Embed Size (px)
Citation preview
Transfer inovácií 15/2009 2009
123
Ing. Anna Garneková Amberg Engineerig Slovakia
IZM, Hlavná 45, Svit e-mail: [email protected]
Ing. Jozef Čížik, PhD. Amberg Engineerig Slovakia
IZM, Hlavná 45, Svit e-mail: [email protected]
Abstract
The paper deals with the process of inspecting facing surface’s welded joints of carriage chain Shimmn(s). For realization of experiments were used sample pieces of weld joints. All realizated tests were implemented according to the norms and relevant regulation and it’s possible to allege fair quality of weld joint.
Key words: welding point, visual inspection, ultrasound, mechanical testing, wagon ÚVOD
Súčasná doba prináša neustály vývoj a skúmanie vo všetkých oblastiach priemyslu a strojárskej výroby, hlavne uplatňovanie nových, kvalitnejších materiálov. Pri tvorbe oceľových konštrukcií alebo pri konštruovaní transportných zariadení je v popredí otázka znižovania ich hmotnosti [1,2]. Jednou z možnosti je použitie vysokopevných konštrukčných ocelí, ako je napríklad oceľ DOMEX. Jedná sa o konštrukčnú, mikrolegovanú oceľ s jemnozrnnou štruktúrou a so zaručenou vrubovou húževnatosťou za nízkych teplôt. Tieto ocele sa vyznačujú dobrou zvariteľnosťou. Vykazujú vysoký pomer medze klzu a medze pevnosti a dajú sa pri nej použiť všetky konvenčné metódy zvárania [3,4].
Pozornosť venovaná kontrole zvarových spojov je vedená snahou zvýšiť životnosť, spoľahlivosť a kvalitu transportného zariadenia Shimmn(s). Výskum je zameraný na skúšanie zvarových spojov čelnej plochy daného typu vozňa. METODIKA EXPERIMENTÁLNYCH PRÁC
Pre tvorbu zvarových spojov bol ako základný materiál použitý DOMEX 700 a ako prídavný materiál drôt OK Autrod 13.29. Zváranie bolo realizované v ochrannej atmosfére zmesi plynov M21 (82% Ar a 18% CO2). Kontrola zvarov bola vykonaná pomocou vizuálnej kontroly, skúškou ultrazvukom a mechanickou skúškou rázom v ohybe so stanovením tranzitnej teploty na vzorkách zvarových spojov. Pozorovaným miestom je základný materiál (ďalej len ZM), teplom ovplyvnená oblasť (TOO) a zvarový kov (ZK).
Lomové plochy vzoriek boli vyhodnotené makroskopicky a pomocou rastrovacej elektrónovej mikroskópie.
Pred zváraním boli zvárané plochy a najbližšie okolie zvaru očistené od hrdze, farby a všetkých nečistôt až na čistý kov oceľovou kefou a brúsením. Povrch hotového zvaru musel byť pravidelný a čistý bez trhlín, zápalov, kvapľov podľa STN EN ISO 57 18. Kvalifikácia zváračov je podľa STN EN 287-1. Vzorky boli vyrobené mechanickým spôsobom zo skúšobných platní vyrobených za rovnakých podmienok ako reálne zvarové spoje. Použité parametre a podmienky zvárania sú uvedené v tab. 1. Tab.1 Všeobecné údaje o zváraní [5] Zvar V-zvar Hrúbka platní a/b [mm] 10/10
Počet húseníc 2
Spôsob zvárania 135
Prídavný materiál OK Autrod ESAB 13.29 Priemer prídavného materiálu [mm] 1,2
120 Prúd [A] (pre 1. a 2. húsenicu) 210 23 Napätie [V] 29
15,5 Rýchlosť zvárania (cm/min) 24
V tab. 2 je uvedené chemické zloženie
základného materiálu, v tabuľke 3 jeho základné mechanické vlastnosti a na porovnanie v tabuľke 4 sú uvedené základné informácie o zložení prídavného materiálu. Tab.2 Chemické zloženie základného materiálu DOMEX 700 [8]
