Embed Size (px)
Citation preview
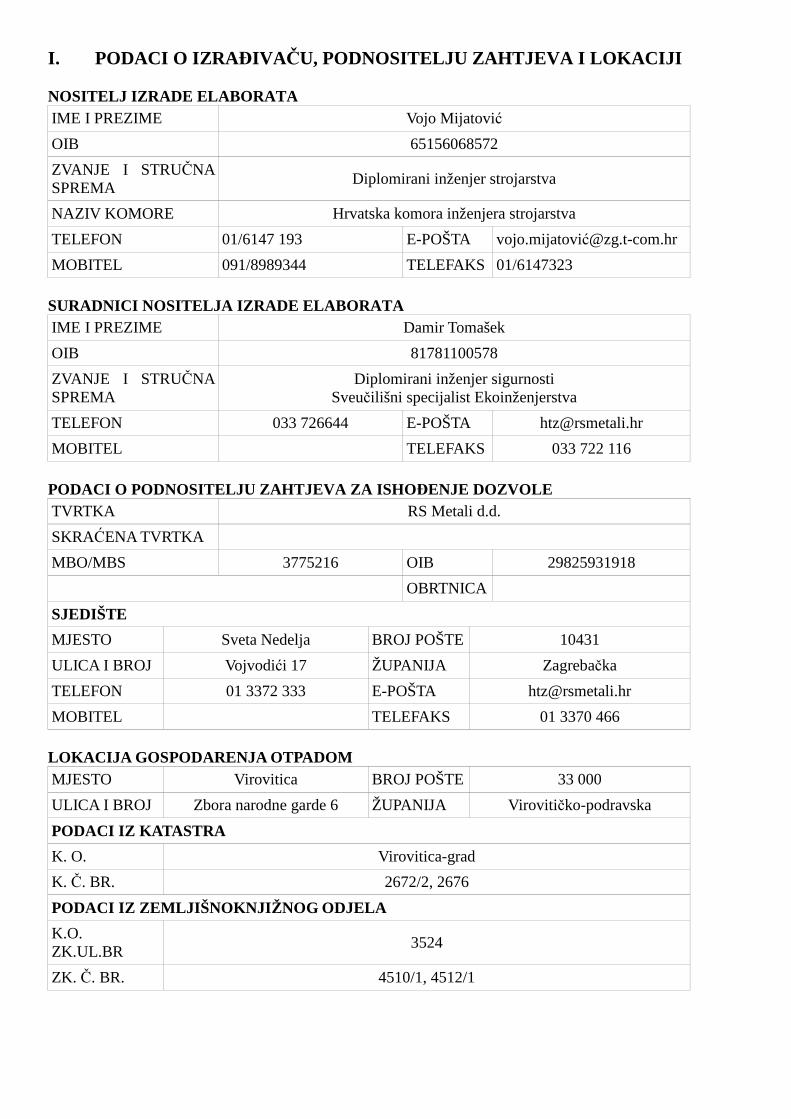
I. PODACI O IZRA ĐIVA ČU, PODNOSITELJU ZAHTJEVA I LOKACIJI NOSITELJ IZRADE ELABORATA IME I PREZIME Vojo Mijatović
OIB 65156068572
ZVANJE I STRUČNA SPREMA
Diplomirani inženjer strojarstva
NAZIV KOMORE Hrvatska komora inženjera strojarstva
TELEFON 01/6147 193 E-POŠTA vojo.mijatović@zg.t-com.hr
MOBITEL 091/8989344 TELEFAKS 01/6147323 SURADNICI NOSITELJA IZRADE ELABORATA IME I PREZIME Damir Tomašek
OIB 81781100578
ZVANJE I STRUČNA SPREMA
Diplomirani inženjer sigurnosti Sveučilišni specijalist Ekoinženjerstva
TELEFON 033 726644 E-POŠTA [email protected]
MOBITEL TELEFAKS 033 722 116 PODACI O PODNOSITELJU ZAHTJEVA ZA ISHO ĐENJE DOZVOLE TVRTKA RS Metali d.d.
SKRAĆENA TVRTKA
MBO/MBS 3775216 OIB 29825931918
OBRTNICA
SJEDIŠTE
MJESTO Sveta Nedelja BROJ POŠTE 10431
ULICA I BROJ Vojvodići 17 ŽUPANIJA Zagrebačka
TELEFON 01 3372 333 E-POŠTA [email protected]
MOBITEL TELEFAKS 01 3370 466 LOKACIJA GOSPODARENJA OTPADOM MJESTO Virovitica BROJ POŠTE 33 000
ULICA I BROJ Zbora narodne garde 6 ŽUPANIJA Virovitičko-podravska
PODACI IZ KATASTRA
K. O. Virovitica-grad
K. Č. BR. 2672/2, 2676
PODACI IZ ZEMLJIŠNOKNJIŽNOG ODJELA
K.O. ZK.UL.BR
3524
ZK. Č. BR. 4510/1, 4512/1

II. POPIS POSTUPAKA GOSPODARENJA OTPADOM, PRIPADAJUĆIH TEHNOLOŠKIH PROCESA, VRSTA I KOLI ČINA OTPADA
Tablica 1.
br. OZNAKA POSTUPKA
OZNAKA PROCESA
NAZIV TEHNOLOŠKOG PROCESA
KAPACITET PROCESA
JEDINICA
1 S S 1 Sakupljanje 5 000 tona
2 S S 2 Prihvat otpada 5 000 tona
3 S S 3 Skladištenje 5 000 tona
4 PP PP 1 Prešanje/briketiranje lima 600 tona
5 PP PP 2 Usitnjavanje/rezanje 100 tona
6 R R4 Taljenje 5 000 tona
S - sakupljanje otpada, IS - za interventno sakupljanje otpada, PU - za pripremu za ponovnu upotrebu, PP - za pripremu prije oporabe ili zbrinjavanja, R - za oporabu, i D - za zbrinjavanje. Tablica 2.
