC-
Betriebssystem ausgestattet ist und andererseits auch über ein SPS-Betriebssystem
mit Eignung für Sprachen nach IEC 61131-3 verfügt. Somit können optimal die
Vorteile der echtzeitfähigen Soft-SPS für die Maschinensteuerungsebene und die
Vorteile der Hochsprachen für die Agentenebene genutzt werden. Ein kleiner
Nachteil liegt in den etwas höheren Kosten im Vergleich zu den drei infrage
kommenden Alternativen, die da wären: eine reine SPS, ein Embedded-PC ohne
Soft-SPS oder auch die Kombination aus PC und SPS. Kuzmany [Kuzm-10] kommt
zu dem Fazit, dass je nach Anwendungsfall entschieden werden kann, welche
Lösung kostenseitig gerechtfertigt ist. In Abhängigkeit von der Komplexität der
Maschinensteuerungsebene kann bei geringer Komplexität z. B. auf die Soft-SPS
verzichtet werden und komplett in Hochsprachen und somit bei geringeren
Lizenzkosten realisiert werden. Allgemein ist aber festzuhalten, dass die Lösung aus
Embedded-PC mit Soft-SPS die technisch und aus Gründen der
Anwenderfreundlichkeit zu bevorzugende ist.
Radio Frequenz Identifikation RFID
Für den Einsatz in wandelbaren Materialflusstechniksystemen, deren Steuerung
nach dem „Internet der Dinge“-Konzept aufgebaut ist, bietet sich der Einsatz von
RFID Technik an. Sie weist diverse Vorteile gegenüber der herkömmlichen Barcode-
Identifizierung auf und soll auch im Rahmen dieser Arbeit berücksichtigt werden. Auf
die Vorteile wird demnächst, nach kurzer grundsätzlicher Beschreibung von RFID,
eingegangen (vgl. auch [Nett-10]).

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
195
Beim RFID-Verfahren werden Daten berührungslos ohne Sichtkontakt ausgetauscht.
Der Austausch des binär codierten Datensatzes erfolgt durch induktive Kopplung
oder alternativ elektromagnetische Wellen. In den Systemen kommen
wiederbeschreibbare oder zumindest einfach beschreibbare Transponder, die auch
Tags genannt werden, zum Einsatz. Weiterhin befinden sich im System Lese- und
Schreibgeräte. Diese sind in Abhängigkeit von den Transpondern ausgeführt.
Passive Transponder werden mittels elektromagnetischer Wellen aktiviert und die
Daten ausgetauscht, wohingegen aktive Transponder eine eigene
Energieversorgung, meist als Batterie ausgeführt, besitzen. Das schränkt ihre
Lebensdauer ein und steigert die Anschaffungskosten, erhöht aber gleichzeitig auch
die mögliche Datenübertragungsrate und Übertragungsdistanzen.
Als Frequenzbereiche stehen LF (Low Frequency) bis Mikrowellen zur Verfügung,
was, bezogen auf die EU (in anderen Regionen abweichend), einem
Frequenzbereich von 125 kHz bis 2,45 GHz entspricht und einer Bandbreite von
5 kHz bis 9 MHz. Damit können, je nach Anwendungsfall, Reichweiten von nur rund
1 m bis hin zu deutlich über 10 m, im Falle der Mikrowellen, eingestellt werden. Für
das Materialflusstechnikumfeld und im Speziellen das „Internet der Dinge“-Konzept
ist es von großer Bedeutung, dass Lesesicherheit und Verfügbarkeit gewährleistet
sind. Falls ein Transponder nicht richtig gelesen werden kann, ist auch keine
Zuordnung des physischen Objekts zum zugehörigen Agenten möglich. Insofern ist
Verfügbarkeit und Lesesicherheit von essenzieller Bedeutung. UHF und Mikrowellen
neigen im metallischen Umfeld zu Reflexionen und damit verbundenen Störungen,
was bei der EHB im Airline Catering ein akutes Risiko ist. Ebenfalls störend für den
Anwendungsfall im Materialflusstechnikumfeld ist die hohe Lesereichweite von UHF
und Mikrowellen, weil u. U. nicht gewährleistet ist, dass korrekt erkannt wird, welches
Objekt Verfolger und welches Vorgänger ist, falls sich beide gleichzeitig im großen
Lesebereich befinden. Im Falle von Low und High Frequency (LF und HF) wird
zweifelsohne nur das direkt vor der Antenne befindliche Objekt identifiziert, so dass
das Problem entfällt. Beim RFID-Einsatz stehen Datenaustausch- und
Materialflusstechnikgeschwindigkeit in direkter Abhängigkeit. Die Kombination muss
so erfolgen, dass bei max. Geschwindigkeit dennoch das erforderliche Volumen
ausgelesen werden kann, während sich das Objekt im Schreib-/Lesefeld befindet.
Somit kommen bei besonders hohen Fördergeschwindigkeiten UHF und Mikrowellen
und deren großes Schreib- und Lesefeld vorteilhaft zur Geltung.

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
196
Sollen mehrere Objekte gleichzeitig vereinnahmt werden und deren Daten im Pulk
erfasst werden, so ist HF, UHF oder Mikrowellentechnik erforderlich. Auf den Fall
EHB im Airline Catering übertragen bedeutet dies, dass bei Ausstattung aller Trolleys
mit RFID und Fahrt eines Transportfahrzeugs mit einem Gehänge und mehreren
Trolleys darauf eine Pulkerfassung bei Durchfahren eines Gates erfolgen könnte.
Eine weitere Wahlmöglichkeit besteht, neben dem Frequenzbereich, auch bei der
Form des Dateninhalts, der auf dem Transponder gespeichert wird. Hier reichen die
Varianten von reiner ID-Speicherung auf dem Datenträger (Id-on-tag) über die
Speicherung weiterer Daten auf dem Datenträger (Data-on-tag) bis hin zur
Speicherung der eigentlichen Software auf dem Datenträger (Agent-on-tag). Das
Verfahren Id-on-tag entspricht den konventionellen Identifikationssystemen, bei
denen mittels Auslesen der eindeutigen ID der jeweilige Agent zugeordnet wird.
Vorteil hierbei ist das geringe zu lesende und zu speichernde Datenvolumen.
Nachteilig ist, dass die Daten vollständig beim Agenten liegen und somit auch
Statusinformationen dort persistent, d. h. nicht flüchtig und rekonstruierbar auch bei
Systemausfall in entsprechenden Datenbanken gespeichert und dynamisch
aktualisiert werden müssen. Der Unterschied zu herkömmlichen Barcodesystemen
ist gering.
Bei Data-on-tag Verfahren werden außer der ID auch Daten für die
Systemsteuerung, wie etwa Destinationen, Routingdaten oder Angaben zum
Transportgut direkt auf dem Transponder gespeichert. Vorteil hierbei ist die
persistente Speicherung direkt am Objekt mittels Transponder, was auch über
Systemgrenzen hinaus angewendet werden kann und den Datenaustausch zwischen
verschiedenen Systemen erleichtert. Gleichzeitig bringt das aber auch die Nachteile
des größeren zwischen Transponder und Lese-Schreibstation auszutauschenden
Datenvolumens sowie dem größeren erforderlichen Speicherchip mit sich. Damit wird
über das Datenvolumen Einfluss auf die geeigneten Frequenzbereiche und/oder die
zulässige Transportgeschwindigkeit genommen.
Mit dem Agent-on-tag Verfahren werden die Agenten auch physisch direkt an das
Transportgut angebunden. Hierbei befinden sich sowohl die Status- und
Identifikationsdaten als auch der Programmcode des Softwareagenten auf dem Tag.
Bei Erreichen einer Lese-/Schreibstation wird der Programmcode ausgelesen und in
einer sicheren Ausführungsumgebung ausgeführt. Vor Verlassen der Station werden
alle Daten wieder zurückgeschrieben auf den Transponder. Nachteilig ist hierbei das

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
197
sehr große transferierte Datenvolumen und von Vorteil die maximale Flexibilität beim
Agenten, die so weit geht, dass Agenten je Transportgut individuell sein können und
dem Transportsystem nicht bekannt sein müssen.
Für den hier vorliegenden Anwendungsfall von EHB und Airline Catering nach dem
Konzept „Internet der Dinge“ lässt sich festhalten, dass Data-on-tag in Kombination
mit HF oder UHF derzeit am zielführendsten einzustufen ist. Die Auswahl zwischen
UHF oder HF muss anhand der örtlichen Gegebenheiten getroffen werden unter
Berücksichtigung der Reflexionen, des Datenvolumens und der
Materialflusstechnikgeschwindigkeit sowie dem minimalen Fahrzeugabstand. Auf
lange Sicht stellt Agent-on-tag eine Option dar, die weitere Flexibilität mit sich
brächte, jedoch ist aktuell nicht in Sicht, dass die dazu erforderlichen RFID-
Entwicklungen mittelfristig zu akzeptablen Kosten verfügbar sind.
Eine industrielle Umsetzung des „Internet der Dinge“-Konzepts im Großmaßstab
erfolgte bisher nicht. Da der weitere erforderliche Entwicklungsaufwand aber
überschaubar ist, soll hierauf innerhalb der vorliegenden Arbeit nicht näher
eingegangen werden. Prämisse der Arbeit ist die marktreife Verfügbarkeit
herkömmlicher hierarchisch aufgebauter Steuerungssysteme sowie wandelbare
Lösungen nach dem Konzept „Internet der Dinge“. Um eine realistische
Vergleichsrechnung aufstellen zu können, wurde zwischen den Jahren 2006 und
2009 das zuvor beschriebenen Konzept bzw. Teile daraus mit Materialflusstechnik
Lieferanten diskutiert und die erforderlichen Änderungen zu bestehenden Lösungen
herausgearbeitet und die Differenzkosten für die selbststeuernde, dezentrale
Steuerung durch Abschätzungen mit Experten insb. von EHB-Herstellern ermittelt.
Für die Wirtschaftlichkeitsrechnung in dieser Arbeit wird somit die Arbeitsprämisse
getroffen, dass die Entwicklung des beschriebenen Systems bis zur großindustriellen
Einsatzreife stattgefunden hat bzw. die weiteren Produktentwicklungskosten nicht
direkt dem betrachteten Neubauprojekt zugerechnet werden sollen.
6.2.3 Energietechnik
Unter dem Oberbegriff „Energietechnik“ wird die Versorgung der Anlagenmodule mit
Strom-, Druckluft- und deren Anschluss an die Hydraulik zusammengefasst. Für EHB
ist dabei insbesondere die Versorgung der aktiven Anlagenkomponenten mit Strom
von Bedeutung. Wandelbarkeit diesbezüglich wird vor allem durch eine gute Umbau-
und Erweiterungsfähigkeit erreicht. In der unter 6.2.1 bereits zitierten VDI-Richtlinie
3643 sind Festlegungen für das Material, die Querschnitte und die
Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
198
Betriebsspannungen der stromführenden Leiter getroffen. Weiterhin ist das
Stromschienensystem so auszuführen, dass Schienenstücke ohne Anpassung der
angrenzenden Schienenabschnitte de- und wieder montierbar sind [VDI-3643].
Bisher hat leider fast jeder Hersteller (vgl. 6.2.1) seinen eigenen Standard für die
Gestaltung der Schleifleitungen. Mit Hilfe von Adaptern können Schienen
miteinander verbunden werden, falls deren Stromschienen von unterschiedlichen
Herstellern stammen. Nach Angaben von EHB-Herstellern stellt das Hinzuschalten
neuer Schienenabschnitte keinen kritischen Vorgang dar. Wenn die Anlage
zonenweise und modular aufgebaut ist und Teilbereiche vom Netz genommen
werden können, sind Umbau- und Erweiterungsarbeiten bei laufendem Betrieb mit
nur geringen Einschränkungen möglich. Im Falle eines Umbaus werden die
betroffenen Bereiche außer Betrieb gesetzt, so dass in diesen Abschnitten die
erforderlichen Arbeiten ausgeführt werden können.
Im Bereich der Energietechnik ist die Normung sehr weit vorangeschritten, so dass
bei strikter Befolgung der Vorgaben eine Erweiterungs- und Umbaufähigkeit gegeben
ist. Im Normalfall werden Schaltschränke von den Anlagenbauern bereits heute mit
einer Erweiterungsreserve von mindestens 20 % ausgelegt. Diese Reserven
genügen, um überschaubare Umbaumaßnahmen abzudecken. Umfangreiche
Maßnahmen hingegen bedürfen der Installation weiterer Schaltschränke, womit sich
die Frage stellt, ob ausreichende Platzreserven für die Installation weiterer
Schaltschränke verfügbar sind. Wenn es sich um eine EHB handelt, bei der von
häufigen Positionswechseln bei den Auf- und Abgabe-, Dreh- und Hubstationen
auszugehen ist, so sollte jede Station über einen eigenen Schaltschrank verfügen.
Es empfiehlt sich diesen in unmittelbarer Nähe der Station zu platzieren, um einen
möglichst einfachen und schnellen Umzug der Station samt Schaltschrank zu
ermöglichen.
In bestehenden EHB sind zwei prinzipiell unterschiedliche Ausführungen der
Energieübertragung vorzufinden. Zum einen sind dieses Schleifleitungen und zum
anderen berührungslose Leitungen, bei denen eine induktive Energieübertragung
erfolgt. Der Einsatz berührungsloser Übertragungssysteme ist aber nur unter
bestimmten zweckmäßig, wie etwa in leicht entzündlicher oder explosiver
Atmosphäre. Dieses kann z. B. der Fall sein, wenn die befahrenen Räume mit
Feinstaub belastet sind, der gefährdend ist. Der Nachteil induktiver Leitungen
resultiert in erster Linie aus dem rund doppelt so hohen Investitionsaufwand. Diese

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
199
werden nur geringfügig durch geringere laufende Wartungskosten kompensiert,
aufgrund des geringeren Verschleißes. In Bezug auf die Wandlungsfähigkeit sind
keine signifikanten Unterschiede zwischen beiden Systemen vorhanden, wenn man
einmal von der schlechteren Eignung von Schleifleitungen für den eher selten
genutzten Rückwärtsfahrbetrieb absieht. Auf Basis dieser Bewertung macht der
Einsatz von induktiver Energieübertragung im Airline Catering nur wenig Sinn;
Schleifleitungen sind für das Airline Catering ausreichend.
Bei der Planung und Ausführung der Module ist zur Erreichung einer möglichst guten
Wandelbarkeit darauf zu achten, dass die energietechnischen Modulgrenzen den
mechanischen und steuerungstechnischen Grenzen entsprechen. Daduch wird
Austauschbarkeit und Erweiterungsfähigkeit der Module erreicht. Weiterhin sind
steckbare Verbindungen zu bevorzugen und es ist auf saubere Schnittstellen zu
achten.
6.2.4 Bauwerk
6.2.4.1 Anforderungen
Bauseitige Voraussetzungen sind so zu schaffen, dass eine möglichst
uneingeschränkte Erweiterungs- und Umbaufähigkeit der EHB gegeben ist. Dazu
sind alle Hallenbereiche soweit wie möglich wandelbar auszuführen und
insbesondere für eine nachträgliche Installation von EHB vorzubereiten. Es gilt dazu
insbesondere die beiden nachfolgend beschriebenen Aspekte zu berücksichtigen.
Als erstes ist bereits im Vorfeld planerisch vorzusehen, dass alle grundsätzlich in
Frage kommenden Hallenbereiche zu einem späteren Zeitpunkt mit EHB
ausgestattet werden können. Dazu gilt es die unterschiedlichen Varianten der EHB
Befestigung und die statischen Voraussetzungen dafür zu prüfen. Im Rahmen dieser
Arbeit wurden drei Installationsvarianten überprüft, dabei handelt es sich um die
Befestigung an den Unterzügen des Gebäudes mittels eingelassener Rohrhülsen,
die Einbetonierung von Halfenschienen in die Gebäudedecken sowie die Installation
mittels aufgeständerter Stahlkonstruktion.
Weiterhin ist zu beachten, dass an allen Auf- und Abgabestationen Gruben im Boden
erforderlich sind. Mit Hilfe dieser Gruben werden die Oberkante des
Transportgehängebodens (hierauf stehen z.B. die Trolleyrollen) und die Oberkante
des Hallenbodens auf ein Niveau gebracht, was eine Voraussetzung für das
problemlose Be- und Entladen der EHB mit Trolleys ist. Hierzu wird im Folgenden

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
200
beschrieben, wie diese Gruben realisiert werden können, ohne beim Umbau der EHB
größere Baumaßnahmen zu verursachen.
Durch diese baulichen Vorbereitungsmaßnahmen wird der Zeitaufwand bei
Umbauten reduziert und die Beeinträchtigung des operativen Betriebs eingeschränkt.
In dieser Arbeit sind die EHB-Befestigungsvarianten und die Grubenvarianten
kostenseitig zu bewerten. Hierzu erfolgt im Rahmen der Szenarien ein Vergleich von
in der Bauphase erforderlichen Zusatzinvestitionen und dem gegenüberstehenden
Einsparungen bei späteren Umbauten und Erweiterungen. Im Folgenden werden die
verschiedenen EHB-Aufhängungsvarianten erläutert und bewertet.
6.2.4.2 Lastaufnahme
Für die Installation einer EHB in einer Fabrikhalle bedarf es einer Befestigung der
Schienenelemente. Eine hierfür gängige Lösung im Airline Catering ist die in
Abbildung 6-5 dargestellte Befestigung der Schienenelemente an den Unterzügen
der Deckenkonstruktion.
Abbildung 6-5: Seitenansicht EHB-Aufhängung [i+o-06 b]
Eine Konstruktion aus Stahlträgern (2) ist an den Stahlbetonunterzügen (1) befestigt.
An der Stahlträgerkonstruktion sind in regelmäßigen Abständen Aufhängejoche (3)
so angebracht, dass diese gute Montagepunkte für das Schienensystem (4)
darstellen. Auf diesem Schienensystem fahren die eigentlichen EHB-Fahrzeuge (5),
die aus einem Grundgehäuse, Motor und einer Steuerung bestehen. Unter den
Fahrzeugen hängend sieht man die Transportgehänge (6), mit den darin befindlichen
und zu transportierenden Airline Trolleys (7). Zur Fixierung der
Stahlträgerkonstruktion an den Unterzügen bestehen die beiden Optionen, dieses
über Rohrhülsen oder Halfenschienen an den Unterzügen zu realisieren. Welche
Unterschiede dieses mit sich bringt ist unter 6.2.4.3 und 6.2.4.4 erläutert.

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
201
Die Voraussetzungen für eine aus baulicher Sicht wandelbare EHB werden dadurch
geschaffen, dass alle relevanten Hallenbereiche für das Anbringen von Fahrschienen
vorbereitet sind. Die Auswirkungen davon sind, dass einerseits alle Unterzüge mit
Befestigungssystemen auszuführen sind und andererseits sämtliche Unterzüge so zu
dimensionieren sind, dass diese für die zusätzliche Lastaufnahme aus der EHB
geeignet sind. Im Gegensatz zum Einfluss auf die horizontal verlaufenden Unterzüge
ist der Einfluss aus der abgehängten EHB auf die vertikal verlaufenden Stützen
vergleichsweise bedeutungslos. Die Lasten aus der Dachkonstruktion, der
Hallendecke und technischen Einrichtungen sind erheblich größer, als die aus der
EHB resultierende Last. Deswegen kann hier von einer detaillierten Dimensionierung
unter Einwirkung der EHB abgesehen werden. Die folgende Abbildung 6-6 stellt ein
Feld mit montierter EHB in der Draufsicht dar. Es sind die Abmessungen dargestellt,
wie sie aus dem verwendeten Referenzprojekt bekannt sind und als Basis für die
statischen Grobkalkulationen im weiteren Verlauf dieser Arbeit dienen.
Abbildung 6-6: Schienenverlauf senkrecht zu den Hau ptunterzügen [i+o-06b]
Mit einem Rastermaß von 10,80 m tragen die Stahlbetonstützen (9) die
Hauptunterzüge (8). Weiterhin verlaufen im Raster von 5,40 m die Nebenunterzüge

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
202
(10). Die hier angewendeten Feldrastermaße sind in Airline Catering Objekten
bewährt und kommen des Öfteren vor. Der Verlauf der EHB-Schienen ist senkrecht
zu den Hauptunterzügen. Aus der in einer Ebene verlaufenden EHB resultiert eine
zusätzliche Feldlast von 56 t pro Feld. Die hier veranschlagte Feldlast gilt für eine
EHB-Anwendung im Airline Catering und speziell für das Referenzprojekt. Sie ist
nicht als allgemeingültig anzusehen, stellt jedoch einen für die in dieser Arbeit
erfolgende Kalkulation guten Ausgangswert dar. In anderen Planungsprojekten, an
denen die i+o Industrieplanung & Organisation GmbH & Co. KG beteiligt war galt es
deutlich geringere Feldlasten von rund 20 t zu berücksichtigen. Im Sinne einer
möglichst hohen Fördergutflexibilität fließen in dieser Arbeit 56 t als Basis für die
statischen Berechnungen ein. Der Abstand der an den Unterzügen aufgehängten
Stahlträger (3) beträgt 1,80 m zueinander. Somit erfolgt eine gleichmäßige
Lastverteilung auf die zwölf Befestigungspunkte (11) der Stahlträger. Das bedeutet
eine Lastbeaufschlagung von 4,7 t je Befestigungspunkt. Diese Lasten sind bei der
Auswahl und Dimensionierung der Befestigungssysteme zu berücksichtigen.
6.2.4.3 Befestigung mittels Rohrhülsen
Abbildung 6-7 skizziert einen als Betonfertigteil realisierten Unterzug mit den darin
eingegossenen, ausgesparten zylindrischen Öffnungen. In diesen sich regelmäßig
wiederholenden Öffnungen werden Stahlrohre eingesetzt, die man als Rohrhülsen
bezeichnet. An bzw. in diesen Rohrhülsen befindet sich die Aufhängung der
Schienenelemente der EHB-Anlage.

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
203
Abbildung 6-7: Fahrschienenaufhängung mittels Rohrh ülsen [i+o-06b]
Sie wird in der Form realisiert, dass eine Gewindestange in die Rohrhülse (15)
eingelegt wird und daran an eine Konsole (16) geschraubt ist. Die Konsole dient als
Befestigungselement für die Stahlträger (3) der Tragkonstruktion. Mit einem Abstand
von 1,80 m zueinander sind Aufhängejoche (17) an die Träger geklammert an denen
die Schienenelemente der EHB hängen. Die Realisierung dieser
Konstruktionsvariante setzt existierende Rohrhülsen in ausreichend tragfähigen
Unterzügen voraus. Wie in 6.2.4.2 geschildert ist eine Tragfähigkeit von 4,7 t je
Befestigungspunkt erforderlich, was Rohrhülsen mit einem Durchmesser von
mindestens 42 mm notwendig macht, um entsprechende Gewindestangen einsetzen
zu können. Die dann verbauten Rohrhülsen und Gewindestangen sind für die
Lasteinleitung von 7,5 t ausreichend dimensioniert. Für die Unterzüge ergeben sich
erforderliche Querschnitte von 350 mm in der Breite und 800 mm in der Höhe [Schi-
06].
Als Besonderheit im Lebensmittelproduktionsumfeld ist darauf hinzuweisen, dass
unhygienische Ablagerungen aufgrund von horizontalen Auflageflächen und
Hohlräumen zu vermeiden sind oder zu verschließen sind. Somit sollten für spätere
Erweiterungen vorgesehene aber zunächst ungenutzte Rohrhülsen mit Kappen oder
geeigneten Schaumstofffüllungen versiegelt werden.

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
204
6.2.4.4 Befestigung mittels Halfenschienen
Abbildung 6-8 skizziert den Querschnitt eines Unterzugs mit darin einbetonierter
Halfenschiene. An dieser Stahlschiene können beliebige Anschlußkonstruktionen
angeschraubt werden.
Abbildung 6-8: Schnitt Halfenschienen [i+o-06b]
In der Darstellung sieht man den Stahlanker (1), der mit der Halfenschiene
verbunden ist und für einen festen Sitz dieser sorgt. Im als (3) dargestellten
Stahlprofil befinden sich Schrauben (4), mit denen der Stahlträger der EHB-
Tragkonstruktion zur Befestigung der EHB-Schiene fixiert wird. Bei Halfenschienen
besteht der Vorteil, dass diese im Falle von Hallenbereichen ohne geeignete
Unterzüge in eine ausreichend tragfähige Deckenkonstruktion einbetoniert werden
können. Somit besteht auch in diesen Bereichen ohne geeignete Unterzüge im
Gegensatz zur Rohrhülsenkonstruktion eine Aufhängemöglichkeit. Darüber hinaus
bieten Halfenschienen den Vorteil der variablen Positionierung von
Befestigungspunkten entlang des Schienenverlaufs. Im Fall von Rohrhülsen sind
diese Punkte fix vorgegeben je nach Position der Öffnungen. Für eine Tragfähigkeit
von den benannten 4,7 t pro Befestigungspunkt bedarf es aufgrund der Schrauben-
und Profildimension einer Konstruktion mit den dargestellten Abmessungen [Half-06].
Darin hat das Stahlprofil eine Breite von 72 mm und 48 mm in der Höhe. In Summe
beträgt die Höhe von Anker und Profil 196 mm. Halfenschienen sind sowohl in
Edelstahl als auch als feuerverzinkte Ausführung erhältlich. Edelstahlschienen bieten
einen maximalen Korrosionsschutz. Sie sind im Lebensmittelbereich
uneingeschränkt verwendbar. Aufgrund der unterschiedlichen Materialkosten

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
205
ergeben sich Preisunterschiede von rund 350% höheren Preisen bei
Edelstahlausführung. Da im hier vorliegenden Fall keine unmittelbare Berührung mit
zu verarbeitenden Lebensmitteln zum Tragen kommt, sind die feuerverzinkten
Schienen ausreichend und deren schlechterer Korrosionsschutz sowie die höhere
Oberflächenrauheit kann vernachlässigt werden. Die Kosten der feuerverzinkten
Ausführung werden als Basis für die weiteren Kalkulationen herangezogen. Genauso
wie bei der Ausführung mit Rohrhülsen sind auch bei den Halfenschienen deren
Hohlräume zu versiegeln, um Ablagerungen zu vermeiden. Hierzu bieten sich u.a.
Füllstreifen oder auch Vollschaumfüllungen (5) an.
6.2.4.5 Aufständerung
In Abbildung 6-9 ist eine weitere Variante für die Aufhängung der EHB dargestellt.
Hierbei handelt es sich um eine auf dem Fußboden aufgeständerte Tragkonstruktion.
Diese besteht aus Doppelt-T-Profilen, die auf dem Boden fixiert sind und an denen
die Fahrschiene hängt.
Abbildung 6-9: Aufständerung Vorderansicht [i+o-06b ]
In der Praxis finden aufgeständerte Varianten dann Anwendung, wenn die
Fahrzeuge in nur verhältnismäßig geringer Höhe verfahren. Bei dem hier
betrachteten Airline Catering Umfeld, als Spezialgebiet der Lebensmittelproduktion
oder –verarbeitung ergeben sich Nachteile durch die aufgeständerte
Tragkonstruktion. Die Flächenbedarfe für die EHB steigen im Vergleich zu den von

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
206
oben abgehängten Tragkonstruktionen. Auch wird die Reinigungsfähigkeit bei
zusätzlichen Aufbauten auf dem Boden negativ beeinflusst, weil die Zugänglichkeit
erschwert wird.
Bei der Dimensionierung der Decken und Böden sind die Lasten der
Aufständerungskonstruktion und der daran hängenden EHB zu berücksichtigen. Für
den Fall der wandelbaren Fabrik bedeutet das, dass der gesamte Bodenbereich so
zu dimensionieren ist, dass die Position der EHB nahezu beliebig gewählt werden
kann. Abbildung 6-10 skizziert, wie die Abmessungen der Aufständerung mit den
Stützen (17) und Trägern (16) zu wählen wären, um die resultierenden Lasten beim
Referenzprojekt aufnehmen zu können [i+o-06a].
Abbildung 6-10: Aufständerung Draufsicht [i+o-06b]
Ähnlich zu den zuvor geschilderten Ausführungen von Rohrhülsen bzw.
Halfenschienen beträgt auch hier die Feldlast 56 t pro Feld, bei einer Feldlänge von
10,80 m. Der Stützenabstand in Längsrichtung beträgt 5,40 m zueinander und der
Abstand der Stahlträger zueinander ist auch hier 1,80 m. Bei der Stahlkonstruktion
kommen geschraubte Doppel-T-Stahlträger zum Einsatz. Aufgrund der
Verschraubung sind gute Voraussetzungen für Wandelbarkeit gegeben, da diese
prinzipiell keine Schweiß- und Schneidarbeiten beim Umbauen erforderlich macht.
Das bedeutet eine möglichst geringe Beeinflussung des operativen Betriebs im
Wandlungsfall.
6.2.4.6 Gruben
Neben der Aufhängung der EHB sind Gruben als Einflussfaktor für die bauliche
Wandelbarkeit zu sehen. Sie werden an jeder Auf- und Abgabestation benötigt
zwecks Nivellierung von Fußbodenoberkante und Transportgehängeoberkante für

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
207
den reibungslosen Be- und Entladevorgang mit Trolleys etc. Im Fall des
Referenzprojekts bedarf es einer Grube an jeder der zehn Auf– und
Abgabestationen. Diese haben u.a. in Abhängigkeit vom Transportaufkommen an
den jeweiligen Stationen unterschiedliche Dimensionen, so dass die größte mit
452m2 im Inboundbereich zu finden ist und die kleinste Grube mit nur 7m2 an der
Abnahme der mit Abfall und Reststoffen beladenen Trolleys. In Summe haben die
Gruben eine Fläche von 865 m2. Abbildung 6-11 veranschaulicht eine
Abnahmestation mit zugehöriger Grube und einer Bodenvertiefung von 150 mm.
Abbildung 6-11: Grube im Abnahmebereich [i+o-06a]
Kommt es zum Verlegen von Aufgabestationen oder der Erweiterung der Anlage, so
sind neue Gruben an neuen Positionen zu schaffen und bisher benötigte Gruben
wieder zu schließen. Während der dafür erforderlichen Arbeiten sind im Falle der
Produktionsfortsetzung auch während der Bauphase die
Lebensmittelhygienevorschriften einzuhalten. So sind geeignete Maßnahmen zu
finden, um den Staubschutz sicherzustellen. Alternativ zum sehr staubintensiven
Schaffen von neuen Gruben könnte die ganze Halle von vornherein in regelmäßigen
Abständen mit Gruben ins Standardgröße vorbereitet sein. Solange diese nicht
benötigt werden sind sie mit einer Bodenplatte ausgefüllt und die Fugen versiegelt.
Kommt es zum Wandlungsfall, so stehen die vorbereiteten Gruben zur Verfügung,
um Auf- und Abgabestationen dort zu positionieren. Diese Variante würde die
Layoutflexibilität begrenzen, weil exakt die vorgesehenen Grubenpositionen zu