Tab. 3 Vlastnosti základného materiálu [8]
Mechanické vlastnosti materiálu DOMEX 700 Rp0,2min [MPa]
Re [MPa]
Rm [MPa]
Amin [%]
Uhol ohybu 90°
T[°C] / KVmin [J]
700 700 750÷950 10÷12 (0,8÷1,6) x hrúbka
-20°C /40 -40°C /27
Tab. 4 Vlastnosti prídavného materiálu [9]
Mechanické vlastnosti
[MPa]
Základné chemické zloženie
[%] Re Rm C Si Mn
Ochranný plyn
730 800 0,1 0,6 1,6 82%Ar+18%CO2
Chemický rozbor materiálu DOMEX 700 [%] – max. hodnoty
C Mn Si P S Al Nb V Ti
0,12 2,1 0,10 0,025 0,01 0,015 0,09 0,2 0,15
HODNOTENIE KVALITY ZVAROVÝCH SPOJOV VAGÓNOV SHIMMN(S)
Transfer inovácií 15/2009 2009
124
Metodika vizuálnej skúšky spočívala vo vyhľadávaní a vyhodnotení povrchových chýb a vonkajších nepravidelností skúšaného povrchu voľným okom alebo pomocou vhodných optických pomôcok ako sú lupy, hranoly, zrkadlá, podľa STN EN 970. Skúška sa zrealizovala na vzorkách zvarových spojov pri splnení podmienok osvetlenia, uhla pohľadu a vzdialenosti oka od kontrolovaného povrchu.
Skúška ultrazvukom bola zrealizovaná podľa STN EN 1714 (B), ktorá využíva priechod ultrazvukového vlnenia materiálom. Touto metódou sa odhaľovali chyby typu bublín, vnútorných trhlín, pórov, geometrických odchýlok a pod. Podmienky skúšky ultrazvukom a použité prostriedky udáva nasledujúca tab.5. Tab.5 Podmienky skúšky ultrazvukom a použité prostriedky [6]
Prístroj : UNN 50 Krautkramer Typ sondy: DIO 562 HIGH, UT sondy
Frekvencia: (2 ÷ 4) MHz Metóda hodnotenia: AVG diagram Referenčná úroveň: DDSR – 1,5/3 mm
Klasifikačný stupeň: STN EN 1712: 2
Skúška rázom v ohybe sa vykonaná v
zmysle normy STN EN 875. Pri skúške sa vyhodnocuje: • rázová húževnatosť, ktorá je daná ako podiel
spotrebovanej práce a plochy východiskového priečneho prierezu skúšobnej vzorky S0 pod vrubom,
• druh lomu, • druh a veľkosť chyby, • prechodová teplota v ZM, TOO a ZK
Skúšobné vzorky boli pripravené tak, že vruby boli vyrobené v základnom materiáli, TOO ako aj vo zvarovom kove. Podmienky skúšky a stanovenia prechodovej teploty sú uvedené v tab. 6. Tab. 6 Podmienky stanovenia tranzitnej teploty, zdroj: [6] Typ stroja: kyvadlové kladivo PSWO 30 Vzorka: s V vrubom Rozmery vzorky: 10x7,5 mm Vrub do hĺbky 2mm, R = 0,25 mm Nárazová rýchlosť v = (4,5 ÷ 7) m/s Energia stroja: KV 150/7,5 (J/cm2) Absorbovaná energia: 85 J Skúšobná teplota: od +20 do -65 oC,
Makroskopické pozorovanie spočívalo
v očistení pozorovaných vzoriek, v pozorovaní lomových plôch vzoriek voľným okom a fotografickým zdokumentovaním lomových plôch pomocou fotoaparátu Nikon D80.
Štúdium lomových plôch vybraných vzoriek v oblasti ZM, ZK a TOO bolo vykonané pomocou elektrónovej mikroskópie na zariadení JEOL JSM-7000F Column Cross Section, pri zväčšení 40 až 2200x. Výsledok pozorovania bol zdokumentovaný fotograficky. DOSIAHNUTÉ VÝSLEDKY A ICH DISKUSIA
Vizuálna kontrola všetkých montážnych zvarov hodnotená v zmysle STN EN ISO 5817 nepreukázala prítomnosť zápalov, trhlín ani iných chýb na povrchu zvarových spojov. Všetky zvary po vizuálnej kontrole vyhovujú.