br. k. b. KOLI ČINA
POSTUPAK
k.b. NASTAJE/PREOSTAJE S IS PU PP R D
1 12 01 01 4 500 X 4 10 09 08
2 15 01 04 50 X 4 13 02 05*
3 16 01 17 50 X 4 15 01 10*
4 17 04 05 1 500 X 4 16 02 13*
5 19 10 01 50 X 4 17 04 05
6 19 12 02 4 000 X X 4 16 01 03
7 20 01 40 50 X 4 -
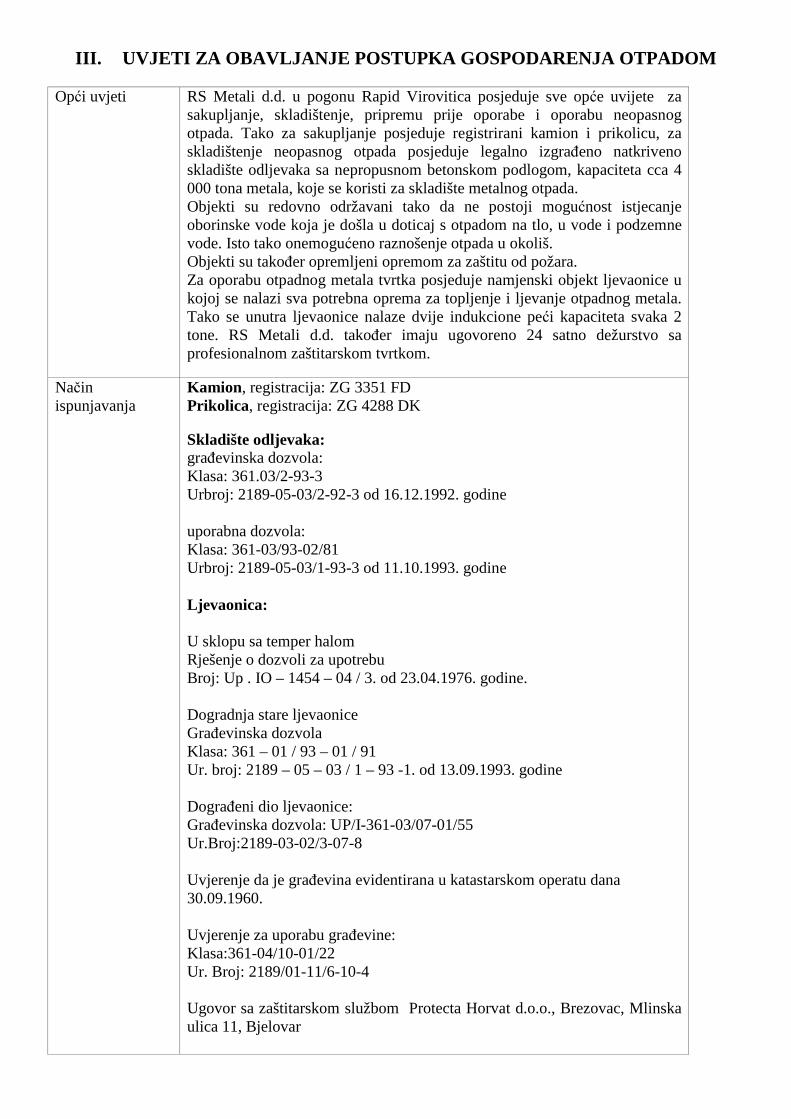
III. UVJETI ZA OBAVLJANJE POSTUPKA GOSPODARENJA OTP ADOM Opći uvjeti RS Metali d.d. u pogonu Rapid Virovitica posjeduje sve opće uvijete za
sakupljanje, skladištenje, pripremu prije oporabe i oporabu neopasnog otpada. Tako za sakupljanje posjeduje registrirani kamion i prikolicu, za skladištenje neopasnog otpada posjeduje legalno izgrađeno natkriveno skladište odljevaka sa nepropusnom betonskom podlogom, kapaciteta cca 4 000 tona metala, koje se koristi za skladište metalnog otpada. Objekti su redovno održavani tako da ne postoji mogućnost istjecanje oborinske vode koja je došla u doticaj s otpadom na tlo, u vode i podzemne vode. Isto tako onemogućeno raznošenje otpada u okoliš. Objekti su također opremljeni opremom za zaštitu od požara. Za oporabu otpadnog metala tvrtka posjeduje namjenski objekt ljevaonice u kojoj se nalazi sva potrebna oprema za topljenje i ljevanje otpadnog metala. Tako se unutra ljevaonice nalaze dvije indukcione peći kapaciteta svaka 2 tone. RS Metali d.d. također imaju ugovoreno 24 satno dežurstvo sa profesionalnom zaštitarskom tvrtkom.
