Embed Size (px)
DESCRIPTION
Generarea suprafetelor complexe prin EDM electric dishcarge machiningprelucrare curbe din care se pot extrage diverse argumente pro si contra acum scriu la nimereala ca vreau sa downloadez un document si voi nu ma lasati altfel asa ca am sa contiuni sa scriu pana cand se fac 4/5 stele si apoi o sa downloadez. maine tre sa ma duc la serviciu si acum stau sa scriu la cacatul asta de materiue ... master de cacat
Citation preview

GENERAREA SUPRAFEŢELOR COMPLEXE PRIN EDM
HRENIUC Ştefan
Conducător ştiinţific: Prof. dr. ing. Daniel GHICULESCU
REZUMAT: Lucrarea tratează metodele de obţinere a suprafeţelor complexe prin prelucrare electroerozivă (EDM). Se urmăreşte evidenţierea avantajelor dar şi a dificultăţilor întampinate la prelucrarea suprafeţelor prin electroeroziune. CUVINTE CHEIE: electroeroziune, rugozitate, geometrie, suprafete.
1 INTRODUCEREEDM (Electrical discharge machining) e un proces de fabricatie prin care o forma dorita se obine utilizand descarcari electrice (scantei).Materialul este indepartat de pe piesa de prelucrat printr-o serie de descarcari eletrice rapid recurente intre doi electrozi, separati de un lichid dielectric si supus unei tensiuni electrice. Unul din electrozi este electrodul-scula pe cand celalalt este piesa de prelucrat. Cand distanta dintre elecrozi este mica , intensitatea campului electric intre acestia devine mai mare decat puterea dielectricului, care cedeaza, permitand trecerea curentului intre cei doi electrozi. Ca rezultat, se indeparteaza material de pe ambii electrozi.
Efectul eroziv al descarcarilor electrice a fost prima oara observat de fizicianul englez Joseph Priestley in 1770.
Fig. 1. Masina EDM
Efectul eroziv al descarcarilor electrice a fost prima oara observat de fizicianul englez Joseph Priestley in 1770. In 1943, oamenii de stiinta rusi, B.R. Lazarenko si N.I. Lazarenko au investigat metode de prevenire a eroziunii contactelor electrice de Wolfram cauzate de scantei. Nu au dus la bun sfarsit aceasta sarcina, insa au descoperit ca eroziunea putea fi controlata mult mai precis daca
electrozii erau imersati in lichid dielectric. Acest lucru a dus la inventarea unei masini EDM folosita pentru a prelucra materiale greu de prelucrat cum ar fi Wolframul.
Prelucrarea EDM prin taiere cu fir aparut in anii 1960 in scopul de a face unelte (matrite) din otel calit. Electrodul scula este un simplu fir. Firul este infasurat intre doua bobine, astfel incat partea activa este in continua schimbare pentru a evita ruperea firului din cauza eroziunii.
2 STADIUL ACTUALElectroeroziunea e o metoda de prelucrare utilizata in prinipal pentru materiale care ar fi foarte dificil de prelucrat cu tehnicile traditionale. EDM functioneaza in general cu materiale bune conducatoare de electricitate desi metode de prelucrare pentru ceramici izolante au fost, de asemenea, propuse. Prin EDM se pot prelucra contururi complicate sau cavitati din otel calit fara a fi nevoie de tratatement termic inainte sau dupa. Aceasta metoda poate fi utilizata cu orice alt metal sau aliaj metalic, cum ar fi titan. De asemenea s-au raportat aplicatii ale acestei metode pentru a prelucra instrumente de diamant policristalin.
Electroeroziunea este inclusa in grupul prelucrarilor neconventionale impreuna cu procese de prelucrare eletrochimica (ECM), taiere cu jet de apa (WJ, AWJ) si taiere cu laser, opus grupului conventional (strunjire, frezare, rectificare, gaurire si orice alt proces al carui mecanism de indepartare a
materialului se bazeaza in principal pe fortele mecanice).
