Embed Size (px)
Citation preview

Powder Metallurgy Progress, Vol.8 (2008), No 2 101
IMPROVED MECHANICAL PROPERTIES OF SINTERED STEELS VIA SINTER HARDENING
M. Actis-Grande, R. Bidulský, M. Kabátová, E. Dudrová, M. Rosso
Abstract Sintering of Fe-1.5Cr-0.2C + [1, 2]% Cu systems in a vacuum furnace at 1180°C was investigated for two different conditions, followed by slow and rapid cooling (sinter hardening). The main aim of the present contribution was to show how sinter hardening affected microstructures and then eventually improved mechanical properties of sintered steels. Sinter hardening is a modern method, with integrated rapid cooling sufficient to transform a significant portion of the matrix microstructure to martensite, which results in a significant increase of mechanical properties. The microstructures of sintered specimens were heterogeneous and complex, including varying amounts of ferrite, pearlite, bainite and martensite. The fracture surfaces of the investigated sintered alloys, in slow cooled condition, consisted of ductile facets with localised plastic flow. Rapid cooling led to presence of cleavage and some dimples. Comparison between tensile strengths and tensile strains for steels specified in MPIF Standard 35 and the investigated systems showed that most of these results compare favourably with the requirements of “standard” properties. Finally, sinter hardening is a suitable heat treatment for improving the mechanical properties and promoting shifting of a significant portion of pearlite microstructure (slowly cooled specimens) to a bainite – martensite structure (rapidly cooled specimens). Keywords: prealloyed sintered steel, cooper, sinter hardening, mechanical properties
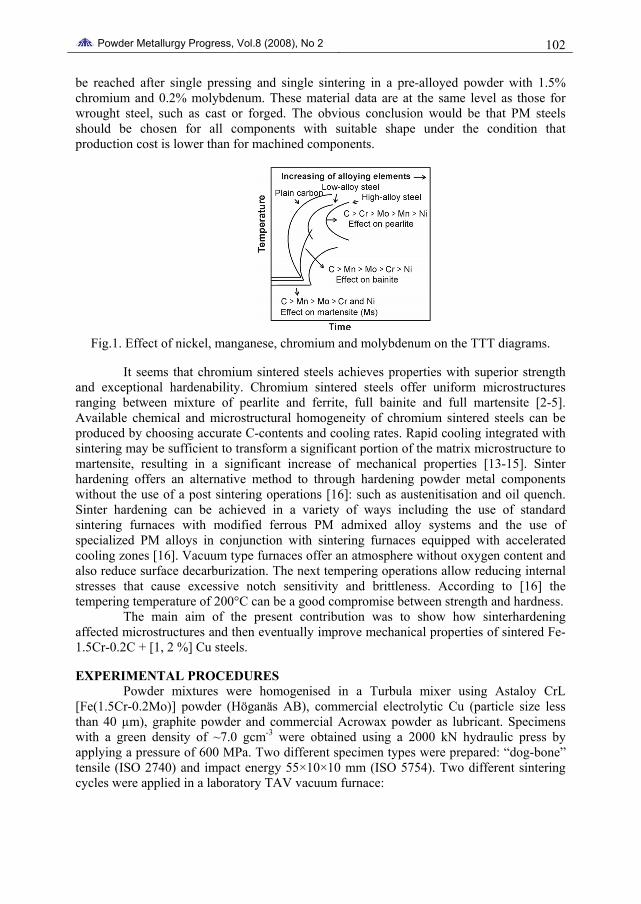
INTRODUCTION Figure 1 presents the effects of nickel, manganese, chromium and molybdenum on
the time-temperature-transformation diagrams [1]. Analysing the effect of individual elements on pearlite (Cr, Mo, Mn, Ni) and bainite (Mn, Mo, Cr, Ni) regions, it is clear that manganese, chromium and molybdenum represent important alloying elements in terms of high strength components.
Chromium is an attractive alloying element in steels due to its positive effect on the hardenability, its low cost and environmental benefits.
