Embed Size (px)
Citation preview
E
Da
b
c
a
ARRAA
KCTPWMPP
1
utgsvlppaiavma
dscm
1
h0
Industrial Crops and Products 75 (2015) 195–199
Contents lists available at ScienceDirect
Industrial Crops and Products
jo ur nal home p age: www.elsev ier .com/ locate / indcrop
valuation of cattail (Typha spp.) for manufacturing composite panels
.S. Bajwaa,∗, E.D. Sitza, S.G. Bajwab, A.R. Barnickc
Department of Mechanical Engineering, North Dakota State University, Fargo, ND 58102, USADepartment of Agricultural and Biosystems Engineering, North Dakota State University, Fargo, ND 58102, USANorth Star Public School, Cando, ND 58324, USA
r t i c l e i n f o
rticle history:eceived 30 January 2015eceived in revised form 4 June 2015ccepted 7 June 2015vailable online 15 July 2015
eywords:
a b s t r a c t
Cattail [Typha latifolia or Typha angustifolia] is a perennial herbaceous plant that belongs to Typhaceaefamily. In the U.S., it is widely seen invading marshes, pond, lake, river and drainage ditches thus imped-ing water flow and increased siltation. A study was conducted to evaluate the application of cattail aspotential cellulosic raw material for the manufacturing of commercial composite panels (particleboards).Particleboards of low density (0.48 g/cm3) were prepared using hot press and by varying the proportion ofcattail and wheat straw and mixing with 3% methylene diphenyl diisocyanate resin (pMDI). The density,
attail. latifoliaarticleboardheat Strawethylene diphenyl diisocyanate
particle size distribution, water absorption, internal bond strength and flexural properties were mea-sured on the resulting particleboards. The results of the experiment showed that a blend of 75% cattailand 25% wheat straw particles exhibited superior average mechanical properties for application in theparticleboards. Overall the mixed blends performed better than the control 100% wheat straw or cattailin flexural stiffness, flexural strength, internal bond and water absorption tests.
rocessinghysical and mechanical properties
. Introduction
Wood particles have been the preferred raw material for man-facturing medium and high density particleboards, however, inhe last decade the search for alternative cellulosic materials hasained significant momentum. Some of the factors driving theearch for non-wood fibers includes wood shortage, legislative pro-isions, end-of life-cycle recycling mandates, cellulosic ethanol andow cost of non-wood fibers. Environmental awareness and cor-orate social responsibility have also prompted many industries,articularly in high income countries, to consider more sustain-ble materials as their raw material feedstocks. Industries are nowncreasingly looking at natural inputs in a more positive and pro-ctive manner. Natural feedstocks are now considered technicallyalid contributing to premium-pricing of final products, environ-ental attributes, and promoting socially responsible production
nd disposal requisites.In particleboards domain many studies have already been con-
ucted to replace wood particles by crop based agricultural residues
uch as wheat straw (Mo et al., 2003), rice straw (Li et al., 2010),otton gin (Holt et al., 2009), peanut hulls (Guler et al., 2008),aize husks and cobs (Evon et al., 2010) bagasse fibers, (Ashori∗ Corresponding author at: Department of Mechanical Engineering, Dolve Hall11, North Dakota State University, Fargo, ND, USA.
E-mail address: [email protected] (D.S. Bajwa).
ttp://dx.doi.org/10.1016/j.indcrop.2015.06.029926-6690/© 2015 Elsevier B.V. All rights reserved.
© 2015 Elsevier B.V. All rights reserved.
and Nourbakhsh, 2009), and sunflower seed husks (Cosereanu et al.,2015). Recently some specific studies has also been done on parti-cleboard from Kenaf (Juliana et al., 2012) and wheat straw (Zhanget al., 2011).
