Embed Size (px)
Citation preview

Drug Development and Industrial Pharmacy 25(11) 1177ndash1184 (1999)
RESEARCH PAPER
Influence of Melting and RheologicalProperties of Fatty Binders on the MeltGranulation Process in a High-ShearMixer
B Evrard1 K Amighi2 D Beten2 L Delattre1
and A J Moes2
1Laboratory of Pharmaceutical Technology University of Liege CHUTour 4 Av de lrsquoHopital B 4000 Liege 1 Belgium2Laboratory of Pharmaceutics and Biopharmaceutics Free University ofBrussels Campus Plaine CP 207 Blvd du Triomphe B 1050 BrusselsBelgium
ABSTRACT
The preparation of granules by melt granulation was investigated using a labora-tory-scale high-shear mixer (Pellmix PL 18) and binary mixtures containing lactoseand different lipidic binders namely Compritol 888 Cutina HR or Precirol
ATO5 During the process the product temperature and the impeller motor powerconsumption were monitored On the other hand the melting behavior (thermalanalysis) and the rheological properties (controlled stress capillary rheometer) ofthe different lipophilic binders were also determined The granule formation wasshown to be quite effective at product temperatures even below the melting pointof the lipidic binder that is when the binder is sufficiently softened to be deformedby the very high shearing forces developed in the high-shear mixer On the otherhand the performance of lipidic binders during the melt granulation process wasshown to be closely dependent on their melting and rheological properties Thegranule growth rate was shown to be higher when the binder melting range is nar-row and the influence of temperature on the viscosity of the unmelted product ishigh
To whom correspondence should be addressed
1177
Copyright 1999 by Marcel Dekker Inc wwwdekkercom
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1178 Evrard et al
INTRODUCTION
Melt granulation or thermoplastic granulation isknown as a process in which powder agglomeration isobtained through the addition of a binder that melts orsoftens at a relatively low temperature When melted theaction of the binder is similar to that occurring in a wetgranulation process As a lsquolsquoone-steprsquorsquo operation meltgranulation offers several advantages compared to con-ventional wet granulation since the liquid addition andthe subsequent drying phase are omitted Moreover it isalso a good alternative to the use of solvents in terms ofcost and safety when granulating water-sensitive mate-rials
Numerous hydrophilic or fatty excipients having amelting range between 50degC and 100degC such as polyeth-ylene glycols (1ndash5) waxes (6ndash8) glycerol esters (9ndash12)fatty acids and alcohols (913) and hydrogenated vegeta-ble oils (914ndash17) can be used as binders By selectinglipophilic binders melt granulation can be a means ofproducing sustained-release granules (16) pellets (8) ormatrix tablets (791114)
During melt granulation in high-shear mixers the heatrequired for the granulation step is generated by frictionas the powder is intensively moved by the mixer bladesandor by a heating jacket
During the granulation process the product tempera-ture and the impeller motor power consumption must bemonitored accurately Indeed the recording of the powerconsumption can be used as a means to follow the granulegrowth during the mixing process as previously de-scribed by Bier Leuenberger and Sucker (18) for wetgranulation in an instrumented planetary mixer More-over it has been shown to be a suitable method to detectthe end point of the granulation process and thus to im-prove the quality of the final product (141920)
The purpose of the present investigation was to studythe influence of three lipophilic binders (Cutina HR hy-drogenated castor oil Henkel Germany Precirol ATO
Table 1
Physicochemical Properties of Lipophilic Binders
Iodine Saponification Hydroxyl MeltingLipidic Binder Acid Value Value Value Value Rangea (degC)
Cutina HR 40 5 6180 6155 80ndash85Compritol 888 40 3 145ndash165 mdash 69ndash74Precirol ATO 5 60 3 175ndash195 60ndash115 53ndash57
a Drop point
5 glyceryl palmitostearate Gattefosseprime France and Com-pritol 888 glyceryl behenate Gattefosseprime France) withdifferent melting characteristics on the granule formationduring the mixing process in a small-scale high-shearmixer (Pellmix type PL 18 Niro AS Denmark) Foreach binder both the product temperature and the impel-ler motor power consumption were monitored during themelt granulation process and the granule size was evalu-ated at predetermined intervals Then the data obtainedwere correlated with the melting characteristics (thermalanalysis) and the rheological properties (controlled stresscapillary rheometer) of the different lipophilic binders tounderstand better the granule formation mechanism inhigh-shear mixers
EXPERIMENTAL
Materials
Lactose 450 mesh (DMV International Veghel Neth-erlands) EP grade was used as the diluent Hydroge-nated castor oil (Cutina HR) glyceryl palmitostearate(Precirol ATO 5) and glyceryl behenate (Compritol 888)were used as low-melting lipophilic binders All thesefatty excipients occur as fine white to slightly yellowfree-flowing powders Their typical properties as speci-fied by the suppliers are summarized in Table 1
Methods
Melt Granulation
A vertical laboratory-scale high-shear mixer (Pellmix)with a bowl capacity of 8 L was used for the productionof batches of about 1 kg (14)
After mixing the binary materials containing lactoseand 16 ww of each meltable binder at 400 rpm for 1min the speed of the impeller was adjusted to 1200 rpmThe heat required to increase the product temperature andpromote the formation of granules was produced solely
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1179
by friction During processing the time temperature andimpeller motor power consumption were all monitoredGranule samples of approximately 50 g were withdrawnat predetermined intervals to follow the formation ofgranules during the process The granules were allowedto cool at room temperature and granule size (geometricweight mean diameter dgw) and size distribution (geomet-ric standard deviation sgw) were determined by sieve anal-ysis The granulation process with each binder and thegranule size determinations were performed in triplicate
Differential Scanning Calorimetry
The melting behavior of the lipophilic binders was es-timated by a Perkin-Elmer DSC-7 differential scanningcalorimeter (DSC)TAC-7 thermal analysis controller(Perkin-Elmer Corp Norwalk CT) Samples were previ-ously melted in the DSC by heating at a temperature atleast 10degC higher than their melting point and then theywere rapidly cooled and solidified thus avoiding effectsdue to previous thermal history (freshly solidified sam-ples) Samples of about 5 mg were sealed in a 30-microl alu-minum pan and were scanned between 20degC and 100degCat a heating rate of 5degCmin using nitrogen as the effluentgas To detect the possibility of any polymorphicchanges especially on storage samples were also storedup to 10 days at 40degC and the DSC curves were recordedAll experiments were performed in triplicate
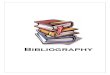
Figure 1 The DSC heating curves obtained from the freshly solidified (a) Cutina HR (b) Precirol and (c) Compritol
Rheological Measurements
The rheological properties of the lipophilic binders onthe solid or the softened material were determined at dif-ferent temperatures close to their melting points using aRheograph 2002 (Gottfert Buchen Germany) controlledstress capillary rheometer With this instrument pres-sures as high as 2 3 108 N sdot m22 (62000 bar) may beused to produce the flow (extrusion) of the lipophilic ma-terial at a constant speed through a stainless steel capil-lary tube (inner diameter 10 mm length 20 mm pistondiameter 120 mm)
The force necessary to produce this constant flow ratewas recorded at each temperature (45degC to 80degC) versustime and the shear rate and the shear stresses at the capil-lary wall were calculated using Rabinowitchrsquos equation[2122] Viscosities ηapp in the range of about 10 to 2 3105 Pa sdot s can be measured with the fatty substances Thetype of flow can be deduced from the shape of the re-corded curve and a rheogram can be constructed whenvarious constant flow rates of the material are producedthrough the capillary tube
RESULTS AND DISCUSSION
The DSC heating curves of the three freshly solidifiedlipophilic binders are shown in Fig 1 As can be seen
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1180 Evrard et al
Figure 2 DSC heating curves obtained for Precirol from (a) the freshly solidified sample (b) the previous sample stored for 10days at 40degC and (c) the untreated sample
Cutina HR and Precirol ATO5 are characterized by quitea complex melting behavior as they melt over a relativelywide range of temperatures showing at least three endo-thermic peaks Indeed the DSC curves obtained for Cu-tina HR and Precirol already show an endothermic devia-tion of the baseline at approximately 45degC while themelting is only ended at approximately 85degC and 60degCrespectively In contrast the DSC curve obtained fromCompritol is characterized by a more limited meltingrange that shows only one important melting endothermat approximately 72degC In this case the endothermic de-viation of the baseline occurs at approximately 65degC andcorresponds most probably to the softening of the lipo-philic binder
The comparison of DSC scans obtained from the un-treated sample (initial) the freshly solidified sample andthe previous sample stored for 10 days at 40degC (Fig 2)permitted finding the presence of at least two differentpolymorphic forms for Precirol Indeed as can be seenin Fig 2 the two low-melting endotherms (45degCndash50degC)corresponding to the less-stable polymorphic forms canbe detected only on the freshly solidified samples More-over as it is usually observed for polymorphic changesthe low-melting endotherms are lost during storage withan increase in height and sharpness of the higher-meltingendotherm This phenomenon was not observed for Cu-
tina HR for which the lower-temperature endothermicpeaks observed in the DSC melting curve (Fig 1) proba-bly correspond to a partial melting andor softening ofthe lipophilic binder rather than to the presence of anypolymorphism As described below both the polymor-phism and the melting range may influence the rheologi-cal properties of the lipophilic binders at temperature val-ues below their melting point and even may influence thegranule formation in high-shear mixers
Until now the influence of the binder viscosity onthe melt granulation process was generally evaluated onthe molten material by considering the viscosity of themolten binder at experimental temperatures several de-grees above its melting point (4) Nevertheless the pres-ence of very high shearing forces in high-shear mixersmay provoke the deformation and the flow of the low-melting binder at product temperatures still below themelting point when the binder softens andor melts par-tially
