Embed Size (px)
Citation preview

Inner surface roughness of complete cast crowns made by centrifugal casting machines
Hideo Ogura, D.D.S., D.D.Sc.,* Constantin N. Raptis, D.D. S., M. S.,** and Kamal Asgar, Ph. D. * * * Nippon Dental University, Niigata, Japan, and the University of Michigan, School of Dentistry, Ann Arbor, Mich
T he roughness of the inner surface of a casting influences the fit of a cast crown and is dependent on certain variables.‘.” Some of the variables have been identified as the casting temperature of the molten alloy, casting pressure, and composition of the investment and alloy.
Most investigators have used a flat-surface mold. This does not relate to clinical reality since there is a different path of flow of the molten alloy and a different solidification process in the mold of a complete crown.
The purpose of this study was to investigate not only the influence of some of the aforementioned variables but the effect of sandblasting and how the surface roughness varies with the more complex inner surface of a complete crown, as well.
MATERIAL AND METHODS
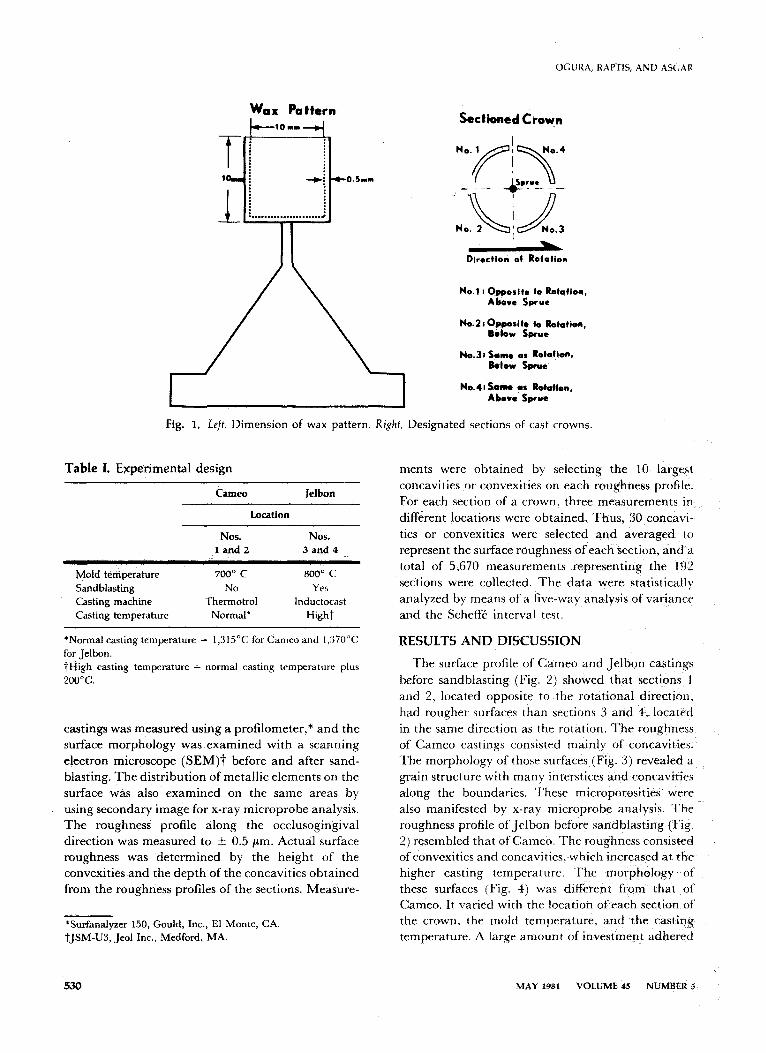
Complete crown wax? patterns 10 mm in diame- ter X 10 mm in height with a uniform thickness of 0.5 mm were prepared (Fig. 1, left). A sprue 2.8 mm in diameter was attached to the center of the occlusal surface of the wax pattern, and a wetting agentS was applied prior to investing. A phosphate-bonded
Supported in part by research grant DE 04883 from the National
Institute of Dental Research, National Institutes of Health,
Bethesda. Md., and Nippon Dental University, Niigata,
Japan.
*Associate Professor, Dental Materials Science, Nippon Dental
University.
**Graduate Student, Department of Dental Materials, University
of Michigan.