These advantages are used in two recently developed pre-alloyed water-atomised PM grades. Astaloy CrL, which contains 1.5% chromium and 0.2% molybdenum, and Astaloy CrM, which contains 3% chromium and 0.5% molybdenum, which are suitable for high-performance applications [2-11]. The effect of density on the mechanical properties of Cr alloyed steels was evaluated in [12]. A density of more than 7.5 g/cm3 can, for example,
Marco Actis-Grande, Róbert Bidulský, Mario Rosso, Politecnico Torino-Alessandria Campus, Alessandria, Italy Margita Kabátová, Eva Dudrová, Institute of Materials Research, Slovak Academy of Sciences, Košice, Slovak Republic
Powder Metallurgy Progress, Vol.8 (2008), No 2 102 be reached after single pressing and single sintering in a pre-alloyed powder with 1.5% chromium and 0.2% molybdenum. These material data are at the same level as those for wrought steel, such as cast or forged. The obvious conclusion would be that PM steels should be chosen for all components with suitable shape under the condition that production cost is lower than for machined components.
Fig.1. Effect of nickel, manganese, chromium and molybdenum on the TTT diagrams.
It seems that chromium sintered steels achieves properties with superior strength and exceptional hardenability. Chromium sintered steels offer uniform microstructures ranging between mixture of pearlite and ferrite, full bainite and full martensite [2-5]. Available chemical and microstructural homogeneity of chromium sintered steels can be produced by choosing accurate C-contents and cooling rates. Rapid cooling integrated with sintering may be sufficient to transform a significant portion of the matrix microstructure to martensite, resulting in a significant increase of mechanical properties [13-15]. Sinter hardening offers an alternative method to through hardening powder metal components without the use of a post sintering operations [16]: such as austenitisation and oil quench. Sinter hardening can be achieved in a variety of ways including the use of standard sintering furnaces with modified ferrous PM admixed alloy systems and the use of specialized PM alloys in conjunction with sintering furnaces equipped with accelerated cooling zones [16]. Vacuum type furnaces offer an atmosphere without oxygen content and also reduce surface decarburization. The next tempering operations allow reducing internal stresses that cause excessive notch sensitivity and brittleness. According to [16] the tempering temperature of 200°C can be a good compromise between strength and hardness.
The main aim of the present contribution was to show how sinterhardening affected microstructures and then eventually improve mechanical properties of sintered Fe-1.5Cr-0.2C + [1, 2 %] Cu steels.
EXPERIMENTAL PROCEDURES Powder mixtures were homogenised in a Turbula mixer using Astaloy CrL
[Fe(1.5Cr-0.2Mo)] powder (Höganäs AB), commercial electrolytic Cu (particle size less than 40 µm), graphite powder and commercial Acrowax powder as lubricant. Specimens with a green density of ~7.0 gcm-3 were obtained using a 2000 kN hydraulic press by applying a pressure of 600 MPa. Two different specimen types were prepared: “dog-bone” tensile (ISO 2740) and impact energy 55×10×10 mm (ISO 5754). Two different sintering cycles were applied in a laboratory TAV vacuum furnace:
Powder Metallurgy Progress, Vol.8 (2008), No 2 103
• with a rapid cooling from sintering temperature, applied within the cycle by means of nitrogen flowing gas at 8 bars pressure (pressure influences the cooling rate), with an integrated final tempering at 200°C for 1 hour; the measured cooling rate was 8°C/s;
• with a slow cooling from sintering temperature, with approximately 4°C/min. Specimens were dewaxed before sintering in a batch furnace type nabertherm
MINIJET-HP S/N 235. Sintered specimens were tested in static tensile tests on a ZWICK 1387 machine at a crosshead speed of 1 mm·min−1, and in an impact testing apparatus ZWICK RKP 450. Microstructures observations were carried out using light and SE microscopy (Olympus GX71, TESLA BS 340 with LINK ISIS). The apparent hardness HV10 (measured on the tested specimen surfaces) was determined by means of Vickers hardness indenter; microhardness, HV 0.025, by means of digital tester LECO LM 700. Densities were evaluated using the water displacement method.
RESULTS
Density, dimensional changes and Cu and C contents The green, as-sintered density and dimensional changes of specimens listed in
Table 1.
Tab.1. Density, dimensional changes and C and Cu content after both types of sintering conditions.