Način ispunjavanja
Kamion, registracija: ZG 3351 FD Prikolica , registracija: ZG 4288 DK Skladište odljevaka: građevinska dozvola: Klasa: 361.03/2-93-3 Urbroj: 2189-05-03/2-92-3 od 16.12.1992. godine uporabna dozvola: Klasa: 361-03/93-02/81 Urbroj: 2189-05-03/1-93-3 od 11.10.1993. godine Ljevaonica: U sklopu sa temper halom Rješenje o dozvoli za upotrebu Broj: Up . IO – 1454 – 04 / 3. od 23.04.1976. godine. Dogradnja stare ljevaonice Građevinska dozvola Klasa: 361 – 01 / 93 – 01 / 91 Ur. broj: 2189 – 05 – 03 / 1 – 93 -1. od 13.09.1993. godine Dograđeni dio ljevaonice: Građevinska dozvola: UP/I-361-03/07-01/55 Ur.Broj:2189-03-02/3-07-8 Uvjerenje da je građevina evidentirana u katastarskom operatu dana 30.09.1960. Uvjerenje za uporabu građevine: Klasa:361-04/10-01/22 Ur. Broj: 2189/01-11/6-10-4 Ugovor sa zaštitarskom službom Protecta Horvat d.o.o., Brezovac, Mlinska ulica 11, Bjelovar
Posebni uvjeti i uvjeti obavljanja pojedinih tehnoloških procesa
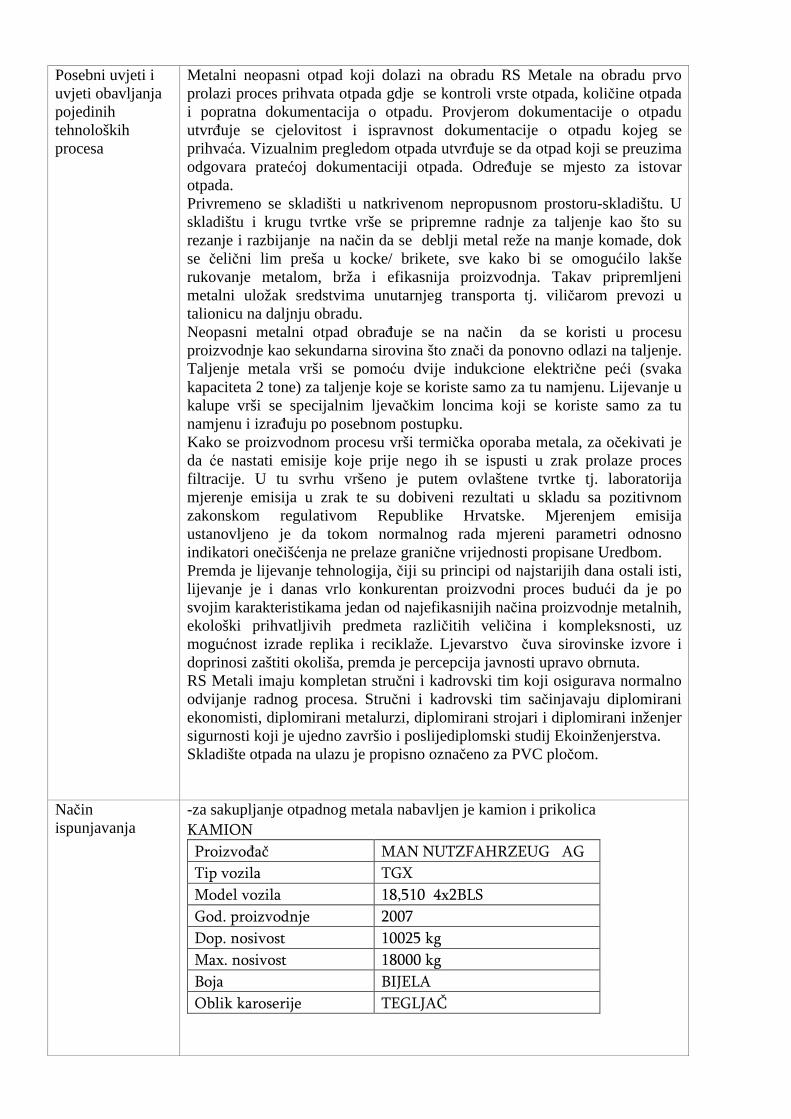
Metalni neopasni otpad koji dolazi na obradu RS Metale na obradu prvo prolazi proces prihvata otpada gdje se kontroli vrste otpada, količine otpada i popratna dokumentacija o otpadu. Provjerom dokumentacije o otpadu utvrđuje se cjelovitost i ispravnost dokumentacije o otpadu kojeg se prihvaća. Vizualnim pregledom otpada utvrđuje se da otpad koji se preuzima odgovara pratećoj dokumentaciji otpada. Određuje se mjesto za istovar otpada. Privremeno se skladišti u natkrivenom nepropusnom prostoru-skladištu. U skladištu i krugu tvrtke vrše se pripremne radnje za taljenje kao što su rezanje i razbijanje na način da se deblji metal reže na manje komade, dok se čelični lim preša u kocke/ brikete, sve kako bi se omogućilo lakše rukovanje metalom, brža i efikasnija proizvodnja. Takav pripremljeni metalni uložak sredstvima unutarnjeg transporta tj. vili čarom prevozi u talionicu na daljnju obradu. Neopasni metalni otpad obrađuje se na način da se koristi u procesu proizvodnje kao sekundarna sirovina što znači da ponovno odlazi na taljenje. Taljenje metala vrši se pomoću dvije indukcione električne peći (svaka kapaciteta 2 tone) za taljenje koje se koriste samo za tu namjenu. Lijevanje u kalupe vrši se specijalnim ljevačkim loncima koji se koriste samo za tu namjenu i izrađuju po posebnom postupku. Kako se proizvodnom procesu vrši termička oporaba metala, za očekivati je da će nastati emisije koje prije nego ih se ispusti u zrak prolaze proces filtracije. U tu svrhu vršeno je putem ovlaštene tvrtke tj. laboratorija mjerenje emisija u zrak te su dobiveni rezultati u skladu sa pozitivnom zakonskom regulativom Republike Hrvatske. Mjerenjem emisija ustanovljeno je da tokom normalnog rada mjereni parametri odnosno indikatori onečišćenja ne prelaze granične vrijednosti propisane Uredbom. Premda je lijevanje tehnologija, čiji su principi od najstarijih dana ostali isti, lijevanje je i danas vrlo konkurentan proizvodni proces budući da je po svojim karakteristikama jedan od najefikasnijih načina proizvodnje metalnih, ekološki prihvatljivih predmeta različitih veličina i kompleksnosti, uz mogućnost izrade replika i reciklaže. Ljevarstvo čuva sirovinske izvore i doprinosi zaštiti okoliša, premda je percepcija javnosti upravo obrnuta. RS Metali imaju kompletan stručni i kadrovski tim koji osigurava normalno odvijanje radnog procesa. Stručni i kadrovski tim sačinjavaju diplomirani ekonomisti, diplomirani metalurzi, diplomirani strojari i diplomirani inženjer sigurnosti koji je ujedno završio i poslijediplomski studij Ekoinženjerstva. Skladište otpada na ulazu je propisno označeno za PVC pločom.
