Embed Size (px)
Citation preview

Technique InteriorRelease December 2016

2 interiorFunderMax
CONTENT
4 Quality
6 FunderMax Compact and the environmaent
7 Formats
8 Material properties
9 Material characteristics
10 Qualifications
11 Transport and storage
12 Processing recommendations
28 Chemical resistance
34 Cleaning
36 Wall cladding
48 Cubicles
56 Ceilings
60 Table tops
62 Furniture
66 Wash basins
68 Sandwich elements
69 Railings
NOTEPlease see moRe about the latest veRsion of this bRochuRe online at www.funDeRmax.at
the DiaGRams in this technical infoRmation aRe schematical RePResentations anD aRe not tRue to scale. this issue RePlaces all otheR issues of exteRioR techniQues bRochuRes of funDeRmax which weRe PublisheD befoRe.

3interiorFunderMax
For people who createWith this brochure we want to provide you with as much techni-cal information as possible on the FunderMax Compact panelfor indoor use.
FunderMax Compact Interior is not only suitable for use in sani-tary and wet rooms. The quality of the panels means that it is al-so suitable for all other indoor usage such as wall cladding, rail-ing infill panels, furniture, tables, desks, column cladding andlab equipment etc.
Due to our wide variety of products, FunderMax CompactInterior can be used for almost any indoor purpose.
You will find a wide range of different examples of use atwww.fundermax.at
if you have any questions which may not be covered in this brochure, please do not hesitateto consult our sales team and the application engineers. we will be more than happy to help.

4 interiorFunderMax
*mateRial PRoPeRties You will finD on PaGe 8
QUALITY
What Max Compact Interior can dofundermax compact interior panels are high-pressure laminate panels (hPl)manufactured to standard en 438 that are produced in laminate presses underhigh pressure at high temperature. they are particularly suitable for demandingand decorative applications (e.g. furniture, office furniture, wall cladding, sanitary facilities etc.)..
Properties*:__scratch resistant__solvent resistant__food grade__heat resistant__easy to clean__hygienic__impact resistant (en iso 178)
__suitable for all interior applications__decorative__self-supporting__abrasion proof__frost and heat resistant -80°c bis +80°c
__bending resistant (en iso 178)__easy to install__durable__resistant to chemicals
scratch resistant
heat resistant food grade durableimpact resistant
quick installation
easy to clean solvent resistant

5interiorFunderMax
Max Compact with white core
though similar in form and function, these compact panelsexhibit the fine stylish difference: the panel core remains anexquisite white. slight colour differences to the max laminatepanels and max compact panels with a black core are possi-ble. when combining panels, please compare the samples.Decor is always the same on both sides.
Max Resistance2
max Resistance panels are compact interior panels with anintegrated chemical-resistant surface.Decor - Please refer to the Decor collection Re.
Max Compact Interior
as a standard, max compact panels come with decors onboth sides. the core is black and the surfaces are availablein different structures. see our current delivery programme.
Max Compact Interior Plus
max compact interior Plus panels have the same qualitiesas the compact interior panels, but are manufactured witha double-hardened, pore-free surface sealed with urethaneacrylate for increased surface protection. Decors - Please refer to the Decor collection iP.
FunderMax Elements (processing)
fundermax offers cnc controlled processing and panelcutting. with state-of-the-art devices, it is possible to pro-duce everything: from simple cutouts for mounting the panels,to intricate milling for railing panels or furniture elements. wecan make just about anything you can dream up.

6 interiorFunderMax
NATURAL MATERIALSfundermax compact interior panelsare made primarily from wood that isprocessed into ”kraft papers“. thewood accumulates as a by productduring logging or in sawmills. we pro-cure these raw materials from suppli-ers that are certified under the fscand Pefc standards. the standardsconfirm that the logging occurs in ac-cordance with internationally validrules for sustainable forestry.
ENvIRONMENTALLY FRIENDLYPRODUCTIONthe kraft paper is impregnated withresins on impregnating lines, dried andpressed at high pressure and heat intodurable moisture resistant panels. theexhaust air extracted from the dryingis treated by regenerative thermal oxi-dation in which heat produced therebyis redirected back into the process.for installing this efficient air handlingfundermax was given the best prac-tice the ”climate:active“ award by theaustrian energy agency and thefederal ministry for the environment.the production plant can thus reduceits emissions by approximately 10,000tons of co2 per year.
FIg. 1 FIg. 2
FUNDERMAx COMPACT AND ThE ENvIRONMENT
LONg-LASTINg AND MAINTE-NANCE-FREEextensive tests certify the exceptionaldurability of compact interior panels.the production process ensures ahighly resistant surface. fundermaxcompact interior panels do not requireany maintenance to ensure a long ser-vice life. the surface of the panels ishighly resistant to soiling. if necessary,they can be cleaned with standardcleaning agents. it is not necessary toseal the edges, even after cutting. therobust surface is also suitable forhighly stressed applications such asramming protection and is highly re-sistant to impact marks.
DISPOSAL/RECYCLINgoff-cuts are energetically recycled in-house. our state-of-the-art green elec-tricity district heating power stationsno harmful exhausts arise such asdioxin, hydrochloric acid or organicchlorine compounds. the residual ash-es are free of heavy metals.
basically, the specific provincial lawsand regulations concerning the dis-posal must be observed. in austria,the thermal recycling of waste ispreferable to landfill. the ash resultingfrom the thermal recycling of wastecan be easily disposed of in controlledindustrial landfills.
Raw materials
M
anufactureInstallation
maintenanceRe
nova
tion
dism
antling
Rec
yclin
gan
d
Serviceand

7interiorFunderMax
FORMATS
FIg. 3
TAbLE 1
in this overview you will find availablesizes for fundermax compact interiorpanels together with the differentproduct designs.
we reserve the right to make changesin line with product development.Please note the fundermax currentdelivery and stock programme.
1060
2140
2800
2800
4100
3660
1300 1854 1300 1630
FORMATS
AvAILAbLE FORMATS ACCORDINg TO ThE PRODUCTS*)
TK gR JU SP OF xL
Max Compact Interior • • • • •Max Compact Interior Plus • • • •Max Resistance2 (Laboratory panel) •Max Compact with Individualdecor • • •Max Compact with white core • •
TK gR SP JU OF
4100
1854
xL
*) limiteD DesiGn Possibilities anD suRfaces accoRDinG to the foRmat. Please consult ouR cuRRent DeliveRY anD stock PRoGRamme.
8 interiorFunderMax
MATERIAL PROPERTIES
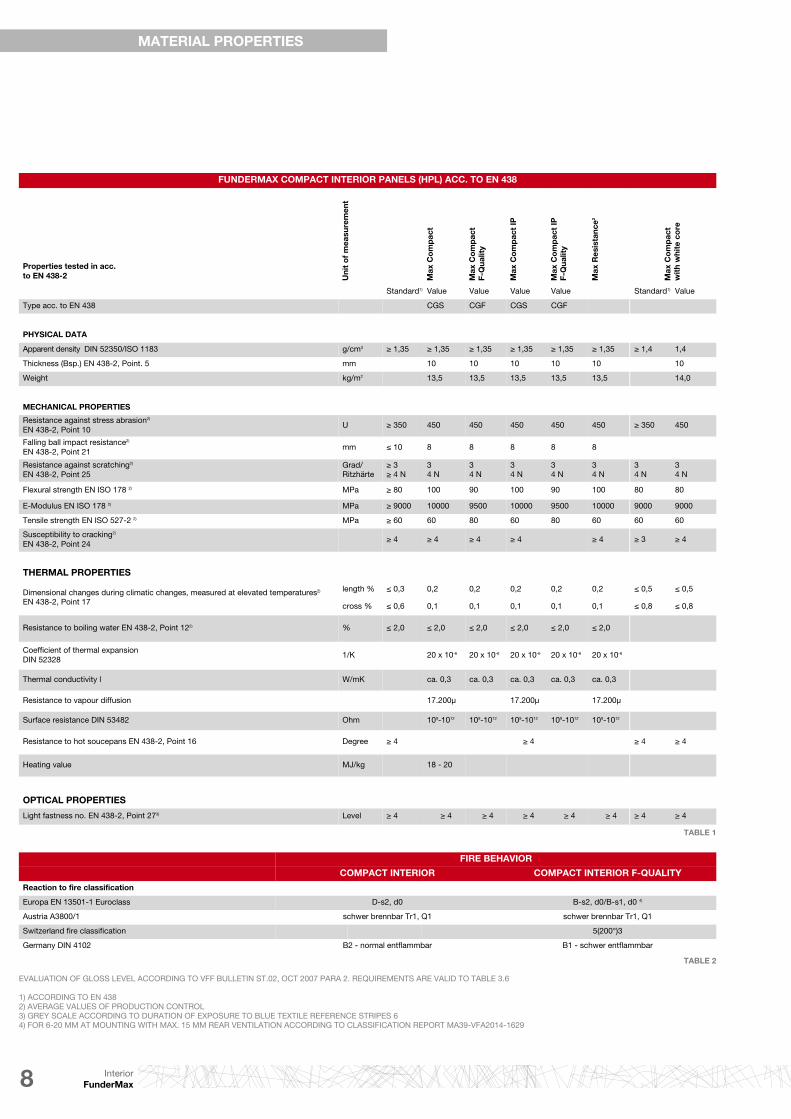
FUNDERMAx COMPACT INTERIOR PANELS (hPL) ACC. TO EN 438
Properties tested in acc.to EN 438-2 U
nit
of
mea
sure
men
t
Max
Co
mp
act
Max
Co
mp
act
F-Q
ualit
y
Max
Co
mp
act
IP
Max
Co
mp
act
IP
F-Q
ualit
y
Max
Res
ista
nce2
Max
Co
mp
act
wit
h w
hite
co
re
standard1) value value value value standard1) value
type acc. to en 438 cGs cGf cGs cGf
PhYSICAL DATA
apparent density Din 52350/iso 1183 g/cm3 ≥ 1,35 ≥ 1,35 ≥ 1,35 ≥ 1,35 ≥ 1,35 ≥ 1,35 ≥ 1,4 1,4
thickness (bsp.) en 438-2, Point. 5 mm 10 10 10 10 10 10
weight kg/m2 13,5 13,5 13,5 13,5 13,5 14,0
MEChANICAL PROPERTIES
Resistance against stress abrasion2)
en 438-2, Point 10u ≥ 350 450 450 450 450 450 ≥ 350 450
falling ball impact resistance2)
en 438-2, Point 21mm ≤ 10 8 8 8 8 8
Resistance against scratching2)
en 438-2, Point 25Grad/Ritzhärte
≥ 3≥ 4 n
34 n
34 n
34 n
34 n
34 n
34 n
34 n
flexural strength en iso 178 2) mPa ≥ 80 100 90 100 90 100 80 80
e-modulus en iso 178 2) mPa ≥ 9000 10000 9500 10000 9500 10000 9000 9000
tensile strength en iso 527-2 2) mPa ≥ 60 60 80 60 80 60 60 60
susceptibility to cracking2)
en 438-2, Point 24≥ 4 ≥ 4 ≥ 4 ≥ 4 ≥ 4 ≥ 3 ≥ 4
ThERMAL PROPERTIES
Dimensional changes during climatic changes, measured at elevated temperatures2)
en 438-2, Point 17
length % ≤ 0,3 0,2 0,2 0,2 0,2 0,2 ≤ 0,5 ≤ 0,5
cross % ≤ 0,6 0,1 0,1 0,1 0,1 0,1 ≤ 0,8 ≤ 0,8
Resistance to boiling water en 438-2, Point 122) % ≤ 2,0 ≤ 2,0 ≤ 2,0 ≤ 2,0 ≤ 2,0 ≤ 2,0
coefficient of thermal expansionDin 52328
1/k 20 x 10-6 20 x 10-6 20 x 10-6 20 x 10-6 20 x 10-6
thermal conductivity l w/mk ca. 0,3 ca. 0,3 ca. 0,3 ca. 0,3 ca. 0,3
Resistance to vapour diffusion 17.200μ 17.200μ 17.200μ
surface resistance Din 53482 ohm 109-1012 109-1012 109-1012 109-1012 109-1012
Resistance to hot soucepans en 438-2, Point 16 Degree ≥ 4 ≥ 4 ≥ 4 ≥ 4
heating value mJ/kg 18 - 20
OPTICAL PROPERTIES
light fastness no. en 438-2, Point 273) level ≥ 4 ≥ 4 ≥ 4 ≥ 4 ≥ 4 ≥ 4 ≥ 4 ≥ 4
FIRE bEhAvIOR
COMPACT INTERIOR COMPACT INTERIOR F-QUALITY
Reaction to fire classification
europa en 13501-1 euroclass D-s2, d0 b-s2, d0/b-s1, d0 4)
austria a3800/1 schwer brennbar tr1, Q1 schwer brennbar tr1, Q1
switzerland fire classification 5(200°)3
Germany Din 4102 b2 - normal entflammbar b1 - schwer entflammbar
evaluation of Gloss level accoRDinG to vff bulletin st.02, oct 2007 PaRa 2. ReQuiRements aRe valiD to table 3.6
1) accoRDinG to en 4382) aveRaGe values of PRoDuction contRol3) GReY scale accoRDinG to DuRation of exPosuRe to blue textile RefeRence stRiPes 64) foR 6-20 mm at mountinG with max. 15 mm ReaR ventilation accoRDinG to classification RePoRt ma39-vfa2014-1629
TAbLE 1
TAbLE 2

9interiorFunderMax
MATERIAL ChARACTERISTICS
MATERIAL ChARACTERISTICS ANDExPANSION CLEARANCEmax compact panels do not only re-act to temperature but primarily tomoisture in relation to the climacticconditions of the respective storage ormounting area. if both of these influ-ential factors affect one side of thepanel only, it can lead to variations offlatness depending on the period ofexposure. Please take note of our ad-vice concerning ventilation, storageand stack coverage.
max compact shrinks when it losesmoisture!max compact expands when it ab-sorbs moisture!when working and constructing withthe panels, thought must be given tothis possible dimensional change. formax compact it is basically half asmuch lengthways as widthways (seeproperties on page 8; lengthways isrelative to the nominal panel format!).
metal substructures experience di-mensional changes when exposed tovariations in temperature. however,the dimensions of max compact alsochange under the influence of increas-ing relative air moisture. these dimen-sional changes of the substructuresand cladding materials may work inopposing directions. therefore, it isimportant to ensure sufficient room forexpansion. as a general rule for necessary expan-sion clearance:
element length = aelement width = b
a or b (in mm)500
= expansion clearance
TEMPERATURE RESISTANCEmax compact interior panels remaindimensionally stable up to 80°c ofconstant temperature load.
a
b
a500
b500
FIg. 1

10 interiorFunderMax
for max compact panels types cGsand cGf, onceRt as a global autho-risation body confirms the complianceof quality standards in accordancewith en 438.
hYgIENEPreventive hygiene is important inmany areas. the surface of fundermaxPanels distinguished not by their easycleaning, maintenance, desinfectedand harmlessness in food contact ap-plications.
QUALIFICATIONS
the validity of each of the respectivetest certificates should be noted. You can find the current certificates onour homepage at: 'www.fundermax.at'under 'Downloads' – 'technical ap-provals'.
Please take note of the valid stan-dards, regulations and guidelines forthe permitted use of materials in rela-tion to fire performance and fall pro-tection.

11interiorFunderMax
TRANSPORT AND hANDLINghandle fundermax compact interiorpanels with care in order not to dam-age the edges and surfaces of thehigh-quality material.in spite of the excellent surface hard-ness and the installation protectionfilm, the stack weight of fundermaxcompact interior panels is a possiblecause of damage. therefore, any formof dirt or dust between the panelsmust definitely be avoided.
fundermax compact interior panelsmust be secured against slippage dur-ing transport. when loading or unload-ing, the panels must be lifted. Do notpush or pull them over the edge.
Transport protection films must al-ways be removed from both sides atthe same time.
maybe there is a stronger adhesion ofthe foils on the surface because of thestorage. therefore there might be ahigher effort to remove the foil. thatdoes not have any effect to the qualityof the product and does not result intoa complaint.
the transport protection film must notbe exposed to heat or direct sunshine.
TRANSPORT AND STORAgE
FIg. 3
FIg. 5
FIg. 2
FIg. 4
FIg. 1
STORAgE AND AIR CONDITIONINgfundermax compact panels must bestacked horizontally on flat, stablesupports and supporting panels. thegoods must lie completely flat.cover plates must always be left onthe stack. the top cover should beweighted down.after removal of panels, Pe films mustagain be closed over the stack.
the same applies, in principle, for cut-panel stacks.incorrect storage can lead to perma-nent deformation of the panels.
fundermax compact interior panelsshould be stored in closed rooms un-der normal climatic conditions, tem-perature about 15°c - 25°c and rela-tive humidity at about 50% - 65%.climate differences on the two sur-faces of a panel are to be avoided.with pre-installed fastening elements,therefore, care is to be taken that theclimatic effect is uniform on all sides.use intermediate layers of wood orplastic.
CLEANINgnote, that contaminants (e.g. drilling and machine oil, grease, adhesive residues, sun-screens, etc.), which are put on the surface of the max compact panels during thestorage or mounting must be immediately removed residue-free. You have to avoidcontact of the panels with sunscreen in any case, because it cannot be guaranteedthat it can be removed totally even it is cleaned immediately. in case of disregardingno claims concerning the colour, finish and surface will be accepted/acknowledged.You will find details of correct cleaning of max compact panels on pages 34-35.