Sintering conditions SC* RC** C [mass %] 0.65 0.65 Cu [mass %] 0 1 2 0 1 2 Green density [g/cm3] 6.98 6.98 6.98 6.98 6.98 6.98 As-sintered density [g/cm3] 7.00 6.97 6.97 6.97 6.96 6.96 Total porosity [%] 8.64 9.73 9.82 9.01 9.91 9.98 Δl/l [%] -1.11 -0.71 -0.87 -0.65 -0.53 -0.49
*SC – slow cooling rate, **RC – rapid cooling rate A small increase in the as-sintered density was recorded compared to the green
density. The linear dimensional changes (Δl/l), depending on Cu addition were in the range of -1.11 to -0.49% with negligible differences in dependence on carbon and copper contents. A small decrease in both density values was demonstrated with increasing Cu content due to its lower density.
Copper is a main alloying element in P/M due to its hardening effect (substitutional solid solution and precipitation hardening) and for forming a liquid phase that activates the sintering process. Therefore due to the penetration along the surface and dihedral angles of the particles by the liquid phase, copper increases the dimensions of parts after sintering [16-18]. The undesirable growth that occurs is decreased when graphite is used in combination.
Mechanical properties Mechanical properties of the investigated sintered steels are presented in Table 2.
Powder Metallurgy Progress, Vol.8 (2008), No 2 104 Tab.2. Mechanical properties of the investigated steels.
UTS [MPa]
YS [MPa]
El [%]
IE*** [J]
(SC*) Fe(Cr-Mo) +0.65C 447 229 3.13 23.0 (SC) Fe(Cr-Mo) +1Cu+0.65C 594 432 2.15 23.0 (SC) Fe(Cr-Mo) +2Cu+0.65C 617 463 2.51 22.0 (RC**) Fe(Cr-Mo) +0.65C 1035 901 0.45 13.3 (RC) Fe(Cr-Mo) +1Cu+0.65C 937 890 0.40 12.4 (RC) Fe(Cr-Mo) +2Cu+0.65C 923 870 0.25 17.0 *SC – slow cooling rate, **RC – rapid cooling rate, ***IE – unnotched
In slowly cooled samples the increase of Cu determines an increase in the tensile
strength as well as of the yield strength. An opposite trend is observed in the case of the rapidly cooled samples. It seems that Cu addition has positive effect on strength properties due to precipitation strengthening. In terms of favourable combination tensile strength and elongation, addition of Cu has positive effect in slow cooling conditions.
The microstructures The microstructures of sintered specimens were heterogeneous and complex,
including different amounts of ferrite, pearlite, bainite and martensite, Figs.2-4. The amounts of microstructural constituents and average values of microhardness are presented in Table 3.
Tab.3. The amounts of microstructural constituents and average values of microhardness.
CrL + 0.65C CrL + 1Cu + 0.65C CrL + 2Cu + 0.65C RC SC RC SC RC SC
80% B + 20% M
92.5% P + 7.5% F
50% M + 50% B
5% F + 30% P + 65% B
60% B + 40% M
75% P + 25% B
F 156 HV0.1 F 156 HV0.1
P 260 HV0.1 P 218 HV0.1 P 270 HV0.1
B 517 HV0.1 B 550
HV0.1 B 560 HV0.1 B 618 HV0.1
M 638 HV0.1 M 580
HV0.1 M 517 HV0.1 M 583 HV0.1
where: RC – rapid cooling rate, SC – slow cooling rate, B – bainite, M – martensite, P – pearlite, F - ferrite
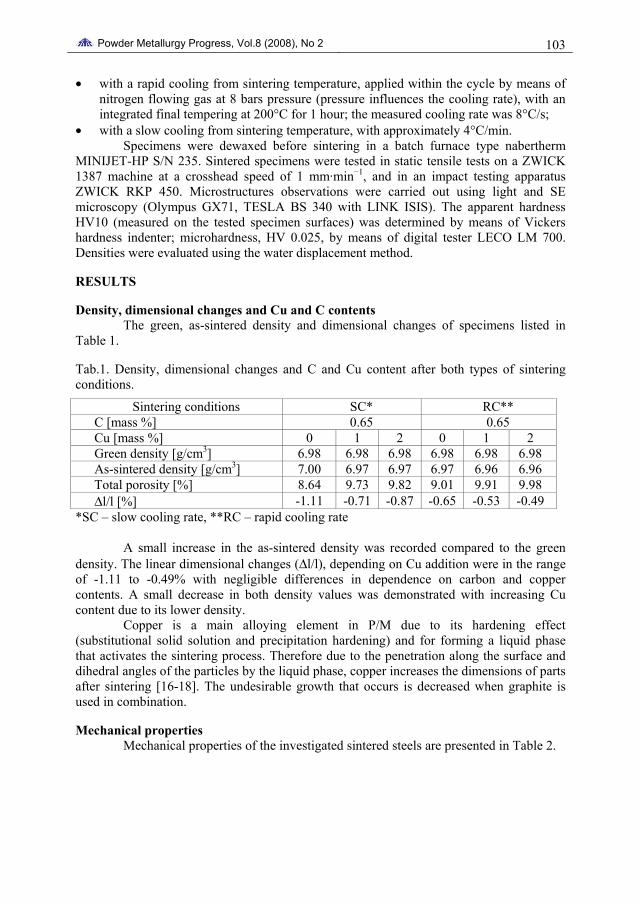
Slowly cooled specimens without Cu addition showed dominant pearlite
microstructure with small ferrite areas, Fig.2. The addition of 1% Cu led to a mixture of fine pearlite and some bainite, Fig.3.