Techn. Konzept wandelbarer Materialflusstechnik am Beispiel „Airline Catering“
208
nutzen wären. Jedoch wäre im Wandlungsfall der Umbau deutlich schmutzärmer
umsetzbar und auch die Umbaukosten würden deutlich gesenkt werden.
Als weitere alternative Option zu den Gruben ist das Versehen des
Transportgehänges mit Schrägen zu sehen. Hier befinden sich kleine Rampen am
Transportgehänge, über die es die Trolleys zu schieben gilt. Gruben würden damit
entfallen. Die Unterkante des Gehänges würde auf Niveau der Oberkante des
Bodens platziert werden. Kritisch zu überprüfen ist in diesem Fall die Tragfähigkeit
des Bodens des Gehänges, weil aus konstruktiven Gründen lediglich eine geringe
Gehängebodendicke realisierbar wäre. In jedem Fall wird durch das erforderliche
Überwinden der kleinen Rampen ein manueller Zusatzaufwand erforderlich. Es gäbe
bei jedem Auf- und Abgabeprozess einen Zeitverlust und eine ergonomische
Zusatzbelastung, der den Aufwands- und Bauzeiteneinsparungen durch die
entfallenden Grubenmaßnahmen gegenüber steht. Abbildung 6-12 skizziert, wie
diese Variante einzuordnen ist. Lediglich im Fall von sehr hoher
Wandlungswahrscheinlichkeit und –häufigkeit scheint die Variante mit Schrägen am
Gehänge angemessen zu sein.
Abbildung 6-12: Entscheidung für eine Grubenvariant e [i+o-06b]
Die Abbildung gibt qualitativ wieder, dass mit steigender Wandlungshäufigkeit (und –
wahrscheinlichkeit) es sinnvoll ist, in regelmäßigen Abständen Gruben an
bestimmten Positionen vorzusehen, die während der Nichtnutzungsphase mit einer
Bodenplatte ausgelegt und abgedichtet sind. Durch die Vorgabe der genauen
Position von Auf- und Abgabepositionen durch die Gruben muss es sich aber um
eine Anlage handeln, bei der die exakte Positionierung gewisse Freiheiten lässt.
Geht man von noch höherer Wandlungshäufigkeit aus, so ist auch die Anschrägung
der Gehänge als Option einzubeziehen. Wie schon erwähnt ist die Darstellung
qualitativ und es kann kein Grenzwert für die Entscheidungsfindung gegeben
werden, sondern es sind die projektspezifischen Bedingungen zur Variantenauswahl
zu überprüfen.
Wandlungshäufigkeit
niedrig hoch
herkömmliche
Gruben
vorpositionierte
Gruben
Anschrägung
Gehänge

Umsetzung Szenariobewertung
7 Umsetzung Szenariobewertung
7.1 Erläuterung der ausgewählten Methode
Aufbauend auf den vorherigen Ausf
erarbeiteten Konzept für wandelbare, modulare
Catering, nach dem „Internet der Dinge
den Experteninterviews sollen im F
Szenarien definiert werden, um dann
Für die Bewertung wird ein Ansatz aus drei Bewertungsmodulen gewählt. Hierbei
handelt es sich um die in der folgenden
Abbildung 7-1: Module der gewählten Bewertungsmethode
Erstes Element der Bewertung ist eine
Wesentlichen auf der Kapitalwertmethode
Excel basierendes umfangreiches
separat betrachtet und später einander gegenübergestellt wurden. Die Ergebnisse
hieraus werden im Abschnitt
beurteilt.
Das Werkzeug ist so ausgelegt, dass es in
und Logistikumfeld für die wirtschaftliche Bewertung verwendet und der Nachweis
geführt werden kann, ob unter Zugrundelegung entsprechender Prämissen die
Wirtschaftlichkeit eines wandelbar gestalteten Systems gegenübe
konventionellen System gegeben ist.
Szenariobewertung
209
Umsetzung Szenariobewertung
Erläuterung der ausgewählten Methode
Aufbauend auf den vorherigen Ausführungen zum Stand der Erkenntnisse, dem
erarbeiteten Konzept für wandelbare, modulare Materialflusstechnik
Internet der Dinge“-Konzept und auf Basis der Ergebnisse aus
sollen im Folgenden zunächst relevante zu betracht
Szenarien definiert werden, um dann bewertet zu werden.
Für die Bewertung wird ein Ansatz aus drei Bewertungsmodulen gewählt. Hierbei
handelt es sich um die in der folgenden Grafik dargestellten Bewertungsmethoden
der gewählten Bewertungsmethode
Erstes Element der Bewertung ist eine Wirtschaftlichkeitsbetrachtung, die im
auf der Kapitalwertmethode basiert. Hierzu wurde ein auf Microsoft
umfangreiches Werkzeug geschaffen, mit dem alle Szenarien
separat betrachtet und später einander gegenübergestellt wurden. Die Ergebnisse
hieraus werden im Abschnitt 7.3 „Bewertungsergebnisse Szenarien
Das Werkzeug ist so ausgelegt, dass es in zukünftigen Projekten im Produktions
und Logistikumfeld für die wirtschaftliche Bewertung verwendet und der Nachweis
geführt werden kann, ob unter Zugrundelegung entsprechender Prämissen die
Wirtschaftlichkeit eines wandelbar gestalteten Systems gegenübe
konventionellen System gegeben ist. Als Ergebnisse werden ausgewiesen:
ührungen zum Stand der Erkenntnisse, dem
Materialflusstechnik im Airline
und auf Basis der Ergebnisse aus
vante zu betrachtende
Für die Bewertung wird ein Ansatz aus drei Bewertungsmodulen gewählt. Hierbei
Bewertungsmethoden.
Wirtschaftlichkeitsbetrachtung, die im
basiert. Hierzu wurde ein auf Microsoft-
, mit dem alle Szenarien
separat betrachtet und später einander gegenübergestellt wurden. Die Ergebnisse
Szenarien“ dargestellt und
zukünftigen Projekten im Produktions-
und Logistikumfeld für die wirtschaftliche Bewertung verwendet und der Nachweis
geführt werden kann, ob unter Zugrundelegung entsprechender Prämissen die
Wirtschaftlichkeit eines wandelbar gestalteten Systems gegenüber einem
Als Ergebnisse werden ausgewiesen:
Umsetzung Szenariobewertung
210
� Abgezinster Kapitalwert (NPV – Net Present Value)
� EBIT (Earnings Before Interest and Taxes) – Gewinn vor Zinsen und Steuern
� EBITDA (Earnings Before Interest, Taxes, Depriciations and Amortization) –
Gewinn vor Zinsen, Steuern, Abschreibungen auf Sachanlagen und
Abschreibungen auf immaterielle Vermögensgegenstände
� NOPAT (Net Operating Profit After Taxes) – Geschäftsergebnis nach
Steuern/operativer Gewinn
� IRR (Internal Rate of Return) oder interner Zinsfuß/Zinssatz
� Amortisationszeit (Payback Period)
� Bilanzielle Veränderungen (Delta Working Capital)
� Abgezinster Wert aller Investitionen über den Betrachtungszeitraum (PV
Investment Expenditures)
� Zeitlicher Verlauf aller Zahlungsflüsse (Cash-Flows)
� Risikoprofile und Projektsensitivität mithilfe von Monte-Carlo Simulation (Variation
der Cash-Flow Höhe)
� Sensitivitätsanalysen
� Ergebnisdarstellung inkl. Steuer-Auswirkungen, soweit gewünscht
Zur Erfassung der Eingangsgrößen sind selbsterklärende Eingabeblätter gestaltet
worden. Außerdem wurde eine Checkliste (siehe Anhang: „Exemplarische
Szenariobewertung: Modul 1 – Wirtschaftlichkeitsbetrachtung (Szenario 3.2 -
wandelbar) in Auszügen/ App B Checklist“) kreiert, um dem Nutzer bereits im Vorfeld
der Eingabe eine Prüfmöglichkeit zu geben, ob die mindestens erforderlichen Daten
verfügbar sind und ob auch weitergehende Daten bereitstehen, die eine optimale
Nutzung des Werkzeugs zulassen. Für die Nutzung des Tools werden folgende
Eingangsgrößen genutzt:
� Annahmen/Prämissen: Kapital- und Personalkosten, Lohn- und
Gehaltsempfänger und deren Wachstum, Steuersätze, Entwicklungen der
laufenden Kosten etc.
� Beschreibung der Ausgangssituation: Umsatz, Anzahl Mitarbeiter, laufende
Kosten etc.

Umsetzung Szenariobewertung
211
� Umsatzentwicklung: Mengenwachstum, Preisveränderungen etc.
� Kostenentwicklung: u. a. laufende Kosten und Mitarbeiter
� Investitionsausgaben: Projektinvestitionen beliebig strukturierbar als Schätzwerte
oder auf Basis vorliegender Angebote
� Einmalkosten: wie z. B. Ausfallkosten bei Wandlung gem. Kostenschätzung
� Desinvestitionen: im Projektverlauf vorgesehene Reduzierungen, Bilanzwerte der
reduzierten Objekte und zu erwartende Wiederverkaufswerte der Objekte
� Bilanzveränderungen: Lagerbestandsveränderungen, Bewertung des Inventars
gem. Bilanz
Eine exemplarische Fallbetrachtung für ein Szenario befindet sich im Anhang
(„Exemplarische Szenariobewertung“). Daraus wird der Umfang der bereitgestellten
Informationen deutlich. Eingabefelder sind mit orangem Rahmen gekennzeichnet.
Neben der umfangreichen Wirtschaftlichkeitsbetrachtung mit praktisch allen
gebräuchlichen betriebswirtschaftlichen Kennzahlen wird als zweites Element eine
Risikoanalyse zur Verfügung gestellt. Im Gegensatz zu der zuvor erwähnten
Risikobetrachtung im Rahmen der Wirtschaftlichkeitsbetrachtung werden hierbei die
Eintrittszeitpunkte der Wandlungsfälle und somit der resultierenden Cash-Flows
variiert. Im Gegensatz zur Wirtschaftlichkeitsbetrachtung, bei der von definierten
Zahlungszeitpunkten ausgegangen werden muss, die lediglich in der Höhe variieren
können und ansonsten auf den getroffenen Annahmen basieren, fließt somit auch
eine Risikoüberprüfung bei veränderten Zahlungszeitpunkten ein.
Mittels einer dynamischen Simulation, wird jedes Szenario 2.000-fach simuliert und
die statistischen Verteilungen auf Basis der zugrunde gelegten
Eintrittswahrscheinlichkeiten ermittelt. Sollte der Wunsch nach einer noch weiteren
Erhöhung der Anzahl der statistisch betrachteten Fälle bestehen, so kann dies mit
überschaubarem Arbeitsaufwand in dem Excel-Tool realisiert werden.
Als Eintrittswahrscheinlichkeiten für die Wandlungsfälle wurden aus den
Experteninterviews folgende Werte abgeleitet. Danach gelten folgende kumulierte
Eintrittswahrscheinlichkeiten für den Wandlungsfall:
� 20 % nach 2 Jahren

Umsetzung Szenariobewertung
212
� 50 % nach 3 Jahren
� 70 % nach 4 Jahren
� 100 % nach 5 Jahren
D. h., es kann mindestens alle fünf Jahre von einem Wandlungsfall ausgegangen
werden. Mit einer angenommenen Schwankungsbreite von +/-5 % für die
Wandlungskosten wird die statistische Verteilung der Kapitalwerte ermittelt und die
bekannten statistischen Kenngrößen wie Erwartungswert, Standardabweichung und
min. und max. Kapitalwert ermittelt. Die Ergebnisse der Risikoanalyse für die
Szenarien sind in Kapitel 7.3.3 und 7.3.5 erläutert. Ein exemplarischer Ausdruck der
Ergebnisse für ein ausgewähltes Szenario befindet sich im Anhang („Exemplarische
Szenariobewertung“). Die Risikoanalyse ist, wie auch die
Wirtschaftlichkeitsbetrachtung, allgemein für zukünftige Projekte einsetzbar und
bietet die Möglichkeit, wandelbare Systeme mit konventionellen Systemen im
Produktions- und Logistikumfeld zu vergleichen und zu bewerten, in Kombination mit
einer Experteneinschätzung zu Wandlungswahrscheinlichkeiten.
Als drittes Element der Bewertung erfolgt in Ergänzung zur finanzwirtschaftlichen
Bewertung eine qualitative Bewertung mittels einer Nutzwertanalyse auf Basis des
paarweisen Präferenzvergleichs, wie in Kapitel 2.3 vorgestellt. Hierbei handelt es
sich um eine Methodik zur objektiveren Bewertung qualitativer Merkmale. Durch
vorherige Priorisierung von Merkmalen und anschließende Bewertung, bewusst ohne
vorab ersichtliche Transparenz hinsichtlich des Einflusses auf das
Gesamtbewertungsergebnis, wird die subjektive Meinungsbildung vermieden oder
zumindest eingeschränkt. Es soll vermieden werden, dass von den bewertenden
Personen bereits im Vorfeld Ergebnisse angestrebt werden und sämtliche
Bewertungen auf die Erreichung dieses Ergebnisses ausgelegt werden. Dieses
Phänomen kann sowohl vorsätzlich als auch unbewusst erfolgen und den Versuch
einer objektiven Bewertung zunichtemachen bzw. negativ beeinflussen. Mit der
Methodik des paarweisen Präferenzvergleichs besteht ein Hilfsmittel, das im
konkreten Anwendungsfall dazu dient, die nicht quantitativ bewertbaren
Eigenschaften von konventionellem und wandelbarem System miteinander zu
vergleichen.
Die Sensitivitäten des Modells und insbesondere deren Einfluss auf das
Gesamtergebnis werden folgendermaßen ermittelt:

Umsetzung Szenariobewertung
213
1. Verschieben der Zahlungszeitpunkte für durch Wandlung hervorgerufene
Ausgaben
2. Variieren der Höhe der Wandlungskosten bzw. Ausgaben für Wandlungen durch
statisches Verändern mit vorgegebenen Prozentsätzen
3. Variieren der Höhe der Wandlungskosten bzw. Ausgaben für Wandlungen und
Untersuchung der Auswirkungen mithilfe der Monte-Carlo-Simulation
Die bei diesen Sensitivitätsanalysen ermittelten Ergebnisse werden dokumentiert,
analysiert und interpretiert.
In den folgenden Szenarien werden Kennwerte für Investitionen und Kosten
verwendet. Sie wurden auf Basis folgender Informationsquellen ermittelt:
� Reale innerhalb der letzten 3 – 5 Jahre realisierte Projekte (Angebote,
Vergabeunterlagen etc.)
� Gemeinsam mit Planern erstellte Kostenschätzungen (insb. Architekten für
bauliche Ausführungen)
� Gemeinsam mit Herstellern und Anlagenlieferanten ermittelte Kennwerte
(insbesondere Materialflusstechnik und Kostenveränderung bei Einsatz
wandelbarer Systeme)
7.2 Szenariendefinition
Für die Arbeit wurde die Szenariotechnik gewählt, um mögliche Wandlungsfälle auf
Basis der wandelbaren Anlage und auf Basis der herkömmlichen Anlage zu
vergleichen. Im Folgenden wird die Basis und die konkrete Ausprägung der
Szenarien erläutert, um zu zeigen, wie Szenarien für eine derartige Analyse
ausgeprägt sein müssen [i+o-06b].
7.2.1 Basis für Szenarien
Die Ausgangsbasis orientiert sich sehr stark an einem in den letzten Jahren
realisierten und bedeutenden Airline Catering Projekt in Zentraleuropa.

Umsetzung Szenariobewertung
214
Abbildung 7-2: EHB-Layout Referenzanlage im IST-Zus tand [i+o-06b]
Aufgrund der Verwendung eines realen Objekts als Basis für die im Folgenden
beschriebenen Szenarien wird ein hohes Maß an Praxisnähe erreicht. In zukünftigen
Anwendungsfällen der vorgestellten Analysemethode wäre ebenfalls davon
auszugehen, dass eine vergleichbare Planungsbasis vorliegt, auf welcher dann
ebenfalls Szenarien untersucht werden könnten.
Wie in Kapitel 2.1.6 beschrieben, sind die Aspekte
� Durchsatzflexibilität,
� Layoutflexibilität,
� Fördergutflexibilität,
� Erweiterbarkeit und
� Integrierbarkeit
für wandelbare Fördersysteme entscheidend. Die Experten-Interviews haben
gezeigt, dass diese Aspekte größtenteils aber nicht vollständig im Airline Catering
von Bedeutung sind. So wurde die Fördergutflexibilität als mehr oder weniger ohne
Bedeutung eingestuft, weil mit einer Veränderung der Trolleys mittelfristig
schlichtweg nicht zu rechnen ist (vgl. auch 5.3). Die Kombination aus sogenannten

Umsetzung Szenariobewertung
215
Full-Size- und Half-Size-Trolleys weist von sich aus eine ausreichende Flexibilität der
Ladungsträger (Trolleys) auf, um die unterschiedlichen Fördergüter zu transportieren.
Um die o. g. erforderlichen Eigenschaften und Fälle eines wandelbaren Systems
abzubilden und zu bewerten, sollen Szenarien gebildet werden, bei denen
Wandlungsfälle auftreten, die hierauf eingehen. Hierzu werden drei Oberkategorien
gebildet:
� Veränderung der Produktionsleistung ohne Layoutveränderung
� Durchsatzflexibilität
� Erweiterung um Auf-/Abgabestationen
� Erweiterbarkeit
� Layoutveränderungen – zus. Schienen, Versetzen Auf- und Abgabestationen
� Layoutflexibilität und Erweiterbarkeit
Für jede der betrachteten Kategorien werden zusätzliche Unterkategorien gebildet,
die z. B. die Steigerung aber auch die Senkung des Durchsatzes berücksichtigen
bzw. die Intensität der Szenarien variieren, um Wandlungsfälle von geringem bis hin
zu einem hohen Ausmaß zu betrachten.
Es werden die folgenden acht Szenarien jeweils für die wandelbare
Systemausführung und die konventionelle Ausführung betrachtet, so dass sich in
Summe sechzehn zu vergleichende Fälle (Business Cases) ergeben:
Abbildung 7-3: Szenarienübersicht
Nicht explizit betrachtet wird ein Szenario zur Bewertung der Integrationsfähigkeit
und zum wirtschaftlichen Nachweis der Vorteile eines wandelbaren Systems durch
Integrationsfähigkeit. Sehr wohl wird aber die Integrationsfähigkeit in der Form
berücksichtigt, dass die Annahmen zur Kosten- und Investitionsschätzung auf der
Nr. Wandlunsgursache Intensität Merkmale
1.0 Veränderung Produktionsleistung ohne Layoutveränderung
1.1 Steigerung Produktionsleistung gering bis mittel 10 zusätzliche EHB Fahrzeuge1.2 Steigerung Produktionsleistung hoch 20 zusätzliche EHB Fahrzeuge1.3 Reduzierung Produktionsleistung gering bis mittel 10 EHB Fahrzeuge ausschleusen1.4 Reduzierung Produktionsleistung hoch 20 EHB Fahrzeuge ausschleusen
2.0 Erweiterung um Auf-/Abgabestationen
2.1 Ergänzen einer Auf-/Abgabestation gering bis mittel 1 zus. Station, 2 zus. Weichen, 45 m zus. Schienen2.2 Ergänzen zwei Auf-/Abgabestation hoch 2 zus. Stationen, 4 zus. Weichen, 90 m zus. Schienen
3.0 Layoutveränderung - zus. Schienen, Versetzen von Auf-/Abgabestationen
3.1 Layoutveränderung - zus. Schienen, Versetzen von Auf-/Abgabestationen gering bis mittel 1 Station versetzen, 100 m zus. Schiene3.2 Layoutveränderung - zus. Schienen, Versetzen von Auf-/Abgabestationen hoch 2 Stationen versetzen, 200 m zus. Schiene

Umsetzung Szenariobewertung
216
Prämisse basieren, dass es sich um integrationsfähige Systeme mit entsprechenden
Schnittstellen handelt.
Mittels einer Szenariendefinition ist es selbstverständlich nicht möglich, sämtliche
potenzielle Szenarien vollständig abzudecken. Jedoch können gut der Einfluss und
die Bedeutung sowie kritische Grenzen von Wandlungseinflüssen aufgezeigt werden,
die eintreten müssen, um ein wandelbares System wirtschaftlich vorteilhaft werden
zu lassen. Bei den gewählten Szenarien wird von in der Ursache reinen
Wandlungsszenarien ausgegangen, d. h., es werden einzelne Szenarien betrachtet
und keine weiteren Kombinationen aus diesen. Da praktisch unendlich viele
Kombinationen von Szenarien denkbar sind, wäre es keinesfalls möglich, alle
Szenarien abzudecken. Mit der gewählten Methodik soll vielmehr eine Indikator
gegeben werden, unter welchen Rahmenbedingungen eine wandelbare Anlage auf
jeden Fall wirtschaftlicher sein wird als eine herkömmliche bzw. negativ formuliert,
welche Wandlungsfälle bzw. deren Erwartung nicht ausreichen, um eine wandelbare
Anlage unter betriebswirtschaftlich-technischen Gesichtspunkten zu rechtfertigen.
In späteren Projekten sollte es dem Projektteam in Zusammenarbeit mit der in
strategische Fragestellungen eingebundenen Unternehmensführung/Betriebsleitung
gut möglich sein, potenzielle Szenarien zu definieren. Sowohl aus den geführten
Interviews als auch durch Erfahrungen aus anderen Airline Catering
Planungsprojekten hat sich gezeigt, dass die Unternehmensführung i. d. R. ein
relativ gutes Gespür für grundsätzlich mögliche und andererseits komplett zu
verwerfende Entwicklungen hat. Da es sich immer um eine Prognose zukünftiger
Veränderungen handelt, wird nie eine 100%ige Sicherheit erreichbar sein, aber eine
qualitativ hochwertige Abschätzung möglich sein, die ein wirtschaftliches Handeln
sicherstellt.
7.2.2 Beschreibung der definierten Szenarien
Bei den Szenarien 1.1 und 1.2 erfolgt eine Steigerung der Durchsatzleistung, wie es
in einer EHB allgemein gut möglich ist, durch Einbringung zusätzlicher Fahrzeuge.
Hierzu werden bei 1.1 zehn zusätzliche Fahrzeuge eingebracht, was bezogen auf die
ursprünglichen 150 Fahrzeuge als geringe bis mittlere Maßnahme gewertet wird. Als
hohe Steigerung der Durchsatzleistung wird Szenario 1.2 eingestuft, bei dem
zwanzig zusätzliche Fahrzeuge hinzukommen. Analog dazu wurden die
Reduzierungsszenarien 1.3 und 1.4 definiert. Hierbei erfolgt eine Reduzierung von
zehn bzw. 20 Fahrzeugen.

Umsetzung Szenariobewertung
217
Als Erweiterungsszenarien wurden 2.1 und 2.2 ausgelegt. Es handelt sich bei den
Szenarien um häufiger in Airline Catering Betrieben vollzogene Maßnahmen. Hierbei
wird im Falle von 2.1 eine zusätzliche Auf-/Abgabestation errichtet und bei 2.2 zwei
Stationen. Damit verbunden sind jeweils zwei bzw. vier zusätzliche Weichen und 45
m bzw. 90 m zusätzliche Schienenstrecke. Die folgende Abbildung veranschaulicht in
rot den Ausbau der Materialflusstechnik im Inbound-Bereich, also im
Wareneingangsbereich von der Flugfeldseite um eine zusätzliche Auf- bzw.
Abgabestation.
Abbildung 7-4: EHB-Layout nach Umsetzung Szenario 2 .1 (rot) [i+o-06b]
Ausser den bereits beschriebenen Szenarien für Durchsatzsteigerung und
Anlagenerweiterung sollen Szenarien berücksichtigt werden, die eine Veränderung
der Streckengeometrie abbilden. Die Szenarien könnten sich in der Realität dann
ergeben, wenn eine Erhöhung der Variantenvielfalt stattfindet und somit
Produktionskapazitäten ausgeweitet werden müssen oder die Produktionsstrukturen
zu verändern sind. Ein ausgeprägter Fall der Erhöhung der Variantenvielfalt ist dann
gegeben, wenn eine zusätzliche Produktgruppe hinzukommt. Ein mögliches Beispiel
für das Airline Catering wäre die Aufnahme von Hygieneausstattungen für die
Bordtoiletten, so dass diese in der Airline Catering Anlage kommissioniert würden
und für den jeweiligen Flug bereitgestellt würden. Diese Artikel werden heute vom
Reinigungspersonal mitgebracht. Bei dieser Prozessänderung müsste ein

Umsetzung Szenariobewertung
218
zusätzlicher Produktions- oder Kommissionierbereich in der Catering Anlage
geschaffen werden, der die Erweiterung der Schienenanlage nahelegt. Abbildung 7-5
veranschaulicht, wie diese beschriebene Veränderung für das Szenario 3.1
aussehen könnte und in der weiteren Analyse berücksichtigt werden soll.
Abbildung 7-5: EHB-Layout nach Umsetzung Szenario 3 .1 (rot) [i+o-06b]
Dazu wird die sich links am Rand des Layouts befindliche Outbound-Station rund 20
m in oberer Richtung auf dem Plan versetzt. Der damit frei werdende Platz wird für
den neu zu schaffenden Produktionsbereich genutzt. Wie in Abbildung 7-5
dargestellt, muss dazu auch die Auf- und Abgabestation des Produktionsbereichs
„Getränke“ verschoben werden. Sie wird um 10 m weiter nach oben versetzt.
Als Steigerung zu 3.1 wird das Szenario 3.2 definiert. Die Szenarien 3.1 und 3.2
bilden den Bedarf für veränderte Positionen von Auf- und Abgabestationen ab.
Hierbei werden eine bzw. zwei bestehende Stationen versetzt und die dafür
erforderlichen 100 m bzw. 200 m Schienen ergänzt.
Die zuvor beschriebenen acht Szenarien wurden jeweils als konventionelle
Ausführung und als wandelbare Ausführung bewertet. Im Folgenden sind die daraus

Umsetzung Szenariobewertung
219
gewonnenen Ergebnisse für die resultierenden sechzehn Szenarien beschrieben und
insbesondere die jeweiligen Vergleiche wandelbarer vs. herkömmlicher Lösung.
7.3 Bewertungsergebnisse Szenarien
Die konkreten Ergebnisse der Szenarienbewertung stellen sich wie folgt dar: Im
Sinne der Abbildung 7-1 und der für diese Arbeit gewählten Bewertungsstruktur
werden in den Abschnitten 7.3.1 bis 7.3.3 zunächst die Ergebnisse aus dem Modul 1.
Wirtschaftlichkeitsbetrachtung dargestellt. Der Abschnitt 7.3.4 erläutert die
Erkenntnisse aus Modul 2., d. h. die Risikobetrachtung bei variierenden Cash-Flow-
Zeitpunkten.
Neben den dargestellten quantitativen Ergebnissen aus den Modulen 1. und 2.
werden im Abschnitt 7.3.6 die Ergebnisse der qualitativen Bewertung dargestellt.
Hierbei handelt es sich um das Modul 3. Nutzwertanalyse/Paarweiser
Präferenzvergleich.
7.3.1 Investitionsvergleich
Als Ausgangsbasis für die Investitionsschätzungen der Szenarien wurde das bereits
dargestellte reale Airline Catering Projekt verwendet. Die erforderlichen
Investitionsbeträge wurden aus Lieferantenangeboten und Projektbudgets ermittelt
und wie folgt gegliedert [i+o-06b]:
Tabelle 7-1: Investitionsübersicht Basis für Szena rien, ohne Gebäude [€] (vgl. [i+o-06b])
Hierbei wird nach den Bereichen Materialflussrechner, Anlagenüberwachung und
Mechanik unterschieden. Entsprechend dem hohen Anteil am
Gesamtinvestitionsvolumen ist die Mechanik in weitere Untergruppen
aufgeschlüsselt. Bewusst nicht enthalten in der als Ausgangsbasis verwendeten
K I [€] Anzahl Einzelkosten Gesamtkosten
Materialflussrechner 500.961,00
Anlagenüberwachung 97.368,00
Schienenanlage [lfd M] 1400 927,00 1.297.800,00Fahrzeug inkl. Gehänge 150 7.541,00 1.131.150,00Auf- / Abgabestation 10 62.376,00 623.760,00Hubstation 1 19.185,00 19.185,00Drehstation 7 12.233,00 85.631,00Stahlbau, Bühnen etc. [lfd M] 1400 289,00 404.600,00Gesamt Mechanik 3.562.126,00
Gesamt EHB-Anlage 4.160.455,00
Konventionelle Anlage

Umsetzung Szenariobewertung
220
Investitionsstruktur sind die Gesamtinvestitionen für das Gebäude. Der
Szenarienvergleich ist so aufgebaut, dass Bauinvestitionen lediglich über den
Differenzbetrag zum Basisprojekt berücksichtigt werden. D. h., es werden
ausschließlich die für ein wandelbares Objekt erforderlichen Mehrinvestitionen im
Bau berücksichtigt. Würden sämtliche oder Teile der Bauinvestitionen bereits beim
Ausgangsobjekt einbezogen werden, so würde sich die Vergleichsbasis in der
Gesamtsumme erheblich erhöhen. Beim späteren Investitions- und
Wirtschaftlichkeitsvergleich würde hierdurch das Bild verzerrt werden. Die
eigentlichen Unterschiede wären nur noch bedingt bzw. abgeschwächt sichtbar.
Dieses ist nicht sinnvoll, da hohe Grundinvestitionen für den Bau in beiden Fällen
erforderlich sind und keinen Einfluss auf die Entscheidungsfindung haben dürfen
hinsichtlich konventioneller vs. wandelbarer Lösung. Somit sind für die vorliegende
Betrachtung ausschließlich die Differenzbeträge, die in der einen oder anderen
Variante in das Gebäude fließen, von Interesse.
7.3.1.1 Gebäude: EHB-Aufhängung
Bei dem Referenzobjekt handelt es sich um ein Gebäude mit 492 gleichartigen
Feldern mit einer jeweiligen Kantenlänge von 10,80 x 5,40 m. Im Falle der
realisierten konventionellen Anlage sind 112 dieser Felder für eine Aufhängung der
EHB vorgesehen und auch größtenteils mit EHB belegt. Die folgende Abbildung zeigt
die Draufsicht eines Feldes, in dem ein Abschnitt der EHB aufgehängt ist.
Abbildung 7-6: Feld mit aufgehängtem Abschnitt der EHB [i+o-06b]

Umsetzung Szenariobewertung
221
Wie in Kapitel 6.2 geschildert, wurde das Gebäude hinsichtlich der überhaupt
denkbaren Einsatzbereiche der EHB innerhalb des Grundrisses überprüft. Ziel dieser
Überprüfung war es, die Bereiche und insb. die Anzahl der Felder zu ermitteln, die
für eine mögliche EHB-Aufhängung infrage kommen. Aufgrund der nicht
unerheblichen Bau-Mehrinvestitionsbedarfe ist die komplette Vorbereitung aller
Gebäudeteile für eine mögliche spätere EHB-Aufhängung zum einen zu kostspielig
und zum anderen die Wahrscheinlichkeit der Nutzung schlichtweg zu gering.
Aufgrund der Überprüfung wurden 56 weitere Felder, d. h. weitere 50 % zu den
bisherigen 112 Feldern im Falle der realisierten Anlage für EHB-Aufhängung
vorgesehen. Hiermit sollte eine erhebliche Steigerung der Layoutflexibilität und
folglich der Wandelbarkeit erreicht werden.
Im Folgenden soll die Kosten-/Investitionsermittlung und die Auswahl der Lösung
unter Kostengesichtspunkten dargestellt werden.
Die Investitionen für die Schaffung der baulichen Voraussetzungen setzen sich
zusammen aus Befestigungskonstruktionen für die zu installierende EHB-Anlage
sowie der in späteren Erweiterungsbereichen angebrachten Vorrichtungen. In dem
Entscheidungsmodell sind die Investitionen und Kosten zu betrachten, die für das
flächendeckende Vorsehen von Befestigungskonstruktionen für die gesamte Halle
anfallen. Berücksichtigt werden die Varianten Rohrhülsen, Halfenschienen und
Aufständerung, wie sie in den Abschitten 6.2.4.3 bis 6.2.4.5 beschrieben sind.
Halfenschienen oder Rohrhülsen sind zu bevorzugen, weil sie aufgrund der
Aufhängung an den Unterzügen sicherstellen, dass alle Produktionsbereich mühelos
von oben erreicht werden können und ausserdem Hallenflächen eingespart werden.
Die abgehängte Lösung hat somit klare Vorteile ggü. einer Aufständerung auf dem
Boden. Kostenseitig gilt es im Folgenden zu beurteilen, wie es sich auswirkt, dass
bereits zum Erstinvestitionszeitpunkt flächendeckend an allen Unterzügen der
ausgewählten Hallenbereiche umfangreiche Vorkehrungen erfolgen.
Wenn im Anwendungsfall eine hohe Wandlungswahrscheinlichkeit- und häufigkeit
vorliegt, empfehlen sich die abgehängten Lösungsvarianten. Mit Vorsehung dieser
können dann neue EHB-Bereiche bei nahezu ungestörter Fortsetzung des
operativen Betriebs erschlossen werden. Längs- und Querträger der
Tragkonstruktion können ohne größere Baumaßnahmen und damit fast ohne
Staubausbreitung montiert werden. Im Vergleich dazu benötigt die Montage der
aufgeständerten Tragkonstruktion einen größeren Bauaufwand, der Staub mit sich