Aplicatia practica implica multe aspecte care trebuie luate in considerare. De exemplu, indepartarea resturilor din insterstitiul inter electrod este probabil sa fie intotdeauna partiala. Astfel proprietatile electrice ale dielectricului din insterstitiu pot sa difere de la valorile nominale si pot varia in timp. Intestitiul poate fi scurt-circuitat din cauza resturilor de material, acest lucru fiind o consecinta a faptului ca sistemul de control al electodului nu poate reactiona intotdeauna destul de rapid pentru a preveni contactul intre electrodul scula si piesa de prelucrat. Acest lucru este nedorit deoarece un scurt-circuit duce la indepartare de material diferita de cazul ideal. In cele din urma, o descriere a acestui proces intr-un mod adecvat este ceea ce face zona EDM un camp bogat pentru investigatii si cercetari suplimentare.
Pentru a obtine o geometri specifica, electrodul este ghidat de-a lungul caii dorite foarte aproape de piesa de prelucrat. In mod ideal, nu ar trebui sa atinga piesa, cu toate ca, in realitate, acest lucru se poate intampla din cauza performantei sistemului de control al electrodului. In acest fel, un numar mare de descarcari electrice au loc, numite popular scantei, fiecare contribuit la indepartarea materialului din ambii electrozi, instrument si piesa, unde se formeaza cratere mici.
Dimensiunea craterelor este o functie a parametrilor tehnologici stabiliti pentru fiecare operatie in parte. Dimensiunea poate varia de la scara nanometrica
( micro-EDM) la cateva sute de micrometri in conditii de degrosare. Prezenta acestor cartere mici pe electrodul scula conduce la erodarea treptata a acestuia. Aceasta eroziune este denumita uzura. Sunt necesare strategii pentru a contracara efectul negativ al uzurii asupra geometriei piesei. O posibilitate este inlocuirea continua a electrodului scula in timpul unei operatii de prelucrare. Electrodul scula poate fi de asemenea utilizat in asa fel incat numai o mica parte din el este angajata in procesul de prelucrare si aceasta portiune este schimbata in mod regulat. Acesta este cazul cand se utilizeaza un disc rotativ ca un electrod scula. Procesul este denumit ca rectificare EDM.
O alta strategie consta in utilizarea unui set de electrozi cu diferite marimi si forme in cursul unei operatii EDM. Este cel mai frecvent folosita cand electrodul scula reproduce in negativ forma dorita si este avansat de-a lungul unei singure directii, de obicei pe directie verticala ( axa Z ). De obicei, electrozii de acest tip au forme relativ complexe. In cazul in care geometria finala se obitine cu ajutorul unui electrod in forma simpla care este deplasat de-a lungul mai multor directii si care se poate efecta rotatii, este utilizat termenul frezare EDM.
In orice caz, gradul de severitate al uzurii este strict dependent de parametrii tehnologici utilizati in functionare ( polaritate, curent maxim, tensiunea circuitului deschis).
De exemplu, in micro-EDM (μ-EDM), acesti parametri sunt setati la valori care
genereaza uzura severa. Prin urmare, uzura este o problema majora in acest domeniu.
Problema uzurii la electrozi din grafit este abordata. Un generator digital, controlabil in cateva milisecunde, inverseaza polaritatea in timp ce are loc electroeroziunea. Asta produce un efect similar cu galvanizarea depune continuu grafitul erodat inapoi pe electrod. O alta metoda ar fi reducere frecventei de descarcare, mentinand-o pe cat mai mult timp posibil.
3 MECANISMUL DE INDEPARTARE A MATERIALULUIPrima incercare serioasa de a oferi o explicatie fizica a indepartarii materialului in timpul prelucrarii prin electroeroziune este, probabil, cea a lui Van Dijck. Acesta a prezentat un model termic impreuna cu o simulare de calcul pentru a explica fenomenele care se petrec intre electrozi in timpul unei electroeroziunii. Cu toate acestea, dupa cum a recunoscut Van Dijck in studiul sau, numarul ipotezelor facute pentru a depasi lipsa de date experimentale la acel moment a fost destul de semnificativ.
Mai multe modele a ceea ce se intampla in timpul prelucrarii de electroeroziune cu privire la transferul de caldura au fost dezvoltate la sfarsitul anilor `80 si inceputul anilor `90. Asta a avut ca rezultat trei lucrari stiintifice: prima prezenta modelul termic de indepartare a materialului pe catod, al doilea prezenta un model termic pentre eroziuna aparuta pe anod si al treilea
introducea un model care descrie canalul de plasma format in timpul trecerii curentului prin lichidul dielectric.
