Embed Size (px)
Citation preview
Future Perspectives on DieselEmission Control
Tim JohnsonApril 6, 2007
2Corning Incorporated
Summary
• Regulations– European LDD regulations have implications to the US approach– Europe is formally proposing Euro VI (HD) this year
• Wide range of scenarios considered – no industry consensus
– CO2 regulation appears to be the most dominating long term issue• Good or bad for LDD?
• Engine strategies are making impressive progress– HD research engines show very low PM levels under steady state full-load conditions
• Meet US NTE levels without filters
– Advanced combustion mixed mode engines are emerging for LD and HD• NOx solutions are available for ultra-low emissions
– SCR is addressing cold temperature and secondary emission issues– LNTs are performing well today at about 60-70% efficiency; economically attractive for
smaller platforms and mixed mode engines• DPF systems show continuous improvement
– Very sophisticated regeneration control strategies.– Mixed mode engines could change DPFs quite significantly
• Some outlying issues yet to be addressed– NO2 and ultrafine PM

Regulatory Trends
4Corning Incorporated
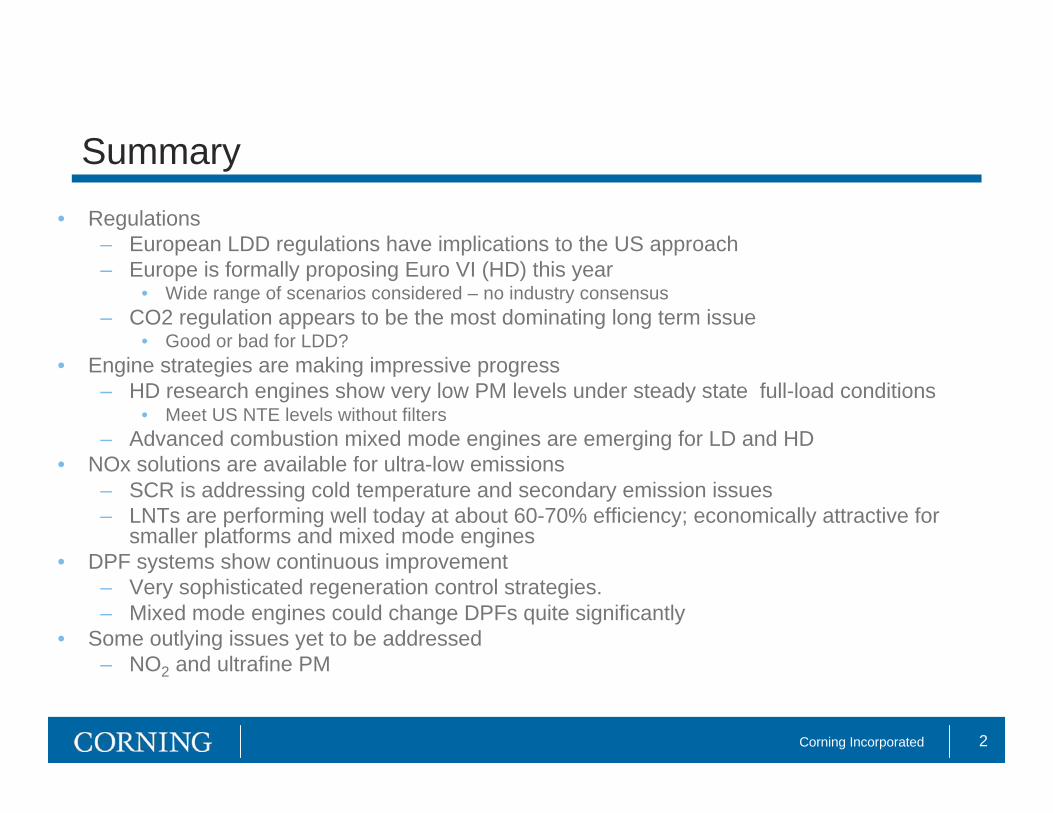
To sell European cars into the US market, a minimum of 50-60%% NOx controlis needed today to hit a 42-state market (70% US). By 2013, 65% NOx controlcould get the 50-state market.
0
10
20
30
40
50
60
70
80
90
Euro 6,
2014-15
Bin 8 Bin 5
Addn’l
65% NOx
control
NO
x,
mg
/km
0
50
100
150
200
250
Euro 5,
2009-11
Bin 8 Bin 5
55%
NOx
control
85% NOx
control
NO
x,
mg
/km
At the Euro 5 limit value of 180 mg/kmNOx, 55% NOx control is needed tohit Bin 8 (70% of US), and 85% NOxcontrol is needed to hit Bin 5 (all US).
At the Euro 6 level of 80 mg/km NOx, anadditional 65% NOx control is needed to hitBin 5 (all US). Cutting edge engine-out for2008/9 is ~110 mg/km, needing 75% NOxcontrol for T2B5.
5Corning Incorporated
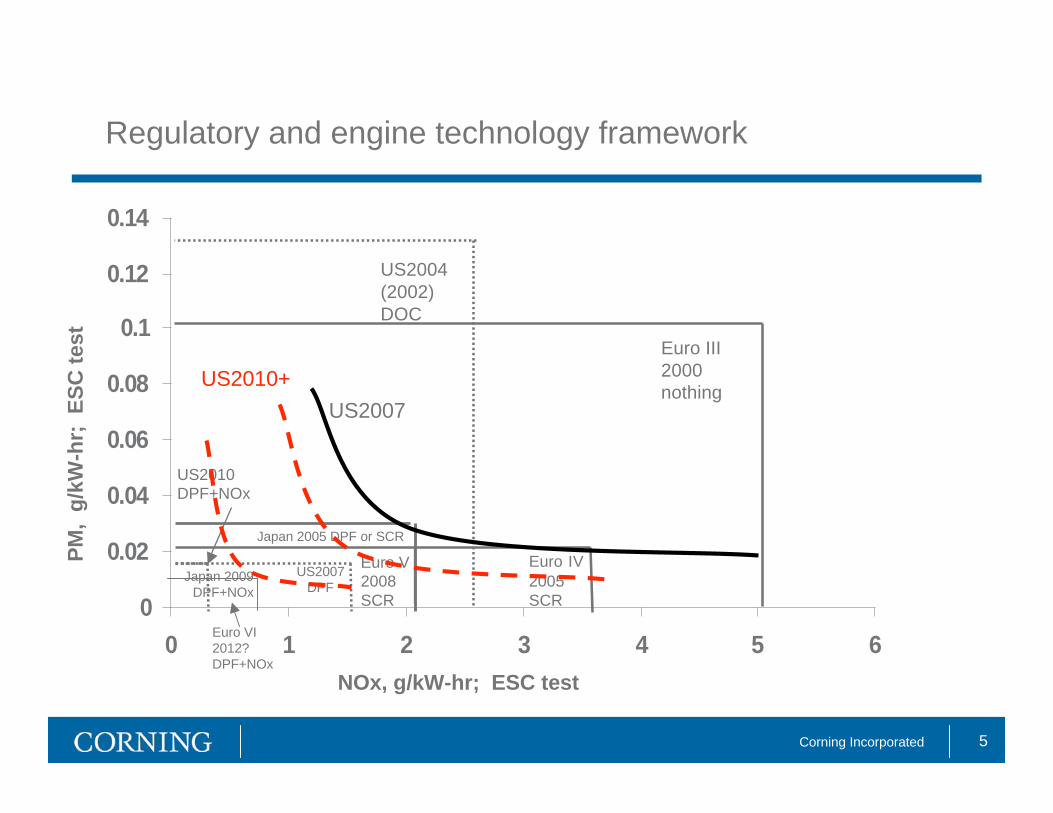
PM
, g
/kW
-hr;
E
SC
test
NOx, g/kW-hr; ESC test
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0 1 2 3 4 5 6Euro VI2012?DPF+NOx
Euro V2008SCR
US2007DPF
Euro III2000nothing
US2004(2002)DOC
Euro IV2005SCR
Japan 2005 DPF or SCR
US2007
Japan 2009DPF+NOx
US2010DPF+NOx
US2010+
Regulatory and engine technology framework
6Corning Incorporated
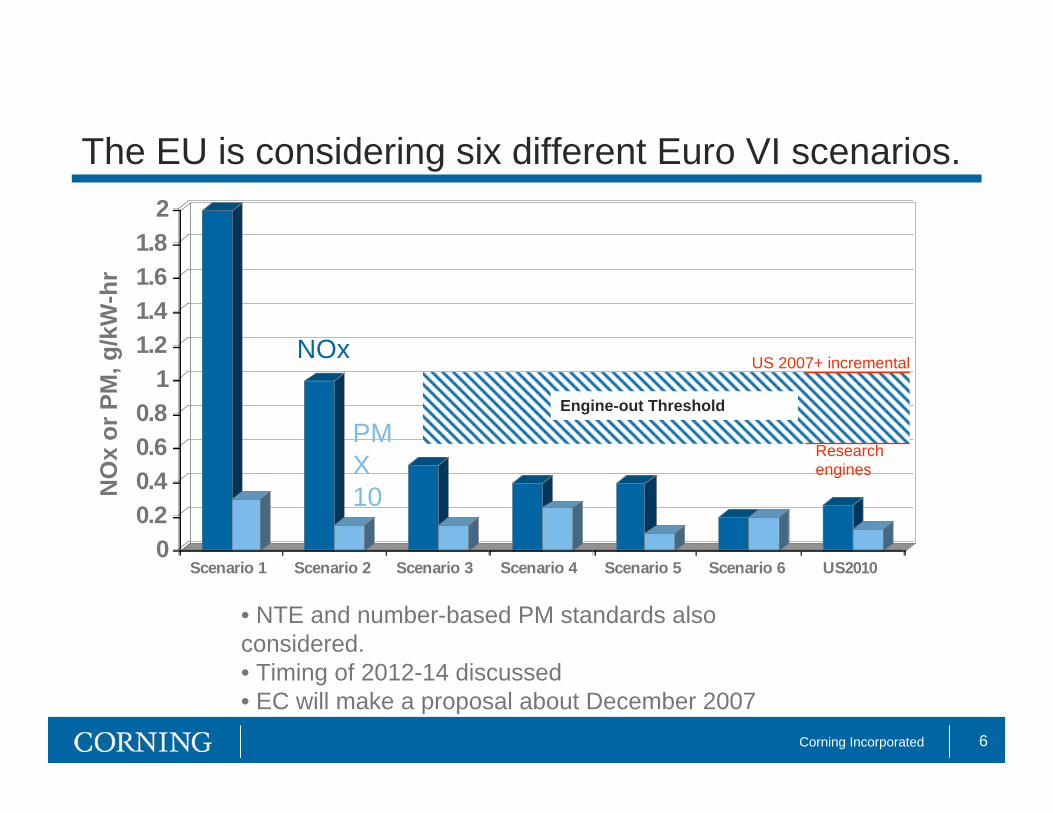