12 interiorFunderMax
PROCESSINg RECOMMENDATIONS
general processing guidelines
when working with fundermaxcompact interior panels the ratio be-tween the number of teeth (z), the cut-ting speed (vc) and the feed rate (vf)must be observed.
CALCULATION OF CUTTINg SPEED vc = D • π • n/60vc – cutting speedD – tool diameter [m]n – tool rotational speed [min-1]
CALCULATION OF FEED SPEEDvf = fz • n • z/1000vf – feed rate [m/min]fz – tooth feedn – tool rotational speed [min-1]z – number of teeth
CUTTINg MATERIALtools with hard blades (e.g. hw-leitz)can be used. in order to extend tool life, the use ofDP-tipped tools (DP polycrystalline di-amond) is recommended
gENERAL ADvICEif chip removal is not carried out regu-larly, this can quickly lead to damageof the blade. as a result the requiredengine power is increased and the toollife will be shortened. if the shavingsare too small they will then scrape andeventually blunt the tool, thereforeleading to a short tool life.
vc fz
m/s mm
saw 40 – 60 0,02 – 0,1
mill 30 – 50 0,3 – 0,5
Drill 0,5 – 2,0 0,1 – 0,6
Tooth forms
TR/TR (TRAPEzOID TOOTh/TRAPEzOIDTOOTh)Preferred tooth forms for the cutting ofhard abrasive laminates.
Fz/TR (FLAT TOOTh/TRAPEzOID TOOTh)tooth form for the processing of lami-nates and compact interior.
Wz/FA (vARIAbLE TOOTh WITh bEvEL)an alternative to fZ/tR tooth
hz/Dz (PENDULUM TOOTh/CONCAvETOOTh)tooth forms for excellent and belowon machines without scoring units
hz/FA (CONCAvE TOOTh WITh bEvEL)similar use to hZ/DZ only with longermachine life without scoring units..
for single cuts, it is imperative thatthe vibration of the panels is prevent-ed using used panels.
stack height is in compliance withmachine capacity.
TAbLE 1
FIg. 1
FIg. 2
FIg. 3
FIg. 4
FIg. 5

13interiorFunderMax
Safety measures
this is simply a list of the recommended personal protective equip-ment. the standard required protective equipment for the given fieldof work should be used (work clothes, safety boots, hairnets,...).
gLOvES
non-bevelled cut edges are sharp and pose a risk of injury. to pro-tect against the handling of freshly cut fundermax compact panels,gloves of protection category ii with a minimum cut resistance of 2should be used.
mechanical risks
the higher the digit, the better the test result.
test resistance Digit
abrasion 0 - 4blade cut 0 - 5tear 0 - 4Puncture 0 - 4
The processing of FunderMax Compact panels
gENERALthe surface area of fundermaxcompact interior panels containshigh-quality melamine resins and istherefore highly resistant. the pro-cessing properties of the fundermaxcompact interior panels are similar tothose for the processing of hard-wood. hard metal cutting tools havebeen tested and are indispensablewhen working with fundermaxcompact interior panels. if a longtool life is required, diamond-tipped(DP) tools should be used. sharpblades and smooth functioning areboth necessary elements to ensure afaultless processing of the material.breaking-off, splintering and chippingof the decorative side is a result ofincorrect handling or unsuitabletools.machine tables should be as flat andsmooth as possible, so that no chipscollect - which can damage the sur-face area. the same also applies forwork surfaces and the controlling ofhand-held machines.
FIg. 6
en 388
PROTECTIvE gOggLES
as with the manufacturing of any other wood, tightly-sealed eyeprotectors must be worn when working with fundermax compact.
DUST PROTECTION
as with the manufacturing of any other wood, the processing offundermax compact panels can create dust. for sufficient respira-tory protection, dust mask filters for e.g. should work.
hEARINg PROTECTION
During the mechanical treatment of fundermax compact the soundlevel can rise to above 80dba. Please ensure that you have ade-quate ear protection at all times when working with these materials.
4 1 2 1

14 interiorFunderMax
PROCESSINg RECOMMENDATIONS
right
wro
ng
richt
ig 3
-5 m
m
18 mm
wro
ngsu
ppor
t
cutt
ing
pres
sure
supp
ort
cutt
ing
pres
sure
10-1
5 m
m
35 m
m
SLIDINg TAbLE SAWS AND PANEL SPLITTINg MA-ChINES WITh SCORINg UNIT AND PRESSURE bEAMS.
Scoring circular saw blade:in order to achieve a good cutting edge quality on the sawexit side, the use of a scoring unit is recommended. thecutting width of the scoring circular saw blade is slightlybigger than that of the main circular saw blade so that theexiting teeth of the main saw no longer touch the cuttingedge. as a secure and smooth circulation of the workpieces can only be guaranteed using a pressure device, di-vided scoring circular saw blades are used on the table andsliding table machines.
for circular saw blades with a negative rake angle and sawshaft above the work piece. through the negative rake angle,the cutting pressure takes effect using the stable table support.
operating diagram of the conical scoring circular saw. forthe maintenance of tools (always step-by-step), the cuttingwidths must be aligned with one another.
Panel splitting unit with scoring aggregate and pressure device.
FIg. 1
FIg. 3
FIg. 4
FIg. 2
Cutting
vERTICAL PANEL SPLITTINg, TAbLE AND SLIDINgTAbLE SAWS WIThOUT SCORINg UNIT
for circular saw blades with a positive rake angle and sawshaft under the work piece. Due to the positive rake angle, thecutting pressure takes effect using the stable table support.
Adjustment -visible side upwards; -very narrow saw guide; -smooth alignment of the fundermax compact interior panels on the workbench with the saw blade; -correct blade protrusion. Depending on the blade protrusion, the entrance and exitangles and therefore the quality of the cutting edges willchange. if the upper cutting edges are unclean, the sawblade will need to be adjusted to a higher level. the sawblade must be adjusted to a lower level for an unclean cutof the underside. this is how the best height adjustment isdetermined.
right
wrong
right
wrong
cutting width of main saw blade = cutting width rate of the scoring saw
sb are adjusted bythe scoring depth
pressure device
scoring unit
recirculation under table
main saw
low
erin
g
separating

15interiorFunderMax
� the processing of edges with sta-tionary machines: for milling work onthe fundermax compact interior pan-els, the optimal ratio of teeth, cuttingspeed and feed rate should be ob-served. if the shavings are too small,the machine will scrape (burn) andtherefore blunt quickly, meaning it onlyhas a short service life. on the otherhand, if the shavings are too big, theedges will be wavy (strokes) with anunclean finish. high rotational speedsare not the only criterion for goodquality edges! when working with thehand fed machines, only those withthe marking 'man' or 'bG-test' shouldbe used. furthermore, the given ma-chine speed range should neither beexceeded nor fallen short of for rea-sons of safety. hand fed machinesshould only be used when working inthe opposite direction.
milled edges can be finished in the fol-lowing way: sand the edge surfaceand smooth out the sharp edges withsandpaper. when processing edges,hand planes with steel residue can beused. it is also recommended thathss blades are used. the cutting an-gle of the blade should be approx. 15°.
for the processing of fundermaxcompact interior panels, milling headswith an hw indexable insert blade ordiamond-tipped cutter are suitable.
Cutting with handheld tools
� for straight cuts with handheld cir-cular saws, a stop bar or guide railshould be used. saw blades suitablefor hard metal use should be used.the sawing takes place from the panelunderside using the following toothforms: variable tooth for coarse cut-tings, flat tooth/trapezoid tooth forclean cuts of fundermax compactinterior panels and panels which arebonded on both sides.
Milling machines – edge processing
� edge processing by hand: for thefinishing of edges, files are suitable.the file direction moves from the dec-orative side to the core. for brokenedges, fine files, plane files, sand pa-per (100-150 grain) or scrapers cansuccessfully be used.
� edge processing with handheld ma-chines: to mill bevels electric handplanes with bevel or bevel grooves canbe used. hand routers are used alongwith hard metal tools for special tasks(e.g. wash basin recess , trax-cou-pling etc.). in order to protect thefundermax compact interior panelsurface areas, the supporting surfaceof the hand routers should be coveredwith for e.g. panel parts, no felt!milling shavings should be carefully re-moved.
milling cutter diameter 10-25 mmcutting speed vc 1 30-50 m/sec.
we recommend hard metal tippedmilling cutters, which are also avail-able with indexable inserts. for a bet-ter functioning of your tools, height-adjustable milling cutters are prefer-able. the sharp edges will be brokendown afterwards.

16 interiorFunderMax
PROCESSINg RECOMMENDATIONS
Joining
TO JOIN IN CLIMb OR CONvEN-TIONAL (E.g. vARIAbLE MILLINg)
The following machines are used: spindle moulding machine, edge pro-cessing machines and Double-endprofiler (hand fed in conventional mo-tion only)
INFORMATION ON MILLINg EQUIPMENT:milling head with reversible blades, di-vided cuts and reciprocal shaft anglefor a splinter-free joining edge.machine creates cylindrical finish forlarge material thickness (approx. 0.10mm). for completely straight cuttingsurface, the Diamaster joint cutter wf499-2 is recommended.
You will find detailed information atcompany leitz (supplier advice onpage 19)
FOR SOUNDPROOF JOINTS ONNARROW WORK PIECE SURFACESCLIMb AND CONvENTIONAL (vARIAbLE MILLINg)
The following machines are used:edge processing machines, copymilling machines etc.
INFORMATION ON MILLINg EQUIPMENT: composite tool with mutual shaft an-gle for a splinter-free joining edge andstraight narrow surface. noise reduc-tion up to 5dba and highly efficientcollection of shavings (over 95%).
leitZ Joint millinG heaD-inDexable inseRt moDel FIg. 1
leitZ DiamasteR Joint cutteR DP-tiPPeD FIg. 2

17interiorFunderMax
leitZ RouteR machine DiamasteR Plus FIg. 4
leitZ sPiRal RouteR machinemaRathon finish
FIg. 3
Routers
for processing using router machinesand machining centres, solid hardmetal twist or diamond-tipped routerdrills are best suited. work piecesmust be well clamped and if neces-sary, additional mechanical tensionerscan be used to support the suctioncup. it is also recommended thatshrink-fit thermoGrip jaw chucks areused instead of collect chucks as theyoffer the highest stability and stiffnessof all known tensioning systems forshaft tools.
A satisfactory processing result canonly be achieved if there is sufficientstiffness in the machine. 'Light' radi-al machines are only of limited suit-ability. Ideal: Stiff portal machines.
FORMAT, gROOvE AND FINIShMILLINgfor high requirements of cut quality -Z3 model for high feed rates.
The following machines are used:Router machines with/without cnccontrol, machining centres, specialmilling machines with milling spindlesfor use with shaft work tools.
INFORMATION ON MILLINg EQUIPMENT:marathon laminate for enhanced ser-vice life and reduced gradient for theformation of built-up edges. usuallyused for roughing end mills, cutting al-lowances of approx. 1-2mm mirrorgrinding on the rake surface for pro-cessing.
ROUTER CUTTERS FOR FORMAT-TINg, AND gROOvINg WITh LEDgEFREE CUTThe following machines are used:Router machines with cnc control,machining centres, special milling ma-chines with milling spindles for usewith shaft work tools.
INFORMATION ON MILLINg EQUIPMENT:negative rake angle of the blade forchip-free finish when grooving and forsupport of the work piece tensioningfor small mill parts. can be re-sharp-ened 5 to 8 times with normal blunt-ing. short, stable cutting blade there-fore particularly suited for grooves andshaping of abrasive and hard-to-cutmaterials.

18 interiorFunderMax
PROCESSINg RECOMMENDATIONS
right
FIg. 5
Edges and grooves
Grooved edges on fundermaxcompact panels should always bebevelled, not sharp-edged! thisspares the corners of the machine (in-dexable inserts) and prevents a notcheffect. the service life can often de-crease dramatically depending on theheight adjustment, the machine typeand form, the cutting requirementsand support material. for high volumeproduction, the use of diamond-tippedmachines should be considered.
Edge sanding
with standard machines, grain 100 to120. edges can also be grinded usingsand paper or a scraper. a mattecolour finish of the black panel edgescan be achieved if combined with sili-cone-free oil.
45°45°
45°
wrong
FIg. 2
FIg. 1
Inner notches and cut-outs
with inner notches and millinggrooves, the corners are consistentlyrounded off. the inner radius shouldbe kept as large as possible (minimumradius 5 mm). for inner notches andmilling grooves over 250 mm side-length, the radius must be graduallyincreased in line with the side-length.inner notches can be directly formedusing the milling cutter or they can bepre-drilled with a corresponding ra-dius, before the cut from drill hole todrill hole is milled. sharp-edged cor-ners are weak and lead to the forma-tion of cracks due to tension.moreover, all edges must be ripple-free. if, sharp-edged corners are re-quired for constructive reasons, thiscan only be achieved through a com-bination of compact panel blanks. thesuitable cutting, milling and drillingmachines for the production of innernotches and milling grooves are de-scribed in the previous sections.
Machine suppliersleitz Gmbh & co. kG
leitzstraße 80a-4752 Riedau
tel.: +43 (0)7764/8200 – 0fax: +43 (0)7764/8200 – 111e-mail: [email protected]
oeRtli-leuco werkzeuge Gmbh
industriepark Runaa-6800 feldkirch
tel.: +43 (0)5522/75787-0fax: +43 (0)5522/75787-3e-mail: [email protected]
ledermann Gmbh & co. kG
willi-ledermann-straße 1D-72160 horb am neckar
tel.: +49 (0)7451/93 – 0fax: +49 (0)7451/93 – 270e-mail: [email protected]
FIg. 3millinG GRoove in thefunDeRmax comPact Panel
right
FIg. 4millinG GRoove in thefunDeRmax comPact Panel
wrong

19interiorFunderMax
variants of edges and corners
for max compact interior panels no edge protection is nec-essary. for visible edges, there are a wide variety of struc-tural possibilities.
FIg. 6bFIg. 6A
FIg. 8A
FIg. 7A
FIg. 9A
FIg. 10A
FIg. 12A
FIg. 11A
FIg. 13A
standard bevel/type b standard bevel/type b milling contour 3/type G milling contour 3/type G
Rounded edges on both sides/type D
Rounded edges onboth sides/type D milling contour 4/type h milling contour 4/type h
milling contour 1/type m milling contour 1/type mstandard bevel/groovetype i
standard bevel/groovetype i
milling contour 2/type f milling contour 2/type fRounded edges on bothsides/groove/type J
Rounded edges on bothsides/groove/type J
FIg. 7b
FIg. 8b
FIg. 9b
FIg. 10b
FIg. 11b
FIg. 12b
FIg. 13b
FIg. 14b
milling groove/type n
milling notch/type m
bevelled corner/type l
Rounded corner/type k
milling groove/type n
milling notch//type m
bevelled corner/type l
Rounded corner/type k
FIg. 15b
FIg. 16b
FIg. 17b
FIg. 14A
FIg. 16A
FIg. 15A
FIg. 17A
the current data sheet on processingpossibilities can be found at:'www.fundermax.at' under'Downloads' – 'ordering facilities'.

20 interiorFunderMax
D
a
b
≤ 90°
base
Drilling
solid hard metal twist or dowel drillsare used for drilling. in machining cen-tres, the use of the main spindle in-stead of the drilling beams for a rpm of2000 – 4000 min-1 and a feed rate of1.5 – 3 m/min, is recommended. theexit speed of the drill must be carefullyselected so that the melamine sur-faces of the compact interior panelsare not damaged. shortly before thedrill exits the work piece in full diame-ter, the feed rate must be reduced by50%. when drilling through-holes, thecounter-pressure should be built upusing hardwood or equivalent materialto prevent break-offs of the melaminesurface.
PROCESSINg RECOMMENDATIONS
FIg. 2
FIg. 1
FIg. 4
FIg. 3
For screw fittings parallel to the panellevel, please ensure:
� the residual thickness (b) of thecompact interior panel must be atleast 3 mm.� the hole diameter of the drillingsparallel to the panel surface must beselected in such a way to avoid anysplitting of the compact panels whentightening the screws.� for screw fittings parallel to the pan-el surface, metal sheet and chip boardscrews are suitable.� in order to ensure respective stabili-ty, a minimum depth of engagement of25 mm is necessary. it is imperative that tests to establishthe correct drill diameter are carriedout.
For the screwing of blind holes per-pendicular to the panel levels,please ensure:
� tap drill diameter (D) = screw diameter minus approx. 1 screw channel depth. � Drilling depth (a) = Panel thickness minus 1-1.5 mm� screw-in depth = Drilling depth minus 1 mm
for the drilling of compact interiorPanels, drills for plastics are best suit-ed. this means twist drills with a pointangle of ≤ 90°. they have a large gra-dient and chip space. the sharp drillbits mean that these drills are alsovery suitable for the drilling ofthrough-holes as they cut cleanlythrough the underside of the material.