Aceste modele sprijina afirmatia ca EDM este un proces termic, indepartand materialul intre cei doi electrozi din cauza topirii si/sau vaporizarii, impreuna cu presiunea dinamica aparuta in interstitiul de prelucrat cauzata de colapsul canalului de plasma. Toate aceste modele depind de o serie de ipoteze de la domenii diferite de cercetare, deci nu este surprinzator faptul ca in literatura de specialitate, mai recent, au fost propuse modele alternative care incearca sa explice procesul de electroeroziune.
Printre acestea, modelul Singh si Ghosh face conexiunea intre indepartarea materialului de la electrod si prezenta unei forte electrice pe suprafata electrodului care ar putea indeparta, mecanic, materialul si ar crea cratere. Acest lucru ar fi posibil, deoarece suprafata materialului are proprietatile mecanice alterate datorita temperaturii crescute cauzate de trecerea curentului electric. Simularile autorilor au aratat modul in care acestia ar putea explica mai bine procesul EDM decat un model termic, in special pentru energii de descarcare mici, care sunt utilizate de obicei in μ-EDM si operatiile de finisare.
Faptul ca mecanismul de indepartare a materialului la prelucrare prin electroeroziune nu este inca bine inteles explica efortul crescut in tehnici experimentale pe acest subiect.
4 TIPURI DE PRELUCRARI EDMElectroeroziune cu electrod masiv
Consta dintr-un electrod si piesa de prelucrat scufundata intr-un lichid izolant, cum ar fi, mai tipic, ulei sau, mai putin frecvent, alte fluide dielectrice. Electrodul si piesa sunt conectate la o sursa de alimentare adecvata care genereaza un potential electric intre cele doua parti. Pe masura ce electrodul se apropie de piesa de prelucrat, are loc o defalcare dielectrica in fluid, formand un canal de plasma si mici scantei incep sa sara.
Fig. 2 Electroeroziunea a permis productia rapida a 614 injectoare
pentru motorul de racheta J-2, sase dintre acestea erau necesare pentru
fiecare calatorie spre luna.
Aceste scantei de obicei apar cate una pe rand, pentru ca este foarte putin probabil ca diferite locatii din interstitiu sa aiba caracteristicile locale identice care sa permita aparitia unei scantei simultan in toate aceste locuri. Scanteile apar in numar mare aparent la intamplare. Pe masura ce metalul de baza este erodat si interstitiul creste, electrodul este coborat automat astfel incat procesul sa poata continua neintrerupt.Cateva sute de scantei apar
pe secunta, cu ciclu real atent controlat de parametrii configurati.
Acesti parametri determina marimea sau durata scanteii. Prin urmare o durata mai mare a scanteii produce o cavitate mai adanca pentru acea scanteie si toate scanteile ulteriuare pentru acel ciclu, creand un finisaj mai aspru pe piesa de prelucrat. Reversul este valabil pentru o durata scurta.
O perioada mai lunga de timp intre scantei permite spalarea cu lichid dielectric prin o duza pentru a curata resturile erodate, evitand astfel un scurt-circuit. Aceste setari pot fi mentinute in microsecunde. Geometria tipica este o forma 3D complexa, de multe ori cu mici unghiuri sau forme ciudate.
Electroeroziune cu fir
La electroeroziunea cu fir, un fir subtire de metal, de obicei alama, este alimentat prin piesa, scufundat intr-un rezervor de fluid dielectric, de obicei apa deionizata.
EDM cu fir este de obicei folosita pentru a taia placi de grosimea 300 mm si sa faca strapungeri, instrumente si matrite din metale dure, care sunt dificil de prelucrat cu alte metode. Firul, care este in mod constant alimentat de la o bobina, este mentinut intre ghidaje superioare si inferioare cu forma romboidala. Ghidajele, de obicei controlate CNC, se misca in planul XY. Pe majoritatea masinilor, ghidajul de sus poate de asemenea sa se miste independet pe axele z-u-v, care ii ofera capacitatea de a taia forme conice si de trecere (cerc pe fund, patrat la partea de sus).
Ghidul superior poate controla miscarile axei in x-y-u-v-i-j-k-l. Acest lucru permite programarea eletroeroziunii cu fir pentru a taia forme foarte complexe si delicate. Ghidajele superioare si inferioare sunt de obicei, cu o precizie de 0,004 mm si pot avea o cale de taiere sau fanta pana la 0.021 mm folosind fir de Ø 0.02 mm, desi fanta de taiere medie care realizeaza cel mai bun cost economic si timp de prelucrare este de 0,335 mm, folosind fir de alama Ø 0.25. Motivul pentru care latimea de taiere este mai mare decat latimea firului se datoreaza faptului ca apar scantei din partile laterale ale firului pe piesa de lucru, provocand eroziunea.
