Embed Size (px)
Citation preview

KEGA 022ŽU-4/2017 Implementation of on-line education in the
area of precise technologies with an impact
on educational process to increase skills and
flexibility of students of engineering fields of study

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.
Bonding finishing of the machined surface is based on the plastic deformation of the surface layer to
a depth of several hundred to ten millimeters. This deformation results in improved surface structure
parameters and increased hardness and strength. Furthermore, there is a build-up of pressure and
increased fatigue, wear and corrosion.
Representatives of the free-flowing method include rolling, bobbing, and smoothing of the surface
with diamond.

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.
Rolling can be static or dynamic. The principle lies in the action of hard gear, high pressure at the site
of contact on the finished surface, which results in plastic deformation. Static rolling is characterized
by the fact that the shaping force has almost constant size and the resulting workpiece quality
depends on the diameter of the active rolling surface. At a smaller diameter, the depth of
reinforcement increases, and the surface roughness Ra increases with a larger diameter. The
average arithmetic deflection of Ra = 0,03 to 0,05 μm is achieved.
Scheme of the rolling method
The workpiece must have a hardness
of less than 40 HRC. Rolling creates
a very smooth surface but does not
improve accuracy.

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.
• Rolling is part of finishing operations even when the material is not removed. The essence is theplastic deformation of surface irregularities caused by the pressing of one or more highhardness rollers on the machined surface. The rollers are rotatably mounted in the bracket andare pressed mechanically (via the guide bolt of the support) onto the workpiece, springs orhydraulically.
• You can turn turned and sanded surfaces, but also planed or milled. The initial roughness shouldbe about Ra = 3.2. The tool or tool components are rotated while sliding. Rolling down afterseveral passes, the roughness decreases to Ra = 0.25. At the same time, the material of thesurface layer decreases to a certain depth and the fatigue limit increases. Roller-finishedsurfaces also have greater resistance to corrosion.
• It is most commonly rolled on lathes. The part is firmly clamped and rotates at a circumferentialvelocity of about 10 m.min-1. The inner cylindrical surfaces are rolled with special roller heads. Aspecial way is the dynamic rolling of inner cylindrical surfaces. The workpiece clamped in thechuck engages the rollers of the roller head around the square rigid mandrel. The mandrel givesthe roller the dynamic force of the radial direction, which is repeatedly caused by the formationof the micro-inequality and the smoothing of the inner cylindrical surface.
Benefits of using the rolling method
Plastic deformation of the material, together with smoothing of the surface, creates a high quality
surface? with the following features:
- low surface roughness,
- high quality image surface,
- no remaining surface peaks,
- increasing the hardness of the surface layer,
- the remaining recesses are an advantage in the lubrication process.

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.
Static Rolling:- the finished surface acts on a roller that is being rolled away,- malleable materials with Rm up to 1250 MPa, with a minimum of 8% elongation,
Ra up to 3,2 μm,- the most common outer and inner cylindrical and conical surfaces,- size of the pressing force 500 - 5000 N,- Circuit speed 50-100 m.min-1.
Dynamic Rolling:- the power pulse is developed by a rotating mandrel or cam with cam surfaces,- technological conditions must be determined experimentally,- high quality hard surface layer - surface roughness Ra 0,2 - 0,8 μm.
Dynamické valčekovanie:
1. Obrobok
2. Valčeky
3. tŕň
The roughness value achieved by rolling is at the border
Ra = 0.1 to 0.35 μm per treatment. The condition of the surface also depends on the species
of machined material.
Bronze and Aluminum - 0.1 to 0.15 Ra,
Steel - 0.15 to 0.2 Ra,
Hardened steel - 0.2 to 0.4 Ra.

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.
For toughened hardened steels, the finishing surface must be finalized as best as possible. Fabrics such as brass, aluminum and bricked steel may have a coarse finish. If the surface of these materials is very finely machined, it is necessary to satisfy a relatively small change after rolling.
The final result of rolling is mainly the dimensional accuracy of the workpiece,which generally depends on several factors:
- Tool size on the workpiece surface- Previous hardness and shape of micronuclei mechanical properties of the rolled material
- Form and quality of the rolling tool- Working feed of the rolling tool

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.
We will achieve:
- surface quality Ra 0.3 and below,
- higher earnings when replacing grinding, lapping or honing by more productive rolling,
- rolling will create a very smooth surface, but will not improve accuracy,
- rolling surface, which is then more resistant to rubbing and corrosion.
The workpiece must have a hardness of less than 40 HRC.
Rolling creates a very smooth surface but does not improve
accuracy. The price of a standard rolling tool ranges from 550 to
3000 Euro depending on the version. )

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.
The surface of the machined parts such as turning or reaming can be completed by internal or external rolling with freely rotating rollers.
This technology is often used for machining:- the external surfaces of the rotating bodies,- shaped surfaces,- front surfaces,- cylindrical holes (continuous and blind holes),- rounded transitions in the enclosure,- conical holes and threads.

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.
roller head
Tool for rolling of internal rotating surfaces
The price of a standard rolling tool varies between 550 and 3000 Euro
depending on the version.

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.
Machining of the external surfaces of the rotating bodies is done bymeans of one, two, three or more rollers. Rolling with one roller whenworking on cylindrical parts does, however, detrimentally affect someparts of the machine. The radial pressure is transferred to the surface tobe rolled onto the work surface, where it can reach considerable valuesand transfer to the spikes, the spindle, the hitch and the drive system ofthe machine. Rolling with one roller is therefore more suitable, forexample, for stiffeners. By using two or three rollers on the outer rotatingsurfaces, the compressive force does not act unilaterally and thereforedoes not have a detrimental effect.
Rolling through
single-roller tool

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.
Conventional methods of finishing holes require relativelyhigh costs for machines, tools, but their productivity is low.For these reasons, the methods of finishing and reinforcingthe holes by roller bear considerable economic results incomparison with classical technologies. When rolling out theholes, the surface roughness value Ra = 0.4 to 0.2 μm cannormally be achieved. Scalibrate the hole to a higher degreeof accuracy and reinforce the surface layer of the material.The rolled surface also exhibits other beneficial propertiesafter rolling: greater surface load resistance, higher abrasionresistance, corrosion resistance and others.
Rolling through the roller head

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.
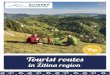
Nový CX-3000 vonkajší valčekovací stroj nahrádza skoršie CX-1 a CX-2 modely stroja.
Stroj je k dispozícii v dvoch modeloch: CX-3000-1 pre priemery (od 1,15 až 25,50 mm)
a CX-3000-2 pre priemery (od 25,46 do 63,60mm).
Vonkajší valčekovací stroj CX3000

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.

KEGA 022ŽU-4/2017 Implementation of on-line education in the area of precise technologies with an impact
on educational process to increase skills and flexibility of students of engineering fields of study
- developed doc. Ing. Dana Stančeková, PhD.