Embed Size (px)
Citation preview
Pane l Discussion-Future o f the O p e n Hear th-
Changes in Design and Prac t ices t o C o m p e t e
wi th t h e Basic Oxygen Furnace Process
BJ T. A. Thompson*
AT Weirton Steel Company for many years the aim has been to increase production, quality and the resulting competitiveness by utilizing furnace units and then expanding their efficiency to the utmost. The shop has four 550 to 600-ton furnaces. five 450-ton furnaces and five 275-ton furnaces, for a total of fourteen. Eleven of these furnaces a r e equipped with oxygen lances and basic roofs. The 600-ton and 450-ton furnaces a r e equipped with 3 lances and the 275-ton furnaces have two lances. The progress achieved in this shop was brought about by design changes and more efficient improvement in the a r e a s of safety. quality and production.
Of the numerous design changes that have been developed, one of the most significant i s the extended use of oxygen. Weirton Steel built the f i rs t tonnage oxygen plant early in 1951 to produce 450 tons at 96 pct purity. As we gained experience. it became apparent that more oxygen with a higher purity was needed. The 450-tpd low purity oxygen plant was replaced in 1961 by a new 650-tpd high purity plant with 99 pct purity. This enables the shop to use 1100 to 1200 cf of oxygen per ton of steel. one third of which i s used through the roof lances during cold charge. No oxygen is used through the end burn- e r s . The amount of oxygen used during the working period of a heat i s determined by the control of waste gas analyzers and carbon temperature curves. At times. flow ra tes of 125.000 cf per h r per lance a r e required. The utilization of higher oxygen flow ra tes during the period of f i rs t hot metal to tap can reduce this t ime by one half.
To alleviate the problems of lengthening furnace llfe and Improving availability which have been encountered by the use of high oxygen flow rates , the following corrective s teps have been taken:
1. Raised furnace roofs to an average of 10 ft 8 in. above sill line. 2. Lowered checker bridgewall and enlarged the checker openings. 3. Utilized high pressure water for cleaning checkers. 4. Installed s team soot blowers in al l flues. 5. Scheduled shutdown for s lag out and repairs .
In each new equipment development at Weirton Steel, an Important con- sideration i s the amount to which the employee will benefit. In every case. the workers having l e s s fatigue and better ability to stay at the job, more
1 *Superintendent. Open Hearth. Weirton Steel Company. Weirton. West Virginia. Paper was presented by J . W. Cain. Combustio.. Engineer.
234 Open Hearth Proceedings 1964
Fig \-Gun truck.
Fig 2-Spraying banks.
Panel ~i scuss io r i -~u tu re of the Open Hearth 235
Fig 3-500-cu ft dolomite machine.
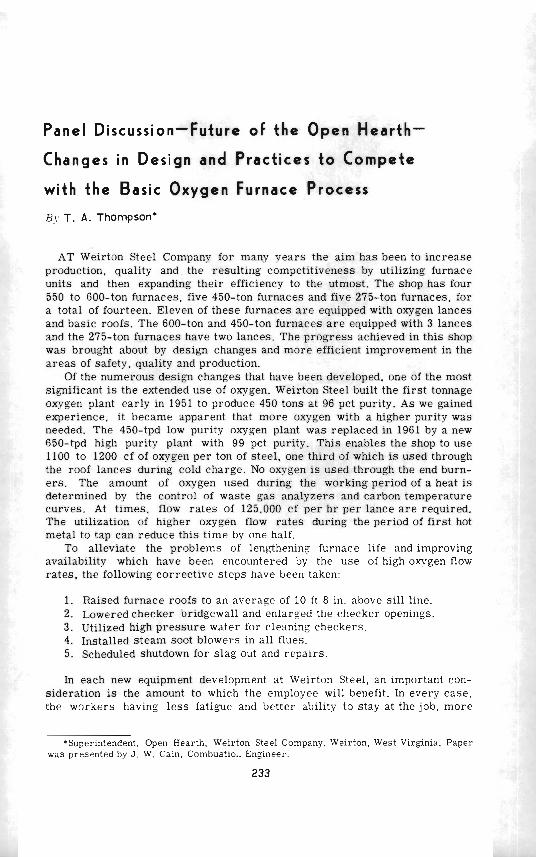
than compensated for the installation. One area that has been used exten- sively for relieving manual labor and increasing equipment availability has been new gun spraying practices (Fig 1).
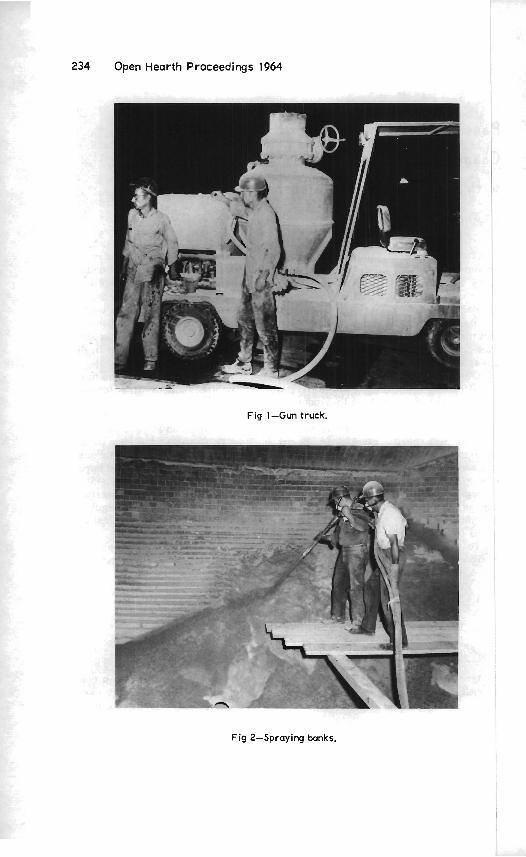
The runners and joints a r e sprayed with a clay mix using a nozzle mix gun mounted on a 42-in. wide truck. These guns a r e operated by each second helper and the a i r , water and electric connections a r e available at the back of each furnace. Yields, runner life, joints and make-up time have benefited by this practice. The same type gun i s used to spray iron ladles at the top 18 in. for ease of skulling, also for sealing leaks around bulkheads, etc. The mixer lining has been sprayed on with an appreciable savings in time and labor (F'ig 2).
The repair of furnace banks both while hot and during a clean-out has been accomplished with great success with a nozzle mix gun, again saving labor and time.
From the progress made with these practices, we feel that in the near future guns with repair materials will be used once a week and make-up time will be diminished to closing up the taphole.
236 Open Hearth Proceedings 1964
Fig 4-Underside of Fig 3 showing rubber tires.
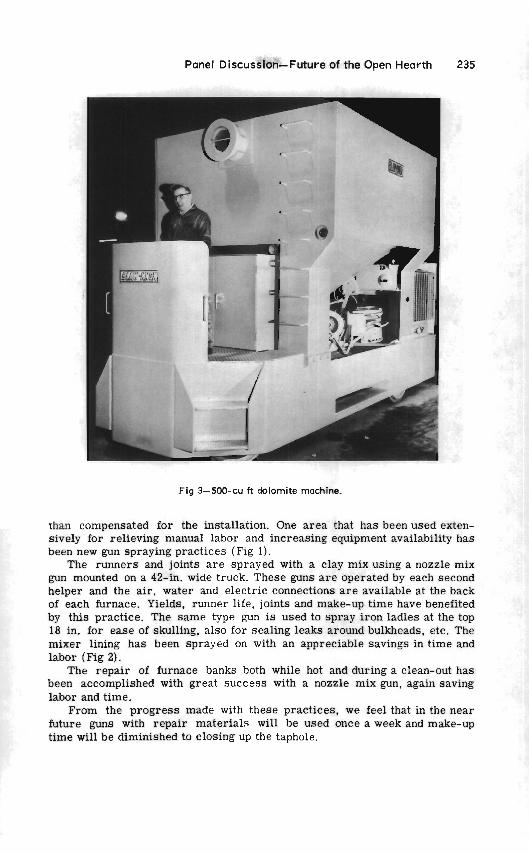
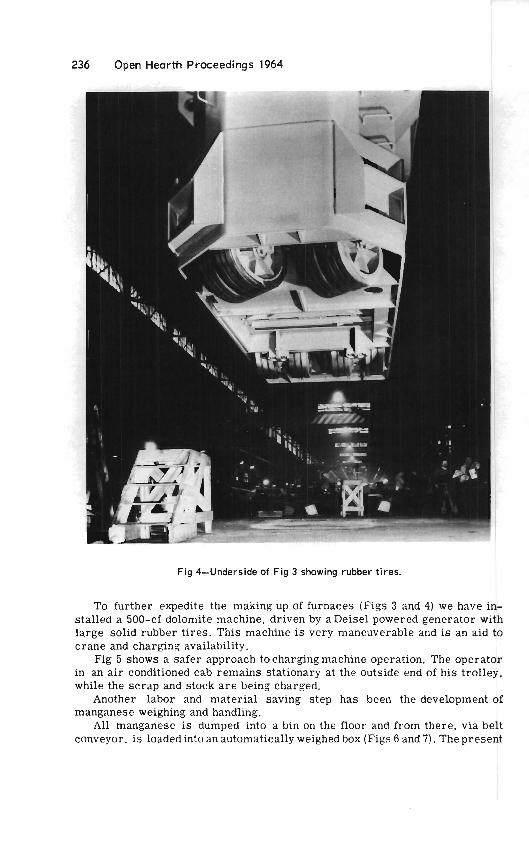
To further expedite the making up of furnaces (Figs 3 and 4) we have in- stalled a 500-cf dolomite machine, driven by aDeise l powered generator with large solid rubber t i res . This machine is very maneuverable and is an aid to c rane and charging availability.