Cattail [Typha latifolia or Typha angustifolia] is a perennial herba-ceous plant that belongs to Typhaceae family. In the U.S., it is widelyseen growing on marshes, ponds, lakes and rivers. It is considered tobe dominant competitor in wetlands and in many areas it can reachheights from 3 to 10 feet. The leaves look like giant blades of grass,about one inch wide. In upper Midwest plains of U.S., cattails areinvading farm ponds, irrigation canals and drainage ditches thusimpeding water flow and increased siltation (Mitchell et al., 2011).There is a considerable scope for developing commercial opportu-nities for lesser-known natural products, for example fibers fromdeveloping countries. The natural fiber crops are of vital importanceto the livelihood and food security of farmers in some of the poor-est regions of the world. As renewable raw materials, they requirelittle if any chemical or other production inputs. A few studies haverecently reported the potential of cattails for making insulationboards (Luakanchanaphana et al., 2012; Krus et al., 2014). To ourknowledge, the use of cattail for any commercial product has notbeen fully evaluated. This is the first study to evaluate the feasi-bility of cattails for manufacturing particleboards for commercialapplications. This research can lead to application of cattails as a
potential cellulosic material for manufacturing composite boardsof varying densities that can be used in construction, packagingand light weight composites. It is assumed cattail particleboards
1 ps and Products 75 (2015) 195–199
cfp
bmAic
2
vwPc
2
2cmbfrwMtcba
2
eDpefsusf1daidr
2
mwWTtm1sta
Table 1Material properties and processing parameters of particleboards.
Parameters Unit Average value
Cattail particle size range mm 20–80Wheat straw particle size range mm 10–70Moisture content of cattails % 3.8Moisture content of wheat straw % 2.4Target density g/cm3 0.48Platen clearance cm 35Top platen temperature ◦C 190Bottom platen temperature ◦C 189
96 D.S. Bajwa et al. / Industrial Cro
ould be used in the same applications that wood based in low-endurniture, doors cores, sheathing panels and other indoor buildingrojects.
The main objective of this research was to evaluate the feasi-ility of cattail as an alternate cellulosic raw material for use inanufacturing commercial composition panels (particleboards).n investigation was conducted to evaluate and compare the phys-
cal and mechanical properties of particleboards made using aombination of cattail and wheat straw particles.
. Materials and method
The low density (0.48 g/cm3) particleboards were prepared byarying the proportion of cattail and wheat straw and mixing upith poly methylene diphenyl diisocyanate (pMDI) resin at 3%.
revious research has shown pMDI is best suited resin for strawomposites (Mo. et al., 2003).
.1. Materials
The cattail material (Typha spp.) was manually harvested in013 winter from the South Western region of North Dakota. Theattails with stem and leaves were cut to a length of approxi-ately 50–60 cm and tied into bundles before storing them in jute
ags. Dried and preprocessed wheat straw particles were obtainedrom commercial processing. The wheat straw was hammermilled,efined, sized prior to drying at the commercial facility. Over 92% ofheat straw particles showed fiber length greater than 0.25 mm.DI resin from Huntsman LLC (Geismar, TX, USA) was used as resin
o bond the particles. The amount of resin in all the particleboardompositions was kept constant at 3% on weight basis. A siliconeased release agent was sprayed on the surface of platens to preventdhesion of the boards to platens.
.2. Material preparation
The cattail bundles were stored and dried in a room under ambi-nt temperature at 22 ◦C and relative humidity 65% for 60 days.ried cattail stems were cut into 25 cm sections for feeding into aarticle sizing machine. A Thomas Model 4 Wiley mill (Thomas Sci-ntific, Swedesboro, NJ, USA) fitted with 5 mm screens was used toractionate the material. Wheat straw was used as received from theupplier. The particle size distribution of the particles used to man-facture the particleboards was determined using standard ASTMieves as a guide. Particle size distributions were found by usingour different mesh sizes – >20 mesh, >60 mesh, >100 mesh, and00+ mesh. Approximately 8% of the cattail fibers were rejecteduring screening. The cleaned and sized material was oven dried tochieve a moisture content of 8–9%. Dried material was transferrednto the rotary drum fitted with paddle mixers. To ensure uniformistribution of resin, an atomized air gun was used to spray theesin on the particles while they were rotating in the drum.
.3. Board manufacturing
The particle boards were manufactured using a bench topanually operated laboratory hydraulic hot press, Model 4386,ith 30 ton capacity and fitted with preset controls (Carver Inc.,abash, IN). The processing conditions are shown in Table 1.
he resinated cattail and wheat straw material was manuallyransferred to aluminum mold (lab-made) installed on platens
easuring 30.5 × 30.5 cm2 and then pressed into particleboard at
90 ◦C temperature, 1.54 MPa platen pressure and 420 s press clo-ure time. The aluminum mold set had a constant gap of 0.63 cmhat allowed the final particleboard to have a thickness of 1.25 cmnd a density of 0.48 g/cm3. Four formulations of particleboardsPlaten pressure MPa 1.54Platen closure time s 460
with cattail content of 100%, 50%, and 25% by weight and remain-ing wheat straw and a control with 100% wheat straw particleswere manufactured. A band saw was used to cut down the boardsinto appropriate size for testing as recommended in ASTM StandardD1037-12. Moisture content of resinated straw was determined byoven method at 105 ◦C for 12 h.