Powder Metallurgy Progress, Vol.8 (2008), No 2 105
Fig.2. Microstructure of Fe(Cr-Mo) +
0.65% C; SC. Fig.3. Microstructure of Fe(Cr-Mo) + 1%
Cu + 0.65% C; SC.
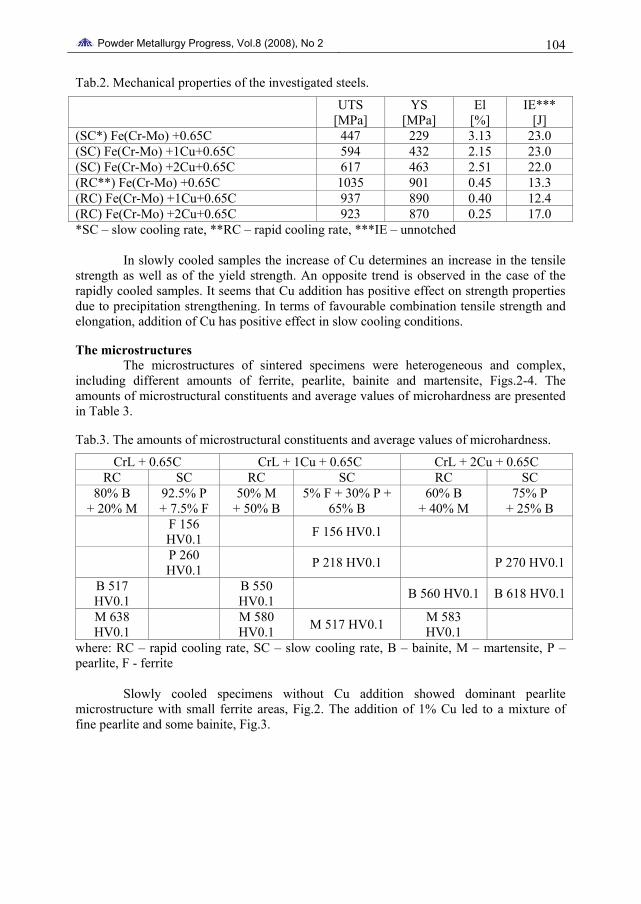
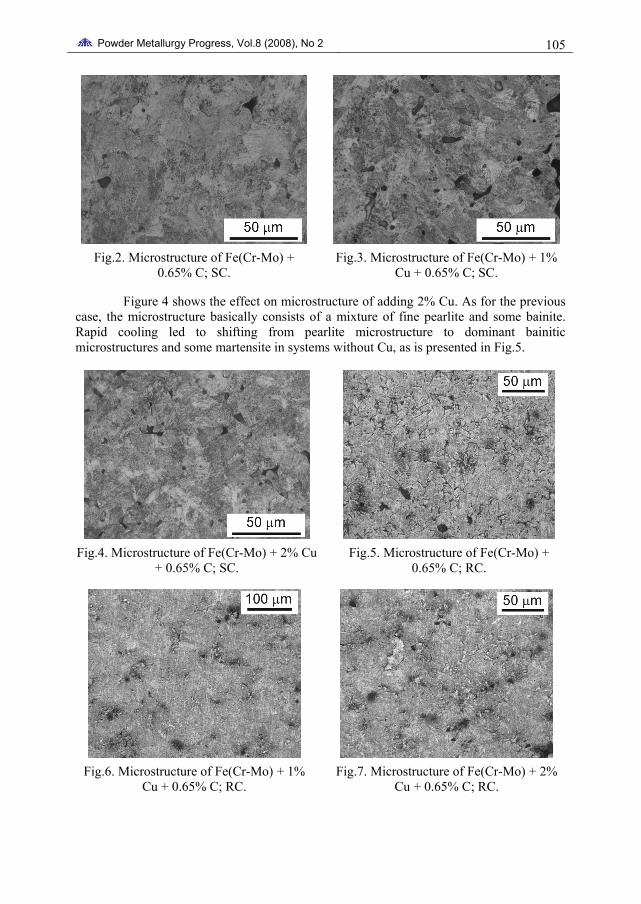
Figure 4 shows the effect on microstructure of adding 2% Cu. As for the previous case, the microstructure basically consists of a mixture of fine pearlite and some bainite. Rapid cooling led to shifting from pearlite microstructure to dominant bainitic microstructures and some martensite in systems without Cu, as is presented in Fig.5.