Način ispunjavanja
-za sakupljanje otpadnog metala nabavljen je kamion i prikolica KAMION Proizvođač MAN NUTZFAHRZEUG AG Tip vozila TGX Model vozila 18,510 4x2BLS God. proizvodnje 2007 Dop. nosivost 10025 kg Max. nosivost 18000 kg Boja BIJELA Oblik karoserije TEGLJAČ
PRIKOLICA Proizvođač SCHMITZ CARGOBUL AG Vrsta vozila O4 – priključno vozilo Marka vozila SCHMITZ Tip vozila SO1 Model vozila SCS 24/L Godin proizvodnj 2007 Dopuštena nosivost 28300 kg Max. nosivost 35000 kg Oblik karoserije PP – otvoreno sa ceradom
-za skladištenje otpada izgrađeno je natkriveno skladište sa nepropusnim podom, -za unutarnji transport pogon Rapid posjeduje 6 viličara od 1,75 tone – 4 tone nosivosti, redovno održavanih i pregledanih od strane ovlaštenog tvrtke, -za taljenje metala nabavljene su dvije elektroindukcione peći, -za lijevanje nabavljena je predpećnica i specijalni alat za ljevanje, -za izradu kalupa nabavljeni strojevi za izradu kalupa i miješalica za izradu pijeska.
IV. TEHNOLOŠKI PROCESI
a) METODE OBAVLJANJA TEHNOLOŠKIH PROCESA
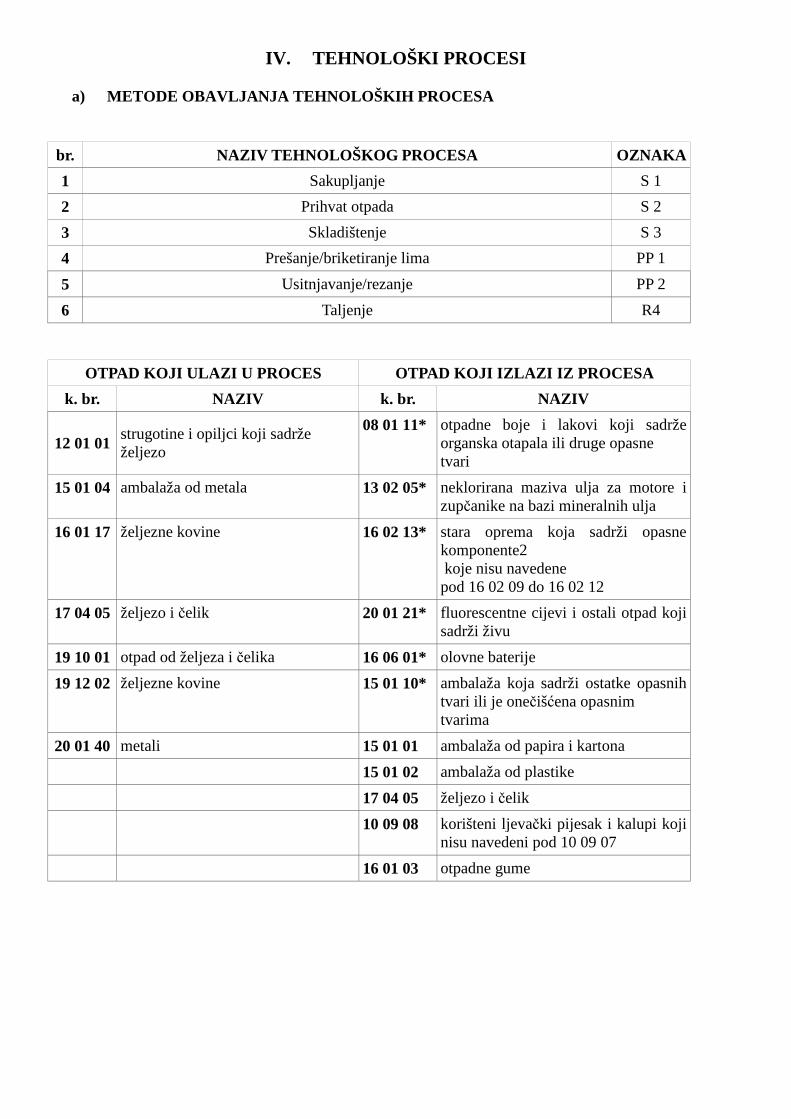
br. NAZIV TEHNOLOŠKOG PROCESA OZNAKA
1 Sakupljanje S 1
2 Prihvat otpada S 2
3 Skladištenje S 3
4 Prešanje/briketiranje lima PP 1
5 Usitnjavanje/rezanje PP 2
6 Taljenje R4
OTPAD KOJI ULAZI U PROCES OTPAD KOJI IZLAZI IZ PROC ESA
k. br. NAZIV k. br. NAZIV
12 01 01 strugotine i opiljci koji sadrže željezo
08 01 11* otpadne boje i lakovi koji sadrže organska otapala ili druge opasne tvari
15 01 04 ambalaža od metala 13 02 05* neklorirana maziva ulja za motore i zupčanike na bazi mineralnih ulja
16 01 17 željezne kovine 16 02 13* stara oprema koja sadrži opasne komponente2 koje nisu navedene pod 16 02 09 do 16 02 12
17 04 05 željezo i čelik 20 01 21* fluorescentne cijevi i ostali otpad koji sadrži živu
19 10 01 otpad od željeza i čelika 16 06 01* olovne baterije
19 12 02 željezne kovine 15 01 10* ambalaža koja sadrži ostatke opasnih tvari ili je onečišćena opasnim tvarima
20 01 40 metali 15 01 01 ambalaža od papira i kartona
15 01 02 ambalaža od plastike
17 04 05 željezo i čelik
10 09 08 korišteni ljevački pijesak i kalupi koji nisu navedeni pod 10 09 07
16 01 03 otpadne gume

VRSTA UREĐAJA/OPREME
NAZIV PROIZVOĐAČA
TIP NAMJENA
Kamion MAN
NUTZFAHRZEUG AG TGX Sakupljanje
Prikolica SCHMITZ CARGOBUL
AG SCS 24/L Sakupljanje
Vili čar SAMUK H40D Prihvat otpada
Vili čar SAMUK CPCD30HBW13 Prihvat otpada
Vili čar TOYOTA Toyota Tonero
52-8FDF25 Prihvat otpada
Vili čar TOYOTA Toyota Tonero 52-8FDJF35 Prihvat otpada
Vili čar CAT DP 30 N Prihvat otpada
Vili čar TCM FG18T13 Prihvat otpada
HIDRAULIČNA PREŠA - HP - 1 Prešanje/briketiranje lima,
ŠKARE ZA LOM METALA AMP-5000
Prešanje/briketiranje lima, usitnjavanje/rezanje
ČISTILICA ODLJEVAKA GOSTOL SC - 10
Prešanje/briketiranje lima, usitnjavanje/rezanje
Uređaj za autogeno rezanje
Prešanje/briketiranje lima, usitnjavanje/rezanje
Elektroindukciona peć za taljenje metala
ABB Taljenje metala
Elektroindukciona peć za taljenje metala
ABB Taljenje metala
OPIS METODE OBAVLJANJA TEHNOLOŠKIH PROCESA U prizvodnom pogonu Rapid - Virovitica lijevaju se ljevovi na bazi željeza, u kvaliteti sivog lijeva SL – 100 do SL – 300, te temper i nodularnog lijeva od NL – 40 do NL 70. Mjesečna proizvodnost, sumarno gledano u svim kvalitetama je na nivou 300 tona. Maksimalni godišnji kapaciteti su 5 000 tona, a tehnologija lijevanja je u pijesak. Modeli se izrađuju u vlastitoj alatnici – modelarnici, proizvodnjom prema nacrtima ili uzorcima, uključujući strojnu obradu koja obuhvaća bušenje, brušenje, glodanje, tokarenje. Sam proizvodni proces kontroliran je svim propisanim ispitivanjima u laboratorijima za mehanička i kemijska ispitivanja. S1 SAKUPLJANJE Prikupljanje otpada obavljati će se vlastitim vozilima ili vozilima iz usluge. Briketirana špena složena je i upakirana na palete te ju je moguće voziti bez opasnosti u prikolici koju posjeduju RS Metali ili prikolicama takvog tipa iz usluge. Isto tako u navedenim prikolicama moguće je voziti i veće metalne