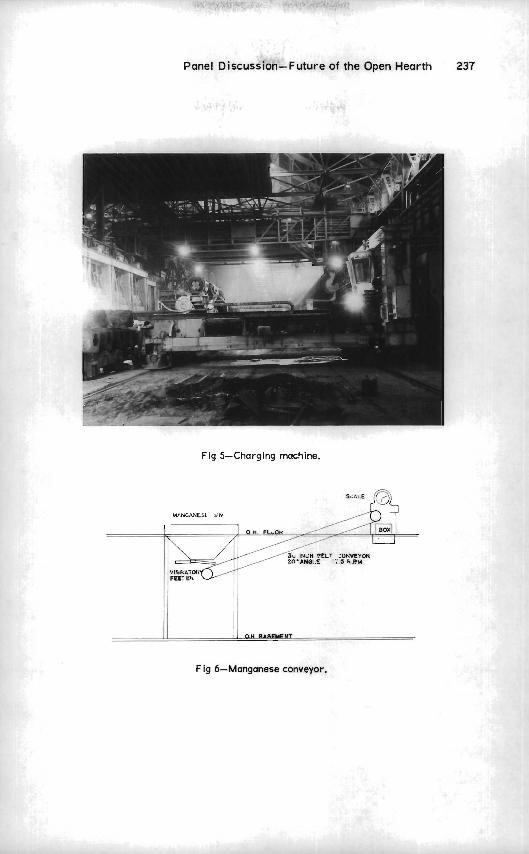
Fig 5 shows a safer approach tochargingmachine operation. The operator in an a i r conditioned cab remains stationary at the outside end of his trolley, while the s c r a p and stock a r e being charged.
Another labor and mater ial saving s tep has been the development of manganese weighing and handling,
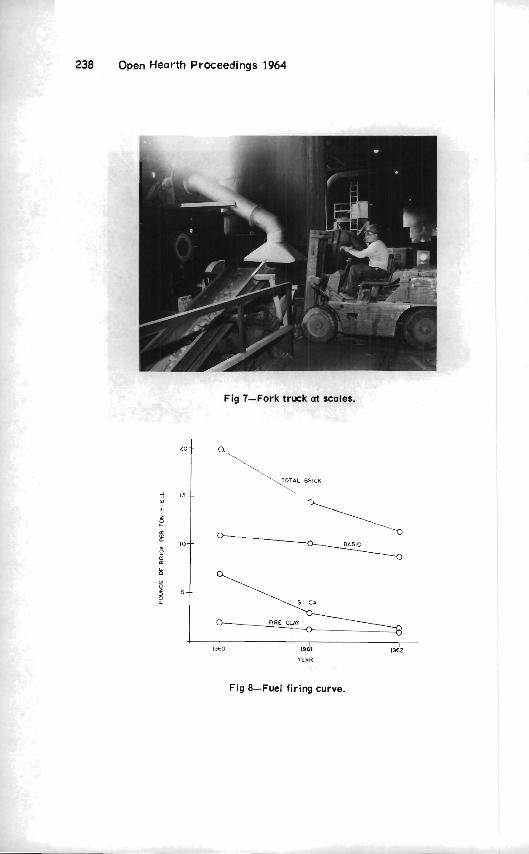
All manganese i s dumped into a bin on the floor and from there, via belt conveyor, is loaded into an automatically weighed box (Figs 6 and 7). The present
Panel Discussion-Future of the Open Hearth 237
Flg 5-Charging rnachlne.
Fig 6-Manganese conveyor.
238 Open Hearth Proceedings 1964
Flg 7-Fork truck crt scales.
TOTAL BhlCK
O \
0 FIRE C U Y
Fig &Fuel firing curve.
Panel Discussion- Future of the Open Hearth
OPEN HEARTH FUEL PROGRAM -r
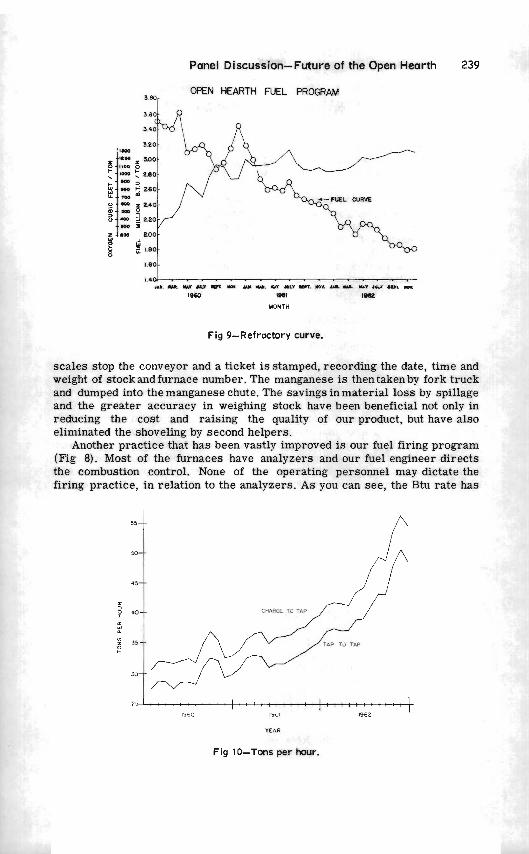
Fig 9-Refractory curve.
scales stop the conveyor and a ticket i s stamped, recording the date, time and weight of stockandfurnace number. The manganese is thentakenby fork truck and dumped into the manganese chute. The savings in material loss by spillage and the greater accuracy in weighing stock have been beneficial not only in reducing the cost and raising the quality of our product. but have also eliminated the shoveling by second helpers.
Another practice that has been vastly improved i s our fuel firing program (Fig 8). Most of the furnaces have analyzers and our fuel engineer directs the combustion control. None of the operating personnel may dictate the firing practice, in relation to the analyzers. As you can see, the Btu rate has
Fig 10-Tons per hour.
240 Open Hearth Proceedings 1964
dropped from 3.5 M Btu to 1.85 in three years . At the same t ime the refrac- tory cost has been lowered in a proportionate amount (Fig 9).
Silica F i re Clay Basic
1960 - 19.89 lb per ton 6.95 1.94 10.99 1961 - 14.57 lb per ton 3.02 1.38 l 0 . l i 1962 - 11.58 lb per ton 1.54 1.10 8.99
The chief contributor to the improved refractory life i s tighter operation practice, beginning with a good fuel firing'program.
Accelerated tonnages have demanded a highly-organized control of the working of each heat. Our present practice is a carbon temperature reading every 20 min., taken by the f i rs t and second helpers, and carbons read on carbon-meters located in a i r conditioned buildings along the floor (Fig 10).
The resulting tons per hour a r e shown over the last three y e a r s and prove that open hearths a r e showing an impressive improvement in tons per hour.
The continued improvements in practices, such a s increased density of sc rap , faster charging of hot metal, etc., will further enable the Basic Open Hearth Shop to compete with the B.O. F.
By J. R. Lythgoe*
The Johnstown Open Hearth of Bethlehem Steel Company has twenty 185- ton furnaces constructed in a layout datingbackto the early 1900's. Construc- tion i s currently in progress to convert eight of the 20 furnaces to basic roof construction. utilizing oxygen roof lances to speed up decarburization of the bath. Construction will include waste heat boilers and precipitator units, with flue dust handling facilities designed to handle the dust loading of eight oxygen lance furnaces. Construction i s scheduled for completion in April 1964.