For this purpose the rheological properties of the lipo-philic binders were determined on the solid or the soft-ened material at different temperatures close to theirmelting points using a controlled stress capillary rheome-ter All the three lipophilic binders evaluated show pseu-doplastic flow as the log-log rheograms obtained are lin-ear (r $ 989) and are characterized by N values less than
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1181
Table 2
Apparent Viscosities Calculated at 40 s21 for Binders at Temperatures Below Their Melting Points
Apparent Viscosity ηapp (Pas)
Lipidic Binder 45degC 50degC 55degC 60degC 65degC 70degC 75degC 80degC
Cutina HR mdash MBa 9236 4238 3595 1139 972 448Compritol mdash mdash MBa 5537 1677 194 melted mdashPrecirol 5196 665 melted mdash mdash mdash mdash mdashPrecirolb 4182 318 melted mdash mdash mdash mdash mdash
a Manual breaking off (material not extruded)b Freshly solidified sample
1 (shear thinning) according to the lsquolsquopower lawrsquorsquo (23)The apparent viscosity ηapp results calculated at a shearrate of 40 s21 for Cutina HR Compritol and Precirolat different temperatures below their melting points aresummarized in Table 2 As can be seen the apparent vis-cosities of the unmelted lipidic binders can be determinedfrom experimental temperature values of 55degC 60degCand 45degC for Cutina HR Compritol and Precirol respec-tively Indeed at lower temperature values the materialwas too hard to be extruded through the rheometer capil-lary Moreover the temperature range at which a lipidicmaterial flows (extrusion) appears to be variable and de-pendent on its melting properties In accordance with theDSC results the unmelted Cutina HR flows within awider temperature range than Compritol and Precirol asit is characterized by the widest melting range Obvi-
Figure 3 The evolution of the product temperature during the melt granulation process in a high-shear mixer with CompritolCutina HR and Precirol
ously the viscosity decreases when the temperature in-creases as the material softens but no linear correlationwas observed between the temperature (1T ) and the log-arithm of the viscosity Finally the viscosity of thefreshly solidified Precirol is substantially lower than thatof the untreated material resulting most probably fromthe polymorphism of this lipidic material as discussedabove
Figures 3 and 4 show respectively the evolution ofthe product temperature and the geometric weight meandiameter dgw during the granulation process with binarymixtures containing Compritol Cutina HR and PrecirolThe granule size dgw determined from sieve analysisgrows during the granulation process from about 50 micromto approximately 300 microm 400 microm and 500 microm for Cu-tina HR Compritol and Precirol respectively Granules
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1182 Evrard et al
Figure 4 The evolution of the granule size (geometric weight mean diameter dgw) during the melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
show relatively narrow size distributions and the geo-metric standard deviations sgw are similar for the threebinders and vary from 1 to 35 within all sample sets Ascan be seen in Fig 3 the product temperature increasesvery slowly in a first step during which the granuleformation does not take place yet as there are only fewinteractions between the particles After this initial lagtime which lasts about 7 15 and 23 min for PrecirolCutina HR and Compritol respectively the product tem-perature increases rapidly as the granule formation oc-curs The granulator was then stopped without further de-lay to avoid any overwetting phenomenon and theformation of lumps which are likely to occur when pro-longed massing times are adopted The overall granula-tion process is relatively rapid and lasts about 8 18 and24 min with Precirol Cutina HR and Compritol respec-tively
These results seem to be contradictory at first sightas the granule formation occurs more rapidly with CutinaHR than with Compritol despite the higher value of themain melting peak of the former (see Fig 1) This canbe explained by the differences observed below betweenthe melting and the rheological properties of the lipo-philic binders Indeed the granule formation may takeplace only when the product reaches a temperature suffi-ciently high to soften and thus to promote the binder de-formation and flow Figure 1 and Table 2 indicate thatCutina HR is softened at a lower temperature than Com-pritol (about 55degC and 65degC respectively) On the otherhand the granule growth appears also to be dependent
on the melting and rheological properties of the bindersIndeed the granule growth is faster with Compritol andPrecirol (lower melting range and strong influence oftemperature on viscosity) than with Cutina HR (widermelting range and little influence of temperature on vis-cosity) since the granule formation step is prolongedfrom about 1 min for the former binders to about 5 minfor the latter (Figs 3 and 4)
The influence of the melting and rheological proper-ties of the binders on the granulation process in high-shear mixers can be understood better by considering thegranule formation as well as the impeller motor powerconsumption in function of the product temperature (seeFigs 5 and 6) Changes of granule size and motor powerconsumption in the function of the product temperatureare quite similar despite the fact that the granule forma-tion is slightly shifted to higher temperature values Thisphenomenon is particularly evident for Cutina HR as thegranule formation is more progressive with this binderthan with the other two Moreover in accordance withthermal and rheological determinations the granuleformation occurs through a relatively limited temper-ature range and is effective from approximately 50degC and70degC with Precirol and Compritol respectively There-fore the use of binding agents like Cutina HR with awide melting range (between approximately 60degC and80degC) rather than those with a more narrow meltingrange like Compritol permits better control of the gran-ule size and of the granulation end point during the granu-lation process
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1183
Figure 5 The evolution of the granule size (geometric weight mean diameter dgw) in function of the product temperature duringthe melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
CONCLUSION
The granule formation in high-shear mixers usinglow-melting fatty binders is quite effective at producttemperatures even below their melting point that iswhen the binder is sufficiently softened to be deformedunder the action of very high shearing forces The perfor-mance of such binders during the melt granulation pro-cess is closely dependent on their melting and rheological
Figure 6 The evolution of the impeller motor power consumption (W) in function of the product temperature during the meltgranulation process in a high-shear mixer with Compritol Cutina HR and Precirol
properties Generally the granule growth rate is higherwhen the binder melting range is narrow and the influ-ence of temperature on the viscosity of the unmeltedproduct is high
REFERENCES
1 T Schaefer P Holm and H G Kristensen Drug DevInd Pharm 16 1249ndash1277 (1990)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1184 Evrard et al
2 T Shaefer and Ch Mathiesen Int J Pharm 134 105ndash117 (1996)
3 T Schaefer B Taagegaard L J Thomsen and H GKristensen Eur J Pharm Sci 1 125ndash131 (1993)
4 T Schaefer and Ch Mathiesen Int J Pharm 139 125ndash138 (1996)
5 R Kinget and R Kemel Acta Pharm Technol 31 57ndash62 (1985)
6 C A McTaggart J A Ganley A Sickmueller andS E Walker Int J Pharm 19 139ndash148 (1984)
7 P Flanders G A Dyer and D Jordan Drug Dev IndPharm 13 1001ndash1022 (1987)
8 L J Thomsen T Schaefer J Sonnergaard and H GKristensen Drug Dev Ind Pharm 19 1867ndash1887(1993)
9 B Evrard and L Delattre Drug Dev Ind Pharm 22111ndash118 (1996)
10 P V Parab C K Oh and W A Ritschel Drug DevInd Pharm 12 1309ndash1327 (1986)
11 D Saraiya and S Bolton Drug Dev Ind Pharm 161963ndash1969 (1990)
12 S Malamataris A Panagopoulou and P HatzipantouDrug Dev Ind Pharm 17 1765ndash1777 (1991)
13 M H Rubinstein and P Musikabhuma Drug Dev IndPharm 6 451ndash473 (1980)
14 B Evrard and L Delattre Proc 6th Int Conf PharmTechnol 187ndash196 (1992)
15 M G Boles P B Deasy and M F Donnellan DrugDev Ind Pharm 19 349ndash370 (1993)
16 A N Ozdemir and I Agabeyoglu Drug Dev IndPharm 16 1805ndash1814 (1990)
17 A M Pommier C Brossard J Ser and D DucheneSTP Pharma 4 384ndash391 (1988)
18 H Bier H Leuenberger and H Sucker Pharm Ind 41375ndash380 (1979)
19 P Holm High shear mixer granulators in Handbook ofPharmaceutical Granulation Technology Drugs andPharmaceutical Science Vol 81 (D M Parikh Ed)Marcel Dekker New York 1997 pp 151ndash204
20 B Evrard PhD thesis Universiteprime de Liege 199521 C K Schoff Rheological measurements in Polymers
Polymer Characterization and Analysis (J I KroschwitsEd) Wiley Interscience New York 1990 pp 637ndash725
22 M Djimbo and A J Moes J Pharm Belg 39 36ndash42(1984)
23 A J Moes Pharm Acta Helv 43 290ndash320 (1968)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081DDC100102285
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly

ORDER REPRINTS
1178 Evrard et al
INTRODUCTION
Melt granulation or thermoplastic granulation isknown as a process in which powder agglomeration isobtained through the addition of a binder that melts orsoftens at a relatively low temperature When melted theaction of the binder is similar to that occurring in a wetgranulation process As a lsquolsquoone-steprsquorsquo operation meltgranulation offers several advantages compared to con-ventional wet granulation since the liquid addition andthe subsequent drying phase are omitted Moreover it isalso a good alternative to the use of solvents in terms ofcost and safety when granulating water-sensitive mate-rials
Numerous hydrophilic or fatty excipients having amelting range between 50degC and 100degC such as polyeth-ylene glycols (1ndash5) waxes (6ndash8) glycerol esters (9ndash12)fatty acids and alcohols (913) and hydrogenated vegeta-ble oils (914ndash17) can be used as binders By selectinglipophilic binders melt granulation can be a means ofproducing sustained-release granules (16) pellets (8) ormatrix tablets (791114)
During melt granulation in high-shear mixers the heatrequired for the granulation step is generated by frictionas the powder is intensively moved by the mixer bladesandor by a heating jacket
During the granulation process the product tempera-ture and the impeller motor power consumption must bemonitored accurately Indeed the recording of the powerconsumption can be used as a means to follow the granulegrowth during the mixing process as previously de-scribed by Bier Leuenberger and Sucker (18) for wetgranulation in an instrumented planetary mixer More-over it has been shown to be a suitable method to detectthe end point of the granulation process and thus to im-prove the quality of the final product (141920)