Fig.3. Masina de EDM cu fir CNC
Aceasta latime mai mare este necesara, pentru multe aplicatii este previzibila si, prin urmare poate fi compensata. ( de exemplu, in micro-EDM acest lucru nu se intampla adesea). Bobinele de sarma sunt lungi – o bobina de 8kg cu fir 0.25 mm are putin peste 19 kilometri lungime.

Diametrul firului poate fi pana la 20 de micrometri iar precizia geometrica aproape de ±1µm. Procesul de taiere cu fir foloseste apa ca lichid dielectric, controlandu-i rezistivitatea si alte proprietati electrice cu filtre si unitati de de-ionizare. Apa indeparteaza restruile taiate din zona de taiere. Aceasta spalare este un factor important in determiarea ratei maxime de alimentare pentru o grosime de material dat. Impreuna cu tolerante stricte, centre de prelucrare EDM cu fir pot avea caracteristici adaugate, cum ar fi capete multiple pentru a tai adoua parti in acelasi timp, control pentru a preveni ruperea firului, caracteristici automate pentru auto-filetare in caz de rupere si strategii de prelucrare programabile pentru a optimiza exploatarea.
Prelucrarea prin electroeroziune cu fir este frecvent utilizata atunci cand sunt dorite tensiuni reziduale scazute, deoarece nu necesita forte mari de taiere pentru indepartarea de material. In cazul in care energia/putera pe puls este relativ mica ( la fel ca in operatii de finisare) putine schimbari in proprietatile mecanice ale unui material sunt de asteptat ca urmare a tensiunilor reziduale scazute. Piesa de lucru poate suferi un ciclu termic semnificativ, severitatea acestuia fiind in functie de parametrii tehnologici folositi. Daca prelucrarea are loc dupa tratament termic, precizia dimensionala nu va fi afectata de dispersia caldurii.
5 APLICATIIProductia de prototipurilor
Electroeroziunea este utilizata cel mai des de catre industria de scule si
matrite, dar devine o metoda comuna de a face piese de prototip si de productie, in special in industria aerospatiala, automobile si industria electronica in care volumul de productie e relativ scazut. La electroeroziunea cu eletrod masiv, un electrod de grafit, cupru cu wolfram sau cupru pur este prelucrat in forma dorita (negativ) si alimentat in piesa de prelucrat pe capatul unui montant vertical.
Matritarea monezilor
Pentru crearea matritelor care produc bijuterii si insigne sau decupeaza si perforeaza, poansonul pozitiv poate fi facut din argint. Matrita negativa rezultata este intarita si utilizata pentru a produce desfasurate stantate din tabla decupata din bronz, argind sau aliaj de aur.
Pentru insigne, aceste bucati pot fi modelate intr-o suprafata curba de o alta matrita. Acest tip de electroeroziune se face de obicei scufundat intr-un dielectric pe baza de ulei. Obiectul finit poate fi rafinat in continuare prin emailare si/sau galvanizare cu aur pur sau nichel. Materiale moi cum ar fi argintul pot fi gravate manual ca pentru rafinament.
Fig.4. Matrita pentru insigna, poansonul deasupra, jetul de ulei vine prin stanga.
Fig.5. Panoul de control EDM ( masina Hansvedt). Masina poate fi ajustata pentru electropolisare la finalul unei
prelucrari.
Micrograurire
Pe masinile EDM cu fir, se utilizeaza gaurirea pentru a face o gaura in piesa prin care sa se alimenteze firul pentru functionarea electroeroziunii. Un electrod separat specific pentru gaurire cu diametru redus este montat pe masina EDM si permite finisarea de piese din placi mari dure fara nici o operatie de pregatire inaintea gauririi.
Fig.6. O paleta de turbina cu racire interna
Gaurirea prin electroeroziune este folosita pentru a fora randuri de gauri de-a lungul si prin paletele turbinelor utilizate la motoarele de avion. Debitul de gaz prin aceste gauri mici permite motoarelor de a utiliza temperaturi mai ridicate. Aliajele foarte dure, rezistente la temperatura, folosite pentru aceste lame face prelucrarea conventionala a acestor gauri extrem de dificila, daca nu imposibila. Gaurirea EDM este de asemenea folosita pentru a crea orificii microscopice pentru componentele sistemului de combustibil, filiere pentru fibre sintetice si alte aplicatii.