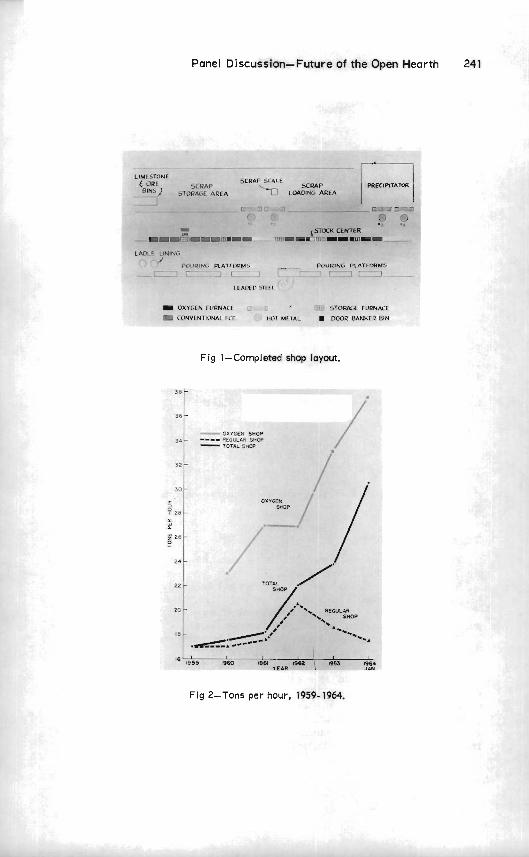
When completed, the Johnstown Open Hearth will have 15 open hearth furnaces (Fig 1). Eight will be equipped with basic roof and oxygen roof lances, and seven will be operated conventionally. The hearths and uptake a r e a s of the remaining five idle furnaces a r e being utilized a s limestone and o r e s torage a r e a s for working heats, dolomite bins for door bankers, s lag disposal f rom charging floor, and a ferroalloy stock center to expedite the loading and weighing of stock used for Bessemer-equivalent grades of steel,
This layout will provide a 15 pct increase in capacity over the rated capacity of the original 20 furnace shop. Production of the eight oxygen fur- naces alone i s expected to approximate 70 pct of the new ingot capacity.
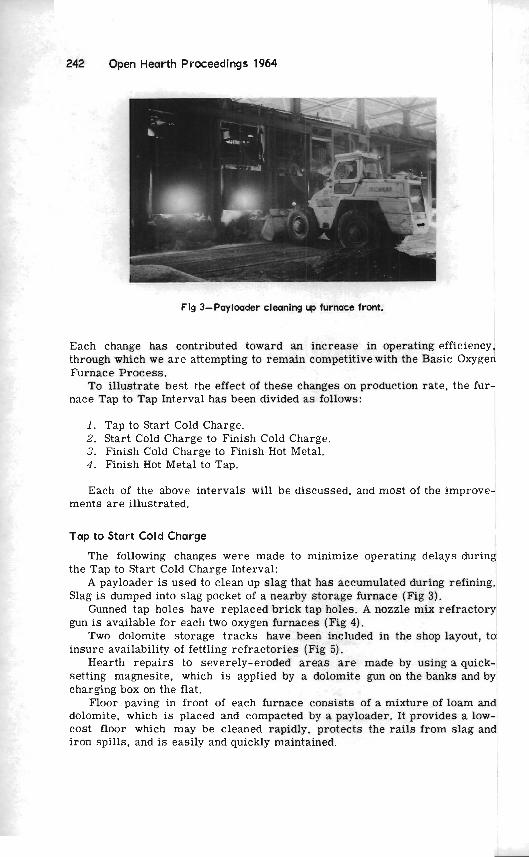
A productivity increase of 90 to 95 pct in tons per h r has already been attained with the conversion of the f i rs t seven furnaces to basic roof and oxygen lance construction (Fig 2).
During the past several years , many changes have been made within the various operating units in the Open Hearth Department. These have included changes in physical layout, operating practices, and operating equipment.
* Superintendent Open Hearth. Johnstown Plant. Bethlehem Steel Company, Johnstown, Pennsylvania.
Panel Discussion-Future of the Open Hearth 241
L RAP SCRAF S'&l E '. PRECIRTATCU
C-i A R I A T' LOADING AREA
LADLE LINING
Fig I-Completed shop layout.
9 d. I 6 I& TEAR lrll
Fig 2-Tons per hour, 1959-1964.
242 Open Hearth Proceedings 1964 I
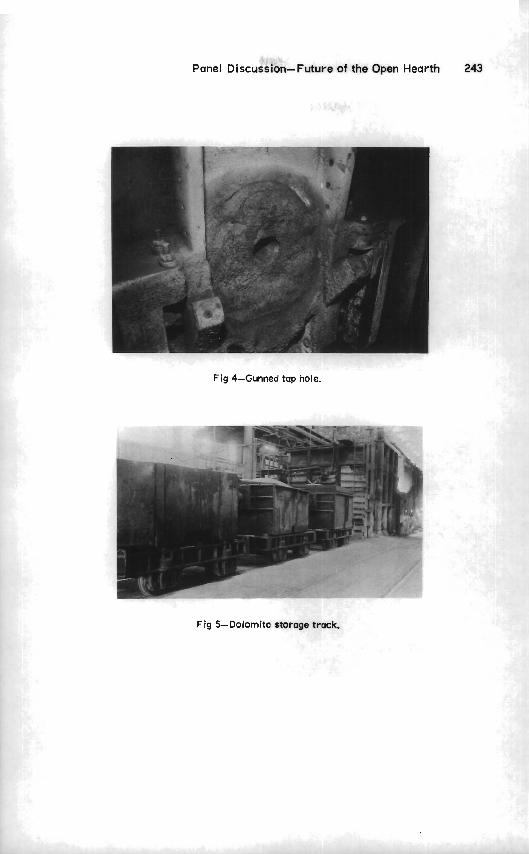
Fig 3-Payloader cleaning up furnace front.
Each change has contributed toward an increase in operating efficiency. through which we a r e attempting to remain competitive with the Basic Oxygen Furnace Process .
To illustrate best the effect of these changes on production rate. the fur- nace Tap to Tap Interval has been divided a s follows:
1. Tap to Start Cold Charge. 2. Start Cold Charge to Finish Cold Charge. 3. Finish Cold Charge to Finish Hot Metal. 4. Finish Hot Metal to Tap.
Each of the above intervals will be discussed. and most of the improve- ments a r e illustrated.
Tap to Start Cold Charge
The following changes were made to minimize operating delays during the Tap to Start Cold Charge Interval:
A payloader is used to clean up s lag that has accumulated during refining. Slag is dumped into s lag pocket of a nearby s torage furnace (Fig 3).
Gunned tap holes have replaced brick tap holes. A nozzle mix refractory gun is available for each two oxygen furnaces (Fig 4).
Two dolomite storage t racks have been included in the shop layout, to insure availability of fettling refractor ies (Fig 5).
Hearth repairs to severely-eroded a r e a s a r e made by using a quick- setting magnesite, which is applied by a dolomite gun on the banks and by charging box on the flat.
Floor paving in front of each furnace consists of a mixture of loam and dolomite, which is placed and compacted by a payloader. It provides a low- cost floor which may be cleaned rapidly. protects the ra i l s f rom slag and i ron spills, and is easily and quickly maintained.
Panel Discussion-Future of the Open Hearth 243
Flg 4-Gunned tap hole.
Flg 5-Dolomite storage track.
244 Open Hearth Proceedings 1964
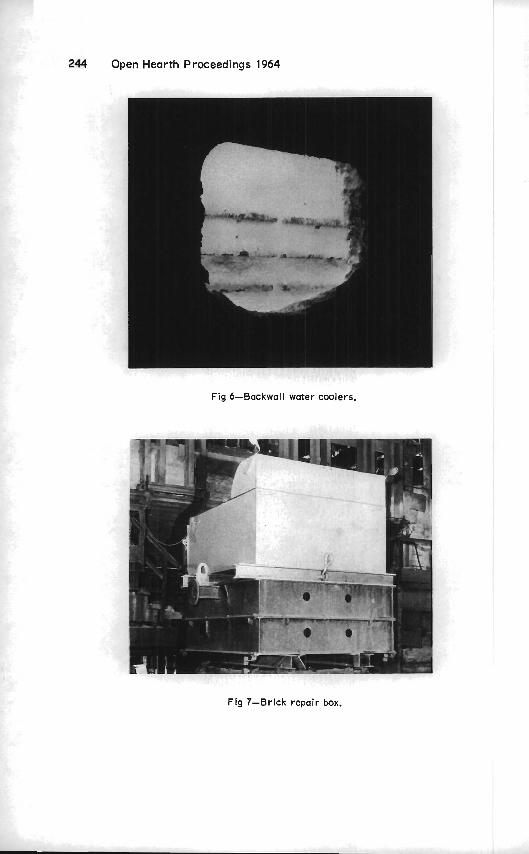
Fig 6-Backwall water coolers.