The purpose of the present investigation was to studythe influence of three lipophilic binders (Cutina HR hy-drogenated castor oil Henkel Germany Precirol ATO
Table 1
Physicochemical Properties of Lipophilic Binders
Iodine Saponification Hydroxyl MeltingLipidic Binder Acid Value Value Value Value Rangea (degC)
Cutina HR 40 5 6180 6155 80ndash85Compritol 888 40 3 145ndash165 mdash 69ndash74Precirol ATO 5 60 3 175ndash195 60ndash115 53ndash57
a Drop point
5 glyceryl palmitostearate Gattefosseprime France and Com-pritol 888 glyceryl behenate Gattefosseprime France) withdifferent melting characteristics on the granule formationduring the mixing process in a small-scale high-shearmixer (Pellmix type PL 18 Niro AS Denmark) Foreach binder both the product temperature and the impel-ler motor power consumption were monitored during themelt granulation process and the granule size was evalu-ated at predetermined intervals Then the data obtainedwere correlated with the melting characteristics (thermalanalysis) and the rheological properties (controlled stresscapillary rheometer) of the different lipophilic binders tounderstand better the granule formation mechanism inhigh-shear mixers
EXPERIMENTAL
Materials
Lactose 450 mesh (DMV International Veghel Neth-erlands) EP grade was used as the diluent Hydroge-nated castor oil (Cutina HR) glyceryl palmitostearate(Precirol ATO 5) and glyceryl behenate (Compritol 888)were used as low-melting lipophilic binders All thesefatty excipients occur as fine white to slightly yellowfree-flowing powders Their typical properties as speci-fied by the suppliers are summarized in Table 1
Methods
Melt Granulation
A vertical laboratory-scale high-shear mixer (Pellmix)with a bowl capacity of 8 L was used for the productionof batches of about 1 kg (14)
After mixing the binary materials containing lactoseand 16 ww of each meltable binder at 400 rpm for 1min the speed of the impeller was adjusted to 1200 rpmThe heat required to increase the product temperature andpromote the formation of granules was produced solely
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1179
by friction During processing the time temperature andimpeller motor power consumption were all monitoredGranule samples of approximately 50 g were withdrawnat predetermined intervals to follow the formation ofgranules during the process The granules were allowedto cool at room temperature and granule size (geometricweight mean diameter dgw) and size distribution (geomet-ric standard deviation sgw) were determined by sieve anal-ysis The granulation process with each binder and thegranule size determinations were performed in triplicate
Differential Scanning Calorimetry
The melting behavior of the lipophilic binders was es-timated by a Perkin-Elmer DSC-7 differential scanningcalorimeter (DSC)TAC-7 thermal analysis controller(Perkin-Elmer Corp Norwalk CT) Samples were previ-ously melted in the DSC by heating at a temperature atleast 10degC higher than their melting point and then theywere rapidly cooled and solidified thus avoiding effectsdue to previous thermal history (freshly solidified sam-ples) Samples of about 5 mg were sealed in a 30-microl alu-minum pan and were scanned between 20degC and 100degCat a heating rate of 5degCmin using nitrogen as the effluentgas To detect the possibility of any polymorphicchanges especially on storage samples were also storedup to 10 days at 40degC and the DSC curves were recordedAll experiments were performed in triplicate
Figure 1 The DSC heating curves obtained from the freshly solidified (a) Cutina HR (b) Precirol and (c) Compritol
Rheological Measurements
The rheological properties of the lipophilic binders onthe solid or the softened material were determined at dif-ferent temperatures close to their melting points using aRheograph 2002 (Gottfert Buchen Germany) controlledstress capillary rheometer With this instrument pres-sures as high as 2 3 108 N sdot m22 (62000 bar) may beused to produce the flow (extrusion) of the lipophilic ma-terial at a constant speed through a stainless steel capil-lary tube (inner diameter 10 mm length 20 mm pistondiameter 120 mm)
The force necessary to produce this constant flow ratewas recorded at each temperature (45degC to 80degC) versustime and the shear rate and the shear stresses at the capil-lary wall were calculated using Rabinowitchrsquos equation[2122] Viscosities ηapp in the range of about 10 to 2 3105 Pa sdot s can be measured with the fatty substances Thetype of flow can be deduced from the shape of the re-corded curve and a rheogram can be constructed whenvarious constant flow rates of the material are producedthrough the capillary tube
RESULTS AND DISCUSSION
The DSC heating curves of the three freshly solidifiedlipophilic binders are shown in Fig 1 As can be seen
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1180 Evrard et al
Figure 2 DSC heating curves obtained for Precirol from (a) the freshly solidified sample (b) the previous sample stored for 10days at 40degC and (c) the untreated sample
Cutina HR and Precirol ATO5 are characterized by quitea complex melting behavior as they melt over a relativelywide range of temperatures showing at least three endo-thermic peaks Indeed the DSC curves obtained for Cu-tina HR and Precirol already show an endothermic devia-tion of the baseline at approximately 45degC while themelting is only ended at approximately 85degC and 60degCrespectively In contrast the DSC curve obtained fromCompritol is characterized by a more limited meltingrange that shows only one important melting endothermat approximately 72degC In this case the endothermic de-viation of the baseline occurs at approximately 65degC andcorresponds most probably to the softening of the lipo-philic binder
The comparison of DSC scans obtained from the un-treated sample (initial) the freshly solidified sample andthe previous sample stored for 10 days at 40degC (Fig 2)permitted finding the presence of at least two differentpolymorphic forms for Precirol Indeed as can be seenin Fig 2 the two low-melting endotherms (45degCndash50degC)corresponding to the less-stable polymorphic forms canbe detected only on the freshly solidified samples More-over as it is usually observed for polymorphic changesthe low-melting endotherms are lost during storage withan increase in height and sharpness of the higher-meltingendotherm This phenomenon was not observed for Cu-
tina HR for which the lower-temperature endothermicpeaks observed in the DSC melting curve (Fig 1) proba-bly correspond to a partial melting andor softening ofthe lipophilic binder rather than to the presence of anypolymorphism As described below both the polymor-phism and the melting range may influence the rheologi-cal properties of the lipophilic binders at temperature val-ues below their melting point and even may influence thegranule formation in high-shear mixers
Until now the influence of the binder viscosity onthe melt granulation process was generally evaluated onthe molten material by considering the viscosity of themolten binder at experimental temperatures several de-grees above its melting point (4) Nevertheless the pres-ence of very high shearing forces in high-shear mixersmay provoke the deformation and the flow of the low-melting binder at product temperatures still below themelting point when the binder softens andor melts par-tially
For this purpose the rheological properties of the lipo-philic binders were determined on the solid or the soft-ened material at different temperatures close to theirmelting points using a controlled stress capillary rheome-ter All the three lipophilic binders evaluated show pseu-doplastic flow as the log-log rheograms obtained are lin-ear (r $ 989) and are characterized by N values less than
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1181
Table 2
Apparent Viscosities Calculated at 40 s21 for Binders at Temperatures Below Their Melting Points
Apparent Viscosity ηapp (Pas)
Lipidic Binder 45degC 50degC 55degC 60degC 65degC 70degC 75degC 80degC
Cutina HR mdash MBa 9236 4238 3595 1139 972 448Compritol mdash mdash MBa 5537 1677 194 melted mdashPrecirol 5196 665 melted mdash mdash mdash mdash mdashPrecirolb 4182 318 melted mdash mdash mdash mdash mdash
a Manual breaking off (material not extruded)b Freshly solidified sample
1 (shear thinning) according to the lsquolsquopower lawrsquorsquo (23)The apparent viscosity ηapp results calculated at a shearrate of 40 s21 for Cutina HR Compritol and Precirolat different temperatures below their melting points aresummarized in Table 2 As can be seen the apparent vis-cosities of the unmelted lipidic binders can be determinedfrom experimental temperature values of 55degC 60degCand 45degC for Cutina HR Compritol and Precirol respec-tively Indeed at lower temperature values the materialwas too hard to be extruded through the rheometer capil-lary Moreover the temperature range at which a lipidicmaterial flows (extrusion) appears to be variable and de-pendent on its melting properties In accordance with theDSC results the unmelted Cutina HR flows within awider temperature range than Compritol and Precirol asit is characterized by the widest melting range Obvi-
Figure 3 The evolution of the product temperature during the melt granulation process in a high-shear mixer with CompritolCutina HR and Precirol
ously the viscosity decreases when the temperature in-creases as the material softens but no linear correlationwas observed between the temperature (1T ) and the log-arithm of the viscosity Finally the viscosity of thefreshly solidified Precirol is substantially lower than thatof the untreated material resulting most probably fromthe polymorphism of this lipidic material as discussedabove
Figures 3 and 4 show respectively the evolution ofthe product temperature and the geometric weight meandiameter dgw during the granulation process with binarymixtures containing Compritol Cutina HR and PrecirolThe granule size dgw determined from sieve analysisgrows during the granulation process from about 50 micromto approximately 300 microm 400 microm and 500 microm for Cu-tina HR Compritol and Precirol respectively Granules
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1182 Evrard et al
Figure 4 The evolution of the granule size (geometric weight mean diameter dgw) during the melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