The EU is considering six different Euro VI scenarios.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
Scenario 1 Scenario 2 Scenario 3 Scenario 4 Scenario 5 Scenario 6 US2010
NO
x o
r P
M,
g/k
W-h
r
NOx
PMX10
• NTE and number-based PM standards alsoconsidered.• Timing of 2012-14 discussed• EC will make a proposal about December 2007
Engine-out Threshold
US 2007+ incremental
Researchengines
7Corning Incorporated
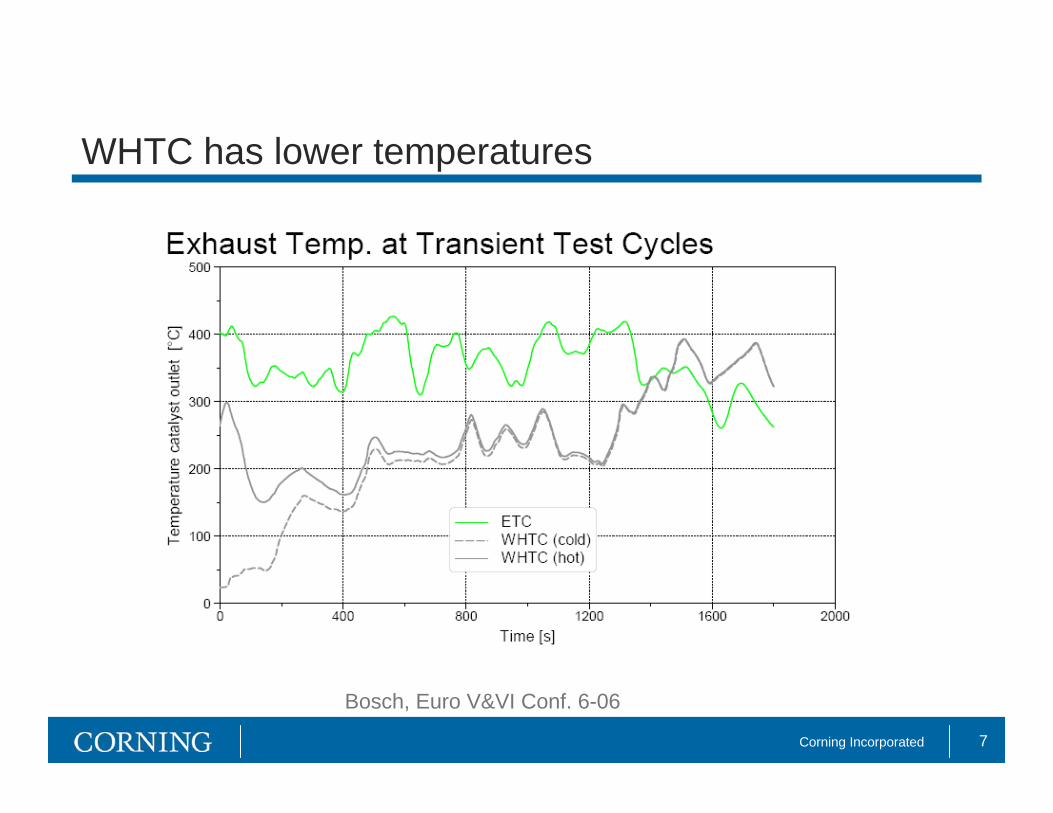
WHTC has lower temperatures
Bosch, Euro V&VI Conf. 6-06
8Corning Incorporated
Non-Road has significant challenges• US2007-like regs in 2011
– Worldwide– Cooled EGR limitations– DPFs leading concept, but some are looking a at Euro IV/V SCR
approach• US2010-like regs in 2014
– EGR+SCR+DPF seems to be leading– Much resistance to urea-SCR
• Best solution seems to be mixed-mode with HC-deNOx (LNT or LNC)and DPF– Timing fits
• Huge watchout– NR moves into engineering in 2009. Conflicts with US2010, Euro VI,
and US LDD• Industry resource crunch, especially in supply chain and for dynos• Medium sized NR companies appear behind, already
9Corning Incorporated
100
125
150
175
200
225
250
275
1995 1998 2001 2004 2007 2010 2013 2016
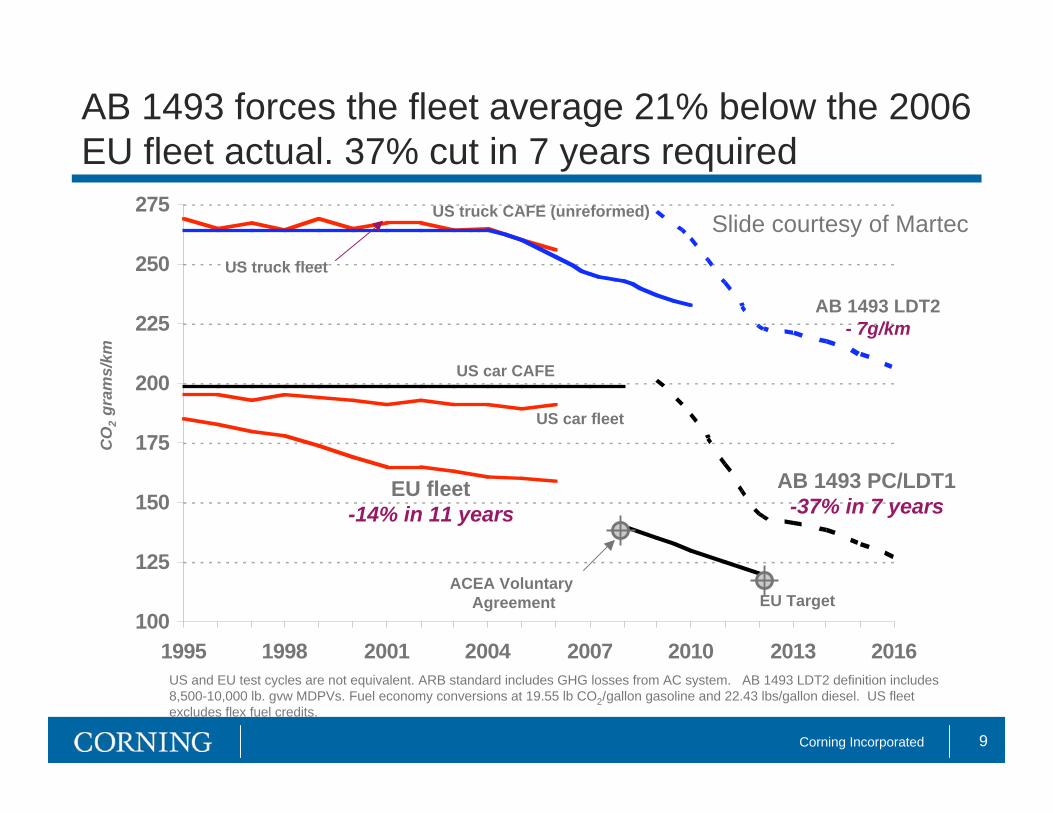
AB 1493 forces the fleet average 21% below the 2006EU fleet actual. 37% cut in 7 years required
US truck CAFE (unreformed)
US truck fleet
US car CAFE
US car fleet
EU fleet
-14% in 11 years
ACEA Voluntary
Agreement
AB 1493 LDT2
- 7g/km
AB 1493 PC/LDT1
-37% in 7 years
CO
2 g
ram
s/k
m
US and EU test cycles are not equivalent. ARB standard includes GHG losses from AC system. AB 1493 LDT2 definition includes8,500-10,000 lb. gvw MDPVs. Fuel economy conversions at 19.55 lb CO2/gallon gasoline and 22.43 lbs/gallon diesel. US fleetexcludes flex fuel credits.
EU Target
Slide courtesy of Martec

Engine Developments
11Corning Incorporated
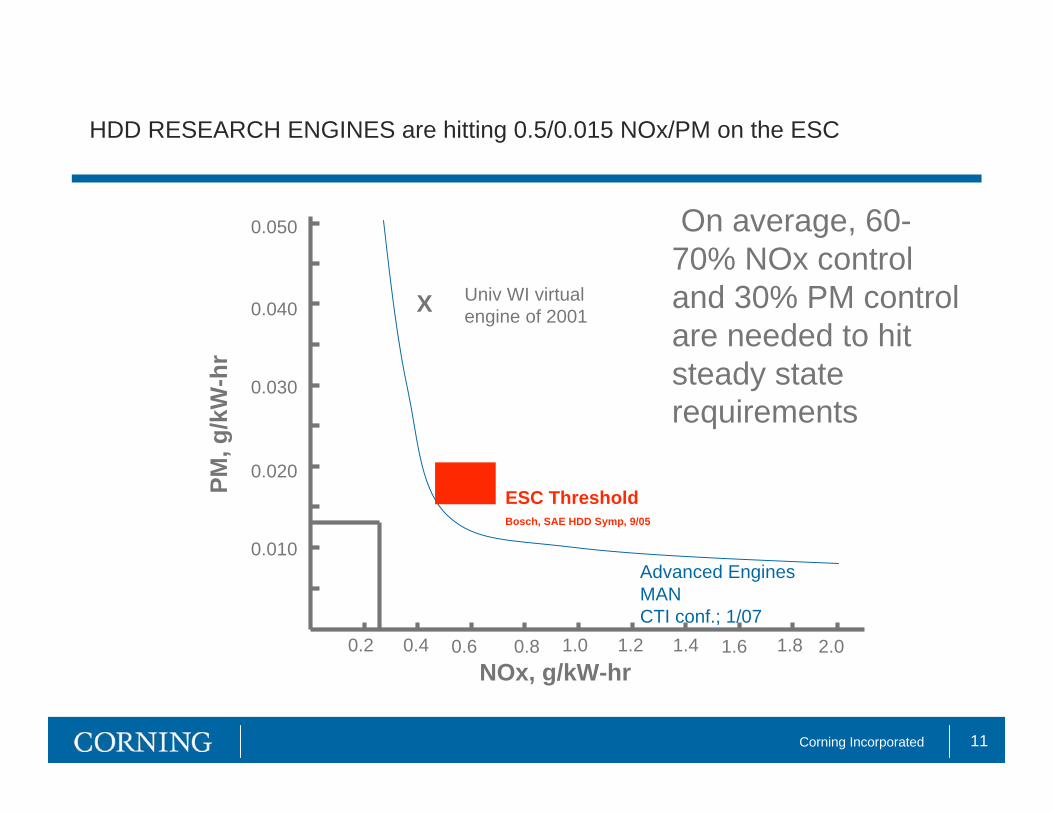
HDD RESEARCH ENGINES are hitting 0.5/0.015 NOx/PM on the ESC
On average, 60-70% NOx controland 30% PM controlare needed to hitsteady staterequirements
2.01.60.6
0.010
0.020
0.030
0.040
PM
, g
/kW
-hr
NOx, g/kW-hr
1.0
0.050
1.2 1.4 1.80.80.40.2
XESC ThresholdBosch, SAE HDD Symp, 9/05
Advanced EnginesMANCTI conf.; 1/07
X Univ WI virtualengine of 2001
12Corning Incorporated
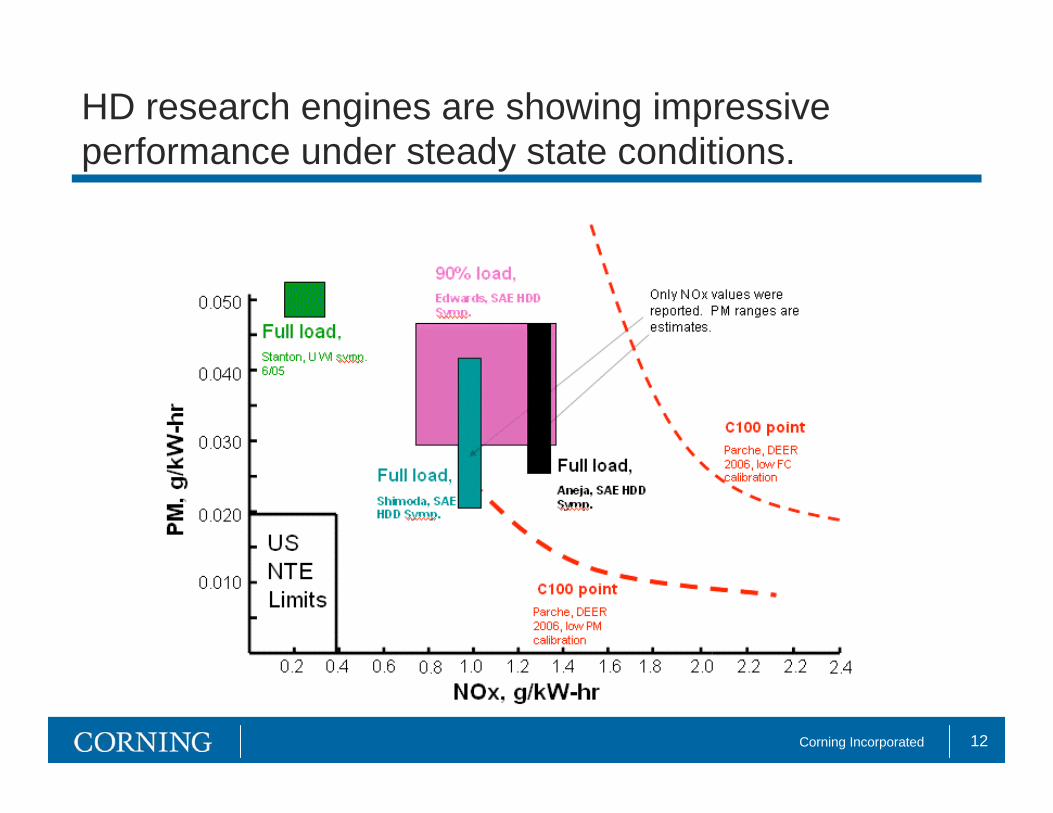
HD research engines are showing impressiveperformance under steady state conditions.