I""
Fig 7-Brick repair box.
Panel Discussion-Future of the Open Hearth 245
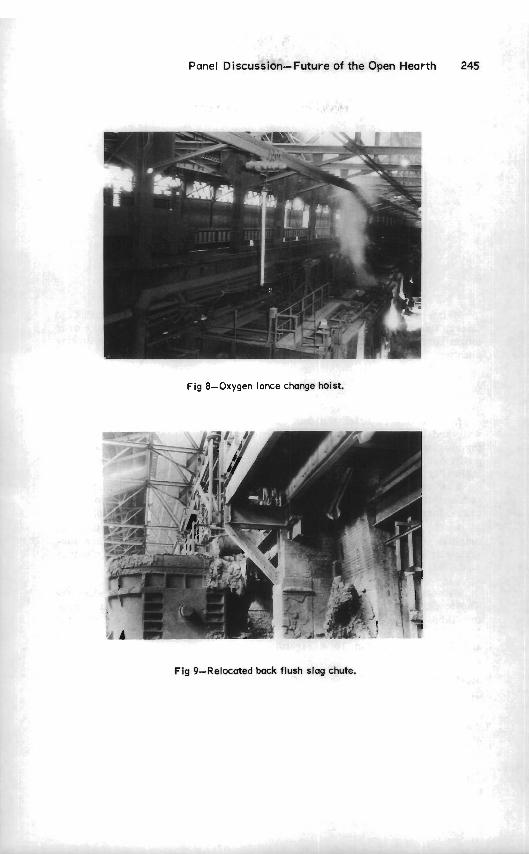
Fig 8-Oxygen lance change hoist.
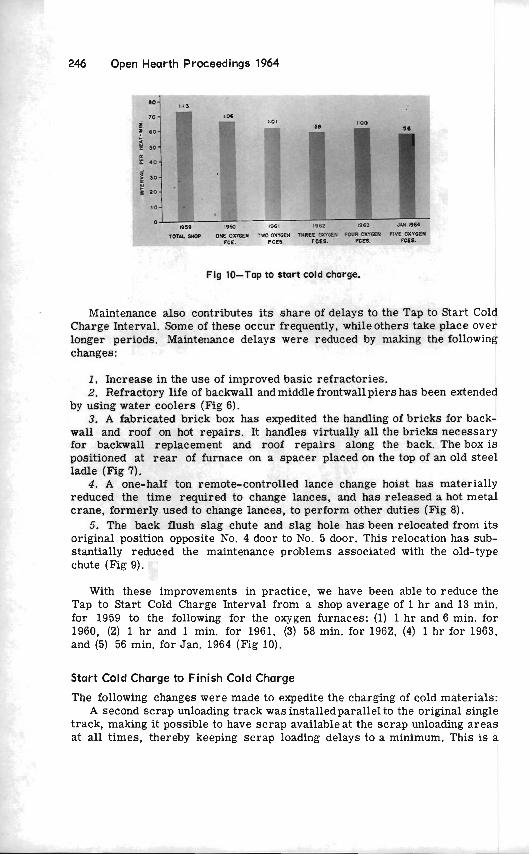
Flg 9-Relocated back flush slag chute.
246 Open Hearth Proceedings 1964
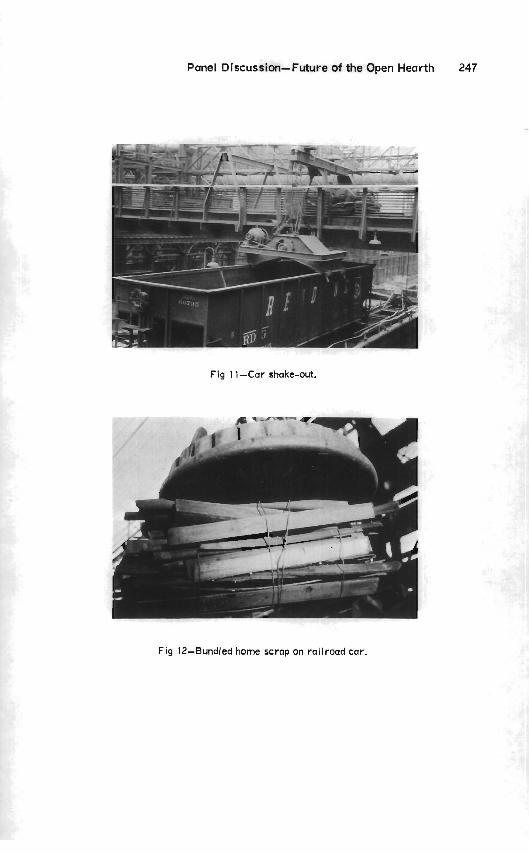
Fig 10-Tap to start cold charge.
Maintenance also contributes its share of delays to the Tap to Start Cold Charge Interval. Some of these occur frequently, while others take place over longer periods. Maintenance delays were reduced by making the following changes:
1. Increase in the use of improved basic refractories. 2. Refractory life of backwall and middle frontwall piers has been extended
by using water coolers (Fig 6). 3. A fabricated brick box has expedited the handling of bricks for back-
wall and roof on hot repairs. It handles virtually all the bricks necessary for backwall replacement and roof repairs along the back. The box i s positioned at rear of furnace on a spacer placed on the top of an old steel ladle (Fig 7).
4. A one-half ton remote-controlled lance change hoist has materially reduced the time required to change lances, and has released a hot metal crane, formerly used to change lances, to perform other duties (Fig 8).
5. The back flush slag chute and slag hole has been relocated from its original position opposite No. 4 door to No. 5 door. This relocation has sub- stantially reduced the maintenance problems associated with the old-type chute (Fig 9).
With these improvements in practice, we have been able to reduce the Tap to Start Cold Charge Interval from a shop average of 1 hr and 13 min. for 1959 to the following for the oxygen furnaces: (1) 1 hr and 6 min. for 1960, (2) 1 hr and 1 min. for 1961, (3) 58 min. for 1962, (4) 1 hr for 1963, and (5) 56 min. for Jan. 1964 (Fig 10).
Start Cold Charge to Finish Cold Charge
The following changes were made to expedite the charging of cold materials: A second scrap unloading track was installedparallel to the original single
track, making i t possible to have scrap available at the scrap unloading areas at all times, thereby keeping scrap loading delays to a minimum. This is a
Panel Discussion-Future of the Open Hearth 247
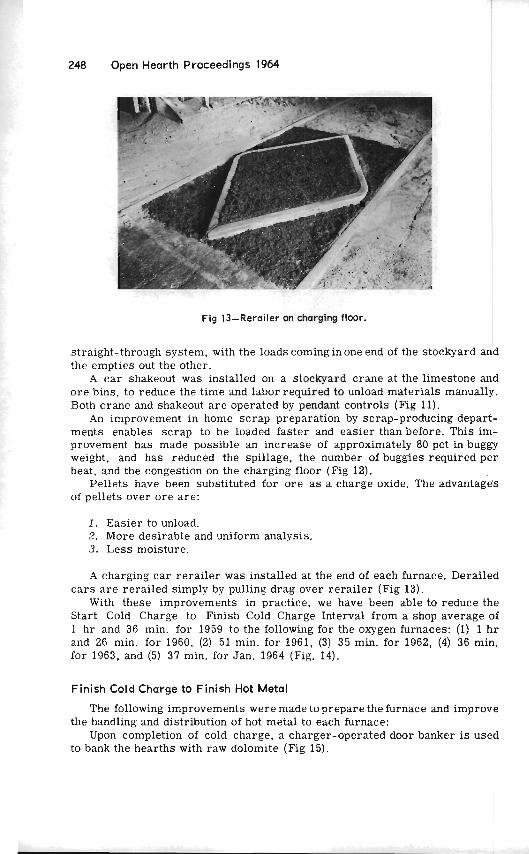
Fig 1 1-Car shake-out.
Fig 12-Bundled home scrap on rallroad car.
248 Open Hearth Proceedings 1964
Fig 13-Rerailer on charging floor.
straight-through system, with the loads cominginone end of the stockyard and the empties out the other.