show relatively narrow size distributions and the geo-metric standard deviations sgw are similar for the threebinders and vary from 1 to 35 within all sample sets Ascan be seen in Fig 3 the product temperature increasesvery slowly in a first step during which the granuleformation does not take place yet as there are only fewinteractions between the particles After this initial lagtime which lasts about 7 15 and 23 min for PrecirolCutina HR and Compritol respectively the product tem-perature increases rapidly as the granule formation oc-curs The granulator was then stopped without further de-lay to avoid any overwetting phenomenon and theformation of lumps which are likely to occur when pro-longed massing times are adopted The overall granula-tion process is relatively rapid and lasts about 8 18 and24 min with Precirol Cutina HR and Compritol respec-tively
These results seem to be contradictory at first sightas the granule formation occurs more rapidly with CutinaHR than with Compritol despite the higher value of themain melting peak of the former (see Fig 1) This canbe explained by the differences observed below betweenthe melting and the rheological properties of the lipo-philic binders Indeed the granule formation may takeplace only when the product reaches a temperature suffi-ciently high to soften and thus to promote the binder de-formation and flow Figure 1 and Table 2 indicate thatCutina HR is softened at a lower temperature than Com-pritol (about 55degC and 65degC respectively) On the otherhand the granule growth appears also to be dependent
on the melting and rheological properties of the bindersIndeed the granule growth is faster with Compritol andPrecirol (lower melting range and strong influence oftemperature on viscosity) than with Cutina HR (widermelting range and little influence of temperature on vis-cosity) since the granule formation step is prolongedfrom about 1 min for the former binders to about 5 minfor the latter (Figs 3 and 4)
The influence of the melting and rheological proper-ties of the binders on the granulation process in high-shear mixers can be understood better by considering thegranule formation as well as the impeller motor powerconsumption in function of the product temperature (seeFigs 5 and 6) Changes of granule size and motor powerconsumption in the function of the product temperatureare quite similar despite the fact that the granule forma-tion is slightly shifted to higher temperature values Thisphenomenon is particularly evident for Cutina HR as thegranule formation is more progressive with this binderthan with the other two Moreover in accordance withthermal and rheological determinations the granuleformation occurs through a relatively limited temper-ature range and is effective from approximately 50degC and70degC with Precirol and Compritol respectively There-fore the use of binding agents like Cutina HR with awide melting range (between approximately 60degC and80degC) rather than those with a more narrow meltingrange like Compritol permits better control of the gran-ule size and of the granulation end point during the granu-lation process
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1183
Figure 5 The evolution of the granule size (geometric weight mean diameter dgw) in function of the product temperature duringthe melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
CONCLUSION
The granule formation in high-shear mixers usinglow-melting fatty binders is quite effective at producttemperatures even below their melting point that iswhen the binder is sufficiently softened to be deformedunder the action of very high shearing forces The perfor-mance of such binders during the melt granulation pro-cess is closely dependent on their melting and rheological
Figure 6 The evolution of the impeller motor power consumption (W) in function of the product temperature during the meltgranulation process in a high-shear mixer with Compritol Cutina HR and Precirol
properties Generally the granule growth rate is higherwhen the binder melting range is narrow and the influ-ence of temperature on the viscosity of the unmeltedproduct is high
REFERENCES
1 T Schaefer P Holm and H G Kristensen Drug DevInd Pharm 16 1249ndash1277 (1990)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1184 Evrard et al
2 T Shaefer and Ch Mathiesen Int J Pharm 134 105ndash117 (1996)
3 T Schaefer B Taagegaard L J Thomsen and H GKristensen Eur J Pharm Sci 1 125ndash131 (1993)
4 T Schaefer and Ch Mathiesen Int J Pharm 139 125ndash138 (1996)
5 R Kinget and R Kemel Acta Pharm Technol 31 57ndash62 (1985)
6 C A McTaggart J A Ganley A Sickmueller andS E Walker Int J Pharm 19 139ndash148 (1984)
7 P Flanders G A Dyer and D Jordan Drug Dev IndPharm 13 1001ndash1022 (1987)
8 L J Thomsen T Schaefer J Sonnergaard and H GKristensen Drug Dev Ind Pharm 19 1867ndash1887(1993)
9 B Evrard and L Delattre Drug Dev Ind Pharm 22111ndash118 (1996)
10 P V Parab C K Oh and W A Ritschel Drug DevInd Pharm 12 1309ndash1327 (1986)
11 D Saraiya and S Bolton Drug Dev Ind Pharm 161963ndash1969 (1990)
12 S Malamataris A Panagopoulou and P HatzipantouDrug Dev Ind Pharm 17 1765ndash1777 (1991)
13 M H Rubinstein and P Musikabhuma Drug Dev IndPharm 6 451ndash473 (1980)
14 B Evrard and L Delattre Proc 6th Int Conf PharmTechnol 187ndash196 (1992)
15 M G Boles P B Deasy and M F Donnellan DrugDev Ind Pharm 19 349ndash370 (1993)
16 A N Ozdemir and I Agabeyoglu Drug Dev IndPharm 16 1805ndash1814 (1990)
17 A M Pommier C Brossard J Ser and D DucheneSTP Pharma 4 384ndash391 (1988)
18 H Bier H Leuenberger and H Sucker Pharm Ind 41375ndash380 (1979)
19 P Holm High shear mixer granulators in Handbook ofPharmaceutical Granulation Technology Drugs andPharmaceutical Science Vol 81 (D M Parikh Ed)Marcel Dekker New York 1997 pp 151ndash204
20 B Evrard PhD thesis Universiteprime de Liege 199521 C K Schoff Rheological measurements in Polymers
Polymer Characterization and Analysis (J I KroschwitsEd) Wiley Interscience New York 1990 pp 637ndash725
22 M Djimbo and A J Moes J Pharm Belg 39 36ndash42(1984)
23 A J Moes Pharm Acta Helv 43 290ndash320 (1968)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081DDC100102285
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly

ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1179
by friction During processing the time temperature andimpeller motor power consumption were all monitoredGranule samples of approximately 50 g were withdrawnat predetermined intervals to follow the formation ofgranules during the process The granules were allowedto cool at room temperature and granule size (geometricweight mean diameter dgw) and size distribution (geomet-ric standard deviation sgw) were determined by sieve anal-ysis The granulation process with each binder and thegranule size determinations were performed in triplicate
Differential Scanning Calorimetry
The melting behavior of the lipophilic binders was es-timated by a Perkin-Elmer DSC-7 differential scanningcalorimeter (DSC)TAC-7 thermal analysis controller(Perkin-Elmer Corp Norwalk CT) Samples were previ-ously melted in the DSC by heating at a temperature atleast 10degC higher than their melting point and then theywere rapidly cooled and solidified thus avoiding effectsdue to previous thermal history (freshly solidified sam-ples) Samples of about 5 mg were sealed in a 30-microl alu-minum pan and were scanned between 20degC and 100degCat a heating rate of 5degCmin using nitrogen as the effluentgas To detect the possibility of any polymorphicchanges especially on storage samples were also storedup to 10 days at 40degC and the DSC curves were recordedAll experiments were performed in triplicate
Figure 1 The DSC heating curves obtained from the freshly solidified (a) Cutina HR (b) Precirol and (c) Compritol
Rheological Measurements
The rheological properties of the lipophilic binders onthe solid or the softened material were determined at dif-ferent temperatures close to their melting points using aRheograph 2002 (Gottfert Buchen Germany) controlledstress capillary rheometer With this instrument pres-sures as high as 2 3 108 N sdot m22 (62000 bar) may beused to produce the flow (extrusion) of the lipophilic ma-terial at a constant speed through a stainless steel capil-lary tube (inner diameter 10 mm length 20 mm pistondiameter 120 mm)
The force necessary to produce this constant flow ratewas recorded at each temperature (45degC to 80degC) versustime and the shear rate and the shear stresses at the capil-lary wall were calculated using Rabinowitchrsquos equation[2122] Viscosities ηapp in the range of about 10 to 2 3105 Pa sdot s can be measured with the fatty substances Thetype of flow can be deduced from the shape of the re-corded curve and a rheogram can be constructed whenvarious constant flow rates of the material are producedthrough the capillary tube
RESULTS AND DISCUSSION
The DSC heating curves of the three freshly solidifiedlipophilic binders are shown in Fig 1 As can be seen
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1180 Evrard et al
Figure 2 DSC heating curves obtained for Precirol from (a) the freshly solidified sample (b) the previous sample stored for 10days at 40degC and (c) the untreated sample
Cutina HR and Precirol ATO5 are characterized by quitea complex melting behavior as they melt over a relativelywide range of temperatures showing at least three endo-thermic peaks Indeed the DSC curves obtained for Cu-tina HR and Precirol already show an endothermic devia-tion of the baseline at approximately 45degC while themelting is only ended at approximately 85degC and 60degCrespectively In contrast the DSC curve obtained fromCompritol is characterized by a more limited meltingrange that shows only one important melting endothermat approximately 72degC In this case the endothermic de-viation of the baseline occurs at approximately 65degC andcorresponds most probably to the softening of the lipo-philic binder
The comparison of DSC scans obtained from the un-treated sample (initial) the freshly solidified sample andthe previous sample stored for 10 days at 40degC (Fig 2)permitted finding the presence of at least two differentpolymorphic forms for Precirol Indeed as can be seenin Fig 2 the two low-melting endotherms (45degCndash50degC)corresponding to the less-stable polymorphic forms canbe detected only on the freshly solidified samples More-over as it is usually observed for polymorphic changesthe low-melting endotherms are lost during storage withan increase in height and sharpness of the higher-meltingendotherm This phenomenon was not observed for Cu-
tina HR for which the lower-temperature endothermicpeaks observed in the DSC melting curve (Fig 1) proba-bly correspond to a partial melting andor softening ofthe lipophilic binder rather than to the presence of anypolymorphism As described below both the polymor-phism and the melting range may influence the rheologi-cal properties of the lipophilic binders at temperature val-ues below their melting point and even may influence thegranule formation in high-shear mixers