Umsetzung Szenariobewertung
222
bringt. Dieses gefährdet die Verletzung der strengen Hygienevorschriften, wie sie für
die Lebensmittelproduktion gelten. Sind aufgrund nur niedriger
Wandlungswahrscheinlichkeit gewisse Bereiche nicht mit Deckenvorkehrungen
(Rohrhülsen oder Halfenschienen) vorgesehen, so ist es denkbar spätere
Erweiterungen der EHB-Strecke aufzuständern. Hierfür bedarf es aber bereits im
Vorfeld der Berücksichtigung einer ausreichenden Bodentragfähigkeit in allen
Bereichen.
Um einen einheitlichen Variantenvergleich zu gewährleisten, wird für alle Varianten
jeweils ein Feld in der Kostenrechnung verglichen. Alle Felder sind dabei so normiert,
dass eine EHB-Strecke in der Länge von 10,80 m darüber verläuft. Weiterhin wurden
Kosten- bzw. Investitionskennwerte je laufendem Meter EHB-Strecke zur
Vergleichbarkeit ermittelt. Auf diesen Kennwerten erfolgt die Berechnung der zuvor
dargestellten Erweiterungs- und Umbauszenarien. Sämtliche Dimensionen basieren
auf den ebenfalls an früherer Stelle erläuterten 56 t Feldlast pro Feld. Beim
Variantenvergleich werden folgende Kostengruppen berücksichtigt:
� Kosten für Betonbauten:
o zusätzlicher Beton zur Verstärkung der Unterzüge
o Fundamente im Fall der Aufständerungsvariante
� Kosten für Stahlbauten:
o Befestigung von Schienenelementen mittels Stahlträgern
o Aufständerungskonstruktion aus Stahlträgern
� Kosten für Aufhängekonstruktionen:
o Diverse Befestigungselemente (Schrauben, Klammern, Konsolen,
Halterungen)
o Halfenschienen und Rohrhülsen
In den verschiedenen Kostenwerten sind Anliefer- und Montageaufwände von Stahl-,
Beton- und Aufhängeelementen inkludiert. Am Beispiel des Referenzprojekts sind in
der folgenden Tabelle die verschiedenen Kostenbestandteile für alle drei Varianten
dargestellt in [€]:

Umsetzung Szenariobewertung
223
Rohrhülsen Halfenschienen Aufständerung
Stahlkosten / Feld 12.960,00 12.960,00 32.640,00Betonkosten / Feld 2.160,00 2.160,00 7.200,00Aufhängekonstruktion / Feld 1.560,00 1.808,00 1.500,00Gesamtkosten / Feld 16.680,00 16.928,00 41.340,00
Tabelle 7-2: Vergleich Aufhängekosten EHB in [€] (v gl. [i+o-06b])
Die Gegenüberstellung zeigt, dass die auch funktional nachteilige
Aufständerungsvariante die kostenintensivste ist mit 41.340 € je Feld. Bei den
Varianten mit Halfenschienen und Rohrhülsen besteht nur ein geringfügiger
Unterschied von 328 €/Feld. Für die Halfenschienenvariante ergeben sich Kosten
von 16.928 € pro Feld und am günstigsten schneidet die Rohrhülsenvariante mit
16.680 € pro Feld ab. Weitere Details zur Berechnung können dem Anhang unter
„Herleitung Investitionen Feldausführung für EHB-Aufhängung“ entnommen werden.
beigefügt. Im Fall des als Referenz verwendeten Catering Projekts fiel die
Entscheidung auf die Aufhängung mittels Rohrhülsen. Dabei wurden von den
insgesamt 492 im Objekt vorhandenen Feldern mit dem Raster 5,40 x 10,80 m 112
Stück so vorbereitet, dass EHB an den Unterzügen aufgehängt werden kann. Für
diese 112 Felder ergeben sich Bauinvestitionskosten von 1.868.160 €.
Gleiche Investitionen wären für die ersten 112 Felder der wandelbaren Ausführung
zu tätigen. Da aber entschieden wurde, weitere 50 % bzw. 56 weitere Felder für die
EHB aus Flexibilitätssteigerungsgründen vorzusehen, entstehen die im Folgenden
erläuterten Mehrinvestitionsbedarfe für die wandelbare Lösung.
Bei den zuvor ermittelten Kostenkennwerten für die Varianten ist darauf hinzuweisen,
dass die Investitionen für Stahlträger und Befestigungsmittel, die zur Montage der
EHB erforderlich sind, bereits inkludiert sind. Da sie aber erst zum tatsächlichen
Montagezeitpunkt, d.h. bei Erweiterung oder Umbau benötigt werden, ist zu
differenzieren gegenüber den reinen Kosten/Investitionsaufwänden zur Schaffung
der Befestigungsvoraussetzungen, die sich reduzieren auf Betonbaukosten zur
stärkeren Ausführung der Unterzüge und die Kosten für Rohrhülsen. Damit
reduzieren sich die zusätzlichen Aufwände je Feld zur Vorbereitung der
Wandelbarkeit auf 2.760 € je Feld.

Umsetzung Szenariobewertung
224
Rohrhülsen Beschreibung Anzahl Einzelpreis/€ Gesamtpreis/€
Verstärkung Unterzüge à 10,80 m(KBeton=100 €/m)
Aufhängekonstruktion / Feld Rohrhülsen Ø 42mm 12 50,00 600,00Feldkosten 2.760,00
Betonkosten / Feld 2 1.080,00 2.160,00
Tabelle 7-3: Mehrinvestitionsbedarf zur Vorbereitun g eines Feldes für EHB-Aufhängung mit
Rohrhülsen [i+o-06b]
Bestimmte Bereiche des Objektes können für eine mögliche spätere Erweiterung
nahezu ausgeschlossen werden. Dabei handelt es sich u.a. um als Büros und
Technikräume genutzte Flächen sowie bestimmte Produktionsbereiche. Aus diesem
Grund wird ein Ansatz gewählt, dass alle naheliegenden, potenziellen
Erweiterungsflächen der Fabrik nutzbar zu machen sind. Dafür sind weitere 56
Felder mit Rohrhülsen auszustatten. In Summe entsprechen die 168 Felder rund
einem Drittel der Halle. Daraus ergeben sich für die wandelbare Ausführung des
Bauobjekts zusätzliche kalkulierte Baukosten für das Referenzobjekt in Höhe von
154.560 €. Diese gehen in die späteren Vergleichsrechnungen für wandelbare und
konventionelle Ausführung ein.
7.3.1.2 Gebäude: EHB-Gruben für Aufgabe- und Abnahm estationen
Es gilt die Kosten zu berechnen, die anfallen, wenn ein Umbau- oder
Erweiterungsfall eintritt und die im Abschnitt 6.2.4.6 beschriebenen zusätzlichen
Gruben zu schaffen sind. Im Weiteren werden nur konventionelle Gruben
entsprechend der ersten Variante geschaffen. Von Standardgruben an definierten
Positionen kann abgesehen werden, weil hiermit die Layoutflexibilität zu stark
eingeschränkt wird. Ebenfalls unberücksichtigt bleiben Gehänge mit angeschrägten
Seitenkanten, weil es hierdurch zu einem erschwerten Be- und Entladeprozess
kommt.
In der folgenden Tabelle (Tabelle 7-4) ist dargestellt, welche Kosten für
Arbeitsschritte zum Schaffen der neuen und Schließen der alten Grube anfallen auf
Basis eine Grube von 6 x 10 m. Als Kennwert werden die Kosten je 1 m² ermittelt,
woraus sich 51 €/m² zum Schaffen der neuen Grube ergeben und 106 €/m² zum
Schließen der bestehenden Grube.

Umsetzung Szenariobewertung
225
Grube schließen Bodenplatte 4.680,00 € Seite zuspritzen 1.680,00 €
Kosten 60m² 6.360,00 € Kosten 1m² 106,00 €
Neue Grube Beton schneiden 1.560,00 € Abbruch 480,00 € Oberfläche glätten 1.000,00 €
Kosten 60m² 3.040,00 € Kosten 1m² 51,00 €
Tabelle 7-4: Kosten für Schaffung und Entfernung vo n Gruben [i+o-06b]
7.3.1.3 Mechanik und Steuerung
Die Anfangsinvestitionen für eine EHB-Anlage bestehen im Wesentlichen aus dem
mechanischen und dem steuerungstechnischen Anteil. In den Investitionen sind
Montage und Inbetriebnahmeaufwände inkludiert. Unter Mechanik sind das
Schienennetz, die Fahrzeuge, Auf-, Abgabe- und Hubstationen sowie Weichen
inklusive der anlagengebundenen Steuerungskomponenten zusammengefasst.
Unter Steuerung sind die Investitionen für die Steuerungselemente gemäß der unter
6.2.2 beschriebenen Steuerungsarchitektur nach dem Konzept „Internet der Dinge“
zusammengefasst. Wie an früherer Stelle beschrieben, sind die Mechanik betreffend
bereits einige Voraussetzungen für wandelbare EHB geschaffen. Es liegt aber noch
keine vollständige Erfüllung der Wandelbarkeit vor, die sich aber weniger aus den
technischen Möglichkeiten ergibt, als vielmehr durch das Bestreben von Herstellern
nach einfachen und günstigen Lösungen und dem Bestreben von Anlagenbetreibern
nach möglichst niedrigen Investitionen. In 6.2.1 wurde bereits geschildert, dass
sowohl durch Hersteller als auch durch Kunden keine durchgängige
Standardisierung angestrebt wird.
Im Falle der wandelbaren Lösung werden höhere Investitionen insbesondere durch
die anspruchsvolleren Modulsteuerungen für die Selbststeuerung der Anlage
verursacht. Durch die Dezentralisierung der Steuerungskomponenten müssen im
Vergleich zu herkömmlichen Steuerungsarchitekturen mehr Komponenten
vorgesehen werden. Module, die heute vielfach zu SPS-Gruppen zusammengefasst
sind, würden bei konsequenter Modularisierung vereinzelt werden und innerhalb der
Modulgrenzen mit eigenen, individuellen Steuerungskomponenten ausgestattet
werden. Das führt zweifelsohne bei der Anfangsinvestition zu erhöhten Aufwänden.

Umsetzung Szenariobewertung
226
Hinsichtlich der Steuerungstechnik besteht noch Bedarf für die Fortsetzung der
Entwicklungsarbeit. Im Forschungs- und Entwicklungsumfeld wird die dezentrale
Selbststeuerung weitgehend als vielversprechende Zukunftstechnologie für
Materialflusssteuerungen gesehen (vgl. hierzu auch [Günt-10]). Es gilt auf den auf
Versuchsfeldebene erfolgreich umgesetzten Konzepten aufzubauen und diese auf
ein für die industrielle Großanwendung zuverlässiges und leistungsfähiges Niveau zu
bringen. Aktivitäten mit dieser Zielsetzung werden nachweislich bei den
Anlagenbauern unternommen, jedoch ist es schwierig und wahrscheinlich auch nicht
zielführend für die vorliegende Arbeit, den noch verbleibenden Entwicklungsaufwand
auf der Seite der Anlagenbauer in Form von Kosten abzuschätzen. Mit dem Konzept
„Internet der Dinge“ [Günt-10] wurde verdeutlicht, wie gering der verbleibende
Aufwand und wie konkret bereits das technische Konzept zur Realisierung dieser
selbststeuernden Materialflusstechnik im industriellen Umfeld ist.
Für die weiteren Überlegungen soll somit von der Prämisse ausgegangen werden,
dass die noch ausstehenden Entwicklungsaufwände abgeschlossen seien und
sowohl steuerungsseitig als auch mechanisch wandelbar ausgeführte Systeme frei
auf dem Markt verfügbar sind. Diese Prämisse ist insofern zulässig, als dass das Ziel
der Arbeit der Nachweis der Wirtschaftlichkeit entsprechender Systeme für den
Nutzer und Investor ist.
Höhere Investitionen kommen vor allem durch intelligente Steuerungen der
Systemmodule zustande und dem Entwicklungs- und Programmieraufwand für
dezentrale Steuerungen. Es fließen aber auch Mehraufwände für das Schaffen
mechanischer Komponenten ein, die sich leicht umbauen und versetzen lassen.
Im Rahmen von Interviews der im Wesentlichen für die Lieferung von EHB-Anlagen
infrage kommenden Hersteller wurden Lösungsansätze für wandelbare Module
diskutiert und auf dieser Basis gemeinsame Abschätzungen vorgenommen, in
welchem Umfang sich die Preise für Anlagenkomponenten im Falle von wandelbaren
Anlagen erhöhen würden. Die nachfolgende Tabelle 7-5 stellt diese prozentualen
Abweichungen und die daraus resultierenden Einzelpreise dar am Beispiel des
gewählten Referenzobjekts.

Umsetzung Szenariobewertung
227
Tabelle 7-5: Investitionskosten Referenzanlage ohne Bau-Zusatzinvestitionen für
Wandelbarkeit [i+o-06b]
Die in der Tabelle in Spalte 3 ausgewiesenen Einzelkosten für die konventionelle
Anlage sind den Ausschreibungs-/Angebotsunterlagen für das Referenzprojekt
entnommen [i+o-06a].
Es werden die Gesamtkosten für die Anlage (4) berechnet durch Multiplikation mit
der für die Referenzanlage benötigten Anzahl von Elementen (2). Zur Ermittlung der
Investitionskosten (bezeichnet hier die Summe aller bei der Anschaffung getätigten
Ausgaben) im Falle der wandelbaren Variante (5), werden die gemeinsam mit
Herstellern ermittelten und prognostizierten Prozentwerte (7) für Mehrkosten IK∆
verwendet. Die somit errechneten Werte für Investitionen für die konventionelle und
auch wandelbare Anlage finden Anwendung in der Szenarienbewertung. In den
Szenarien werden die genauen Merkmale und Ausprägungen des jeweiligen
Szenarios berücksichtigt. Der in Tabelle 7-5 dargestellte Vergleich berücksichtigt nur
die gewählte Konfiguration des Referenzobjekts. D. h., es sind z. B. die zusätzlichen
Investitionen für den Bau zur Vorbereitung weiterer Felder des Gebäudes für eine
spätere EHB-Aufhängung darin noch nicht berücksichtigt.
Im Abschnitt 7.3.1.4 in der Tabelle 7-6 befindet sich auf der obigen Tabelle
aufbauend eine Darstellung inklusive Berücksichtigung der Zusatzinvestitionen für
die bauliche Ertüchtigung weiterer Felder für eine spätere EHB-Aufhängung.
7.3.1.4 Gesamt-Vergleich Investitionen
Die folgende Tabelle fasst die Investitionen für die Anlage zum Zeitpunkt t = 0
zusammen. Es handelt sich somit um die Erstinvestitionen. Sie zeigt den
Investitionsvergleich auf Basis der zuvor erläuterten Investitionsschätzungen mit
Expertenunterstützung.
1 2 3 4 5 6 7
K I [€] Anzahl Einzelkosten Gesamtkosten Einzelkosten Gesamtkosten ∆KI [%]
Materialflussrechner 500.961,00 551.057,10 10,00Anlagenüberwachung 97.368,00 121.710,00 25,00Schienenanlage [lfd M] 1400 927,00 1.297.800,00 973,00 1.362.200,00 5,00Fahrzeug inkl. Gehänge 150 7.541,00 1.131.150,00 7.918,00 1.187.700,00 5,00Auf- / Abgabestation 10 62.376,00 623.760,00 68.614,00 686.140,00 10,00Hubstation 1 19.185,00 19.185,00 22.063,00 22.063,00 15,00Drehstation 7 12.233,00 85.631,00 14.068,00 98.476,00 15,00Stahlbau, Bühnen etc. [lfd M] 1400 289,00 404.600,00 303,00 424.200,00 5,00Gesamt Mechanik 3.562.126,00 3.780.779,00 6,14Gesamt EHB-Anlage 4.160.455,00 4.453.546,10 7,04
Konventionelle Anlage Wandelbare Anlage

Umsetzung Szenariobewertung
228
Tabelle 7-6: Investitionsvergleich (in Anlehnung an [i+o-06b])
Hiernach ergeben sich Mehrinvestitionen beim Materialflussrechner für die
wandelbare Anlage von rund 50.000 €, was einer Erhöhung von 10 % gegenüber der
herkömmlichen Variante des Materialflussrechners entspricht. Bei der
Anlagenüberwachung fällt die Differenz relativ gesehen mit 25 % des Betrages
weitaus deutlicher aus. Absolut gesehen macht dies jedoch nur rund 24.000 € aus.
Bei der Mechanik ergibt sich insgesamt eine Investitionsdifferenz von etwas über 6,1
% bzw. rund 220.000 € zusätzlich im Falle der wandelbaren Anlage. In der oben
dargestellten Tabelle sind die Einzelpositionen weiter aufgeschlüsselt. Daraus wird
ersichtlich, dass bei einer Anlage dieser Größe der Einfluss der
Investitionsunterschiede für die Mechanik von der größten Bedeutung ist. Die
relativen Unterschiede der Mechanikkomponenten wurden insbesondere mit
Unterstützung von Anlagenbauern auf Werte von 5 % bis max. 15 % geschätzt.
Für den Bau sind zusätzliche Investitionen in Höhe von errechneten 154.560 € im
Falle der wandelbaren Ausführung erforderlich. Wie zuvor geschildert, gilt hierbei die
Annahme, dass 56 Felder des Gebäudes präventiv ertüchtigt werden, um in diesen
Bereichen ggf. zum späteren Zeitpunkt die Elektrohängebahn zu betreiben.
Insgesamt liegen die ermittelten Investitionsunterschiede bei 10,76 % höheren
Investitionen für die wandelbare Ausführung. Das entspricht 447.651 € zusätzlich im
Vergleich zur Ausgangsbasis von 4.160.455 € für die konventionelle Anlage.
7.3.2 Kapitalwertbetrachtung – NPV
Wie in Kapitel 2.2.2 geschildert, berechnet sich der Kapitalwert (engl.: Net-Present
Value) als Summe der auf die Gegenwart abgezinsten Zahlungen, dem sog. Barwert
(engl.: Present Value), zuzüglich der Investitionsausgabe [Wöhe-08]. Rückflüsse in
K I [€] Anzahl Einzelkosten Gesamtkosten Einzelkosten Gesamtkosten ∆KI [%]
Materialflussrechner 500.961,00 551.057,10 10,00Anlagenüberwachung 97.368,00 121.710,00 25,00Schienenanlage [lfd M] 1400 927,00 1.297.800,00 973,00 1.362.200,00 5,00Fahrzeug inkl. Gehänge 150 7.541,00 1.131.150,00 7.918,00 1.187.700,00 5,00Auf- / Abgabestation 10 62.376,00 623.760,00 68.614,00 686.140,00 10,00Hubstation 1 19.185,00 19.185,00 22.063,00 22.063,00 15,00Drehstation 7 12.233,00 85.631,00 14.068,00 98.476,00 15,00Stahlbau, Bühnen etc. [lfd M] 1400 289,00 404.600,00 303,00 424.200,00 5,00Gesamt Mechanik 3.562.126,00 3.780.779,00 6,14Gesamt EHB-Anlage 4.160.455,00 4.453.546,10 7,04
Zusatzinvestitionen für bauliche Ertüchtigung (zum Zeitpunkt t=0)
Statik erhöhen + Rohrhülsen 56 0 0,00 2.760,00 154.560,00
Summe Investitionen 4.160.455,00 4.608.106,10 10,76
Konventionelle Anlage Wandelbare Anlage

Umsetzung Szenariobewertung
229
das Unternehmen würden als positive Beträge ausgewiesen werden, Abflüsse mit
negativem Vorzeichen.
Das für diese Arbeit erstellte Rechenmodell zur Bewertung der Wirtschaftlichkeit
wandelbarer Lösungen gegenüber konventionellen Lösungen ist, wie in Kapitel 7.1
geschildert, so aufgebaut, dass von dem mit der Bewertung beschäftigten
Projektteam sämtliche Daten zu Kosten, Erlösen, Ausgaben und Einnahmen in
vordefinierte und selbsterläuternde Datenblätter mit Periodenbezug eingegeben
werden. Hieraus wird dann unter anderem der hier beschriebene NPV ermittelt.
Bei der Erstellung der vorliegenden Arbeit wurde davon abgesehen, sämtliche im
Modell verwendbare Informationen aufzunehmen, weil diese entweder nicht in
ausreichender Form vorlagen bzw. eine ausreichende Bewertungsmöglichkeit für die
hier zu behandelnde Fragestellung auch ohne deren Aufnahme gegeben ist. In
zukünftigen Projekten kann sich aber durchaus eine Situation ergeben, dass
folgende Informationen in die Ergebnisberechnung einfließen sollen, so dass es
sinnvoll war, hierfür entsprechende Vorbereitungen zu treffen. Bei den in der
vorliegenden Szenarienbewertung nicht verwendeten, aber dennoch im
Kalkulationsmodell vorgesehenen Daten handelt es sich u. a. um:
� Laufende Kosten aus dem operativen Betrieb der Anlage, Personalkosten von
Lohn- und Gehaltsempfängern und deren Wachstum
� Beschreibung der Ausgangssituation: Umsatz, Anzahl Mitarbeiter, laufende
Kosten etc.
� Umsatzentwicklung: Mengenwachstum, Preisveränderungen etc.
� Bilanzveränderungen: Lagerbestandsveränderungen, Bewertung des Inventars
gem. Bilanz
� Desinvestitionen: im Projektverlauf vorgesehene Reduzierungen, Bilanzwerte der
reduzierten Objekte und zu erwartende Wiederverkaufswerte der Objekte
Berücksichtigt hingegen wurden sämtliche Positionen, die Informationen beinhalten
zu:
� Investitionsausgaben: Projektinvestitionen beliebig strukturierbar, als Schätzwerte
oder auf Basis vorliegender Angebote
� Einmalkosten: wie z. B. Ausfallkosten bei Wandlung gem. Kostenschätzung,
Personalkosten für Wandlungen etc.

Umsetzung Szenariobewertung
230
Zusammengefasst ist festzuhalten, dass keine positiven Cash-Flows oder
Einnahmen berücksichtigt wurden. Es wurde mit reinen Auszahlungsflüssen
gearbeitet. Für die vorliegende Aufgabenstellung wäre die Berücksichtigung von z. B.
Umsatzerlösen oder der Veränderungen von Stückpreisen für die verkauften
Mahlzeiten einerseits nicht zielführend und zum anderen wären die erforderlichen
Daten aufgrund des sehr wettbewerbsintensiven Marktfeldes auch nur schwer oder
gar nicht zugänglich. Die Berücksichtigung der sich daraus ergebenden positiven
Cash-Flows würde ein weiteres erhebliches Fehlerpotenzial beinhalten. Hieraus
ergibt sich aber auch die Situation, dass die NPV aller Szenarien negativ ausfallen,
weil ausschließlich Ausgaben und keine Einnahmen berücksichtigt werden. D. h. für
das Modell, dass weder die Internal Rate of Return (IRR) noch eine Amortisationszeit
oder eine Aussage zur Differenz des eingesetzten Umlaufvermögens (Delta of
Working Capital) ausgewiesen werden. Das Modell bietet die Option hierfür, sie wird
in dieser Arbeit aber aus den zuvor beschriebenen Gründen nicht angewendet. Es ist
davon auszugehen, dass bei zukünftigen Anwendungen des Bewertungsmodells von
Vertretern des Auftraggebers diese Daten problemlos ergänzt werden könnten,
soweit es gewünscht ist.
Die folgende Grafik veranschaulicht die resultierenden NPV der analysierten
Szenarien. Hierbei ist das konventionelle Szenario jeweils in blau dargestellt und das
wandelbare Szenario in orange. Die relative Vorteilhaftigkeit einer Variante ist jeweils
bei geringerem negativem Betrag gegeben.
Abbildung 7-7: Kapitalwerte (NPV) der Szenarien
NPV-Vergleiche
-4.6
80.3
38
-4.8
41.2
47
-4.5
36.4
51
-4.5
38.0
71
-4.9
68.6
95
-5.3
62.2
00
-5.4
69.8
06
-6.7
61.5
43
-5.0
53.4
77
-5.1
72.7
05
-4.9
18.3
28
-4.9
18.8
23
-5.1
66.2
40
-5.3
90.7
25
-5.2
57.7
74
-5.5
95.6
23
-8.000.000
-7.000.000
-6.000.000
-5.000.000
-4.000.000
-3.000.000
-2.000.000
-1.000.000
0
1.1 1.2 1.3 1.4 2.1 2.2 3.1 3.2
Szenarien
NP
V (
€) Konventionell
Wandelbar

Umsetzung Szenariobewertung
231
Es zeigt sich für die Szenarien:
� 1.1 bis 1.4 – Veränderung Produktionsleistung ohne Layoutveränderung:
Die hierunter beschriebenen Szenarien weisen die geringsten Investitionen und
Kosten bei Wandlungsmaßnahmen auf, weil die Eingriffe verglichen mit den
sonstigen Szenarien relativ geringen Umfangs sind. Sowohl bei den Szenarien
1.3 und 1.4, bei denen eine Reduzierung der Leistung erfolgt durch Entfernen von
zehn bzw. 20 Fahrzeugen als auch bei den Steigerungsszenarien 1.1 und 1.2 mit
zusätzlichen zehn bzw. 20 Fahrzeugen, sind die konventionellen Varianten
jeweils im relativen Vergleich wirtschaftlicher. Die Mehrinvestition zum
ursprünglichen Bauzeitpunkt t0 kann nicht durch spätere Wandlungsmaßnahmen
geringeren Umfangs ausgeglichen werden.
Die Kapitalwerte der Szenarien 1.1 – 1.4 bewegen sich in einem Korridor von
4.536.451 € – 5.172.705 €. Im jeweiligen Vergleich von konventionell zu
wandelbar für ein Szenario liegen die prozentualen Differenzen der Kapitalwerte
max. bei 8,4 % bzw. 381.877 €. Die min. Differenz beträgt 6,8 % bzw. 331.458 €.
Bei reiner Kapitalwertbetrachtung der zuvor beschriebenen Szenarien kann die
Ausführung als wandelbare Lösung nicht gerechtfertigt werden. Es besteht ein
geringer Nachteil bei wandelbarer Ausführung.
� 2.1 und 2.2 – Erweiterung um Auf-/Abgabestationen:
Im Falle der Szenarien 2.1 und 2.2 werden ein bzw. zwei Schienenabschnitte mit
45 m bzw. 2 x 45 m ergänzt und darüber ein bzw. zwei Auf-/Abgabestationen
ergänzt.
Wie Abbildung 7-7 zeigt, liegen für 2.1 und 2.2 die abgezinsten Kapitalwerte
jeweils sehr nahe beieinander. Die absoluten Beträge liegen in einem Bereich von
4.968.695 € – 5.390.725 €. Die Differenzen innerhalb der Szenarien belaufen sich
auf 197.545 € bzw. 28.524 € zu Ungunsten der wandelbaren Ausführungen. Das
entspricht 4,0 % bzw. 0,5 %.
� 3.1 und 3.2 – Layoutveränderung mit zus. Schienen und versetzten Stationen:
Die Szenarien 3.1 und 3.2 stellen die umfangreichsten Wandlungsszenarien dar.
Hierbei werden ein bzw. zwei bestehende Stationen versetzt und 100 bzw. 200 m
zusätzliche Schienenstrecke ergänzt.