A c a r shakeout was installed on a stockyard crane at the limestone and o r e bins, to reduce the time and labor required to unload mater ials manually. Both crane and shakeout a r e operated by pendant controls (Fig 11).
An improvement in home s c r a p preparation by scrap-producing depart- ments enables sc rap to be loaded faster and eas ie r than before. This im- provement has made possible an increase of approximately 80 pct in buggy weight, and has reduced the spillage, the number of buggies required p e r heat, and the congestion on the charging floor (Fig 12).
Pel lets have been substituted for o r e a s a charge oxide. The advantages of pellets over o r e a re :
1. Easier to unload. 2. More desirable and uniform analysis. 3. Less moisture.
A charging car re ra i le r was installed at the end of each furnace. Derailed c a r s a r e rerai led simply by pulling drag over re ra i le r (Fig 13).
With these improvements in practice, we have been able to reduce the Start Cold Charge to Finish Cold Charge Interval from a shop average of 1 hr and 36 min. for 1959 to the following for the oxygen furnaces: (1) 1 h r and 26 min. for 1960. (2) 51 min. for 1961, (3) 35 min. for 1962, (4) 36 min. for 1963, and (5) 37 min. for Jan. 1964 (Fig . 14).
Finish Cold Charge to Finish Hot Metal
The following improvements were made toprepare the furnace and improve the handling and distribution of hot metal to each furnace:
Upon completion of cold charge, a charger-operated door banker is used to bank the hearths with raw dolomite (Fig 15).
Panel Discussion-Future of the Open Hearth
TOTIL SHOP WE OXYGEN TWO OXYGEN THREEOXIGEN FOUR OXYGEN FIVE O X I Q E N FCE FCES fCES FCES FCES
Flg 14-Start cold charge to finish cold charge.
Fig 15-Door banker.
Several dolomite storage bins for door banker loading have been con- s t ructed in uptake a r e a s of s torage furnaces (Fig 16).
Adequate availability of hot metal ladles is insured, s ince they a r e now skulled in the Open Hearth pit area. Ladles were previously transported to and skulled at the Blast Furnace ladle house (Fig 17).
Four direct-pour hot metal stations have been constructed, to facilitate rapid metal distribution to the furnaces. The two recently completed stations replaced a 1300-ton mixer (Fig 18).
Each oxygen furnace has been equipped with two integral hot metal chutes, which a r e built into the furnace hearth between the port doors and the uptake bridgewalls. These chutes reduce chargingfloor congestion, hearth breakouts,
250 Open Hearth Proceedings 1964
Fig 16-Door banker loading bln.
Fig 17-Skulling hot metal ladles In pit.
-
Panel Discussion-Future of the Open Hearth 251
Fig 18-Direct pour hot metal stations.
Fig 19-Integral hot metal chute.
252 Open Hearth Proceedings 1964
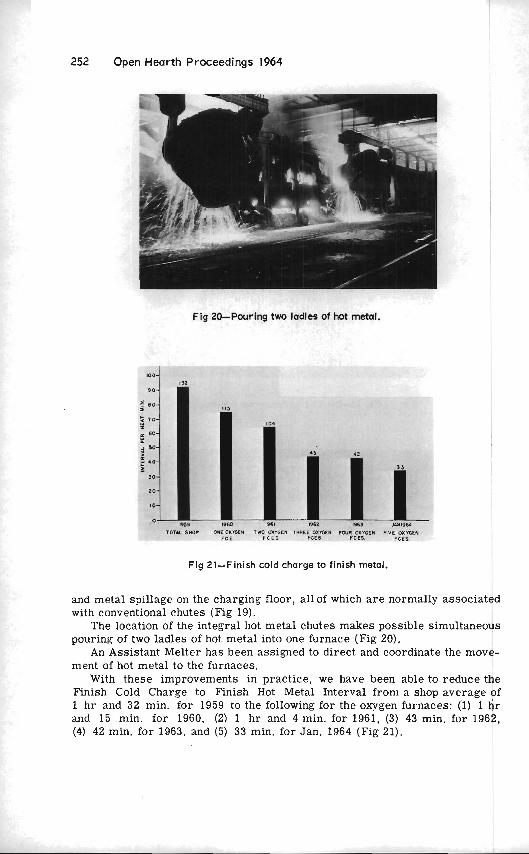
Fig 20-Pouring two ladles of hot metal.
l d l U SHOP WE OX%€" TWO UXVGFY YNREE OXICLN fWR OXIOEN FIVE OXYGEN FCE ? C i s FCES P C L S F C C 5
Flg El-Finish cold charge to finish metal.
and metal spillage on the charging floor, all of which a re normally associated with conventional chutes (Fig 19).
The location of the integral hot metal chutes makes possible simultaneous pouring of two ladles of hot metal into one furnace (F'ig 20).
An Assistant Melter has been assigned to direct and coordinate the move- ment of hot metal to the furnaces.
With these improvements in practice, we have been able to reduce the Finish Cold Charge to Finish Hot Metal Interval from a shop average of 1 hr and 32 min. for 1959 to the following for the oxygen furnaces: (1) 1 br and 15 min. for 1960. (2) 1 hr and 4 min. for 1961, (3) 43 min. for 1962, (4) 42 min, for 1963, and (5) 33 min. for Jan. 1964 (fig 21).
Panel Discussion-Future of the Open Hearth 253
Fig 22-Material storage areas.
With existing facilities, a charge over 80 pct hot metal requires 4 ladles of hot metal; 55 to 80 pct requires 3 ladles; and up to 55 pct hot metal may be handled with 2 ladles p e r charge. We a r e currently able to bank doors, and deliver and pour 3 ladles of hot metal in 35 min.
Finish Hot Metal to Tap
The portion of the heat which represents approximately one-half of the Tap to Tap Time is the Finish Hot Metal to Tap Interval. The following changes have been made to improve this portion of the heat time:
Idle furnaces adjacent to each group of 2 oxygen furnaces have been con- verted to a mater ial s torage area. Fig 22 depicts a furnace hearth used a s a s torage a r e a for Feed Limestone, Ore and Crop Ends.
The u s e of Crop Ends a s furnace feed mater ial has become standard on al l oxygen furnaces. The replacing of o r e with crops has helped to maintain a more uniform scrap balance in the plant.
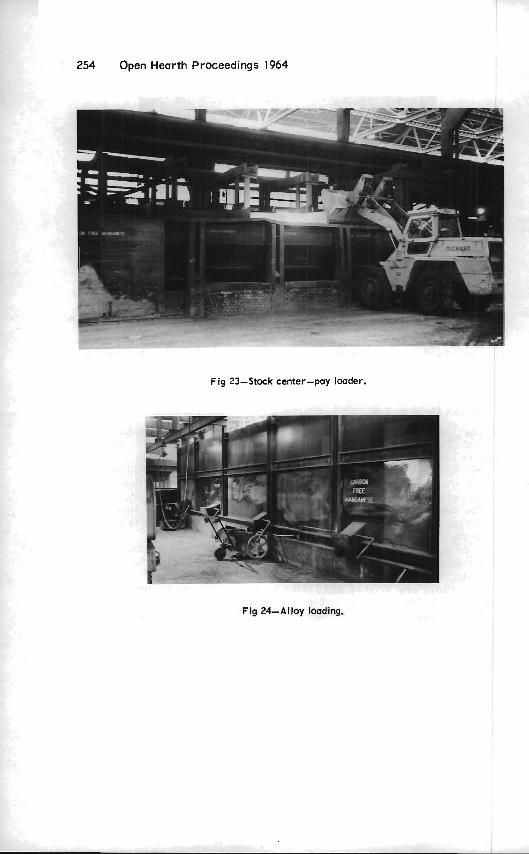
A furnace hearth in the middle of the oxygen furnace section has been converted to a Stock Center for Ferroalloys used for Ladle Additions. The payloader is used to load the alloy s torage bins (Fig 23).
The alloys a r e weighed and loaded into pit boxes o r charging boxes for furnace and ladle additions (Fig 24).
The uptakes of the idle furnaces provide a dumping a r e a in s lag pockets for s lag clean up on charging floor. Without front flush facilities, floor clean up and fast disposal of s lag with the payloader a r e essential.