Until now the influence of the binder viscosity onthe melt granulation process was generally evaluated onthe molten material by considering the viscosity of themolten binder at experimental temperatures several de-grees above its melting point (4) Nevertheless the pres-ence of very high shearing forces in high-shear mixersmay provoke the deformation and the flow of the low-melting binder at product temperatures still below themelting point when the binder softens andor melts par-tially
For this purpose the rheological properties of the lipo-philic binders were determined on the solid or the soft-ened material at different temperatures close to theirmelting points using a controlled stress capillary rheome-ter All the three lipophilic binders evaluated show pseu-doplastic flow as the log-log rheograms obtained are lin-ear (r $ 989) and are characterized by N values less than
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1181
Table 2
Apparent Viscosities Calculated at 40 s21 for Binders at Temperatures Below Their Melting Points
Apparent Viscosity ηapp (Pas)
Lipidic Binder 45degC 50degC 55degC 60degC 65degC 70degC 75degC 80degC
Cutina HR mdash MBa 9236 4238 3595 1139 972 448Compritol mdash mdash MBa 5537 1677 194 melted mdashPrecirol 5196 665 melted mdash mdash mdash mdash mdashPrecirolb 4182 318 melted mdash mdash mdash mdash mdash
a Manual breaking off (material not extruded)b Freshly solidified sample
1 (shear thinning) according to the lsquolsquopower lawrsquorsquo (23)The apparent viscosity ηapp results calculated at a shearrate of 40 s21 for Cutina HR Compritol and Precirolat different temperatures below their melting points aresummarized in Table 2 As can be seen the apparent vis-cosities of the unmelted lipidic binders can be determinedfrom experimental temperature values of 55degC 60degCand 45degC for Cutina HR Compritol and Precirol respec-tively Indeed at lower temperature values the materialwas too hard to be extruded through the rheometer capil-lary Moreover the temperature range at which a lipidicmaterial flows (extrusion) appears to be variable and de-pendent on its melting properties In accordance with theDSC results the unmelted Cutina HR flows within awider temperature range than Compritol and Precirol asit is characterized by the widest melting range Obvi-
Figure 3 The evolution of the product temperature during the melt granulation process in a high-shear mixer with CompritolCutina HR and Precirol
ously the viscosity decreases when the temperature in-creases as the material softens but no linear correlationwas observed between the temperature (1T ) and the log-arithm of the viscosity Finally the viscosity of thefreshly solidified Precirol is substantially lower than thatof the untreated material resulting most probably fromthe polymorphism of this lipidic material as discussedabove
Figures 3 and 4 show respectively the evolution ofthe product temperature and the geometric weight meandiameter dgw during the granulation process with binarymixtures containing Compritol Cutina HR and PrecirolThe granule size dgw determined from sieve analysisgrows during the granulation process from about 50 micromto approximately 300 microm 400 microm and 500 microm for Cu-tina HR Compritol and Precirol respectively Granules
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1182 Evrard et al
Figure 4 The evolution of the granule size (geometric weight mean diameter dgw) during the melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
show relatively narrow size distributions and the geo-metric standard deviations sgw are similar for the threebinders and vary from 1 to 35 within all sample sets Ascan be seen in Fig 3 the product temperature increasesvery slowly in a first step during which the granuleformation does not take place yet as there are only fewinteractions between the particles After this initial lagtime which lasts about 7 15 and 23 min for PrecirolCutina HR and Compritol respectively the product tem-perature increases rapidly as the granule formation oc-curs The granulator was then stopped without further de-lay to avoid any overwetting phenomenon and theformation of lumps which are likely to occur when pro-longed massing times are adopted The overall granula-tion process is relatively rapid and lasts about 8 18 and24 min with Precirol Cutina HR and Compritol respec-tively
These results seem to be contradictory at first sightas the granule formation occurs more rapidly with CutinaHR than with Compritol despite the higher value of themain melting peak of the former (see Fig 1) This canbe explained by the differences observed below betweenthe melting and the rheological properties of the lipo-philic binders Indeed the granule formation may takeplace only when the product reaches a temperature suffi-ciently high to soften and thus to promote the binder de-formation and flow Figure 1 and Table 2 indicate thatCutina HR is softened at a lower temperature than Com-pritol (about 55degC and 65degC respectively) On the otherhand the granule growth appears also to be dependent
on the melting and rheological properties of the bindersIndeed the granule growth is faster with Compritol andPrecirol (lower melting range and strong influence oftemperature on viscosity) than with Cutina HR (widermelting range and little influence of temperature on vis-cosity) since the granule formation step is prolongedfrom about 1 min for the former binders to about 5 minfor the latter (Figs 3 and 4)
The influence of the melting and rheological proper-ties of the binders on the granulation process in high-shear mixers can be understood better by considering thegranule formation as well as the impeller motor powerconsumption in function of the product temperature (seeFigs 5 and 6) Changes of granule size and motor powerconsumption in the function of the product temperatureare quite similar despite the fact that the granule forma-tion is slightly shifted to higher temperature values Thisphenomenon is particularly evident for Cutina HR as thegranule formation is more progressive with this binderthan with the other two Moreover in accordance withthermal and rheological determinations the granuleformation occurs through a relatively limited temper-ature range and is effective from approximately 50degC and70degC with Precirol and Compritol respectively There-fore the use of binding agents like Cutina HR with awide melting range (between approximately 60degC and80degC) rather than those with a more narrow meltingrange like Compritol permits better control of the gran-ule size and of the granulation end point during the granu-lation process
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1183
Figure 5 The evolution of the granule size (geometric weight mean diameter dgw) in function of the product temperature duringthe melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
CONCLUSION
The granule formation in high-shear mixers usinglow-melting fatty binders is quite effective at producttemperatures even below their melting point that iswhen the binder is sufficiently softened to be deformedunder the action of very high shearing forces The perfor-mance of such binders during the melt granulation pro-cess is closely dependent on their melting and rheological
Figure 6 The evolution of the impeller motor power consumption (W) in function of the product temperature during the meltgranulation process in a high-shear mixer with Compritol Cutina HR and Precirol
properties Generally the granule growth rate is higherwhen the binder melting range is narrow and the influ-ence of temperature on the viscosity of the unmeltedproduct is high
REFERENCES
1 T Schaefer P Holm and H G Kristensen Drug DevInd Pharm 16 1249ndash1277 (1990)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1184 Evrard et al
2 T Shaefer and Ch Mathiesen Int J Pharm 134 105ndash117 (1996)
3 T Schaefer B Taagegaard L J Thomsen and H GKristensen Eur J Pharm Sci 1 125ndash131 (1993)
4 T Schaefer and Ch Mathiesen Int J Pharm 139 125ndash138 (1996)
5 R Kinget and R Kemel Acta Pharm Technol 31 57ndash62 (1985)
6 C A McTaggart J A Ganley A Sickmueller andS E Walker Int J Pharm 19 139ndash148 (1984)
7 P Flanders G A Dyer and D Jordan Drug Dev IndPharm 13 1001ndash1022 (1987)
8 L J Thomsen T Schaefer J Sonnergaard and H GKristensen Drug Dev Ind Pharm 19 1867ndash1887(1993)
9 B Evrard and L Delattre Drug Dev Ind Pharm 22111ndash118 (1996)
10 P V Parab C K Oh and W A Ritschel Drug DevInd Pharm 12 1309ndash1327 (1986)
11 D Saraiya and S Bolton Drug Dev Ind Pharm 161963ndash1969 (1990)
12 S Malamataris A Panagopoulou and P HatzipantouDrug Dev Ind Pharm 17 1765ndash1777 (1991)
13 M H Rubinstein and P Musikabhuma Drug Dev IndPharm 6 451ndash473 (1980)
14 B Evrard and L Delattre Proc 6th Int Conf PharmTechnol 187ndash196 (1992)
15 M G Boles P B Deasy and M F Donnellan DrugDev Ind Pharm 19 349ndash370 (1993)
16 A N Ozdemir and I Agabeyoglu Drug Dev IndPharm 16 1805ndash1814 (1990)
17 A M Pommier C Brossard J Ser and D DucheneSTP Pharma 4 384ndash391 (1988)
18 H Bier H Leuenberger and H Sucker Pharm Ind 41375ndash380 (1979)
19 P Holm High shear mixer granulators in Handbook ofPharmaceutical Granulation Technology Drugs andPharmaceutical Science Vol 81 (D M Parikh Ed)Marcel Dekker New York 1997 pp 151ndash204
20 B Evrard PhD thesis Universiteprime de Liege 199521 C K Schoff Rheological measurements in Polymers
Polymer Characterization and Analysis (J I KroschwitsEd) Wiley Interscience New York 1990 pp 637ndash725
22 M Djimbo and A J Moes J Pharm Belg 39 36ndash42(1984)
23 A J Moes Pharm Acta Helv 43 290ndash320 (1968)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081DDC100102285
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly

ORDER REPRINTS
1180 Evrard et al
Figure 2 DSC heating curves obtained for Precirol from (a) the freshly solidified sample (b) the previous sample stored for 10days at 40degC and (c) the untreated sample
Cutina HR and Precirol ATO5 are characterized by quitea complex melting behavior as they melt over a relativelywide range of temperatures showing at least three endo-thermic peaks Indeed the DSC curves obtained for Cu-tina HR and Precirol already show an endothermic devia-tion of the baseline at approximately 45degC while themelting is only ended at approximately 85degC and 60degCrespectively In contrast the DSC curve obtained fromCompritol is characterized by a more limited meltingrange that shows only one important melting endothermat approximately 72degC In this case the endothermic de-viation of the baseline occurs at approximately 65degC andcorresponds most probably to the softening of the lipo-philic binder
The comparison of DSC scans obtained from the un-treated sample (initial) the freshly solidified sample andthe previous sample stored for 10 days at 40degC (Fig 2)permitted finding the presence of at least two differentpolymorphic forms for Precirol Indeed as can be seenin Fig 2 the two low-melting endotherms (45degCndash50degC)corresponding to the less-stable polymorphic forms canbe detected only on the freshly solidified samples More-over as it is usually observed for polymorphic changesthe low-melting endotherms are lost during storage withan increase in height and sharpness of the higher-meltingendotherm This phenomenon was not observed for Cu-