Umsetzung Szenariobewertung
232
3.1 weist einen geringen relativen Vorteil der wandelbaren Variante auf, 3.2 sogar
einen sehr deutlichen Vorteil der wandelbaren Variante. Quantitativ ausgedrückt
bedeutet das bei 3.1 eine Differenz von 212.032 € bzw. 3,9 % zugunsten der
wandelbaren Ausführung. Für 3.2 sogar eine Differenz von 1.165.920 € bzw.
17,2% zugunsten der wandelbaren Ausführung.
Zur Berechnung der Kapitalwerte für die Szenarien und dem damit verbundenen
Vergleich von wandelbaren und konventionellen Ausführungen ist zu ergänzen, dass
die Lebenszyklusbetrachtungen so aufgebaut sind, dass ein Zeitraum von insgesamt
20 Jahren, also von 2009 bis einschließlich 2028 betrachtet wurde. Auf Basis der
Ergebnisse aus den Experteninterviews (vgl. Kapitel 5.3) wurde von einem Wandel
mindestens alle fünf Jahre ausgegangen. Die Cash-Flow Betrachtung ist so
ausgeführt, dass in 2009 die Zahlungsflüsse für die Erstinvestition erfolgen. In 2012,
also nach drei Jahren, tritt dann der erste Wandlungsfall auf, in der jeweils für das
Szenario definierten Ausprägung. Nach weiteren fünf Jahren, also im Jahr 2017,
wurde ein weiterer Wandlungsfall angenommen mit der jeweils gleichen Ausprägung
wie in 2012. Die für die Kapitalwertbetrachtung zugrunde gelegten
Zahlungszeitpunkte und deren Höhe gehen aus Abbildung 7-8 hervor.
Abbildung 7-8: Verteilung der Cash-Flows am Beispie l von Szenario 3.1 – konventionell
Bei dieser Betrachtung und basierend auf den Interviewergebnissen und der daraus
gewonnenen Schlussfolgerung wäre es denkbar, im Anschluss an das Jahr 2017
weitere fünf Jahre später einen weiteren Wandlungsfall anzunehmen. Hiervon wurde
im Sinne einer eher konservativen Betrachtungsweise aber abgesehen. Hätte man
Distribution of Cash Flows
-4.500.000
-4.000.000
-3.500.000
-3.000.000
-2.500.000
-2.000.000
-1.500.000
-1.000.000
-500.000
0 2009 2013 2017 2021 2025

Umsetzung Szenariobewertung
233
dies getan, so ergäbe sich eine Verschiebung der relativen wirtschaftlichen
Vorteilhaftigkeit auf Basis des Kapitalwertes zugunsten der wandelbaren Variante.
Ebenfalls dem im Anhang befindlichen Excel-Werkzeug aus Modul 1 entnommen ist
die Abbildung 7-9. Sie stellt die kumulierten diskontierten Zahlungsflüsse am Beispiel
des Szenarios 3.1 – konventionell dar.
Abbildung 7-9: Kumulierte, diskontierte Cash-Flow-W erte am Beispiel von Szenario 3.1 –
konventionell
7.3.3 Sensitivitätsanalyse – Risikobetrachtung vari ierender Cash-Flow Beträge
Um das Risiko bei in der Höhe variierenden Cash-Flows bewerten zu können, wurde
als eine der einfachsten Formen der Risikobetrachtung eine Sensitivitätsanalyse in
das Bewertungswerkzeug integriert und für die Szenarien durchgeführt. Wie in
Kapitel 2.2.4 zur Sensitivitätsanalyse beschrieben, werden die Inputgrößen in
definierten Schwankungsbreiten variiert, um den Einfluss auf die Wirtschaftlichkeit
und hier als konkreten Kennwert den NPV zu analysieren.
Das erstellte Bewertungswerkzeug bietet hierzu die Möglichkeit, jeweils positive und
negative Cash-Flows in drei Stufen schwanken zu lassen. Im Konkreten wurde um
+/-10 % und -5 % der Wert der Investitionen in den Szenarien variiert. Wie zuvor
beschrieben, bietet das Werkzeug die Möglichkeit, positive Cash-Flows wie Erlöse
einzubeziehen, was bei der hier vorliegenden Arbeit aber nicht geschehen ist.
Insofern bleibt die Variation der positiven Cash-Flows somit auch wirkungslos.
Cumulated Discounted Cash Flows
-20.000.000 €
-16.000.000 €
-12.000.000 €
-8.000.000 €
-4.000.000 €
0 €
2008 2013 2018 2023 2028 2033
Year

Umsetzung Szenariobewertung
234
Tabelle 7-7 zeigt die resultierenden Werte am Beispiel des Szenarios 3.2 –
wandelbar. Erkennbar ist, dass die Werte in den Zeilen identisch sind und die NPV
nur bei Variation der Ausgaben (Spalten) schwanken.
Tabelle 7-7: Ergebnis Sensitivitätsanalyse für Sze nario 3.2 – wandelbar bei variierenden
Kosten und fixen Einnahmen
Neben der tabellarischen Form der Darstellung sind die Ergebnisse ebenfalls als
Grafik visualisiert. Aufgrund der negativen NPV ergibt sich im vorliegenden Fall keine
Payback Periode, dies wird in der Tabelle mit „Not valid“ ausgewiesen und in der
Grafik mit dem Wert Null.
Abbildung 7-10: Ergebnis Sensitivitätsanalyse für S zenario 3.2 – wandelbar bei variierenden
Kosten und fixen Einnahmen
Sensitivity Analysis
Cash-Out
-10% -5% 10%
-5.198.864 -5.397.244 -5.992.381
Not valid Not valid Not valid
-5.198.864 -5.397.244 -5.992.381
Not valid Not valid Not valid
-5.198.864 -5.397.244 -5.992.381
Not valid Not valid Not valid
Cash-out: + equals additional cash-out / - equals less cash-out
Cash-In: + equals additional Realized Benefits / - equals less Realized Benefits
Net Present Value
Payback Period
Net Present Value
Payback Period
Net Present Value
Payback Period
10%
-5%
-10%Rea
lized
Inco
me
Ben
efit
s / C
ash
-In
-5.595.623
-5.198.864
-5.397.244
-5.992.381
-5.198.864
-5.397.244
-5.992.381
-5.198.864
-5.397.244
-5.992.381
0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0-6.200.000
-6.000.000
-5.800.000
-5.600.000
-5.400.000
-5.200.000
-5.000.000
-4.800.000
Scenario 0: Basic
Case
Scenario 1: Cost: -
10% Realized
Benefits: 10%
Scenario 2: Cost: -
5% Realized
Benefits: 10%
Scenario 3: Cost:
10% Realized
Benefits: 10%
Scenario 4: Cost: -
10% Realized
Benefits: -5%
Scenario 5: Cost: -
5% Realized
Benefits: -5%
Scenario 6: Cost:
10% Realized
Benefits: -5%
Scenario 7: Cost: -
10% Realized
Benefits: -10%
Scenario 8: Cost: -
5% Realized
Benefits: -10%
Scenario 9: Cost:
10% Realized
Benefits: -10%
€
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
Mo
nth
s
Net Present Value Payback Period (Months)

Umsetzung Szenariobewertung
235
Für alle Szenarien zusammengefasst ergeben sich die in Tabelle 7-8 dargestellten
Werte für die Sensitivitätsanalyse.
Tabelle 7-8: Übersicht Sensitivitätsanalyse NPV-Ver änderung bei in der Höhe variierende Cash-
Flows um +/-10 % und -5 %
Die Analyse zeigt, dass sich auch bei Variation der Werte in den genannten Grenzen
kein grundlegender Unterschied zu der Analyse aus 7.3.2
Kapitalwertbetrachtung – NPV ergibt.
Szenario 3.2 ist auch bei Eintritt der Schwankungen stets deutlich wirtschaftlicher in
der wandelbaren Ausführung und 3.1 leicht vorteilhafter in wandelbarer Ausführung.
Szenario 2.2 ist wandelbar knapp unwirtschaftlicher als die konventionelle
Ausführung und die anderen Szenarien mit geringerem Wandlungsvolumen erweisen
sich auch unter Berücksichtigung der Sensitivitätsanalyse als günstiger in der
konventionellen Ausführung. Insofern sind auch bei Eintritt dieser Schwankungen die
in 7.3.2 Kapitalwertbetrachtung – NPV beschriebenen Erkenntnisse weiterhin gültig
und somit auch zusätzlich mittels Sensitivitätsanalyse gegen Schwankungseinfluss
abgesichert.
7.3.4 Risikobetrachtung – Monte Carlo Simulation va riierender Cash-Flow
Beträge
Zur Bewertung des Risikos durch variierende Höhe der Zahlungsflüsse (Cash-Flows)
wurde neben dem zuvor beschriebenen Instrument der Sensitivitätsanalyse auch
eine Monte-Carlo-Simulation in das Bewertungsinstrument integriert, die nach den
Beschreibungen aus 2.2.4 zur Monte-Carlo-Simulation aufgebaut ist. Es wird dabei
Szenario
NPV (aus Cash-Flow-
Rechnung)
NPV bei Kosten -10%
NPV bei Kosten
-5%
NPV bei Kosten+10%
NPV (aus Cash-Flow-
Rechnung)
NPV bei Kosten -10%
NPV bei Kosten
-5%
NPV bei Kosten+10%
1.1 -4.680.338 € -4.344.004 € -4.512.171 € -5.016.672 € -5.053.477 € -4.691.919 € -4.872.698 € -5.415.035 €1.2 -4.841.247 € -4.493.978 € -4.667.613 € -5.188.517 € -5.172.705 € -4.802.182 € -4.987.443 € -5.543.229 €1.3 -4.536.451 € -4.211.332 € -4.373.892 € -4.861.570 € -4.918.328 € -4.566.545 € -4.742.436 € -5.270.112 €1.4 -4.538.071 € -4.211.659 € -4.374.865 € -4.864.483 € -4.918.823 € -4.567.002 € -4.742.913 € -5.270.644 €2.1 -4.968.695 € -4.617.700 € -4.793.198 € -5.319.691 € -5.166.240 € -4.797.325 € -4.981.782 € -5.535.155 €2.2 -5.362.200 € -4.988.087 € -5.175.144 € -5.736.313 € -5.390.725 € -5.005.857 € -5.198.291 € -5.775.592 €3.1 -5.469.806 € -5.093.776 € -5.281.791 € -5.845.836 € -5.257.774 € -4.884.083 € -5.070.928 € -5.631.466 €3.2 -6.761.543 € -6.319.414 € -6.540.479 € -7.203.672 € -5.595.623 € -5.198.864 € -5.397.244 € -5.992.381 €
Prozentuale Abweichung des NPV Sensitivitätsanalys e gegenüber NPV aus Cash-Flow-Rechnung1.1 7,19% 3,59% -7,19% 7,15% 3,58% -7,15%1.2 7,17% 3,59% -7,17% 7,16% 3,58% -7,16%1.3 7,17% 3,58% -7,17% 7,15% 3,58% -7,15%1.4 7,19% 3,60% -7,19% 7,15% 3,58% -7,15%2.1 7,06% 3,53% -7,06% 7,14% 3,57% -7,14%2.2 6,98% 3,49% -6,98% 7,14% 3,57% -7,14%3.1 6,87% 3,44% -6,87% 7,11% 3,55% -7,11%3.2 6,54% 3,27% -6,54% 7,09% 3,55% -7,09%
Konventionell Wandelbar

Umsetzung Szenariobewertung
236
von definierten Zahlungszeitpunkten ausgegangen. Eine Variation der
Zahlungszeitpunkte wird ergänzend aber separat in 7.3.5 vorgenommen.
Ausgehend von den in Abbildung 7-8 dargestellten Cash-Flows in den Jahren 2009,
2012 und 2017 für Investitionen und Wandlungsmaßnahmen wurde jeweils mit einer
Anzahl von 5.000 Szenarien simuliert. Die Schwankungsbreite der jeweiligen
Zahlungsflüsse beträgt dabei +/-20 %.
Abbildung 7-11: Histogramm Wahrscheinlichkeitsverte ilung NPV und kumulierte
Wahrscheinlichkeiten Szenario 3.2 – wandelbar
Abbildung 7-11 zeigt für Szenario 3.2 – wandelbar die Wahrscheinlichkeitsverteilung
der simulierten NPV. Dabei wurde der Wertebereich zwischen minimalem und
maximalem Wert in 20 gleichmäßig große Klassen aufgeteilt und die auftretende
prozentuale Häufigkeit gemessen. Die Ergebnisse sind als Histogramm dargestellt.
Außerdem wurde in der Grafik der kumulierte Wert der Wahrscheinlichkeiten
aufgetragen. Diese Werte werden für das Risikoprofil übernommen, das in Abbildung
7-12 dargestellt ist, ebenfalls am Beispiel des Szenarios 3.2 – wandelbar.
Probability Distribution
0%
1%
2%
3%
4%
5%
6%
7%
8%
9%
10%
-4.10
0.00
0 €
-4.26
5.00
0 €
-4.43
0.00
0 €
-4.59
5.00
0 €
-4.76
0.00
0 €
-4.92
5.00
0 €
-5.09
0.00
0 €
-5.25
5.00
0 €
-5.42
0.00
0 €
-5.58
5.00
0 €
-5.75
0.00
0 €
-5.91
5.00
0 €
-6.08
0.00
0 €
-6.24
5.00
0 €
-6.41
0.00
0 €
-6.57
5.00
0 €
-6.74
0.00
0 €
-6.90
5.00
0 €
-7.07
0.00
0 €
-7.23
5.00
0 €
-7.40
0.00
0 €
Pro
babi
lity
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
(%)
Histogramm Cumulated probability

Umsetzung Szenariobewertung
237
Abbildung 7-12: Risikoprofil Szenario 3.2 – wandelb ar
Trotz der hier vorgenommenen verschiedenen Risikoanalysen ist die eigentliche
Bewertung des Risikos jedoch eine subjektiv geprägte Entscheidung, die in hohem
Maße von der Ausprägung des Risikoverhaltens des Entscheiders abhängt. Ablesbar
ist z. B. für Szenario 3.2 – wandelbar, dass der NPV mit einer Wahrscheinlichkeit von
ca. 80 % größer als -6.080.000 € und mit einer Wahrscheinlichkeit von ca. 95 %
größer als -6.410.000 € sein wird. Auf dieser Basis können die Szenarien für die
Entscheidungsfindung, ob wandelbar oder konventionell ausgeführt werden soll,
neben dem reinen NPV-Vergleich in der Wirtschaftlichkeitsrechung (siehe Kapitel
7.3.2) auch unter Berücksichtigung von Risikoeinflüssen miteinander verglichen
werden. Es zeigt sich, dass der ermittelte NPV von -5.595.623 € mit einer
Wahrscheinlichkeit von ca. 42,3 % abgesichert ist bei einer Schwankungsbreite von
+/-20 % der Cash-Flow Beträge. D. h., der NPV wird mit 42,3%iger
Wahrscheinlichkeit mindestens diesen Betrag erreichen, wenn man eine
Unsicherheit von +/-20 % bei der Cash-Flow Höhe zugrunde legt.
Fasst man alle Ergebnisse der Monte-Carlo-Simulation bei um +/-20 % variierenden
Cash-Flow Beträgen zusammen, so ergibt sich das in Tabelle 7-9 dargestellte Bild.
Risk Profile
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
-4.10
0.000
€
-4.43
0.000
€
-4.76
0.000
€
-5.09
0.000
€
-5.42
0.000
€
-5.75
0.000
€
-6.08
0.000
€
-6.41
0.000
€
-6.74
0.000
€
-7.07
0.000
€
-7.40
0.000
€
Project Value smaller than
Zu 42,3% >
- 5.595.000 €
Zu 80% >
- 6.080.000
Zu 95% >
- 6.410.000
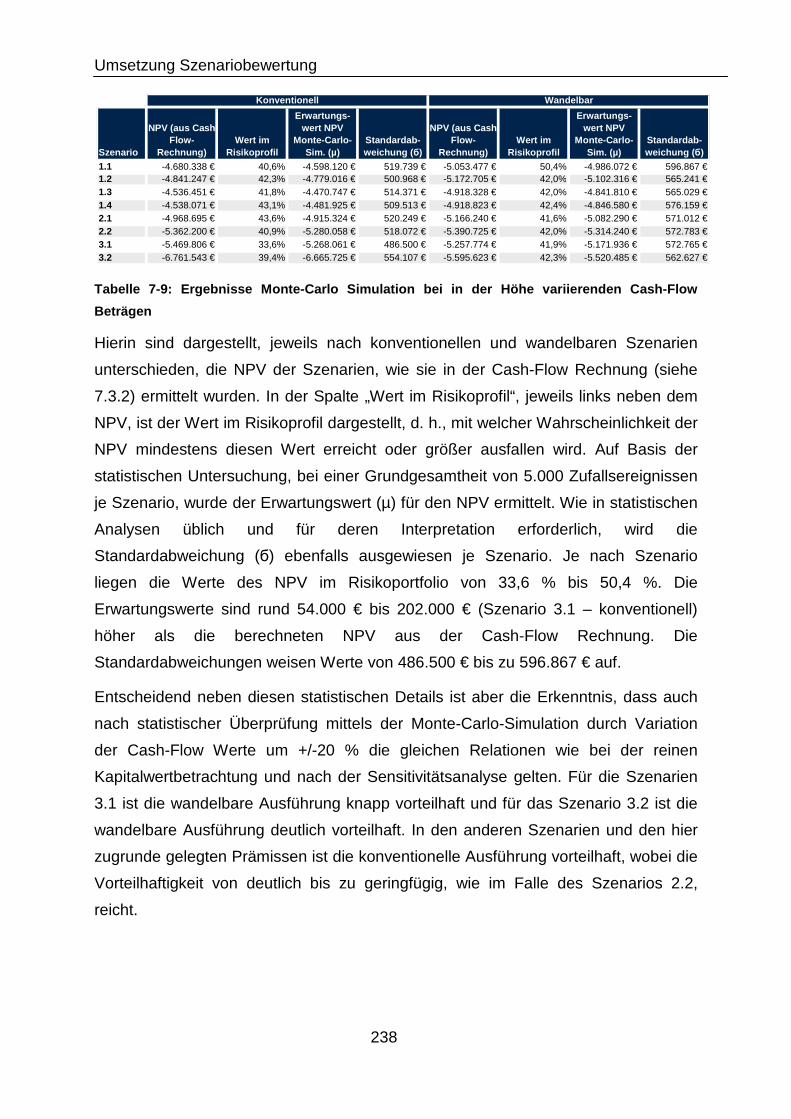
Umsetzung Szenariobewertung
238
Tabelle 7-9: Ergebnisse Monte-Carlo Simulation bei in der Höhe variierenden Cash-Flow
Beträgen
Hierin sind dargestellt, jeweils nach konventionellen und wandelbaren Szenarien
unterschieden, die NPV der Szenarien, wie sie in der Cash-Flow Rechnung (siehe
7.3.2) ermittelt wurden. In der Spalte „Wert im Risikoprofil“, jeweils links neben dem
NPV, ist der Wert im Risikoprofil dargestellt, d. h., mit welcher Wahrscheinlichkeit der
NPV mindestens diesen Wert erreicht oder größer ausfallen wird. Auf Basis der
statistischen Untersuchung, bei einer Grundgesamtheit von 5.000 Zufallsereignissen
je Szenario, wurde der Erwartungswert (µ) für den NPV ermittelt. Wie in statistischen
Analysen üblich und für deren Interpretation erforderlich, wird die
Standardabweichung (б) ebenfalls ausgewiesen je Szenario. Je nach Szenario
liegen die Werte des NPV im Risikoportfolio von 33,6 % bis 50,4 %. Die
Erwartungswerte sind rund 54.000 € bis 202.000 € (Szenario 3.1 – konventionell)
höher als die berechneten NPV aus der Cash-Flow Rechnung. Die
Standardabweichungen weisen Werte von 486.500 € bis zu 596.867 € auf.
Entscheidend neben diesen statistischen Details ist aber die Erkenntnis, dass auch
nach statistischer Überprüfung mittels der Monte-Carlo-Simulation durch Variation
der Cash-Flow Werte um +/-20 % die gleichen Relationen wie bei der reinen
Kapitalwertbetrachtung und nach der Sensitivitätsanalyse gelten. Für die Szenarien
3.1 ist die wandelbare Ausführung knapp vorteilhaft und für das Szenario 3.2 ist die
wandelbare Ausführung deutlich vorteilhaft. In den anderen Szenarien und den hier
zugrunde gelegten Prämissen ist die konventionelle Ausführung vorteilhaft, wobei die
Vorteilhaftigkeit von deutlich bis zu geringfügig, wie im Falle des Szenarios 2.2,
reicht.
Szenario
NPV (aus Cash-Flow-
Rechnung)Wert im
Risikoprofil
Erwartungs-wert NPV
Monte-Carlo-Sim. (µ)
Standardab-weichung ( б)
NPV (aus Cash-Flow-
Rechnung)Wert im
Risikoprofil
Erwartungs-wert NPV
Monte-Carlo-Sim. (µ)
Standardab-weichung ( б)
1.1 -4.680.338 € 40,6% -4.598.120 € 519.739 € -5.053.477 € 50,4% -4.986.072 € 596.867 €1.2 -4.841.247 € 42,3% -4.779.016 € 500.968 € -5.172.705 € 42,0% -5.102.316 € 565.241 €1.3 -4.536.451 € 41,8% -4.470.747 € 514.371 € -4.918.328 € 42,0% -4.841.810 € 565.029 €1.4 -4.538.071 € 43,1% -4.481.925 € 509.513 € -4.918.823 € 42,4% -4.846.580 € 576.159 €2.1 -4.968.695 € 43,6% -4.915.324 € 520.249 € -5.166.240 € 41,6% -5.082.290 € 571.012 €2.2 -5.362.200 € 40,9% -5.280.058 € 518.072 € -5.390.725 € 42,0% -5.314.240 € 572.783 €3.1 -5.469.806 € 33,6% -5.268.061 € 486.500 € -5.257.774 € 41,9% -5.171.936 € 572.765 €3.2 -6.761.543 € 39,4% -6.665.725 € 554.107 € -5.595.623 € 42,3% -5.520.485 € 562.627 €
Konventionell Wandelbar
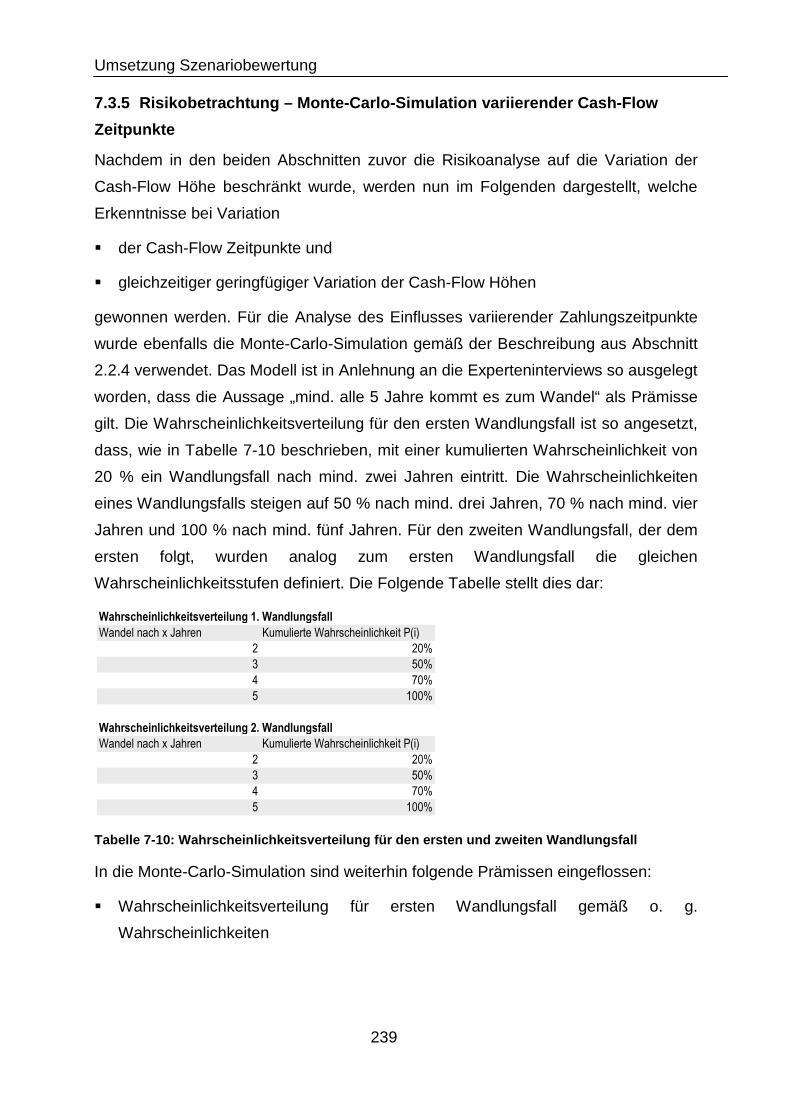
Umsetzung Szenariobewertung
239
7.3.5 Risikobetrachtung – Monte-Carlo-Simulation va riierender Cash-Flow
Zeitpunkte
Nachdem in den beiden Abschnitten zuvor die Risikoanalyse auf die Variation der
Cash-Flow Höhe beschränkt wurde, werden nun im Folgenden dargestellt, welche
Erkenntnisse bei Variation
� der Cash-Flow Zeitpunkte und
� gleichzeitiger geringfügiger Variation der Cash-Flow Höhen
gewonnen werden. Für die Analyse des Einflusses variierender Zahlungszeitpunkte
wurde ebenfalls die Monte-Carlo-Simulation gemäß der Beschreibung aus Abschnitt
2.2.4 verwendet. Das Modell ist in Anlehnung an die Experteninterviews so ausgelegt
worden, dass die Aussage „mind. alle 5 Jahre kommt es zum Wandel“ als Prämisse
gilt. Die Wahrscheinlichkeitsverteilung für den ersten Wandlungsfall ist so angesetzt,
dass, wie in Tabelle 7-10 beschrieben, mit einer kumulierten Wahrscheinlichkeit von
20 % ein Wandlungsfall nach mind. zwei Jahren eintritt. Die Wahrscheinlichkeiten
eines Wandlungsfalls steigen auf 50 % nach mind. drei Jahren, 70 % nach mind. vier
Jahren und 100 % nach mind. fünf Jahren. Für den zweiten Wandlungsfall, der dem
ersten folgt, wurden analog zum ersten Wandlungsfall die gleichen
Wahrscheinlichkeitsstufen definiert. Die Folgende Tabelle stellt dies dar:
Tabelle 7-10: Wahrscheinlichkeitsverteilung für den ersten und zweiten Wandlungsfall
In die Monte-Carlo-Simulation sind weiterhin folgende Prämissen eingeflossen:
� Wahrscheinlichkeitsverteilung für ersten Wandlungsfall gemäß o. g.
Wahrscheinlichkeiten
Wahrscheinlichkeitsverteilung 1. Wandlungsfall
Wandel nach x Jahren Kumulierte Wahrscheinlichkeit P(i)2 20%3 50%4 70%5 100%
Wahrscheinlichkeitsverteilung 2. Wandlungsfall
Wandel nach x Jahren Kumulierte Wahrscheinlichkeit P(i)2 20%3 50%4 70%5 100%

Umsetzung Szenariobewertung
240
� Wahrscheinlichkeit für das grundsätzliche Eintreten eines zweiten
Wandlungsfalls: 100 %, d. h., es folgt innerhalb von max. fünf Jahren nach dem
ersten Wandlungsfall ein weiterer Wandlungsfall
� Wahrscheinlichkeitsverteilung für zweiten Wandlungsfall gemäß o. g.
Wahrscheinlichkeiten
� Anzahl Wandlungsfälle insgesamt: zwei: d. h., es wurde kein dritter möglicher
Wandlungsfall im betrachteten Zeithorizont berücksichtigt, obwohl der
Zeithorizont größer als zehn Jahre ist
� Die Ausgaben (Cash-Out) für Wandlungen unterliegen Schwankungen von +/-
5 %
Das folgende Histogramm veranschaulicht am Beispiel des Szenarios 3.2 –
wandelbar die Wahrscheinlichkeitsverteilung der zu erwartenden NPV laut Monte-
Carlo-Simulation bei zuvor beschriebenen Randbedingungen und dargestellter
Vorgehensweise. Weiterhin ist in der Grafik die kumulierte Wahrscheinlichkeit
dargestellt.
Abbildung 7-13: Histogramm Monte-Carlo-Simulation b ei var. Zahlungszeitpunkten und
geringfügig variierender Höhe der Cash-Flows für Sz enario 3.2 – wandelbar
Übernimmt man die Daten in ein Risikoprofil, so ergeben sich z. B. die in Abbildung
7-14 und Abbildung 7-15 veranschaulichten Darstellungen. Hierbei sind für ein
Probability Distribution - Scenario 3.2 "wandelbar"
0%
2%
4%
6%
8%
10%
12%
-5.19
5.69
6
-5.22
9.57
9
-5.26
3.46
1
-5.29
7.34
4
-5.33
1.22
7
-5.36
5.11
0
-5.39
8.99
2
-5.43
2.87
5
-5.46
6.75
8
-5.50
0.64
0
-5.53
4.52
3
Pro
babi
lity
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
(%)
Histogramm Cumulated probability

Umsetzung Szenariobewertung
241
Szenario jeweils die Kurven des wandelbaren und des konventionellen Falles
miteinander verglichen. Aussage des Risikoprofils ist hierbei, mit welcher
Wahrscheinlichkeit der Projektwert (NPV) unterhalb einer bestimmten Grenze liegt.
Abbildung 7-14: Risikoprofil Szenarien 1.4 wandelba r vs. konventionell
Im Falle des Szenarios 1.4 zeigt sich, wie auch zuvor bei der reinen NPV
Betrachtung, der Sensitivitätsanalyse und der Monte-Carlo-Simulation für variierende
Cash-Flow Beträge, dass die konventionelle Ausführung im Szenario 1.4 stets bei
wirtschaftlicher Bewertung mittels NPV vorteilhaft ist.
Bei der nachfolgenden Abbildung für die Szenarien 3.2 ist die Situation, analog zu
den vorherigen Untersuchungen, konträr, d. h., das wandelbare Szenario ist
wirtschaftlicher auf Basis der Bewertung mittels NPV.
Risikoprofil Szenario 1.4
0%
20%
40%
60%
80%
100%
120%
-4.4
87.5
25
-4.4
89.7
03
-4.4
91.8
81
-4.4
94.0
59
-4.4
96.2
37
-4.4
98.4
15
-4.5
00.5
93
-4.5
02.7
71
-4.5
04.9
49
-4.5
07.1
27
-4.5
09.3
05
-4.9
18.0
32
-4.9
18.1
25
-4.9
18.2
17
-4.9
18.3
09
-4.9
18.4
02
-4.9
18.4
94
-4.9
18.5
87
-4.9
18.6
79
-4.9
18.7
71
-4.9
18.8
64
Project Value (NPV) smaller than [€]
Wah
rsch
einl
ichk
eit [
%]
Konventionell
Wandelbar

Umsetzung Szenariobewertung
242
Abbildung 7-15: Risikoprofil Szenarien 3.2 wandelba r vs. konventionell
Fasst man alle Ergebnisse dieser Risikoanalysen mittels Monte-Carlo-Simulation bei
variierenden Cash-Flow Zeitpunkten sowie geringfügig variierenden Cash-Flow
Höhen zusammen, so ergeben sich die in Tabelle 7-11 gezeigten Werte.
Tabelle 7-11: Ergebnisse Monte-Carlo-Simulation bei variierenden Cash-Flow Zeitpunkten und
+/-5 % der Höhe
Hierbei sind abgebildet, unterschieden nach konventionellen und wandelbaren
Szenarien, die NPV der Szenarien, wie sie in der Cash-Flow Rechnung (siehe 7.3.2)
ermittelt wurden. Die Spalte „Wert im Risikoprofil“, jeweils links des NPV, ist der Wert
im Risikoprofil, mit dessen Wahrscheinlichkeit der NPV mindestens die Höhe des
ermittelten NPV erreicht oder größer ausfallen wird.
Die durchgeführten statistischen Untersuchungen, basieren auf einer
Grundgesamtheit von 2.000 Zufallsereignissen. Hieraus wurde je Szenario der
Risk Profile Scenario 3.2
0%
20%
40%
60%
80%
100%
120%
-5.1
95.4
80
-5.2
46.2
94
-5.2
97.1
08
-5.3
40.6
18
-5.3
81.7
99
-5.4
15.6
75
-5.4
49.5
51
-5.4
99.5
07
-5.5
34.2
41
-5.6
58.3
97
-5.8
17.2
86
-5.9
76.1
76
-6.1
35.0
65
-6.2
93.9
55
Project Value (NPV) smaller than [€]
Pro
babi
lity
[%]
Konventionell
Wandelbar
Szenario
NPV (aus Cash-Flow-
Rechnung)Wert im
Risikoprofil
Erwartungs-wert NPV
Monte-Carlo-Sim. (µ)
Standardab-weichung ( б)
∆ NPV (Cash-Flow) zu
Erwartungsw. (µ)
NPV (aus Cash-Flow-
Rechnung)Wert im
Risikoprofil
Erwartungs-wert NPV
Monte-Carlo-Sim. (µ)
Standardab-weichung ( б)
∆ NPV (Cash-Flow) zu
Erwartungsw. (µ)
1.1 -4.680.338 € 40,6% -4.601.908 € 19.184 € -78.430 € -5.053.477 € 50,4% -5.020.780 € 15.041 € -32.697 €1.2 -4.841.247 € 42,3% -4.712.572 € 36.589 € -128.676 € -5.172.705 € 42,0% -5.117.355 € 29.123 € -55.350 €1.3 -4.536.451 € 41,8% -4.498.724 € 4.341 € -37.727 € -4.918.328 € 42,0% -4.918.111 € 134 € -217 €1.4 -4.538.071 € 43,1% -4.499.984 € 4.349 € -38.087 € -4.918.823 € 42,4% -4.918.510 € 190 € -313 €2.1 -4.968.695 € 43,6% -4.824.371 € 50.160 € -144.325 € -5.166.240 € 41,6% -5.106.199 € 27.923 € -60.041 €2.2 -5.362.200 € 40,9% -5.122.921 € 97.740 € -239.279 € -5.390.725 € 42,0% -5.282.818 € 53.732 € -107.907 €3.1 -5.469.806 € 33,6% -5.276.721 € 119.037 € -193.085 € -5.257.774 € 41,9% -5.152.946 € 34.007 € -104.828 €3.2 -6.761.543 € 39,4% -5.925.524 € 224.529 € -836.020 € -5.595.623 € 42,3% -5.387.684 € 69.397 € -207.939 €
Konventionell Wandelbar

Umsetzung Szenariobewertung
243
Erwartungswert (µ) für den NPV ermittelt. Ebenfalls ermittelt und dargestellt ist die
Standardabweichung (б) je Szenario. Abhängig vom betrachteten Szenario liegen die
Werte des NPV im Risikoportfolio zwischen 33,6 % und 50,4 %. Für die
Erwartungswerte ergeben sich Werte die zwischen rund 836.000 € (Szenario 3.2 –
konventionell) und rund 200 € (Szenario 1.3 – wandelbar) höher/niedriger liegen als
die berechneten NPV aus der Cash-Flow Rechnung. Für die Standardabweichungen
wurden Werte von 134 € bis zu 224.529 € ermittelt.
Als Fazit aus dieser letzten Risikoanalyse kann geschlussfolgert werden, dass auch
bei Variation der Zahlungszeitpunkte und paralleler Variation der Zahlungshöhen um
+/-5 % die zuvor gemachten Aussagen weiterhin Bestand haben:
� Für die Szenarien 1.1 – 2.1 ist die konventionelle Ausführung deutlich vorteilhaft.
� Für das Szenario 2.2 ist die konventionelle Ausführung geringfügig vorteilhaft, so
dass es eine knappe Entscheidungsfrage ist.
� Für die Szenarien 3.1 und 3.2 ist die wandelbare Variante vorteilhaft bis sehr
deutlich vorteilhaft.
Somit liegen mehrfach hinsichtlich des Risikos überprüfte Erkenntnisse zur
Bewertung der Szenarien vor und ein Fazit, unter welchen Bedingungen und
Wandlungsprämissen eine wandelbare Ausführung der Anlage nach wirtschaftlichen
Gesichtspunkten von Vor- bzw. Nachteil ist.
7.3.6 Nutzwertanalyse – Paarweiser Präferenzverglei ch
In Abschnitt 2.3 wurde erläutert, dass die Nutzwertanalyse (NWA) ein Instrument ist,
das geeignet ist, um anhand sogenannter „weicher“ Kriterien über verschiedene
Varianten zu entscheiden, wenn rein quantitative Bewertungsmöglichkeiten hierfür
nicht ausreichen.
In der vorliegenden Arbeit wurde mit der Nutzwertanalyse, als drittem Modul (siehe
Abbildung 7-1: Module der gewählten Bewertungsmethode) ein ergänzendes
Werkzeug zu den quantitativen Bewertungen mittels Wirtschaftlichkeitsbetrachtung
und Risikoanalyse (Module 1 und 2) verwendet. Es erfolgte hierbei eine qualitative
Bewertung von wandelbaren und konventionellen Varianten auf Basis der aus den
Experteninterviews gewonnenen Informationen.
Abbildung 7-16 veranschaulicht das in dieser Arbeit hierfür verwendete Excel-
Werkzeug (Anpassung eines ursprünglich aus der i+o stammenden