komade kao što su metalne konstrukcije. Metal koji je u rastresenom i rasutom stanju moguće je voziti u dubokim prikolicama koji sprečavaju ispadanje metala po prometnicama ili nekim drugim mjestima. S2 PRIHVAT OTPADA Prilikom prihvata otpada pristupa se kontroli vrste otpada, količine otpada i dokumenata. Vrsta otpada provjerava se vizualnim pregledom skladištara, koji ukoliko uoči nepravilnosti na otpadu po pitanju kvalitete ili količine o tome obavještava rukovodstvo pogona. Količina otpada očitava se iz vagarskog lista. Vaganje se obavlja isključivo na umjerenim vagama. Provjerom dokumentacije o otpadu utvrđuje se cjelovitost i ispravnost dokumentacije o otpadu kojeg se prihvaća. Određuje se mjesto za istovar otpada. S3 SKLADIŠTENJE Skladištenje otpada vrši se prema unaprijed određenom planu. O planu skladištenje i redu u skladištu brine se skladištar. Skladište je izgrađeno na način da su ugrađeni prozori koji uz ulazna vrata omogućuju prirodnu ventilaciju. PP 1 PREŠANJE/BRIKETIRANJE LIMA Ovaj proces rada odvija se isključivo u skladištu odljevaka. Lim koji se preša mora biti suh, ne smije biti mastan niti imati bilo kakva kućišta u kojima se može nalaziti mast, ulje ili voda. Prešanje lima vrši se isključivo na hidrauličkoj preši samo za tu namjenu. Istovremeno na preši može raditi maksimalno dva radnika, koji moraju biti osposobljeni za rad na siguran način za rad na preši. PP 2 USITNJAVANJE/REZANJE Ovaj proces rada odvija se u skladištu ili na krugu tvrtke ovisno o veličini komada metala kojeg je potrebno usitniti ili izrezati. Poslovi se vrše na atestiranim strojevima na kojima rade kvalificirani radnici za rad na pojedinim strojevima i koji su osposobljeni za rad na siguran način. R4 POSTUPAK LIJEVANJE Sama ljevaonica podijeljena je na dvije međusobno ovisne cjeline, linija kalupovanja te liniju lijevanja. Na liniji kalupovanja, vrši se strojno kalupovanje na foromat strojevima i hidrauličnim
prešama za kalupovanje. Operativno je dva para foromat stroja i četiri hidraulične preše. Kaluparski pijesak za potrebe linije priprema se u automatiziranoj turbinskoj miješalici, proizvodnosti 40 tona po satu. Za jednu miješalicu pijeska utroši se cca 35 l vode, koja zajedno sa aditivima daje potrebnu kvalitetu pijeska za kalupovanje. Zakalupovani okviri se sa linije kalupovanja do linije lijevanja transportiraju monorel linijom, čija je prosječna brzina oko 4 m/min, a određena je brzinom lijevanja. Sama monorel linija ima kružni kapacitet od 350 paletnih mjesta, dakle na potpuno opterećenoj liniji nalazi se 350 ljevačkih okvira. Samu srž ljevaonice čine dvije srednje-frekventne elektroinduciane peći kapaciteta 2 t, snage 1,1 MW sa prosječnim vremenom od izljeva do izljeva 90 minuta. Cijeli sustav taljenja hladi se pomoću vode koja dolazi iz rashladnog tornja. Iz elektroinducianih peći talina se ulijeva u pretpećnicu, čiji je kapacitet također 2 t. Pretpećnica osim održavanja temperature taline ima i mogućnost dogrijavanja taline, regulacija temperaturnog režima do 5 stupnjeva. Samo lijevanje je ručno, obično istovremeno lijevaju dva ljevača a monorel linija je u pokretu tijekom lijevanja. Nakon lijevanja monorel kruži, te transportira odlivene okvire prema istresnoj rešetci. Vrijeme potrebno za transport odlivenih okvira sa linije lijevanja do istresne rešetke (vrijeme hlađenja) ima utjecaj na mehanička svojstva odljevaka, te je promjenjivo. Na istresnoj rešetci, iz ljevačkih okvira odljevci se istresaju na rešetku koja vibrira, tako se odvaja linijski pijesak od odljevka. Linijski pijesak dio je kružnog procesa, te se regenerira u miješalici pijeska i ponovno koristi u pripremi kalupne mješavine. U širem smislu ljevaonica obuhvaća čistionu, brusionu i jezgrarnu. Nakon hlađenja i odvajanja uljevnih sistema, odljevci se čiste sa čeličnom sačmom u specijalnim strojevima koje se zovu čistilice. Čišćenje se provodi na četiri čistilice. Nakon čišćenja slijedi brušenje, a po potrebi i strojna obrada. samo brušenje je u