Skúška ultrazvukom bola hodnotená podľa STN EN 1712. Počas vykonávanej skúšky boli zaznamenané drobné indikácie pod úrovňou registrácie. Neboli odhalené žiadne závažné vnútorné a povrchové chyby, trhliny, neprievary, pórovitosť, delaminácia ani zmena hrúbky. Kvalita kontrolovaných zvarov vyhovuje predpísaným podmienkam na kvalitu zvarového spoja.
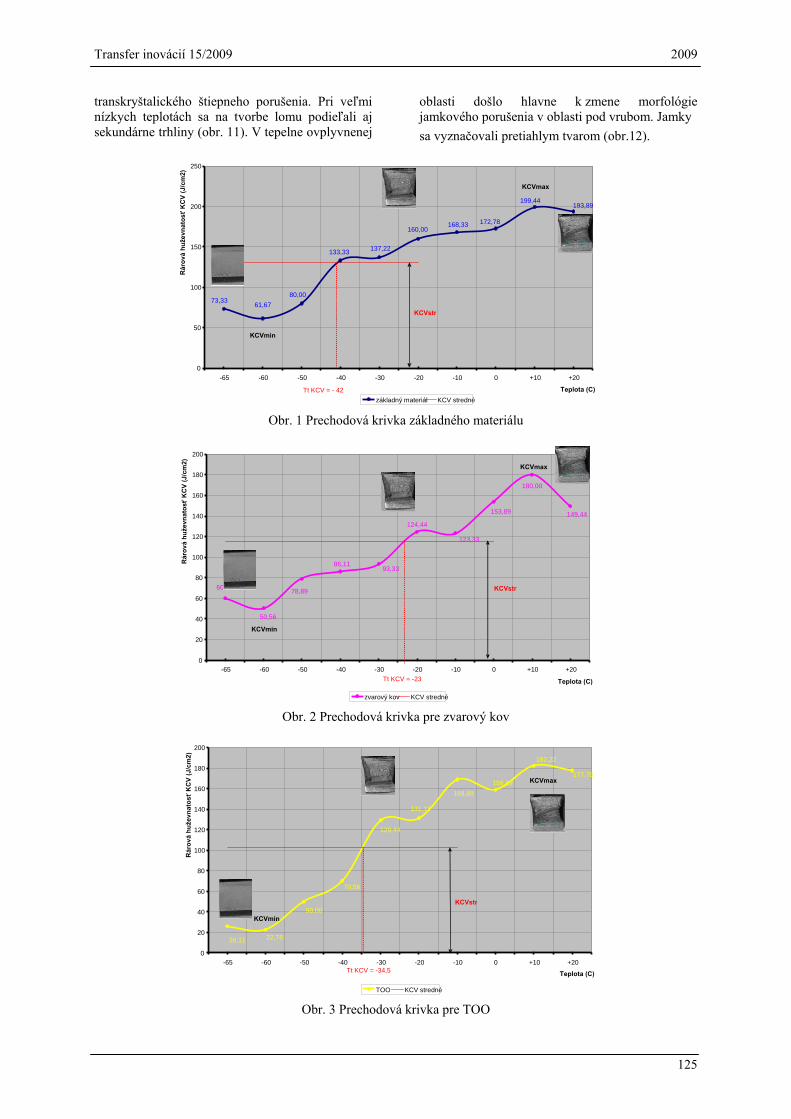
Skúška rázom v ohybe so stanovením tranzitnej teploty sa zrealizovala pre všetky tri oblasti zvarového spoja. Pri skúške rázom v ohybe boli zistené hodnoty absorbovanej energie pri rôznych skúšobných teplotách. Z nameraných hodnôt boli zostrojené prechodové krivky, z ktorých sa určili prechodové teploty pomocou kritéria:
KCstr = ½ (KCmax + KCmin) (1)
Výsledky skúšok uvedené na obr. 1,2,3 preukázali, že zvarový spoj výrazne ovplyvňuje hodnotu prechodovej teploty. Zatiaľ čo v základnom materiáli dosahovala hodnotu – 42 oC, v tepelnej ovplyvnenej oblasti sa posunula na hodnotu – 34,5 oC a v zvarovom kovu na – 23 oC.