Umsetzung Szenariobewertung
244
Projektwerkzeugs). Im ersten Schritt (Kriteriengewichtung) wurden dabei die fünf
wesentlichen Kriterien definiert und mithilfe des paarweisen Präferenzvergleichs
gewichtet. D. h., es werden jeweils alle Kriterien einander gegenübergestellt und eine
Entscheidung gefällt, welches Kriterium beim jeweiligen Einzelvergleich als wichtiger
bewertet wird. Als voneinander unabhängige Kriterien wurden an dieser Stelle die
� Dauer von Unterbrechungen der Produktion bei Umbaumaßnahmen,
� Stabilität der Systeme bei Teilstörungen,
� Möglichkeit zur Durchsatzsteigerung,
� minimaler Invest und minimale Lebenszykluskosten ausgewählt.
Das Werkzeug zur NWA ist so aufgebaut, dass das beim paarweisen
Präferenzvergleich im direkten Vergleich als „wichtiger“ beurteilte Kriterium auch die
höchste Gewichtung bekommt.
Im zweiten Schritt werden die Alternativen dahingehend bewertet, inwieweit sie die
jeweiligen Kriterien erfüllen. Hierzu wird das Bewertungsschema
� 3: sehr gute Erfüllung des Kriteriums,
� 2: gute Erfüllung des Kriteriums und
� 1: befriedigende Erfüllung des Kriteriums verwendet.
Im dritten Schritt erfolgt die Rangfolgebildung der Varianten durch Multiplikation der
verschiedenen Kriterien mit dem jeweiligen Erfüllungsfaktor und Addition aller Werte
für eine Variante. Das Ergebnis ist die Rangfolge in absteigender Reihenfolge der
Werte der Varianten. D. h., die Alternative mit dem höchsten Gesamtwert belegt den
ersten Rang gefolgt von der Variante mit dem nächst niedrigeren Wert.
Abbildung 7-16: Nutzwertanalyse mit einem für diese Arbeit angepassten Excel-Werkzeug
1.Kriteriengewichtung 1.Kriteriengewichtung
2.Kriterienerfüllung 2.Kriterienerfüllung
3.Rangfolge 3.Rangfolge

Umsetzung Szenariobewertung
245
Das im konkreten Fall gewonnene Bewertungsergebnis ist eher exemplarisch zu
verstehen. Mit dem hiermit zur Verfügung stehenden Nutzwert-Analyse-Instrument
kann durch das jeweilige Projektteam bzw. den relevanten Entscheidungskreis eine
Bewertung erfolgen, die einen weiteren Aufschluss in Ergänzung zu den
quantitativen Ergebnissen aus Modul 2 und 3 ermöglicht, ob die konventionelle oder
die wandelbare Lösung sich im zu bewertenden Projekt empfiehlt. Die hier
durchgeführte Bewertung nimmt die Erkenntnisse aus den Interviews und ein relativ
umfangreiches Wandlungsszenario als Grundlage, wie es im Rahmen dieser Arbeit
z. B. mit den Szenarien 3.1 oder 3.2 beschrieben ist.
Danach sind die minimalen Lebenszykluskosten von höchster Bedeutung, was sich
in der Kriteriengewichtung von 40 % wiederspiegelt. Im Sinne wirtschaftlichen
Handels als elementarem Unternehmensziel ist diese hohe Gewichtung des
Kriteriums „Lebenszykluskosten“ nur allzu verständlich und wird auch mit Modul 1 zur
Wirtschaftlichkeitsbetrachtung auf Basis der Kapitalwertrechnung und somit über den
Lebenszyklus gewürdigt. Als zweitwichtigstes Kriterium wurde die Stabilität der
Systeme bei Teilstörungen mit 30 % bewertet. Hierbei kommen die zeitkritische und
eng terminierte Arbeitsweise im Airline Catering sowie die Pflicht zur Einhaltung
vorgegebener Flugpläne zum Ausdruck. Auch bei Systemausfall ist eine Versorgung
der Maschinen zwingend termingerecht zu erfüllen, weil in vielen Fällen ein Flug
ohne Versorgung durch das Airline Catering nicht stattfinden kann oder darf.
Ausweichmöglichkeiten auf andere Versorger sind äußerst begrenzt bzw. nur in
Einzelfällen möglich.
Die weiteren drei Kriterien wurden gleichmäßig hoch bewertet mit jeweils 10 %.
Hierbei handelt es sich erstens um die Dauer der Unterbrechungen bei
Umbauarbeiten. Die entsprechend niedrigere Bewertung ist darauf zurückzuführen,
dass geplante Umbaumaßnahmen mit vorheriger umfangreicher Planung zur
Alternativversorgung auch heute möglich sind. Selbstverständlich ist aber eine
entsprechend kürzere Unterbrechung von Vorteil. Je schneller die Umbauten
umgesetzt werden können, umso weniger ist der Normalbetrieb beeinträchtigt. Ggf.
wird sogar ein Umbau in Ruhezeitfenstern möglich, wie sie etwa bei Nachtflugverbot
vorliegen, ohne eine alternative Bezugsquelle für die Umbauzeit in Anspruch nehmen
zu müssen.
Das zweite ebenfalls mit 10 % gewichtete Kriterium ist die Möglichkeit zur
Durchsatzsteigerung. Hierbei kommt es sehr stark auf den Einzelfall an. Abhängig

Umsetzung Szenariobewertung
246
vom jeweiligen Flughafen bzw. der Wettbewerbssituation mit anderen Caterern kann
eine Durchsatzsteigerung sehr relevant oder auch nur theoretisch von Bedeutung
sein. Im Sinne effizienter Materialflusstechniksysteme ist aber eine angemessene
Kapazitätsreserve der betriebenen Anlage anzustreben. D. h., die Möglichkeit zur
nachträglichen Durchsatzsteigerung vermeidet einen ineffizienten Betrieb mit
vorhandenen Überkapazitäten. Beispielhaft beschrieben bedeutet das, wenn es
entsprechend einfach und schnell umsetzbar ist, weitere Fahrzeuge in eine EHB
einzuschleusen, kann vermieden werden, die Anlage schon frühzeitig mit diesen
Überkapazitäten zu betreiben und so die Betriebskosten gesenkt werden durch
Energieeinsparung oder auch Verschleißminderung.
Das dritte und somit letzte mit 10 % gewichtete Kriterium ist die Höhe der
Erstinvestition zum Zeitpunkt t0. Die mit nur 10 % vorgenommene Bewertung dieses
Kriteriums bringt zum Ausdruck, dass die Lebenszykluskosten weitaus bedeutender
sind. Diese Gewichtung spiegelt die Grundlagen der Lebenszykluskostenbetrachtung
und Kapitalwertmethode und der dabei angewendeten Auf- und Abzinsung von
sämtlichen Zahlungsflüssen über den Lebenszyklus wieder. Eine geringe Investition
kann bei hohen Folgekosten von großem Nachteil sein.
Im Vergleich zu konventioneller und wandelbarer Lösung wurde die wandelbare
Alternative höher bewertet als die konventionelle Alternative. Abbildung 7-17 zeigt
den Vergleich:
Abbildung 7-17: Ergebnis der Nutzwertanalyse - konv entionelle vs. wandelbare Lösung
0,00
0,50
1,00
1,50
2,00
2,50
konventionelle
Lösung
wandelbare
Lösung
Wer
tun
g
Minimale Lebenszykluskosten
Minimaler Invest
Möglichkeit zur Durchsatzsteigerung
Stabilität der Systene bei Teilstörungen
Dauer Unterbrechung der Produktion beiUmbau

Umsetzung Szenariobewertung
247
Beim Kriterium „Dauer der Unterbrechung der Produktion bei Umbaumaßnahmen“
wurde die konventionelle Variante mit zwei Punkten bewertet, wohingegen die
wandelbare Lösung drei Punkte erhält, weil sie sowohl für den Umbau der
mechanischen, elektrischen und auch den Bau betreffenden Komponenten bessere
Vorkehrungen vorsieht als auch bei der Inbetriebnahme Zeiteinsparungen
ermöglicht, die einen insgesamt kürzeren Umbauprozess zulassen.
Da die wandelbare Lösung mit einem dezentralen Steuerungskonzept agiert, das die
Möglichkeit der selbstständigen Steuerung der logistischen Prozesse beinhaltet, ist
diese Variante vorteilhaft im Falle von Teilstörungen. Sie weist eine höhere Stabilität
auf und ist in der Lage, selbstständig alternative Routen zu erkennen oder auch die
Fahrtrichtung zu ändern, um z. B. aus einer Sackgasse zu entweichen (vgl. 3.2 und
6.2.2 Steuerungs- und Kommunikationstechnik). Dennoch wurde in den Szenarien
nicht vorgesehen, sämtliche Routen mit alternativen Ausweichstrecken zu
hinterlegen, was eine maximale Stabilität bedeuten würde. Die hierdurch
verursachten Zusatzinvestitionen würden sehr hoch werden und wären im hier
vorliegenden Kontext keinesfalls als wirtschaftlich darstellbar. Bei sehr speziellen
Anwendungsbedingungen, die eine fast 100%ige Verfügbarkeit voraussetzen, wäre
das ggf. anders. In der vorliegenden Arbeit wurde davon abgesehen. Die Bewertung
ergibt somit zwei Punkte bzw. ein „Gut“ für die wandelbare Alternative und einen
Punkt bzw. ein „Befriedigend“ für die konventionelle Alternative.
Das Kriterium „Möglichkeit zur Durchsatzsteigerung“ wurde mit zwei Punkten für die
konventionelle Alternative und drei Punkten für die wandelbare Alternative bewertet.
Durch Ein- oder Ausschleusen von EHB-Fahrzeugen kann die Durchsatzleistung
variiert werden. Im Falle der konventionellen Lösung ist dies bereits verhältnismäßig
einfach umsetzbar. Der Programmieraufwand in der Materialfluss- und
Steuerungstechnik wird aber durch die wandelbare Lösung noch einmal deutlich
reduziert. Es ist lediglich ein physisches Einschleusen der Fahrzeuge und Anmelden
dieser erforderlich. Somit ist das Minimum für den Aufwand zur Veränderung der
Durchsatzleitung erreicht.
Die Anfangsinvestitionen betreffend ist die wandelbare Alternative in allen Szenarien
nachteilig gegenüber der konventionellen Alternative. Es sind stets höhere
Investitionen für die Erreichung der Wandelbarkeit erforderlich, jedoch bei
variierenden Differenzen. Im Rahmen der wirtschaftlichen Bewertung und der
Risikobewertung in den Modulen 1 und 2 finden diese Aspekte Berücksichtigung.

Umsetzung Szenariobewertung
248
Folglich wird die konventionelle Alternative mit den maximalen drei Punkten und die
wandelbare Alternative mit nur einem Punkt hinsichtlich der Anfangsinvestition
bewertet.
Außer der Anfangsinvestition sind aber die Kosten während des gesamten
Lebenszyklus zu betrachten. In den Szenarien hat sich gezeigt, dass wandelbare
Alternativen bei größeren Veränderungen und Wandlungsbedarfen von Vorteil sind.
Bei sehr kleinen Veränderungen im Laufe des Lebenszyklus sind die konventionellen
Alternativen vorteilhaft. Da im Voraus, also unmittelbar vor dem Investitionszeitpunkt,
nur schlecht abgesehen werden kann, welche Wandlungsprozesse im Laufe des
Lebenszyklus auftreten werden, wurde die wandelbare Alternative hinsichtlich der
Lebenszykluskosten mit zwei Punkten bewertet und die konventionelle Alternative
mit einem Punkt.
In Summe ist die wandelbare gegenüber der konventionellen Alternative im Rahmen
der NWA als vorteilhaft bewertet worden. Die Bewertung erfolgte mit 2,1 Punkten für
die wandelbare Alternative und 1,4 Punkten für die konventionelle Alternative. Ein
quantitativer Rückschluss aus dem Differenzbetrag ist nicht zulässig. Es lässt sich
lediglich feststellen, dass die Differenz deutlich ist und somit als klares Votum
interpretiert werden darf.
Abschließend lässt sich zur hier angewendeten Bewertungsmethodik mithilfe der
NWA kritisch festhalten, dass es sich trotz Formalismen und Hilfsmitteln zur
Objektivierung weiterhin um eine subjektive Bewertungsform handelt. Durch den
paarweisen Präferenzvergleich wird vermieden, dass vorschnell eine subjektive
Vorauswahl einer Alternative erfolgt anhand der vermeintlich wichtigsten Kriterien. Im
Gegensatz zu aus der Praxis bekannten Fällen, bei denen mitunter
Bewertungsergebnis aus der NWA im Nachhinein infrage gestellt wurden, da nicht
die von Einzelakteuren gewünschten Bewertungsergebnisse erreicht wurden. Das
hier gewonnene Ergebnis ist nicht verwunderlich und harmoniert mit den in den
Experteninterviews gewonnenen Erkenntnissen.
Im Anhang „Exemplarische Darstellung: Modul 3 – Nutzwertanalyse“ befindet sich
eine detaillierte Darstellung des Excel-Werkzeuges zur Durchführung der NWA, wie
es für spätere Projektanwendungsfälle verwendet werden kann.
7.3.7 Zusammenfassung Szenarienbewertung
Mittels der angewendeten Bewertungsmethodik, bestehend aus den drei Modulen

Umsetzung Szenariobewertung
249
� Modul 1 – Wirtschaftlichkeitsbetrachtung,
� Modul 2 – Risikoanalyse und
� Modul 3 – Qualitative Bewertung
wurde ein konsistentes Bild bei der Bewertung der Szenarien gewonnen. Es ergibt
sich sowohl nach der reinen Wirtschaftlichkeitsanalyse, als auch nach weiterer
Überprüfung der Ergebnisse mittels Risikoanalyse das Ergebnis, dass im Falle der
Szenarien mit verhältnismäßig kleinen Wandlungen keine Wirtschaftlichkeit der
wandlungsfähigen Ausführung gegeben ist. Im Falle der umfangreicheren
Veränderungen im Laufe des Lebenszyklus, wie es in den Szenarien 3.1 und 3.2
formuliert ist, liegt der Vorteil bei der wandlungsfähigen Ausführung.
Bei der Berechnung und Szenarienausgestaltung wurde ein eher konservativer
Ansatz gewählt. Würde man offensiver vorgehen, d. h. weitere Wandlungsfälle über
den Lebenszyklus ansetzen, so würde dies zu einer weiteren Verschiebung
zugunsten der wandelbaren Ausführung führen. Aufgrund des nur geringen NPV-
Unterschiedes zwischen wandelbar und konventionell bei den Szenarien 2.1 und 2.2
ist damit zu rechnen, dass danach auch für diese Szenarien die
Wirtschaftlichkeitsbetrachtung zugunsten der wandelbaren Ausführung entschieden
würde.
Grundlegende Eingangsgröße bei den Szenarienbetrachtungen ist die aus den
Expertengesprächen mit Materialflusstechnikherstellern gewonnene Erkenntnis, dass
bei der wandelbaren Ausführung der EHB im Vergleich zur herkömmlichen Variante
die Investitionsbedarfe für Funktionen, die bisher dem MFR und der
Anlagenüberwachung zugeordnet sind, um +10 % und +25 % erhöht anzusetzen
sind. Diese Annahmen und Einschätzungen sind in die Betrachtung eingeflossen.
In Summe lässt sich festhalten, dass ab einem Wandlungsumfang von ein bzw. zwei
Schienenabschnitten mit 45 m bzw. 2 x 45 m und ein bzw. zwei Auf-/
Abgabestationen, wie es in den Szenarien 2.1 bzw. 2.2 formuliert ist, eine kritische
Grenze erreicht wird (Differenz der NPV kleiner 4 %), ab der eine wandlungsfähige
Ausführung infrage kommt. Bei Wandlungsumfängen größeren Ausmaßes, wie es
etwa in 3.1 und 3.2 mit 100 bzw. 200 m zusätzlicher Schienenstrecke und versetzten
Auf-/Abgabestationen formuliert ist, empfiehlt sich die wandelbare Ausführung
deutlich (Differenz von bis zu 17 %). Für die Wandlungshäufigkeit sind mindestens

Umsetzung Szenariobewertung
250
alle fünf Jahre zugrunde gelegt worden, was sehr häufig in den Experteninterviews
als praxisnahe Annahme benannt wurde.
Mittels der Risikoanalysen wurde bestätigt, dass auch bei Variation bestimmter
Eingangsgrößen die gleiche Grundaussage gilt und diese hierüber abgesichert ist.
Auch die statistische Untersuchung mittels Monte-Carlo-Simulation bestätigt dieses.
Durchgeführt wurden dazu:
� Sensitivitätsanalyse mit um -5 %, -10 % und +10 % in der Höhe variierenden
Cash-Flows bei konstanten Zahlungszeitpunkten
� Monte-Carlo-Simulation mit konstanten Zahlungszeitpunkten und um +/-20 %
schwankende Cash-Flow Beträge bei einer Simulationsanzahl von 5.000
Vorgängen und zwei Wandlungsfällen im Lebenszyklus
� Monte-Carlo-Simulation mit variierenden Zahlungszeitpunkten und um +/-5 %
schwankende Cash-Flow Beträge bei einer Simulationsanzahl von 2.000
Vorgängen und zwei Wandlungsfällen im Lebenszyklus, die spätestens nach
jeweils fünf Jahren eintreten
� Nutzwertanalyse (NWA) auf Basis der Experteninterviews, hier verwendet zum
allgemeinen Vergleich von wandelbarer vs. herkömmlicher Ausführung ohne
konkreten Bezug auf spezielle Szenarien und ein bestimmtes Fabrik- und
Anlagenlayout
� Bestätigung über die Risikoanalysen sowohl bei Variation der Cash-Flow Höhe
als auch bei Variation der Zahlungszeitpunkte
Für Entscheider ist mit der Risikoprofilanalyse eine weitere Entscheidungsgrundlage
geschaffen, um abhängig von der Risikoaffinität eine Entscheidung zu fällen.

Zusammenfassung und Ausblick
251
8 Zusammenfassung und Ausblick
Ausgehend von 30 Experteninterviews, zusätzlichen Gesprächen sowie einer
Analyse der Airline Catering Branche und der für sie geltenden Bedingungen und
Anforderungen wurde abgeleitet, welche Bedeutung der Flexibilität in dieser Branche
zukommt. Fazit der Interviews und praktischen Erfahrungen aus Planungsprojekten
ist, dass Flexibilität und auch Wandlungsfähigkeit als weitere Steigerung der
Flexibilität aufgrund regelmäßiger unerwarteter, unvorhersehbarer Entwicklungen
von hoher Bedeutung für Airline Caterer ist.
Aus den Interviews wurden Zitate wie „Every 5 years the whole thing changes“ und
„Do regular changes occur in the airline catering business? – I completely agree“
gewonnen. Die Analyse der Airline Catering Industrie und ihrer Partner, wie z. B.
Fluggesellschaften und Anlagenlieferanten, hat deutlich gemacht, dass die Branche
und Caterer im Speziellen von makroökonomischen Einflüssen, wie etwa 9/11 oder
auch der weltweiten Finanzkrise ab 2008, in besonders hohem Maße betroffen sind.
Auf lange Sicht ist jedoch ein stetiger Wachstumstrend zu verzeichnen, der die
logische Konsequenz aus steigender individueller Mobilität und den heute teilweise
sehr günstigen Flugmöglichkeiten ist. Caterer haben dabei in vollem Umfang die von
Airlines geforderte Flexibilität, sowohl die Mengen, kurzfristige Terminänderungen als
auch die Umgestaltung des Sortiments betreffend, zu erfüllen. Ebenfalls ist eine nur
geringfügig unter 100% liegende Verfügbarkeit unabdingbar, weil Passagierflüge
immer auf einen Mindestumfang an Catering Leistungen angewiesen sind und der
jeweilige Caterer nur sehr begrenzt kurzfristig substituierbar ist. Die Umfänge der
Catering Leistungen variieren dabei je nach Ausprägung der Flugmarke von minimal
bis zu hochluxuriös. Caterer müssen beides anbieten: Preisführerschaft sowie
individuelle Höchstleistungen auf Spitzenniveau, die dann nicht selten als
Alleinstellungsmerkmale der Airline für höchsten Komfort dienen. Regelmäßig kommt
es zu neuen Trends, mit denen Airlines ihr Catering verändern.
Mit dem Konzept „Internet der Dinge“ [Günt-10] wurde ein Konzept zur modularen
Selbststeuerung von fördertechnischen Anlagen wie EHB erarbeitet, das hier
aufgegriffen wurde und hinsichtlich der Gewerke Bau und einiger mechanischer
Komponenten an die speziellen Anforderungen für EHB im Airline Catering adaptiert
wurde. EHB stellen dabei in Catering Großbetrieben an internationalen Hub-
Flughäfen wie etwa London, Frankfurt oder Dubai das fördertechnische Kernelement
dar. Nur mit EHB kann den Materialflussanforderungen Rechenschaft getragen

Zusammenfassung und Ausblick
252
werden, die sich aus Produktionsleistungen von bis zu 120.000 Mahlzeiten pro Tag
ergeben. Außerdem bieten sie eine gute Voraussetzung, um die im Airline Catering
und in Passagierflugzeugen als weltweitem Standard genutzten Trolleys zu fördern.
Es wurde eine Bewertungsmethodik bestehend aus den drei Modulen
Wirtschaftlichkeitsbetrachtung, Risikoanalyse und Nutzwertanalyse erarbeitet und
angewendet, die eine umfangreiche Bewertung und den Vergleich von wandelbarer
und konventioneller Ausführung ermöglicht. Hierzu wurden, basierend auf den
Experteninterviews und der Branchenanalyse, zehn sehr realitätsnahe Szenarien
definiert und jeweils in wandelbarer Ausführung und konventioneller Bauart
miteinander verglichen. D. h., es erfolgte eine Investitions- und Kostenanalyse
exemplarisch anhand eines realen in den letzten Jahren umgesetzten Catering
Projektes, ergänzt um gemeinsam mit Experten durchgeführte Kostenschätzungen,
für die im Falle der wandelbaren Ausführung veränderten Investitionsbestandteile.
Hierbei kann zusammengefasst werden, dass von einer Investitionszunahme von 10
% und 25 % insbesondere bei Funktionsumfängen des MFR und der
Anlagenüberwachung auszugehen ist. Diese Methodik wurde in der vorliegenden
Arbeit einerseits exemplarisch angewendet und die Ergebnisse interpretiert sowie mit
der Bewertungsmethodik selbst eine Vorgehensweise für zukünftige Projekte
aufgezeigt, um dann projektspezifische Entscheidungen zu treffen, ob eine
Mehrinvestition bei anfänglicher Projektrealisierung wirtschaftlich und funktional
sinnvoll und vorteilhaft gegenüber einer Realisierung der konventionellen Ausführung
ist. Hierzu wurden die über den Lebenszyklus anfallenden Cash-Flows betrachtet für
die verschiedenen Szenarien. Da es sich um eine Studie für mögliche zukünftige
Entwicklungen handelt, sind sämtliche Annahmen stets mit einer
Prognoseunsicherheit behaftet, was eine geeignete Methodik zur Risikoanalyse und
Sensitivitätsüberprüfung erforderlich machte, die sowohl auf die Veränderung der
Zahlungszeitpunkte als auch die Höhe der Zahlungsflüsse eingeht.
Für die konkreten Szenarien wurde die Erkenntnis gewonnen, dass im Falle
geringfügiger Wandlungsumfänge keine Wirtschaftlichkeit bei Realisierung der
wandelbaren Ausführung gegeben ist. Versucht man, aus den Szenarien eine Größe
zu benennen, an der die Grenze erreicht ist, so lag im Falle des Verhältnisses von
Anfangsinvestition und weiteren Zahlungen für Wandlungen im Laufe des
Lebenszyklus die Grenze bei einem Verhältnis von Anfangsinvestitionen in Höhe von
rund 4.920.000 € und Folgeinvestitionen in Höhe von rund 580.000 € (abgezinst auf
Zusammenfassung und Ausblick
253
das Jahr der Anfangsinvestition 435.000 €) auf zwei Zeitpunkte im Lebenszyklus
aufgeteilt. Die Angaben beziehen sich auf Szenario 2.2, bei dem wandelbare und
konventionelle Variante nahezu einen identischen NPV aufweisen. D. h., bei
Folgeinvestitionen von über 8,1 % (abgezinst) bzw. über 10,6 % (nicht abgezinst)
bezogen auf die Anfangsinvestition, ergab sich eine Situation, dass die wandelbare
Ausführung der konventionellen Ausführung vorzuziehen ist. Praktisch
vernachlässigbar sind hierbei aufgrund der geringen Höhe die sehr konservativ
angesetzten Anlagenausfallkosten von zweimal rund 13.000 € zu den jeweiligen
Wandlungszeitpunkten.
Wenn man diese Erkenntnisse aber um die Expertendarstellungen ergänzt, die von
hoher Unsicherheit berichten und der nicht planbaren Entwicklung sowie der
Unmöglichkeit Kundenanforderungen der Zukunft zu prognostizieren, so wird
deutlich, dass sich eine wandelbare Ausführung im Airline Catering vielfach anbietet.
Das Konzept „Internet der Dinge“ und die in dieser Arbeit dargestellten Lösungen für
ein wandelbares Konzept bieten für das Airline Catering gute Möglichkeiten, um den
extremen Veränderungen gerecht zu werden. Einschränkend sei an dieser Stelle
noch einmal betont, dass diese Automatisierung nur für Anlagen an Großflughäfen
gilt. Kleinbetriebe im Catering greifen zu grundsätzlich anderen Ansätzen, um die
geforderte Flexibilität zu erreichen. Hier erfolgt in den meisten Fällen eine
konsequente Vermeidung von Automatisierungen, so dass über flexible
Personalkonzepte und hohe manuelle Arbeitsanteile die maximale
Anpassungsfähigkeit gewährleistet wird.
Die im Rahmen dieser Arbeit erstellte und angewendete Bewertungsmethodik stellt
eine gute Grundlage für die Beantwortung der Fragestellung dar, ob wandelbare oder
konventionelle Materialflusstechnik in zukünftigen Projekten ausgeführt werden
sollte. Die Vorgehensweise ist auch für andere Branchen, sowohl aus dem
Produktions- als auch dem Dienstleistungssegment, geeignet. Als Experten zur
Definition von Szenarien wären dann die Projektspezialisten bzw.
Entscheidungsträger dafür heranzuziehen, um in ähnlicher Weise, wie in dieser
Arbeit durchgeführt, Szenarien herzuleiten, die nahezu die gesamte Bandbreite
möglicher Entwicklungen darstellen, um hieran eine Wirtschaftlichkeitsbewertung und
Risikoanalyse zu vollziehen.
Vorausgesetzt wird hierbei stets, dass die von Materialflusstechnikherstellern
begonnenen Entwicklungsschritte zur Etablierung von Modulbaukästen nach dem

Zusammenfassung und Ausblick
254
Konzept „Internet der Dinge“ [Günt-10] weiter fortgesetzt werden und die guten und
bereits weit vorangeschrittenen Konzepte so die industrielle Reife für den
großflächigen produktiven Einsatz erlangen. Mit dieser Arbeit wurde ein Beitrag dafür
geleistet, um zu untermauern, dass eindeutig Anwendungsfelder existieren, die einen
wirtschaftlichen Einsatz dieses Konzeptes bedeuten und in denen hierdurch ein
wesentlicher Beitrag zur langfristigen erfolgreichen Unternehmenstätigkeit erreicht
werden kann.

Literaturverzeichnis
255
9 Literaturverzeichnis
[Abel-06a] Abele, E.; Dervisopoulos, M.; Kreis, M.: Beeinflussbarkeit von Lebenszykluskosten durch Wissensaustausch, wt Werkstattstechnik – online 96, 7/8, 2006, S. 447 – 454. [Anon-99] Anonym: SAS Report Shows More Than 80 New Cabin Service Environmental Projects, in: PAX International, März/April, S. 42 – 44, www.pax-intl.com, 1999. [Atte-03] Atteslander, P.: Methoden der empirischen Sozialforschung. 10. Auflage, Walter de Gruyter Verlag, Berlin, 2003, S. 84. [Bamb-06] Bamberg, G., Coenenberg, A. G.: Betriebswirtschaftliche Entscheidungslehre, 13. Auflage, Vahlen Verlag, München, 2006. [Barr-03] Barringer, P. H.: A Life Cycle Cost Summary. International Conference of Maintenance Societies (ICOMS), Perth, 20. – 23. Mai 2003. www.barringer1.com/pdf/LifeCycleCostSummary.pdf, Stand 23.12.2010. [Baue-96] Bauer, R. A..: Die Methodik der erweiterten Wirtschaftlichkeitsrechnung – Ein beteiligungsorientiertes Instrument zur ganzheitlichen Bewertung von Modernisierungskonzepten. In: Reichwald, R.; Henning, K. (Hrsg.): Erweiterte Wirtschaftlichkeitsbetrachtung facharbeitergerechter Modernisierung von Werkzeugmaschinen, Verlag der Augustinus Buchhandlung, Aachen, 1996, S. 47 – 65. [Baum-08] Baumeister, A.: Lebenszykluskosten alternativer Verfügbarkeitsgarantien im Anlagenbau, Habilitationsschrift, Universität Hohenheim, 2007, Gabler Verlag, 1. Auflage, Wiesbaden, 2008. [Beis-06] Beisel, R.: Airline Strategies and Choice of Aircraft: Does the recovery or size matter?, Vortrag auf der Hamburg Aviation Conference am 23.02.2006, Hamburg. [Bere-83] Berekoven, L.: Der Dienstleistungsmarkt in der Bundesrepublik Deutschland: Theoretische Fundierung und empirische Analyse, Vandenhoeck & Ruprecht Verlag, Göttingen, 1983. [Beum-2014] http://www.beumergroup.com/de/produkte/gepaeckabfertigungs-systeme/hochgeschwindigkeits-transportsysteme/beumer-autoverr/, Stand 15.09.2014.