***Professor, Department of Dental Materials, University of
Michigan.
$Soft casting wax, Kerr Mfg. Co., a Division of Sybron Corp., Romulus. MI.
$Microfilm. Kerr Mfg. Co., a D’ twsion of Sybron Corp., Romulus,
MI.
investment* was used, with the liquid diluted 50% with distilled water. The investment powder was mixed with the liquid in a vacuum investing machine+ for 20 seconds at low rotational speed. A 30-second rest period was allowed before filling of the ring. Twenty-four cubic centimeters of liquid were used for every 150 gm of powder.
A specific amount of Cameox gold alloy (12.3 gm) or Jelbont base metal alloy (11 gm) was used for each casting. After completion of the casting proce- dure, the crowns were sectioned into four equal parts along the occlusogingival axis of the crown using a high-speed dental lathe. These sections were desig- nated by code numbers 1 through 4 with respect to the rotational direction of the casting machine (Fig. 1, G&t). The investment which adhered to the inner surface of the crown was carefully removed using a soft brush and ultrasonic cleaning.
Table I summarizes the six variables investigated: (1) alloy, Cameo or Jelbon; (2) location. sections 1 to 4; (3) mold temperature, 700” or 800” C; (4) sandblasting, performed or omitted, (5) casting machine used, Thermotrol or Inductocast; and (6) metal casting temperature, normal or higher by 200” C. A Thermotrol$ was used only with the normal casting temperature, while an Inductocasts was used with both selected temperatures. The casting temperature of the Inductocast was deter- mined by means of an optical pyrometer, while that of the Thermotrol was automatically controlled. A total of 96 specimens were prepared.
The roughness profile on the inner surface of the
*Ceramigold investment, Whip-Mix Corp., Louisville, KY tVac-U-Vestor, Whip-Mix Corp., Louisville, KY.
$J. F. Jelenko and Co., New Rochelle, NY.
IWilliams Gold Refining Co., Buffalo, NY.
0022-3913/81/050529 + 07$00.70/00 1981 The C. V. Mosby Co THE JOURNAL OF PROSTHETIC DENTISTRY 529
OGURA, RAPTIS, ANU ASGAR
Wax Pa f tar n Sectioned Crown
Direclion ol Rotation
No.1 i Opposite to Rntatioa, Above Sprue
No.28 Opporlk to Ro~ofion, Below spuc
No.31 Samo OS Rohtion. Rotor sprue
I
No.41 Samo as Rotdon, Ahore spruc
Fig. 1. Leff, Dimension of wax pattern. Right, Designated sections of cast crowns.
Table I. Experimental design
Cameo Jelbon
Location
Nos. Nos. 1 and 2 3 and 4
___~ -~-~- ~~- .~ Mold temperature 7oo” c moo c Sandblasting No Yes Casting machine Thermotrol Inductocast Casting temperature Normal* Highi
*Normal casting temperature = 1,315”C for Cameo and 1.37O”C for Jelbon. iHigh casting temperature = normal casting temperature plus 200°C.
castings was measured using a profilometer,* and the surface morphology was examined with a scanning electron microscope (SEM)? before and after sand- blasting. The distribution of metallic elements on the surface was also examined on the same areas by using secondary image for x-ray microprobe analysis. The roughness profile along the occlusogingival direction was measured to +- 0.5 pm. Actual surface roughness was determined by the height of the convexities and the depth of the concavities obtained from the roughness profiles of the sections. Measure-
*Surfanalyzer 150, Gould, Inc., El Monte, CA. TJSM-U3, Jeol Inc., Medford, MA.
530
ments were obtained by selecting the 10 largest concavities or convexities on each roughness profile. For each section of a crown, three measurements in different locations were obtained. Thus, 30 concavi- ties or convexities were selected and averaged to represent the surface roughness of each section? and a total of 5,670 measurements representing the 192 sections were collected. The data were statistically analyzed by means of a five-way analysis of variance and the Scheffk interval test.