21interiorFunderMax
UNIvERSAL DRILLINg OF bLIND ANDThROUgh-hOLES.The following machines are used:the following machines are used:Point-to-Point drilling machines,through feed drilling machines, cncmachining centres, box column drill,inlet-fitting drilling machine, drillingunits, hand drills.
INFORMATION ON ThE DRILLS:flat roof drill bits. shaft diameter iden-tical to blade diameter. adaptable forshaft-D 10 mm with reducing bush tb110-0 or Pm 320-0-25.
TIERED hINgE DRILLINgParticularly for screw-in hinges in doormanufacturing.
The following machines are used:cnc machining centres, drilling units,hand drills.
INFORMATION ON ThE DRILL:model hw Z 2, 2-tiered. 1tier with roofdrill bit.
DRILLINg OF bLIND hOLESin particular dowel holes in cabinetry.Particularly suitable for the tear-freedrilling of blind holes in visible qualityas well as the processing of panel ma-terials. not suitable for through-holes!
The following machines are used:Point-to-Point drilling machines,through feed drilling machines, inletfitting drilling machines, drilling units,cnc machining centres.
INFORMATION ON ThE DRILL:Roughing geometry with extremelyclean cut. model hw-solid with highlywear-resistant hw varieties. high sta-bility and long service life. Polishedchip space for minimal friction andfeed force.
Pre-punching ensures better controlfor hand drilling.
Diamond-tipped drills are not suitablefor compact panels.
leitZ-DRill shaft 10 mm FIg. 7
leitZ-DRill hw-soliD, Z2 FIg. 5
leitZ-DRill shaft 10 mm FIg. 6

22 interiorFunderMax
FIg. 4
FIg. 6
FIg. 5
leitZ PRofile cutteR heaDPRo 610-1-5
bonded edge joints
in order to increase the adhesive sur-face, special bevel sections can bemilled (leitz) or, joints with groove orexternal springs (ideally compactstrips) can be produced.
During the adhesive process, it mustbe ensured that both bonded panelsare joined in the same running direc-tion (see construction informationpage 37).
for the glueing of fundermaxcompact interior panels, reactive ad-hesives such as epoxy or solvent-freePu glue are suitable (in order to findthe best suitable adhesive, it is recom-mended that you consult the adhesivemanufacturer).
be careful when using Pu-adhesives.these adhesives foam and the surfacearea of the compact panel must becleaned before the adhesive hardens.otherwise, a mechanical cleaning isnecessary, and can lead to damage ofthe fundermax compact interior sur-faces.
coRneR Joint with GRooves anDexteRnal sPRinGs
coRneR Joint with leitZ PRofile cutteR
basics
screws should never come into con-tact with the edges of the drillhole.they must have clearance on all sidesso that the material can adapt to tem-perature and moisture fluctuations. inthis way, the formation of cracksaround the holes as well as panelwarping, is avoided.
if raised countersunk-head screws areused, underlay rosettes are necessary.
cheese-heaD scRew withunDeRlaY Rosettes
RounD-heaD scRew coveRinGsliDe Points
v-Joints with exPansion cleaRance
PROCESSINg RECOMMENDATIONS
FIg. 1
FIg. 2
FIg. 3
minimum 2 mm/m panel
attention to v-joints an expansionclearance on plat fragmentations!
Ø 145(Profile centre)
28(P
rofil
e ce
ntre
)
13mm
13 mm

23interiorFunderMax
glueing
adhesive joints should be carried outin such a way that dimensionalchanges of the fundermax compactinterior panels are allowed. the panelsmust only be bonded in the same run-ning direction and conditioning, other-wise tensions may occur (tip: identifydecorative design before cutting).fundermax compact interior panelshave twice as much shrinkage andswelling room breadthwise thanlengthwise. if adhesive joints are putunder frequent pressure, they shouldbe supported using mechanical joints.Adhesive surfaces should be bothsanded, dust-free and pre-treated(see processing guidelines of theadhesive manufacturer).Depending on the given application,the following adhesive types are rec-ommended by the manufacturer:
ThE gLUEINg OF FUNDERMAxCOMPACT ONE bELOW ThE OThER� stiff adhesive joints: reactive adhe-sives such as polyurethane and epoxyglue. beware that hardened glueresidue can not be removed withoutdamaging the surface of thefundermax compact interior panels.Dispersion adhesives (white glue) andcondensation adhesives (Pva glues)are not suitable.
� elastic adhesive joints: adhesionsusing PuR kitten e.g.: würth 'gluesand seals', sikaflex 252, teroson-terostat 92, Dinitrol 600, Dinitrol 605,Dinitrol f500, Dinitrol 410 uv Plus,from fuller icema 101/25 + curingagent 7etc. have been tested.
ThE gLUEINg OF FUNDERMAxCOMPACT INTERIOR WITh INSULANTSsolvent-free reactive adhesives withpolyurethane or epoxy resin adhesivee.g.: icema RR145/44 or icemaR145/12, silicon adhesive 100 fromRamsauer.
gLUEINg OF FUNDERMAxCOMPACT INTERIOR WITh WOODafter sanding the compact panels,they can be bonded to wood materialsusing high-quality Pvac glues (whiteglue). a condition being that the mate-rial can absorb the glue moisture dur-ing the setting process.
gLUEINg OF FUNDERMAxCOMPACT INTERIOR TO METALthe different thermal expansion be-haviour of both materials in fluctua-tions of temperature and air moisture,must be considered. for thin panelmaterials of 2 mm to 3 mm thickness,the adhesion must take place acrossthe entire surface and also using elas-tically binding adhesives. the thinnerthe panels used the greater the risk oftearing of existing tensions. in particu-lar, if there are recesses which havenot been appropriately finished, thatis, they have not been drilled withsmooth edges. furthermore, poor ap-plication of the adhesive on differentplaces or notches on the panel cor-ners, could be an exit point for tears.an important parameter for the func-tioning adhesion of fundermaxcompact interior panels to metal sup-ports is the adhesive joint thickness.this should be between 0.5 mm und 1mm for the total adhesion. high-quali-ty contact adhesives for e.g. solvent-free based adhesives, which combineelastics and chemicals (not throughthe release of water) are suitable forhardening. it must be noted that metalcomponents are largely not as flat asfor e.g. calibrated wood materials.this makes the maximum surface con-tact between adhesives, compactpanels and metal supports more diffi-cult. adhesive errors could emerge asa result which could in turn lead totears. careful rolling with small handrollers is recommended! the pressingof entire panels is only possible usingentirely flat materials
SUMMARYlarge panel thickness means that theadhesion of metal materials poses lit-tle risk. all other conditions for an ap-propriate processing must be adheredto such as the conditioning of thefundermax compact panels to the in-tended climatic conditions on site andthe preparation of metal surfaces inaccordance with the glue manufactur-er guidelines etc.
MOUNTINg ADhESIvES FOR ThESUPPORT OF MEChANICAL JOINTSfor the support of mechanical joints,cyanoacrylate adhesives (superglue),as well as hot-melt adhesives areused.
� elastic adhesive systems - adhesivejoints with PuR kitten e.g.: würth'glues and seals' sikaflex 252,teroson-terostat 92, Dinitrol 600,Dinitrol 605, Dinitrol f500, Dinitrol 410uv Plus, etc. have also been testedfor the installation of basins in maxcompact panels.

24 interiorFunderMax
PROCESSINg RECOMMENDATIONS
for ventilated wall-cladding on corre-sponding sub-structures, elastic adhe-sive systems and acrylate adhesivetapes are suitable.e.g. from 3m: vhb adhesive tape sys-tems acrylic foam 4950 1 mm thick or4912f 2 mm thick. when using double-sided adhesivetapes, it is particularly important toconsider the climatic conditions at theplace of intended use, as dimensionalchanges of the supports or compactpanels can lead to uncontrollable ten-sions.the greater the surface area and thuspossible length variation, the thickerthe adhesive tape must be.
Panels which have a thickness of 4 mm or more, are fixed using an adhesive bead.
FOR ADhESIvE SUITAbILITY PLEASE SEE ThE FOLLOWINg TAbLE
Dis
per
sio
n-ad
hesi
ves
(e.g
. Pv
Ac-
glu
e)
Co
nden
sati
on
resi
n-ad
hesi
ves
(e.g
. ure
a-,
reso
rcin
-, p
heno
licre
sin
adhe
sive
s)
Co
ntac
t ad
hesi
ves
(e.g
. po
lych
loro
-p
rene
-, n
itri
le
rub
ber
-ad
hesi
ves)
Rea
ctiv
e ad
hesi
ves
(e.g
. ep
oxy
-res
in,
po
lyur
etha
ne-
adhe
sive
s)
hotm
elt
adhe
sive
fo
red
gin
g s
trip
s (e
.g.
Ev
A, p
oly
amid
e,P
UR
)
wood supports � � � � �
Paper honeycomb � � � � �
Paper honeycomb foam or honey-comb from
Polystyrene �1) �1)
Phenol � � �
Polyurethane � � �
aluminium �
metal supportsbitte beachten sie die angaben des kleberherstellers!
aluminium panels
steel panels � elastic solvent-free PuR adhesives
mineral supports: mineral, glass or foam: supports, Gypsum and calcium silicate panels
Please keep to information provided by the glue manufacturer!
1) Does not incluDe elements that coRRoDe PolYstYRene. TAbLE 1
for the distances of these verticaltracks to each other, the following ap-plies:Panel thickness 4 mm max. 100 mm 5 mm max. 200 mm 6 mm max. 300 mm
the initial tack is made using a dou-ble-sided adhesive tape which alsoregulates the adhesive joints to 3 mmafter pressing.
in any case, sample tests should becarried out before working. Please fol-low the recommendations of the gluemanufacturer under all circumstances.
there are adhesives on the market,which show good bonding strengthand resistance against temperaturesand moisture. these are therefore wellsuited for the adhesion of fundermaxcompact interior panels.
ADhESIvES
Dispersion adhesivese.g. Pvac-glues = white glues
Condensation resin adhesivese.g. urea, resorcin and phenolic resin
Contact adhesivese.g. Polychloroprene adhesives
Reaction adhesivese.g. epoxide, unsaturated polyester,Polyurethane adhesives
hot-melt adhesivesfor joint adhesion, eva-based,polyamide or Polyurethane.

25interiorFunderMax
ADhESION PROCESS
� both the fundermax compactinterior panels, as well as the materi-als bonded to them, must be thor-oughly cleaned before adhesion. theymust be free from dust, grease, oilsand moisture or particles that couldmark the surface area after adhesion.During the adhesive process, the am-bient atmosphere should be 18 - 25°cand 50 - 65 % relative air moisture.
� the adhesive joint quality must beselected in relation to the adhesive ma-terial quality of the support materialand its intended use.
Use of adhesive joints in accor-dance with DIN 68602:b1, b2 for normal to high air moistureconditions of adhesions in interior fit-tings. b3, b4 for normal to extremely wetconditions both indoor and outdoor.
a high water-resistance of the adhe-sive joints does not increase the wa-ter-resistance of the support material!
� the information provided by the giv-en glue manufacturer should be con-sulted. it is recommended that testadhesions are carried out under simi-lar room conditions. when workingwith adhesives, solvents and harden-ers, safety guidelines must be fol-lowed for reasons of occupationalsafety.
PRESSINg TEMPERATURE
� tension-free composite elementsare most safely produced in pressingtemperatures of 20°c, that is, roomtemperature. higher temperaturesmean a reduction in setting time.however, as dimensional changes arealso dependent on the temperature,and as the temperature of fundermaxcompact interior could vary from othermaterials, 60°c should not be exceed-ed in order to avoid heightened ten-sions which could lead to the warpingof the materials.
� if special adhesions require higherpressing temperatures, the followingtemperature/time combinations shouldnot be exceeded in order to avoid de-formations:
Temperature Time 60°c 5 min. 70°c 4,5 min. 80°c 4 min. 90°c 2 min. 100°c 1 min.

26 interiorFunderMax
ADhESIvE APPLICATION ANDPRESSINg PROCESS
the adhesive application must beequally distributed across the surfacearea. it must be ensured that the ap-plied quantity is the same on bothsides of the support material in orderto avoid distortions. this particularlyapplies to water-based adhesive sys-tems. therefore, when using thesesystems, the applied quantity of adhe-sive must be kept at an optimal level.
Dispersion adhesives� Pvac glues, two-component Pvac-glues
the adhesive application can be doneeither by hand using a notched trowelor hand roller, or using an adhesiveapplication machine.cold pressing:screw clamps, spindle presses, multi-daylight presses.warm pressing:multi-daylight presses, short-cyclespresses, double volume presses.
� always ensure: optimal and evenadhesive application as well as thecompliance with pressing tempera-tures and times.Pressing pressure 2-4 bar.
Condensation resin adhesives� melamine urea-based resin urea-based resorcinol resin
for the elastification of the adhesivejoints, the adhesive approaches re-quire the following additions (e.g. typepowder). these also lead to a clean-lined surface. Different types of curingagent allow for a wide variety of adhe-sion and pressing data.
PROCESSINg RECOMMENDATIONS
� warning: impurities on thefundermax compact surfaces as a re-sult of adhesive or curing agentresidue, must be removed before thepressing, otherwise they can no longerbe removed without damaging the sur-face. separating agents prevent anadhesion of adhesive residue onfundermax compact surfaces andpress plates. Resorcinol resin adhe-sives are used for the production of el-ements with a high flame resistance.cold pressing: screw clamps, spindlepresses, multi-daylight presses.warm pressing: multi-platen presses,short-cycle presses, double volumepresses.
� always observe: optimal and evenadhesive application as well as com-pliance of the pressing temperaturesand times. Pressing pressure 2 - 4 bar.
Contact adhesives (solvent-based)� when working with solvent-basedcontact adhesives, occupational safetyand accident prevention regulationsmust be adhered to! contact adhe-sives demand particular care whenhandling. therefore, the guidelines laidout by the glue manufacturer must befollowed precisely. adhesive applica-tion by hand: with brush, notchedtrowel; by machine using spray sys-tems (hot and cold) or using castingdevices on fundermax compact pan-els and support materials. when ap-plying the adhesive using the notchedtrowel, the direction of application onthe supports and compact panelsshould be at a right angle to one an-other.
� it is important to ensure that thereare good drying conditions (fingertest!), no draft, no dust! contact adhe-sives require a short but powerfulpressing pressure in order to ensure asecure adhesion.� Pressing with hand rollers, rollingpresses, multi-daylight presses.� contact adhesives with curingagents; these adhesives lead to ahigher tolerance and temperature re-sistance of the adhesive joints.� information on the particular pro-cessing conditions will be provided bythe glue manufacturer.

27interiorFunderMax
ceilinG elements
Notes on the use of railings:
� the thickness of the panels is di-rectly linked to the fastening dis-tances.� the fastening must fulfill static re-quirements as well as building regula-tions. however, the fastening dis-tances must be reduced to at least20% for holed panels.� holes and slits are not supposed to beused as a climbing aid for children. holesshould not be any bigger than 50 mm indiameter.� for recesses in fundermax compactinterior, we recommend accordingly fallprotection the use of higher panel thick-nesses. for railings see pages 69 - 71.
hOLE PATTERNS� never remove more than 20% of thematerial if intended for fall protection. � the space between the holes or slitsmust be at least as wide as the diame-ter of the holes or slits. this also ap-plies to the edge distances.
Perforation of FunderMax Compact panels
fundermax compact interior panelscan be perforated using differentshapes which are mostly in the form ofholes or slits.
FIg. 1 minimum Distances foR hole PatteRns with fall PRotection FIg. 2
staiRcase RailinG with holes FIg. 3
D ≥D
≥DD

28 interiorFunderMax
FunderMax CompactInterior panels
the focus of this recommendation is adepiction of the chemical resistance ofthe fundermax compact panels andthe resulting possibilities for applica-tion.
besides their excellent mechanicalvalues, the melamine resin and hy-gienic pore-free sealed surfaces of thefundermax compact interior panelsmean a high temperature resistance,easy cleaning and a good resistanceto chemicals. the stain resistance re-quirements in accordance with en 438are also met.
they can therefore be used when forexample;� lab and technical chemicals� solvents� Disinfectants� Dyes (certain types)� cosmetics are used on the surface..
ChEMICAL RESISTANCE
Particular attention must be paid tothe careful processing of fundermaxcompact interior panels, as certain re-quirements may be imposed due tothe particular field of use when con-structing certain laboratory and medi-cal facilities. for this kind of applica-tion we recommend the use of maxResistance (lab panels).
fundermax compact interior panelsare resistant against many differentchemicals. however, several chemi-cals may still corrode the surface.
therefore, of crucial importance are:� the concentration� exposure time� the temperature of substances used
the following lists, although there is no guarantee that they are complete,give an overview of the resistance offundermax compact interior panels(at room temperature) against the ef-fects of frequently occurring or usedsubstances (solid, dissolved, fluid,gaseous). when using substances thatare not listed, we ask that you enquirefurther and recommend own sampletests.