pravilu strojno, a komade koje se ne može strojno brusiti, brusi se ručno sa pneumatskim brusilicama. Obrađena roba pakira se u skladu sa željama kupaca te transportira viličarom do skladišta gotove robe. Jezgrarnica za potrebe ljevaonice proizvodi CO2 jezgre croning postupkom. Za CO2 postupak izrade jezgri kao osnova služi suhi kvarcni pijesak, a vezivo je silvez ( staklena voda). Obzirom na način popunjavanja kalupa mješavinom razlikujemo ručni postupak nabijanja mješavine u plastične kalupe, te postupak nabijanja mješavine stlačenim zrakom u kalupe. Za croning postupak izrade jezgri osnova je obloženi pijesak. Koriste se metalni alati vlastite izrade. To je topli postupak izrade jezgri u kojemu se jezgra ispeče u zagrijanom alatu. Proizvedene jezgre se sortiraju i paletiziraju te transportiraju u ljevaonicu viličarom. STROJNA OBRADA Strojna obrada obuhvaća operacije brušenja, bušenja, glodanja, tokarenja i bojanja. Proizvodni programu strojnoj obradi sastoji se od dvije cjeline:
• Obrada odljevaka za poznate kupce • Vlastiti proizvodni program (ventili, stezni alati itd.)
Ulazni materijal u strojnoj obradi su odljevci iz vlastite proizvodnje i čelični materijal. Bojanje se vrši u lakirnoj komori koja je smještena na stražnjoj strani hale. Ima dovod vode i zatvoreni je sistem lakirne komore koji se povremeno dopunjava vodom iz gradskog vodovoda. Voda u sistemu se miješa s odgovarajućim koagulatorom i prolazi kroz filtre. Sakupljene boje u filtru odlažu se u posebno metalne posude koje se dalje zbrinjavaju na propisan način. Tehnološki postupak izrade definiran je popratnim tehnološkim listom kojeg potpisuje tehnolog. U sklopu strojne obrade je tehnička kontrola koja provodi faznu i završnu kontrolu pozicija odnosno gotovih proizvoda. Transport se vrši viličarima.
ALATNICA – MODELARNICA U vlastitoj modelarnici postoji mogućnost izrade modela prema crtežu ili uzorku. Strojni park alatnice čine: četiri CNC stroja, alatne glodalice i brusilice. Proces izrade ljevačkih alata – modela, croning i CO2 jezgrenika:
• tehnološka razrada i konstrukcija, • izrada predmodela na CNC obradnim centrima, • reproduciranje tih istih predmodela, • postavljanje modela na modelne ploče i izrada uljevnog sistema.
Alati se rade od sljedećih materijala : drvo, umjetne smole i čelični materijal. Osim izrade novih alata, alatnica je zadužena za održavanje postojećih ljevačkih alata i jezgranika. ODRŽAVANJE Sastoji se od radiona koje služe za razne popravke. Pranje zamašćenih dijelova strojeva vrši se u prostorijama radione u za to namijenjenim posudama u sredstvu za pranje. Otpadne masti i ulja nastale pranjem služe za podmazivanje strojeva u proizvodnji ili ako se ne mogu iskoristit predaju ovlaštenom sakupljaču. MJERE UPRAVLJA ČKOG NADZORA Nadzor tehnološkog procesa Nadzor tehnološkog procesa odvija se putem Rukovoditelja koji su odgovorni Direktoru tvrtke. Rukovoditeljima su direktno odgovorni poslovođe pojedinih pogona koji raspoređuju radnike na pojedina radna mjesta. Rukovoditelj upravljaju pojedinim procesima pa tako u proizvodnom pogonu Rapid
• Rukovoditelj proizvodnje- upravlja cjelokupnom proizvodnjom (Alatnica, ljevaonica, jezgrarna i brusionica). Odgovorne poslovođe su mu: � Tehnička kontrola - Tehnolog I, � Poslovođa u ljevaonici, � Poslovođa u brusionici i jezgrarni, i � radnici u proizvodnji
• Rukovoditelj strojne obrade i održavanja- upravlja odjelom održavanja i strojne obrade. Odgovorni su mu: � poslovođe na održavanje � radnici u strojnoj obradi i održavanju
• Rukovoditelj tehničke kontrole i laboratorija- upravlja odjelom tehničke kontrole i laboratorija. Odgovorni su mu: � radnici kontrole kvalitete
Upute za rad Upute za siguran rad nalaze se na svim radnim mjestima, isto tako po svim objektima nalaze se znakovi obavijesti, upozorenja i obveze. Pored ovih uputa u procesu proizvodnje postoje i upute za rad za proizvodnju odljevaka. Ove upute mogu biti općenito za cijelu proizvodnju ili za proizvodnju pojedinih pozicija.