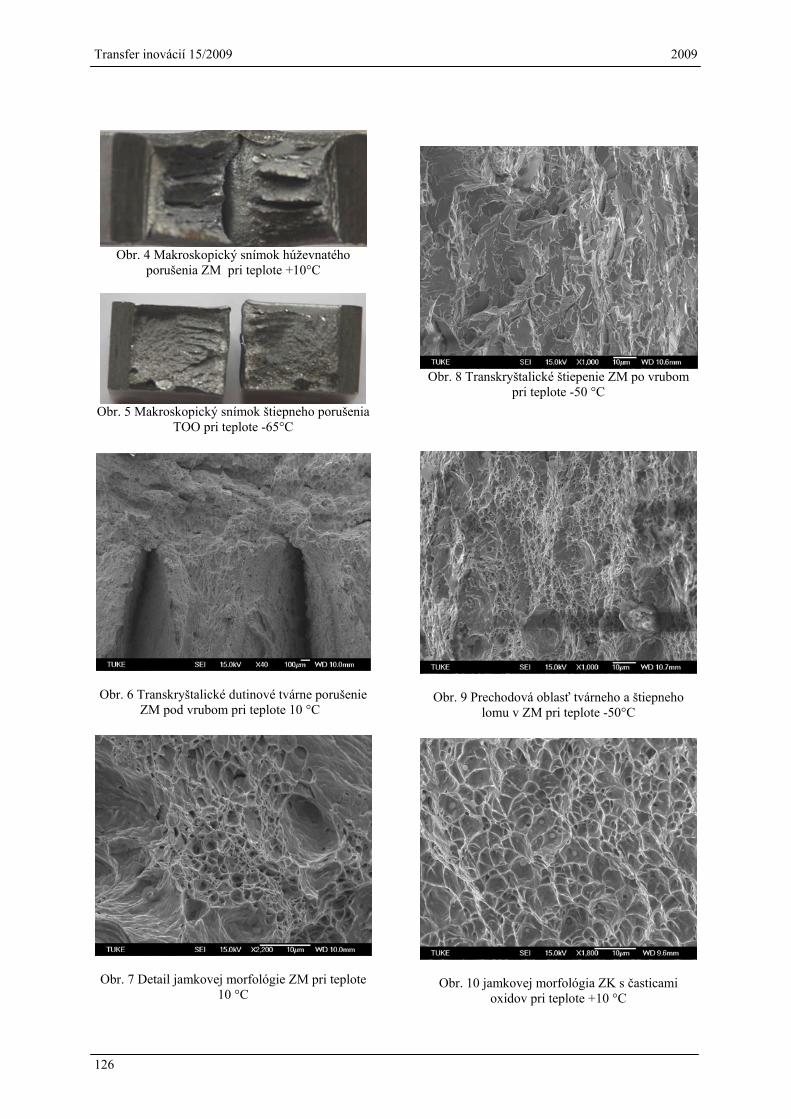
Skúšobná teplota mala výrazný vplyv na charakter lomovej plochy pre všetky skúmané oblasti. S klesajúcou teplotou bol zaznamenaný prechod od čisto tvárneho porušenia (obr. 4) cez zmiešané lomy v prechodovej oblasti až po oblasť krehkého porušenia pri nízkych teplotách (obr. 5).
Štúdium lomových plôch pomocou rastrovacej elektrónovej mikroskópie ukázalo, že základným mechanizmom porušenia základného materiálu ocele DOMEX 700 bolo transkryštalické dutinové tvárne porušenie (obr. 6). Detail jamkovej morfológie porušenia s obsahom inklúzií na dne jamiek je uvedený na obr. 7. Pri teplote skúšania mínus 50 oC v oblasti pod vrubom sa u ZM vyskytoval transkryštalický štiepny lom (obr. 8). Vo väčšej vzdialenosti od vrubom mal lom zmiešaný charakter (obr. 9).