29interiorFunderMax
NO DAMAgE
fundermax compact interior panels are resistant againstthe following substances and agents.
these elements do not have an impact on the surface areaof fundermax compact interior panels, even after pro-longed exposure (16 hours).
Substance
acetic acidacetoneactive charcoalalcoholalcohol, beveragesalcohol, primary
secondarytertiary
aldehydealum liquoraluminium chloridealuminium sulphatealuminium potassium sulphateamidesamines, primary
secondarytertiary
ammoniaammonium chlorideammonium sulphateammonium sulphateamyl acetateamyl alcoholanilineanimal fatanimal fodderarabinoseascorbic acidasparagineaspartic acidp-aminoacetophenonbaker's yeastbarium chloridebarium sulphatebenzaldehydebenzenebenzidinebenzoic acidbiogelbloodboric acidbutylacetatebutyl alcoholcadmium acetatecadmium sulphatecaffeinecalcium carbonate (lime)calcium chloridecalcium hydroxidecalcium nitratecane sugarcarbolic acidcarbolic acid - xylenecarbon tetrachloridecaseincastor oilcedarwood oil (concentrated)cementchloral hydratechlorobenzenechloroformcholesterolcitric acidclaycoal
chemical formula
CH3COOHCH3COCH3
ROH
RCH2OHRR'CHOHRR'R''COHRCHOKAl(SO4)2.12H2OAlCl3.aq.Al2(SO4)3KAl(SO4)2
RCONH2
RNH2(RR')NH(RR'R'')NNH4OHNH4Cl(NH4)2SO4
NH4SCNCH3COOC5H11
C5H11OHC6H5NH2
C5H10O5
C6H8O6
C4H8O3N2
C4H7O4NNH2.C6H4COCH3
BaCl2BaSO4
C6H5CHOC6H6
NH2C6H4.C6H4NH2
C6H5COOH
H3BO3
CH3COOC4H9
C4H9OHCd(CH3COO)2CdSO4
CaCO3
CaCl2Ca(OH)2Ca(NO3)2C12H22O11
C6H5O4
C6H5OH-C6H4(CH3)2CCl4
CCl3CH(OH)2C6H5ClCHCl3C27H45OHC6H8O7
Substance
cocainecoffeecommon saltcopper sulphatecosmeticscresolcresylic acidcyclohexanecyclohexanolDetergentsDextroseDigitoninDimethyl formamideDimetyhl acetic acidDioxanDulcitolesterethanoletherethyl acetateethylene dichloridefodderfoodstuffsformaldehydeformic acid up to 10%fructoseGalactoseGelatineGlacial acetic acidGlucoseGlycerineGlycocollGlycolGraphiteGreasesGypsumheparinheptanolhexanehexanolhydrogen peroxide 3%hypophysinimido "Roche"immersion oilinkinorganic salts and their mixturesinositolinsecticidesisoamyl acetateisopropanolketonelactic acidlactoselead acetatelead nitratelaevoluselipsticklithium carbonate
chemical formula
c17h21o4n
naclcuso4.aq
ch3c6h4ohch3c6h4coohc6h12
c6h11oh
c6h12o6
c56h92o29
hcon(ch3)2
ch3coohc4h8o2
c6h14o6
RcooR'c2h5ohRoR'ch3cooc2h5
ch2:ccl
hcohhcoohc6h12o6
c6h12o6
ch3coohc6h12o6
ch2oh.choh.ch2ohnh2ch2coohhoch2.ch2ohc
caso4.2h2o
c7h15ohc6h14
c6h13ohh2o2
c6h6(oh)6
ch3cooc5h11
c3h7ohRc:oR'ch3chohcoohc12h22o11
Pb(ch3coo)2
TAbLE 1

30 interiorFunderMax
ChEMICAL RESISTANCE
SUbSTANCE
magnesium carbonatemagnesium chloridemagnesium sulphatemaltosemanitolmannosemercurymesoinositolmethanolmilkmineral oilsmineral saltsnail varnishnail varnish removerα-naphtolα-naphtylaminenickel sulphatenicotinep-nitrophenolnonne-appelt-reagentoctanoln-octyl alcohololive oiloleic acidorganic solventsointmentsPandy´s reagentParaffin waxesParaffinic oilPentanolPeptonePetroleum benzinPhenol and phenol derivativesPhenolphtaleinPolishing agents (creams/waxes)Potash lye up to approx. 10%.Potassium bromatePotassium bromidePotassium carbonatePotassium chloridePotassium hexacyanoferratePotassium iodatePotassium nitratePotassium sodium tartratePotassium sulphatePotassium tartratePotato starchPropanol1,2-Propylene glycolPyridineQinolRaffinoseRhamnoseRochelle saltsaccarosesalicylaldehydesalicylic acidsapononseawatersoap
ChEMICAL FORMULA
mgco3
mgcl2mgso4
c12h22o11
c6h14o6
c6h12o6
hgc6h6(oh)6
ch3oh
c10h7o7
c10h7nh2
niso4
c10h14n2
c6h4no2oh
c8h17ohc8h17oh
ch3(ch2)7ch:ch(ch2)7cooh
cnh2n+2
c5h11oh
c6h5ohc20h14o4
kohkbro3
kbrk2co3
lclk4fe(cn)6
kJo3
kno3
knac4h4o6
k2so4
k2c4h4o6
c3h7ohch3chohch2ohc5h5nhoc6h4ohc18h32o15.5h2oc6h12o5.h2o
= cane sugarc6h4oh.choc6h4ohcooh
SUbSTANCE
sodium acetatesodium carbonatesodium chloridesodium citratesodium diethylene barbituratesodium hydrogen sulphitesodium hydrogen carbonate (sodium carbonate)sodium hydroxide solution (up to approx. 10%)sodium hyposulphitesodium nitratesodium phosphatesodium silicatesodium sulphatesodium sulphidesodium sulphitesodium tartratesoilsootsorbitolstandard acetate solutionstandard i + ii -nutrient agarstandard i + ii -nutrient brothstarchstarch -common salt solutionstearic acidstyrenesugar and sugar derivatessulphurtalcum powdertannic acidtartaric acidteatest serum for blood groupingtetrahydrofurantetralinethioureatoepfer´s reagenttoulenetrehalosetricholoro ethylenetrypsintrytophaneturpentinetymoltymol buffer solutionurea solutionureaseuric acidurinevanillinvaselinewaterwater coloursxyleneYeastsZinc chlorideZinc sulphate
ChEMICAL FORMULA
ch3coonana2co3
naclna3c6h5o7.5h2onac8h11n2o3
nahso3
nahco3
naoh
na2s2o4
nano3
na3Po4
na2sio3
na2so4
na2sna2so3
na2c4h4o6
c6h14o6
c17h35coohc6h5.ch:ch2
s3mgo,4sio2, h2oc76h52o46
c4h8o6
c4h8oc10h12
nh2csnh2
c6h5ch3
c12h22o11
chcl:ccl2
c11h12o2n2
c10h14o
co(nh2)2
c5h4n4o3
c8h8o3
h2o
c6h4(ch3)2
Zncl2Znso4
NO DAMAgE
fundermax compact interior panels are resistant againstthe following substances and agents.
these substances do not have an impact on the surfacearea of fundermax compact interior panels, even after pro-longed exposure (16 hours).
TAbLE 1

31interiorFunderMax
hIgh DAMAgE RISK
the following chemicals destroy the fundermax compactinterior panel surfaces and must be removed immediately,as they could also leave behind dull spots and coarseness.:
SUbSTANCE
in concentrations greater than 10%:amino sulpho acidinorganic acids such asarsenic acidaqua regiachromosulphuric acidhydrochloric acidhydrofluoric acidhydrogen bromidenitric acidPhosphoric acidsulphuric acid
ChEMICAL FORMULA
nh2so3h
h3aso4
hno3 + hci = 1:3k2cr2o7 + h2so4
hcihfhbrhno3
h3Po4
h2so4
SUbSTANCE
acid vapoursbrominechlorinenitrose fumessulphur dioxide
ChEMICAL FORMULA
br2
ci2
nxoyso2
NO DAMAgE UNDER ShORT ExPOSURE
surfaces from fundermax compact interior panels remainunchanged when the following substances are spilt on them(particularly in liquid or dissolved form) or if they are in con-tact for a short amount of time.that means the panels are washed with a wet towel within10-15 minutes and then rubbed dry. Please note that thetime of exposure is an important factor in the extent of cor-rosion on the hPl surfaces, even with diluted agents . as aresult of the evaporation of the diluted material, the con-centration of the substance increases over a period of timeand the surfaces of fundermax compact interior panels willbe corroded, even though the concentration used will most-ly be below those named in the following list. focused sam-ple tests are recommended.
SUbSTANCE
amino-s acid up to 10%aniline dyesantiliming agentsarsenic acid up to 10%boric acidcrystal violet (Gentian violet)esbach's reagentformic acid over 10%fuchsine solutionhair dyes and bleacheshydrochloric acid up to 10%hydrogen peroxide over 3-30%(Perhydrol)inorganic acids up to 10%iodine solutioniron (ii) chloride solutioniron (iii) chloridemercury (ii) chromatemethylene bluemillon's reagentnitric acid up to 10%nylander´s reagentoxalic acidPhosphoric acid up to 10%Picric acidPotash lye over 10%Potassium hydrogensulphatePotassium chromatePotassium dichromatePotassium iodidePotassium permanganatesilver nitratesodium hydrogen-sulphatesodium hydroxide sol. over 10%sodium hypochloridesodium thiosulphatesublimate solution(= mercury (ii) chloride)sulphuric acid up to 10%sulphurous acid up to 10%varnishes and adhesives,(chemically curing)
ChEMICAL FORMULA
nh2so3h
h3aso4
h3bo3
c24h28n3cl
hcoohc19h19n3o
hclh2o2
ifecl2fecl3hgcr2o7
c16h18n3clsohg2nh2clhno3
cooh.coohhPo4
c6h2oh(no2)3
kohkhso4
k2cro4
k2cr2o7
kJkmno4
agno3
nahso4
naohnaoclna2s2o3
hgcl2
h2so4
h2so3
TAbLE 2
TAbLE 3
TAbLE 4
AggRESSIvE gASES
frequent exposure to the following aggressive gases andvapours can lead to changes in the fundermax compactinterior panel surfaces:

32 interiorFunderMax
Max Resistance (Lab panels)
with max Resistance you get tested resistance.authenticated and award-winning from ofi, the austrian re-search institute for chemistry and technology.
Max Compact Interior Plus
STERILISAbILITYthanks to their excellent surface area, max compactinterior Plus panels are easy to clean and just as easy tosterilise as for e.g. stainless steel or oP tiles.
ChEMICAL RESISTANCE
DECOR-INDEPENDENT
Substance Concentration
all common household solvents
nitric acid 10 %
Phosphoric acid 10 %
acetic acid 10 %
sodium hypochlorite 13 %
caustic soda 25 %
ammonia 25 %
24-h-ChEMICAL RESISTANCE TEST
table 1
TEST PROCEDUREthe chemical resistance tests were per-formed in a sefa certified laboratory ac-cording to the test method: sefa 3-2010 sec 2.1. (24hr exPosuRe)Detailed information and results areavailable in the official test reports.
RESULTSfundermax Resistance2 passed the sefa 24h exposure test and is thereforesuitable and recommended for laborato-ry worktops. fundermax Resistance2
exceeds the sefa test criteria by farwithout one single level 3 rating.
RATINg0 – No Effectno detectable change in the materialsurface. 1 – Excellent slight detectable change in color orgloss but no change in func-tion or life ofthe surface.2 – gooda clearly discernible change in color orgloss but no significant im-pairment ofsurface life or function. 3 – Fairobjectionable change in appearance dueto discoloration or etch, pos-sibly result-ing in deterioration of function over anextended period of time.
ACCEPTANCE CRITERIAto be approved as laboratory grade sur-faces, tested materials should receive nomore than 4 level 3 ratings.

33interiorFunderMax
table 2
table 3
Rating 0 1 2 3
Substance No effect excellent good Fair
ACIDS
acetic acid 99% ●
Dichromate acid 5% 2) ●
chromic acid 60% ●
formic acid 90% 2) ●
hydrochloric acid 37% ●
hydroḀuoric acid 48% ●
nitric acid 20% ●
nitric acid 30% ●
nitric acid 70% ●
Phosphoric acid 85% ●
sulphuric acid 33% ●
sulphuric acid 77% ●
sulphuric acid 96% ●
sulphuric acid 77 % nitric acid 70% (1:1) ●
bASES
ammonium hydroxide 28% ●
sodium hydroxide 10% ●
sodium hydroxide 20% ●
sodium hydroxide 40% ●
sodium hydroxide flake ●
SALTS AND hALOgENS
saturated Zinc chloride ●
saturated silver nitrate ●
tincture of iodine 1) ●
Rating 0 1 2 3
Substance No effect excellent good Fair
ORgANIC ChEMICALS
cresol ●
Dimethylformanide ●
formaldehyde 37% ●
furfural 1) ●
Gasoline ●
hydrogen Peroxide 30% 2) ●
hydrogen Peroxide 3% ●
Phenol 90% ●
sodium sulfide saturated ●
SOLvENTS
acetone 2) ●
amyl acetate ●
benzene ●
butyl alcohol ●
carbon tetrachloride ●
chloroform 2) ●
Dichlor acetic acid 2) ●
Dioxane ●
Diethyl ether ●
ethyl acetate 1) ●
ethyl alcohol ●
methylalcohol ●
methylene chloride ●
methyl ethyl ketone ●
mono chlorobenzene ●
napthelene ●
toluene ●
trichloroethyle ●
xylene 1) ●
test Results maY DiffeR bY colouR1) Result on 0082 2) Result on 0085
24h
6
12
18 exposurepassed

34 interiorFunderMax
TYPE OF STAIN CLEANINg PROCEDURE
adhesives c
bacteriological stains D
blood D
chalk a
coal tar (cigarettes) c
coffee a
colored ballpoint pens c
dispersions (Pvac) c
dust a
emulsions paints c
excrement D
fingerprints a
fitting foam e
floor polish b
fruit juice a
germs D
grease fats a
grease, oil a, b, c
hybrid-glue e
limescale G
lipstick c
marker c
marking pen c
mordant c
paints c
pencil a
polyurethane foam e
rust G
sealants (like silicone) f
shoe polish c
soap residue a
spray paint c
stamping ink c
synthetic resins e
tea a
two-component adhesive e
two-component lacquer e
urea-glue e
urine D
water marks G
water-soluble adhesives a
water-soluble dyes a
wax crayon c
wax polish c
wax residue c
Cleaning instruction Compact and high Pressure Laminates
CLEANINg
TAbLE 1

35interiorFunderMax
FINAL CLEANINgDetergents have to removed with wa-ter completely to avoid streaking.finally clean with hot water and rub offthe surface with an absorbent cloth orpaper towel (kitchen roll).
When cleaning with solvent: observe the accident prevention regula-tions! open windows! no open flame!
Please start the cleaning procedure forunknown stains with basic cleaning,cleaning procedure a to G in order toperform the desired success. to pre-vent streaking you have to perform afinal cleaning.
bASIC CLEANINgclean the surface just with pure hotwater and use a soft sponge – (Donot use the abrasive "green" side ofthe sponge), use a soft cloth or a softbrush (e.g. nylon brush).
CLEANINg PROCEDURE Asame as basic cleaning, in additionuse common household cleanerswithout abrasives e.g. dish detergent(Palmolive,fairy), window cleaner(ajax,frosch).
CLEANINg PROCEDURE bsame as basic cleaning, but you mayadditionally use organic solvents (ace-tone, alcohol, turpentine, thinner). forpersistent dirt pollution try to cleanmechanically. Caution: avoid scratching, use plasticor wooden spatula.
CLEANINg PROCEDURE Cif the contamination is not removable,you can use a solution of soft soap -water (1:3). Depending on the degreeof pollution leave it on the surface fora couple of minutes. subsequently dothe final cleaning..
FIg. 1
CLEANINg PROCEDURE Dsame as basic cleaning, but you mayadditionally use commercially availabledisinfectants. steam cleaning is possible. take care of the suppport-ing material (e.g. wood beams, wallpaneling, insulation, ...), to avoid wet-ting.
CLEANINg PROCEDURE ERemove immediately! if necessary,perform cleaning procedure c and fi-nal cleaning procedure.
CLEANINg PROCEDURE FRub off the surface with a soft cloth ora soft sponge dry. if contaminantscannot be removed, use silicone re-mover (e.g. molto).
CLEANINg PROCEDURE gfollowing the initial cleaning, liquidcleaners can be used with polishingchalk (cif, ata). Do this procedure on-ly occasionally! for persistant limescale acidic clean-ing agents may be used (for example,10% acetic acid or citric acid).subsequently do the final cleaning.

36 interiorFunderMax
FunderMax Compact Interior offers a wide variety of design possibilities for both fixedand removable wall, column and ceilingcladding. They have been used in hospitals,swimming pools, train stations, barracks,schools and other buildings.
On the following pages we will show you arange of wall cladding mounting and applica-tion possibilities for FunderMax CompactInterior panels.
WALL CLADDINg

37interiorFunderMax
Construction information
� a fixing of wall cladding directly tothe wall is not appropriate with thegiven materials. a substructure shouldalways be provided.
� in general, during the constructionand fixing process it must be ensured,that the material is not exposed tostagnated water. the panel materialmust consistently be able to dry.
� Due to the material characteristics,during the bonding of max compactpanels to one another - edge adhe-sions or bevels - it must be ensuredthat all connecting components havebeen manufactured in the same run-ning direction. that means that theycan be joined length to length andbreadth to breath. therefore, the ma-chine direction must always be indi-cated on the remaining panels.
� for extremely wet conditions, e.g.shower cubicles or similar, the me-chanical edge adhesion is indispens-able, particularly when used with anelastic and water-resistant binding ad-hesive system.
ventilated wall cladding
max compact interior with black coreis the product of choice for classic ven-tilated wall cladding. the ventilationguarantees a control of temperatureand moisture, particularly for existingbuilding moisture in the walls or climat-ic variations in adjacent rooms.
an unequal climate in front of and be-hind the materials can lead to warpingof the panels. therefore, the panelshave a substructure meaning that a cir-culation of air (ventilation minimum 20mm) between the panels and the wall isguaranteed, from top to bottom. Jointsbetween the panels can, if desired, beclosed. the expansion room of thepanels must not be prevented. it mustbe ensured that the air supply from be-low and the extracted air above thepanels are free and that the resultingmoisture variations will be balanced outby the circulation of air.
max compact panels are also availablein f-Quality.
FIg. 1
� the substructure must be protectedagainst corrosion and rotting.
� Joints or components relating to thepanels must be structured in such away that installations are easily acces-sible.
� all corners within reach must bebevelled to form v-joints.
� on drywalls, the screw connectionsof the substructure must be includedwithin the metal substructure.