Literaturverzeichnis
256
[Biro-91] Birolini, A.: Qualität und Zuverlässigkeit technischer Systeme, Berlin, Springer Verlag, 1991. [Blan-99] Blank, D.: Pie in the Sky, Caterer & Hotelkeeper, Vol. 188, No. 4079, 32, Reed Business Information Ltd, Surrey, www.caterersearch.com, 1999. [Bloh-06] Blohm, H.; Lüder, K.; Schaefer C.: Investition: Schwachstellenanalyse des Investitionsbereichs und Investitionsrechnung, 9. Auflage, Vahlen Verlag, München, 2006. [Böni-97] Böning, M.: Einsatzmöglichkeiten eines lebenszyklusorientierten Controlling von Produktionsanlagen, Dissertation, Ruhr-Universität Bochum, VVF Verlag, München, 1997. [Bohn-08] Bohnsach, R.; Marotzki, W.; Meuser, M. (Hrsg.).: Hauptbegriffe qualitativer Sozialforschung, Verlag Barbara Budrich UTB, Opladen, 2008. [Born-03] Born, K.: Unternehmensanalyse, Schäffer-Poeschel Verlag, Stuttgart, 2003. [Bort-02] Bortz, J.; Döring, N..: Forschungsmethoden und Evaluation für Human- und Sozialwissenschaftler, Springer Verlag, Heidelberg, 2006, S. 35, 295 – 298, 385ff. [Brie-02] Briel, R.: Ein skalierbares Modell zur Bewertung der Wirtschaftlichkeit von Anpassungs-investitionen in ergebnisverantwortlichen Fertigungssystemen, Dissertation, Universität Stuttgart, IPA-IAO-Forschung und Praxis 352, Jost-Jetter, Heimsheim, 2002. [Buss-90] Busse von Colbe, W.; Laßmann, G.: Betriebswirtschaftstheorie, Band 3: Investitionstheorie, 3. Auflage, Springer-Verlag, Berlin, 1990. [Chal-99] Chalmers, A.F.: Wege der Wissenschaft. Einführung in die Wissenschaftstheorie. Hrsg. und übersetzt von N. Bergemann&J. Prümper, Heidelberg, 1999, S. 15 – 19. [Chis-10] Chisu, R.; Kuzmany, F.; Günthner, W.A.: Realisierung einer agentenbasierten Steuerung für Elektrohängebahnsysteme, in: [Günt-10] [Chry-96] Chryssolouris, G.: Flexibility and its measurement; Annals of CIRP, vol. 45, no. 2; 1996. [Cope-98] Copeland, T. E.; Keenan, P. T.: How much is flexibility worth? in: The McKinsey Quarterly, 1998, S. 38 – 49.

Literaturverzeichnis
257
[Cope-00] Copeland, T.E.; Koller, T.; Murrin, J.: Valuation – Measuring and Managing the Value of Companies, 3. Aufl., Wiley, New York, 2000. [Cope-04] Copeland, T. E.; Tufano, P.: Komplexe Entscheidungen, in: Harvard Business Manager, Juni, 2004, S. 74 – 87. [Cors-85] Corsten, H.: Die Produktion von Dienstleistungen. Grundzüge einer Produktionswirtschaftslehre des tertiären Sektors, Schmidt Verlag, Berlin, 1985. [Cors-01] Corsten, H.: Dienstleistungsmanagement, Oldenbourg Verlag, München, 2001. [Cors-94] Corsten, H.: Gestaltungsbereiche des Produktionsmanagement; in: Corsten, H. (Hrsg.): Handbuch Produktionsmanagement. Gabler-Verlag, Wiesbaden, 1994, S. 5-22. [Cors-07] Corsten, H.; Gössinger, R.: Dienstleistungsmanagement, Oldenbourg Verlag, München, 2007. [Crop-02] Cropley, A.J.: Qualitative Forschungsmethoden: Eine praxisnahe Einführung, 1. Auflage, Klotz Verlag, Eschborn bei Frankfurt am Main, 2002, S. 58. [Dana-99] Dana, L.P.: British Airways plc, International Marketing Review, Vol. 16, No. 4/5, S. 278 – 290, 1999. [DIN EN 60300-3-3]: Leitfaden Zuverlässigkeitsmanagement – Teil 3-3: Anwendungsleitfaden – Lebenszykluskosten (IEC 60330-3-3:2004), Deutsche Fassung EN 60300-3-3:2004, Beuth-Verlag, Berlin, 2005. [Dohm-01] Dohms, R.: Methodik zur Bewertung und Gestaltung wandlungsfähiger, dezentraler Produktionsstrukturen, Dissertation, RWTH Aachen, Berichte aus der Produktionstechnik, Nr. 11/2001, Shaker Verlag, Aachen, 2001. [Dürr-01] Dürrschmidt, S.: Planung und Betrieb wandlungsfähiger Logistiksysteme, iwb Forschungsberichte 152, Herbert Utz Verlag, München 2001. [Ehrl-03] Ehrlenspiel, K.; Kiewert, A., Lindemann, U.: Kostengünstig entwickeln und konstruieren: Kostenmanagement bei der integrierten Produktentwicklung, VDI-Buch. 4. Auflage, Springer-Verlag, Berlin 2003. [Eise-10] www.eisenmann.com/dms/downloads/produkte-und.../EHB_2010_de.pdf, Stand 19.06.2014.

Literaturverzeichnis
258
[Embl-03] Emblemsvåg, J.: Life-cycle costing: using activity-based costing and Monte Carlo methods to manage future costs and risk, Hoboken, Wiley 2003. [Erns-02] Ernst, D., Häcker, J.: Realoptionen im Investmentbanking: Mergers & Acquisitions, Initial Public Offering, Venture Capital, Schäffer-Poeschel Verlag, Stuttgart, 2002. [Evan-02] Evans, J. R.; Olson, D. L.: Introduction to Simulation and Risk Analysis. 2. Auflage, Upper Saddle River (New Jersey), 2002. [Ever-96] Eversheim, W.: Produktionstechnik und –verfahren; in: Kern, W. (Hrsg.): Handwörterbuch der Produktionswirtschaft, 2. Aufl., Enzyklopädie der Betriebswirtschaftslehre, Band 7, Schäffer-Poeschel Verlag, Stuttgart, 1996. [Feli-98] Felix, H.: Unternehmens- und Fabrikplanung, REFA-Fachbuch Betriebsorganisation. Hanser-Verlag, München, 1998. [Förs-99] Förster, T.: Entwicklung einer Methode zur Bewertung der Wandlungsfähigkeit von Produktionsbereichen für die variantenreiche Serienfertigung, Dissertation, Universität Magdeburg, Hamburgisches Welt-Wirtschafts-Archiv, Hamburg, 1999. [Fran-04] Franke, G.; Hax, H.: Finanzwirtschaft des Unternehmens und Kapitalmarkt. 4. Aufl., Springer Verlag, Berlin, 2004. [Frog-06] Frog Navigation Systems B.V.: Die Geschichte der Fahrerlosen Transportsysteme, http://www.frog.nl/fts-geschichte.php, Stand: 19.06.2006. [Flie-09] Fließ, S.: Dienstleistungsmanagement – Kundenintegration gestalten und steuern, Gabler Verlag, Wiesbaden, 2009. [Fürn-92] Fürnrohr, M..: Stochastische Modelle zur Prognose von Lebenszykluskosten komplexer Systeme, Dissertation, Universität der Bundeswehr, München, 1992. [Geis-09] Geissdoerfer, K.: Total Cost of Ownership (TCO) und Life Cycle Costing (LCC): Einsatz und Modelle – Ein Vergleich ziwschen Deutschland und USA, LIT-Verlag, 1. Auflage, Berlin, 2009. [Gläs-04] Gläser, J.; Laudel, G.: Experteninterviews und qualitative Inhaltsanalyse als Instrumente rekonstruierender Untersuchungen, Verlag für Sozialwissenschaften, Wiesbaden, 2004, S. 9, S. 107.

Literaturverzeichnis
259
[Götz-05] Götze, U.: Investitionsrechnung – Modelle und Analysen zur Beurteilung von Investitionsvorhaben, 5. Auflage, Springer Verlag, Berlin, 2005. [Grun-06] Grundig, C.: Fabrikplanung, 2. aktualisierte Auflage, Hanser-Verlag, München, 2006. [Guen-01] Günther, C. A.: Das Management industrieller Dienstleistungen – Determinanten, Gestaltung und Erfolgsauswirkungen, Deutscher Univ. Verlag, Wiesbaden, 2001. [Günt-97] Günthner, W. A.; Allgayer, F.: Verbundforschungsprojekt „MATVAR“ ist angelaufen – Dynamische Produktionsstrukturen durch flexible Materialflusssysteme. In: Logistik im Unternehmen 11 (1997), Nr. 10, S. 28 – 30. [Günt-98a] Günthner, W. A.; Handrich, W.: Ein Ansatz für mehr Flexibilität: Leichtfördersystem im Überflurbereich. In: F+H Fördern und Heben 48 (1998), Nr. 5, S. 349 – 352. [Günt-98b] Günthner, W. A.; Bambynek, A.: Integrierbarkeit eines flurfreien Leichtfördersystems: Schnittstellen-Baukasten. In: Hebezeuge und Fördermittel 38 (1998), Nr. 12, S. 593 – 595. [Günt-02] Günthner, W. A.; Heinecker, M.; Wilke, M.: Materialflusssysteme für wandelbare Fabrikstrukturen, Industrie Management 18 (2002) 5, GITO mbH Verlag für Industrielle Informationstechnik und Organisation, Berlin, 2002. [Günt-03] Günthner, W. A.; Wilke, M.: Mass Customization requires changeable material flow systems, Interdisciplinary World Congress on Mass Customization and Personalization (MCPC2003), Oktober, 2003. [Günt-10] Günthner, W.A.; ten Hompel, M. (Hrsg.): Internet der Dinge in der Intralogistik., Springer-Verlag, Berlin, Heidelberg, New York, 2010. [Half-06] Halfen-Deha Vertriebsgesellschaft mbH: Halfenschienen Beton, Produkt-Info B-P 04, Langenfeld, http://www.halfen-deha.de, 2006. [Hand-01] Handrich, W.: Flexible, flurfreie Materialflusstechnik für dynamische Produktionsstrukturen, Dissertation, TU München, Herbert Utz Verlag, München, 2001.

Literaturverzeichnis
260
[Hart-95] Hartmann, M.: Merkmale zur Wandlungsfähigkeit von Produktionssystemen für die mehrstufige Serienfertigung bei turbulenten Aufgaben, Dissertation, Otto-von-Guericke-Universität, Magdeburg, 1995. [Hax-93] Hax, H.: Investitionstheorie. Korrigierter Nachdruck der 5. bearb. Auflage, Physica-Verlag, Heidelberg, 1993. [Hege-07] Heger, C.L.: Bewertung der Wandlungsfähigkeit von Fabrikobjekten, Dissertation, Uni Hannover, Berichte aus dem IFA, Hannover, 2007. [Hein-06] Heinecker, M.: Methodik zur Gestaltung und Bewertung wandelbarer Materialflusssysteme, Dissertation, TU München, München, 2006. [Hern-03] Hernández, R.: Systematik der Wandlungsfähigkeit in der Fabrikplanung, Dissertation, Universität Hannover, Fortschritt-Berichte VDI, Reihe 16, Nr. 149, VDI Verlag, Düsseldorf, 2003. [Hild-02] Hildebrand, T.: Erfolgsfaktor Modularität – Ein Konzept für Fabriken von morgen; Tagungsband “Kompetenznetze der Produktion und mobile Fabriken“, 2002. [Höck-05] Höck, M.: Dienstleistungsmanagement aus produktionswirtschaftlicher Sicht, Habilitationsschrift Universität Hamburg, Deutscher Universitäts-Verlag, Wiesbaden, 2005. [Homm-99a] Hommel, U; Pritsch, G.: Marktorientierte Investitionsbewertung mit dem Realoptionsansatz: Ein Implementierungsleitfaden für die Praxis, Finanzmarkt- und Portfolio Management 13, 1999, S. 121 – 144. [Homm-99b] Hommel, U; Pritsch, G.: Investitionsbewertung und Unternehmensführung mit dem Realoptionsansatz, in: Achleitner, A.-K. et al. (Hrsg.): Handbuch Corporate Finance, Verlag Deutscher Wirtschaftsdienst, Köln, 1999, S. 1 – 65. [IEC-03] IEC 60300-1: Dependability management – Part 1: Dependability management systems, INTERNATIONAL ELECTROTECHNICAL COMMISSION, Genf, 2003. [i+o-06a] i+o Industrieplanung+Organisation GmbH & Co. KG: Projektunterlagen, Airline Catering Planungsprojekte, interne Unterlagen, Heidelberg, 2006.

Literaturverzeichnis
261
[i+o-08] i+o Industrieplanung+Organisation GmbH & Co. KG: Projektunterlagen, Airline Catering Planungsprojekte, interne Unterlagen, Heidelberg, 2008. [Joha-08] Johan, Novie; Jones, P.: “The TCRC Report on Trends in the Flight Catering Industry 2008”, Annual Travel Catering Trends Survey, Paper 2, http://epubs.surrey.ac.uk/travelcateringtrends/2, Stand 13.01.2009 [Jone-04] Jones, P.: Flight Catering, Second Edition, Elsevier Butterworth-Heinemann, Oxford, 2004. [Karl-98] Karl, A.: Wandlungsfähige Materialflusstechnik. In: F+H Fördern und Heben 48 (1998) Nr. 4, S. 270 – 273. [Keen-76] Keeney, R.L.; Raiffa, H..: Decisions with Multiple Objectives; Preferences and Value Tradeoffs, John Wiley & Sons, 1976. [Kett-84] Kettner, H.; Schmidt, J.; Greim, H.-R.: Leitfaden der systematischen Fabrikplanung, Hanser Verlag, München, 1984. [Klei-97] Kleinaltenkamp, M: Kundenintegration; in: Wirtschaftswissenschaftliches Studium, Bd. 26, Heft 7, S.350 – 355. [Krim-95] Krimm, F. O.: Beitrag zur Produktionsplanung und –steuerung von technischen Dienstleistungen, Dissertation, Techn. Universität Dortmund, Verlag Praxiswesen, Dortmund, 1995. [Krus-05] Kruschwitz, L.: Investitionsrechnung, 10. Auflage, Oldenbourg Verlag, München/Wien, 2005. [Krus-07] Kruschwitz, L.: Investitionsrechnung, 11. Auflage, Oldenbourg Verlag, München/Wien, 2007. [Kuzm-10] Kuzmany, F.; Luft, A.; Chisu, R.: Die Bausteine des Internets der Dinge, in: [Günt-10]. [Lamn-05] Lamnek, S.: Qualitative Sozialforschung, Beltz Verlag, Weinheim/Basel, 2005, S. 26, S. 194, S. 329. [Libe-10] Libert, S; Chisu, R.; Luft, A.: Softwarearchitektur für eine agentenbasierte Materialflusssteuerung, in: [Günt-10]. [Mais-82] Maister, D. H.; Lovelock, C. H.: Managing Facilitator Services. In: MIT Sloan Management Review, Vol. 23, Issue 4, Massachusetts, 1982, S. 19 –31.
Literaturverzeichnis
262
[Male-04] Maleri, R.: Internationalisierung von Dienstleistungen – Reflexionen zur Multikulturalität internationaler Dienstleistungskontexte; In: Gardini, M. A.; Dahlkoff, D. H. (Hrsg.), Management internationaler Dienstleistungen / Kontext – Konzepte – Erfahrungen, Gabler Verlag, Wiesbaden, 2004, S. 37 – 62. [Male-08] Maleri, R., Frietzsche, U.: Grundlagen der Dienstleistungsproduktion, 5. Auflage. Springer-Verlag, Berlin, Heidelberg, New York, 2008. [Meye-83] Meyer, A.: Dienstleistungsmarketing, FGM-Verlag, Augsburg, 1983. [Meye-91] Meyer, A.: Dienstleistungsmarketing. In: Die Betriebswirtschaft, Vol. 51, Issue 2, Schäffer- Poeschel Verlag, Stuttgart, S. 195 – 209. [Meye-04] Meyer, G.: Neue Aufgaben für Elektrohängebahnen, in: Hebezeuge und Fördermittel, Jahrgang 46, 5, 2004, S. 266 – 269. [Möll-08] Möller, N.: Bestimmung der Wirtschaftlichkeit wandlungsfähiger Produktionssysteme, Dissertation, TU München, Forschungsberichte iwb, Band 212, Utz-Verlag, München, 2008. [Müll-02] Müller-Möhl, E.: Optionen und Futures – Grundlagen und Strategien für das Termingeschäft in Deutschland, Österreich und in der Schweiz, 5. Aufl., Schäffer-Poeschel Verlag, Stuttgart, 2002. [Müll-07] Müller, S.: Methodik für die entwicklungs- und planungsbegleitende Generierung und Bewertung von Produktionsalternativen, Dissertation, TU München, Forschungsberichte iwb, Band 209, Utz-Verlag, München, 2007. [Murd-90] Murdick, R. G.; Render, B.; Russel, R. S.: Service Operations Management, Allyn & Bacon, Boston, USA, 1990. [Nett-10] Nettsträtter, A.; Kuzmany, F.: Rechenplattformen und RFID für das Internet der Dinge, in: [Günt-10] [Niek-10] Nieke, C.: Materialflusssteuerung heute und ihre Defizite, in: [Günt-10] [Nopp-11] Nopper, J. R.: Eine Methodik zur Bewertung von Wandelbarkeit in der Intralogistik am Beispiel selbstorganisierter Materialflusssysteme, Dissertation, Universität Dortmund, Logistik für die Praxis, Hrsg. Hompel, M. ten, Verlag Praxiswissen Service, Dortmund, 2011.

Literaturverzeichnis
263
[Nyhu-05] Nyhuis, P.; Kolakowski, M.; Heger, C. L.: Evaluation of Factory Transformability, CIRP 3rd International Conference on Reconfigurable Manufacturing Systems, Ann Arbor (Michigan, USA), 10. – 12. Mai 2005. [Oste-99] von der Osten-Sacken, D.: Lebenslauforientierte, ganzheitliche Erfolgsrechnung für Werkzeugmaschinen, Dissertation, Universität Stuttgart, IPA-IAO-Forschung und Praxis 299, Jost-Jetter, Heimsheim, 1999. [Pfad-05] Pfadenhauer, M.: Auf gleicher Augenhöhe reden. Das Experteninterview – ein Gespräch zwischen Experte und Quasi-Experte, in: Bogner, A.; Littig, B.; Menz, W. (Hrsg.): Das Experteninterview – Theorie, Methode, Anwendung, 2. Aufl., Verlag für Sozialwissenschaften, Wiesbaden, 2005, S.113ff.. [Pfoh-02] Pfohl, H.-C.: Prototypengestützte Lebenszykluskostenrechnung, Vahlen Verlag, München, 2002. [Pfoh-04] Pfohl, H.-C.: Logistikmanagement: Funktionen und Instrumente, 2. überarbeitete Auflage, Springer Verlag, Berlin, 2004. [Pomp-07] Pompl, W.: Luftverkehr – Eine ökonomische und politische Einführung, Springer Verlag, Berlin, Heidelberg, 2007. [Rein-97] Reinhart, G.: Innovative Prozesse und Systeme – Der Weg zu Flexibilität und Wandlungsfähigkeit, in: Milberg, J; Reinhart, G. (Hrsg.): Mit Schwung und Aufschwung, Münchener Kolloq. 1997, Landsberg/Lech, 1997. [Rein-99] Reinhart, G.; Dürrschmidt, S.; Hirschberg, A.; Selke, C.: Reaktionsfähigkeit für Unternehmen – Eine Antwort auf turbulente Märkte. ZWF 94, H. 1/2, 1999, S. 21 – 24. [Rein-00] Reinhart, G.; Hirschberg A.; Effert, C.: Wandlungsfähigkeit – Antwort auf Turbulenz, in: Reinhart G. (Hrsg.): Virtuelle Fabrik – Wandlungsfähigkeit durch dynamische Unternehmenskooperationen; TWC Transfer Centrum GmbH, München, 2000. [Rein-06] Reinhart, G.; von Bredow, M.; Neise, P.; Sudhoff, W.: Produzieren in globalen Netzwerken, in: Hoffmann, H. et al. (Hrsg.): 8. Münchener Kolloquium. Zukunft voraus – Denken für den Standort Deutschland. München, 09. – 10. März 2006, Utz-Verlag, München, 2006, S. 175 – 192. [Riez-96]: Riezler, S.: Lebenszykluskostenrechnung, Gabler Verlag, Wiesbaden, 1996.

Literaturverzeichnis
264
[Roma-94] Romano, M.: Who’s Feeding Them Now?, in: Restaurant Business, Vol. 93, Nr. 12, 62, 64, 69, 1994. [Rück-00] Rück, H.R.G.: Dienstleistungen in der ökonomischen Theorie, Dissertation, Goethe Universität Frankfurt, Deutscher Universitäts Verlag, Wiesbaden, 2000. [Rudo-02] Rudolf, M.; Witt, P.: Bewertung von Wachstumsunternehmen – Traditionelle und innovative Methoden im Vergleich, 1. Auflage, Gabler Verlag, Wiesbaden, 2002. [Sche-04] Schenk, M.; Wirth, S.: Fabrikplanung und Fabrikbetrieb – Methoden für die wandlungsfähige und vernetzte Fabrik, Springer-Verlag, Berlin, 2004. [Schi-06] Louis Schierholz GmbH: Produktkatalog EHB-System 625/635, www.schierholz.de, Bremen, 2006, Stand 21.06.2006. [Schi-08] Louis Schierholz GmbH: Auszug aus Projektunterlage, Planungsprojekt mit i+o, www.schierholz.de, Bremen, 2008. [Schm-95] Schmigalla, H.: Fabrikplanung – Begriffe und Zusammenhänge, REFA, Hanser Verlag, München, 1995. [Schn-08] Schnell, R.; Hill, P.B.; Esser, E.: Methoden der empirischen Sozialforschung, 8. Auflage, R. Oldenbourg Verlag, München, 2008, S. 61 ff., S. 322 – 323. [Schö-94] Schörcher, U.; Buchholz, R.: Qualitätsmanagement in der Luftfahrt, in: Masing, W. (Hrsg.): Handbuch Qualitätsmanagement, 3. Ausg., Hanser Verlag, München, 1994. [Schu-04a] Schuh, G.; Gulden, A.; Wemhöner, N.; Kampker, A.: Bewertung der Flexibilität von Produktionssystemen, wt Werkstattstechnik online, Jahrgang 94, H.6, 2004, S. 299 – 304. [Schu-04b] Schuh, G.; Harre, J.; Gottschalk, S.; Kampker, A.: Design for Changeability (DFC) – Das richtige Maß an Wandlungsfähigkeit finden, Ergebnisse des EU-Verbundforschungsprojektes „Modular Plant Architecture“, wt Werkstattstechnik online, Jahrgang 94, H.4, 2004, S. 100 – 106. [Schu-05] Schuh, G.; Wemhöfer, N.; Friedrich, C.: LicoPro – Lifecycle oriented evaluation of automotive body shop flexibility, in: Zäh, M. F. et al. (Hrsg.), International Conference on Changeable, Agile, Reconfigurable and Virtual Production (CARV 2005), Utz-Verlag, München, 2005.

Literaturverzeichnis
265
[Sest-03] Sesterhenn, M.: Bewertungssystematik zur Gestaltung struktur- und betriebsvariabler Produktionssysteme, Dissertation, RWTH Aachen 2002, Shaker Verlag, Aachen, 2003. [SFB467-02] SFB 467: Wandlungsfähige Unternehmensstrukturen für die variantenreiche Serienproduktion, http://www.sfb467.uni-stuttgart.de, Universität Stuttgart, 2002. [SFB582-04] SFB 582: Marktnahe Produktion individualisierter Produkte, http://www.sfb582.de, TU München, 2004. [Spur-94] Spur, G.: Fabrikbetrieb: Das System, Planung, Steuerung, Organisation, Information, Qualität, die Menschen. Hanser-Verlag, München, 1994. [Stev-04] Steven, M.; Schade, S.: Produktionswirtschaftliche Analyse industrieller Dienstleistungen, in ZfB, Vol. 74, 6, S. 543 – 562. [Sudh-03] Sudhoff, W.: Der Realoptionsansatz zur Bewertung mobiler Fabrikstrukturen, in: iwb Newsletter, Jahrgang 11, Nr. 4, München, 2003, S. 1 – 4. [Tans-96] Tansey, G.: Catering on a High, Caterer and Hotelkeeper, 7. Nov., 1996. [Thue-01] Thuessen, G. J.; Fabrycky, W. J.: Engineering Economy, 9. Aufl., Prentice Hall International Series in Industrial and Systems Engineering, Upper Saddle River, Prentice Hall, 2001. [Trum-06] Trumpfheller, M.: Strategisches Flughafenmanagement – Positionierung und Wertschöpfung von Flughafentypen, Dissertation, TU Darmstadt, Deutscher Universitäts-Verlag, Wiesbaden, 2006. [Ullr-05] : Ullrich, G.: Quo vadis, FTS?, in: Hebezeuge und Fördermittel, Jahrgang 45, 12, 2005, S. 690 – 692. [Urba-05] Urbani, A.; Avai, A.: Changeability as a key for lifecycle oriented investment evaluation, in: Zaeh, M. F. et al. (Hrsg.): 1st International Conference on Changeable, Agile, Reconfigurable and Virtual Production (CARV 2005), Garching, 22. – 23. September 2005, Utz-Verlag, München, 2005, S. 459 – 466. [VDI-2345] Verein Deutscher Ingenieure (VDI) (Hrsg.): VDI 2345: Hängebahnen. VDI-Verlag, Düsseldorf 1987.

Literaturverzeichnis
266
[VDI-2510] Verein Deutscher Ingenieure (VDI) (Hrsg.): VDI 2510: Fahrerlose Transportsysteme (FTS), Beuth-Verlag, Berlin, 2005. [VDI-3628] Verein Deutscher Ingenieure (VDI) (Hrsg.): VDI 3628: Schnittstellen zwischen den Funktionsebenen im Automatisierungsmodell (Entwurf), VDI-Verlag, Düsseldorf 1996. [VDI-3643] Verein Deutscher Ingenieure (VDI) (Hrsg.): VDI 3643: Elektrohängebahn, Anforderungsprofil an ein kompatibles System, VDI-Verlag, Düsseldorf 1998. [VDI-3962] Verein Deutscher Ingenieure (VDI) (Hrsg.): VDI 3962: Praxisgerechter DV-Einsatz im automatischen Lager, Beuth-Verlag, Berlin 1995. [VDMA 34160] Verband Deutscher Maschinen- und Anlagenbau (VDMA): VDMA Einheitsblatt: Prognosemodell für die Lebenszykluskosten von Maschinen und Anlagen, Berichtigung 1, Beuth-Verlag, Berlin, 2007. [Viel-04] Vielhaber, W.: Planung und Gestaltung wandlungsfähiger Satellitenfabriken und Fabrikparks, in: Witte, K.-W., Vielhaber, W. (Hrsg.): Neue Konzepte für wandlungsfähige Fabriken und Fabrikparks, Shaker Verlag, Aachen, 2004. [Wamp-04] Wampfler AG: Induktive Energie- und Datenübertragung bei Elektrohängebahnen, in: Materialfluss, 4, 2004, S. 24 – 25. [Wamp-09] Wampfler: Fördertechnik, Automatisch – Power & Free http://www.wampfler.de/index.asp?vid=12&id=10&plid=61&e1=3&e2=58&lang=D, 22. November 2009, Conductix-Wampfler AG, Weil am Rhein, 2009. [West-00] Westkämper, E.; Zahn, E.; Balve, P.; Tilebein, M.: Ansätze zur Wandlungsfähigkeit von Produktionsunternehmen, wt Werkstattstechnik online Jahrgang 90, H. 1/2, 2000, S. 22 – 26. [West-03] Westkämper, E.; Kirchner, S.; Winkler, R.: Unternehmensstudie zur Wandlungsfähigkeit von Unternehmen, wt Werkstattstechnik online, Jahrgang 93, H. 4, 2003, S. 254-260. [West-09] Westkämper, E.; Zahn, E.: Wandlungsfähige Produktionsunternehmen – Das Stuttgarter Unternehmensmodell, Springer Verlag, Berlin, 2008. [Wien-97] Wiendahl, H.-P.: Betriebsorganisation für Ingenieure, 4. Auflage, Carl Hanser Verlag, München, 1997.

Literaturverzeichnis
267
[Wien-02b] Wiendahl, H-.P.: Wandlungsfähigkeit – Schlüsselbegriff der zukunftsfähigen Fabrik, wt Werkstattstechnik online, Jahrgang 92, H. 4, 2002, S. 122 – 127. [Wien-02a] Wiendahl, H-.P; Hernández, R.: Fabrikplanung im Blickpunkt – Herausforderung Wandlungsfähigkeit, wt Werkstattstechnik online, Jahrgang 92, H. 4, 2002, S. 133-137. [Wien-05] Wiendahl, H-.P; Nofen, D.; Klußmann, J. H.; Breitenbach, F.: Planung modularer Fabriken – Vorgehen und Beispiele aus der Praxis, Hanser Verlag, Wien, 2005. [Wien-07] Wiendahl, H-.P; ElMaraghy, H.A.; Zäh, M.F.; Wiendahl, H.-H.; Duffie, N.; Kolakowski, M.: Changeable Manufacturing: Classification, Design, Operation, Annals of the CIRP 56, 2007. [Wiki-10a] www.wikipedia.de: http://de.wikipedia.org/wiki/catering, Stand 31.12.2010. [Wiki-10b] www.wikipedia.de: http://de.wikipedia.org/wiki/nutzwertanalyse, Stand 29.12.2010. [Wilk-06] Wilke, M.: Wandelbare automatisierte Materialflusssysteme für dynamische Produktionsstrukturen, Dissertation, TU München, Herbert Utz Verlag, München, 2006. [Wöhe-08] Wöhe, G.; Döring, U.: Einführung in die allgemeine Betriebswirtschaftslehre, 23. Auflage, Vahlen Verlag, München, 2008. [Wood-97] Woodward, D. G.: Life cycle costing – theory, information acquisition and application, International Journal of Project Management 15, No. 6, 1997, S. 335 – 344. [Wrig-85] Wright, C.: Table in the Sky: Recipes from British Airways and the Great Chefs, W.H. Allen & Co., London, 1985. [Zaha-98] Zahar, E.G.: „Das Duhem-Quine Problem“, in: Logos Verlag Berlin, Heft 12, Band 5, Juni, 1998. [Zahn-96] Zahn, E.; Schmidt, U.: Produktionswirtschaft I - Grundlagen und operatives Produktmanagement, UTB für Wissenschaft, Grundwissen der Ökonomik: Betriebswirtschaftslehre, Lucius & Lucius Verlag, Stuttgart, 1996.

Literaturverzeichnis
268
[Zang-76] Zangemeister, Christof: Nutzwertanalyse in der Systemtechnik – Eine Methodik zur multidimensionalen Bewertung und Auswahl von Projektalternativen, Dissertation, Techn. Univ. Berlin, 4. Auflage, Wittemann, München, 1976. [Zäh-03] Zäh, M. F.; Ulrich, C.; Wagner, W.; Wilke, M.: Reaktionsszenario Minifabrik, wt Werkstattstechnik online, Jahrgang 93, H. 9, 2003, S. 646 – 650. [Zäh-05] Zäh, M. F.; Sudhoff, W.; Moeller, N.: Quantitative Modeling of Mobile Production Scenarios, 38th CIRP International Seminar on Manufacturing Systems, Florianopolis (Brasilien), CD-Rom, 16. – 18. Mai 2005. [Zäpf-00] Zäpfel, G.: Strategisches Produktionsmanagement, Internationale Standardlehrbücher der Wirtschafts- und Sozialwissenschaften, 2. Aufl., Oldenbourg-Verlag, München, 2000.