Pre tvárne porušenie zvarového kovu bol charakteristický výskyt oxidických častíc na dne jamiek (obr. 10), ktoré sa do zvaru dostali v procese zvárania. Už pri 10 oC sa pozorovali malé oblasti
Transfer inovácií 15/2009 2009
125
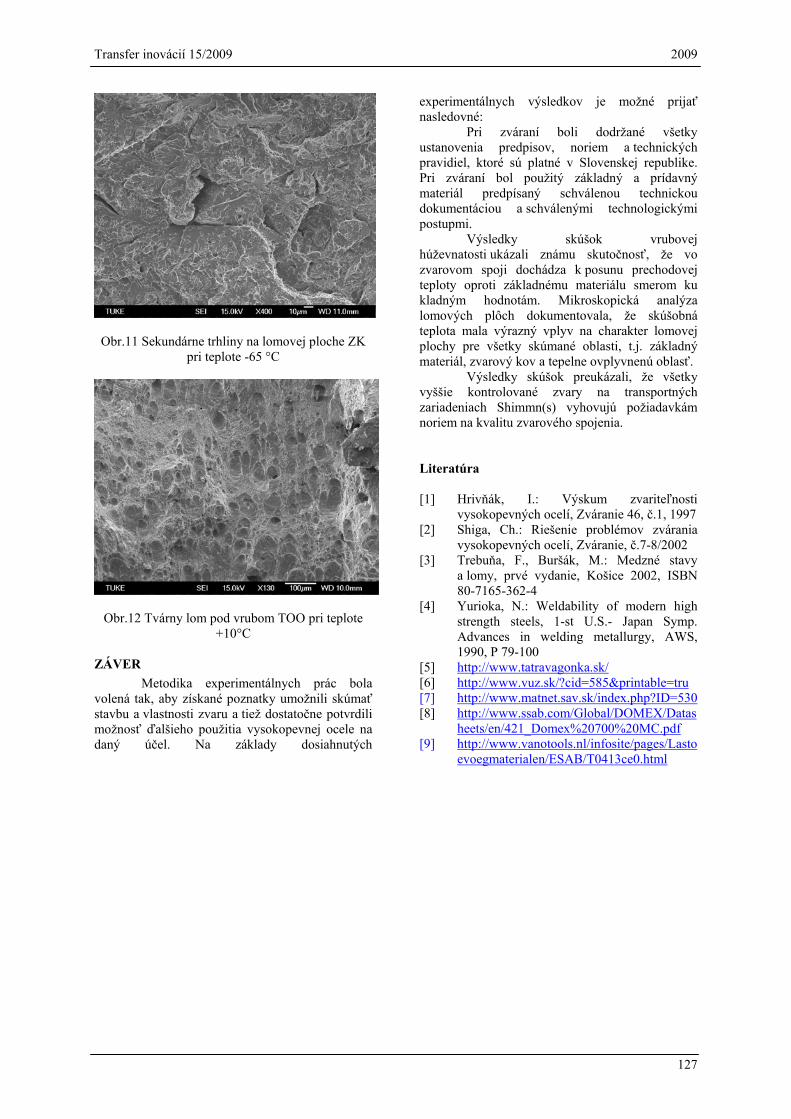
transkryštalického štiepneho porušenia. Pri veľmi nízkych teplotách sa na tvorbe lomu podieľali aj sekundárne trhliny (obr. 11). V tepelne ovplyvnenej
oblasti došlo hlavne k zmene morfológie jamkového porušenia v oblasti pod vrubom. Jamky sa vyznačovali pretiahlym tvarom (obr.12).