Exista, de asemnea, masini independente de gaurit prin EDM cu axa XY. Gaurirea EDM se realizeaza cu un electrod lung din alama sau cupru care se roteste intr-o mandrina cu un flux constant de apa distilata sau deionizata

ce curge prin electrod ca agent de spalare si dielectric.
Fig.7. Masina de gaurit EDM
Electrozii functioneaza ca firul la electroeroziunea cu fir, avand un interstitiu si o rata de uzura. Unele masini sunt capabile de a gauri prin 100 mm de otel in mai putin de 10 secunde, avand o rata de uzura medie intre 50% si 80%.
Se pot realiza gauri de 0.3 mm pana la 6.1 mm cu aceasta operatie. Electrozii de alama sunt mai usor de prelucrat dar nu se recomanda pentru operatii de taiere cu fir datorita particulelor de alama erodate care provoaca ruperea firului, de aceea se recomanda cuprul.
Prelucrarea metalelor dezintegrate
Mai multi producatori fac masini EDM cu scopul specific de a elimina instrumente sparte (burghie, tarozi, suruburi si stifturi) din piese de lucru. Procesul elimina doar stiftul, surubul sau prezonul lasand gaura intacta si permitand o parte sa poata fi recuperata.
Alte domenii de utilizare a electroeroziunii :
- Cavitati profilate complexe
- Cavitati complexe infundate- Profile- Decupare- Debitare- Rectificare- gravare
6 AVANTAJE SI DEZAVANTAJEAvantajele electroeroziunii includ :
- Prelucrarea formelor complexe care altfel ar fi dificil de produs cu instrumente conventionale.
- Prelucrarea materialelor extrem de dure cu tolerante precise.
- Prelucrarea pieselor foarte mici in cazul in care instrumentele conventionale pot deteriora piesa din cauza presiunii executate de scula
- Nu exista nici un contact direct intre instrument si piesa de lucru. Prin urmare, sectiunile delicate si materialele fragile pot fi prelucrate fara distorsiuni perceptibile.
- O finisare buna a suprafetii se poate obtine.
- Gauri foarte fine si gauri conice pot fi obtinute.
Printre dezavantaje se numara :
- Rata lenta de indepartare a materialului
- Pericolul potentialului de incendiu asociat cu utilizarea de dielectric pe baza de ulei combustibil.
- Timpul suplimentar si costurile utilizate pentru crearea eletrozilor masivi sau pentru matrite.
- Reproducerea colturilor ascutite este dificila din cauza uzurii electrodului.
- Consumul specific de energie este foarte mare.
- Uzura excesiva a sculelor apare in timpul prelucrarii
- Materiale electrice non-conductive pot fi prelucrate numai cu programarea specifica a procesului.
7 FENOMENE FIZICO-CHIMICE CARE APAR SUB ACTIUNEA DESCARCARII ELECTRICE IN IMPULSLa suprafata piesei semifabricat :
- Modificarile locale ale starii de agregare si structurii
- Deformarile si ruperile micro si macroscopice cauzate de variatia temperaturii
- Expulzarile de material cu formari de cratere
- Eroziunea suprafetei de prelucrat si trecerea particulelor metalice prelucrate in lichidul dielectric
- Modificarea proprietatilor materialului din stratul de suprafata
In dielectric :
- Strapungerea electrica- Formarea undei mecanice de soc- Circulatia produselor eroziunii- Modificarea proprietatilor
lichidului dielectric- Evacuarea produselor eroziunii
de pe suprafetele active ale piesei, electrodului scula si din spatiu de lucru.
La suprafata electrodului scula :
- Modificari locale ale starii de agregare si structurii
- Deformarile si ruperile micro si macroscopice cauzate de variatia temperaturii
- Expulzarile de material cu formari de cratere
- Formarea si mentinerea unor pelicule protectoare
- Uzarea prin eroziune a suprafetelor active cu trecerea particulelor prelevate in lichidul dielectric
- Modificarea proprietatilor materialului din straturile de suprafata.