13Corning Incorporated
HD Engine/Regulatory Comments
• US2010 regulations can be achieved in a number of ways
– Most likely approach is to use incremental enginetechnologies to US2007, and add appropriate NOx control• Incremental improvements will drop NOx from nominally 1.0 g/bhp-hr
NOx to nominally 0.7 g/bhp-hr NOx• SCR will be used in fuel-sensitive sectors for 80-85% NOx efficiency;
allows1.0-1.3 g/bhp-hr engine-out• 2010 could be fuel-consumption neutral vs. US2007
– More advanced engine hardware might drive NOx down to 0.5g/bhp-hr NOx• High EGR, FIE, boost, control• Requires 60% NOx control (LNT)
– SCR will allow 1.0-1.3 g/bhp-hr engine-out for fuel economy gains
• First cost vs. operating cost and marketing trade-offs
• L/MDD up to 10,000# will chassis cert. to 0.2 g/mi NOx, and 10-14,000#will chassis cert to 0.4 g/mi– Minimal NOx aftertreatment, if any
14Corning Incorporated
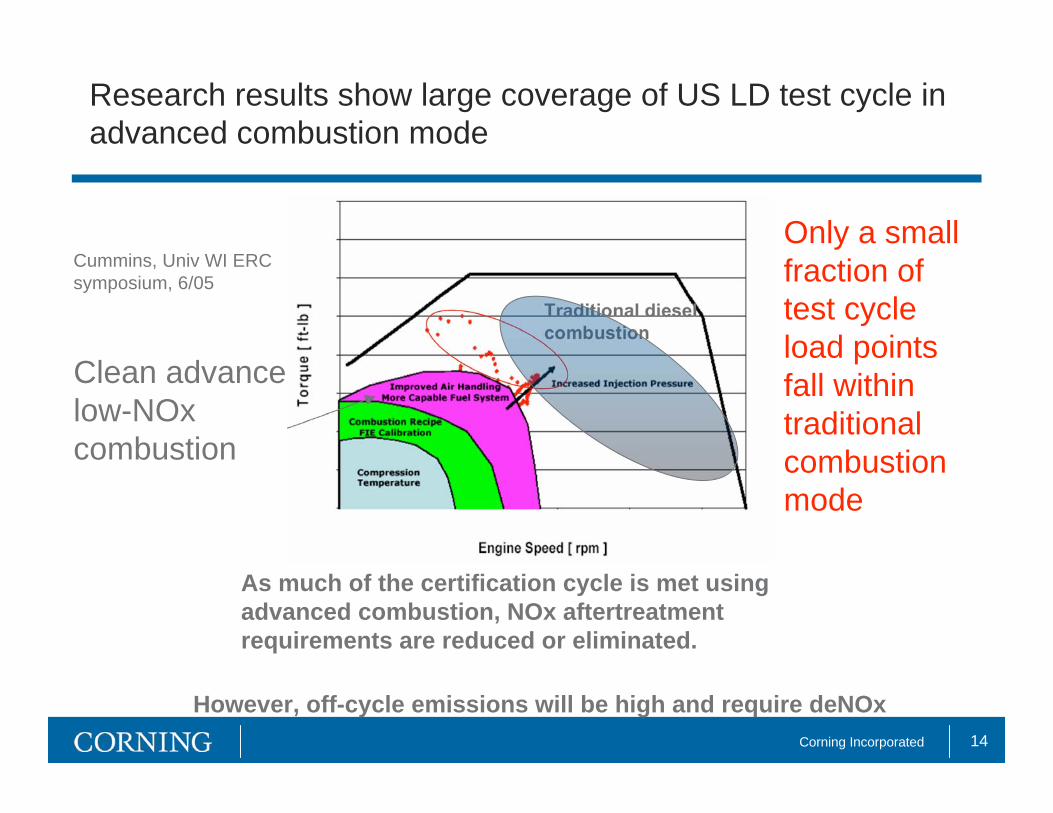
Research results show large coverage of US LD test cycle inadvanced combustion mode
Cummins, Univ WI ERCsymposium, 6/05
As much of the certification cycle is met using
advanced combustion, NOx aftertreatment
requirements are reduced or eliminated.
Traditional diesel
combustion
Only a smallfraction oftest cycleload pointsfall withintraditionalcombustionmode
Clean advancelow-NOxcombustion
However, off-cycle emissions will be high and require deNOx
15Corning Incorporated
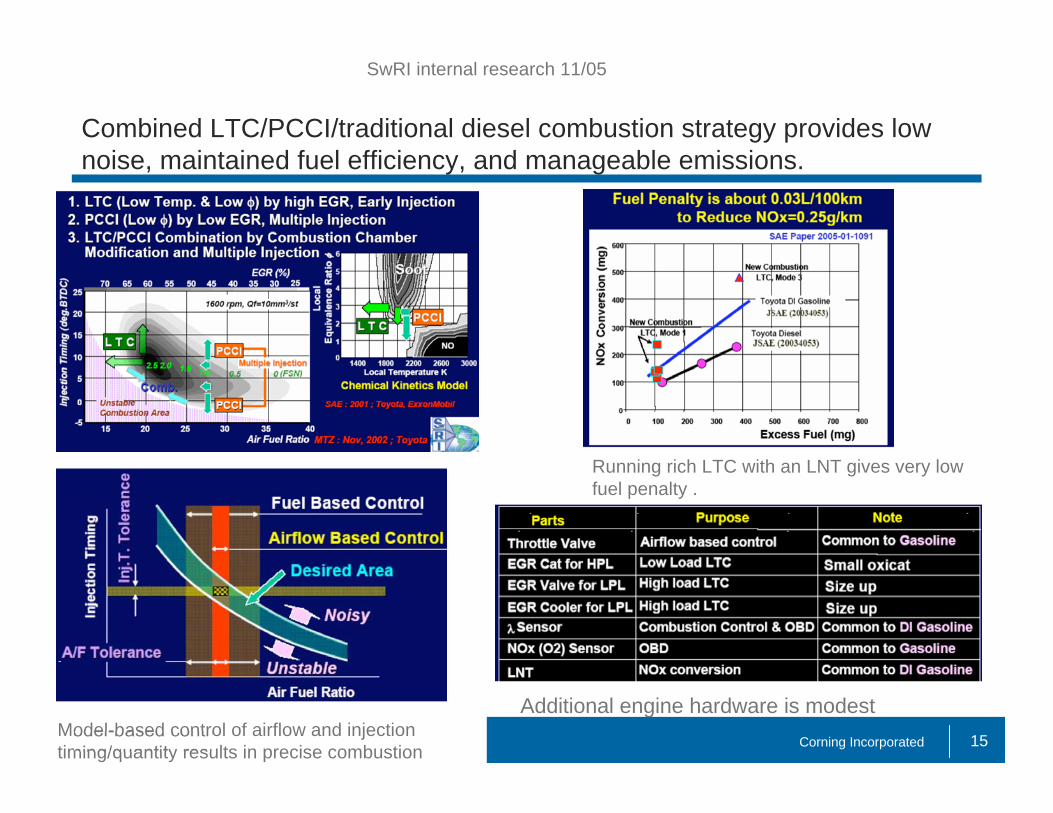
Combined LTC/PCCI/traditional diesel combustion strategy provides lownoise, maintained fuel efficiency, and manageable emissions.
Model-based control of airflow and injectiontiming/quantity results in precise combustion
Running rich LTC with an LNT gives very lowfuel penalty .
Additional engine hardware is modest
SwRI internal research 11/05
16Corning Incorporated
Advanced combustion technology will be in both LDand HD platforms in 2009+
• LD– Japanese and some US and Euro Autos seem to be
developing US-specific engines
– Saves on total cost and takes out SCR
– However, might not be best Euro 6 approach• Mixed mode for luxury or larger class
– No de-NOx for Euro 6
• Others: traditional diesel for Euro 6; add deNOx for US Bin 5
• Diesel engine technical leadership could shift to the Japanese andUS.
• HD– Addresses low-load NOx and low load DPF management
• SCR and LNTs don’t work well ($) in urban settings
• DPF management easier with lower PM load at low load

SCR
18Corning Incorporated
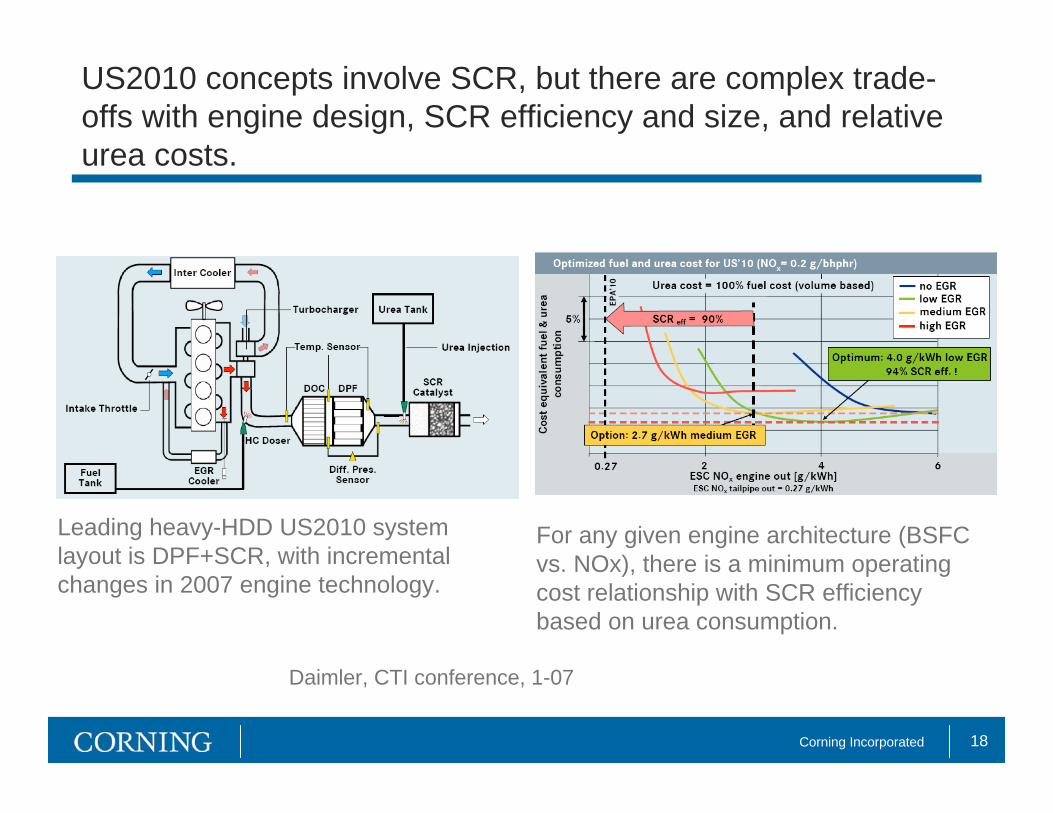
US2010 concepts involve SCR, but there are complex trade-offs with engine design, SCR efficiency and size, and relativeurea costs.