2.4. Particleboard properties evaluation
The physical and mechanical properties of the particleboardswere analyzed following the guidelines described in ASTM D1037standard – 06a Standard Test Methods for Evaluating Properties ofWood-Base Fiber and Particle Panel Materials (ASTM, 2012). All thetest samples were preconditioned at 65% relative humidity at 23 ◦Cfor 48 h.
For density determination, length, width and thickness of eachspecimen were measured with a digital caliper (CD-8′′ C, MitutoyoCo., Japan). The density was determined by dividing the particle-board mass (g, wet base) by its volume (cm3). The target density ofthe panels manufactured in this study was 0.48 g/cm3. Typically thedensity of straw particleboard can be controlled to meet applica-tion requirements: density lower than 0.59 g/cm3 for insulation,packaging, core materials; 0.59–0.80 g/cm3 for kitchen cabinet,countertop and floor; 0.8–1.0 g/cm3, for furniture, deck top andshelf board.
The water absorption of the particleboards was calculated usingsquare samples measuring 15.2 × 15.2 cm2 in length and width. Awater bath was used to immerse samples. The water temperaturewas kept constant at 22 ◦C in order to calculate the amount of waterabsorbed and the swelling thickness of the boards. Three specimensof each formulation were soaked in a water bath tap water for 2 h.The weight changes in the samples before and after soaking werecalculated.