Fig.4. Microstructure of Fe(Cr-Mo) + 2% Cu
+ 0.65% C; SC. Fig.5. Microstructure of Fe(Cr-Mo) +
0.65% C; RC.
Fig.6. Microstructure of Fe(Cr-Mo) + 1%
Cu + 0.65% C; RC. Fig.7. Microstructure of Fe(Cr-Mo) + 2%
Cu + 0.65% C; RC.
Powder Metallurgy Progress, Vol.8 (2008), No 2 106
The addition of 1 and 2% of Cu coupled with the rapid cooling, led to the formation of a mix of bainite and martensite, with some areas where tempered martensite was detected, Figs.6 and 7.
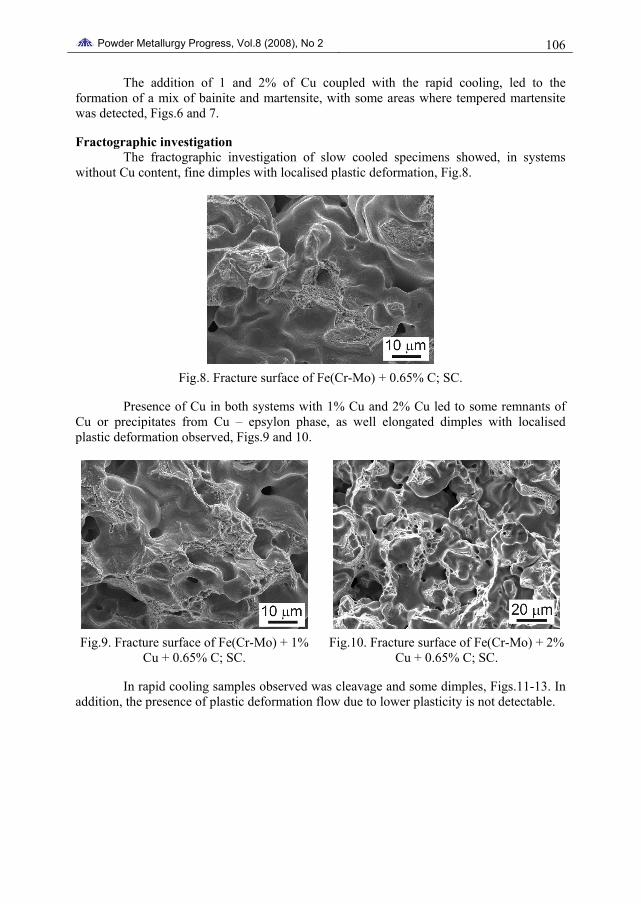
Fractographic investigation The fractographic investigation of slow cooled specimens showed, in systems
without Cu content, fine dimples with localised plastic deformation, Fig.8.
Fig.8. Fracture surface of Fe(Cr-Mo) + 0.65% C; SC.