Leading heavy-HDD US2010 systemlayout is DPF+SCR, with incrementalchanges in 2007 engine technology.
For any given engine architecture (BSFCvs. NOx), there is a minimum operatingcost relationship with SCR efficiencybased on urea consumption.
Daimler, CTI conference, 1-07
19Corning Incorporated
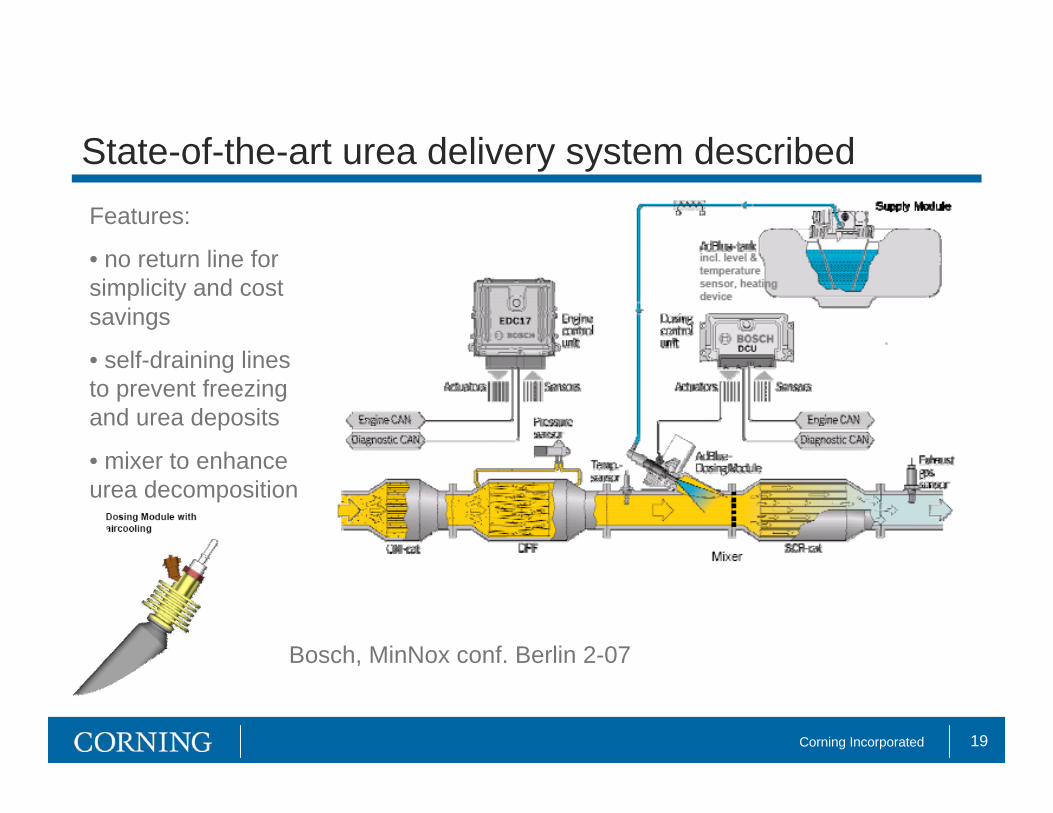
State-of-the-art urea delivery system described
Features:
• no return line forsimplicity and costsavings
• self-draining linesto prevent freezingand urea deposits
• mixer to enhanceurea decomposition
Bosch, MinNox conf. Berlin 2-07
20Corning Incorporated
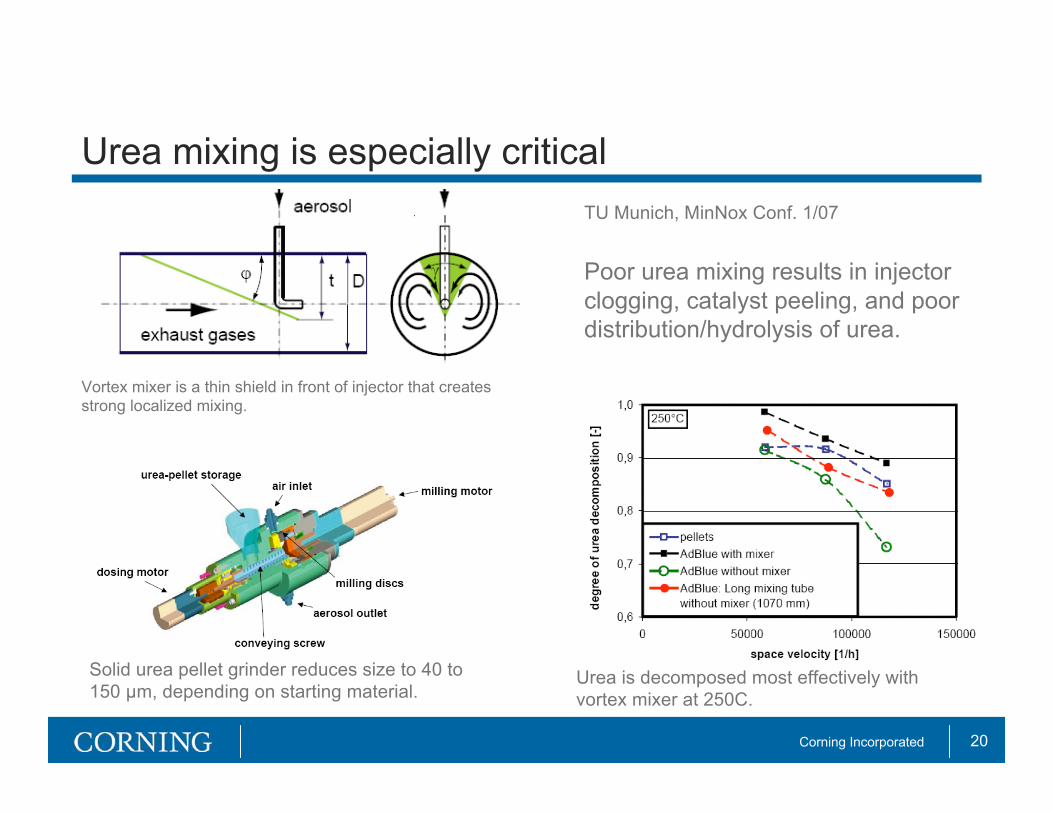
Urea mixing is especially critical
Urea is decomposed most effectively withvortex mixer at 250C.
Solid urea pellet grinder reduces size to 40 to150 μm, depending on starting material.
Vortex mixer is a thin shield in front of injector that createsstrong localized mixing.
Poor urea mixing results in injectorclogging, catalyst peeling, and poordistribution/hydrolysis of urea.
TU Munich, MinNox Conf. 1/07
21Corning Incorporated
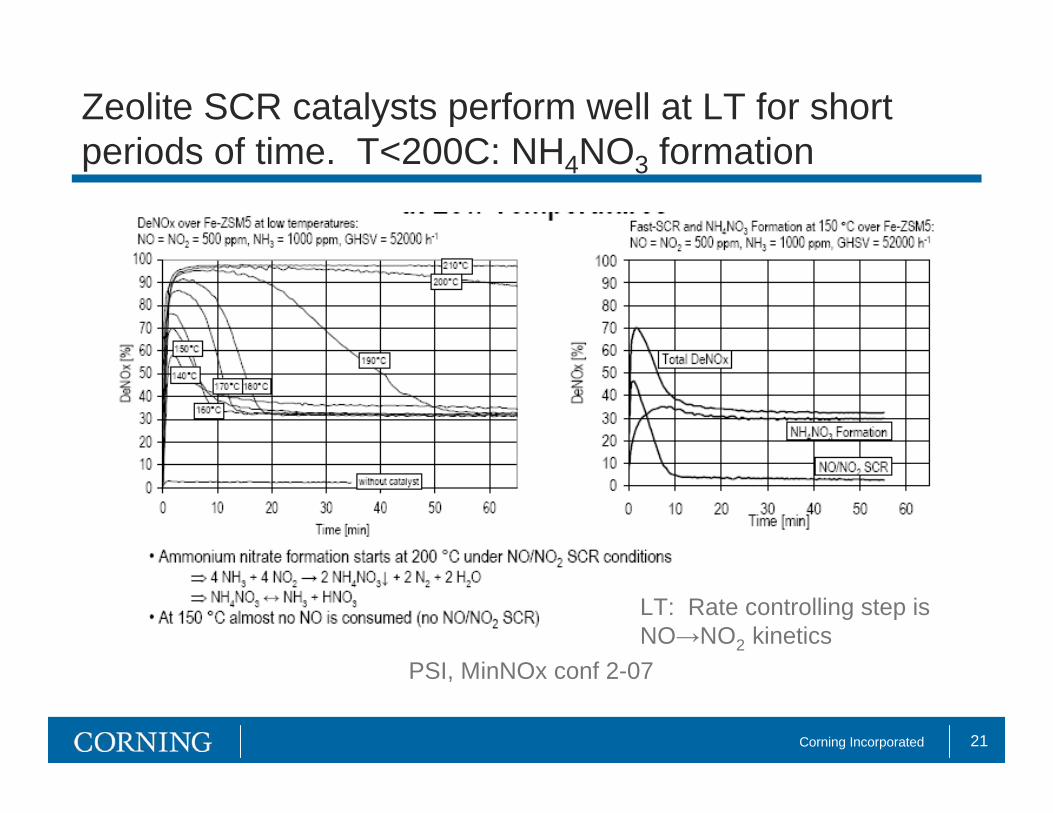
Zeolite SCR catalysts perform well at LT for shortperiods of time. T<200C: NH4NO3 formation
PSI, MinNOx conf 2-07
LT: Rate controlling step isNO NO2 kinetics
22Corning Incorporated
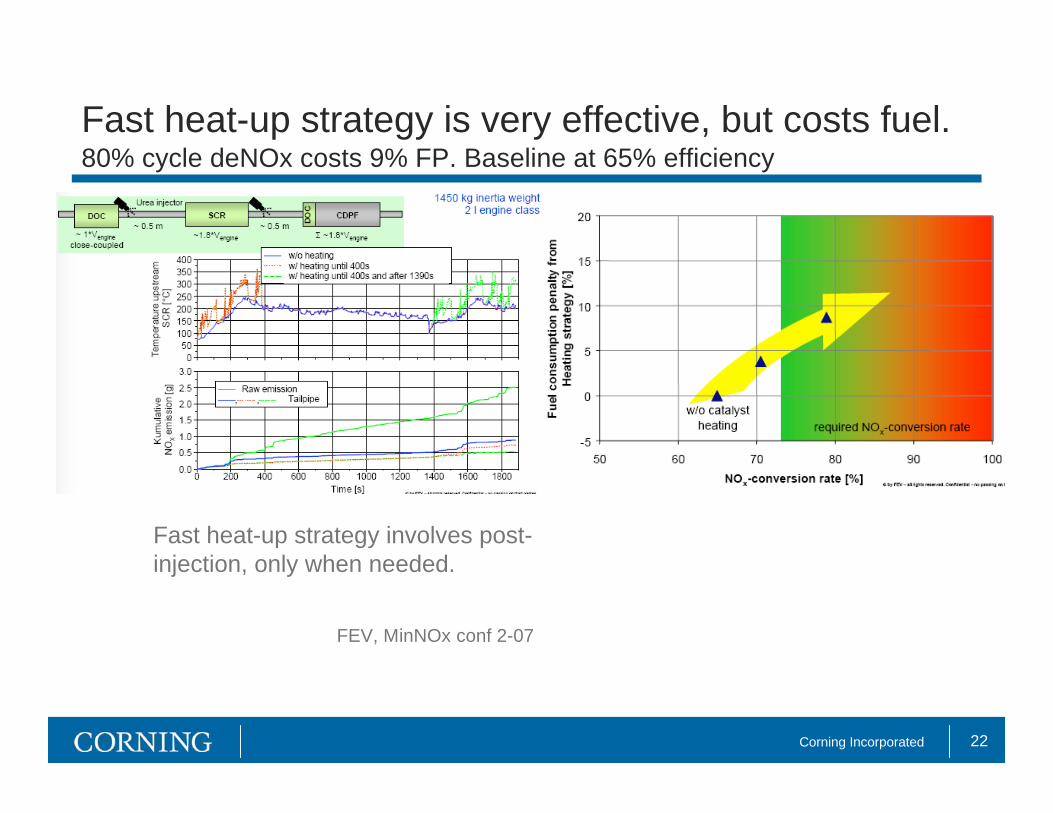
Fast heat-up strategy is very effective, but costs fuel.80% cycle deNOx costs 9% FP. Baseline at 65% efficiency
Fast heat-up strategy involves post-injection, only when needed.