RESULTS AND DISCUSSION
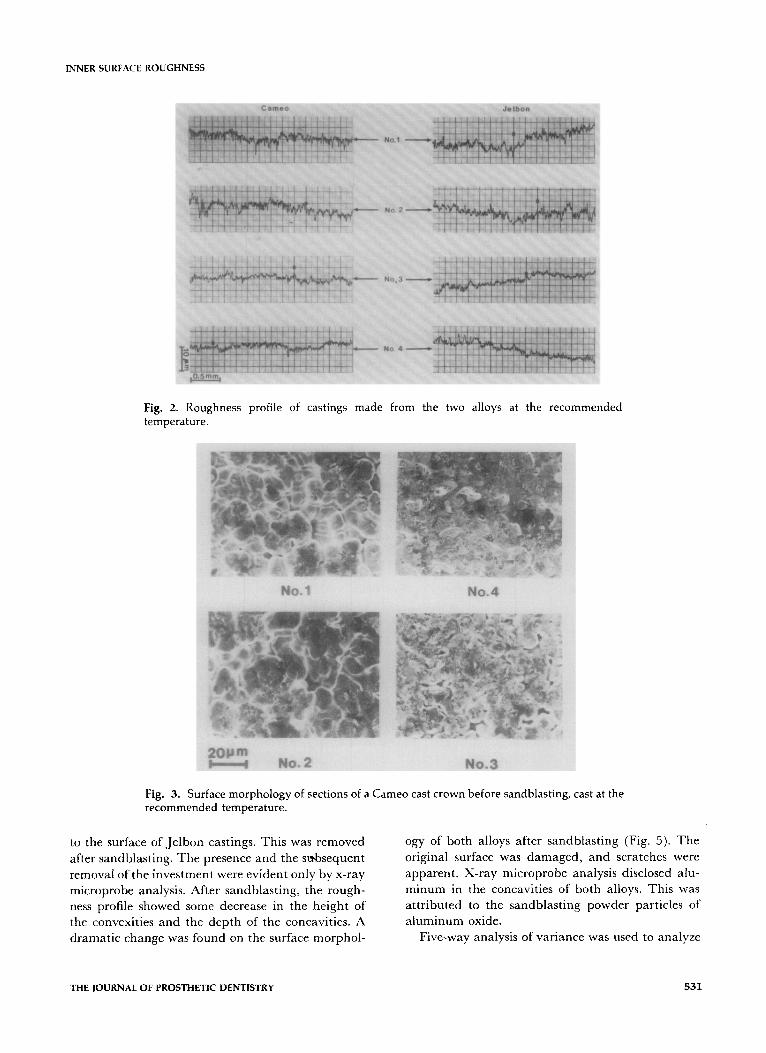
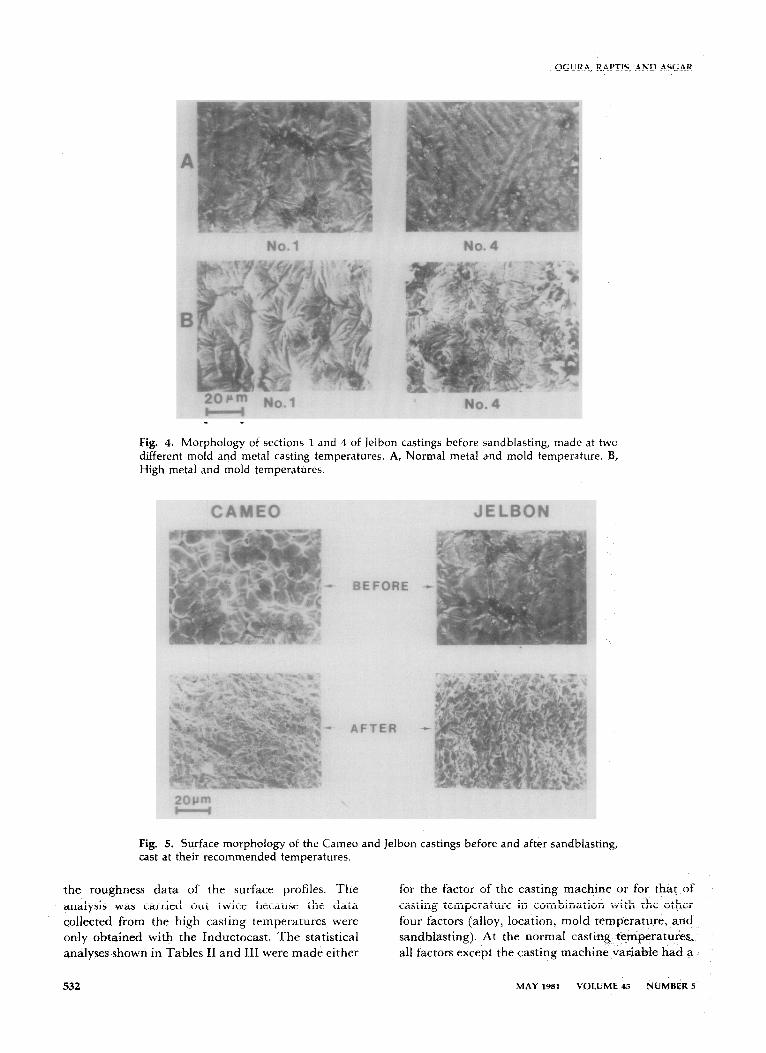
The surface profile of Cameo and Jelbon castings before sandblasting (Fig. 2) showed that sections I and 2, located opposite to the rotational direction, had rougher surfaces than sections 3 and 4, located in the same direction as the rotation. The roughness of Cameo castings consisted mainly of concavities. The morphology of those surfaces (Fig. 3) revealed a grain structure with many interstices and concavities along the boundaries. These microporosities were also manifested by x-ray microprobe analysis. The roughness profile of Jelbon before sandblasting (Fig. 2) resembled that of Cameo. The roughness consisted of convexities and concavities, which increased at the higher casting temperature. The morphology of these surfaces (Fig. 4) was different from that of Cameo. It varied with the location of each section of the crown, the mold temperature, and the casting- temperature. A large amount of investment adhered
MAY 1981 VOLUME 45 NUMBER 5
INNER SURFACE ROUGHNESS
Fig. 2. Roughness profile of castings made temperature.
No. 2
from the two alloys at the recommended
No.3
Fig. 3. Surface morphology of sections of a Cameo cast crown before sandblasting, cast at the recommended temperature.
to the surface of Jelbon castings. This was removed ogy of both alloys after sandblasting (Fig. 5). The after sandblasting. The presence and the subsequent original surface was damaged, and scratches were removal of the investment were evident only by x-ray apparent. X-ray microprobe analysis disclosed alu- microprobe analysis. After sandblasting, the rough- minum in the concavities of both alloys. This was ness