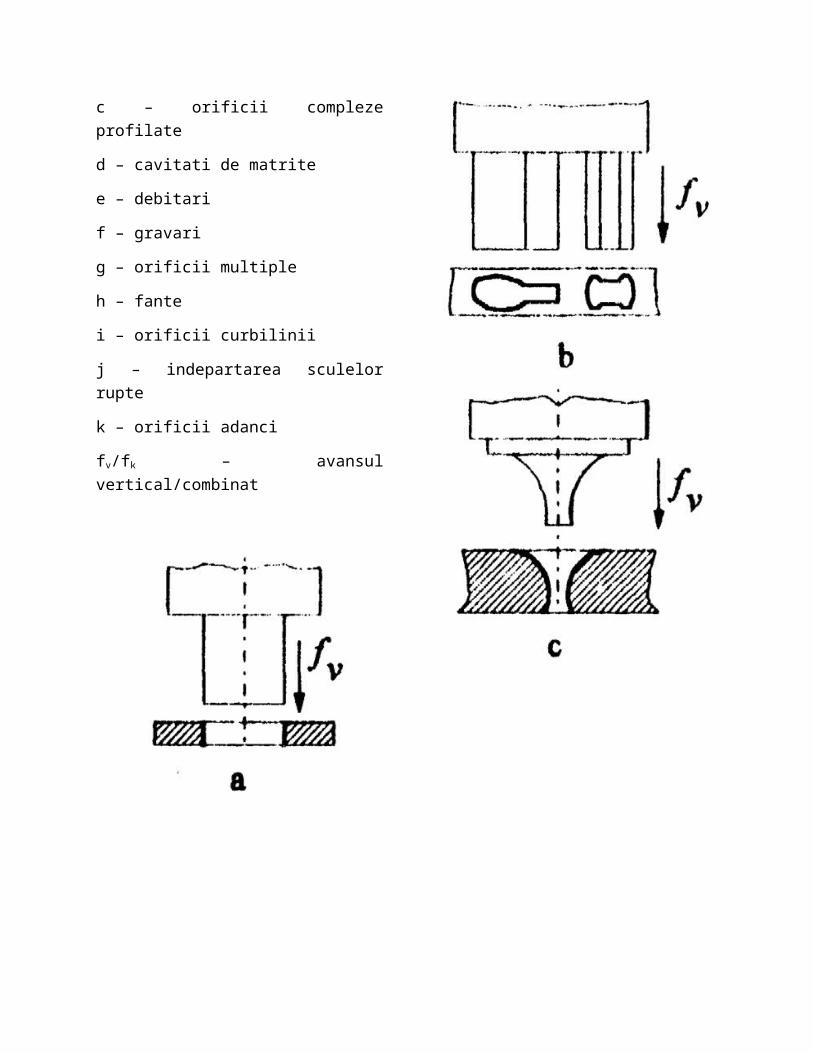
8 POSIBILITATI DE UTILIZARE A PRELUCRARII PRIN ELECTROEROZIUNEPrincipalele operatii de prelucrare prin electroeroziune :
a – orificii simple
b – orificii complexe
c – orificii compleze profilate
d – cavitati de matrite
e – debitari
f – gravari
g – orificii multiple
h – fante
i – orificii curbilinii
j – indepartarea sculelor rupte
k – orificii adanci
fv/fk – avansul vertical/combinat

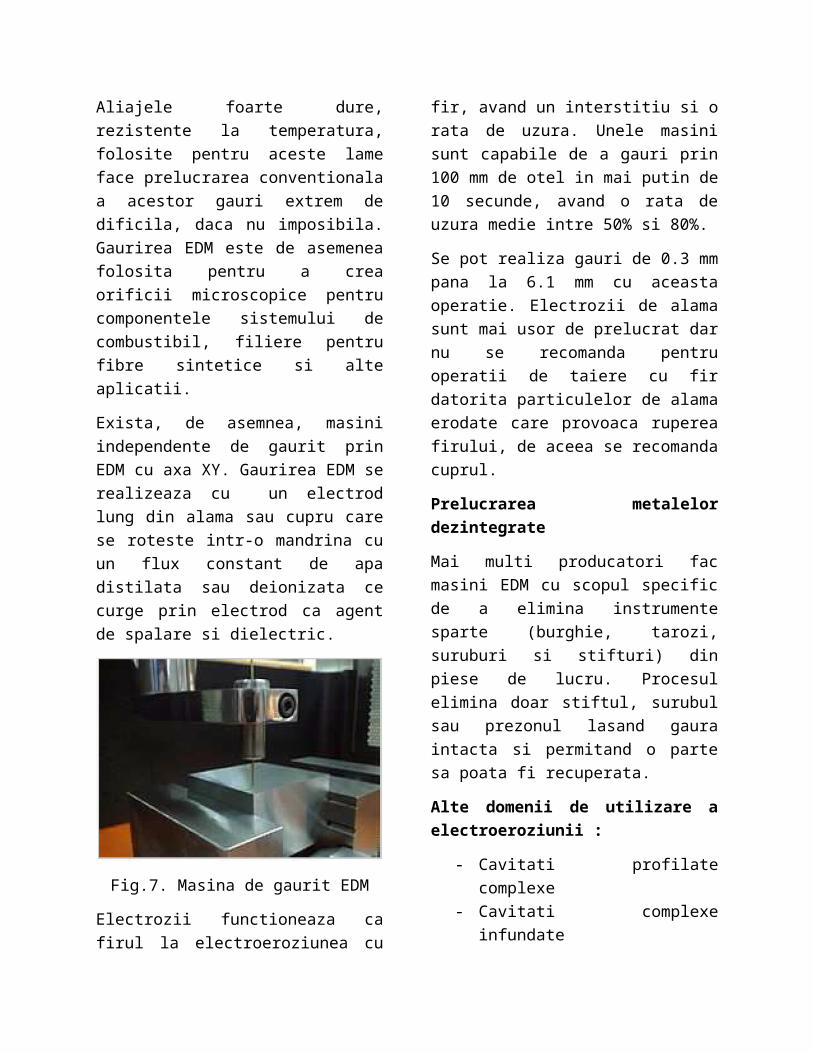
Fig. 8. Operatii de prelucrare prin EDM
Prin electro eroziune se pot fi prelucrate suprafete interioare si exterioare, orificii curbe, taieturi complicate, suprafete poligonale si stelate.
9 TEHNICI DE PRELUCRARECu descarcari amorsate, prin strapungerea unui mediu dielectric
La prelucrarea cu descarcari amorsate productivitatea este maxima si precizia prelucrarii mica iar la prelucrarea prin contact, rugozitatea suprafetei este minima si productivitatea mica.
Prelucrarea cu descarcari amorsate se bazeaza pe prelevarea materialului prin actiunea descarcarilor electrice nestationare separate in timp, care se produc intre electrodul scula si piesa de prelucrat, in lichidul dielectric. Ca urmare, se reda forma electrodului scula in piesade prelucrat in anumite conditii de precizie dimensionala si de calitate a suprafetei prelucrate.
Generarea suprafetelor prelucrate se poate face prin copierea profilului electrodului care este introdus treptat in piesa dupa o anumita directie sau prin deplasarea electrodului fata de piesa. Procedeul se aplica in special pentru prelucrarea suprafetelor interioare profilate.