tina HR for which the lower-temperature endothermicpeaks observed in the DSC melting curve (Fig 1) proba-bly correspond to a partial melting andor softening ofthe lipophilic binder rather than to the presence of anypolymorphism As described below both the polymor-phism and the melting range may influence the rheologi-cal properties of the lipophilic binders at temperature val-ues below their melting point and even may influence thegranule formation in high-shear mixers
Until now the influence of the binder viscosity onthe melt granulation process was generally evaluated onthe molten material by considering the viscosity of themolten binder at experimental temperatures several de-grees above its melting point (4) Nevertheless the pres-ence of very high shearing forces in high-shear mixersmay provoke the deformation and the flow of the low-melting binder at product temperatures still below themelting point when the binder softens andor melts par-tially
For this purpose the rheological properties of the lipo-philic binders were determined on the solid or the soft-ened material at different temperatures close to theirmelting points using a controlled stress capillary rheome-ter All the three lipophilic binders evaluated show pseu-doplastic flow as the log-log rheograms obtained are lin-ear (r $ 989) and are characterized by N values less than
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1181
Table 2
Apparent Viscosities Calculated at 40 s21 for Binders at Temperatures Below Their Melting Points
Apparent Viscosity ηapp (Pas)
Lipidic Binder 45degC 50degC 55degC 60degC 65degC 70degC 75degC 80degC
Cutina HR mdash MBa 9236 4238 3595 1139 972 448Compritol mdash mdash MBa 5537 1677 194 melted mdashPrecirol 5196 665 melted mdash mdash mdash mdash mdashPrecirolb 4182 318 melted mdash mdash mdash mdash mdash
a Manual breaking off (material not extruded)b Freshly solidified sample
1 (shear thinning) according to the lsquolsquopower lawrsquorsquo (23)The apparent viscosity ηapp results calculated at a shearrate of 40 s21 for Cutina HR Compritol and Precirolat different temperatures below their melting points aresummarized in Table 2 As can be seen the apparent vis-cosities of the unmelted lipidic binders can be determinedfrom experimental temperature values of 55degC 60degCand 45degC for Cutina HR Compritol and Precirol respec-tively Indeed at lower temperature values the materialwas too hard to be extruded through the rheometer capil-lary Moreover the temperature range at which a lipidicmaterial flows (extrusion) appears to be variable and de-pendent on its melting properties In accordance with theDSC results the unmelted Cutina HR flows within awider temperature range than Compritol and Precirol asit is characterized by the widest melting range Obvi-
Figure 3 The evolution of the product temperature during the melt granulation process in a high-shear mixer with CompritolCutina HR and Precirol
ously the viscosity decreases when the temperature in-creases as the material softens but no linear correlationwas observed between the temperature (1T ) and the log-arithm of the viscosity Finally the viscosity of thefreshly solidified Precirol is substantially lower than thatof the untreated material resulting most probably fromthe polymorphism of this lipidic material as discussedabove
Figures 3 and 4 show respectively the evolution ofthe product temperature and the geometric weight meandiameter dgw during the granulation process with binarymixtures containing Compritol Cutina HR and PrecirolThe granule size dgw determined from sieve analysisgrows during the granulation process from about 50 micromto approximately 300 microm 400 microm and 500 microm for Cu-tina HR Compritol and Precirol respectively Granules
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1182 Evrard et al
Figure 4 The evolution of the granule size (geometric weight mean diameter dgw) during the melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
show relatively narrow size distributions and the geo-metric standard deviations sgw are similar for the threebinders and vary from 1 to 35 within all sample sets Ascan be seen in Fig 3 the product temperature increasesvery slowly in a first step during which the granuleformation does not take place yet as there are only fewinteractions between the particles After this initial lagtime which lasts about 7 15 and 23 min for PrecirolCutina HR and Compritol respectively the product tem-perature increases rapidly as the granule formation oc-curs The granulator was then stopped without further de-lay to avoid any overwetting phenomenon and theformation of lumps which are likely to occur when pro-longed massing times are adopted The overall granula-tion process is relatively rapid and lasts about 8 18 and24 min with Precirol Cutina HR and Compritol respec-tively
These results seem to be contradictory at first sightas the granule formation occurs more rapidly with CutinaHR than with Compritol despite the higher value of themain melting peak of the former (see Fig 1) This canbe explained by the differences observed below betweenthe melting and the rheological properties of the lipo-philic binders Indeed the granule formation may takeplace only when the product reaches a temperature suffi-ciently high to soften and thus to promote the binder de-formation and flow Figure 1 and Table 2 indicate thatCutina HR is softened at a lower temperature than Com-pritol (about 55degC and 65degC respectively) On the otherhand the granule growth appears also to be dependent
on the melting and rheological properties of the bindersIndeed the granule growth is faster with Compritol andPrecirol (lower melting range and strong influence oftemperature on viscosity) than with Cutina HR (widermelting range and little influence of temperature on vis-cosity) since the granule formation step is prolongedfrom about 1 min for the former binders to about 5 minfor the latter (Figs 3 and 4)
The influence of the melting and rheological proper-ties of the binders on the granulation process in high-shear mixers can be understood better by considering thegranule formation as well as the impeller motor powerconsumption in function of the product temperature (seeFigs 5 and 6) Changes of granule size and motor powerconsumption in the function of the product temperatureare quite similar despite the fact that the granule forma-tion is slightly shifted to higher temperature values Thisphenomenon is particularly evident for Cutina HR as thegranule formation is more progressive with this binderthan with the other two Moreover in accordance withthermal and rheological determinations the granuleformation occurs through a relatively limited temper-ature range and is effective from approximately 50degC and70degC with Precirol and Compritol respectively There-fore the use of binding agents like Cutina HR with awide melting range (between approximately 60degC and80degC) rather than those with a more narrow meltingrange like Compritol permits better control of the gran-ule size and of the granulation end point during the granu-lation process
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1183
Figure 5 The evolution of the granule size (geometric weight mean diameter dgw) in function of the product temperature duringthe melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
CONCLUSION
The granule formation in high-shear mixers usinglow-melting fatty binders is quite effective at producttemperatures even below their melting point that iswhen the binder is sufficiently softened to be deformedunder the action of very high shearing forces The perfor-mance of such binders during the melt granulation pro-cess is closely dependent on their melting and rheological
Figure 6 The evolution of the impeller motor power consumption (W) in function of the product temperature during the meltgranulation process in a high-shear mixer with Compritol Cutina HR and Precirol
properties Generally the granule growth rate is higherwhen the binder melting range is narrow and the influ-ence of temperature on the viscosity of the unmeltedproduct is high
REFERENCES
1 T Schaefer P Holm and H G Kristensen Drug DevInd Pharm 16 1249ndash1277 (1990)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1184 Evrard et al
2 T Shaefer and Ch Mathiesen Int J Pharm 134 105ndash117 (1996)
3 T Schaefer B Taagegaard L J Thomsen and H GKristensen Eur J Pharm Sci 1 125ndash131 (1993)
4 T Schaefer and Ch Mathiesen Int J Pharm 139 125ndash138 (1996)
5 R Kinget and R Kemel Acta Pharm Technol 31 57ndash62 (1985)
6 C A McTaggart J A Ganley A Sickmueller andS E Walker Int J Pharm 19 139ndash148 (1984)
7 P Flanders G A Dyer and D Jordan Drug Dev IndPharm 13 1001ndash1022 (1987)
8 L J Thomsen T Schaefer J Sonnergaard and H GKristensen Drug Dev Ind Pharm 19 1867ndash1887(1993)
9 B Evrard and L Delattre Drug Dev Ind Pharm 22111ndash118 (1996)
10 P V Parab C K Oh and W A Ritschel Drug DevInd Pharm 12 1309ndash1327 (1986)
11 D Saraiya and S Bolton Drug Dev Ind Pharm 161963ndash1969 (1990)
12 S Malamataris A Panagopoulou and P HatzipantouDrug Dev Ind Pharm 17 1765ndash1777 (1991)
13 M H Rubinstein and P Musikabhuma Drug Dev IndPharm 6 451ndash473 (1980)
14 B Evrard and L Delattre Proc 6th Int Conf PharmTechnol 187ndash196 (1992)
15 M G Boles P B Deasy and M F Donnellan DrugDev Ind Pharm 19 349ndash370 (1993)
16 A N Ozdemir and I Agabeyoglu Drug Dev IndPharm 16 1805ndash1814 (1990)
17 A M Pommier C Brossard J Ser and D DucheneSTP Pharma 4 384ndash391 (1988)
18 H Bier H Leuenberger and H Sucker Pharm Ind 41375ndash380 (1979)
19 P Holm High shear mixer granulators in Handbook ofPharmaceutical Granulation Technology Drugs andPharmaceutical Science Vol 81 (D M Parikh Ed)Marcel Dekker New York 1997 pp 151ndash204
20 B Evrard PhD thesis Universiteprime de Liege 199521 C K Schoff Rheological measurements in Polymers
Polymer Characterization and Analysis (J I KroschwitsEd) Wiley Interscience New York 1990 pp 637ndash725
22 M Djimbo and A J Moes J Pharm Belg 39 36ndash42(1984)
23 A J Moes Pharm Acta Helv 43 290ndash320 (1968)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081DDC100102285
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly

ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1181
Table 2
Apparent Viscosities Calculated at 40 s21 for Binders at Temperatures Below Their Melting Points
Apparent Viscosity ηapp (Pas)
Lipidic Binder 45degC 50degC 55degC 60degC 65degC 70degC 75degC 80degC
Cutina HR mdash MBa 9236 4238 3595 1139 972 448Compritol mdash mdash MBa 5537 1677 194 melted mdashPrecirol 5196 665 melted mdash mdash mdash mdash mdashPrecirolb 4182 318 melted mdash mdash mdash mdash mdash
a Manual breaking off (material not extruded)b Freshly solidified sample