FEV, MinNOx conf 2-07
23Corning Incorporated
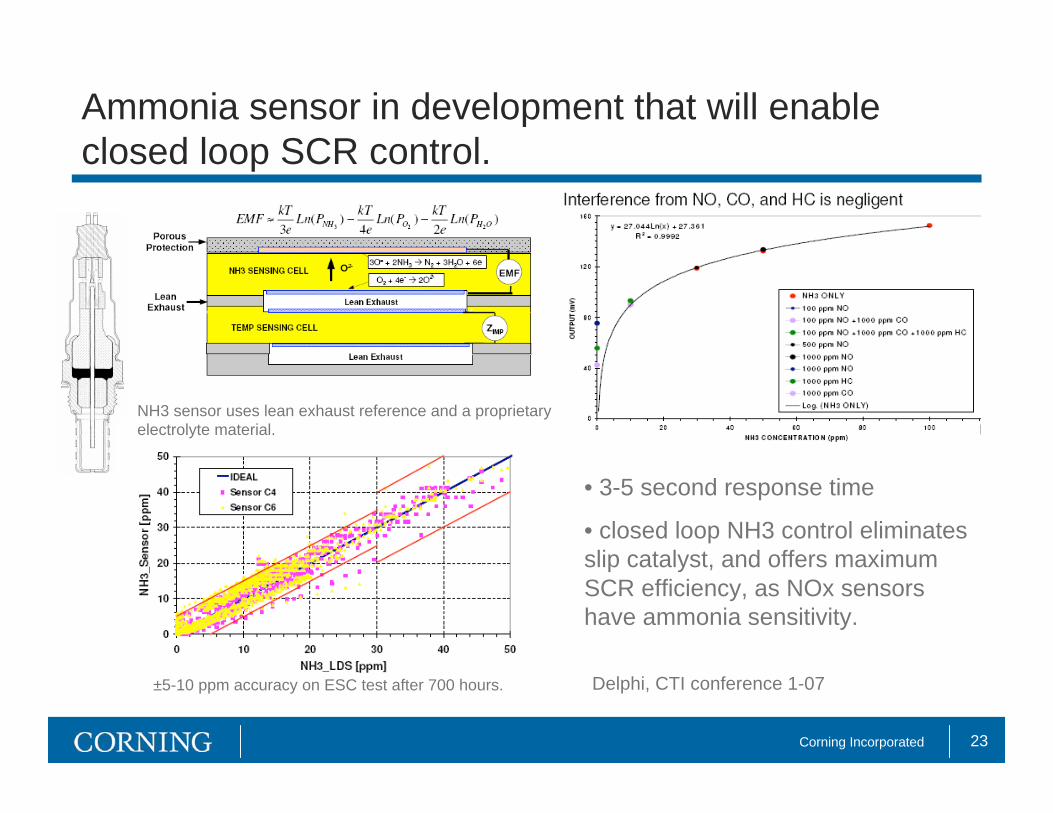
Ammonia sensor in development that will enableclosed loop SCR control.
NH3 sensor uses lean exhaust reference and a proprietaryelectrolyte material.
±5-10 ppm accuracy on ESC test after 700 hours.
• 3-5 second response time
• closed loop NH3 control eliminatesslip catalyst, and offers maximumSCR efficiency, as NOx sensorshave ammonia sensitivity.
Delphi, CTI conference 1-07

Lean NOx Traps
25Corning Incorporated
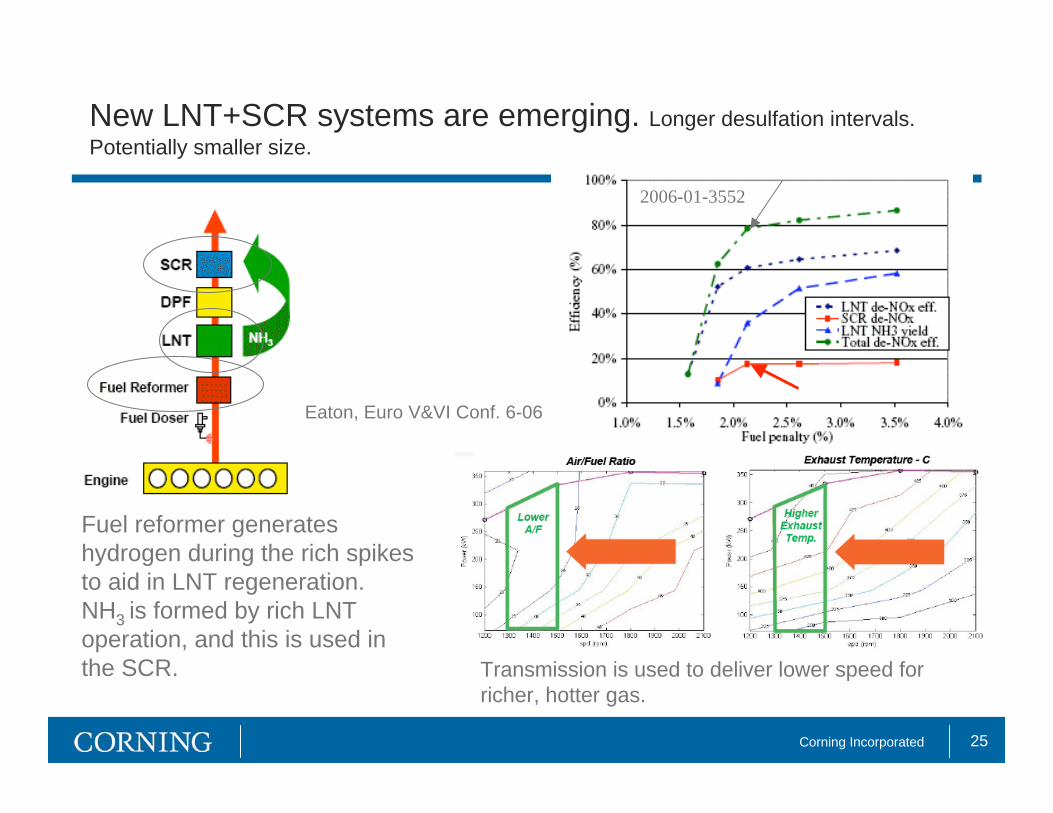
New LNT+SCR systems are emerging. Longer desulfation intervals.
Potentially smaller size.
Fuel reformer generateshydrogen during the rich spikesto aid in LNT regeneration.NH3 is formed by rich LNToperation, and this is used inthe SCR.
Eaton, Euro V&VI Conf. 6-06
Transmission is used to deliver lower speed forricher, hotter gas.
2006-01-3552
26Corning Incorporated
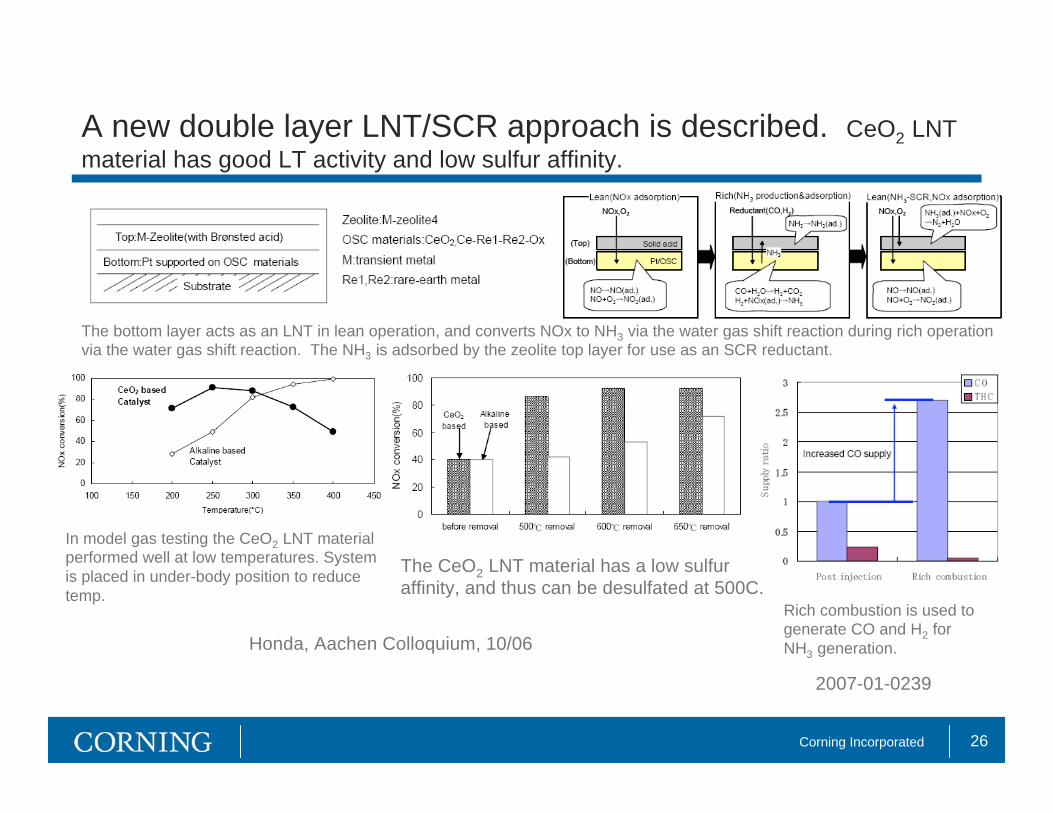
A new double layer LNT/SCR approach is described. CeO2 LNT
material has good LT activity and low sulfur affinity.
The bottom layer acts as an LNT in lean operation, and converts NOx to NH3 via the water gas shift reaction during rich operationvia the water gas shift reaction. The NH3 is adsorbed by the zeolite top layer for use as an SCR reductant.