38 interiorFunderMax
Fixing possibilities for wallcladding using FunderMaxCompact.
there are different fastening possibili-ties for wall cladding using fundermaxcompact interior panels.
fundermax compact interior panelscan be screwed into a wooden sub-structure or riveted onto an aluminiumsubstructure. fundermax compactinterior panels can also be glued onto asubstructure consisting of wood, alu-minium or hPl strips. furthermore it ispossible to fix compact panels withsuspension rails from wood or alumini-um.
Invisible mechanical fastening
if a visible fastening device is not de-sired, fundermax compact interiorpanels can also be attached to thewall using different suspension rails.the sections that are attached to thefundermax compact interior panels,can be fixed using blind fasteners,screws or spreads for example. ideallyscrews or sleeves are used with metalthreads. in both cases, the hole in thecompact panel is for drilling a smallerthread.
it is important that the horizontal sus-pension rails are suspended in such away that a vertical ventilation is possi-ble.
FIg. 1
WALL CLADDINg
Please contact our technical support.we reserve the right to make changesthat effect the technical progress.

39interiorFunderMax
2 mm/lfm
20-30 mm 20-30 mm
AS
AS
AW AW 20–30 mm
≥ 20
mm
visible mechanical fastening
for the use of screws or rivets as fas-tening devices, the following pointsmust be followed: the centre of theborehole in the substructure must cor-respond with the centre of the bore-hole in the fundermax compact pan-els. the mounting devices should beattached from the middle of the paneloutwards. a slide point and a maxi-mum of 1 fixed point must be used.sufficient expansion room must be en-sured. in general the joints on the pan-els should be 2 mm/metre.
SLIDINg POINTSDepending on the necessary expan-sion clearance, the drilling diameterfor sliding points in the fundermaxcompact panels is bigger than the di-ameter of the mounting material: theshaft diameter of the fixing device plusat least 2 mm per meter of claddingmaterial from the fixed-point outwards.the head of the fixing device must bebig enough to allow the borehole to re-main invisible in the fundermaxcompact panels. the fixing devicemust be arranged in such a way thatthe panels can move. Rivets are at-tached with rivet gauges. the defineddistance allows a movement of theparts in the borehole (clearance 0.3mm). screws should not be fastenedtoo tightly. Do not use counter-headsunk screws, use washers if neces-sary.
TAbLE 1
FIg. 3vaRiant with ReaR ventilationanD comPact inteRioR Panels
FIg. 2fasteninG Distances
MAxIMUM FASTENINg DISTANCES
Panel thickness as aw
6 mm 600 mm 470 mm
8 mm 770 mm 620 mm
10 mm 920 mm 770 mm
suppliers of fasteners: see page 47
FIxED POINTthe fixed point allows for the equaldistribution (halving) of swelling andshrinking movements. the drill diame-ter in the fundermax compact panelsis just as big as the diameter of themounting device.
Per panel, a fixed point is drilled asclose to the middle as possible. allother fastening holes are drilled asslide points.
EDgE SPACINgSthe edge spacings must be main-tained for reasons of stability and flat-ness. in order to allow for dimensionalchanges, the panel joints must havejoints of at least 2 mm per metre ofpanel.
the stability of cladding is determinedby the substructure and the thicknessof the cladding material.

40 interiorFunderMax
< 5
3020
80
AW
60
AW
80
hei
ght o
f roo
m
glued fastening
an alternative to invisible, mechanicalmounting is the adhesion offundermax compact panels with spe-cially developed adhesive systems.
as a substructure for adhesive wallcladdings, vertically arranged stripsmade from wood, aluminium or maxcompact are suitable.
for dry walls, a screw connection ofthe substructure strips to the metalsubstructure is necessary.
EDgE SPACINgSthe edge distances must be main-tained for reasons of stability and flat-ness. in order to allow for dimensionalchanges, the panel joints must havejoints of at least 2 mm per metre ofpanel.
WALL CLADDINg
FIg. 1
FIg. 2fRontal view of the substRuctuRewith bonDeD max comPact Panels
TAbLE 1
MAxIMUM_FASTENINg DISTANCE
Panel thickness vertical aw
6 mm < 530 mm 470 mm
8 mm < 530 mm 620 mm
10 mm < 530 mm 770 mm
ceiling
floor
Plinth masonry
suppliers of fasteners: see page 47

41interiorFunderMax
2mm/lfm
≥ 20
mm
PRETREATMENT OF ALUMINIUMSUbSTRUCTRUES
� sanding with abrasive fleece� Pretreatment with cleaner� note airing time� apply primer thinly using a brush� observe (min./max.) drying time!
PRETREATMENT OF WOOD SUbSTRUCTURES
� Planed wood with untreated sur-faces without wood preservative. � apply primer thinly with a brush� observe (min./max.) drying time!
PRETREATMENT OF FUNDERMAxCOMPACT PANELS
� sanding with abrasive fleece � Pretreatment with cleaner � (chemical tissue) � observe drying time � apply primer thinly using a brush� observe (min./max.) drying times!
all adhesive surfaces must clean, dryand grease-free
vaRiant with ReaR ventilation anD maxcomPact inteRioR Panels
FIg. 3
gLUEINg
� 3 mm mounting band laid out alongthe entire length of the vertical profiles(do not yet remove the protective film).� adhesive is applied as a triangletrack (width 8 mm, height 10 mm) at 5mm intervals from the profile edge andthe mounting band.� Panel mounting: remove the protec-tive film from the mounting band.Panels are exactly aligned (mountingangle) press down until there is con-tact with the mounting band.
bASICS
� weather and dust protection is anecessary working condition (adhesivework must be carried out onsite). � air temperature must not be below5° c, and must not exceed 35°c.� Relative air moisture no greater than 75%.� temperature of the adhesive ele-ments must be at least 3°c higherthan the dew-point temperature of theair.� Joints of the substructure profilesmust not be bonded in an overlaidstructure on the compact panels.� the substructures must always beordered vertically.� the glue manufacturer regulationsmust be adhered to at all times.
Advice: Do not clean the decorativeside (visible side) with the glue manu-facturer ‘cleaner’!
42 interiorFunderMax
3≥
≥3
WALL CLADDINg
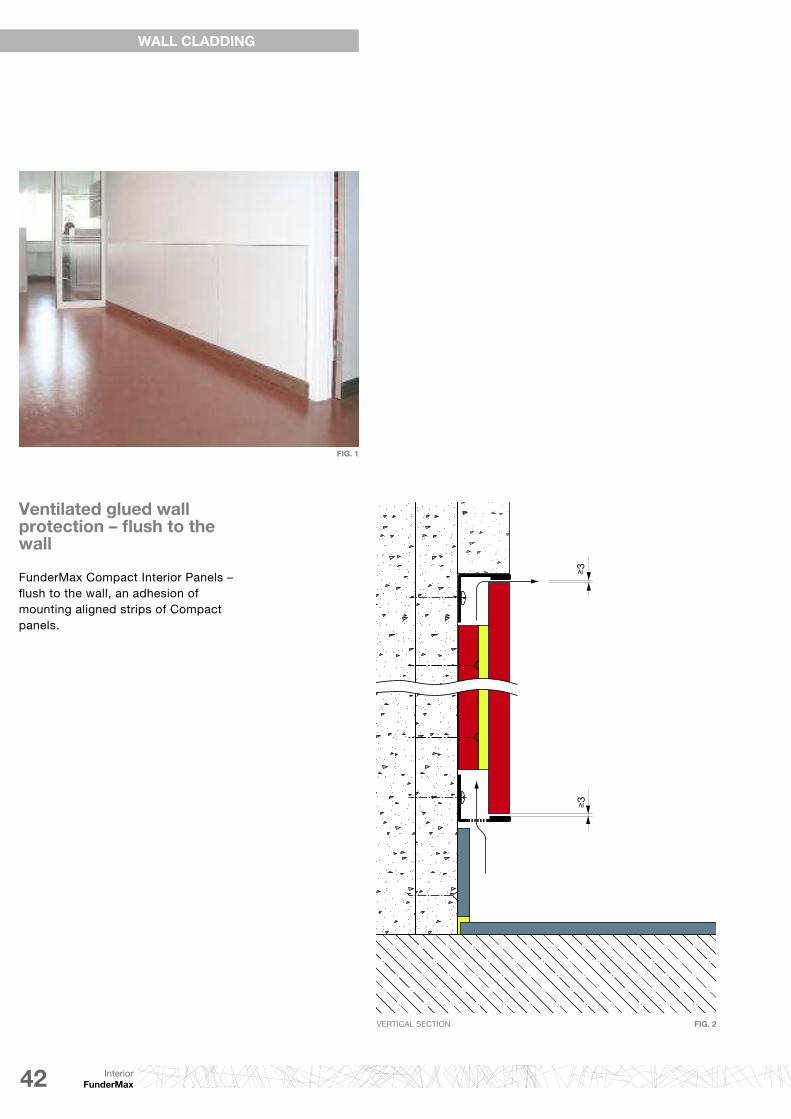
FIg. 2veRtical section
FIg. 1
ventilated glued wall protection – flush to thewall
fundermax compact interior Panels –flush to the wall, an adhesion ofmounting aligned strips of compactpanels.

43interiorFunderMax
FIg. 5
FIg. 4
veRtical section - GlueinG with enD PRofile
hoRiZontal section - GlueinG to soliD wooD
FIg. 3
ventilated glued wallcladding
an secret, mechanical fastening of thefundermax compact interior panels ispossible with the adhesive system.
specialised working instructions andtraining from the glue manufacturers isnecessary.

44 interiorFunderMax
ventilated wall claddingand wall protection withgrooved strips.
horizontal, slotted laths mounted flushto the wall. the alternative possibilityis a complete frame. the panels arehung using hinge blocks on the notch-es of the horizontal laths or the frame.the deep hinge, compared with thegroove frame, gives a ventilationspace of ≥5 mm. Joints are attachedusing strips behind the fundermaxcompact interior panels.
WALL CLADDINg
FIg. 2PeRPenDiculaR cut of the ventilateD wall PRotectionwith GRooveD stRiPs
FIg. 1
hoRiZontal cut of the ventilateD wall PRotection withGRooveD stRiPs
FIg. 3

45interiorFunderMax
ventilated wall claddingand wall protection withLohr wall protection profiles
fastening strips are to be suspendedor fastened in a sliding motion, in or-der to avoid a warping of the materialsthrough variations of tension.
max compact panels (thickness ≥10 mm) are hung using aluminiumsuspended shackles in the flushmounted aluminium support frame -base and slope profile. the advan-tages include the low depth of con-struction and the simple removal.
this profile system is run by the com-pany helmut lohr. You can find theaddress for this company on page 47.
FIg. 5
FIg. 4
FIg. 6
hoRiZontal cut of the ventilateD wall claDDinG with lohR wall PRotection PRofile

46 interiorFunderMax
WALL CLADDINg
Non-ventilated wall clad-ding with Max Compact
non-ventilated wall cladding is usedfor clean rooms and rooms with an im-portant requirement of clean condi-tions. as the joints are clad, thesepanels can stand up to aggressivecleaning products and steam cleaners.typical uses include wall cladding inoperating theaters.
FIg. 1 FIg. 2
NOTE:a substructure must be provided, evenin non-ventilated wall cladding!
Please clarify projects from not venti-lated wall cladding with our salesteamor technical support.
email: [email protected]+43 (0) 5 9494-4646

47interiorFunderMax
Suppliers/accessories for wall cladding
FASTENINgS(MEChANICAL):
Austria
eJot austRia GmbhGrazer vorstadt 146a-8570 voitsbergtel.: +43 3142 / 276 00-0fax: +43 3142 / 276 [email protected], www.ejot.at
sfs intec Gmbhwienerstraße 29a-2100 korneuburgtel.: +43 (0)2262 / 90500 102fax: +43 (0)2262 / 90500 930www.sfsintec.biz
germany
mbe Gmbhsiemensstraße 1D-58706 mendentel.: +49 (0)2373 17430 – 0fax: +49 (0)2373 17430 – 11www.mbe-gmbh.de
fischerwerkearthur fischer Gmbh&cokGweinhalde 14-18D-72178 waldachtal/tuurlingentel.: +49 (0)7443 / 120fax: +49 (0)7743 / 1242 22www.fischer.de
Netherlands
ipex europe b. v.vonderweg 14nl-7468 Dc enteRtel.: +31 547 384 635fax: +31 547 384 637www.ipex-group.com
Switzerland
sfs intec aG (headquarters)Rosenbergsaustrasse 10ch-9435 heerbruggtel.: +41 71 / 727 62 62fax: +41 71 / 727 53 [email protected]
FASTENINgS(gLUEINg):
Austria
fassadenklebetechnik klug GmbhZentraleJulius-tandler-Platz 6/15a-1090 wientel.: +43 (0)676 / 727 [email protected]@fassadenklebetechnik.atwww.fassadenklebetechnik.at
innotec industries vertriebsgmbhboden 35a-6322 kirchbichltel.: +43 (0)5332 / 71138fax: +43 (0)5332 / 72891www.innotec.at
PRoPaRt handels Gmbhlauchenholz 28a-9123 st. Primustel.: +43 (0) 4239 40 300fax: +43 (0) 4239 40 300-20www.fassaden-kleben.at
germany
walter hallschmid Gmbh&co.kGwiesentraße 1D-94424 arnsdorftel.: +49 (0)8723 / 96 121fax: +49 (0)8723 / 96 127www.dichten-und- kleben.de
mbe Gmbhsiemensstraße 1D-58706 mendentel.: +49 (0)2373 / 17430 – 0fax: +49 (0)2373 / 17430 – 11www.mbe-gmbh.de
Switzerland
sika chemie Gmbhtüffenwies 16-22ch-8048 Zürichtel.: +41 (0)1 / 436 40 40fax: +41 (0)1 / 270 52 39www.sika.ch
Further adhesive suppliers
to aid your understanding, glue manu-facturer products have been used inthis chapter. the adhesive systems ofother manufacturers may also be used.this list is by no means a complete ver-sion. for the list of glue and adhesivesuppliers as well as adhesives, there areno technical regulations in Germany.before mounting, technical approvaland processing regulations must be ob-tained from the manufacturer!
sika Österreich Gmbhlohnergasse 3a-1210 wientel.: +43 (0)1 / 278 86 11fax: +43 (0)1 / 270 52 39www.sika.at
Dks technik Gmbh Gnadenwald 90aa-6069 Gnadenwaldtel.: +43 (0)5223 / 48 488-12fax: +43 (0)5223 / 48 488-50www.dks.at
souDal n.v.olof-Palme-str. 13D-51371 leverkusentel.: +49 (0)214 / 6904-0fax: +49 (0)217 / 6904-23www.soudal.com
PROFILES/ACCESSORIES:
Austria
Protektor bauprofile Gmbhhosnedlgasse 12a-1220 wientel.: +43 (0)1 / 259 45 00-0fax: +43 (0)1 / 259 45 00-19www.protektor.com
fa. helmut lohrelisabethstraße 36a-2380 Perchtoldsdorftel.: +43 (0)669 / 11506880fax: +43 (0)1 / 867 48 29e-mail: [email protected]
germany
Protektorwerkflorenz maisch Gmbh & co.kGviktoriastraße 58D-72571 Gaggenautel.: +49 (0)7225 / 977-0fax: +49 (0)7225 / [email protected]
France
PRotektoR s.a. bati-PRofilRue Pasteur Prolongéef-94400 vitry sur seinetel.: +33 (0)1 / 55 53 17 50fax: +33 (0)1 / 55 53 17 40
CORRECTORS (PAINTS)
Austria
votteleR lacktechnik Gmbhmalvenstraße 7a-4600 welstel.: +43 (0)7242 / 759-0fax: +43 (0)7242 / [email protected]
germany
heinrich könig & co. kGan der Rosenhelle 5D-61138 niederdorfeldentel.: +49 (0)6101 / 53 60-0fax: +49 (0)6101 / 53 [email protected]
fsG schäfer Gmbhboschstraße 14D-48703 stadtlohntel.: +49 (0)2563 / 9395-0fax: +49 (0)2563 / [email protected] assumes no liabilitY foR the PRoDucts of the comPanies listeD
ReGaRDinG the QualitY anD suitabilitY foR sPecific aPPlications.