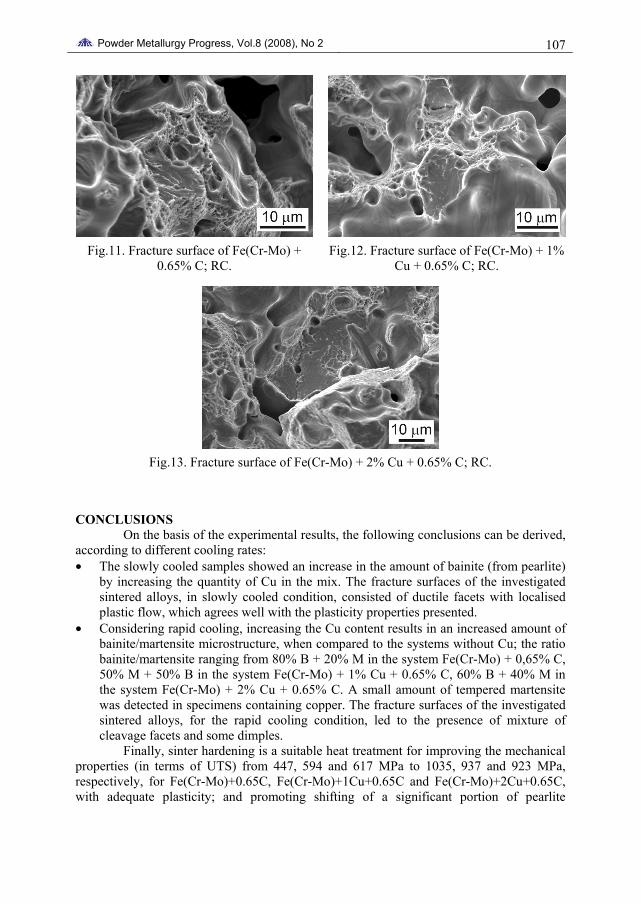
Presence of Cu in both systems with 1% Cu and 2% Cu led to some remnants of Cu or precipitates from Cu – epsylon phase, as well elongated dimples with localised plastic deformation observed, Figs.9 and 10.
Fig.9. Fracture surface of Fe(Cr-Mo) + 1%
Cu + 0.65% C; SC. Fig.10. Fracture surface of Fe(Cr-Mo) + 2%
Cu + 0.65% C; SC.
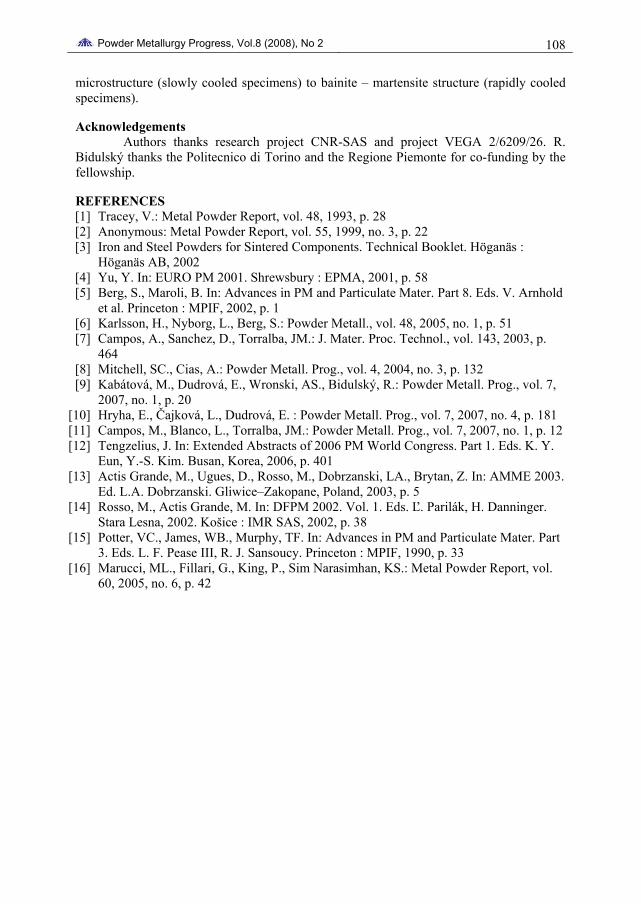
In rapid cooling samples observed was cleavage and some dimples, Figs.11-13. In addition, the presence of plastic deformation flow due to lower plasticity is not detectable.
Powder Metallurgy Progress, Vol.8 (2008), No 2 107
Fig.11. Fracture surface of Fe(Cr-Mo) +
0.65% C; RC. Fig.12. Fracture surface of Fe(Cr-Mo) + 1%
Cu + 0.65% C; RC.
Fig.13. Fracture surface of Fe(Cr-Mo) + 2% Cu + 0.65% C; RC.