Modulus of elasticity (MOE) and modulus of rupture (MOR)were obtained from three-point bending test. Particleboards werecut into rectangle pieces measuring of 5 × 20.3 cm2. Six specimenswere prepared for each formulation for three-point bending tests.For internal bond tests, square samples measuring 5 × 5 cm2 werecut and glued to metal blocks using hotmelt adhesive. Flexural testswere conducted on Universal Testing System Instron Model 5567(Instron Crop., Norwood, MA, USA).
2.5. Statistical analysis
Analysis of variance (ANOVA) tests were performed usingMinitab 16 Statistical Software on several of the data sets shown(Minitab, 2014). Mean comparison tests were also performed toestablish the exact statistical significance between the four treat-
ments. Both Duncan and Fisher’s test were performed, with Fisher’stest being the criteria for grouping similar formulations together.Within an experiment a formulation with different letter indicatesa significant difference at � = 0.05.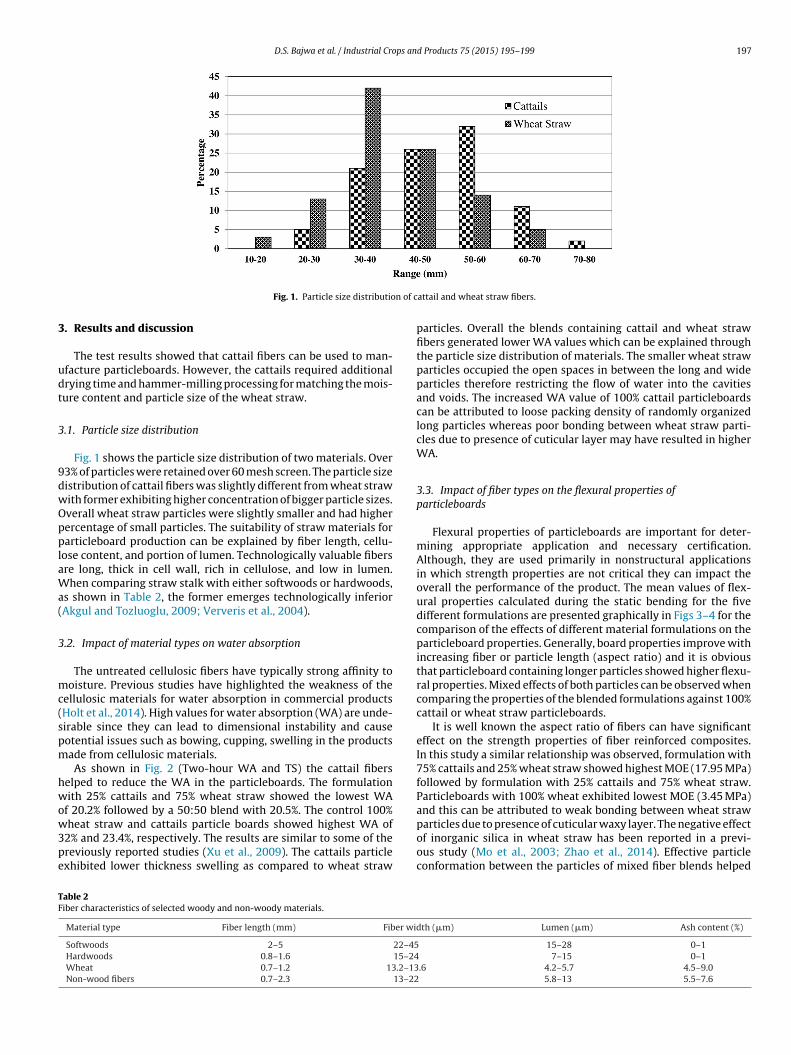
D.S. Bajwa et al. / Industrial Crops and Products 75 (2015) 195–199 197
n of c
3
udt
3
9dwOpplaWa(
3
mc(spm
hwow3pe
TF
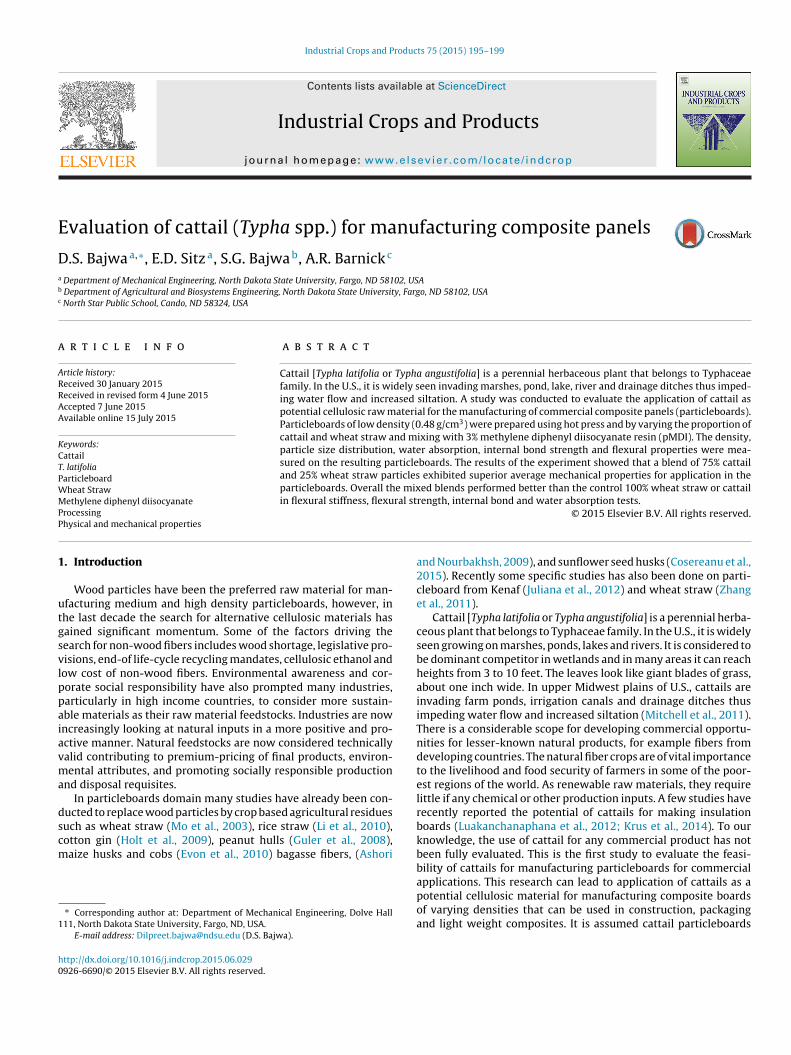
Fig. 1. Particle size distributio
. Results and discussion
The test results showed that cattail fibers can be used to man-facture particleboards. However, the cattails required additionalrying time and hammer-milling processing for matching the mois-ure content and particle size of the wheat straw.