Fig.9. Realizarea unor suprafete profilate prin EDM
Modul de lucru
Se confectioneaza un electrod scula de forma conjugata celei finale, cu dimensiuni cu 1-3 mm mai mici. Piesa de prelucrat este plasata intr-un mediu dielectric. Piesa si electrodul se conecteaza apoi la un generator de impulsuri. Descarcarile electrice sub forma de arcuri, sau scantei au ca efect o incalzire brusca a unei portiuni de metal pana la temperatura de topire sau chiar de vaporizare, ducand la
expulzarea de particule metalice si formarea de mici cratere. Mediul dielectric are rolul de a concentra si localiza descarcarile electrice si de a raci electrozii. Particulele metalice rezultate ca urmare a eroziunii trebuie indepartate, pentru a nu se aglomera in spatiile dintre electrod si piesa metalica si a intrerupe procesul. Indepartarea lor se realizeaza prin circulatia mediului dielectric, care este mai intai separat de particulele metalice prin filtrare, apoi racit si recirculat.
Prelucrare prin contact
Se bazeaza pe amorsarea descarcarilor in arc nestationar, prin ruperea contactelor electrice parcurse de curent, stabilite temporar intre electrod si piesa de prelucrat. Degajarea de caldura are loc, indeosebi la nivelul zonelor de contact, datorita rezistentei locale mari, contactul electric realizandu-se prin intermediul microneregularitatilor celor doua suprafete. La o incalzire suficienta a microsuprafetelor si la o miscare relativa intre electrod si obiectul de prelucrat apar descarcari in arc de rupere.