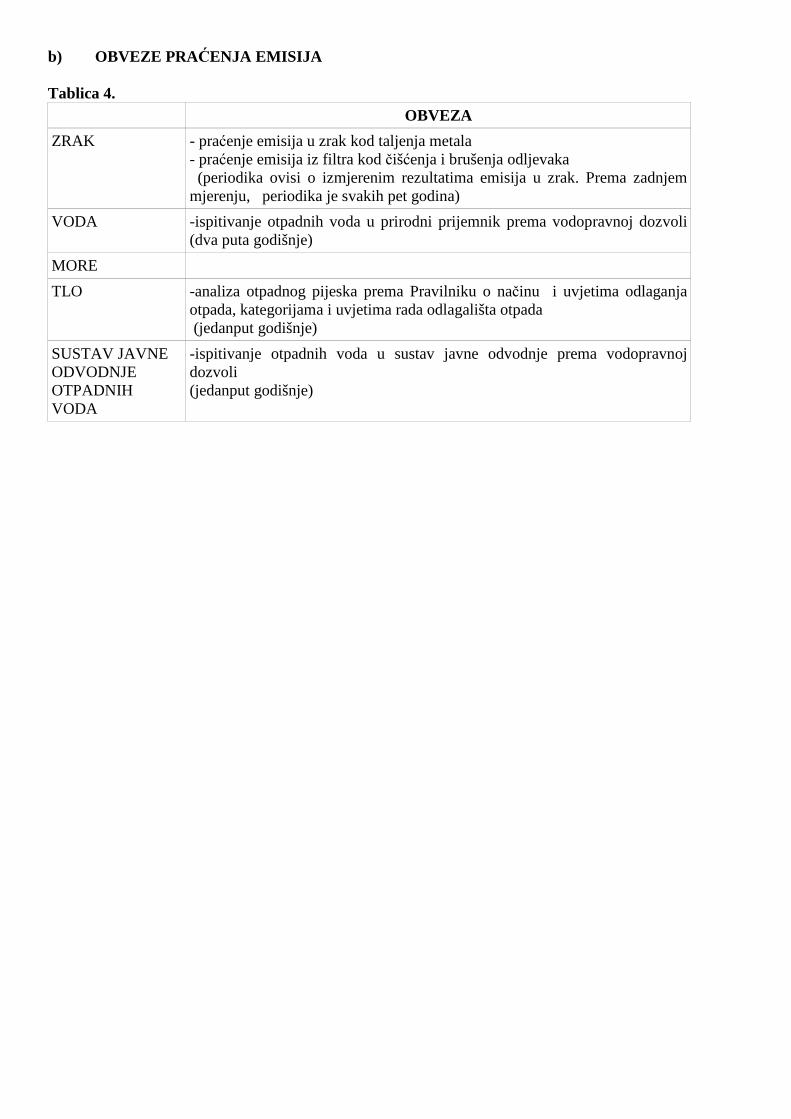
b) OBVEZE PRAĆENJA EMISIJA Tablica 4.
OBVEZA
ZRAK - praćenje emisija u zrak kod taljenja metala - praćenje emisija iz filtra kod čišćenja i brušenja odljevaka (periodika ovisi o izmjerenim rezultatima emisija u zrak. Prema zadnjem mjerenju, periodika je svakih pet godina)
VODA -ispitivanje otpadnih voda u prirodni prijemnik prema vodopravnoj dozvoli (dva puta godišnje)
MORE
TLO -analiza otpadnog pijeska prema Pravilniku o načinu i uvjetima odlaganja otpada, kategorijama i uvjetima rada odlagališta otpada (jedanput godišnje)
SUSTAV JAVNE ODVODNJE OTPADNIH VODA
-ispitivanje otpadnih voda u sustav javne odvodnje prema vodopravnoj dozvoli (jedanput godišnje)
V. NACRT PROSTORNOG RAZMJEŠTAJA TEHNOLOŠKIH PROCESA Mjerilo 1:1786
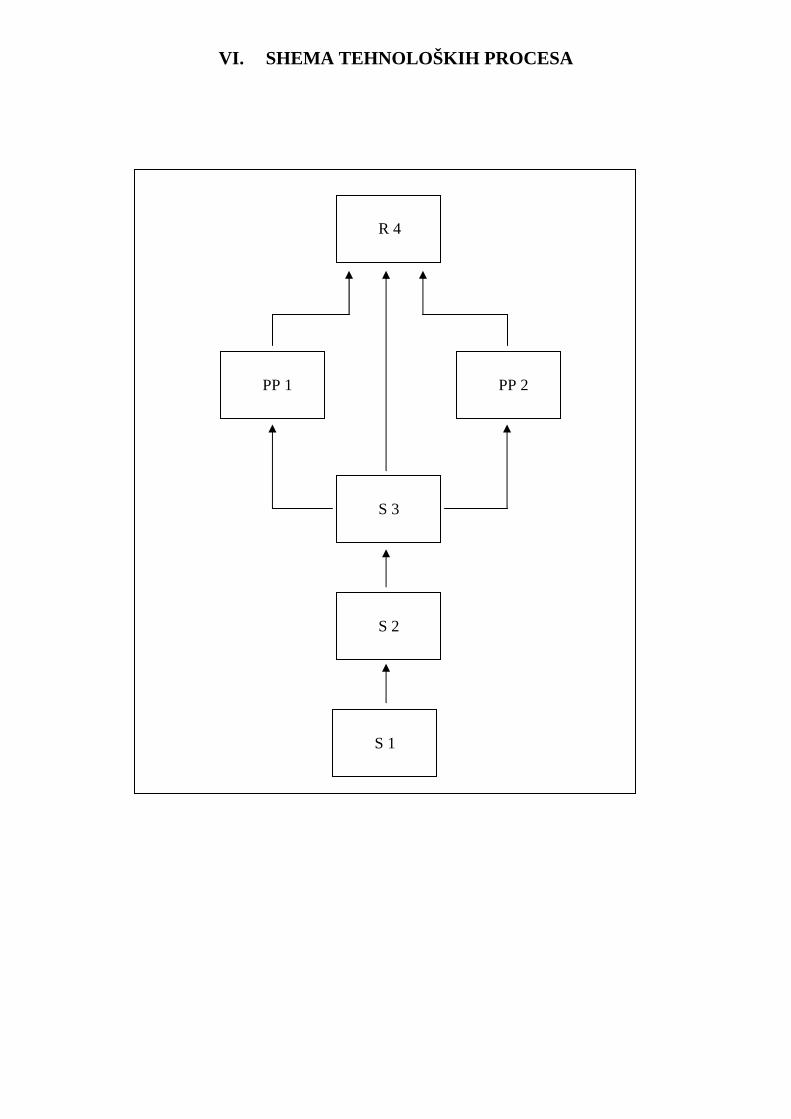
VI. SHEMA TEHNOLOŠKIH PROCESA
S 1
S 2
PP 2
PP 1
S 3
R 4
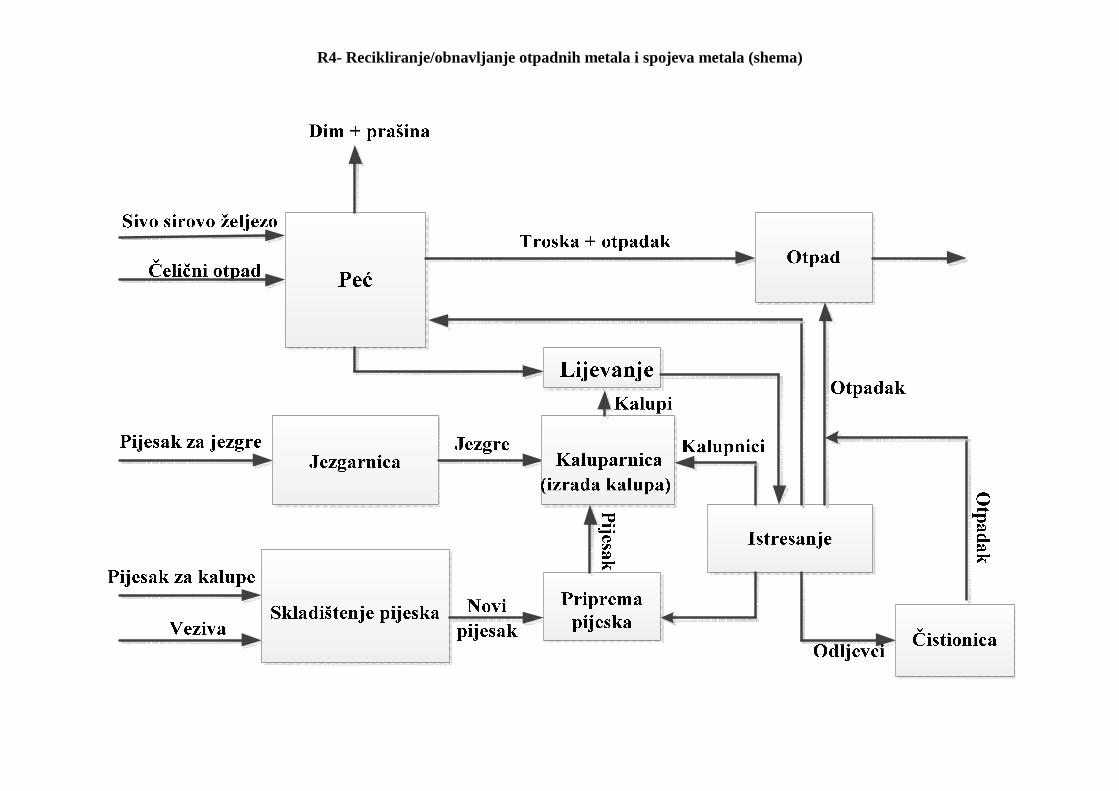
R4- Recikliranje/obnavljanje otpadnih metala i spojeva metala (shema)
VII. MJERE NAKON ZATVARANJA, ODNOSNO PRESTANKA OBAV LJANJA POSTUPAKA ZA KOJE JE IZDANA DOZVOLA
S ciljem izbjegavanja rizika od onečišćenja okoliša, opasnosti po ljudsko zdravlje te općenito zaštite u RS Metali d.d. Virovitica primjenjuju se sljedeće mjere:
• osiguranje od ulaska neovlaštenih osoba u pogon fizičko-tehničkim mjerama (ograda, video nadzor, zaštitarska služba i drugo),
• objekti su izgrađeni u skladu s tehničkim normama i važećim propisima vezano uz: zaštitu od požara i tehnoloških eksplozija, zaštitu na radu, zaštitu od širenja onečišćujućih tvari u tlo, vode ili zrak u slučaju nesreće i izvanrednih događaja te elementarnih nepogoda. Provjera funkcioniranja vatrogasnih aparata za početno gašenje i hidranata vrši se u redovitim periodičnim razmacima,