1 (shear thinning) according to the lsquolsquopower lawrsquorsquo (23)The apparent viscosity ηapp results calculated at a shearrate of 40 s21 for Cutina HR Compritol and Precirolat different temperatures below their melting points aresummarized in Table 2 As can be seen the apparent vis-cosities of the unmelted lipidic binders can be determinedfrom experimental temperature values of 55degC 60degCand 45degC for Cutina HR Compritol and Precirol respec-tively Indeed at lower temperature values the materialwas too hard to be extruded through the rheometer capil-lary Moreover the temperature range at which a lipidicmaterial flows (extrusion) appears to be variable and de-pendent on its melting properties In accordance with theDSC results the unmelted Cutina HR flows within awider temperature range than Compritol and Precirol asit is characterized by the widest melting range Obvi-
Figure 3 The evolution of the product temperature during the melt granulation process in a high-shear mixer with CompritolCutina HR and Precirol
ously the viscosity decreases when the temperature in-creases as the material softens but no linear correlationwas observed between the temperature (1T ) and the log-arithm of the viscosity Finally the viscosity of thefreshly solidified Precirol is substantially lower than thatof the untreated material resulting most probably fromthe polymorphism of this lipidic material as discussedabove
Figures 3 and 4 show respectively the evolution ofthe product temperature and the geometric weight meandiameter dgw during the granulation process with binarymixtures containing Compritol Cutina HR and PrecirolThe granule size dgw determined from sieve analysisgrows during the granulation process from about 50 micromto approximately 300 microm 400 microm and 500 microm for Cu-tina HR Compritol and Precirol respectively Granules
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1182 Evrard et al
Figure 4 The evolution of the granule size (geometric weight mean diameter dgw) during the melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
show relatively narrow size distributions and the geo-metric standard deviations sgw are similar for the threebinders and vary from 1 to 35 within all sample sets Ascan be seen in Fig 3 the product temperature increasesvery slowly in a first step during which the granuleformation does not take place yet as there are only fewinteractions between the particles After this initial lagtime which lasts about 7 15 and 23 min for PrecirolCutina HR and Compritol respectively the product tem-perature increases rapidly as the granule formation oc-curs The granulator was then stopped without further de-lay to avoid any overwetting phenomenon and theformation of lumps which are likely to occur when pro-longed massing times are adopted The overall granula-tion process is relatively rapid and lasts about 8 18 and24 min with Precirol Cutina HR and Compritol respec-tively
These results seem to be contradictory at first sightas the granule formation occurs more rapidly with CutinaHR than with Compritol despite the higher value of themain melting peak of the former (see Fig 1) This canbe explained by the differences observed below betweenthe melting and the rheological properties of the lipo-philic binders Indeed the granule formation may takeplace only when the product reaches a temperature suffi-ciently high to soften and thus to promote the binder de-formation and flow Figure 1 and Table 2 indicate thatCutina HR is softened at a lower temperature than Com-pritol (about 55degC and 65degC respectively) On the otherhand the granule growth appears also to be dependent
on the melting and rheological properties of the bindersIndeed the granule growth is faster with Compritol andPrecirol (lower melting range and strong influence oftemperature on viscosity) than with Cutina HR (widermelting range and little influence of temperature on vis-cosity) since the granule formation step is prolongedfrom about 1 min for the former binders to about 5 minfor the latter (Figs 3 and 4)
The influence of the melting and rheological proper-ties of the binders on the granulation process in high-shear mixers can be understood better by considering thegranule formation as well as the impeller motor powerconsumption in function of the product temperature (seeFigs 5 and 6) Changes of granule size and motor powerconsumption in the function of the product temperatureare quite similar despite the fact that the granule forma-tion is slightly shifted to higher temperature values Thisphenomenon is particularly evident for Cutina HR as thegranule formation is more progressive with this binderthan with the other two Moreover in accordance withthermal and rheological determinations the granuleformation occurs through a relatively limited temper-ature range and is effective from approximately 50degC and70degC with Precirol and Compritol respectively There-fore the use of binding agents like Cutina HR with awide melting range (between approximately 60degC and80degC) rather than those with a more narrow meltingrange like Compritol permits better control of the gran-ule size and of the granulation end point during the granu-lation process
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1183
Figure 5 The evolution of the granule size (geometric weight mean diameter dgw) in function of the product temperature duringthe melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
CONCLUSION
The granule formation in high-shear mixers usinglow-melting fatty binders is quite effective at producttemperatures even below their melting point that iswhen the binder is sufficiently softened to be deformedunder the action of very high shearing forces The perfor-mance of such binders during the melt granulation pro-cess is closely dependent on their melting and rheological
Figure 6 The evolution of the impeller motor power consumption (W) in function of the product temperature during the meltgranulation process in a high-shear mixer with Compritol Cutina HR and Precirol
properties Generally the granule growth rate is higherwhen the binder melting range is narrow and the influ-ence of temperature on the viscosity of the unmeltedproduct is high
REFERENCES
1 T Schaefer P Holm and H G Kristensen Drug DevInd Pharm 16 1249ndash1277 (1990)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1184 Evrard et al
2 T Shaefer and Ch Mathiesen Int J Pharm 134 105ndash117 (1996)
3 T Schaefer B Taagegaard L J Thomsen and H GKristensen Eur J Pharm Sci 1 125ndash131 (1993)
4 T Schaefer and Ch Mathiesen Int J Pharm 139 125ndash138 (1996)
5 R Kinget and R Kemel Acta Pharm Technol 31 57ndash62 (1985)
6 C A McTaggart J A Ganley A Sickmueller andS E Walker Int J Pharm 19 139ndash148 (1984)
7 P Flanders G A Dyer and D Jordan Drug Dev IndPharm 13 1001ndash1022 (1987)
8 L J Thomsen T Schaefer J Sonnergaard and H GKristensen Drug Dev Ind Pharm 19 1867ndash1887(1993)
9 B Evrard and L Delattre Drug Dev Ind Pharm 22111ndash118 (1996)
10 P V Parab C K Oh and W A Ritschel Drug DevInd Pharm 12 1309ndash1327 (1986)
11 D Saraiya and S Bolton Drug Dev Ind Pharm 161963ndash1969 (1990)
12 S Malamataris A Panagopoulou and P HatzipantouDrug Dev Ind Pharm 17 1765ndash1777 (1991)
13 M H Rubinstein and P Musikabhuma Drug Dev IndPharm 6 451ndash473 (1980)
14 B Evrard and L Delattre Proc 6th Int Conf PharmTechnol 187ndash196 (1992)
15 M G Boles P B Deasy and M F Donnellan DrugDev Ind Pharm 19 349ndash370 (1993)
16 A N Ozdemir and I Agabeyoglu Drug Dev IndPharm 16 1805ndash1814 (1990)
17 A M Pommier C Brossard J Ser and D DucheneSTP Pharma 4 384ndash391 (1988)
18 H Bier H Leuenberger and H Sucker Pharm Ind 41375ndash380 (1979)
19 P Holm High shear mixer granulators in Handbook ofPharmaceutical Granulation Technology Drugs andPharmaceutical Science Vol 81 (D M Parikh Ed)Marcel Dekker New York 1997 pp 151ndash204
20 B Evrard PhD thesis Universiteprime de Liege 199521 C K Schoff Rheological measurements in Polymers
Polymer Characterization and Analysis (J I KroschwitsEd) Wiley Interscience New York 1990 pp 637ndash725
22 M Djimbo and A J Moes J Pharm Belg 39 36ndash42(1984)
23 A J Moes Pharm Acta Helv 43 290ndash320 (1968)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081DDC100102285
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly

ORDER REPRINTS
1182 Evrard et al
Figure 4 The evolution of the granule size (geometric weight mean diameter dgw) during the melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
show relatively narrow size distributions and the geo-metric standard deviations sgw are similar for the threebinders and vary from 1 to 35 within all sample sets Ascan be seen in Fig 3 the product temperature increasesvery slowly in a first step during which the granuleformation does not take place yet as there are only fewinteractions between the particles After this initial lagtime which lasts about 7 15 and 23 min for PrecirolCutina HR and Compritol respectively the product tem-perature increases rapidly as the granule formation oc-curs The granulator was then stopped without further de-lay to avoid any overwetting phenomenon and theformation of lumps which are likely to occur when pro-longed massing times are adopted The overall granula-tion process is relatively rapid and lasts about 8 18 and24 min with Precirol Cutina HR and Compritol respec-tively
These results seem to be contradictory at first sightas the granule formation occurs more rapidly with CutinaHR than with Compritol despite the higher value of themain melting peak of the former (see Fig 1) This canbe explained by the differences observed below betweenthe melting and the rheological properties of the lipo-philic binders Indeed the granule formation may takeplace only when the product reaches a temperature suffi-ciently high to soften and thus to promote the binder de-formation and flow Figure 1 and Table 2 indicate thatCutina HR is softened at a lower temperature than Com-pritol (about 55degC and 65degC respectively) On the otherhand the granule growth appears also to be dependent
on the melting and rheological properties of the bindersIndeed the granule growth is faster with Compritol andPrecirol (lower melting range and strong influence oftemperature on viscosity) than with Cutina HR (widermelting range and little influence of temperature on vis-cosity) since the granule formation step is prolongedfrom about 1 min for the former binders to about 5 minfor the latter (Figs 3 and 4)