.1. Particle size distribution
Fig. 1 shows the particle size distribution of two materials. Over3% of particles were retained over 60 mesh screen. The particle sizeistribution of cattail fibers was slightly different from wheat strawith former exhibiting higher concentration of bigger particle sizes.verall wheat straw particles were slightly smaller and had higherercentage of small particles. The suitability of straw materials forarticleboard production can be explained by fiber length, cellu-
ose content, and portion of lumen. Technologically valuable fibersre long, thick in cell wall, rich in cellulose, and low in lumen.hen comparing straw stalk with either softwoods or hardwoods,
s shown in Table 2, the former emerges technologically inferiorAkgul and Tozluoglu, 2009; Ververis et al., 2004).
.2. Impact of material types on water absorption
The untreated cellulosic fibers have typically strong affinity tooisture. Previous studies have highlighted the weakness of the
ellulosic materials for water absorption in commercial productsHolt et al., 2014). High values for water absorption (WA) are unde-irable since they can lead to dimensional instability and causeotential issues such as bowing, cupping, swelling in the productsade from cellulosic materials.As shown in Fig. 2 (Two-hour WA and TS) the cattail fibers
elped to reduce the WA in the particleboards. The formulationith 25% cattails and 75% wheat straw showed the lowest WA
f 20.2% followed by a 50:50 blend with 20.5%. The control 100%
heat straw and cattails particle boards showed highest WA of2% and 23.4%, respectively. The results are similar to some of thereviously reported studies (Xu et al., 2009). The cattails particlexhibited lower thickness swelling as compared to wheat straw
able 2iber characteristics of selected woody and non-woody materials.
Material type Fiber length (mm) Fiber wid
Softwoods 2–5 22–45Hardwoods 0.8–1.6 15–24Wheat 0.7–1.2 13.2–13Non-wood fibers 0.7–2.3 13–22
attail and wheat straw fibers.
particles. Overall the blends containing cattail and wheat strawfibers generated lower WA values which can be explained throughthe particle size distribution of materials. The smaller wheat strawparticles occupied the open spaces in between the long and wideparticles therefore restricting the flow of water into the cavitiesand voids. The increased WA value of 100% cattail particleboardscan be attributed to loose packing density of randomly organizedlong particles whereas poor bonding between wheat straw parti-cles due to presence of cuticular layer may have resulted in higherWA.
3.3. Impact of fiber types on the flexural properties ofparticleboards
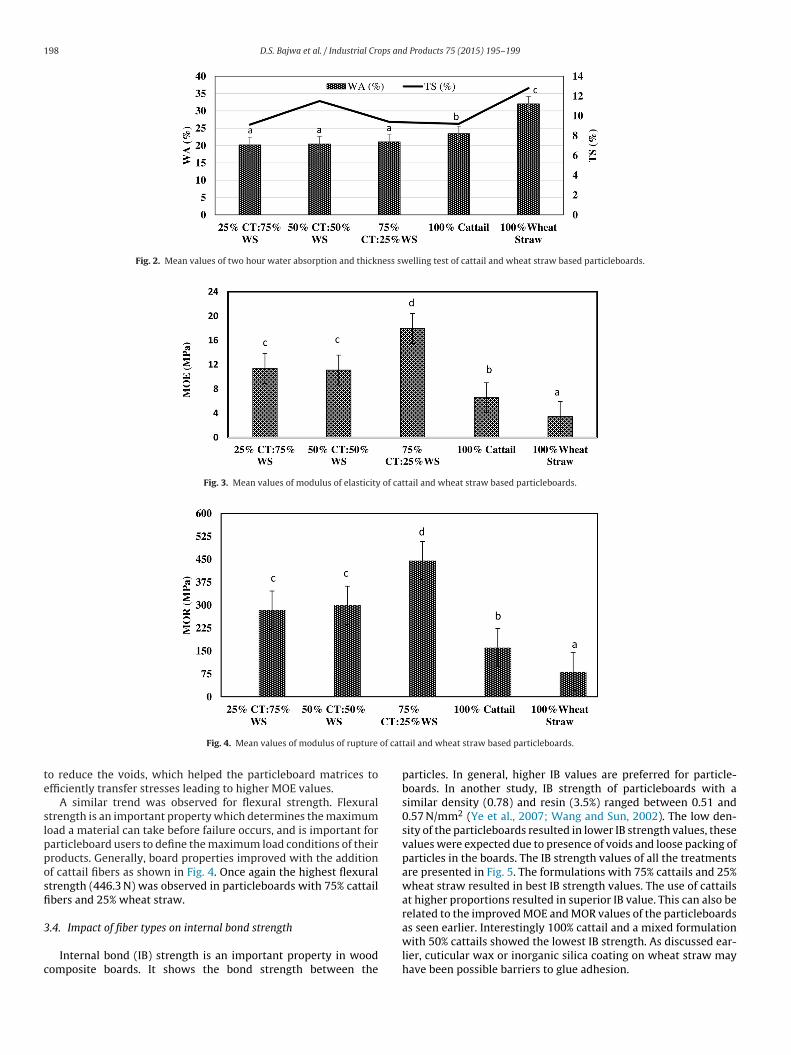