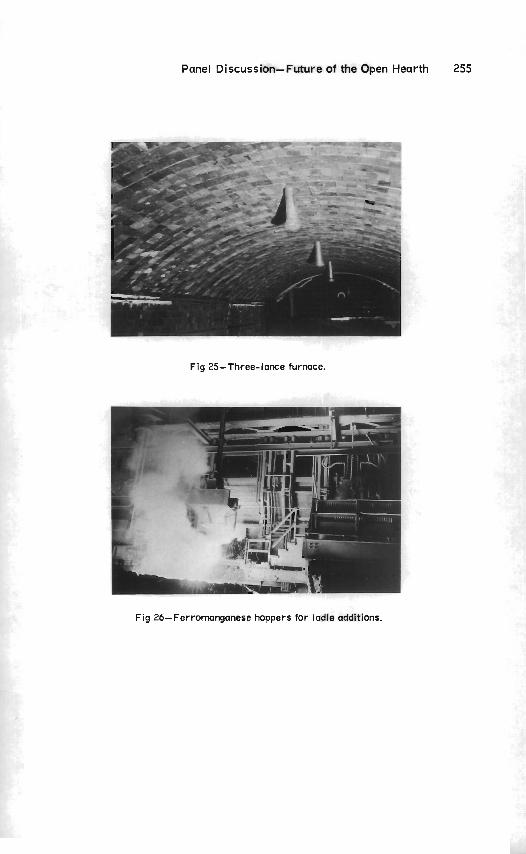
The original oxygen furnace construction was a 2-lance installation. We have changed since from a standard 2-lance construction to 3 lances to permit higher oxygen flow ra tes when additional oxygen i s available, and to guarantee a 2-lance availability on oxygen flow ra tes of 80,000 cu ft pe r h r and under. The maximum oxygen flow with 3 lances i s 120,000 cu ft pe r h r (Fig 25).
The following i tems have been provided for each two oxygen furnaces: (1) Teletype service to report preliminary analysis from the laboratory. (2) A trolley phone and public address system for furnace personnel t o com-
254 Open Hearth Proceedings 1964
Fig 23-Stock center-pay loader.
Flg 2 C A l l o y loading.
Panel Discussion-Future of the Open Hearth 255
I Fig 25-Three-lance furnace.
Fig 26-Ferromanganese hoppers for ladle additions.
256 Open Hearth Proceedings 1964
..-. , _, . - -
. . .
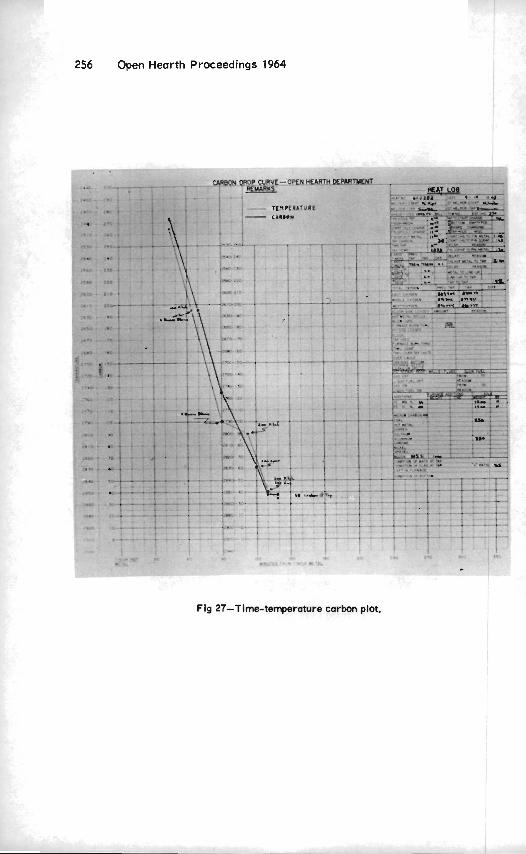
Fig 27-Time-temperature carbon plot.
Panel Discussion-Future of the Open Hearth 257
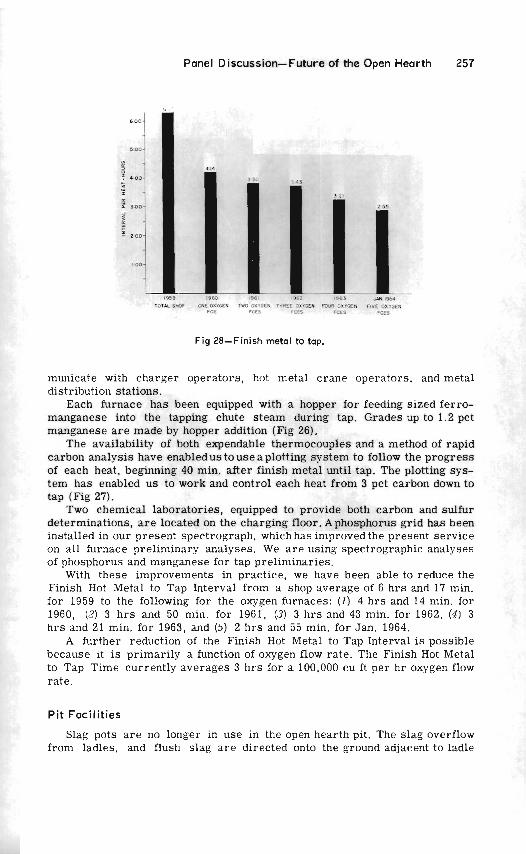
Fig 28-Finish metal to tap.
municate with charger operators, hot metal crane operators, and metal distribution stations.
Each furnace has been equipped with a hopper for feeding sized ferro- manganese into the tapping chute steam during tap, Grades up to 1.2 pct manganese a r e made by hopper addition (Fig 26).
The availability of both expendable thermocouples and a method of rapid carbon analysis have enabledus touseaplot t ing system to follow the progress of each heat, beginning 40 min. af ter finish metal until tap. The plotting sys- tem has enabled us to work and control each heat from 3 pct carbon down to tap (Fig 27).
Two chemical laboratories, equipped to provide both carbon and sulfur determinations, a r e located on the charging floor. Aphosphorus grid has been installed in our present spectrograph, which has improvedthe present service on all furnace preliminary analyses. We a r e using spectrographic analyses of phosphorus and manganese for tap preliminaries.
With these improvements in practice, we have been able to reduce the Finish Hot Metal to Tap Interval from a shop average of 6 h r s and I7 min. for 1959 to the following for the oxygen furnaces: ( 1 ) 4 h r s and 14 min. for 1960, (2) 3 h r s and 50 min. for 1961, (3) 3 h r s and 43 min. for 1962. (4) 3 h r s and 21 min. for 1963, and (5) 2 h r s and 55 min. for Jan. 1964.
A further reduction of the Finish Hot Metal to Tap Interval i s possible because it is primarily a function of oxygen flow rate. The Finish Hot Metal to Tap Time currently averages 3 h r s for a 100,000 cu ft per h r oxygen flow rate.
Pit Facilities
Slag pots a r e no longer in use in the open hearth pit. The s lag overflow from ladles. and flush s lag a r e directed onto the ground adjacent t o ladle
258 Open Hearth Proceedings 1964
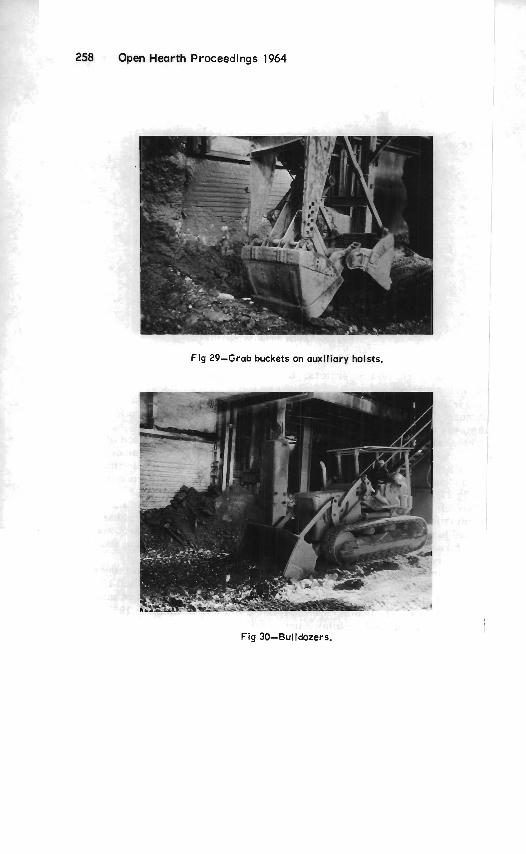
Fig 29-Grab buckets on auxiliary hoists.
Fig 30-Bul ldozers.