In model gas testing the CeO2 LNT materialperformed well at low temperatures. Systemis placed in under-body position to reducetemp.
The CeO2 LNT material has a low sulfuraffinity, and thus can be desulfated at 500C.
Honda, Aachen Colloquium, 10/06
Rich combustion is used togenerate CO and H2 forNH3 generation.
2007-01-0239
27Corning Incorporated
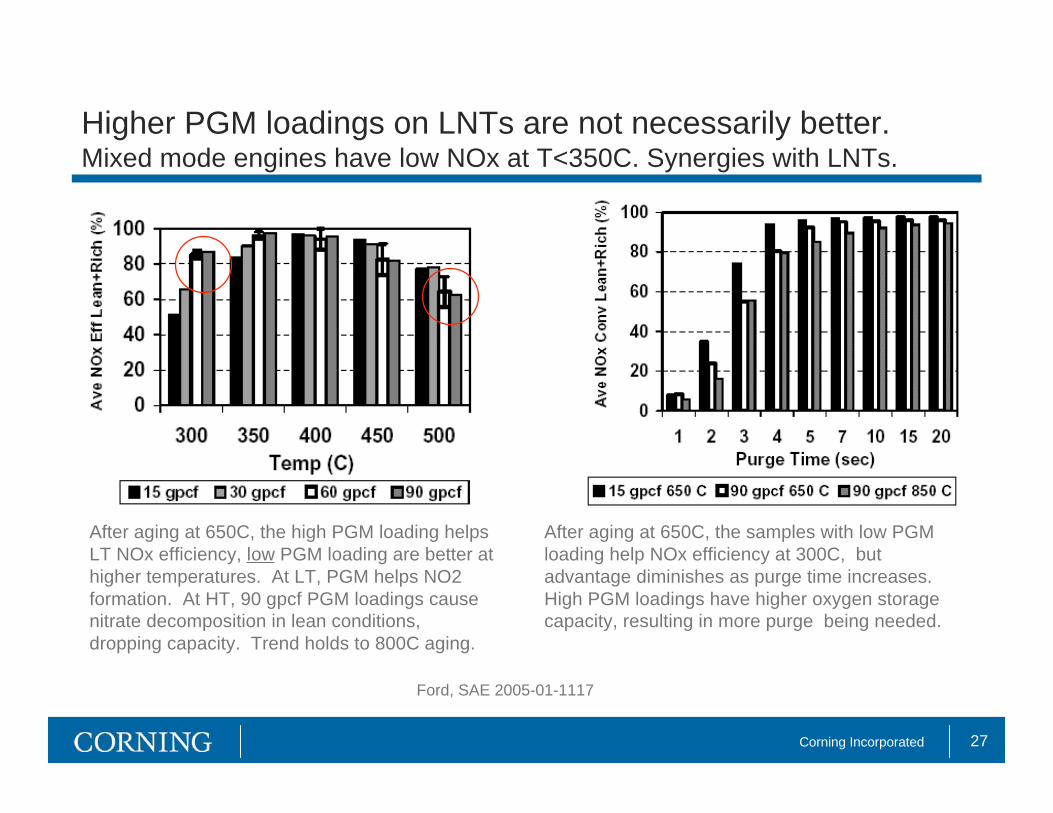
Higher PGM loadings on LNTs are not necessarily better.Mixed mode engines have low NOx at T<350C. Synergies with LNTs.
After aging at 650C, the high PGM loading helpsLT NOx efficiency, low PGM loading are better athigher temperatures. At LT, PGM helps NO2formation. At HT, 90 gpcf PGM loadings causenitrate decomposition in lean conditions,dropping capacity. Trend holds to 800C aging.
After aging at 650C, the samples with low PGMloading help NOx efficiency at 300C, butadvantage diminishes as purge time increases.High PGM loadings have higher oxygen storagecapacity, resulting in more purge being needed.
Ford, SAE 2005-01-1117
28Corning Incorporated
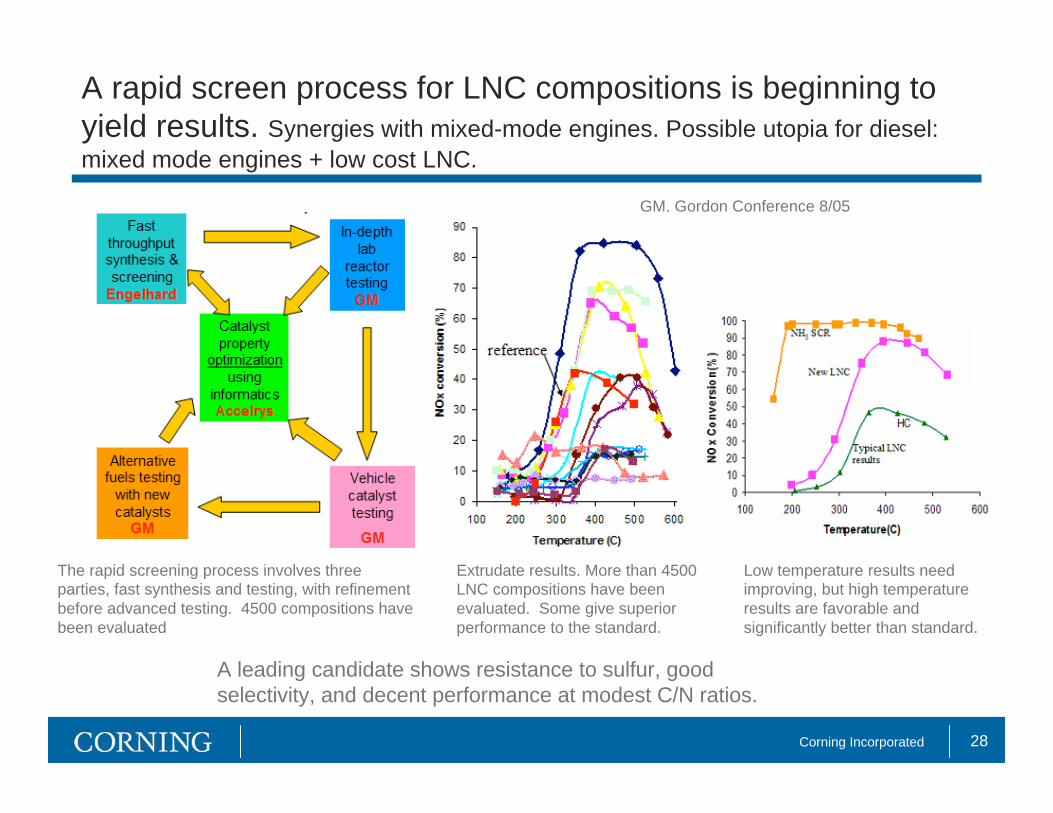
A rapid screen process for LNC compositions is beginning toyield results. Synergies with mixed-mode engines. Possible utopia for diesel:
mixed mode engines + low cost LNC.
Extrudate results. More than 4500LNC compositions have beenevaluated. Some give superiorperformance to the standard.
The rapid screening process involves threeparties, fast synthesis and testing, with refinementbefore advanced testing. 4500 compositions havebeen evaluated
Low temperature results needimproving, but high temperatureresults are favorable andsignificantly better than standard.
GM, Gordon Conference 8/05
A leading candidate shows resistance to sulfur, goodselectivity, and decent performance at modest C/N ratios.
29Corning Incorporated
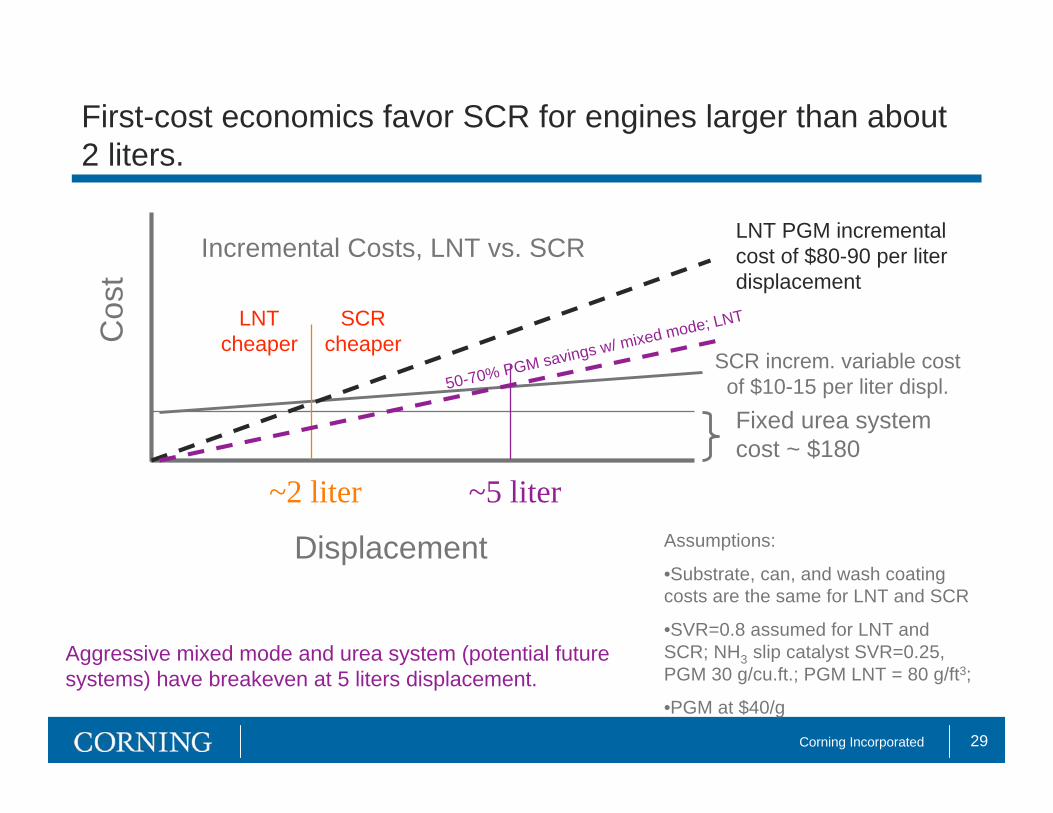
First-cost economics favor SCR for engines larger than about2 liters.
Fixed urea systemcost ~ $180
SCR increm. variable costof $10-15 per liter displ.
LNT PGM incrementalcost of $80-90 per literdisplacement
Cost
Displacement
~2 liter
Assumptions:
•Substrate, can, and wash coatingcosts are the same for LNT and SCR
•SVR=0.8 assumed for LNT andSCR; NH3 slip catalyst SVR=0.25,PGM 30 g/cu.ft.; PGM LNT = 80 g/ft3;
•PGM at $40/g
SCRcheaper
LNTcheaper
Incremental Costs, LNT vs. SCR
~5 liter
50-70% PGM savings w/ mixed mode; LNT
Aggressive mixed mode and urea system (potential futuresystems) have breakeven at 5 liters displacement.