• izrađena dokumentacija koja definira kontrolu opasnih i štetnih tvari u postrojenju, uključujući opasni otpad, sprječavanje nastanka požara i dr. industrijskih nesreća, onečišćenja vode i okoliša, potrebne dozvole i rješenja te planira evakuaciju, zaštitu i spašavanje u izvanrednim situacijama,
• za sve uređaje s povećanim opasnostima provedena su ispitivanja i izdana uvjerenja, odnosno atesti. Provode se mjere zaštite na radu, redovite edukacije i vježbe djelatnika temeljem operativnih planova,
• provodi se monitoring emisija u zrak i monitoring otpadnih voda, te analizira otpad, sukladno važećim propisima.
• periodično se provodi čišćenje sustava odvodnje.
Nisu predviđene dodatne mjere nakon zatvaranja. Mjere i postupci u slučaju zatvaranja i prestanka rada definirat će se Planom zatvaranja pogona u koji treba uključiti:
• Uklanjanje sirovina, pomoćnih tvari, proizvoda i poluproizvoda i opasnih materijala iz pogona spremnika, skladišta i pomoćnih postrojenja, čišćenje i uklanjanje preostalih materijala iz pogona, spremnika, cjevovoda, sustava opskrbe pomoćnim materijalima i skladišta te oporaba i/ili zbrinjavanje otpada,
• Obvezu praćenja i kontrole emisija u zrak,tlo i vodu, • Obvezu uklanjanja i predaja nastalog otpada ovlaštenim sakupljačima, • Prijava prestanka rada proizvodnog pogona nadležnim službama.

VII. PRIMJENJENI PROPISI
1. Zakon o održivom gospodarenju otpadom ( Narodne novine, br. 94/13.). 2. Pravilnik o gospodarenju otpadom (Narodne novine, br. 23/14. i 51/14.).