CONCLUSIONS On the basis of the experimental results, the following conclusions can be derived,
according to different cooling rates: • The slowly cooled samples showed an increase in the amount of bainite (from pearlite)
by increasing the quantity of Cu in the mix. The fracture surfaces of the investigated sintered alloys, in slowly cooled condition, consisted of ductile facets with localised plastic flow, which agrees well with the plasticity properties presented.
• Considering rapid cooling, increasing the Cu content results in an increased amount of bainite/martensite microstructure, when compared to the systems without Cu; the ratio bainite/martensite ranging from 80% B + 20% M in the system Fe(Cr-Mo) + 0,65% C, 50% M + 50% B in the system Fe(Cr-Mo) + 1% Cu + 0.65% C, 60% B + 40% M in the system Fe(Cr-Mo) + 2% Cu + 0.65% C. A small amount of tempered martensite was detected in specimens containing copper. The fracture surfaces of the investigated sintered alloys, for the rapid cooling condition, led to the presence of mixture of cleavage facets and some dimples.
Finally, sinter hardening is a suitable heat treatment for improving the mechanical properties (in terms of UTS) from 447, 594 and 617 MPa to 1035, 937 and 923 MPa, respectively, for Fe(Cr-Mo)+0.65C, Fe(Cr-Mo)+1Cu+0.65C and Fe(Cr-Mo)+2Cu+0.65C, with adequate plasticity; and promoting shifting of a significant portion of pearlite
Powder Metallurgy Progress, Vol.8 (2008), No 2 108 microstructure (slowly cooled specimens) to bainite – martensite structure (rapidly cooled specimens).
Acknowledgements Authors thanks research project CNR-SAS and project VEGA 2/6209/26. R.
Bidulský thanks the Politecnico di Torino and the Regione Piemonte for co-funding by the fellowship.
REFERENCES [1] Tracey, V.: Metal Powder Report, vol. 48, 1993, p. 28 [2] Anonymous: Metal Powder Report, vol. 55, 1999, no. 3, p. 22 [3] Iron and Steel Powders for Sintered Components. Technical Booklet. Höganäs :
Höganäs AB, 2002 [4] Yu, Y. In: EURO PM 2001. Shrewsbury : EPMA, 2001, p. 58 [5] Berg, S., Maroli, B. In: Advances in PM and Particulate Mater. Part 8. Eds. V. Arnhold
et al. Princeton : MPIF, 2002, p. 1 [6] Karlsson, H., Nyborg, L., Berg, S.: Powder Metall., vol. 48, 2005, no. 1, p. 51 [7] Campos, A., Sanchez, D., Torralba, JM.: J. Mater. Proc. Technol., vol. 143, 2003, p.
464 [8] Mitchell, SC., Cias, A.: Powder Metall. Prog., vol. 4, 2004, no. 3, p. 132 [9] Kabátová, M., Dudrová, E., Wronski, AS., Bidulský, R.: Powder Metall. Prog., vol. 7,
2007, no. 1, p. 20 [10] Hryha, E., Čajková, L., Dudrová, E. : Powder Metall. Prog., vol. 7, 2007, no. 4, p. 181 [11] Campos, M., Blanco, L., Torralba, JM.: Powder Metall. Prog., vol. 7, 2007, no. 1, p. 12 [12] Tengzelius, J. In: Extended Abstracts of 2006 PM World Congress. Part 1. Eds. K. Y.
Eun, Y.-S. Kim. Busan, Korea, 2006, p. 401 [13] Actis Grande, M., Ugues, D., Rosso, M., Dobrzanski, LA., Brytan, Z. In: AMME 2003.
Ed. L.A. Dobrzanski. Gliwice–Zakopane, Poland, 2003, p. 5 [14] Rosso, M., Actis Grande, M. In: DFPM 2002. Vol. 1. Eds. Ľ. Parilák, H. Danninger.
Stara Lesna, 2002. Košice : IMR SAS, 2002, p. 38 [15] Potter, VC., James, WB., Murphy, TF. In: Advances in PM and Particulate Mater. Part
3. Eds. L. F. Pease III, R. J. Sansoucy. Princeton : MPIF, 1990, p. 33 [16] Marucci, ML., Fillari, G., King, P., Sim Narasimhan, KS.: Metal Powder Report, vol.
60, 2005, no. 6, p. 42





