Panel Discussion- Future of the Open Hearth
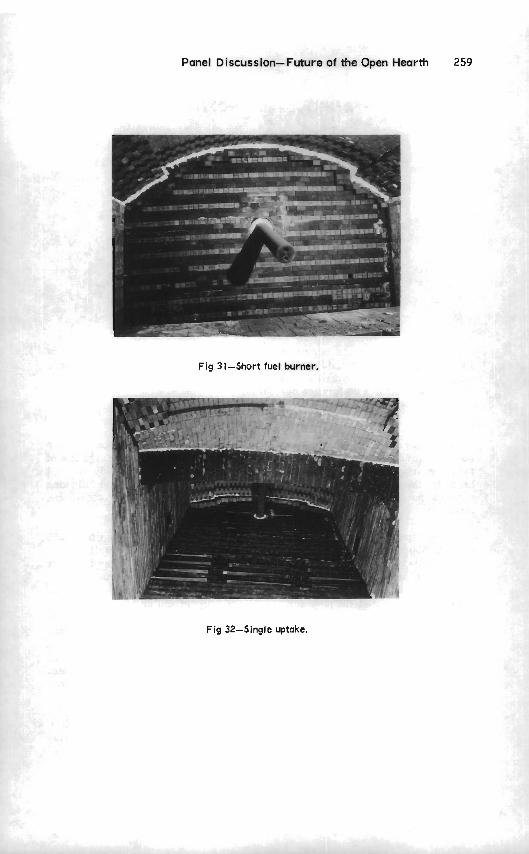
Fig 31-Short fuel burner.
Fig 32-SIngle uptake.
260 Open Hearth Proceedings 1964
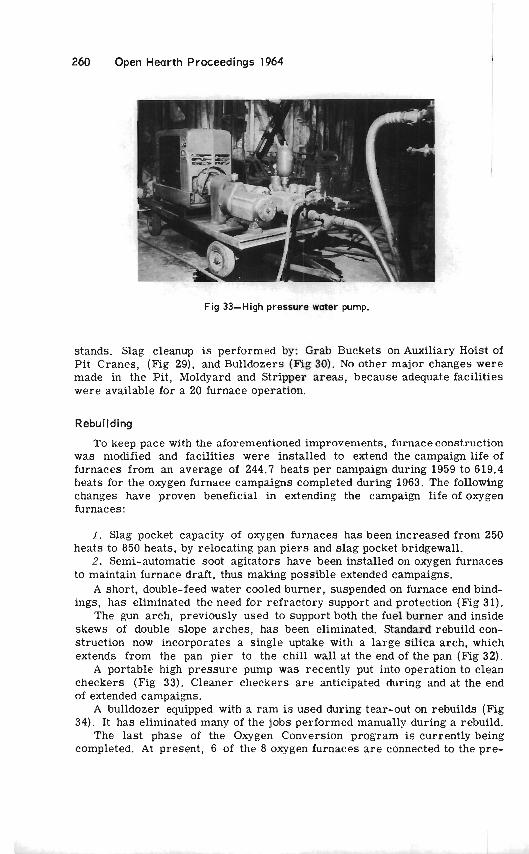
Fig 33-High pressure water pump.
stands. Slag cleanup is performed by: Grab Buckets on Auxiliary Hoist of Pit Cranes, (Fig 29). and Bulldozers (Fig 30). No other major changes were made in the Pit, Moldyard and Stripper areas, because adequate facilities were available for a 20 furnace operation.
Rebuilding
To keep pace with the aforementioned improvements, furnace construction was modified and facilities were installed to extend the campaign life of furnaces from an average of 244.7 heats per campaign during 1959 to 619.4 heats for the oxygen furnace campaigns completed during 1963. The following changes have proven beneficial in extending the campaign life of oxygen furnaces:
1. Slag pocket capacity of oxygen furnaces has been increased from 250 heats to 850 heats. by relocating pan piers and slag pocket bridgewall.
2. Semi-automatic soot agitators have been installed on oxygen furnaces to maintain furnace draft, thus making possible extended campaigns.
A short, double-feed water cooled burner, suspended on furnace end bind- ings, has eliminated the need for refractory support and protection (Fig 31).
The gun arch, previously used to support both the fuel burner and inside skews of double slope arches, has been eliminated. Standard rebuild con- struction now incorporates a single uptake with a large silica arch, which extends from the pan pier to the chill wall at the end of the pan (Fig 32).
A portable high pressure pump was recently put into operation to clean checkers (Fig 33). Cleaner checkers a re anticipated during and at the end of extended campaigns.
A bulldozer equipped with a ram i s used during tear-out on rebuilds (Fig 34). It has eliminated many of the jobs performed manually during a rebuild.
The last phase of the Oxygen Conversion program is currently being completed. At present, 6 of the 8 oxygen furnaces a re connected to the pre-
Panel Discussion-Future of the Open Hearth 261
Fig 34-Bulldozer equipped with ram.
Fig 35-Electrostatic precipitators.
262 Open Hearth Proceedings 1964
- TOTAL .....
Flg 36-Total shop.
:35 '36 3 7
#:I3 li- IW9 1:06 1960 #:On 19'11 '58 1962 1'00 1963 J I N 1964
:56
TOTAL >HOP M 0%- W OXICRI T*WE CXIGCY F(XR OIrCIER FlYL OXYGEN FSE FCC5 FCl i FCES F t L Z
_ I . -
Flg 37-Total shop - Oxygen shop
Panel Discussion-Future of the Open Hearth 263
cipitators and the other 2 furnaces will be tied into the unit by May, 1964 (Fig 3 5).
All of these changes in methods and equipment have made it possible to effect the following improvements:
1. An increase in furnace production rate. 2. An increase in furnace availability. 3. Front wall life increased from 60 heats to 200 heats. 4. Back wall life increased from 60 heats to 650 heats. 5. End wall life increased from 222 heats to 600 to 650 heats. 6. Main roof life increased to 350 to 450 heats dependent on construction
and type of brick used.
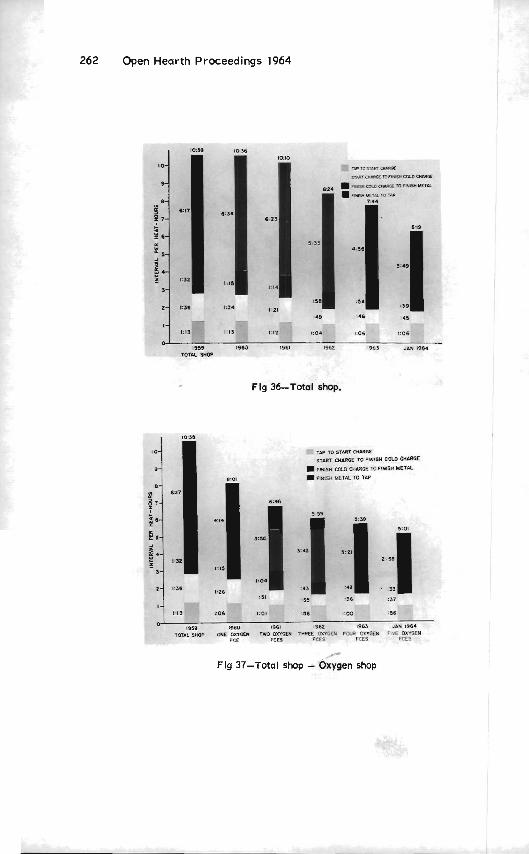
The overall shop improvement since 1959 has been directly influenced by the conversion of open hearth furnaces to basic roof and oxygen lance construction (Fig 36).
The performance of the oxygen furnaces has continued to improve, even though additional oxygen furnaces are being operated on a shorter Tap to Tap cycle (F'ig 37).
Summary
The Tap to Tap Interval has been reduced from a shop average of 10 hrs and 38 min. for all regular furnaces during 1959 to oxygen furnace Tap to Tap times of:
8 hrs and 1 min. for the year 1960 operating 1 oxygen furnace. 6 hrs and 46 min. for the year 1961 operating 2 oxygen furnaces. 5 hrs and 59 min. for the year 1962 operating 3 oxygen furnaces. 5 hrs and 1 min. for Jan. 1964, operating 5 oxygen furnaces. Operating 5 oxygen furnaces in Jan. and Feb. 1964, the average Tap to Tap times for 2 months is 4 hrs and 55 min.