Flexural properties of particleboards are important for deter-mining appropriate application and necessary certification.Although, they are used primarily in nonstructural applicationsin which strength properties are not critical they can impact theoverall the performance of the product. The mean values of flex-ural properties calculated during the static bending for the fivedifferent formulations are presented graphically in Figs 3–4 for thecomparison of the effects of different material formulations on theparticleboard properties. Generally, board properties improve withincreasing fiber or particle length (aspect ratio) and it is obviousthat particleboard containing longer particles showed higher flexu-ral properties. Mixed effects of both particles can be observed whencomparing the properties of the blended formulations against 100%cattail or wheat straw particleboards.
It is well known the aspect ratio of fibers can have significanteffect on the strength properties of fiber reinforced composites.In this study a similar relationship was observed, formulation with75% cattails and 25% wheat straw showed highest MOE (17.95 MPa)followed by formulation with 25% cattails and 75% wheat straw.Particleboards with 100% wheat exhibited lowest MOE (3.45 MPa)and this can be attributed to weak bonding between wheat straw
particles due to presence of cuticular waxy layer. The negative effectof inorganic silica in wheat straw has been reported in a previ-ous study (Mo et al., 2003; Zhao et al., 2014). Effective particleconformation between the particles of mixed fiber blends helpedth (�m) Lumen (�m) Ash content (%)
15–28 0–1 7–15 0–1.6 4.2–5.7 4.5–9.0
5.8–13 5.5–7.6
198 D.S. Bajwa et al. / Industrial Crops and Products 75 (2015) 195–199
Fig. 2. Mean values of two hour water absorption and thickness swelling test of cattail and wheat straw based particleboards.
Fig. 3. Mean values of modulus of elasticity of cattail and wheat straw based particleboards.
of cat
te
slpposfi
3
c
Fig. 4. Mean values of modulus of rupture
o reduce the voids, which helped the particleboard matrices tofficiently transfer stresses leading to higher MOE values.
A similar trend was observed for flexural strength. Flexuraltrength is an important property which determines the maximumoad a material can take before failure occurs, and is important forarticleboard users to define the maximum load conditions of theirroducts. Generally, board properties improved with the additionf cattail fibers as shown in Fig. 4. Once again the highest flexuraltrength (446.3 N) was observed in particleboards with 75% cattailbers and 25% wheat straw.
.4. Impact of fiber types on internal bond strength
Internal bond (IB) strength is an important property in woodomposite boards. It shows the bond strength between the
tail and wheat straw based particleboards.
