Embed Size (px)
Citation preview

Fluid Catalytic Cracking of Biomass-Derived Oils and Their Blendswith Petroleum Feedstocks: A ReviewMustafa Al-Sabawi,* Jinwen Chen, and Siauw Ng
CanmetENERGY, Natural Resources Canada, Devon, Alberta T9G 1A8, Canada
ABSTRACT: To reduce the carbon footprint and greenhouse gas (GHG) emissions associated with heavy crude oil/bitumenupgrading and refining in the production of clean transportation fuels, researchers are targeting the production of fuels fromrenewable energy resources. These resources are mainly biomass-derived oils, which include oils produced by biomass pyrolysis(bio-oil), edible and inedible vegetable oils, and animal fats. Over the past 2 decades, research has focused on the evaluation ofbiomass-derived oil processing using conventional fluid catalytic cracking (FCC), a technology responsible for producing themajority of gasoline in a petroleum refinery. The present review summarizes research associated with the FCC of variousbiomass-derived oil feedstocks as well as studies related to the co-processing of these oils with conventional petroleumfeedstocks. The objective of this review is to present a comprehensive perspective of the effects of renewable oil processing onexisting FCC technology, operation, catalysts, and product quality and quantity.
1. INTRODUCTIONThe limited availability of light and high-quality crude oils,increasing energy demand, and growing environmentalconcerns have made the use of oils from renewable sourcesan attractive option. Biofuel production from the processing ofpure biomass-derived materials and the co-processing of thesematerials with petroleum-derived feedstocks have the potentialto significantly reduce the carbon footprint [or greenhouse gas(GHG) emissions] all of the way through the processing chainof producing clean transportation fuels.Co-processing of petroleum with feedstocks from renewable
resources using existing refining catalysts, processes, andtechnologies offers advantages from both technological andeconomic perspectives. Because it utilizes the existing refininginfrastructure and configuration, little additional capital invest-ment is required. However, the refining of biomass-derived oilsdoes present important challenges that need to be addressed,including their unique physical and chemical characteristics(high oxygen contents and highly paraffinic compositions),possible compatibility issues with petroleum feedstocks, effectof formed water on catalyst activity and stability, changes inreaction kinetics, mass and heat transfer, and the impacts of thefinal fuel products on engine performance and emissions.Owing to the increasing demand for biofuels and the
challenges that come with their production, a considerableamount of work has been published in the literature withrespect to the processing of biomass-derived oils, particularly inthe context of one of the most important technologies for fuel(mainly gasoline) production in a refinery, namely, fluidcatalytic cracking (FCC). There have recently been publishedreviews by Butler et al.,1 Bridgwater,2 and Mortensen et al.3 thathave provided information related to the catalytic cracking ofbiomass-derived oils. This information, however, is limited tothe cracking of pyrolysis oil (bio-oil) only. Butler et al.1
provided a brief summary of recent laboratory research andcommercial developments in bio-oil catalytic cracking. Thereview by Bridgwater2 focused primarily on fast pyrolysis ofbiomass methods but included a list and brief descriptions of
various technologies available for further upgrading of theproduced bio-oil. This author listed organizations that havebeen involved in catalytic cracking of bio-oils in the pastdecade. The review by Mortensen et al.3 summarized bio-oilcatalytic upgrading studies with a focus on reactionmechanisms, kinetic models, and catalyst deactivation.It is important to note that, with regard to kinetic studies,
only Adjaye and Bakhshi4,5 established kinetic models todescribe the catalytic conversion of bio-oils. These models weresummarized by Mortensen et al.3 The work by Ong and Bhatia6
did include the proposal of a kinetic scheme for the catalyticcracking of a vegetable oil but did not provide any equationsand kinetic parameters.The objective of the present review is to evaluate and
summarize the effects of renewable oil processing on existingFCC technology, operation, catalysts, and product quality andquantity. This review focuses on the processing of various purerenewable oils, including bio-oils derived from biomasspyrolysis, edible/inedible vegetable oils, and animal fats, aswell as the co-processing of renewable oils with petroleum-derived feedstocks. It is organized and structured according tothe type of biofeedstocks that have been studied in theliterature. Under each biofeedstock, the work related to itsprocessing (in its pure form) and its co-processing withconventional petroleum feedstocks is discussed.