profile showed some decrease in the height of attributed to the sandblasting powder particles of the convexities and the depth of the concavities. A aluminum oxide. dramatic change was found on the surface morphol- Five-way analysis of variance was used to analyze
THE JOURNAL OF PROSTHETIC DENTISTRY 531
OGURA, RAITIS, AND ASGAR
Fig. 4. Morphology of sections 1 and 4 of Jelbon castings before sandblasting, made at two different mold and metal casting temperatures. A, Normal metal and mold temperature. B, High metal and mold temperatures.
Fig. 5. Surface morphology of the Cameo and Jelbon castings before and after sandblasting, cast at their recommended temperatures.
the roughness data of the surface profiles. The for the factor of the casting machine or for that of analysis was carried out twice because the data casting temperature in combination with the other collected from the high casting temperatures were four factors (alloy, location, mold temperature, and only obtained with the Inductocast. The statistical sandblasting). At the normal casting temperatures, analyses shown in Tables II and III were made either all factors except the casting machine variabk had a
532 MAY 1981 VOLUME 4.5 NUMBER 5
INNER SURFACE ROUGHNESS
w Roughness
(run) ,,--- 0.0 \
- NO Sandblasting
_--- Sandblasting
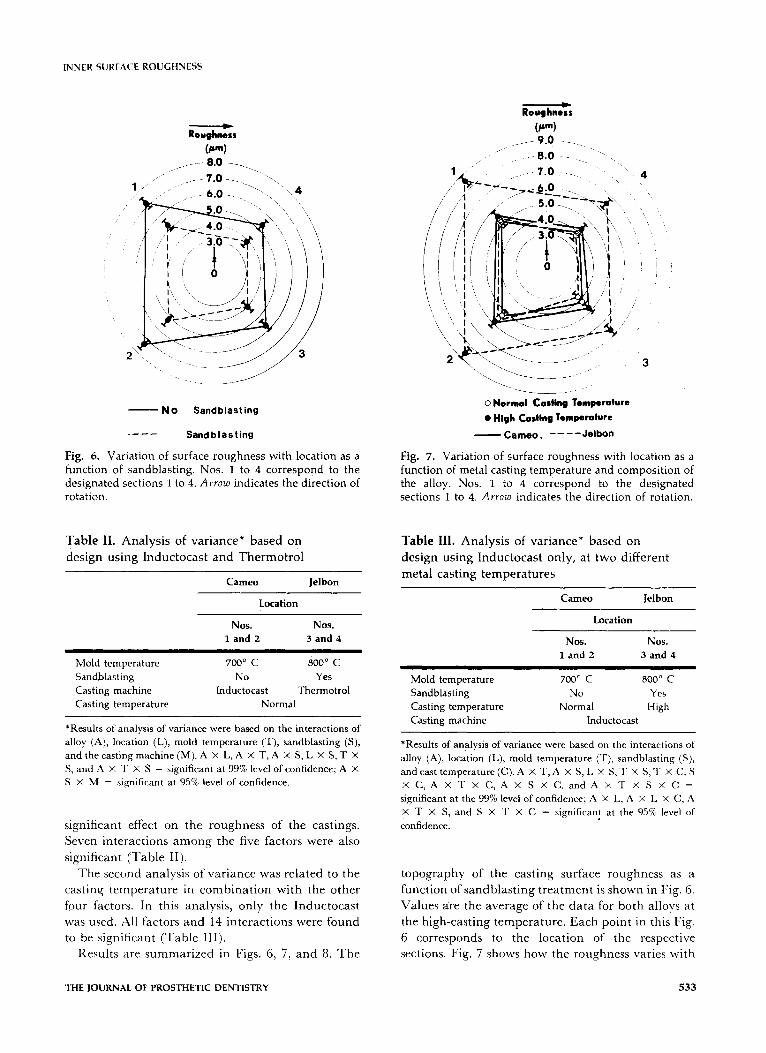
Fig. 6. Variation of surface roughness with location as a function of sandblasting. Nos. 1 to 4 correspond to the designated sections I to 4. Arraw indicates the direction of rotation.
Table II. Analysis of variance* based on design using Inductocast and Thermotrol
Cameo Jelbon
Location
Nos. 1 and 2
Nos. 3 and 4
Mold temperature 7Ov c 800° c
Sandblasting NO Yes