B y W. T. Sergy*
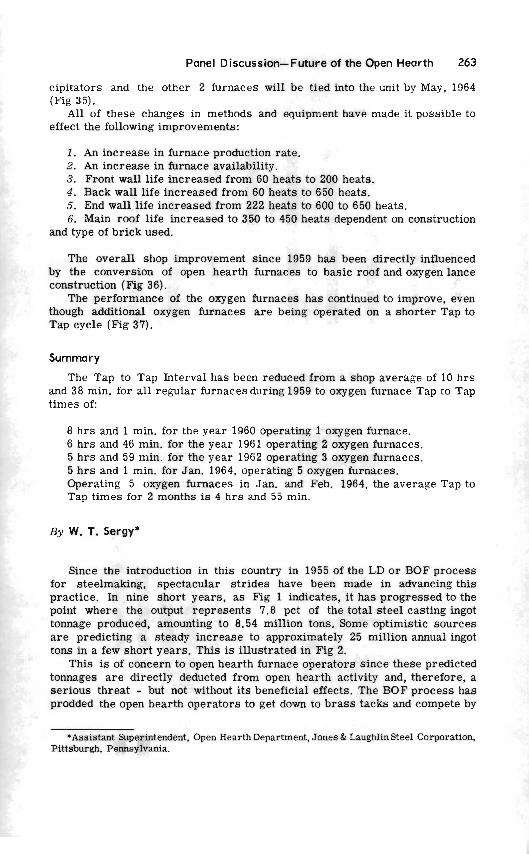
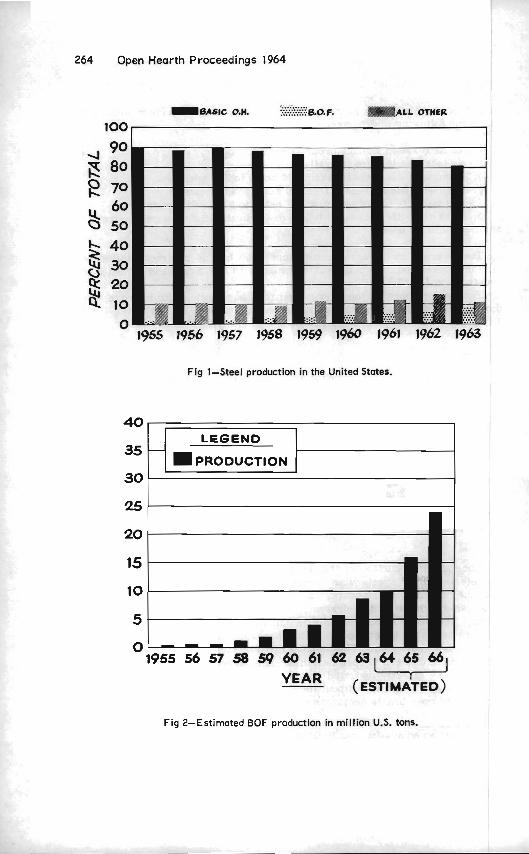
Since the introduction in this country in 1955 of the LD or BOF process for steelmaking, spectacular strides have been made in advancing this practice. In nine short years, as F'ig 1 indicates, it has progressed to the point where the output represents 7.8 pct of the total steel casting ingot tonnage produced, amounting to 8.54 million tons. Some optimistic sources are predicting a steady increase to approximately 25 million annual ingot tons in a few short years. This i s illustrated in Fig 2.
This i s of concern to open hearth furnace operators since these predicted tonnages are directly deducted from open hearth activity and, therefore, a serious threat - but not without its beneficial effects. The BOF process has prodded the open hearth operators to get down to brass tacks and compete by
*Assistant Superintendent, Open Hearth Department, Jones & Laughlin Steel Corporation, Pittsburgh, Pennsylvania.
264 Open Hearth Proceedings 1964
Fig 1-Steel production in the United States.
P R O D U C T I O N 30
Fig 2-Estimated BOF production In milllon U.S. tons.
Panel Discussion-Future of the Open Hearth 265
improvements in combustion techniques, oxygen lance practice. quality of raw materials, material handling, and other a r e a s for cost reduction.
This is the condition that confronts No. 4 Shop of Jones & Laughlin's plant a t Pittsburgh, which finds itself in a competitive struggle with BOF installa- tions a t Aliquippa and Cleveland. No doubt, the BOF operators a r e in active pursuit of developments for increasing the sc rap charge in the oxygen furnaces. This endeavor coupled with further practice refinements to enable a greater output of high carbon and alloy grades will s t retch the seemingly valid economic advantage of this process over open hearth practice. The extent of economic advantage will depend on the physical limitations of particular open hearth shops and on the complacency of open hearth operators .
At Jones & Laughlin's No. 4 Shop, physical limitations a r e being alleviated and complacency is not a familiar par t of our program.
The ability to consume la rge quantities of sc rap o r , with equal ease, large percentages of i ron and make grades ranging from 0.03 to 1.03 pct carbon a r e , of course, the bright spots shiningonopen hearth practice. The ingenuity required to improve productivity may vary from shop to shop, but basically the problems o r solutions remain the same:
I . Rcdlrctio?~ ill the tittle i i~te~-cal rrqltired lo cRnj-ge all of the ~lzatevials iizCo the fir~'rrnce.
This can be accomplished by embarkingonaprogram of sc rap preparation and material handling to provide an ability to charge mater ials up to a ra te of 300 tph.
2. U.'ilhirr rtr/alle~.able li?izilations of the physicrrl fl~rnace syslenz, P~-ovide 1 1 ~ rrlost cfficier/l ltse 0.f osygrn ,for cotwbuslion mid J-00-f latices to melt ade- cl~~atel j ' Ihr scrap.
C A L E N D A R T I M E
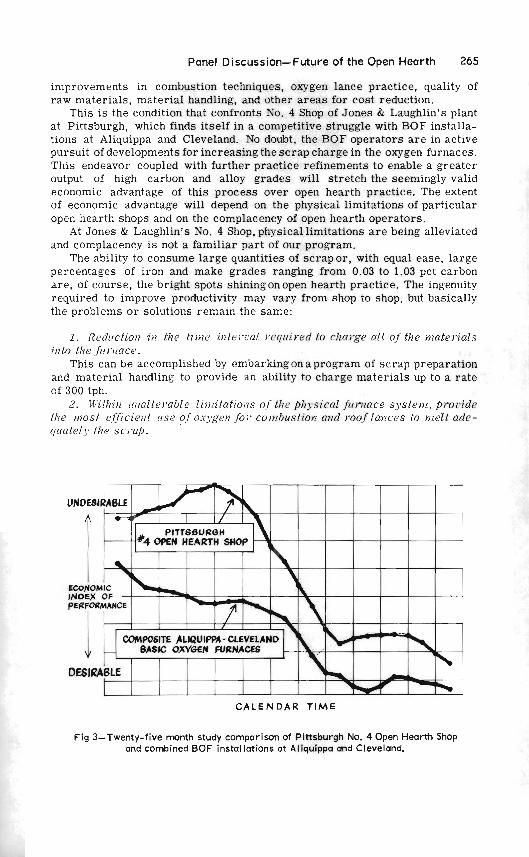
Fig 3-Twenty-five month study comparison of Pittsburgh No. 4 Open Hearth Shop and combined BOF installations at Allquippa and Cleveland.
266 Open Hearth Proceedings 1964
Using a maximum firing rate of 140 mbtu per hr. No. 4 Shop has progressed from 40,000 cfh lance pract ice to 50,000cfhcombustion oxygen and 50,000 cfh lance oxygen pract ice with a significant productivity improvement. The ultimate proper combustion lance practice, a s yet, has not been determined, but t r i a l s a r e proceeding to utilize effectively by-product fuels which, no doubt, will become progressively more abundant and cheaper. Oxygen costs will a lso reduce a s increased quantities of this gas a r e consumed a t the higher flow ra tes through the burner and lance.
The best comparison of the two processes is not one of tons p e r hour, oxygen flow ra tes o r heat cycles, for in these categories the BOF process seemingly provides impressive statistics. Theultimate comparison, of course, is one of economics-the ability to produce a desirable ingot a t the lowest possible cost. Fig 3 represents a 25-month study reflecting an economic comparison of Pittsburgh No. 4 Open Hearth Shop and the combined BOF installations a t Aliquippa and Cleveland.
In a l l probability, most open hearth shops presently in operation provide m o r e prolific a r e a s for cost improvements than do the BOF installations. These include:
1 . Reduced refractory costs due to improved furnace design, bet ter refractor ies for specific applications such a s tap holes, furnace doors, and furnace walls.
2. Accelerated means for determining carbon resul ts coupled with alloy feeders, thereby utilizing l e s s alloys for killed grades and effecting a cost reduction in furnace time and mater ial costs.
3. Intensive reclamation of metallics in s lag handling operations and use of open hearth s lag in blast furnace burdens.
I With continued study of the open hearth process and development of new
ideas and techniques, we a t Pittsburgh fully expect to s e e the lines c r o s s in cost performance per ingot ton.

