PM Control
31Corning Incorporated
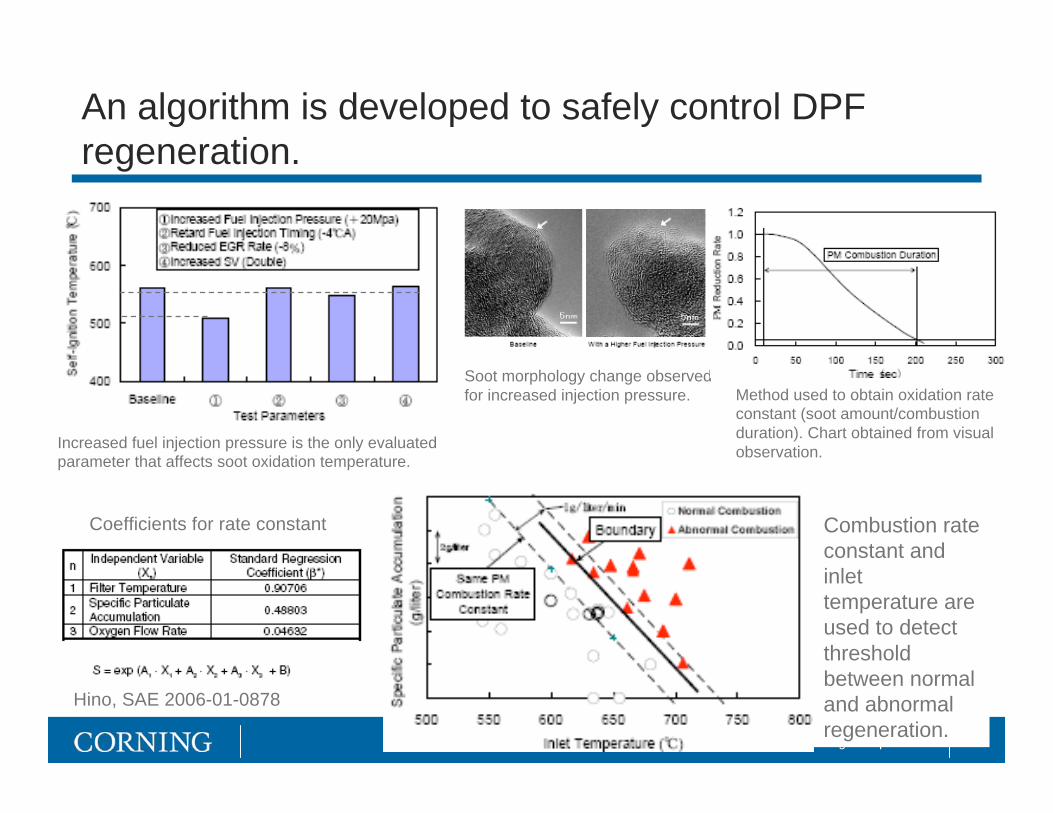
An algorithm is developed to safely control DPFregeneration.
Increased fuel injection pressure is the only evaluatedparameter that affects soot oxidation temperature.
Soot morphology change observedfor increased injection pressure. Method used to obtain oxidation rate
constant (soot amount/combustionduration). Chart obtained from visualobservation.
Coefficients for rate constant Combustion rateconstant andinlettemperature areused to detectthresholdbetween normaland abnormalregeneration.
Hino, SAE 2006-01-0878
32Corning Incorporated
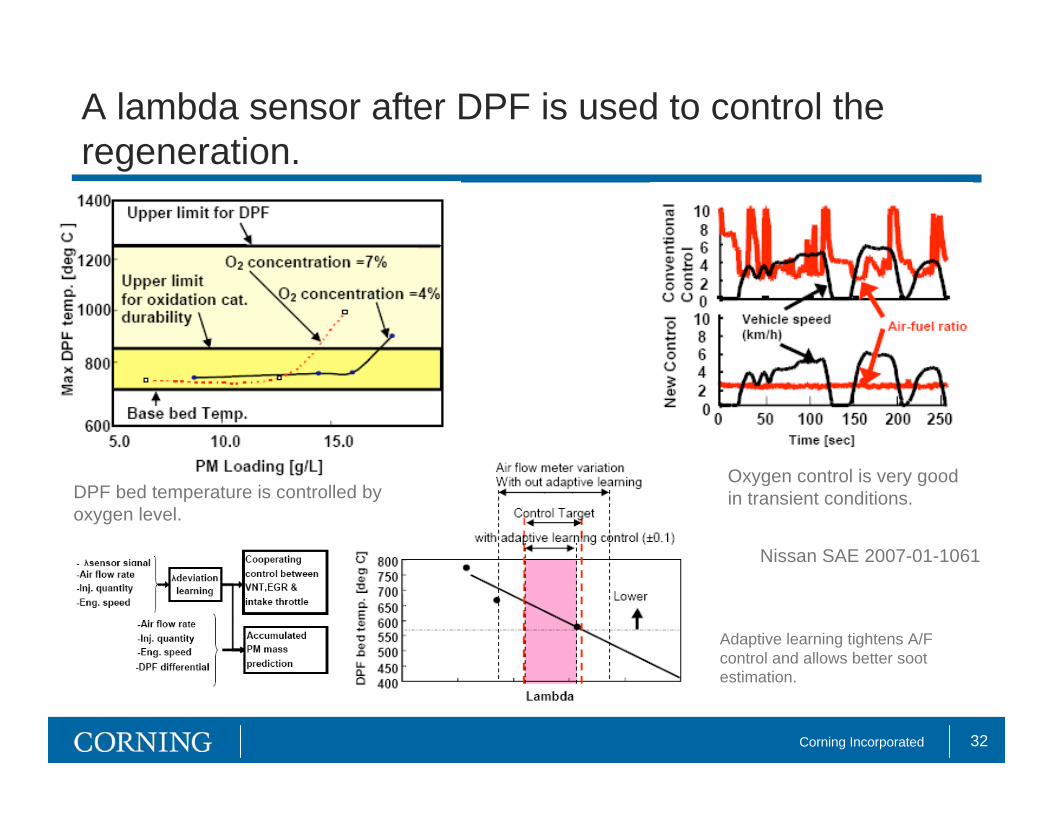
A lambda sensor after DPF is used to control theregeneration.
Adaptive learning tightens A/Fcontrol and allows better sootestimation.
DPF bed temperature is controlled byoxygen level.
Oxygen control is very goodin transient conditions.
Nissan SAE 2007-01-1061
33Corning Incorporated
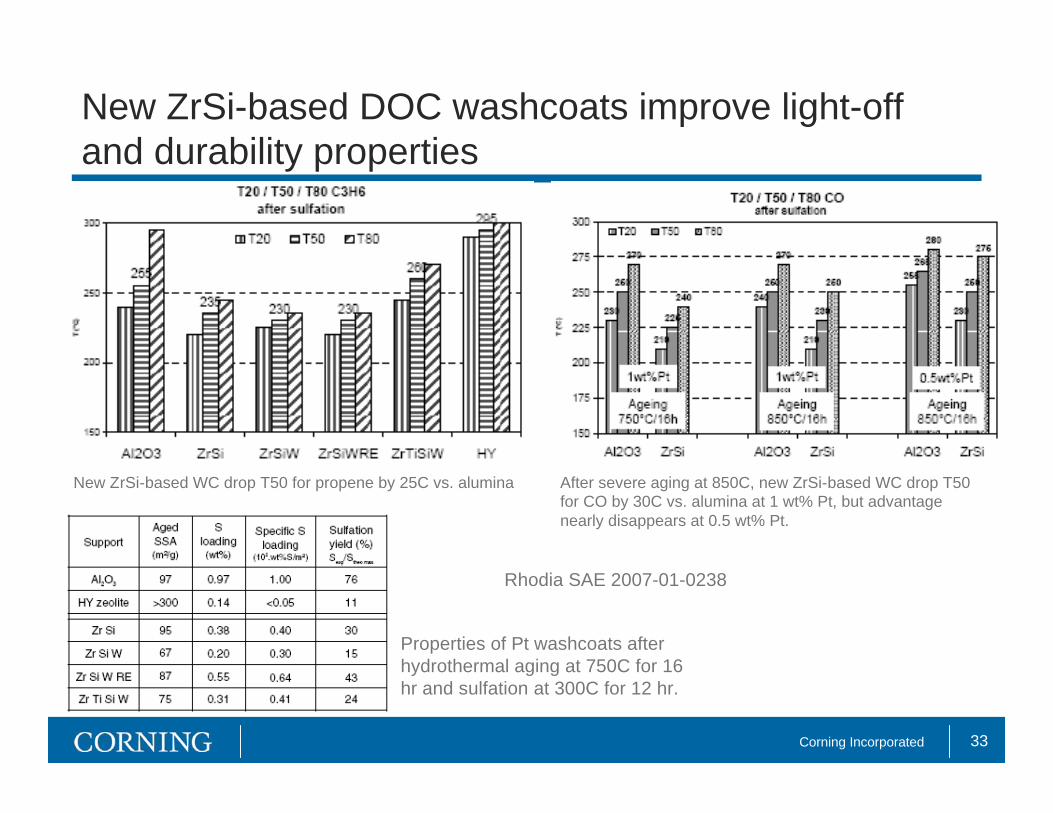
New ZrSi-based DOC washcoats improve light-offand durability properties
Properties of Pt washcoats afterhydrothermal aging at 750C for 16hr and sulfation at 300C for 12 hr.
New ZrSi-based WC drop T50 for propene by 25C vs. alumina After severe aging at 850C, new ZrSi-based WC drop T50for CO by 30C vs. alumina at 1 wt% Pt, but advantagenearly disappears at 0.5 wt% Pt.
Rhodia SAE 2007-01-0238
34Corning Incorporated
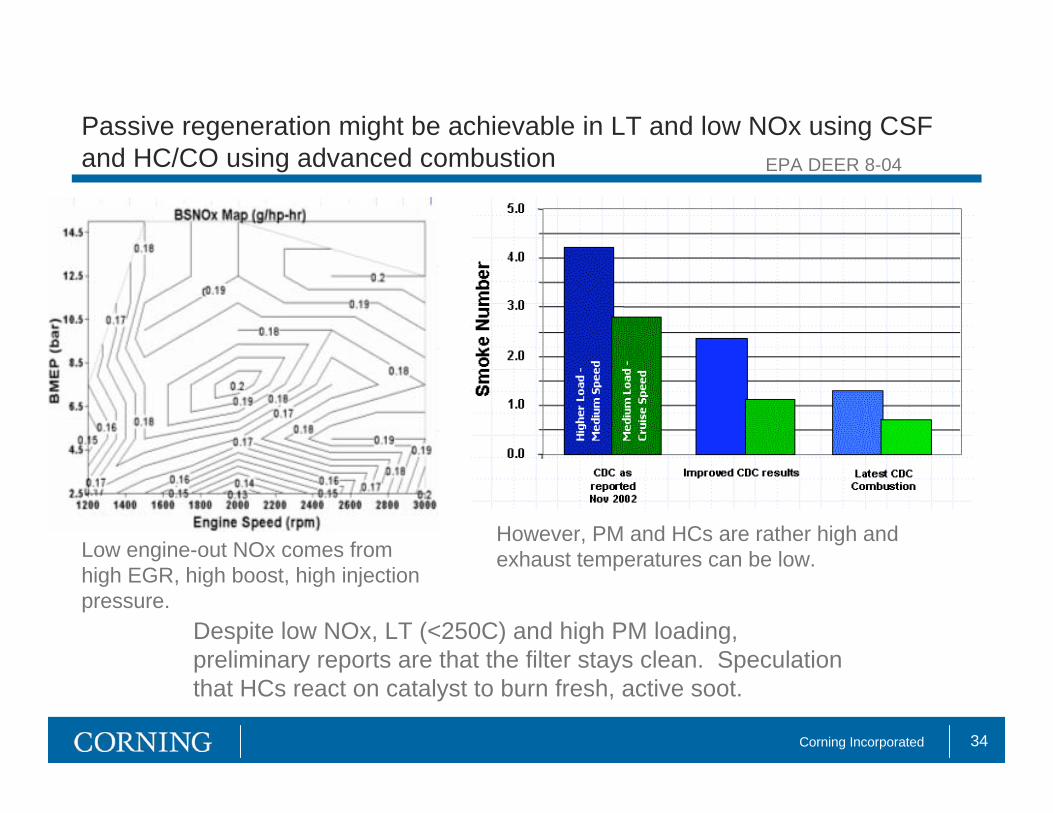
Passive regeneration might be achievable in LT and low NOx using CSFand HC/CO using advanced combustion EPA DEER 8-04
Low engine-out NOx comes fromhigh EGR, high boost, high injectionpressure.