The influence of the melting and rheological proper-ties of the binders on the granulation process in high-shear mixers can be understood better by considering thegranule formation as well as the impeller motor powerconsumption in function of the product temperature (seeFigs 5 and 6) Changes of granule size and motor powerconsumption in the function of the product temperatureare quite similar despite the fact that the granule forma-tion is slightly shifted to higher temperature values Thisphenomenon is particularly evident for Cutina HR as thegranule formation is more progressive with this binderthan with the other two Moreover in accordance withthermal and rheological determinations the granuleformation occurs through a relatively limited temper-ature range and is effective from approximately 50degC and70degC with Precirol and Compritol respectively There-fore the use of binding agents like Cutina HR with awide melting range (between approximately 60degC and80degC) rather than those with a more narrow meltingrange like Compritol permits better control of the gran-ule size and of the granulation end point during the granu-lation process
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1183
Figure 5 The evolution of the granule size (geometric weight mean diameter dgw) in function of the product temperature duringthe melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
CONCLUSION
The granule formation in high-shear mixers usinglow-melting fatty binders is quite effective at producttemperatures even below their melting point that iswhen the binder is sufficiently softened to be deformedunder the action of very high shearing forces The perfor-mance of such binders during the melt granulation pro-cess is closely dependent on their melting and rheological
Figure 6 The evolution of the impeller motor power consumption (W) in function of the product temperature during the meltgranulation process in a high-shear mixer with Compritol Cutina HR and Precirol
properties Generally the granule growth rate is higherwhen the binder melting range is narrow and the influ-ence of temperature on the viscosity of the unmeltedproduct is high
REFERENCES
1 T Schaefer P Holm and H G Kristensen Drug DevInd Pharm 16 1249ndash1277 (1990)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1184 Evrard et al
2 T Shaefer and Ch Mathiesen Int J Pharm 134 105ndash117 (1996)
3 T Schaefer B Taagegaard L J Thomsen and H GKristensen Eur J Pharm Sci 1 125ndash131 (1993)
4 T Schaefer and Ch Mathiesen Int J Pharm 139 125ndash138 (1996)
5 R Kinget and R Kemel Acta Pharm Technol 31 57ndash62 (1985)
6 C A McTaggart J A Ganley A Sickmueller andS E Walker Int J Pharm 19 139ndash148 (1984)
7 P Flanders G A Dyer and D Jordan Drug Dev IndPharm 13 1001ndash1022 (1987)
8 L J Thomsen T Schaefer J Sonnergaard and H GKristensen Drug Dev Ind Pharm 19 1867ndash1887(1993)
9 B Evrard and L Delattre Drug Dev Ind Pharm 22111ndash118 (1996)
10 P V Parab C K Oh and W A Ritschel Drug DevInd Pharm 12 1309ndash1327 (1986)
11 D Saraiya and S Bolton Drug Dev Ind Pharm 161963ndash1969 (1990)
12 S Malamataris A Panagopoulou and P HatzipantouDrug Dev Ind Pharm 17 1765ndash1777 (1991)
13 M H Rubinstein and P Musikabhuma Drug Dev IndPharm 6 451ndash473 (1980)
14 B Evrard and L Delattre Proc 6th Int Conf PharmTechnol 187ndash196 (1992)
15 M G Boles P B Deasy and M F Donnellan DrugDev Ind Pharm 19 349ndash370 (1993)
16 A N Ozdemir and I Agabeyoglu Drug Dev IndPharm 16 1805ndash1814 (1990)
17 A M Pommier C Brossard J Ser and D DucheneSTP Pharma 4 384ndash391 (1988)
18 H Bier H Leuenberger and H Sucker Pharm Ind 41375ndash380 (1979)
19 P Holm High shear mixer granulators in Handbook ofPharmaceutical Granulation Technology Drugs andPharmaceutical Science Vol 81 (D M Parikh Ed)Marcel Dekker New York 1997 pp 151ndash204
20 B Evrard PhD thesis Universiteprime de Liege 199521 C K Schoff Rheological measurements in Polymers
Polymer Characterization and Analysis (J I KroschwitsEd) Wiley Interscience New York 1990 pp 637ndash725
22 M Djimbo and A J Moes J Pharm Belg 39 36ndash42(1984)
23 A J Moes Pharm Acta Helv 43 290ndash320 (1968)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081DDC100102285
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly

ORDER REPRINTS
Fatty Binders and Melt Granulation in a High-Shear Mixer 1183
Figure 5 The evolution of the granule size (geometric weight mean diameter dgw) in function of the product temperature duringthe melt granulation process in a high-shear mixer with Compritol Cutina HR and Precirol
CONCLUSION
The granule formation in high-shear mixers usinglow-melting fatty binders is quite effective at producttemperatures even below their melting point that iswhen the binder is sufficiently softened to be deformedunder the action of very high shearing forces The perfor-mance of such binders during the melt granulation pro-cess is closely dependent on their melting and rheological
Figure 6 The evolution of the impeller motor power consumption (W) in function of the product temperature during the meltgranulation process in a high-shear mixer with Compritol Cutina HR and Precirol
properties Generally the granule growth rate is higherwhen the binder melting range is narrow and the influ-ence of temperature on the viscosity of the unmeltedproduct is high
REFERENCES
1 T Schaefer P Holm and H G Kristensen Drug DevInd Pharm 16 1249ndash1277 (1990)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
ORDER REPRINTS
1184 Evrard et al
2 T Shaefer and Ch Mathiesen Int J Pharm 134 105ndash117 (1996)
3 T Schaefer B Taagegaard L J Thomsen and H GKristensen Eur J Pharm Sci 1 125ndash131 (1993)
4 T Schaefer and Ch Mathiesen Int J Pharm 139 125ndash138 (1996)
5 R Kinget and R Kemel Acta Pharm Technol 31 57ndash62 (1985)
6 C A McTaggart J A Ganley A Sickmueller andS E Walker Int J Pharm 19 139ndash148 (1984)
7 P Flanders G A Dyer and D Jordan Drug Dev IndPharm 13 1001ndash1022 (1987)
8 L J Thomsen T Schaefer J Sonnergaard and H GKristensen Drug Dev Ind Pharm 19 1867ndash1887(1993)
9 B Evrard and L Delattre Drug Dev Ind Pharm 22111ndash118 (1996)
10 P V Parab C K Oh and W A Ritschel Drug DevInd Pharm 12 1309ndash1327 (1986)
11 D Saraiya and S Bolton Drug Dev Ind Pharm 161963ndash1969 (1990)
12 S Malamataris A Panagopoulou and P HatzipantouDrug Dev Ind Pharm 17 1765ndash1777 (1991)
13 M H Rubinstein and P Musikabhuma Drug Dev IndPharm 6 451ndash473 (1980)
14 B Evrard and L Delattre Proc 6th Int Conf PharmTechnol 187ndash196 (1992)
15 M G Boles P B Deasy and M F Donnellan DrugDev Ind Pharm 19 349ndash370 (1993)
16 A N Ozdemir and I Agabeyoglu Drug Dev IndPharm 16 1805ndash1814 (1990)
17 A M Pommier C Brossard J Ser and D DucheneSTP Pharma 4 384ndash391 (1988)
18 H Bier H Leuenberger and H Sucker Pharm Ind 41375ndash380 (1979)
19 P Holm High shear mixer granulators in Handbook ofPharmaceutical Granulation Technology Drugs andPharmaceutical Science Vol 81 (D M Parikh Ed)Marcel Dekker New York 1997 pp 151ndash204
20 B Evrard PhD thesis Universiteprime de Liege 199521 C K Schoff Rheological measurements in Polymers
Polymer Characterization and Analysis (J I KroschwitsEd) Wiley Interscience New York 1990 pp 637ndash725
22 M Djimbo and A J Moes J Pharm Belg 39 36ndash42(1984)
23 A J Moes Pharm Acta Helv 43 290ndash320 (1968)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081DDC100102285
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly

ORDER REPRINTS
1184 Evrard et al
2 T Shaefer and Ch Mathiesen Int J Pharm 134 105ndash117 (1996)
3 T Schaefer B Taagegaard L J Thomsen and H GKristensen Eur J Pharm Sci 1 125ndash131 (1993)
4 T Schaefer and Ch Mathiesen Int J Pharm 139 125ndash138 (1996)
5 R Kinget and R Kemel Acta Pharm Technol 31 57ndash62 (1985)
6 C A McTaggart J A Ganley A Sickmueller andS E Walker Int J Pharm 19 139ndash148 (1984)
7 P Flanders G A Dyer and D Jordan Drug Dev IndPharm 13 1001ndash1022 (1987)
8 L J Thomsen T Schaefer J Sonnergaard and H GKristensen Drug Dev Ind Pharm 19 1867ndash1887(1993)
9 B Evrard and L Delattre Drug Dev Ind Pharm 22111ndash118 (1996)
10 P V Parab C K Oh and W A Ritschel Drug DevInd Pharm 12 1309ndash1327 (1986)
11 D Saraiya and S Bolton Drug Dev Ind Pharm 161963ndash1969 (1990)
12 S Malamataris A Panagopoulou and P HatzipantouDrug Dev Ind Pharm 17 1765ndash1777 (1991)
13 M H Rubinstein and P Musikabhuma Drug Dev IndPharm 6 451ndash473 (1980)
14 B Evrard and L Delattre Proc 6th Int Conf PharmTechnol 187ndash196 (1992)
15 M G Boles P B Deasy and M F Donnellan DrugDev Ind Pharm 19 349ndash370 (1993)
16 A N Ozdemir and I Agabeyoglu Drug Dev IndPharm 16 1805ndash1814 (1990)
17 A M Pommier C Brossard J Ser and D DucheneSTP Pharma 4 384ndash391 (1988)
18 H Bier H Leuenberger and H Sucker Pharm Ind 41375ndash380 (1979)
19 P Holm High shear mixer granulators in Handbook ofPharmaceutical Granulation Technology Drugs andPharmaceutical Science Vol 81 (D M Parikh Ed)Marcel Dekker New York 1997 pp 151ndash204
20 B Evrard PhD thesis Universiteprime de Liege 199521 C K Schoff Rheological measurements in Polymers
Polymer Characterization and Analysis (J I KroschwitsEd) Wiley Interscience New York 1990 pp 637ndash725
22 M Djimbo and A J Moes J Pharm Belg 39 36ndash42(1984)
23 A J Moes Pharm Acta Helv 43 290ndash320 (1968)
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly
Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081DDC100102285
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly

Order now
Reprints of this article can also be ordered at
httpwwwdekkercomservletproductDOI101081DDC100102285
Request Permission or Order Reprints Instantly
Interested in copying and sharing this article In most cases US Copyright Law requires that you get permission from the articlersquos rightsholder before using copyrighted content
All information and materials found in this article including but not limited to text trademarks patents logos graphics and images (the Materials) are the copyrighted works and other forms of intellectual property of Marcel Dekker Inc or its licensors All rights not expressly granted are reserved
Get permission to lawfully reproduce and distribute the Materials or order reprints quickly and painlessly Simply click on the Request PermissionReprints Here link below and follow the instructions Visit the US Copyright Office for information on Fair Use limitations of US copyright law Please refer to The Association of American Publishersrsquo (AAP) website for guidelines on Fair Use in the Classroom
The Materials are for your personal use only and cannot be reformatted reposted resold or distributed by electronic means or otherwise without permission from Marcel Dekker Inc Marcel Dekker Inc grants you the limited right to display the Materials only on your personal computer or personal wireless device and to copy and download single copies of such Materials provided that any copyright trademark or other notice appearing on such Materials is also retained by displayed copied or downloaded as part of the Materials and is not removed or obscured and provided you do not edit modify alter or enhance the Materials Please refer to our Website User Agreement for more details
Dru
g D
evel
opm
ent a
nd I
ndus
tria
l Pha
rmac
y D
ownl
oade
d fr
om in
form
ahea
lthca
rec
om b
y U
nive
rsity
of
Zue
rich
Zen
trum
fue
r Z
ahn
Mun
d un
d on
09
261
3Fo
r pe
rson
al u
se o
nly