particles. In general, higher IB values are preferred for particle-boards. In another study, IB strength of particleboards with asimilar density (0.78) and resin (3.5%) ranged between 0.51 and0.57 N/mm2 (Ye et al., 2007; Wang and Sun, 2002). The low den-sity of the particleboards resulted in lower IB strength values, thesevalues were expected due to presence of voids and loose packing ofparticles in the boards. The IB strength values of all the treatmentsare presented in Fig. 5. The formulations with 75% cattails and 25%wheat straw resulted in best IB strength values. The use of cattailsat higher proportions resulted in superior IB value. This can also berelated to the improved MOE and MOR values of the particleboardsas seen earlier. Interestingly 100% cattail and a mixed formulation
with 50% cattails showed the lowest IB strength. As discussed ear-lier, cuticular wax or inorganic silica coating on wheat straw mayhave been possible barriers to glue adhesion.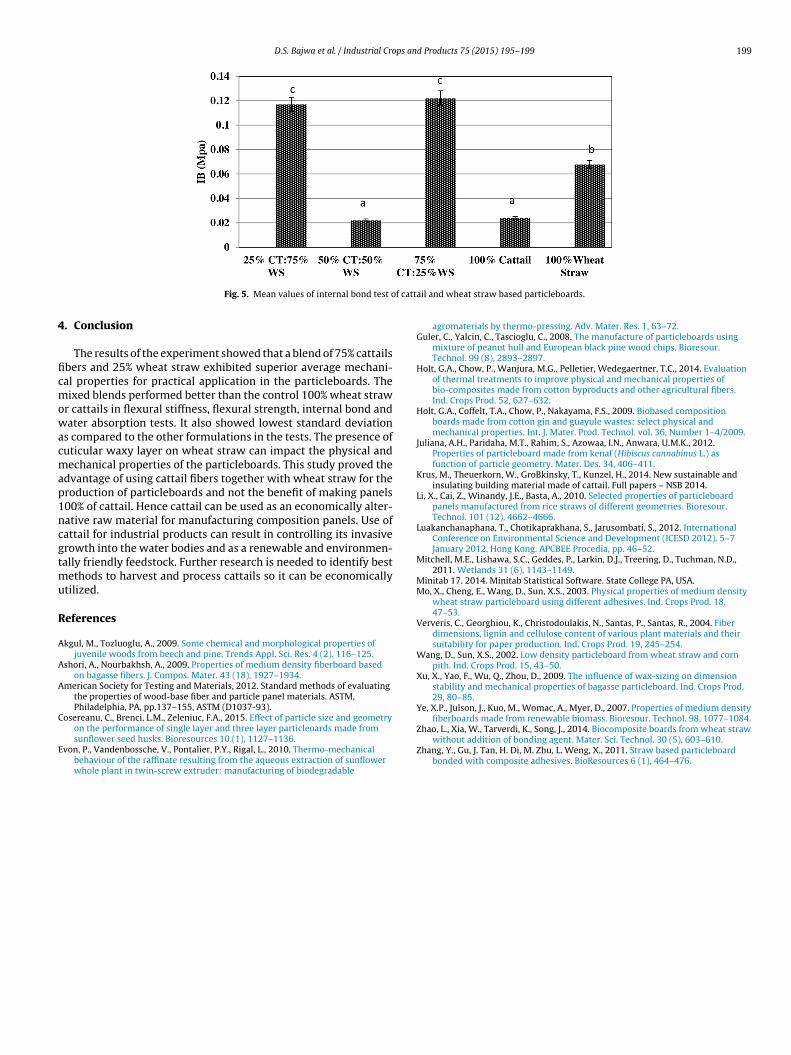
D.S. Bajwa et al. / Industrial Crops and Products 75 (2015) 195–199 199
f catt
4
ficmowacmap1ncgtmu
R
A
A
A
C
E
fiberboards made from renewable biomass. Bioresour. Technol. 98, 1077–1084.
Fig. 5. Mean values of internal bond test o
. Conclusion
The results of the experiment showed that a blend of 75% cattailsbers and 25% wheat straw exhibited superior average mechani-al properties for practical application in the particleboards. Theixed blends performed better than the control 100% wheat straw
r cattails in flexural stiffness, flexural strength, internal bond andater absorption tests. It also showed lowest standard deviation
s compared to the other formulations in the tests. The presence ofuticular waxy layer on wheat straw can impact the physical andechanical properties of the particleboards. This study proved the
dvantage of using cattail fibers together with wheat straw for theroduction of particleboards and not the benefit of making panels00% of cattail. Hence cattail can be used as an economically alter-ative raw material for manufacturing composition panels. Use ofattail for industrial products can result in controlling its invasiverowth into the water bodies and as a renewable and environmen-ally friendly feedstock. Further research is needed to identify best
ethods to harvest and process cattails so it can be economicallytilized.
eferences
kgul, M., Tozluoglu, A., 2009. Some chemical and morphological properties ofjuvenile woods from beech and pine. Trends Appl. Sci. Res. 4 (2), 116–125.