Obr. 1 Prechodová krivka základného materiálu
Obr. 2 Prechodová krivka pre zvarový kov
Obr. 3 Prechodová krivka pre TOO
73,33
193,89199,44
172,78168,33160,00
137,22133,33
80,00 61,67
0
50
100
150
200
250
-65 -60 -50 -40 -30 -20 -10 0 +10 +20 Teplota (C)
Rár
ová
huže
vnat
osť
KC
V (J
/cm
2)
základný materiál KCV stredné
KCVmin
KCVmax
KCVstr
Tt KCV = - 42
149,44
180,00
153,89
123,33
124,44
93,3386,11
50,56
60,00 78,89
0
20 40 60 80
100 120 140 160 180 200
-65 -60 -50 -40 -30 -20 -10 0 +10 +20 Teplota (C)
Rár
ová
huže
vnat
osť
KC
V (J
/cm
2)
zvarový kov KCV stredné
KCVmin
KCVmax
KCVstr
Tt KCV = -23
177,78
131,11
129,44
70,56
50,00
22,7826,11
182,22
158,89168,89
0
20
40
60
80
100 120 140 160 180 200
-65 -60 -50 -40 -30 -20 -10 0 +10 +20 Teplota (C)
Rár
ová
huže
vnat
osť
KC
V (J
/cm
2)
TOO KCV stredné
KCVmin
KCVmax
KCVstr
Tt KCV = -34,5
Transfer inovácií 15/2009 2009
126
Obr. 4 Makroskopický snímok húževnatého
porušenia ZM pri teplote +10°C
Obr. 5 Makroskopický snímok štiepneho porušenia
TOO pri teplote -65°C
Obr. 6 Transkryštalické dutinové tvárne porušenie ZM pod vrubom pri teplote 10 °C
Obr. 7 Detail jamkovej morfológie ZM pri teplote 10 °C
Obr. 8 Transkryštalické štiepenie ZM po vrubom pri teplote -50 °C
Obr. 9 Prechodová oblasť tvárneho a štiepneho lomu v ZM pri teplote -50°C
Obr. 10 jamkovej morfológia ZK s časticami oxidov pri teplote +10 °C
Transfer inovácií 15/2009 2009
127
Obr.11 Sekundárne trhliny na lomovej ploche ZK
pri teplote -65 °C
Obr.12 Tvárny lom pod vrubom TOO pri teplote +10°C
ZÁVER
Metodika experimentálnych prác bola volená tak, aby získané poznatky umožnili skúmať stavbu a vlastnosti zvaru a tiež dostatočne potvrdili možnosť ďalšieho použitia vysokopevnej ocele na daný účel. Na základy dosiahnutých
experimentálnych výsledkov je možné prijať nasledovné:
Pri zváraní boli dodržané všetky ustanovenia predpisov, noriem a technických pravidiel, ktoré sú platné v Slovenskej republike. Pri zváraní bol použitý základný a prídavný materiál predpísaný schválenou technickou dokumentáciou a schválenými technologickými postupmi.
Výsledky skúšok vrubovej húževnatosti ukázali známu skutočnosť, že vo zvarovom spoji dochádza k posunu prechodovej teploty oproti základnému materiálu smerom ku kladným hodnotám. Mikroskopická analýza lomových plôch dokumentovala, že skúšobná teplota mala výrazný vplyv na charakter lomovej plochy pre všetky skúmané oblasti, t.j. základný materiál, zvarový kov a tepelne ovplyvnenú oblasť.
Výsledky skúšok preukázali, že všetky vyššie kontrolované zvary na transportných zariadeniach Shimmn(s) vyhovujú požiadavkám noriem na kvalitu zvarového spojenia. Literatúra [1] Hrivňák, I.: Výskum zvariteľnosti
vysokopevných ocelí, Zváranie 46, č.1, 1997 [2] Shiga, Ch.: Riešenie problémov zvárania
vysokopevných ocelí, Zváranie, č.7-8/2002 [3] Trebuňa, F., Buršák, M.: Medzné stavy
a lomy, prvé vydanie, Košice 2002, ISBN 80-7165-362-4
[4] Yurioka, N.: Weldability of modern high strength steels, 1-st U.S.- Japan Symp. Advances in welding metallurgy, AWS, 1990, P 79-100
[5] http://www.tatravagonka.sk/ [6] http://www.vuz.sk/?cid=585&printable=tru [7] http://www.matnet.sav.sk/index.php?ID=530 [8] http://www.ssab.com/Global/DOMEX/Datas
heets/en/421_Domex%20700%20MC.pdf [9] http://www.vanotools.nl/infosite/pages/Lasto
evoegmaterialen/ESAB/T0413ce0.html