48 interiorFunderMax
CUbICLES
Due to their water-resistance, and hy-gienic surfaces, fundermax compactinterior panels are particularly suitablefor use in wet rooms, shower screens,therapy rooms and changing rooms.using these panels, architects andbuilders can ensure that the environ-mental and functional requirementsare fully met.
TEChNICAL NOTE ON ThE USE OFFUNDERMAx COMPACT INTERIORPANELS
� throughout the construction andmounting process it is particularly impor-tant to ensure that the material is not ex-posed to stagnated moisture. the panelmaterial must always be able to dry out.for shower facilities which will be ex-posed to prolonged use, a sufficient ven-tilation system in the room is important.
� Due to the material characteristics, itmust thoroughly be ensured that dur-ing the adhesion process offundermax compact interior panels toone another (doubling, corner joints orbevelling), all bonded parts have thesame fibre direction. this means thatattachments should be made solelylength to length and breath to breadth.the remaining panels must always beindicated with the production direc-tion. corner joints must be mechani-cally supported through the use ofdowels, springs, special milling proce-dures etc.
FIg. 1
� for high levels of moisture e.g. show-er cubicles or similar, a mechanicalconnection of joints is indispensablewhen combined with an elastic and wa-tertight bonding adhesive system.
for the construction of cubicles fromfundermax compact interior panels,you have the possibility to choosefrom our extensive range of coloursfrom the fundermax collection. Pleaseconsult our current valid delivery pro-gramme. the construction elementsdescribed in this brochure 'compactinterior technique 'are suitable for allareas of use of fundermax compactinterior panels. if other profiles, fix-tures etc. are used, these must beprovided in stainless steel quality ifused in wet or damp rooms (nirosta,brass, aluminium).
we reserve the right to make changesthat affect the technical progress.

49interiorFunderMax
CUbICLES WITh SEPARATINg WALL SUPPORTS FIg. 2A
FIg. 2b
Construction examples
the construction examples on the following pages merelyshow a few possibilities for cubicle construction.
Requirements may vary depending on construction andfittings. as regards the panel thickness however, it is rec-ommended that fundermax compact interior panels witha thickness of 13 mm be used under all circumstances.
CUbICLES WITh ShIELD ON ThE FRONT SIDE FIg. 3A
FIg. 3b

50 interiorFunderMax
ShOWER DIvIDER WITh UPRIghTS AND LINTEL PROFILE MADE FROM FORMINg TUbE
FIg. 2A
FIg. 2b
CUbICLES WITh CLOSINg DOORS (SPRINg hINgES) FOR ShOWERS OR NURSERY SChOOL TOILETS
FIg. 1A
FIg. 1b
CUbICLES
Construction examples

51interiorFunderMax
SUPPORTS WITh hEIghT ADJUSTMENT, INTERIOR vIEW FIg. 5 hEIghT-ADJUSTAbLE IN-bUILT SUPPORTS, INTERIOR vIEW FIg. 6
Construction details
FLOOR CONNECTIONS
in order to balance out uneven groundsurfaces, but also to protect thefundermax compact interior panelsfrom a build-up-of water, foot sup-ports from various suppliers are used(see suppliers/accessories for cubiclesp. 55).
� wall separating supports with in-built height adjustment
� wall separating supports
suPPoRts with heiGht aDJustment, exteRioR view bilD 3 hEIghT ADJUSTMENT IN-bUILT SUPPORTS, ExTERIOR vIEW FIg. 4

52 interiorFunderMax
CUbICLES
Construction details
FIg. 4
hoRiZontal section FIg. 5
CONNECTIONS OF SEPARATINg AgENTS for attaching fundermax compact interior panels to thewall aluminium, stainless steel or plastic brackets can beused.
� stainless steel wall connecting component with 2 blackend caps
13 mm
theft protection cap
cap screw
Raised counter-sunk thread sleeve
flooR connection with l-PRofile
hoRiZontal cut flooR connection with foRminG tube FIg. 3
FIg. 2
hoRiZontal cut flooR connection with an l-PRofile FIg. 1
Construction details
FLOOR CONNECTIONS
� floor connection for frontal uprights (for shower and screen walls) and cubicles
� l-profile natural anodised aluminium

53interiorFunderMax
13
hoRiZontal section FIg. 6
FIg. 7
large expansion area ≤12 mm, meaning that a lateral ad-justment is largely unnecessary. access is however, notpossible.
� wall separating connection brackets made fromplastic for the connection of the front components, tothe outside walls.
hoRiZontal section FIg. 9
hoRiZontal section FIg. 8
WALL CONNETIONS
� u-profile anodised aluminium for a connection of theseparating screens to the wall for 13 mm fundermaxcompact interior panels
� 2 separating wall end brackets made from plastic with 13 mm lights for fundermax compact interior panels
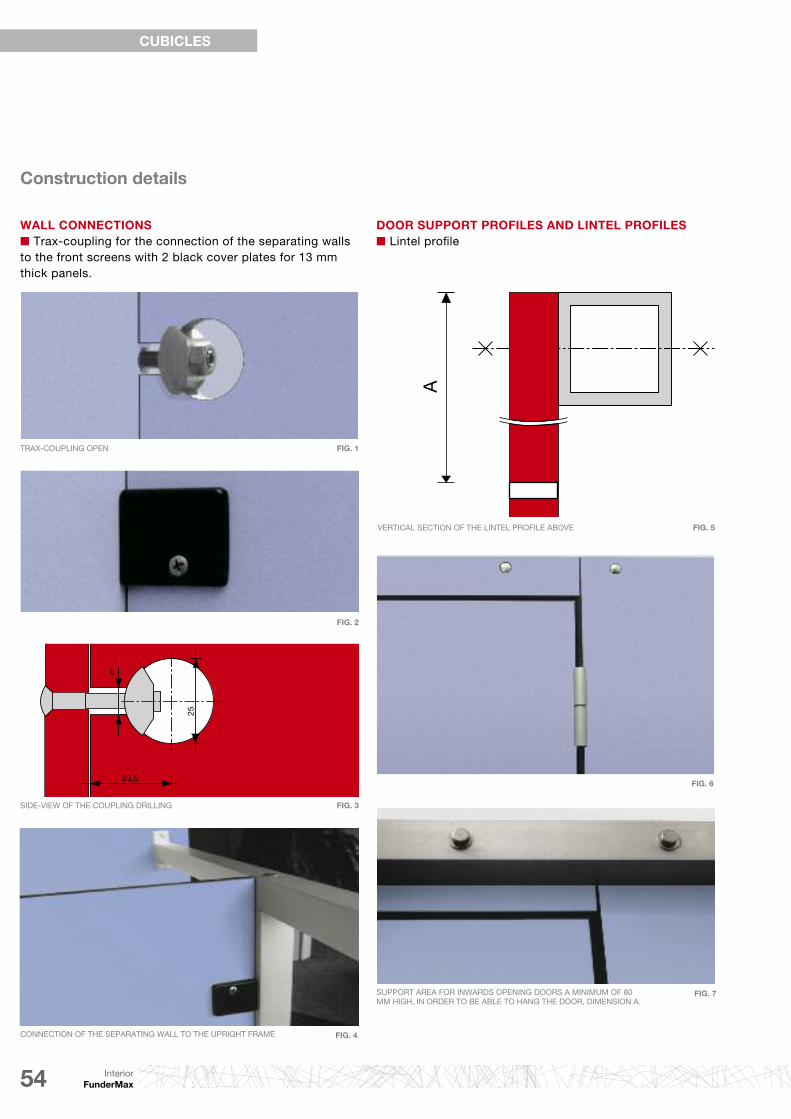
54 interiorFunderMax
A
25
23,5
8
DOOR SUPPORT PROFILES AND LINTEL PROFILES� lintel profile
veRtical section of the lintel PRofile above FIg. 5
FIg. 6
FIg. 7suPPoRt aRea foR inwaRDs oPeninG DooRs a minimum of 80mm hiGh, in oRDeR to be able to hanG the DooR, Dimension a.
CUbICLES
Construction details
tRax-couPlinG oPen FIg. 1
siDe-view of the couPlinG DRillinG FIg. 3
FIg. 4
FIg. 2
WALL CONNECTIONS� trax-coupling for the connection of the separating wallsto the front screens with 2 black cover plates for 13 mmthick panels.
connection of the sePaRatinG wall to the uPRiGht fRame
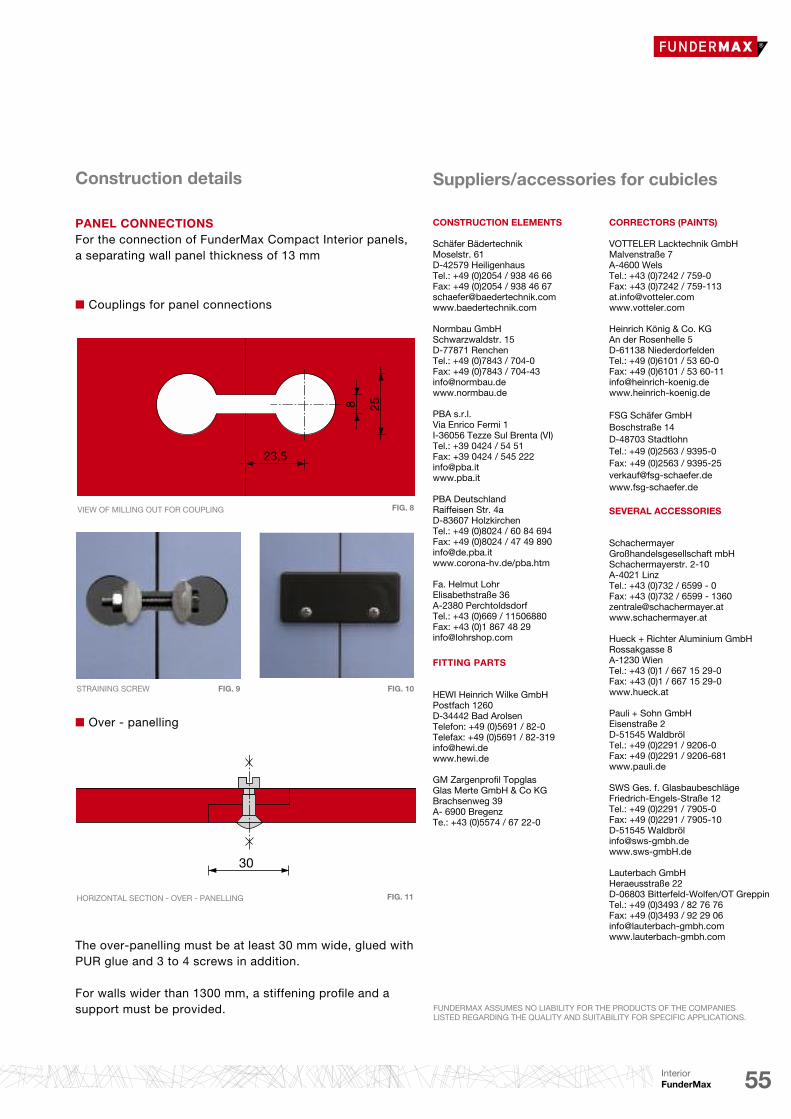
55interiorFunderMax
23,5
8 25
30
Construction details
PANEL CONNECTIONSfor the connection of fundermax compact interior panels,a separating wall panel thickness of 13 mm
� over - panelling
� couplings for panel connections
view of millinG out foR couPlinG FIg. 8
stRaininG scRew FIg. 9 FIg. 10
the over-panelling must be at least 30 mm wide, glued withPuR glue and 3 to 4 screws in addition.
for walls wider than 1300 mm, a stiffening profile and asupport must be provided.
hoRiZontal section - oveR - PanellinG FIg. 11
Suppliers/accessories for cubicles
CONSTRUCTION ELEMENTS
schäfer bädertechnikmoselstr. 61D-42579 heiligenhaustel.: +49 (0)2054 / 938 46 66fax: +49 (0)2054 / 938 46 [email protected]
normbau Gmbhschwarzwaldstr. 15D-77871 Renchen tel.: +49 (0)7843 / 704-0fax: +49 (0)7843 / [email protected]
Pba s.r.l.via enrico fermi 1i-36056 tezze sul brenta (vi)tel.: +39 0424 / 54 51fax: +39 0424 / 545 [email protected]
Pba DeutschlandRaiffeisen str. 4aD-83607 holzkirchentel.: +49 (0)8024 / 60 84 694fax: +49 (0)8024 / 47 49 [email protected]/pba.htm
fa. helmut lohrelisabethstraße 36a-2380 Perchtoldsdorftel.: +43 (0)669 / 11506880fax: +43 (0)1 867 48 [email protected]
FITTINg PARTS
hewi heinrich wilke Gmbh Postfach 1260 D-34442 bad arolsen telefon: +49 (0)5691 / 82-0 telefax: +49 (0)5691 / 82-319 [email protected] www.hewi.de
Gm Zargenprofil topglasGlas merte Gmbh & co kGbrachsenweg 39a- 6900 bregenzte.: +43 (0)5574 / 67 22-0
CORRECTORS (PAINTS)
votteleR lacktechnik Gmbhmalvenstraße 7a-4600 welstel.: +43 (0)7242 / 759-0fax: +43 (0)7242 / [email protected]
heinrich könig & co. kGan der Rosenhelle 5D-61138 niederdorfeldentel.: +49 (0)6101 / 53 60-0fax: +49 (0)6101 / 53 [email protected]
fsG schäfer Gmbhboschstraße 14D-48703 stadtlohntel.: +49 (0)2563 / 9395-0fax: +49 (0)2563 / [email protected]
SEvERAL ACCESSORIES
schachermayerGroßhandelsgesellschaft mbhschachermayerstr. 2-10a-4021 linztel.: +43 (0)732 / 6599 - 0fax: +43 (0)732 / 6599 - [email protected]
hueck + Richter aluminium GmbhRossakgasse 8a-1230 wien tel.: +43 (0)1 / 667 15 29-0fax: +43 (0)1 / 667 15 29-0www.hueck.at
Pauli + sohn Gmbheisenstraße 2D-51545 waldbröltel.: +49 (0)2291 / 9206-0fax: +49 (0)2291 / 9206-681www.pauli.de
sws Ges. f. Glasbaubeschlägefriedrich-engels-straße 12tel.: +49 (0)2291 / 7905-0fax: +49 (0)2291 / 7905-10D-51545 waldbrö[email protected]
lauterbach Gmbh heraeusstraße 22 D-06803 bitterfeld-wolfen/ot Greppintel.: +49 (0)3493 / 82 76 76 fax: +49 (0)3493 / 92 29 [email protected]
funDeRmax assumes no liabilitY foR the PRoDucts of the comPanies listeD ReGaRDinG the QualitY anD suitabilitY foR sPecific aPPlications.

56 interiorFunderMax
CEILINgS AND CEILINg CLADDINgS
visible mechanical fastening with rivets or screws
fundermax compact interior panelscan be mounted on an aluminium sub-structure using rivets or on a woodensubstructure using screws. Due to thematerial characteristics of maxcompact interior, fixed and slidepoints must be drilled for the mountingprocess.
sliding point fixed point
2 mm/m
FIg. 2FIg. 1
vENTILATIONas with wall cladding, sufficient venti-lation must also be ensured when pro-cessing ceiling panels and cladding.(see chapter on wall cladding).
SLIDINg POINTthe diameter of the drill hole infundermax compact must be drilledlarger than the diameter of the fasten-ing, depending on the required expan-sion clearance. this is the shaft diame-ter of the fastening plus 2 mm for everymeter of cladding material starting fromthe fixed point.the head of the fastening must be bigenough so that the drill hole in maxcompact is always covered. the fas-tening is placed in such a way that thepanel can move. the rivets must be putin place with a flexible mouthpiece. thedefined distance allows a movement ofthe parts in the borehole (clearance 0.3mm).screws must not be over-tightened. Donot use any countersunk screws.
FIxED POINTthe fixed point allows for the equaldistribution (halving) of swelling andshrinking movements. the drill diame-ter in the fundermax compact panelsshould be the same size as the diame-ter of the mounting device.
Per panel, a fixed point is drilled asclose to the middle as possible. allother fastening holes are drilled asslide points.

57interiorFunderMax
EDgE SPACINgSfor reasons of stability and flatness, the edge spacingsmust be kept to without fail. the joints must be made atleast 2 mm/m wide so that changes in size can take placewithout hindrance (fig. 139).
FASTENINg SPACINgSthese are to be chosen in accordance with the struct-uralengineering requirements (calculations) or, if this is not nec-essary due to the local regulations, according to table no. 1.
FASTENINgSit is essential that only fastening materials made from non-corroding materials can be used.
Max Compact installation screw with torx 20 stainlesssteel x5cr ni mo 17122 material no. 1.4401 v4a. Paintedhead available upon request. Drill diameter in max compactfor installation with screw sliding points: 8 mm or as required. fixed point: 6 mm Alu-blind rivet with big head colour lacquered or withcovering cap for wall claddings with fundermax compactpanels on aluminium-substructures.Rivet sleeve: en aw-5019 acc. Din en 755-2Rivet pin: steel material-no. 1.4541Pull-off strength of rivet pin: ≤ 5,6 knlacquered head on request.
Diameter of drill hole in max compact for installation withrivetssliding points: 8,5 mm or as requiredfixed points: 5,1 mm
Diameter of drill hole in aluminium substructure: 5,1 mmthe rivets must be put in place with a flexible mouthpiece,clearance 0.3 mm. the rivet, flexible mouthpiece and rivet-ing tool must be suited to each other.
TAbLE 1
fixed point
sliding Point
spaces to the edges
Double sPan Panel FIg. 4sinGle sPan Panel FIg. 3
FOR INSTALLATION WITh MEChANICAL FASTENINgS
Panel thicknessmaximum
fastening spacing „b“ single span panel
maximum fastening spacing „a“
double span panel
6 mm 350 mm 400 mm
8 mm 400 mm 450 mm
10 mm 450 mm 500 mm
suppliers of fastening you will find on page 59 or at ourwebsite www.fundermax.at

58 interiorFunderMax58
fundermax compact interior panelscan be attached to aluminium sub-structures using adhesive systems.the stability of the structure must betested using static objects.
it is important that the respective con-struction supervisory body on a localor national level grants authorisation.Due to the different regional buildingregulations (building codes), the con-struction supervisory board can de-mand for additional support structuresby means of mechanical fixings (rivets,screws etc.). the adhesion must becarried out following the processingregulations from the adhesive systemmanufacturer.
fundermax recommends using adhe-sive systems which are also approvedby the building authorities for themounting of curtain-type ventilated facades.
CEILINgS AND CEILINg CLADDINgS
Secret fastening with adhesive system
FIg. 1
the following listed points must beconsidered throughout the workingprocess:
Pretreatment of aluminium substructures� sanding with abrasive fleece � Pretreatment with cleaning productprovided by the adhesive manufacturer� application of the primer followingthe recommendations of the adhesivemanufacturer
Pretreatment of FunderMaxCompact panels� sanding with abrasive fleece � Pretreatment using the cleaningproduct provided by the adhesivemanufacturer � application of the primer followingthe recommendations of the adhesivemanufacturer. all adhesive surfacesmust remain clean, dry and grease-free. throughout the construction pro-cess it must be ensured that the adhe-sive system is not exposed to anystagnated moisture.
suppliers for fastenings: see page 59.