Literaturverzeichnis
269
Verzeichnis betreuter Studienarbeiten
Im Zuge dieser Dissertation wurden mehrere Studienarbeiten unter wissenschaftlicher und inhaltlicher Anleitung des Autors im Bereich des Airline Caterings und wandelbarer, flexibler EHB-Systeme erstellt, aus denen teilweise Inhalte für diese Arbeit entstanden sind. Wenn ein direkter Bezug zwischen Inhalten einer Studienarbeit und Inhalten der vorliegenden Dissertation besteht, dann wird in dieser Arbeit auf sie verwiesen. Der Dank des Autors gilt den Studenten für die erbrachten folgenden Arbeiten: [i+o-06b] Gerdel, K.: Entwicklung eines Entscheidungsmodells zum Einsatz wandlungsfähiger Materialflusssysteme im Airline-Catering, Diplomarbeit, Technische Universität Chemnitz, 2006. Betreut durch Dipl. Wirtsch.-Ing. Jan Schmidt in der i+o und Prof. Klaus Nendel, Dipl.-Ing. Mathias Schumann in der Fakultät für Maschinenbau der Technische Universität Chemnitz [i+o-07] Xu, P.: Analysis of different flexibility levels of electric monorail systems in airline-catering facilities, Master Thesis, Universität Duisburg-Essen, 2007. Betreut durch Dipl. Wirtsch.-Ing. Jan Schmidt in der i+o und Prof. Bernd Noche, Dr. Manfred Bachthaler am Institute of Engineering Science, Faculty of Transportation Systems and Logistics, Department of Logistics Engineering an der Universität Duisburg-Essen [i+o-09a] Hassani, A.: Vertikale Integration im Airline Catering – Eigentumsrechte, Verhandlungsmacht und Effizienz, Diplomarbeit, Universität Heidelberg, 2009. Betreut durch Dipl. Wirtsch.-Ing. Jan Schmidt in der i+o und Prof. Andreas Roider in der Fakultät für Wirtschafts- und Sozialwissenschaften an der Ruprecht-Karls-Universität Heidelberg [i+o-09b] Künicke, M.: Risikoanalyse und Risikomanagement von wandelbaren Elektrohängebahnanlagen im Vergleich zu herkömmlichen Anlagen im Airline Catering Umfeld, Diplomarbeit, Fachhochschule für Technik und Wirtschaft Berlin, 2009. Betreut durch Dipl. Wirtsch.-Ing. Jan Schmidt in der i+o und Prof. Rudolph im Fachbereich 4 der FHTW Berlin

Anhang
270
Anhang
Gesprächsleitfaden/Questionnaire (deutsche Version) [i+o-09b]

Anhang
271
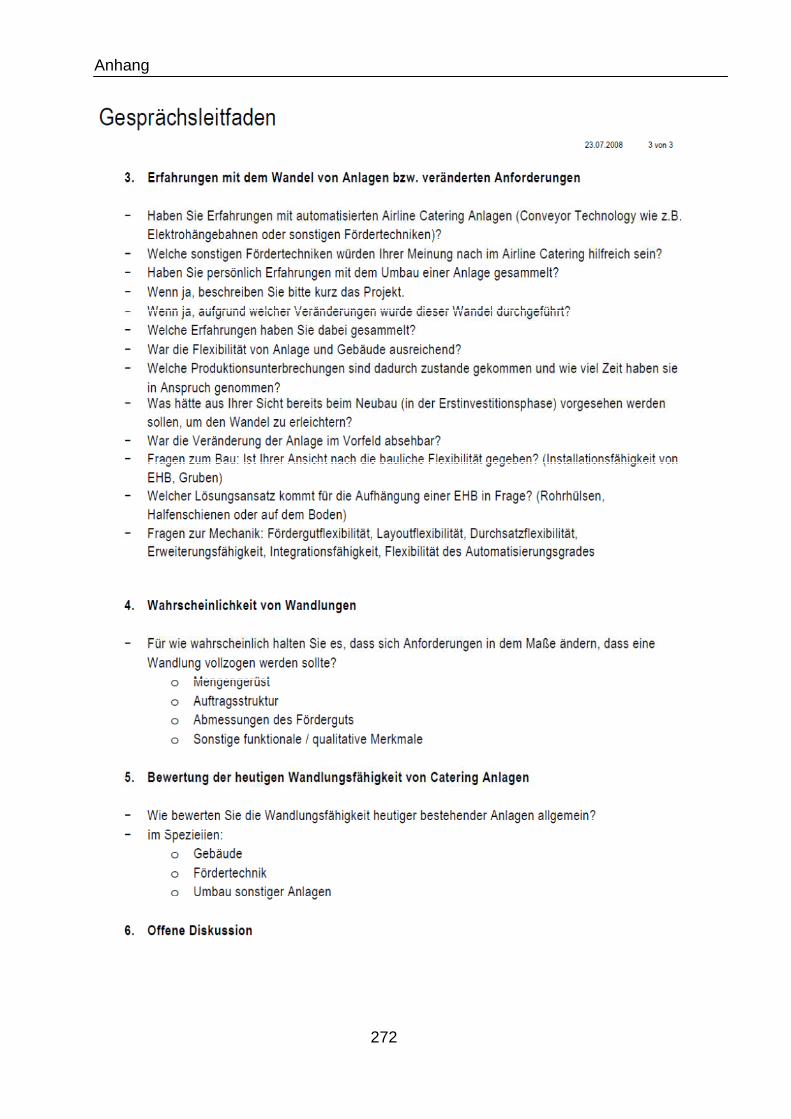
Anhang
272

Anhang
273
Exemplarische Szenariobewertung: Modul 1 – Wirtscha ftlichkeitsbetrachtung
(Szenario 3.2 - wandelbar) in Auszügen
1 Cover:
2 Glossary:
Business CaseProject Number
Project Name
Project Owner
Year
S3.2
JS
2009
Szenario Wandelbar
Version 1.0
Business CaseGlossary
FTE Full Time Equivalent
Calculation Model of Cashflows (indirect method)
Net Present Value of an investment by using a discount rate and a series of future payments (negative values) and income (positive values).
Internal Rate of Return for a series of cash flows. The internal rate of return is the interest rate received for an investment consisting of payments (negative values) and income (positive values) that occur at regular periods.
Number of months, after which the savings are bigger than the investment
NPV
IRR
Payback Period
(Free) Cash Flow
Effect on EBIT
Calculatory Tax
NOPAT
Decrease in Finished Goods and Material
Investments in fixed Assets
Desinvestments
Baseline Cost
Cost Development
Increase in Finished Goods and Material
Depreciation
Appreciation
Cost
Revenue vs. Expense
Cash-in - Cash-OutCashflow Statement: e.g. investments, desinvestments
Profit and Loss Statement:e.g. depreciation; rent; leasing fees
Management Accounting / Controlling:e.g. internal depreciation rates; allocated accounting cost
Three Basic Systems of Accounting
+
-
-
+
+
-
+
-
+-
+

Anhang
274
3 Business Case Summary:
SummaryDiscount Rate 5,6%NPV [€] -5.595.623IRR #DIV/0!Payback Period [months] 0Delta Working Capital [€] 0PV Investment Expenditures [€] 5.410.784
562.627 € 5.520.485 €-
Expected standard deviation of returns [ δ]Expected mean value of project [ µ]
Project Sensitivity
Cumulated Discounted Cash Flows
-18.000.000
-16.000.000
-14.000.000
-12.000.000
-10.000.000
-8.000.000
-6.000.000
-4.000.000
-2.000.000
0
2008 2013 2018 2023 2028 2033
Distribution of Cash Flows
-6.000.000
-5.000.000
-4.000.000
-3.000.000
-2.000.000
-1.000.000
0
2009 2013 2017 2021 2025
Distribution of Benefits
-806.174
68%
10.298
1%
-89.766
7%
3.088
0%
192.752
16%
-61.341
5%
-33.985
3%
-5.645
0%
0
0
0
0
0
1
1
1
1
1
1
Labo
r C
osts
-
0 0 0 0 0 0
Risk Profile
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
-4.10
0.000
€
-4.43
0.000
€
-4.76
0.000
€
-5.09
0.000
€
-5.42
0.000
€
-5.75
0.000
€
-6.08
0.000
€
-6.41
0.000
€
-6.74
0.000
€
-7.07
0.000
€
-7.40
0.000
€
Project Value
Pro
ba
bili
ty

Anhang
275
4 Sensitivity :
Sensitivity Analysis
Cash-Out
-10% -5% 10%
-5.198.864 -5.397.244 -5.992.381
Not valid Not valid Not valid
-5.198.864 -5.397.244 -5.992.381
Not valid Not valid Not valid
-5.198.864 -5.397.244 -5.992.381
Not valid Not valid Not valid
Cash-out: + equals additional cash-out / - equals less cash-out
Cash-In: + equals additional Realized Benefits / - equals less Realized Benefits
Scenario 0: Basic
Case
Scenario 1:
Cost: -10%
Realized
Benefits: 10%
Scenario 2:
Cost: -5%
Realized
Benefits: 10%
Scenario 3:
Cost: 10%
Realized
Benefits: 10%
Scenario 4:
Cost: -10%
Realized
Benefits: -5%
Scenario 5:
Cost: -5%
Realized
Benefits: -5%
Scenario 6:
Cost: 10%
Realized
Benefits: -5%
Scenario 7:
Cost: -10%
Realized
Benefits: -10%
Scenario 8:
Cost: -5%
Realized
Benefits: -10%
Scenario 9:
Cost: 10%
Realized
Benefits: -10%
Net Present Value -5.595.623 -5.198.864 -5.397.244 -5.992.381 -5.198.864 -5.397.244 -5.992.381 -5.198.864 -5.397.244 -5.992.381Payback Period (Months) Not valid Not valid Not valid Not valid Not valid Not valid Not valid Not valid Not valid Not valid
Sensitvity Analysis Scenario 0
Year 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 2026 2027 2028
Realized Income Benefits 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Cost Benefits 0 -445.744 -445.744 -507.376 -477.130 -477.130 -477.130 -477.130 -538.762 -508.516 -508.516 -117.635 -117.635 -117.635 -87.865 -87.865 -51.549 -51.549 -51.549 -20.883
EBIT 0 -445.744 -445.744 -507.376 -477.130 -477.130 -477.130 -477.130 -538.762 -508.516 -508.516 -117.635 -117.635 -117.635 -87.865 -87.865 -51.549 -51.549 -51.549 -20.883EBITDA 0 0 0 -61.632 0 0 0 0 -61.632 0 0 0 0 0 0 0 0 0 0 0NOPAT 0 -445.744 -445.744 -507.376 -477.130 -477.130 -477.130 -477.130 -538.762 -508.516 -508.516 -117.635 -117.635 -117.635 -87.865 -87.865 -51.549 -51.549 -51.549 -20.883
After Tax Cash Flow -4.917.226 0 0 -452.404 0 0 0 0 -452.404 0 0 0 0 0 0 0 0 0 0 0Present Value of after tax cash flow -4.917.226 0 0 -384.726 0 0 0 0 -293.671 0 0 0 0 0 0 0 0 0 0 0
NPV after Tax -5.595.623
Cumulated cash flow
Payback period (Months) Not valid -4.917.226 -5.190.132 -5.478.184 -6.234.628 -6.580.650 -6.945.876 -7.331.372 -7.738.263 -8.620.140 -9.098.558 -9.603.528 -10.136.524 -10.699.101 -11.292.901 -11.919.657 -12.581.198 -13.279.455 -14.016.464 -14.794.378 -15.615.466
IRR N/A
Sensitvity Analysis Scenario 1
Year 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 2026 2027 2028
Realized Income Benefits / Cash-In + 10% 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Cash-Out -10% 0 -401.169 -401.169 -456.638 -429.417 -429.417 -429.417 -429.417 -484.886 -457.664 -457.664 -105.872 -105.872 -105.872 -79.079 -79.079 -46.394 -46.394 -46.394 -18.795
EBIT 0 -401.169 -401.169 -456.638 -429.417 -429.417 -429.417 -429.417 -484.886 -457.664 -457.664 -105.872 -105.872 -105.872 -79.079 -79.079 -46.394 -46.394 -46.394 -18.795
EBITDA 0 44.574 44.574 -10.894 47.713 47.713 47.713 47.713 -7.756 50.852 50.852 11.764 11.764 11.764 8.787 8.787 5.155 5.155 5.155 2.088
NOPAT 0 -401.169 -401.169 -456.638 -429.417 -429.417 -429.417 -429.417 -484.886 -457.664 -457.664 -105.872 -105.872 -105.872 -79.079 -79.079 -46.394 -46.394 -46.394 -18.795
After Tax Cash Flows -4.917.226 44.574 44.574 -401.666 47.713 47.713 47.713 47.713 -398.528 50.852 50.852 11.764 11.764 11.764 8.787 8.787 5.155 5.155 5.155 2.088Present Value of after tax cash flows -4.917.226 42.231 40.010 -341.579 38.442 36.420 34.505 32.691 -258.698 31.274 29.629 6.494 6.152 5.829 4.125 3.908 2.172 2.058 1.950 748
NPV after Tax -5.198.864
Cumulated cash flow
Payback period (Months) Not valid -4.917.226 -5.145.558 -5.386.562 -6.087.182 -6.377.308 -6.683.536 -7.006.759 -7.347.921 -8.154.259 -8.555.968 -8.979.973 -9.466.598 -9.980.231 -10.522.370 -11.097.575 -11.704.704 -12.349.160 -13.029.383 -13.747.359 -14.508.249
IRR N/A
Net Present Value
Payback Period
Net Present Value
Payback Period
Net Present Value
Payback Period
10%
-5%
-10%Rea
lize
d In
com
e
Ben
efit
s /
Cas
h-I
n
-5.595.623
-5.198.864
-5.397.244
-5.992.381
-5.198.864
-5.397.244
-5.992.381
-5.198.864
-5.397.244
-5.992.381
0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0-6.200.000
-6.000.000
-5.800.000
-5.600.000
-5.400.000
-5.200.000
-5.000.000
-4.800.000
Scenario 0: BasicCase
Scenario 1: Cost: -10% RealizedBenefits: 10%
Scenario 2: Cost: -5% Realized
Benefits: 10%
Scenario 3: Cost:10% RealizedBenefits: 10%
Scenario 4: Cost: -10% RealizedBenefits: -5%
Scenario 5: Cost: -5% RealizedBenefits: -5%
Scenario 6: Cost:10% RealizedBenefits: -5%
Scenario 7: Cost: -10% RealizedBenefits: -10%
Scenario 8: Cost: -5% Realized
Benefits: -10%
Scenario 9: Cost:10% RealizedBenefits: -10%
€
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
Mo
nth
s
Net Present Value Payback Period (Months)
Sensitivity matrix can be customized by changing the values (percentages) in the headers of the matrix

Anhang
276
5 Monte-Carlo-Simulation:
Monte Carlo Scenario Analysis
Input Parameters Ranges
Min. Max
Nominal Values -20% 20% Distribution2009 4.917.226 €- 3.933.781 €- 5.900.671 €- Discrete2010 - € - € - € Discrete2011 - € - € - € Discrete2012 452.404 €- 361.923 €- 542.885 €- Discrete2013 - € - € - € Discrete2014 - € - € - € Discrete2015 - € - € - € Discrete2016 - € - € - € Discrete2017 452.404 €- 361.923 €- 542.885 €- Discrete2018 - € - € - € Discrete2019 - € - € - € Discrete2020 - € - € - € Discrete2021 - € - € - € Discrete2022 - € - € - € Discrete2023 - € - € - € Discrete2024 - € - € - € Discrete2025 - € - € - € Discrete2026 - € - € - € Discrete2027 - € - € - € Discrete2028 - € - € - € Discrete
i 5,6% δ 0,08% Standard Normal Deviation
Enter number of scenarios to calculate: 5000
5103
Analysis Parameters
Bins Probability Cumulated Probability (Pi) Risk profile (1-Pi) Results:
4.100.000 €- 0 0% 0% 100% (1) Probability for of an NPV > 0 #NV4.265.000 €- 0 0% 0% 100% (2) Probability of an NPV < 4.763.746 €- 91,95%4.430.000 €- 35 1% 1% 99% (3) Probability of an NPV > 6.445.069 €- 85,89%4.595.000 €- 359 7% 8% 92%
4.760.000 €- 407 8% 16% 84%
4.925.000 €- 388 8% 24% 76% (4) µ 5.520.485 €- 5.090.000 €- 390 8% 32% 68% (5) δ 562.627 € 5.255.000 €- 442 9% 40% 60% Used for Graph Actual extrems Median
5.420.000 €- 421 8% 49% 51% Min: -4.100.000 € 4.537.051 €- -5.604.408 €
5.585.000 €- 413 8% 57% 43% -7.400.000 € 6.698.424 €-
5.750.000 €- 432 9% 66% 34%
5.915.000 €- 431 9% 74% 26%
6.080.000 €- 426 9% 83% 17%
6.245.000 €- 418 8% 91% 9%
6.410.000 €- 366 7% 99% 1% -5.595.623 NPV from "6 NPV Calculation"
6.575.000 €- 72 1% 100% 0% 42,3% Value in Risk Profile
6.740.000 €- 0 0% 100% 0%
6.905.000 €- 0 0% 100% 0%
7.070.000 €- 0 0% 100% 0%
7.235.000 €- 0 0% 100% 0%
7.400.000 €- 0 0% 100% 0%
∑Datasets 5000
Discount factor
Cash flow year 2021Cash flow year 2022Cash flow year 2023
Cash flow year 2028
Cash flow year 2024Cash flow year 2025Cash flow year 2026Cash flow year 2027
Cash flow year 2020
Cash flow year 2015
Cash flow year 2009Cash flow year 2010Cash flow year 2011
Cash flow year 2019
Cash flow year 2012Cash flow year 2013Cash flow year 2014
Variable
Cash flow year 2016Cash flow year 2017Cash flow year 2018
Probability Distribution
0%
1%
2%
3%
4%
5%
6%
7%
8%
9%
10%
-4.1
00.0
00 €
-4.2
65.0
00 €
-4.4
30.0
00 €
-4.5
95.0
00 €
-4.7
60.0
00 €
-4.9
25.0
00 €
-5.0
90.0
00 €
-5.2
55.0
00 €
-5.4
20.0
00 €
-5.5
85.0
00 €
-5.7
50.0
00 €
-5.9
15.0
00 €
-6.0
80.0
00 €
-6.2
45.0
00 €
-6.4
10.0
00 €
-6.5
75.0
00 €
-6.7
40.0
00 €
-6.9
05.0
00 €
-7.0
70.0
00 €
-7.2
35.0
00 €
-7.4
00.0
00 €
Pro
babi
lity
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
(%)
Histogramm Cumulated probability
Run Simulation!
Reset Simulation Results!
Risk Profile
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
-4.10
0.000
€
-4.430.0
00 €
-4.76
0.000
€
-5.090.0
00 €
-5.42
0.000
€
-5.750.0
00 €
-6.08
0.000
€
-6.410.0
00 €
-6.74
0.000
€
-7.07
0.000
€
-7.40
0.000
€
Project Value smaller than

Anhang
277
6 NPV Calculation:
7 Depreciations:
All values in €
NPV 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 2026 2027 2028
Cummulated Cash Inflow / Outfow -4.917.226 -5.190.132 -5.478.184 -6.234.628 -6.580.650 -6.945.876 -7.331.372 -7.738.263 -8.620.140 -9.098.558 -9.603.528 -10.136.524 ########## ########## ########## ########## ########## ########## ########## ##########Discounted Gross Cash Flows (in t=0) -5.595.623 -4.917.226 0 0 -384.726 0 0 0 0 -293.671 0 0 0 0 0 0 0 0 0 0 0 Cashflows -5.595.623 -4.917.226 0 0 -452.404 0 0 0 0 -452.404 0 0 0 0 0 0 0 0 0 0 0
NPV 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 2026 2027 2028
Income Benefit 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Realized Cost Benefit 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Delta Depreciations -3.540.808 0 -445.744 -445.744 -445.744 -477.130 -477.130 -477.130 -477.130 -477.130 -508.516 -508.516 -117.635 -117.635 -117.635 -87.865 -87.865 -51.549 -51.549 -51.549 -20.883 Non-recurring cost 96.984 0 0 0 61.632 0 0 61.632
Effect on EBIT -3.633.227 0 -445.744 -445.744 -507.376 -477.130 -477.130 -477.130 -477.130 -538.762 -508.516 -508.516 -117.635 -117.635 -117.635 -87.865 -87.865 -51.549 -51.549 -51.549 -20.883 Effect on EBITDA -92.420 0 0 0 -61.632 0 0 0 0 -61.632 0 0 0 0 0 0 0 0 0 0 0
Calculatory Taxes -1.271.630 0 -156.010 -156.010 -177.582 -166.995 -166.995 -166.995 -166.995 -188.567 -177.981 -177.981 -41.172 -41.172 -41.172 -30.753 -30.753 -18.042 -18.042 -18.042 -7.309 NOPAT* -92.420 0 0 0 -61.632 0 0 0 0 -61.632 0 0 0 0 0 0 0 0 0 0 0
* Simplified approach: in case of a negative EBIT, tax effects are considered as neutral.
Baseline Cost - Running Cost NPV 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 2026 2027 2028
Labor Costs 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 - 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Total 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Basline Income - Post Project Income NPV 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 2026 2027 2028
Baseline Income 0,00 - - - 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Post Project Income 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Total Effect 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Position NPV 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 2026 2027 2028
Project Income (Developement - Baseline) 0,00 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Investments -5.197.128,07 -4.917.226 0 0 -329.140 0 0 Inventory Reductions / Increases 0,00 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Cashflows from Asset Disposals 0,00 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Cash relevant cost of project 92.419,50 0 0 0 61.632 0 0 0 0 61.632 0 0 0 0 0 0 0 0 0 0 0 Non-recurring cost -92.419,50 0 0 0 -61.632 0 0 0 0 -61.632 0 0 0 0 0 0 0 0 0 0 0
Total -4.393.485,68 -4.917.226 0 0 329.140 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Adjustments to NOPAT Factor 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 2025 2026 2027 2028
Investments -1 -4.917.226 0 0 -329.140 0 0 0 0 -329.140 0 0 0 0 0 0 0 0 0 0 0 Non Recurring Cost 1 0 0 0 -61.632 0 0 0 0 -61.632 0 0 0 0 0 0 0 0 0 0 0 Cashflows from Asset Disposals 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Inventory Reductions / Increases 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Total Adjustment 0,00 -4.917.226 0 0 -390.772 0 0 0 0 -390.772 0 0 0 0 0 0 0 0 0 0 0
Year
NP
V C
alcu
lati
on
Year
Year
Rea
lized
co
st b
enef
its
Eff
ect
on
P+
L S
tate
men
t
Year
Year
Rea
lized
Inco
me
Ben
efit
s
Year
Ad
just
men
ts
NO
PL
AT
to
FC
FC
ash
Flo
w o
f P
roje
ct
Depreciations
Year Item 2009 2010 2011 2012 2013 2014 2015 2016
2009 Materialflußrechner 55.106 55.106 55.106 55.106 55.106 55.106 55.106
2009 Anlagenüberwachung 12.171 12.171 12.171 12.171 12.171 12.171 12.171
2009 Schienenanlage [lfd. m] 136.220 136.220 136.220 136.220 136.220 136.220 136.220
2009 Auf- und Abgabestation 68.614 68.614 68.614 68.614 68.614 68.614 68.614
2009 Hubstation 1.471 1.471 1.471 1.471 1.471 1.471 1.471
2009 Drehstation 6.565 6.565 6.565 6.565 6.565 6.565 6.565
2009 Stahlbau, Bühnen etc. [lfd. m] 28.280 28.280 28.280 28.280 28.280 28.280 28.280
2009 Fahrzeuge inkl. 118.770 118.770 118.770 118.770 118.770 118.770 118.770
2009 Bau - konstruktive Maßnahmen für Aufhängung und Rohrhülsen 12.364,80 12.364,80 12.364,80 12.364,80 12.364,80 12.364,80 12.364,80
2009 Bau - konstruktive Maßnahmen für Aufhängung und Rohrhülsen 6.182,40 6.182,40 6.182,40 6.182,40 6.182,40 6.182,40 6.182,40
2012 Schienenanlage 19.460,00 19.460,00 19.460,00 19.460,00
2012 Stahlbau 6.060,00 6.060,00 6.060,00 6.060,00
2012 Befestigungskosten 896,00 896,00 896,00 896,00
2012 Grubenkosten 720,00 720,00 720,00 720,00
2012 Personalkosten Erweiterungsarbeiten + Reisekosten 4.190,00 4.190,00 4.190,00 4.190,00
2012 Programmierung 60,00 60,00 60,00 60,00
2017 Schienenanlage
2017 Stahlbau
2017 Befestigungskosten
2017 Grubenkosten
2017 Personalkosten Erweiterungsarbeiten + Reisekosten
2017 ProgrammierungTotal annual depreciation - 445.744 445.744 445.744 477.130 477.130 477.130 477.130

Anhang
278
8 Assumptions:
9 Baseline Situation:
Assumption Value Source CommentFinancialsCurrency € Enter Currency Symbol
Discount Factor / Cost of Capital 5,55% WACC --> see appendixCorporate Tax Rate 35% fixed, calculatory tax ratePersonellGrowth Factor Personell cost per year 3,5%Average Growth Factor Running Cost per year 5%
Manager 126.750 Gross income PLUS Benefits….
White Collar 62.400 Blue Collar 48.750
All values except FTEs and Volumes in €
Income Statement without InvestmentsIncome 2009 2010 2011 2012 2013 2014 2015 2016
VolumeAverage Margin per UnitOther Income PositionsTotal - - - - - - - -
Labor CostsPersonnel Costs FTE 2009 FTE 2010 FTE 2011 FTE 2012
Manager - - - - - - - White Collar - - - - - - - Blue Collar - - - - - - - Total - - - -
DepreciationsIncome 2009 2010 2011 2012 2013 2014 2015 2016
DepreciationsAmortizations
Total - - - - - - - -
Other Running CostOther Running Cost Cashflow relevant? 2009 2010 2011 2012 2013 2014 2015
Total Other Running Cost - - - - - - -
Financial Situation in Baseline ScenarioFinancial Situation in Baseline
Scenario 2009 2010 2011 2012 2013 2014 2015 2016
- - - - - - - - - - - - - - - - - - - - - - - -
EBIT - - - - - - - -
Baseline
Total Income Total Running Cost Depreciation/Amortization

Anhang
279
10 Income Development:
Income Development
All values except FTEs and Volumes in €
Item 2009 2010 2011 2012
Volume without Project - - - - Expected Increase in Volume to t-1 [%]
Volume with Project - - - -
Price DevelopementItem 2009 2010 2011 2012
Average unitprice - - - - Average variable Cost per unit
Estimated growth rate of variable cost:
Income DevelopementItem 2009 2010 2011 2012
Income from Operations - - - -
Other IncomeTotal Income - - - -
Vol
ume
Pric
eIn
com
e

Anhang
280
11 Cost Development:
Labor Cost
Labor Cost 2009 FTE 2010 FTE 2011
Manager - - -
Professional - - -
Clerical - - - Total Annual Labor Cost - - -
Other Running Cost
Other Running Cost Cashflow relevant? 2009 2010 2011 2012 2013
- -
- -
- - - -
Total Other Running Cost - - - - -
Non-recurring Cost (related to project)0 2009 2010 2011 2012 2013 2014
Non-recurring Cost (Project) - - 61.632 - -
Non-recurring Cost (Other)
Total - - - 61.632 - -
Total Cost
Total Cost 2009 2010 2011 2012 2013 2014
Labour - - - - - -
Other - - - - - -
Depreciations (New Investments) - 445.744 445.744 445.744 477.130 477.130 Non-recurring Cost - - - 61.632 - -
Total - 445.744 445.744 507.376 477.130 477.130

Anhang
281
12 Investment Expenditures:
Summary
Year Item
Total Investment
Value
Invest
Distribution
2009 Total Invest 4.917.226 91%
2010 Total Invest - 0%
2011 Total Invest - 0%
2012 Total Invest 329.140 6%
2013 Total Invest - 0%
2014 Total Invest - 0%
2015 Total Invest - 0%
2016 Total Invest - 0%
2017 Total Invest 329.140 6%
2018 Total Invest - 0%
2019 Total Invest - 0%
2020 Total Invest - 0%
2021 Total Invest - 0%
2022 Total Invest - 0%
2023 Total Invest - 0%
2024 Total Invest - 0%
2025 Total Invest - 0%
2026 Total Invest - 0%
2027 Total Invest - 0%
2028 Total Invest - 0%
∑ Grandtotal @ Present Value in 2009 5.410.784
--> Next --> Go to Depreciation Calculator
Initial Investment 2009
Total Invest 2009 Item
Total Investment
Value
Invest
Distribution
I IT & Software 672.767,10 14%II Einrichtungen / Anlagen 2.593.079,00 53%III Fahrzeuge 1.187.700,00 24%IV Gebäude 463.680,00 9%V 5 - 0%VI 6 - 0%VII 7 - 0%VIII 8 - 0%IX 9 - 0%X 10 - 0%XI 11 - 0%XII 12 - 0%I -XII Total 4.917.226,10
IT & Software Item Required Quantity Unit Price
1 Materialflußrechner 1 551.057,10 2 Anlagenüberwachung 1 121.710,00
1 - Total
Einrichtungen /
Anlagen Item Required Quantity Unit Price
1 Schienenanlage [lfd. m] 1400 973,00 2 Auf- und Abgabestation 10 68.614,00 3 Hubstation 1 22.063,00 4 Drehstation 7 14.068,00 5 Stahlbau, Bühnen etc. [lfd. m] 1400 303,00
1 - 5 Total
Fahrzeuge Item Required Quantity Unit Price
1 Fahrzeuge inkl. 150 7.918,00

Anhang
282
13 Non-recurring Cost:
Non recurring cost
Pos. No. Total of Year Total Cost
Part of total
Cost
(1) 2009 - 0%
(2) 2010 - 0%
(3) 2011 - 0%
(4) 2012 61.632,00 67%
(20) 2028 0%
(21) 2029 0%(1)-(12) Total @ Present Value in 2009 92.419,50 100%
--> Next
2009 2009 Item Required Quantity Unit Price Total Cost
Part of total
Cost
2010 2010 Item Required Quantity Unit Price Total Cost
Part of total
Cost
2011 2011 Item Required Quantity Unit Price Total Cost
Part of total
Cost
2012 2012 Item Required Quantity Unit Price Total Cost
Part of total
Cost
(1) Anlagenausfallkosten 24 2.568,00 61.632,00 100%(2) 0%
(3) 0%(4) 0%(5) 0%(6) 0%
(7) 0%(8) - 0%(9) - 0%(1)-(9) Total 61.632,00
2013 2013 Item Required Quantity Unit Price Total Cost
Part of total
Cost
2014 2014 Item Required Quantity Unit Price Total Cost
Part of total
Cost

Anhang
283
14 Desinvestments:
Desinvestments / Asset Disposals
Pos. Item
Balence
Sheet
Reduction
Scrap Value /
Market Value
Proceeds
from Asset
Disposal
(1) Total Asset Disposals 2009 - - - (2) Total Asset Disposals 2010 - - -
(3) Total Asset Disposals 2011 - - - (4) Total Asset Disposals 2012 - - - (20) Total Asset Disposals 2028 - - - (21) Total Asset Disposals 2029 - - -
(1)-(9) Total PV @ 2009 - - -
--> Next
2009Pos. Item Quantity Remaning book value
Total
Desivestment
Value
Scrap Value /
Market Value
Proceeds from
Asset Disposal
(1) -
(2) -
(3) - (4) -
(5) -
(6) - (7) -
(8) - (9) -
(1)-(9) Total - - -
2010Pos. Item Quantity Remaning book value
Total
Desivestment
Value
Scrap Value /
Market Value
Proceeds from
Asset Disposal
2011Pos. Item Quantity Remaning book value
Total
Desivestment
Value
Scrap Value /
Market Value
Proceeds from
Asset Disposal
2012Pos. Item Quantity Remaning book value
Total
Desivestment
Value
Scrap Value /
Market Value
Proceeds from
Asset Disposal

Anhang
284
15 Inventory:
Inventory / Working Capital Reduction
Changes in Current Assets
Item
Remaning book
value
Total book value
reduction Delta %
Changes in Current Assets 2009 - - #DIV/0!Changes in Current Assets 2010 - - #DIV/0!Changes in Current Assets 2011 - - #DIV/0!Changes in Current Assets 2027 - #DIV/0!Changes in Current Assets 2028 - #DIV/0!Total Reduction as PV @2009 - #DIV/0!
--> Back to calculation
2009 Pos. Item Book value in t-1
Remaning book value at year
end
Total book value
reduction
(1) Raw Material -
(2) Finished Goods - (3) Supplies -
-
- -
- (1)-(7) Total - -
2010 Pos. Item Book value in t-1
Remaning book value at year
end
Total book value
reduction
(1) Raw Material - -
(2) Finished Goods - - (3) Supplies - - (4) -
This tool follows a simplified approach. Changes in the balance sheet positions Accounts Payable, Accounts Receivable and Cash are not considered in the basic case. If required, they may be entered in the tables below.