Datorita miscarii relative dintre scula si piesa, impusa de insusi mecanismul formarii descarcarilor, aceasta metoda de prelucrare nu se poate aplica la generarea suprafetelor prin copiere. In cazul de fata, prelevarea de material se produce datorita atat efectelor erozive ale descarcarii in arc nestationar cat si actiunilor mecanice si termice care apar la suprafetele in contact, motiv pentru care metoda mai poarta si denumirea de prelucrare electromecanica.
Metoda este deosebit de eficienta la prelucrari de degrosare datorita productivitatii ridicate, in conditiile unei calitati scazute a starii suprafetelor prelucrate. Astfel, la degrosare se pot atinge productivitati de circa 105
mm3/min, la rugozitati peste Rz =50 μm, la adancimi ale stratului modificat termic de ordinul milimetrilor. La operatii de finisare se pot obtine productivitati de circa 50 mm3/min. rugozităţi de ordinul Rz = 6,3 ... 12,5 m.
Datorita posibilitatii de dirijare a caldurii, prin miscarea relativa dintre electrod si scula si ca urmare, se poate utiliza in proces atat curentul continuu cat si cel alternativ.
Utilajul si sculele utilizate la prelucrarea prin eroziune electrica prin contact sunt de constructie simpla. In majoritatea lor operatiile, ca de exemplu frezare, rectificare, ascutire, sunt realizae cu ajutorul unor discuri metalice rotitoare cu viteze periferice ridicate, care realizeaza simultan atat functia de electrod pentru localizarea eroziunii cat si aceea de indepartarea a materialului erodat in zona prelucrarii. In unele cazuri, scula este reprezentata de tuburi sau de perii metalice rotitoare.
In comparatie cu alte procedee se realizeaza un consum de energie scazut, acesta micsorandu-se o data cu cresterea adancimii stratului prelevat.
Fig.10. Strunjire
Se aplica la prelucrarea otelurilor inoxidabile, a celor refractare si in general a celor greu prelucrabile prin aschiere, permitand cresterea productivitatii muncii fata de strunjirea mecanica.
Fig.11. Ascutirea sculelor aschietoare
Aplicarea operatiei permite realizarea de economii de materiale abrazive.
Fig.12. Rectificarea suprafetelor plane
Se prelucreaza materiale la care aplicarea aschierii prezinta dificultati.
Fig.13. Rectificarea suprafetelor profilate
Se aplica la piese greu prelucrabile prin aschiere, de exemplu palete de turbina.
Fig.14. Netezirea
Utilzarea prelucrarii prin electroeroziune conduce la obtinerea unor insemnate
economii anuale pentru prelucrarea diferitelor piese ( stante, matrite, cochile), economii care permit ca termenul de amortizare a investitiilor pentru utilajele de prelucrare prin electroeroziune sa fie de cca. 3-7 ani, atunci cand sunt utilizate si exploatate in mod rational. Se apreciaza ca, in cazul productiei de serie bine organizate, termenul de amortizare poate fi mult mai mic.
10 CONCLUZIILa sfaritul secolului al XX-lea, prelucrarea prin electroeroziune ocupa primul loc in cadrul tehnologiilor neconventionale de prelucrare, atat in ceea ce priveste numarul echipamentelor (aproape ca nu exista intreprindere mecanica mare sau mijlocie care sa nu dispuna de cel putin o masina de prelucrat prin electroeroziune, cu electrod masiv sau cu electrod filiform), cat si volumul de ansamblu al prelucrarilor.
Caracteristicile prelucrarii au permis insa dezvoltarea une igame foarte variate de procedee, care inregistreaza diferente legate de modul in care sunt amorsate descarcarile electrice, schema de lucru a prelucrarii, parametrii regimului de lucru, modul de acces al mediului de lucru spre zona de prelucrare. De asemenea si posibilitatea conceperii si realizarii unor dispozitive de lucru foarte variate, adaptabile pe masini-unelte universale sau pe masini specializate de prelucrat prin electroeroziune si care asiguram acestor categorii de masini, o largire importanta a posibilitatilor lor tehnologice.





