59interiorFunderMax
Suppliers/accessories for ceilings and ceiling cladding
FASTENINgS(MEChANICAL):
Austria
eJot austRia GmbhGrazer vorstadt 146a-8570 voitsbergtel.: +43 3142 / 276 00-0fax: +43 3142 / 276 [email protected], www.ejot.at
sfs intec Gmbhwienerstraße 29a-2100 korneuburgtel.: +43 (0)2262 / 90500 102fax: +43 (0)2262 / 90500 930www.sfsintec.biz
germany
mbe Gmbhsiemensstraße 1D-58706 mendentel.: +49 (0)2373 17430 – 0fax: +49 (0)2373 17430 – 11www.mbe-gmbh.de
fischerwerkearthur fischer Gmbh&cokGweinhalde 14-18D-72178 waldachtal/tuurlingentel.: +49 (0)7443 / 120fax: +49 (0)7743 / 1242 22www.fischer.de
Netherlands
ipex europe b. v.vonderweg 14nl-7468 Dc enteRtel.: +31 547 384 635fax: +31 547 384 637www.ipex-group.com
Switzerland
sfs intec aG (headquarters)Rosenbergsaustrasse 10ch-9435 heerbruggtel.: +41 71 / 727 62 62fax: +41 71 / 727 53 [email protected]
FASTENINgS(gLUEINg):
Austria
fassadenklebetechnik klug GmbhZentraleJulius-tandler-Platz 6/15a-1090 wientel.: +43 (0)676 / 727 [email protected]@fassadenklebetechnik.atwww.fassadenklebetechnik.at
innotec industries vertriebsgmbhboden 35a-6322 kirchbichltel.: +43 (0) 5332 / 71138fax: +43 (0) 5332 / 72891www.innotec.at
PRoPaRt handels Gmbhlauchenholz 28a-9123 st. Primustel.: +43 (0) 4239 40 300fax: +43 (0) 4239 40 300-20www.fassaden-kleben.at
germany
walter hallschmid Gmbh&co.kGwiesentraße 1D-94424 arnsdorftel.: +49 (0) 8723 / 96 121fax: +49 (0) 8723 / 96 127www.dichten-und-kleben.de
mbe Gmbhsiemensstraße 1D-58706 mendentel.: +49 (0)2373 / 17430–0fax: +49 (0)2373 / 17430–11www.mbe-gmbh.de
Switzerlandsika chemie Gmbhtüffenwies 16-22ch-8048 Zürichtel.: +41 (0) 1 / 436 40 40fax: +41 (0) 1 / 270 52 39www.sika.ch
PROFILES/ACCESSORIES:
Austria
Protektor bauprofile Gmbhhosnedlgasse 12a-1220 wientel.: +43 (0)1 / 259 45 00-0fax: +43 (0)1 / 259 45 00-19www.protektor.com
fa. helmut lohrelisabethstraße 36a-2380 Perchtoldsdorftel.: +43 (0)669 / 11506880fax: +43 (0)1 / 867 48 [email protected]
germany
Protektorwerkflorenz maisch Gmbh & co.kGviktoriastraße 58D-72571 Gaggenautel.: +49 (0)7225 / 977-0fax: +49 (0)7225 / [email protected]
France
PRotektoR s.a. bati-PRofilRue Pasteur Prolongéef-94400 vitry sur seinetel.: +33 (0)1 / 55 53 17 50fax: +33 (0)1 / 55 53 17 40
CORRECTORS (PAINTS):
Austria
votteleR lacktechnik Gmbhmalvenstraße 7a-4600 welstel.: +43 (0)7242 / 759-0fax: +43 (0)7242 / [email protected]
germany
heinrich könig & co. kGan der Rosenhelle 5D-61138 niederdorfeldentel.: +49 (0)6101 / 53 60-0fax: +49 (0)6101 / 53 [email protected]
fsG schäfer Gmbhboschstraße 14D-48703 stadtlohntel.: +49 (0)2563 / 9395-0fax: +49 (0)2563 / [email protected]
funDeRmax assumes no liabilitY foR the PRoDucts of the comPanieslisteD ReGaRDinG the QualitY anD suitabilitY foR sPecific aPPlications.
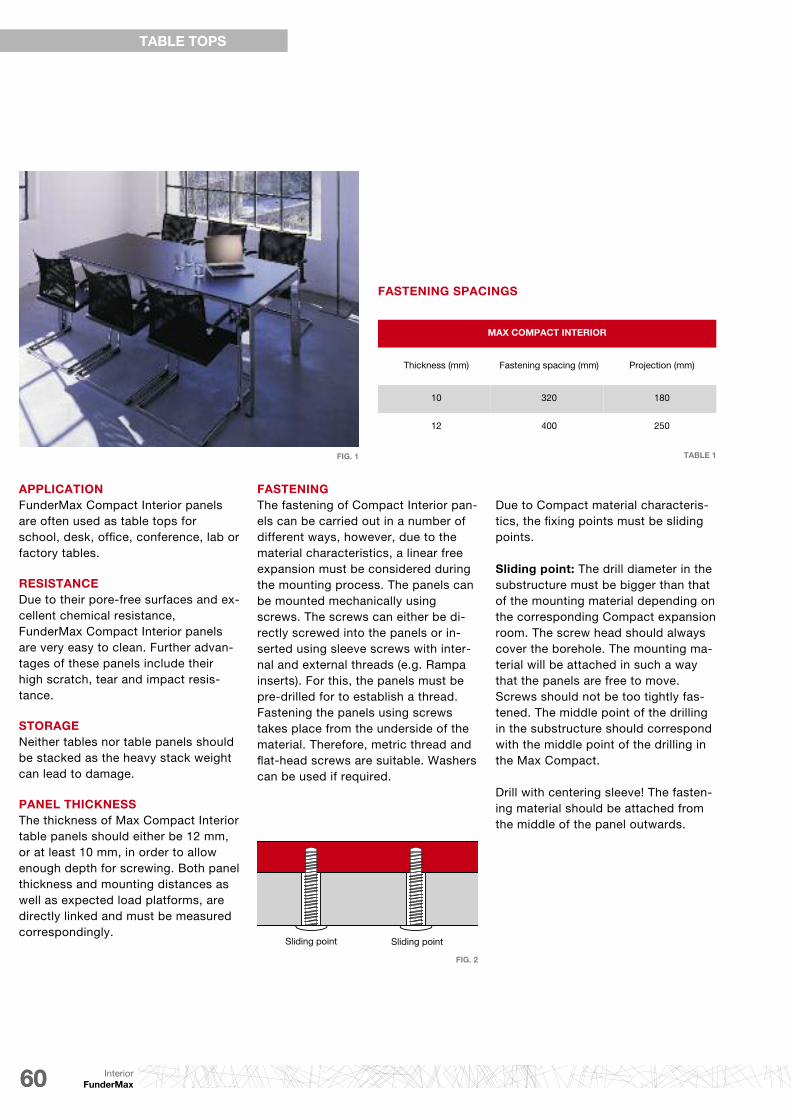
60 interiorFunderMax60
FASTENINg SPACINgS
APPLICATIONfundermax compact interior panelsare often used as table tops forschool, desk, office, conference, lab orfactory tables.
RESISTANCEDue to their pore-free surfaces and ex-cellent chemical resistance,fundermax compact interior panelsare very easy to clean. further advan-tages of these panels include theirhigh scratch, tear and impact resis-tance.
STORAgEneither tables nor table panels shouldbe stacked as the heavy stack weightcan lead to damage.
PANEL ThICKNESSthe thickness of max compact interiortable panels should either be 12 mm,or at least 10 mm, in order to allowenough depth for screwing. both panelthickness and mounting distances aswell as expected load platforms, aredirectly linked and must be measuredcorrespondingly.
FASTENINgthe fastening of compact interior pan-els can be carried out in a number ofdifferent ways, however, due to thematerial characteristics, a linear freeexpansion must be considered duringthe mounting process. the panels canbe mounted mechanically usingscrews. the screws can either be di-rectly screwed into the panels or in-serted using sleeve screws with inter-nal and external threads (e.g. Rampainserts). for this, the panels must bepre-drilled for to establish a thread.fastening the panels using screwstakes place from the underside of thematerial. therefore, metric thread andflat-head screws are suitable. washerscan be used if required.
TAbLE TOPS
MAx COMPACT INTERIOR
thickness (mm) fastening spacing (mm) Projection (mm)
10 320 180
12 400 250
FIg. 1 TAbLE 1
FIg. 2
sliding point sliding point
Due to compact material characteris-tics, the fixing points must be slidingpoints.
Sliding point: the drill diameter in thesubstructure must be bigger than thatof the mounting material depending onthe corresponding compact expansionroom. the screw head should alwayscover the borehole. the mounting ma-terial will be attached in such a waythat the panels are free to move.screws should not be too tightly fas-tened. the middle point of the drillingin the substructure should correspondwith the middle point of the drilling inthe max compact.
Drill with centering sleeve! the fasten-ing material should be attached fromthe middle of the panel outwards.

61interiorFunderMax
380 400
400 400
400
400 400
400
400
2000
1000
320
320
320
380
1000
395
200
395 395
2000
395
580
300
200
300
380
2000
380
400
9000
250
250
380 380 380
180180
1000
320200
200 320
352
100
352
2000
352 352 352
180180
1000
230
200
200
230
352
100
352
2000
352 352 352
1 0Ø 0 0
502
1000
1000
375 375
100
1000
1000
500250
250
1000
1400
250
900
500
250
Examples of use with Max Compact Interior 12 mm
FIg. 3 FIg. 8
FIg. 4 FIg. 9
FIg. 5 FIg. 10
FIg. 6 FIg. 11FIg. 7

62 interiorFunderMax62
CAbINET DOORS
there are only several door hinges thatare suitable for the thin panel thick-ness and therefore, door elementssuch as hinges can be doubled. it isimportant that the same panel materialin the same thickness and decor isused in order to maintain symmetry.
Reactive adhesives are suitable for theadhesion process, for e.g. epoxy orsolvent free Pu glues (also see ad-hered corpus and corner joints).
obJect hinGe (fa. PRameta) foRcomPact DooRs Panels, DooR thickness 10 -13 mm. sinGleaxis Pivot Point.
unscRew stRaP hinGes foR DooRs maDe fRom comPact Panels
FURNITURE
CAbINET bODY
fundermax compact interior panelsare suitable for shopfittings, designapplications, hospitals or for homeand office furniture.
in principle, the same panel connec-tions used for conventional furnitureconstruction can be used. however,as it is not necessary to use the samepanel strengths, the panels must beselected correspondingly.
Due to the material characteristics ofthe fundermax compact interior pan-els, both fixed and sliding points mustbe drilled. During the adhesion pro-cess of fundermax compact interiorpanels to corner joints, stumps or bev-el cuts, it must be ensured that allbonded elements have the same pro-duction direction. that means adhe-sions must solely be made length tolength and breadth to breadth. the re-maining panels must always indicatethe machine direction.
FIg. 1
FIg. 2
FIg. 3

63interiorFunderMax
thinner panels are drilled or riveted. thefixed and sliding points are ideally in-serted into the panels.
Further examples of mechanical connections:
connection with bRass exPansion bolt
connection with the taPPeD holeDiRectlY into the comPact Panel
FIg. 6
FIg. 4
FIg. 5
FIg. 7
FIg. 8
Mechanical corner joints
Due to the largely low material thick-ness, the recommended means ofmounting are screwing or riveting(blind rivets). the drill diameter mustbe selected larger than the shaft diam-eter of the mounting materials (dimen-sional changes). in keeping with thelarger screw heads, setting heads onrivets or washers should be used.
max compact interior corner jointscan be produced along the entirelength using brackets. this is particu-larly necessary when covering largeareas but also to support adhesivejoints when used in wet rooms.
if the underside of the max compactpanel above the substructure is beingdrilled from behind, fixed and slidepoints must be considered (as de-scribed in the table tops chapter). aminimum panel thickness of 13 mm isnecessary to ensure sufficient drillingmaterial.

64 interiorFunderMax64
FURNITURE APPLICATION ExAMPLES
FIg. 3
FIg. 4
FIg. 1
FIg. 2 FIg. 5

65interiorFunderMax
FITTINgS/FASTENINgS(MEChANICAL):
Austria
schachermayer-Großhandelsgesellschaft m.b.h.schachermayerstraße 2Postfach 3000a-4021 linztelefon: +43 (0)732 / 6599-0fax: +43 (0)732 / [email protected]
fa. schmidschlägerkaiserstraße 411070 wientel.: 01 / 523 46 52-0fax: 01 / 523 46 [email protected]
häfele austria GmbhRömerstraße 4a-5322 hof bei salzburgtel: +43(0)6229 / 39 0 39-0fax: +43 (0)6229 / 39 0 [email protected]
germany
Prämeta Gmbh & co. kG.Genker str. 16D-53842 troisdorftel: +49 (0)2241 / 23 99 6-0fax: +49 (0)2241 / 23 99 [email protected]
häfele Gmbh & co kGadolf-häfele-str. 1D-72202 nagoldtel: +49 (0)74 52 / 95-0fax: +49 (0)74 52 / 95-200 [email protected]
hettich holding Gmbh & co. ohGvahrenkampstraße 12-1632278 kirchlengerntel.: +49 5223 / 77-0fax: +49 5223 / [email protected]
Deutsche salice GmbhRudolf-Diesel-str. 10D-74382 neckarwestheimtel.: +49 (0)7133 / 9807-0fax: +49 (0)7133 / [email protected]
Netherlands
ipex europe b. v.vonderweg 14nl-7468 Dc enteRtel.: +31 547 384 635fax: +31 547 384 637www.ipex-group.com
Switzerland
häfele schweiz aG Dammstrasse 29 ch-280 kreuzlingentel: +41 (0)71/686 82 00fax: +41 (0)71/686 82 82 [email protected] www.haefele.ch
FASTENINgS(gLUEINg):
Austria
fassadenklebetechnik klug GmbhZentraleJulius-tandler-Platz 6/15a-1090 wientel.: +43 (0)676 / 727 [email protected]@fassadenklebetechnik.atwww.fassadenklebetechnik.at
germany
walter hallschmid Gmbh&co.kGwiesentraße 1D-94424 arnsdorftel.: +49 (0) 8723 / 96 121fax: +49 (0) 8723 / 96 127www.dichten-und-kleben.de
mbe Gmbhsiemensstraße 1D-58706 mendentel.: +49 (0)2373 / 17430–0fax: +49 (0)2373 / 17430–11www.mbe-gmbh.de
Switzerland
sika chemie Gmbhtüffenwies 16-22ch-8048 Zürichtel.: +41 (0) 1 / 436 40 40fax: +41 (0) 1 / 270 52 39www.sika.ch
FURThER ADhESIvE SUPPLIERS
sika Österreich Gmbhlohnergasse 3a-1210 wientel.: +43 (0)1 / 278 86 11fax: +43 (0)1 / 270 52 39www.sika.at
Dks technik Gmbh Gnadenwald 90aa-6069 Gnadenwaldtel.: +43 (0)5223 / 48 488-12fax: +43 (0)5223 / 48 488-50www.dks.at
innotec industries vertriebsgmbhboden 35a-6322 kirchbichltel.: +43 (0) 5332 / 71138fax: +43 (0) 5332 / 72891www.innotec.at
souDal n.v.olof-Palme-str. 13D-51371 leverkusentel.: +49 (0) 214 / 6904-0fax: +49 (0) 217 / 6904-23www.soudal.com
PROFILES/ACCESSORIES
Austria
Protektor bauprofile Gmbhhosnedlgasse 12a-1220 wientel.: +43 (0)1 / 259 45 00-0fax: +43 (0)1 / 259 45 00-19www.protektor.com
fa. helmut lohrelisabethstraße 36a-2380 Perchtoldsdorftel.: +43 (0)669 / 11506880fax: +43 (0)1 / 867 48 [email protected]
germany
Protektorwerkflorenz maisch Gmbh & co.kGviktoriastraße 58D-76571 Gaggenautel.: +49 (0)7225 / 977–0fax: +49 (0)7225 / 977–111www.protektor.com
CORRECTORS (PAINT)
Austria
votteleR lacktechnik Gmbhmalvenstraße 7a-4600 welstel.: +43 (0)7242 / 759-0fax: +43 (0)7242 / [email protected]
germany
heinrich könig & co. kGan der Rosenhelle 5D-61138 niederdorfeldentel.: +49 (0)6101 / 53 60-0fax: +49 (0)6101 / 53 [email protected]
fsG schäfer Gmbhboschstraße 14D-48703 stadtlohntel.: +49 (0)2563 / 9395-0fax: +49 (0)2563 / [email protected]
Suppliers/accessories
funDeRmax assumes no liabilitY foR the PRoDucts of the comPanies listeD ReGaRDinG the QualitY anD suitabilitY foR sPecific aPPlications.