Casting machine Inductocast Thermotrol
Casting temperature Normal
‘Results of analysis of variance were based on the interactions of
alloy (A), location (L), mold temperature (T), sandblasting (S),
and the casting machine(M). A X L, A X T, A X S, L X S, T X
S, and A X T X S = significant at 99% level of confidence; A X
S X M = siqnificant at 95% level of confidence.
significant effect on the roughness of the castings. Seven interactions among the five factors were also significant (Table II).
The second analysis of variance was related to the casting temperature in combination with the other four factors. In this analysis, only the Inductocast was used. All factors and 14 interactions were found to be significant (Table III).
Results dre summarized in Figs. 6, 7, and 8. The
o Normal Casliag lomparaturo
0 High Cadlng krnp~mture
- Cameo, ----Jelbon
Fig. 7. Variation of surface roughness with location as a function of metal casting temperature and composition of the alloy. Nos. 1 to 4 correspond to the designated sections 1 to 4. Arrow indicates the direction of rotation.
Table III. Analysis of variance* based on design using Inductocast only, at two different metal casting temperatures
Cameo Jelbon
Location
Nos. 1 and 2
Nos. 3 and 4
Mold temperature
Sandblasting
Casting temperature
Casting machine
7o0° c 800’ C
No Yes
Normal High
Inductocast
*Results of analysis of variance were based on the interactions of
alloy (A), location (L), mold temperature (T), sandblasting (S),
and cast temperature(C). A X T, A X S, L X S, T X S, T X C, S X C, A X T X C, A X S X C, and A X T X S X C =
significant at the 99% level of confidence; A X L, A X L X C, A
X T X S, and S X T X C = significant at the 95% level of
confidence.