shori, A., Nourbakhsh, A., 2009. Properties of medium density fiberboard basedon bagasse fibers. J. Compos. Mater. 43 (18), 1927–1934.
merican Society for Testing and Materials, 2012. Standard methods of evaluatingthe properties of wood-base fiber and particle panel materials. ASTM,Philadelphia, PA, pp.137–155, ASTM (D1037-93).
osereanu, C., Brenci, L.M., Zeleniuc, F.A., 2015. Effect of particle size and geometry
on the performance of single layer and three layer particleoards made fromsunflower seed husks. Bioresources 10 (1), 1127–1136.von, P., Vandenbossche, V., Pontalier, P.Y., Rigal, L., 2010. Thermo-mechanicalbehaviour of the raffinate resulting from the aqueous extraction of sunflowerwhole plant in twin-screw extruder: manufacturing of biodegradable
ail and wheat straw based particleboards.
agromaterials by thermo-pressing. Adv. Mater. Res. 1, 63–72.Guler, C., Yalcin, C., Tascioglu, C., 2008. The manufacture of particleboards using
mixture of peanut hull and European black pine wood chips. Bioresour.Technol. 99 (8), 2893–2897.
Holt, G.A., Chow, P., Wanjura, M.G., Pelletier, Wedegaertner, T.C., 2014. Evaluationof thermal treatments to improve physical and mechanical properties ofbio-composites made from cotton byproducts and other agricultural fibers.Ind. Crops Prod. 52, 627–632.
Holt, G.A., Coffelt, T.A., Chow, P., Nakayama, F.S., 2009. Biobased compositionboards made from cotton gin and guayule wastes: select physical andmechanical properties. Int. J. Mater. Prod. Technol. vol. 36, Number 1–4/2009.
Juliana, A.H., Paridaha, M.T., Rahim, S., Azowaa, I.N., Anwara, U.M.K., 2012.Properties of particleboard made from kenaf (Hibiscus cannabinus L.) asfunction of particle geometry. Mater. Des. 34, 406–411.
Krus, M., Theuerkorn, W., GroBkinsky, T., Kunzel, H., 2014. New sustainable andinsulating building material made of cattail. Full papers – NSB 2014.
Li, X., Cai, Z., Winandy, J.E., Basta, A., 2010. Selected properties of particleboardpanels manufactured from rice straws of different geometries. Bioresour.Technol. 101 (12), 4662–4666.
Luakanchanaphana, T., Chotikaprakhana, S., Jarusombati, S., 2012. InternationalConference on Environmental Science and Development (ICESD 2012). 5–7January 2012, Hong Kong. APCBEE Procedia, pp. 46–52.
Mitchell, M.E., Lishawa, S.C., Geddes, P., Larkin, D.J., Treering, D., Tuchman, N.D.,2011. Wetlands 31 (6), 1143–1149.
Minitab 17. 2014. Minitab Statistical Software. State College PA, USA.Mo, X., Cheng, E., Wang, D., Sun, X.S., 2003. Physical properties of medium density
wheat straw particleboard using different adhesives. Ind. Crops Prod. 18,47–53.
Ververis, C., Georghiou, K., Christodoulakis, N., Santas, P., Santas, R., 2004. Fiberdimensions, lignin and cellulose content of various plant materials and theirsuitability for paper production. Ind. Crops Prod. 19, 245–254.
Wang, D., Sun, X.S., 2002. Low density particleboard from wheat straw and cornpith. Ind. Crops Prod. 15, 43–50.
Xu, X., Yao, F., Wu, Q., Zhou, D., 2009. The influence of wax-sizing on dimensionstability and mechanical properties of bagasse particleboard. Ind. Crops Prod.29, 80–85.
Ye, X.P., Julson, J., Kuo, M., Womac, A., Myer, D., 2007. Properties of medium density
Zhao, L., Xia, W., Tarverdi, K., Song, J., 2014. Biocomposite boards from wheat strawwithout addition of bonding agent. Mater. Sci. Technol. 30 (5), 603–610.
Zhang, Y., Gu, J. Tan, H. Di, M. Zhu, L. Weng, X., 2011. Straw based particleboardbonded with composite adhesives. BioResources 6 (1), 464–476.





