66 interiorFunderMax66
max compact interior panels are par-ticularly suitable for furniture construc-tion, bathroom fittings, office furniture,shopfittings and a wide range of de-sign applications.
Depending on the use, max compactinterior panels can be used in furnitureconstruction using the standard adhe-sive systems to join or mount materi-als together or to clad a correspondingsubstructure.
Construction advice
fundermax compact interior panelsshrink at the release of moisture andexpand upon the intake of moisture.these possible dimensional changesof the panels must be taken into con-sideration during the processing andconstruction process. metal construc-tions change their dimensions accord-ing to variations in temperature.however, the dimensions of compactpanels change under the influence ofvarying degrees of relative air mois-ture. these dimensional changes ofstructures and panels can work in op-posing directions. therefore, it is im-portant to ensure sufficient expansionroom during the mounting process.
a rule of thumb for the required ex-pansion clearance is: 2 mm/metre.
� Due to the material characteristics,it is imperative that during the adhe-sion process of fundermax compactinterior panels to one another (cornerjoints, stumps or bevel cuts), all bond-ed parts have the same fibre direction.this means that attachments shouldbe made solely length to length andbreath to breadth. the remaining pan-els must always indicate the produc-tion direction. corner joints must bemechanically supported through theuse of dowels, springs, special millingprocedures etc.
� for high levels of moisture a me-chanical connection of joints is indis-pensable when combined with an elas-tic and watertight bonding adhesivesystem.
� throughout the construction andmounting process it is particularly im-portant to ensure that the material isnot exposed to stagnated moisture.the panel material must always beable to dry out. for use in wet roomse.g. bathrooms, a sufficient ventilationsystem in the room is important.
WASh bASINS
FIg. 1
� if fundermax compact interior pan-els are set apart from the substruc-ture, they must be protected againstcorrosion (rotting).
� visible edges, or edges within reachmust be bevelled or at least sandeddown using sand paper in order toprevent injuries or damages to the ma-terial.
we do not recommend to mill the sur-face of compact with white core tomaintain the perfect cleanability.
Please consult our application engi-neers. we reserve the right to makechanges in line with technicalprogress.

67interiorFunderMax
ThE RATIONAL SOLUTION:the milling of max compact panels and the unscrewing ofthe built-in wash basin. for high quantities of components,the milling can be done with a table router using templates.
Installation possibilities for wash basinsusing Max Compact panels
ThE ELEgANT SOLUTION:
FIg. 2 FIg. 3
FIg. 4
ThE SIMPLE SOLUTION: cutting out/screwing in an 'insertable wash basin'
expansionbolt
m6-nut
sealing
m6-set with hexagon socket
silicone rubber
counterpiecee.g. wooden
PuR-glue
2-3 mm
Note: max compact interior panels with white core are not rec-ommended for use with bathroom or kitchen furniture becausetheir milled edges may be easier become soiled.

68 interiorFunderMax68
SANDWICh ELEMENTS
Recommendation for theproduction of sandwich el-ements with Max Compact
the production of sandwich elementstakes place:� through direct moulding into suit-able technical devices.� through glueing of the core materialon the one sanded side of the maxcompact panels. this type of sand-wich element is also simple for crafts-men to carry out.
CORE MATERIALS� Polystyrene hard foam panels (xPs or ePs) � Rigid polyurethane foam panels � mineral wool panels (high density necessary)
ADvANTAgES AND APPLICATIONS� Decorative surfaces with high insulation values can be achieved� stable and light-weight door elements
IMPORTANT INFORMATIONmax compact panels must be pro-cessed in the same direction on bothsides (production direction - there istwice as much swelling and shrinkagebehaviour in a horizontal panel direc-
tion than there is vertically). maxcompact panels must be conditionedbefore adhering. as a timeframe forsufficient conditioning (normal work-shop temperature) a period of 7-14days should be given, depending onthe panel thickness. before the adhe-sion process, the adhesive surfacesmust be degreased and dust-free. ifthere are no machine application de-vices available, a notched trowel canbe used.the applied quantity is stipulated bythe adhesive manufacturer. foamswith a certain elasticity compensatefor different changes in length e.g. forvariations of temperature inside andoutside.
ADhESIvESsolvent-free reactive adhesives suchas polyurethane or epoxy resin e.g.icema R 145/44 or icema R 145/12of the company h.b. fuller austriaGmbh-DinitRol 517 a/b or icema101/25 + härter 7 Dks technik Gmbh
Advicenot every adhesive can be removedfrom the panels. own test samples us-ing glue must be carried out before theprocess begins. under all circum-stances, please adhere to the process-
FIg. 1 FIg. 2
ing regulations provided by the adhe-sive manufacturer. for the protection ofthe surfaces, protective films must beleft on the panels. when using hot-meltadhesives, do not exceed 60° c.
MOUNTINgsandwich elements with max compactpanels should be mounted with suffi-cient room for expansion (2 mm/metre)built into a rotating frame structure. itis imperative that stagnated moisturewithin the frame profile is avoided.frame drainage and glazing blocksshall be provided. for late groutinguse the weather side with glazingtapes. it must be ensured that the re-bated moulds are sufficiently stable tobe able to fasten mechanically(screws, nails, rivets etc)so that theyremain firmly intact even under occa-sional tensions for e.g. wind pressure.the mounting process must at leastcorrespond to that of the laminateglass. Different uses for the sandwichelements with compact interior andsystem wall dividers (e.g. offices) in-clude: gate, door or window parapetpanels, infill panels for wall dividers,vehicle construction and containers,trade fairs and cold storage cells.

69interiorFunderMax
FIg. 3
general information
fundermax compact panels can bemounted in different ways onto railingsand balustrades. they can be screwedor riveted onto a supporting structureand they can also be fixed using glassclamps.fundermax compact interior panelsshrink at the release of moisture andexpand upon the intake of moisture.these possible dimensional changesof the panels must be taken into con-sideration during the processing andconstruction process. metal construc-tions change their dimensions accord-ing to variations in temperature.however, the dimensions of compactpanels change under the influence ofvarying degrees of relative air mois-ture. these dimensional changes ofstructures and panels can work in op-posing directions. therefore, it is im-portant to ensure sufficient expansionspace during the mounting process.as a rule of thumb, a necessary ex-pansion room of: 2 mm/metre applies.
hOLE PATTERNfor holes in fundermax compactinterior panels we recommend usinghigher panel thicknesses for fall pro-tection. also see processing recom-mendations on page 27.
Construction advice
� fundermax compact interior panelsshould only ever be mounted as infillpanels for supporting substructures.� throughout the construction andmounting process it is particularly im-portant to ensure that the material isnot exposed to stagnated moisture.the panel material must always beable to dry out.� Due to the material characteristics,it must thoroughly be ensured thatduring the adhesion process offundermax compact interior panels toone another (corner joints, stumps or bevel cuts), all bonded parts have thesame production direction. this meansthat attachments should be madesolely length to length and breath tobreadth. the remaining panels mustalways indicate the production direc-tion.� the substructure must be protectedagainst corrosion (rotting).n all edges within reach must be sand-ed, v-joints form between the paneljoint.
Please contact our technical support.we reserve the right to make changesthat effect the technical progress.
RAILINgS

70 interiorFunderMax70
AW 20-30mm
20-30
mm
AS
RAILINgS
fasteninG sPacinGsfixeD Point
FIg. 1
FASTENINg POINTS
there are almost always 3 fasteningpoints in every direction. structural ev-idence must be shown. the stability ofthe railing will be guaranteed by theprocessor. we would like to point out,that this information relates to heightdistances and can only be used forflawless connections. adequate screwand rivet dimensions must be adheredto.
Please take note: in our brochure'technique exterior' we demonstratedifferent mounting possibilities for rail-ings with compact panels, which haveall been tested and approved by the'etb guidelines for structural elementsthat protect against falls' (from 6.1.85). FASTENINg SPACINgS
FOR SCREWED AND RIvETED JOINTS
max compact Panel
thickness in mmaw/as
8 < 400 mm
10 < 500 mm
FASTENINg SPACINgS FOR CLAMPINg PLATES
max compact Panel
thickness in mmaw as
8 < 900 mm < 400 mm
10 < 1100 mm < 500 mm
TAbLE 1 TAbLE 2
funDeRmax assumes no liabilitY foR the PRoDucts of the comPanies listeD ReGaRDinG the QualitY anD suitabilitY foR sPecific aPPlications.
Suppliers/accessories for railings
vARIOUS ACCESSORIES:
schachermayerGroßhandelsgesellschaft mbhschachermayerstr. 2-10a-4021 linztel.: +43 (0)732 / 6599 - 0fax: +43 (0)732 / 6599 - [email protected]
hueck + Richter aluminiumGmbhRossakgasse 8a-1230 wien tel.: +43 (0)1 / 667 15 29-0fax: +43 (0)1 / 667 15 29-0www.hueck.at
Pauli + sohn Gmbheisenstraße 2D-51545 waldbröltel.: +49 (0)2291 / 9206-0fax: +49 (0)2291 / 9206-681www.pauli.de
sws Ges. f. Glasbaubeschlägefriedrich-engels-straße 12tel.: +49 (0)2291 / 7905-0fax: +49 (0)2291 / 7905-10D-51545 waldbrö[email protected]
lauterbach Gmbh heraeusstraße 22 D-06803 bitterfeld-wolfen/otGreppintel.: +49 (0)3493 / 82 76 76 fax: +49 (0)3493 / 92 29 [email protected]
alukÖniGstahl GmbhGoldschlagstrasse 87-89a-1150 wientel.: +43 (0)1 / 98 130-0fax: +43 (0)1 / 98 [email protected]
schÜco international kGkarolinenstraße 1-15D-33609 bielefeldtel.: +49 (0)521 / 7830fax: +49 (0)521 / 78 34 [email protected]
noRmbaubeschläge und ausstattungsGmbhschwarzwaldstrasse 15D-77871 Renchentel.: +49 (0)78 43 / 7 04-0fax: +49 (0)78 43 / 7 [email protected]
hewi heinrich wilke Gmbh Prof.-bier-straße 1-5 D-34454 bad arolsentelefon: +49 5691 82-0 telefax: +49 5691 82-319 [email protected] www.hewi.de
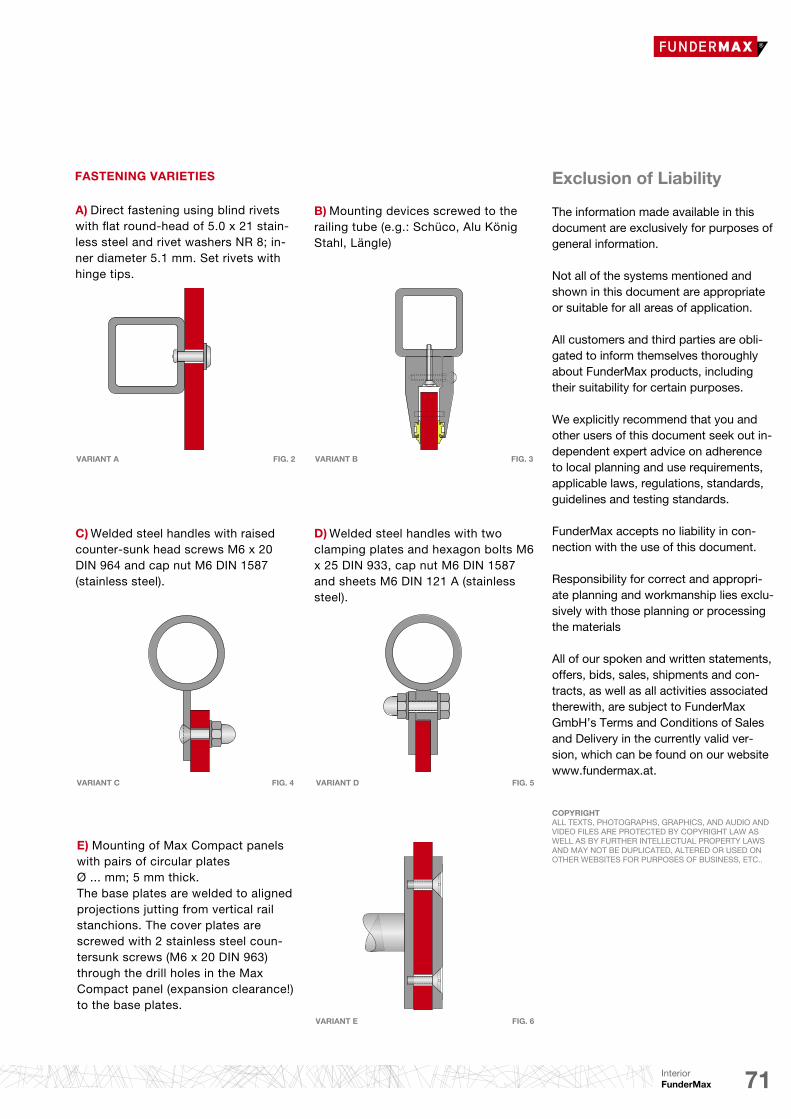
71interiorFunderMax
vARIANT D FIg. 5vARIANT C FIg. 4
vARIANT E FIg. 6
E) mounting of max compact panelswith pairs of circular plates Ø ... mm; 5 mm thick. the base plates are welded to alignedprojections jutting from vertical railstanchions. the cover plates arescrewed with 2 stainless steel coun-tersunk screws (m6 x 20 Din 963)through the drill holes in the maxcompact panel (expansion clearance!)to the base plates.
C) welded steel handles with raisedcounter-sunk head screws m6 x 20Din 964 and cap nut m6 Din 1587(stainless steel).
D) welded steel handles with twoclamping plates and hexagon bolts m6x 25 Din 933, cap nut m6 Din 1587and sheets m6 Din 121 a (stainlesssteel).
b) mounting devices screwed to therailing tube (e.g.: schüco, alu königstahl, längle)
vARIANT A FIg. 2 vARIANT b FIg. 3
A) Direct fastening using blind rivetswith flat round-head of 5.0 x 21 stain-less steel and rivet washers nR 8; in-ner diameter 5.1 mm. set rivets withhinge tips.
FASTENINg vARIETIES Exclusion of Liability
the information made available in thisdocument are exclusively for purposes ofgeneral information.
not all of the systems mentioned andshown in this document are appropriateor suitable for all areas of application.
all customers and third parties are obli-gated to inform themselves thoroughlyabout fundermax products, includingtheir suitability for certain purposes.
we explicitly recommend that you andother users of this document seek out in-dependent expert advice on adherenceto local planning and use requirements,applicable laws, regulations, standards,guidelines and testing standards.
fundermax accepts no liability in con-nection with the use of this document.
Responsibility for correct and appropri-ate planning and workmanship lies exclu-sively with those planning or processingthe materials
all of our spoken and written statements,offers, bids, sales, shipments and con-tracts, as well as all activities associatedtherewith, are subject to fundermaxGmbh’s terms and conditions of salesand Delivery in the currently valid ver-sion, which can be found on our websitewww.fundermax.at.
COPYRIghTall texts, PhotoGRaPhs, GRaPhics, anD auDio anDviDeo files aRe PRotecteD bY coPYRiGht law aswell as bY fuRtheR intellectual PRoPeRtY lawsanD maY not be DuPlicateD, alteReD oR useD onotheR websites foR PuRPoses of business, etc..
FunderMax gmbhklagenfurter straße 87–89, a-9300 st. veit / Glant + 43 (0) 5 / 9494- 0, f + 43 (0) 5 / [email protected], www.fundermax.at
fundermax france3 cours albert thomasf-69003 lyontel.: + 33 (0) 4 78 68 28 31fax: + 33 (0) 4 78 85 18 [email protected]
fundermax spainPol. ind. can salvatella avda. salvatella,85–97e-08210 barberà del vallès (barcelona)tel.: + 34 93 729 63 45fax: + 34 93 729 63 [email protected]
fundermax india Pvt. ltd.no. 13, 1st floor, 13th crosswilson GardeninD-560027 bangaloretel.: +91 80 4112 7053fax: +91 80 4112 [email protected]
fundermax Polska sp. z o.o.ul. Rybitwy 12Pl-30 722 krakówtel.: + 48-12-65 34 528fax: + 48-12-65 70 [email protected]
fundermax swiss aGindustriestrasse 38ch-5314 kleindöttingentel.: + 41 (0) 56-268 81 31fax: + 41 (0) 56-268 81 [email protected]
fundermax north america, inc.2015 ayrsley town blvd. suite 202charlotte, nc 28273, usa tel.: +1 980 299 0035fax: +1 704 280 [email protected]
2-12
/16-
PR
0155
Gb
.00





