topography of the casting surface roughness as a function of sandblasting treatment is shown in Fig. 6. Values are the average of the data for both alloys at the high-casting temperature. Each point in this Fig. 6 corresponds to the location of the respective sections. Fig. 7 shows how the roughness varies with
THE JOURNAL OF PROSTHETIC DENTISTRY 533
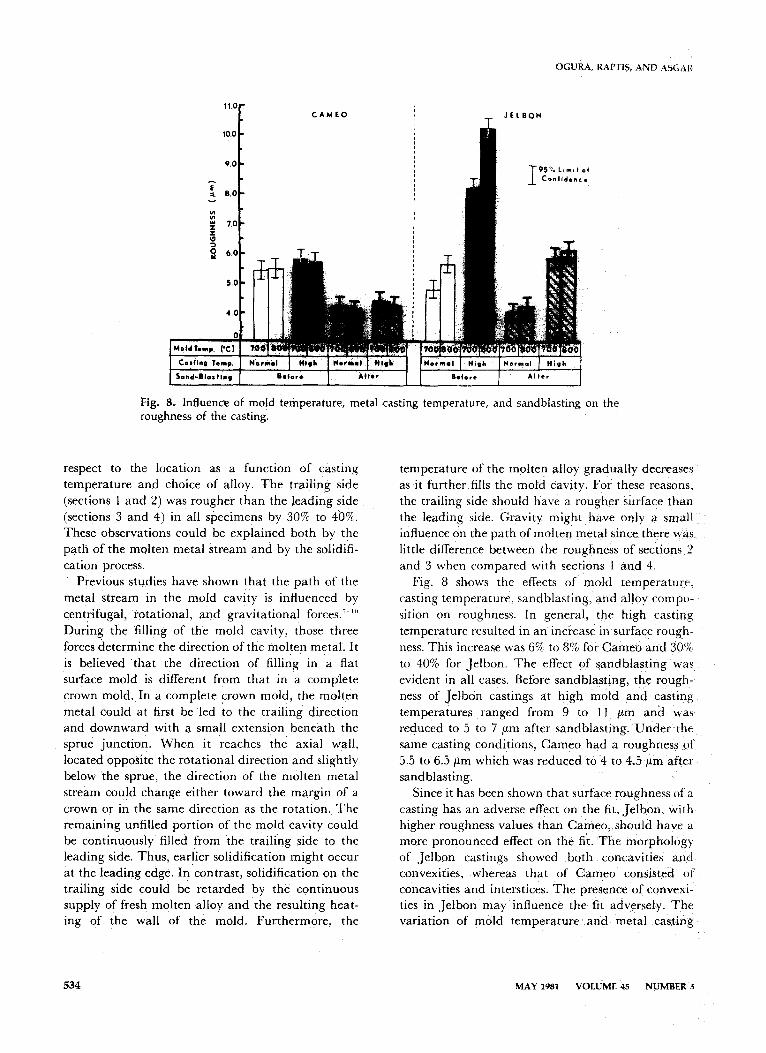
Fig.
CAMEO
OGURA, RAPTIS, AND ASGAR
T JELBON
8. Influence of mold temperature, metal casting temperature, and sandblasting on ro;ghness of the casting.
respect to the location as a function of casting temperature and choice of alloy. The trailing side (sections 1 and 2) was rougher than the leading side (sections 3 and 4) in all specimens by 30% to 40%. These observations could be explained both by the path of the molten metal stream and by the solidifi- cation process.
Previous studies have shown that the path of the metal stream in the mold cavity is influenced by centrifugal, rotational, and gravitational forces.‘-“’ During the ‘filling of the mold cavity, those three forces determine the direction of the molten metal. It is believed that the direction of filling in a flat surface mold is different from that in ‘a complete crown mold. In a complete crown mold, the molten metal could at first be led to the trailing direction and downward with a small extension beneath the sprue junction. When it reaches the axial wall, located opposite the rotational direction and slightly below ‘the sprue, the direction of the molten metal stream could change either toward the margin of a crown or in the same direction as the rotation. The remaining unfilled portion of the mold cavity could be continuously filled from the trailing side to the leading side. Thus, earlier solidification might occur at the leading edge. In contrast, solidification on the trailing side co&d be retarded by the continuous supply of fresh molten alloy and the resulting heat- ing of the wall of the mold. Furthermore, the
the
temperature of the molten alloy gradually decreases as it further fills the mold cavity. For these reasons, the trailing side should have a rougher surface than the leading side. Gravity might have only a small influence on the path of molten metal since there was little difference between the roughness of sections 2 and 3 when compared with sections 1 and 4.