Anhang
285
App A WACC Rates:
App B Checklist:
Cost of Capital by Industry
(Last update from Jan 2009) Back to Assumptions
Scource: New York University, Stern School of Business (http://pages.stern.nyu.edu/~adamodar/New_Home_Page/datafile/wacc.htm)
Industry Name
Number of
Firms βCost of
Equity E/(D+E)
Std Dev in Stock
δ Cost of Debt Tax Rate
After-tax Cost of
Debt D/(D+E)
Cost of
Capital
(WACC)
Advertising 30 1,43 9.37% 44.19% 102.72% 6.21% 18.90% 5.04% 55.81% 6.95%
Aerospace/Defense 66 1,27 8.58% 78.61% 47.22% 4.71% 24.10% 3.57% 21.39% 7.51%
Air Transport 44 1,15 7.98% 56.11% 64.45% 6.21% 23.00% 4.78% 43.89% 6.58%
Water Utility 16 1,86 6.51% 54.71% 37.51% 4.21% 35.46% 2.72% 45.29% 4.79%
Wireless Networking 57 1,54 9.90% 73.33% 63.40% 6.21% 14.08% 5.34% 26.67% 8.68%
Public/Private Equity 10 2,08 12.63% 20.36% 50.12% 5.21% 6.70% 4.86% 79.64% 6.44%
Funeral Services 6 1,41 9.24% 59.79% 29.77% 3.71% 33.26% 2.48% 40.21% 6.52%
Total Market 6870 1,19 8.15% 67.20% 64.10% 6.21% 16.67% 5.17% 32.80% 7.18%
Sheet # Item Available Not availableAssumptions 1 Cost of Capital � �
2 Taxrate � �
3 Growth factor personell cost � �
4 Growth factor running cost � �
5 Average personell cost white collar employees � �
6 Average personell cost blue collar employees � �
7 Average personell cost management � �
Baseline Situation 1 Income Volume / Units sold � �
2 Income: Expected gross margin per unit (income - variable cost) � �
3 Other Income Positions � �
4 FTE / headcount numbers � �
5 Depreciation cost per annum � �
6 Amortization cost per annum � �
7 Other Running Cost: Categories as required by project & values � �
Income Developement 1 Expected volume increase based on project implementation � �
2 Average unitprice expected � �
3 Average variable cost expected � �
4 Estimated growth rate of variable cost � �
5 Other Income (if applicable) � �
Cost Developement 1 FTE / headcount numbers � �
2 Other running cost as specified in "Baseline Situation" � �
Investment Expenditures 1 Investment categories as applied by client � �
2 Investment postitions as specified in tender / investment plan � �
Non-recurring Cost 1 Non-recurring cost as specified in project budget � �
2 Other Non-recurring cost as specified in cost center budget � �
Desinvestments 1 Planned Asset Disposals as specified in project plan � �
2 Balance sheet values of asset � �
3 Expected liquidation value of asset � �
Inventory 1 Planned Inventory reductions � �
2 Client structure of balance sheet positions current assets � �
3 Current balance sheet positions based on accounting / system data � �
Appendix B: Checklist: Required Information

Anhang
286
Exemplarische Darstellung: Modul 2 – Risikoanalyse (Szenario 3.2 –
wandelbar) in Auszügen
Wahrscheinlichkeitsverteilung 1. Wandlungsfall
Wandel nach x Jahren Kummulierte Wahrscheinlichkeit P(i) Dummy Variable2 20% 03 50% 04 70% 05 100% 1
Zufallszahl() 0,881954578
Wahrscheinlichkeitsverteilung 2. Wandlungsfall
Wandel nach x Jahren Kummulierte Wahrscheinlichkeit P(i) Dummy Variable2 20% 03 50% 14 70% 05 100% 0
Zufallszahl() 0,439814638Kalkulationszins: 10%
Scenario S1
NPV0 CF0 CF1 CF2 CF3 CF4 CF5
5.166.783,99 € 4.917.226 € - € - € - € - € 401.915 € 2. Wandlungsfall nach Jahr 2 - € - € 2. Wandlungsfall nach Jahr 3 - € 2. Wandungsfall nach Jahr 32. Wandungsfall nach Jahr 4
5.354.280,53 € 4.917.226 € - € - € - € - € 401.915 € Modellannahmen
Annahme I: Wahrscheinlichkeit für
Eintreten eines zweiten
Wandlungsfalls 100%
Annahme II: Wenn 2. Wandlungsfalleintritt gilt für den Zeitpunkt die obige Wahrscheinlichkeitsverteilung
Annahme III: Es kommt zu keinem 3. Wandlungsfall im betrachteten Zeithorizont
Annahme IV: Die Wandlungskosten unterliegen Schwankungen von +/- 5%
Wandlungskosten erwartet (KW1) 389.572 € Wandlungskosten min. 95% 370.093 € Wandlungskosten max. 105% 409.051 € Wandlungskosten simuliert 401.915 €
Simulation 5.354.280,53 € Ergebnisse:
1 5332492,584 Max 5.534.423 €
2 5528784,068 Min 5.195.288 €
3 5378971,596 δ 68.655 €
4 5315805,682 µ 5.387.781 €
5 5454301,4546 5359625,408 Grenzen für KlassenKlassen Häufigkeit Wahrscheinlichkeit (pKumm. Wahrsch. [PRisiko Profil [1-Pi]
7 5425373,823 5.534.423 € 5195287 0 0% 0% 100%8 5358197,165 5.195.287 € 5212243,8 75 4% 4% 96%9 5465620,425 5229200,6 42 2% 6% 94%
10 5387082,987 5246157,4 0 0% 6% 94%11 5346053,1 5263114,2 0 0% 6% 94%12 5395620,349 5280071 0 0% 6% 94%13 5221587,774 5297027,8 28 1% 7% 93%14 5364846,837 5313984,6 97 5% 12% 88%15 5198674,524 5330941,4 206 10% 22% 78%16 5490002,829 5347898,2 185 9% 32% 68%17 5534422,517 5364855 182 9% 41% 59%18 5311373,707 5381811,8 178 9% 50% 50%19 5330060,805 5398768,6 211 11% 60% 40%20 5358867,041 5415725,4 197 10% 70% 30%21 5352884 5432682,2 173 9% 79% 21%22 5433173,683 5449639 129 6% 85% 15%23 5369896,48 5466595,8 118 6% 91% 9%24 5349874,98 5483552,6 50 3% 94% 6%25 5357281,702 5500509,4 61 3% 97% 3%26 5517424,215 5517466,2 39 2% 99% 1%27 5327705,235 5534423 29 1% 100% 0%28 5326440,918 200029 5370174,46630 5320080,518
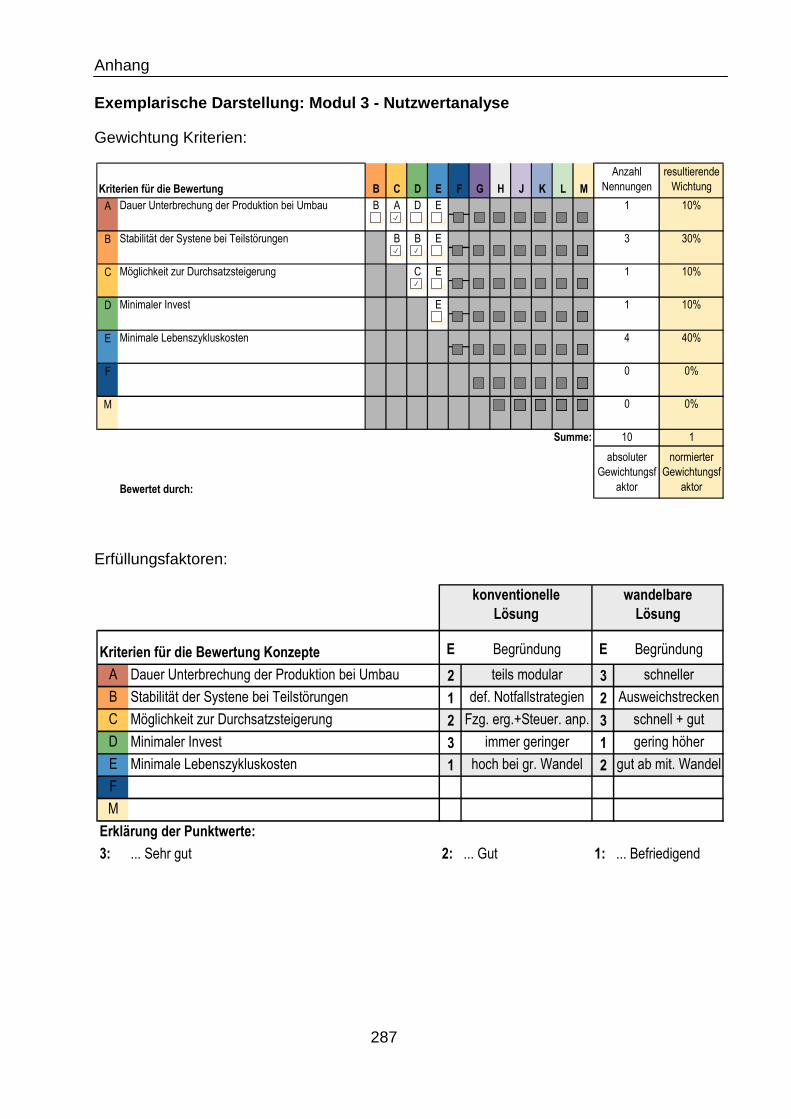
Anhang
287
Exemplarische Darstellung: Modul 3 - Nutzwertanalys e
Gewichtung Kriterien:
Erfüllungsfaktoren:
Kriterien für die Bewertung B C D E F G H J K L M
Anzahl Nennungen
resultierende Wichtung
A Dauer Unterbrechung der Produktion bei Umbau B A D E ### ### ### ### ### ### ### 1 10%
### ### ### ### ### ### ### ### ### ### ###
B Stabilität der Systene bei Teilstörungen B B E ### ### ### ### ### ### ### 3 30%
### ### ### ### ### ### ### ### ### ###
C Möglichkeit zur Durchsatzsteigerung C E ### ### ### ### ### ### ### 1 10%
### ### ### ### ### ### ### ### ###
D Minimaler Invest E ### ### ### ### ### ### ### 1 10%
### ### ### ### ### ### ### ###
E Minimale Lebenszykluskosten ### ### ### ### ### ### ### 4 40%
### ### ### ### ### ### ###
F ### ### ### ### ### ### 0 0%
### ### ### ### ### ###
M 0 0%
Summe: 10 1
Bewertet durch:
absoluterGewichtungsf
aktor
normierterGewichtungsf
aktor
Kriterien für die Bewertung Konzepte E Begründung E Begründung
A Dauer Unterbrechung der Produktion bei Umbau 2 teils modular 3 schneller
B Stabilität der Systene bei Teilstörungen 1 def. Notfallstrategien 2 Ausweichstrecken
C Möglichkeit zur Durchsatzsteigerung 2 Fzg. erg.+Steuer. anp. 3 schnell + gut
D Minimaler Invest 3 immer geringer 1 gering höher
E Minimale Lebenszykluskosten 1 hoch bei gr. Wandel 2 gut ab mit. Wandel
F
M
Erklärung der Punktwerte:
3: ... Sehr gut 2: ... Gut 1: ... Befriedigend
konventionelle
Lösung
wandelbare
Lösung

Anhang
288
Profil Erfüllungskriterien:
Ranking:
konventionelle
Lösung
wandelbare
Lösung
Kriterien für die Bewertung Konzepte Punkte Punkte
A Dauer Unterbrechung der Produktion bei Umbau 2 3
B Stabilität der Systene bei Teilstörungen 1 2
C Möglichkeit zur Durchsatzsteigerung 2 3
D Minimaler Invest 3 1
E Minimale Lebenszykluskosten 1 2
F
M
wandelbar
0
1
2
3A
B
C
D
E
F
konventionell
0
1
2
3A
B
C
D
E
F
Kriterien für die Bewertung Konzepte
ermittelte Wichtung Punkte Wertung Punkte Wertung
A Dauer Unterbrechung der Produktion bei Umbau 10% 2 0,20 3 0,30
B Stabilität der Systene bei Teilstörungen 30% 1 0,30 2 0,60
C Möglichkeit zur Durchsatzsteigerung 10% 2 0,20 3 0,30
D Minimaler Invest 10% 3 0,30 1 0,10
E Minimale Lebenszykluskosten 40% 1 0,40 2 0,80
Punkte: 1,40 Punkte: 2,10
Rang: 2 Rang: 1
konventionelle
Lösung
wandelbare
Lösung

Anhang
289
Arbeitssystemwert:
konventionelle
Lösung
wandelbare
Lösung
Kriterien für die Bewertung Konzepte Werte Werte
A Dauer Unterbrechung der Produktion bei Umbau 0,20 0,30
B Stabilität der Systene bei Teilstörungen 0,30 0,60
C Möglichkeit zur Durchsatzsteigerung 0,20 0,30
D Minimaler Invest 0,30 0,10
E Minimale Lebenszykluskosten 0,40 0,80
F
M
wandelbar
0,00
0,25
0,50
0,75
1,00A
B
C
D
E
F
konventionell
0,00
0,25
0,50
0,75
1,00A
B
C
D
E
F
0,00
0,50
1,00
1,50
2,00
2,50
konventionelle
Lösung
wandelbare
Lösung
Wer
tun
g
Minimale Lebenszykluskosten
Minimaler Invest
Möglichkeit zur Durchsatzsteigerung
Stabilität der Systene bei Teilstörungen
Dauer Unterbrechung der Produktion beiUmbau

Anhang
290
Herleitung Investitionen Feldausführung für EHB-Auf hängung [i+o-06b]
Variante 1 – EHB-Aufhängung mittels Rohrhülsen:
Rohrhülsen Beschreibung Anzahl Einzelpreis/€ Gesamtpreis/€
Stahlträger IPE 160 à 5,40 m(m=160 kg/m, KStahl=2500 €/t)Verstärkung Unterzüge à 10,80 m(KBeton=100 €/m)Rohrhülsen Ø 42mm 12 50,00 600,00Befestigungen (Konsole, Schrauben) 12 80,00 960,00
Feldkosten 16.680,00
2.160,00 12.960,006
1.080,00 2.160,00
Stahlkosten / Feld
Aufhängekonstruktion / Feld
Betonkosten / Feld 2
Variante 2 – EHB-Aufhängung mittels Halfenschienen:
Halfenschienen Beschreibung Anzahl Einzelpreis/€ Gesamtpreis/€
Stahlträger IPE 160 à 5,40 m(m=160 kg/m, KStahl=2500 €/t)Verstärkung Unterzüge à 10,80 m(KBeton=100 €/m)Halfenschienen 72/48 à 10,80 m(KSchiene=65,2 €/m)
Feldkosten 16.928,00
904,002 1.808,00
2.160,00 12.960,00
2 1.080,00 2.160,00Betonkosten / Feld
Aufhängekonstruktion / Feld
Stahlkosten / Feld 6
Variante 3 – Aufständerung Stahlkonstruktion:

Anhang
291
Aufständerung Beschreibung Anzahl Einzelpreis/€ Gesamtpreis/€
Träger IPE120 à 2,00m (m=100kg/m) 6 500,00 3.000,00Träger IPE220 à 10,80m (m=260kg/m) 2 7.020,00 14.040,00Träger IPE220 à 4,00m (m=260kg/m) 6 2.600,00 15.600,00
Betonkosten / Feld Fundamente 6 1.200,00 7.200,00Aufhängekonstruktion / Feld Befestigungsmittel 1 1.500,00 1.500,00
Feldkosten 41.340,00
Stahlkosten / Feld
Variantenvergleich:
Rohrhülsen Halfenschienen Aufständerung
Stahlkosten / Feld 12.960,00 12.960,00 32.640,00Betonkosten / Feld 2.160,00 2.160,00 7.200,00Aufhängekonstruktion / Feld 1.560,00 1.408,00 1.500,00Gesamtkosten / Feld 16.680,00 16.528,00 41.340,00
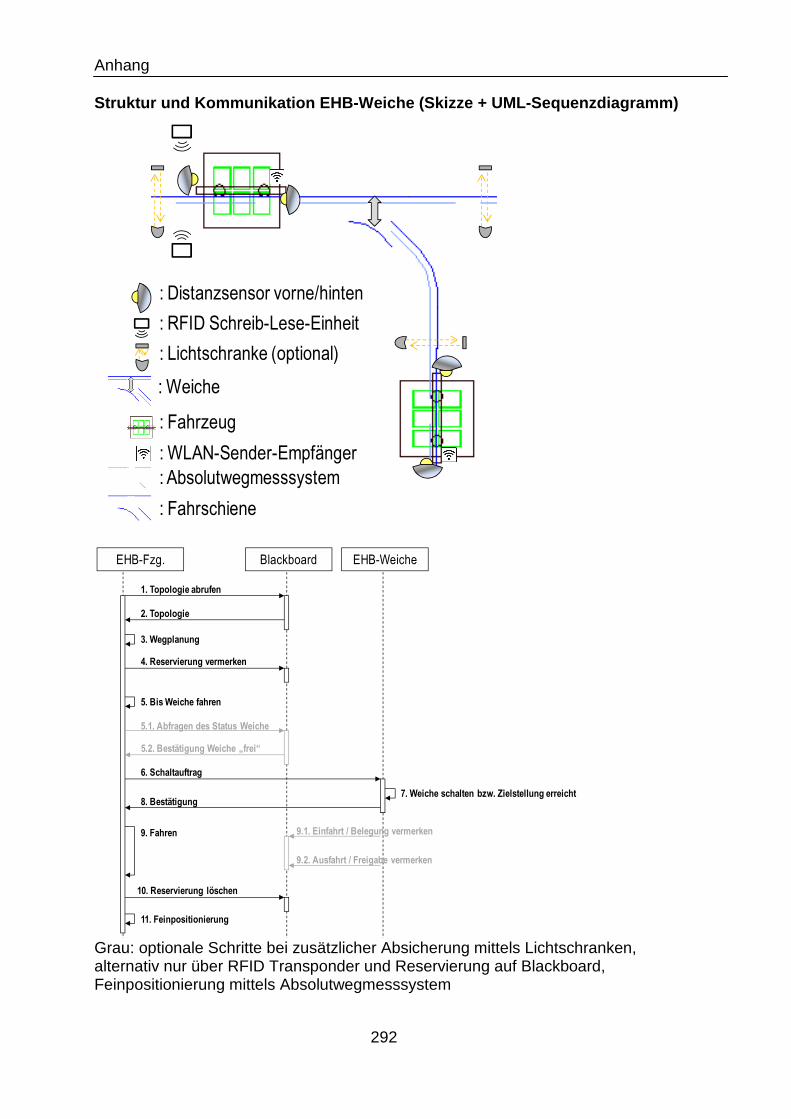
Anhang
292
Struktur und Kommunikation EHB-Weiche (Skizze + UML -Sequenzdiagramm)
Grau: optionale Schritte bei zusätzlicher Absicherung mittels Lichtschranken, alternativ nur über RFID Transponder und Reservierung auf Blackboard, Feinpositionierung mittels Absolutwegmesssystem
: RFID Schreib-Lese-Einheit
: Lichtschranke (optional)
: Weiche
: Fahrzeug
: WLAN-Sender-Empfänger: Absolutwegmesssystem
: Fahrschiene
: Distanzsensor vorne/hinten
EHB-Fzg. Blackboard EHB-Weiche
1. Topologie abrufen
2. Topologie
3. Wegplanung
4. Reservierung vermerken
5. Bis Weiche fahren
6. Schaltauftrag
7. Weiche schalten bzw. Zielstellung erreicht8. Bestätigung
9. Fahren
10. Reservierung löschen
11. Feinpositionierung
5.1. Abfragen des Status Weiche
5.2. Bestätigung Weiche „frei“
9.1. Einfahrt / Belegung vermerken
9.2. Ausfahrt / Freigabe vermerken

Anhang
293
Annahmen Kostenunterschied herkömmliche vs. wandelb are EHB
Erläuterung der getroffenen Annahmen zum Kostenunterschied für herkommliche vs.
Wandelbarer EHB-Fördertechnik, Aufwände und anzunehmender Kostensätze (auf
Basis von Expertengesprächen insb. Mitarbeiter von Schierholz, Siemens,
Eisenmann, i+o). Verwendet u.a. für Tabelle 7-5: Investitionskosten Referenzanlage
ohne Bau-Zusatzinvestitionen für Wandelbarkeit.
1 Umfang Umbauarbeiten Dauer [h] Anzahl MA Dauer [h] Anzahl MA
Anbringen Schienenanlage [lfd.M.] 2 1 2 1
Aufbau/Umbau Stahlbau, Bühnen etc. [lfd.M.] 2,5 1 2 1
Umsetzen Auf- und Abgabestation um 10m 20 2 18 2
Umsetzen Auf- und Abgabestation um 100m 25 2 22 2
Umsetzen Hubstation um 10m 22 3 20 3
Umsetzen Hubstation um 100m 27 3 24 3
Umsetzen Drehstation um 10m 22 3 20 3
Umsetzen Drehstation um 100m 27 3 24 3
Neu Hinzufügen eines Fahrzeuges 1,5 2 1,5 2
Neu Hinzufügen 10 Fahrzeuge 6 2 6 2
Einfügen einer Weiche 35 2 30 2
Austausch einer defekten Weiche 20 2 18 2
2 Aufwand Programmierarbeiten bei Layoutänderungen
Ein neuer Bypass mit 50m Länge und 2 Weichen 16 1 14 1
Zusatzstrecke mit 6 Weichen, 2 Auf-/Abgabestationen 42 1 34 1
Zusatzstrecke mit 12 Weichen, 5 Auf-/Abgabestationen, 2 Drehstationen 70 1 50 1
3 Personalkosten [€/h]
für mechanische Arbeiten 55
Arbeiten an der Steuerung / Programmierung 75
Anreise zur Baustelle (bis 500km Entfernung) 300
Anreise zur Baustelle (3000 km Entfernung - Flug) 1800
Ferndiagnose 75
4b Mehrkosten wandlungsfähiger EHB-Anlagen gegenüber konventionellen [%]
Mechanikteil (schnelle Umbaubarkeit, Austauschbarkeit)
1) Fahrzeug 5
2) Hubstation 15
3) Drehstation 15
4) Auf-/Abgabestation 10
5) Schienenanlage / lfd. M 5
6) Stahlbau / Bühnen 5
Steuerungsteil (dezentrale Steuerung über Software-Agenten) 10
konventionell wandelbar

Anhang
294
Auszug Projektunterlage i+o: Transpo rtmatrix und Vergleich Transportsysteme
Transportmatrix für 7.2.1 Basis für Szenarien (Quelle i+o):
Vergleich Transportsysteme für 7.2.1 Basis für Szenarien , Auszugsweise (Quelle:
i+o mit Ergänzungen des Autors):
Anhand der Ergänzungen des Autors (mit hellblau hinterlegt) wird deutlich, dass FTS
im hier vorliegenden Fall keine plausible Alternative zu EHB darstellt. Im Projekt
erfolgte ein Vergleich von einer automatisierten Transportlösung mittels EHB
T R A N S P O R T M A T R I X (Anzahl Transporteinheiten pro Tag im Durchschnitt)je Tag =16 Arbeitsstunden
IB 1+2 BD 1 DG 1 BV 1 DW 1-7DW 8 (Waste trolley)
DW 9-10 (Trolley Wascher) EP1+2 OB 1 OB 2 OB 3 OB 4 SUMME
IB 1+2 0,0 386,0 1163,0 2919,0 4656,0 1225,0 0,0 0,0 55,5 55,5 55,5 55,5 10571,0
BD 1 0,0 0,0 0,0 0,0 0 0,0 38,6 0,0 96,5 96,5 96,5 96,5 424,6
DG 1 0,0 0,0 0,0 0,0 0 0,0 232,6 0,0 290,8 290,8 290,8 290,8 1395,6
BV 1 0,0 0,0 0,0 0,0 0 0,0 875,7 0,0 729,8 729,8 729,8 729,8 3794,7
DW 1-7 0,0 0,0 0,0 0,0 0,0 0,0 4656,0 0,0 0,0 0,0 0,0 0,0 4656,0
DW 8 (Waste trolley) 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
DW 9-10 (Trolley Wascher) 0,0 38,6 232,6 875,7 0,0 0,0 0,0 2544,0 0,0 0,0 2112,0 0,0 5802,9
EP1+2 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 843,0 843,0 843,0 1240,0 3769,0
OB 1 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
OB 2 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
OB 3 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 528,0 528,0 0,0 528,0 1584,0
OB 4 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 99,3 99,3 99,3 0,0 297,8
SUMME 0,0 424,6 1395,6 3794,7 4656,0 1225,0 5802,9 2544,0 2642,8 2642,8 4226,8 2940,5 32295,6
Legende:Transporteinheit= : 1 NTW IB: Inbound (Wareneingang) DW: Dish Washer (Reinigun g, Spüler)
1 Standard Trolley DG: Dry Goods (Trockengüter) EP: Equipment Packing ( Kommissionierung und Verpackung Flugausstattungsart ikel)2 Half Trolley BV: Beverages (Getränke) OB: Outbound (Warenausgang)
BD: Bonded Goods/Bonded Warehouse (Zolllager für On board-Verkauf)
max. Beladung/Transport-gehänge=: 2 NTW
2-3 Standard Trolley4-6 Half Trolley1 Palette
Anmerkung: für die stündliche Spitzenbelastung ist ein Spitzenfaktor von 1,2 zusätzlich zu berücksicht igen
Auszug aus Projektunterlage i+o mit Ergänzungen des Autors:
Systemvergleich Transport gesamt Ergänzungen des Autors:
Bezeichnung Einheit Variante Transportsystem Variante manueller Transport Variante FTS - "Grobbetrachtung" FTS Hintergrundrechnung
#Transporte/AT CU 20922,6 20922,6 20922,6 durchsch. Fahrgeschw. m/s 0,7
#Transporte/h CU 1394,84 1394,84 1394,84 Fahrzeit pro T ransport in s 297
Entfernung m 30 198 198 Handlingszeit pro Transpoirt in s 15
Entfernungsmeter m 313839 690445,8 313839 Summe Zeit pro T ransp. in s 312
Handlingszeit Systemaufgabe/CU s 20 15 15 Anzahl T ransporte pro h 1.395
durchschn. Geh-/Schubgeschwindigkeit m/min 40 40 40 Spitzenfaktor 1
Faktor Kombifahrten / Reduz. Leerfahrten 1 Annahme: Spitzen- + Leerfahrten heben sich auf!
FTS Kapazitätsbed. pro h in s 435.190
effektive Arbeitszeit/Schicht h 7,466 7,466 Anzahl FTS 121 Annahme: 100% Verfügbarkeit
Zuschlagsfaktor Krankheit/Urlaub 1,2 1,2 Investschätzung nur FT S ohne Überg. 100.000 €
Zuschlagsfaktor Samstag/Sonntag 1,4 1,4 Summe Invest 12.100.000 €
# AK (incl. AK für Aufgabe/Abnahme bei x-ray) AK 55,58 104,51
Personalkosten/AK Fazit FTS als Transportsystem:
- Lohngruppe 1 € 38.000 38.000
- Lohngruppe 2 € 40.000 40.000
- Lohngruppe 3 € 42.000 42.000
- Lohngruppe 4 € 44.000 44.000
- Lohngruppe 5 € 46.000 46.000
- Lohngruppe 6 € 48.000 48.000
- Lohngruppe7 € 50.000 50.000
Investitionskosten System+Gebäude € 7.917.750 2.977.563
Personalkosten € 2.556.708 4.807.541
Anlagenbetriebskosten € 208.518 51.656
AfA € 930.750 217.108
Kapitalverzinsung(8% auf Invest/2) € 316.710 119.103
Betriebskosten € 4.012.686 5.195.407
Differenzbetriebskosten € -1.182.721 1.182.721
Amortisationszeitraum(statisch) Jahre 2,61
- vereinfachte Betrachtung ohne Einfluss der Mehrgeschossigkeit --> diverse
Heber neben FTS erforderl., die in EHB bereits enthalten sind
- ~50% höherer Invest.betrag als EHB
- erhebliches Fzg.aufkommen
- Auswirkung Begegnungsverkehr negativ (Mensch-Maschine, Maschine-Maschine)
- ungeeignet für diesen Anwendungsfall - Systementscheidung des Projektteams
erscheint plausibel!
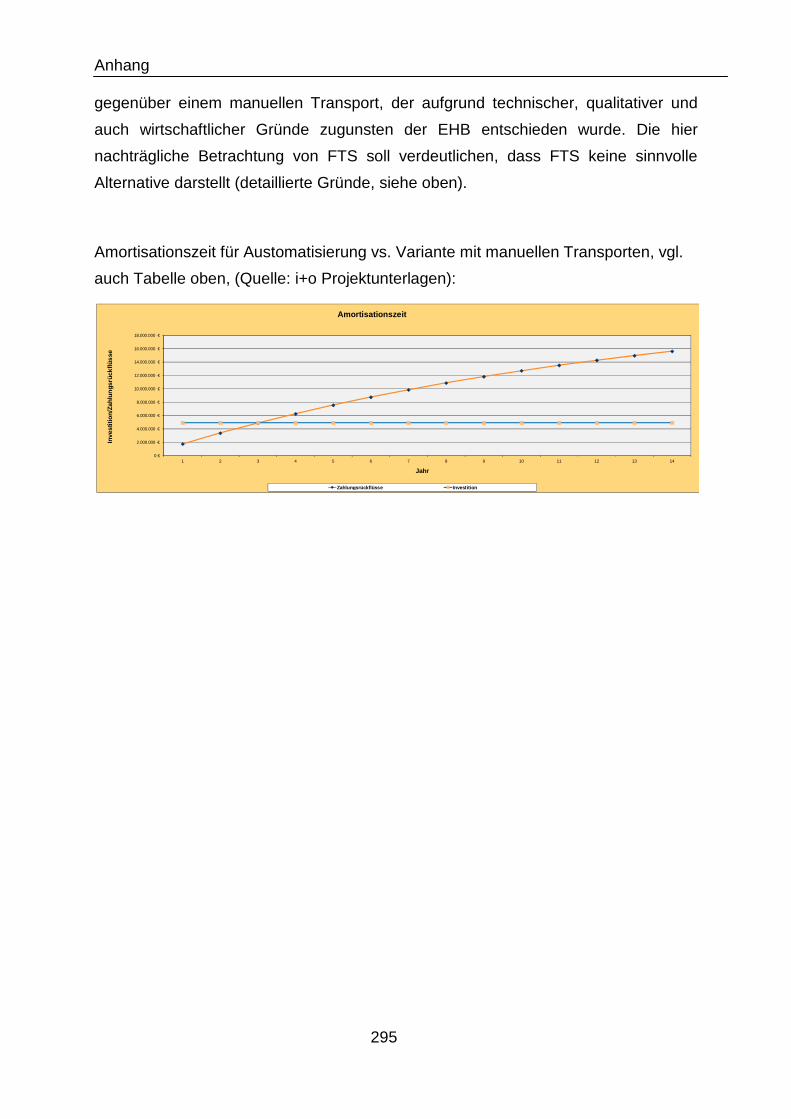
Anhang
295
gegenüber einem manuellen Transport, der aufgrund technischer, qualitativer und
auch wirtschaftlicher Gründe zugunsten der EHB entschieden wurde. Die hier
nachträgliche Betrachtung von FTS soll verdeutlichen, dass FTS keine sinnvolle
Alternative darstellt (detaillierte Gründe, siehe oben).
Amortisationszeit für Austomatisierung vs. Variante mit manuellen Transporten, vgl.
auch Tabelle oben, (Quelle: i+o Projektunterlagen):
0 €
2.000.000 €
4.000.000 €
6.000.000 €
8.000.000 €
10.000.000 €
12.000.000 €
14.000.000 €
16.000.000 €
18.000.000 €
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Inve
stiti
on/Z
ahlu
ngsr
ückf
lüss
e
Jahr
Amortisationszeit
Zahlungsrückflüsse Investition





