However, PM and HCs are rather high andexhaust temperatures can be low.
Despite low NOx, LT (<250C) and high PM loading,preliminary reports are that the filter stays clean. Speculationthat HCs react on catalyst to burn fresh, active soot.
35Corning Incorporated
Full load HCCI might not be a feasible end point
• Mixed mode engines hit the sweet spot of low cost DPF anddeNOx technologies
– Smaller, mature, mostly-passive DPFs
– Cheap LNCs (HC-SCR) or low-PGM LNTs
• The incremental engine hardware, fuel infrastructure, anddevelopment expense might not justify replacing theDPF+deNOx with a DOC.
Some secondary issues toresolve
37Corning Incorporated
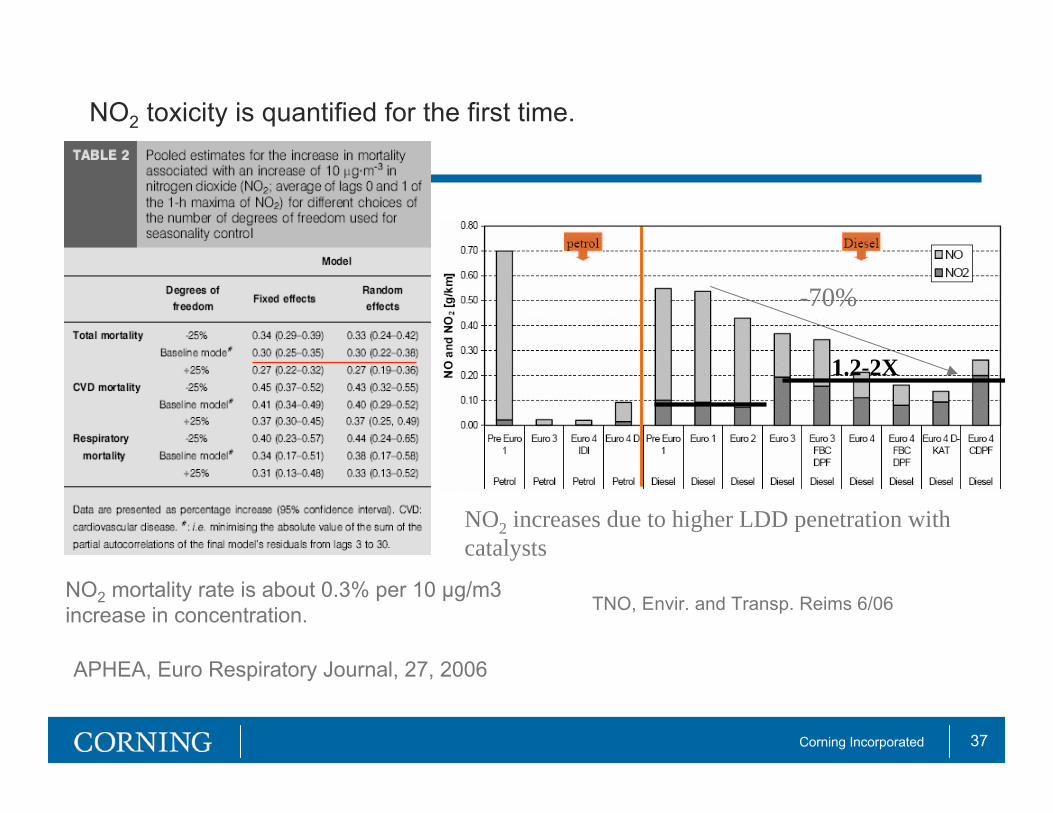
NO2 toxicity is quantified for the first time.
NO2 mortality rate is about 0.3% per 10 μg/m3increase in concentration.
APHEA, Euro Respiratory Journal, 27, 2006
TNO, Envir. and Transp. Reims 6/06
NO2 increases due to higher LDD penetration with
catalysts
1.2-2X
-70%
38Corning Incorporated
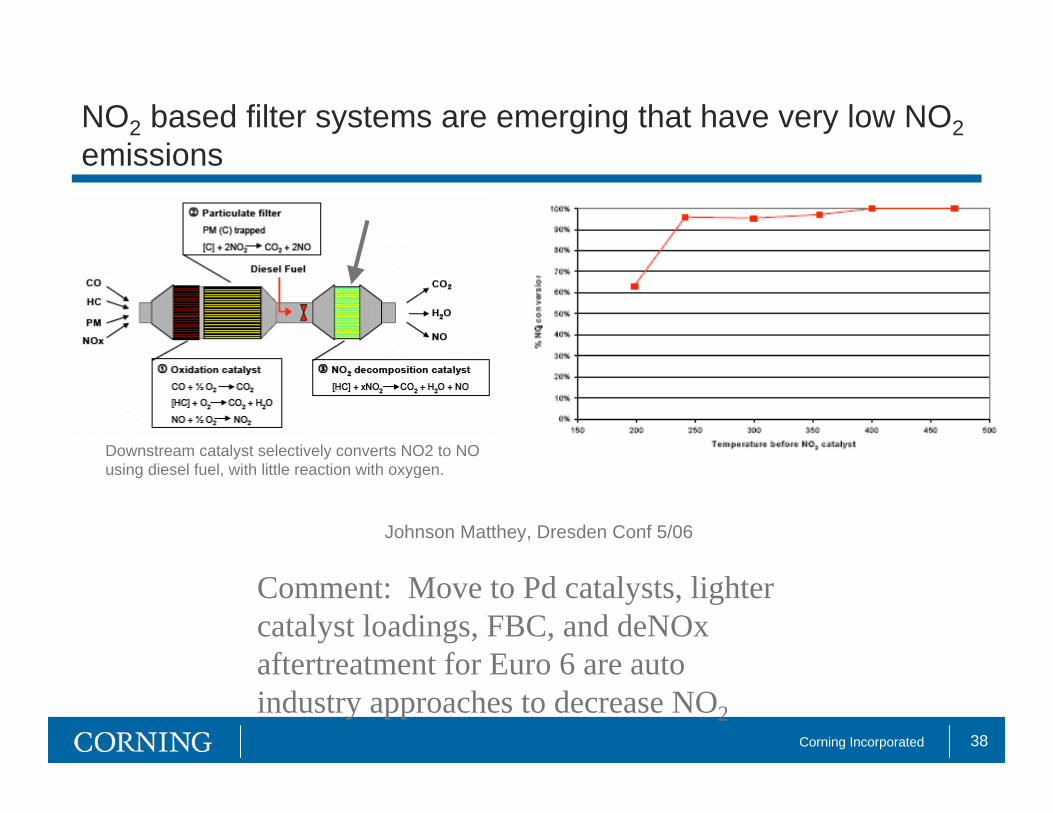
NO2 based filter systems are emerging that have very low NO2
emissions
Johnson Matthey, Dresden Conf 5/06
Downstream catalyst selectively converts NO2 to NOusing diesel fuel, with little reaction with oxygen.
Comment: Move to Pd catalysts, lighter
catalyst loadings, FBC, and deNOx
aftertreatment for Euro 6 are auto
industry approaches to decrease NO2
39Corning Incorporated
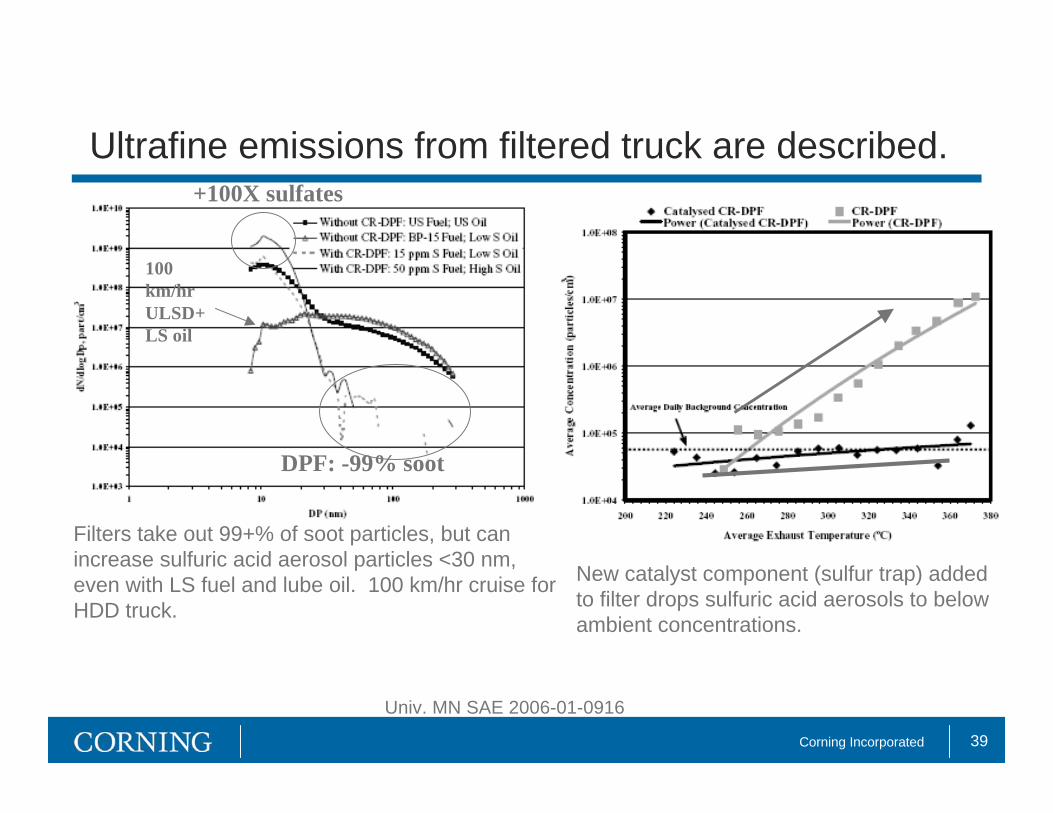
Ultrafine emissions from filtered truck are described.
Filters take out 99+% of soot particles, but canincrease sulfuric acid aerosol particles <30 nm,even with LS fuel and lube oil. 100 km/hr cruise forHDD truck.
New catalyst component (sulfur trap) addedto filter drops sulfuric acid aerosols to belowambient concentrations.
Univ. MN SAE 2006-01-0916
100
km/hr
ULSD+
LS oil
DPF: -99% soot
+100X sulfates
40Corning Incorporated
Summary
• Regulations– European LDD regulations have implications to the US approach– Europe is formally proposing Euro VI (HD) this year
• Wide range of scenarios considered – no industry consensus
– CO2 regulation appears to be the most dominating long term issue• Good or bad for LDD?
• Engine strategies are making impressive progress– HD research engines show very low PM levels under steady state full-load conditions
• Meet US NTE levels without filters
– Advanced combustion mixed mode engines are emerging for LD and HD• NOx solutions are available for ultra-low emissions
– SCR is addressing cold temperature and secondary emission issues– LNTs are performing well today at about 60-70% efficiency; economically attractive for
smaller platforms and mixed mode engines• DPF systems show continuous improvement
– Very sophisticated regeneration control strategies.– Mixed mode engines could change DPFs quite significantly
• Some outlying issues yet to be addressed– NO2 and ultrafine PM