Fig. 8 shows the effects of mold temperature, casting temperature, sandblasting, and alloy compo- sition on roughness. In general, the high casting temperature resulted in an increase in surface rough- ness. This increase was 6% to 8% for Cameo and 30% to 40% for Jelbon. The effect of sandblasting was evident in all cases. Before sandblasting, the rough- ness of Jelbon castings at high mold and casting temperatures ranged from 9 to 11 pm and was reduced to 5 to 7 pm after sandblasting. Under the same casting conditions, Cameo had a roughness of 5.5 to 6.5 pm which was reduced to 4 to 4.5 pm after sandblasting.
Since it has been shown that surface roughness of a casting has an adverse effect on the fit, Jelbon, with higher roughness values than Cameo, should have a more pronounced effect on the fit. The morphoIogy of Jelbon castings showed both concavities and convexities, whereas that of Cameo consisted of concavities and interstices. The presence of convexi- ties in Jelbon may influence the fit adversely. The variation of mold temperature and metal casting
534 MAY 1981 VOLUME 45 NUMBER 5

INNER SURFACE ROUGHNESS
temperature had an accentuated effect on Jelbon. This indicates that the base metal alloy is more technique-sensitive.
Other variables, such as sprue positioning, num- ber of sprues, thickness of the wax pattern, and other types of casting machines should be investigated.
SUMMARk
Six variables that could affect the surface rough- ness of a casting were investigated. The variables were (1) type of alloy, (2) mold temperature, (3) metal casting temperature, (4) casting machine, (5) sandblasting, and (6) location of each section.
It was determined that the trailing portion of a complete cast crown had rougher surfaces than the leading portion. Higher mold and casting tempera- tures produced rougher castings, and this effect was more pronounced in the case of the base metal alloy. Sandblasting reduced the roughness, but produced scratched surfaces. Sandblasting had a more pro- nounced affect on the surface roughness of the base metal alloy cast either at a higher mold temperature or metal casting temperature. The morphology and the roughness profile of the original cast surface differed considerably with the type of alloy used.
REFERENCES
1. Pomes, C. E., Slack. G. L., and Wise, M. W.: Surface
roughness of dental castings. J Am Dent Assoc 41:545,
1950.
2.
3.
4.
5.
6.
7.
8.
9.
10.
Suffert, L. W., and Mahler, D. B.: Reproducibility of gold
castings made by present day dental castings technics. J Am
Dent Assoc 50:1, 1955.
Barone, J. J., Huff, R. L., and Dickson, G.: Surface rough-
ness of gold castings. Dent Prog 1:78, 1961.
Asgar, K.: Casting alloys in dentistry. In Dickson, G., and
Cassel, J. M., editors: Dental Material Research, Washing-
ton, DC, 1972, National Bureau of Standard Special Pub1
No. 354, p 23 1.
Asgar, K.: Melting and casting of alloys. In Valega, T. M.,
editor: Alternatives to gold alloys in dentistry, Washington,
DC, 1977 U.S. Government Printing Office, p 298.
Bauer. R. W., and Franklin, 0. M.: An evaluation of the
surface roughness of four representative crown and bridge
alloys by stereo scanning electron microscopy. Microfilm of
Dental Materials Group IADR, 1978 (Abstr. No. 723).
Nielson, J. P.: Pressure distribution in centrifugal dental
castings. J Dent Res 57:261, 1978.
Rawson, R. D., Gregory, G. G., and Lund, M. R.: Photo-
graphic studies of gold flow. J Dent Res 51:1331, 1972.
Okamura. H.: Flow of molten metal in denture base in
horizontal centrifugal casting procedure. Part I: Flow,
inflown volume, and casting time of molten metal passing
through single sprue into disc type mold. J Japan Sot Dent
Apparat Mat 17:32, 1976.
Ida, K., Daita, K., Kawai, S., and Yamaga, R.: Casting
pressure produced by gaseous passive casting apparatus and
speed of revolution of centrifugal casting machine. J Osaka
Univ, Dent School 10:35, 1970.
Reprmt requests to’ DR. KAMAL ASCAR
THE UNIVERSITV OF MICHIGAN
SCHOOL OF DENTISTRY
PLNN ARBOR, MI 48109
THE IOURNAL OF PROSTHETIC DENTISTRY 535





