2. BIOMASS-DERIVED FEEDSTOCKS2.1. Pyrolysis Oils (Bio-oils). Pyrolysis of biomass leads to the
production of bio-oil, a free-flowing liquid at room temperature. Bio-oil is typically dark brown in color, yet some can be black or greendepending upon the chemical composition and the amount ofmicrocarbon content.2 Bio-oils have a high content of oxygenatedcompounds, which are foreign to petroleum refineries. Hence, whilebio-oils can be potentially used as a renewable feedstock for the
Received: April 17, 2012Revised: July 16, 2012Published: July 23, 2012
Review
pubs.acs.org/EF
Published 2012 by the American ChemicalSociety 5355 dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−5372

production of transportation fuels, such as gasoline and diesel, directfeeding of these oils into standard refinery units is challenging.7 Inaddition to the significant amounts of oxygenated compounds thatthey contain, which include acids, aldehydes, ketones, alcohols, esters,ethers, glycols, and phenols,8 bio-oils are highly viscous, corrosive, andrelatively unstable materials that exhibit poor fuel properties9,10 andlow heating values.11−15 These properties can be quite problematicwith respect to FCC equipment, operations, catalysts, and the finalproduct quality. Physical properties of bio-oils have been reviewed byOasmaa and Peacocke16 and Bridgwater,2 while detailed chemicalcompositions have been assessed by Bertero et al.17 Table 1 presentstypical properties of bio-oils in comparison to conventional crude oil.
Pyrolysis bio-oils have been investigated for catalytic cracking in anumber of studies in the literature, which will be discussed insubsequent sections of this review. Studies involving the catalyticcracking of bio-oils are summarized in Table 2, and those involving the
co-cracking of bio-oils with petroleum feedstocks are summarized inTable 3. The pyrolysis bio-oils that have been investigated in thecontext of FCC have come from various sources of biomass, such asCanadian oak,20 pine wood,21,22 aspen poplar wood,23 maple wood,4
and Swedish pine.24
2.2. Vegetable Oils. There is a substantial difference between theglobal consumption of petroleum [4.02 billion tons per year (BTY)]and the production of vegetable oils (0.12 BTY).25 To meetanticipated legislative requirements in many developed countries fora 6−10% biofuel component in gasoline and diesel,26 vegetable oilswill have to be used in conjunction with fossil fuels and otherrenewable oils, such as pyrolysis bio-oils. Therefore, understanding theprocessing of vegetable oils and their blends with petroleum feedstocksin the context of FCC becomes important.
Several types of vegetable oils can be potentially used in theproduction of biofuels. Table 4 presents the various types of vegetable
oils that have been studied in the context of FCC and the principalgeographical locations around the world where they are produced.These renewable potential feedstocks can be classified on the basis ofwhether they are suitable for human consumption (edible) or not(inedible). In addition to these vegetable oils, there are other lesscommon oils that could be potential feedstocks for biodieselproduction, including jatropha, karanja, linseed, rubber seed, mahua,neem, and castor oils. A complete list of edible and inedible vegetableoils as well as different types of animal fats that can be used as biofuelfeedstocks can be found in ref 27.
Vegetable oils exhibit differences in their saturated and unsaturatedfatty acid compositions. Table 5 presents the typical compositions for
the vegetable oils used in FCC studies. It can be observed that theseoils, with the exception of palm oil, consist predominantly of
Table 1. Comparison of Properties of Biomass-DerivedFeedstocks to Conventional Crude Oil3,18,19
property bio-oil crude oil
density at 15 °C (g/mL) 1.05−1.25 0.86−0.92viscosity at 50 °C (cP) 40−100 180water content (wt %) 15−30 <0.1pH 2.8−3.8 N/Aheating value (MJ/kg) 16−19 44C (wt %) 55−65 83−86H (wt %) 5−7 11−14O (wt %) 28−40 <1S (wt %) <0.05 <4N (wt %) <0.4 <1
Table 2. Studies on the Processing of Pyrolysis Bio-oil viaCatalytic Cracking
feedstock catalyst reactor reference
pyrolysisoil
HZSM-5, H−mordenite, H−Y,silicalite, silica−alumina
fixed-bedmicroreactor
4 and 43
pyrolysisoil
HZSM-5 fixed-bedmicroreactor
5 and 47
pyrolysisoil
HZSM-5 fixed-bedmicroreactor
20
pyrolysisoil
ZSM-5 fluidized bed 59
pyrolysisoil
HZSM-5 fixed-bedmicroreactor
23
pyrolysisoil
HZSM-5 fixed-bedmicroreactor
24
pyrolysisoil
La/HZSM-5 fixed bed 63
Table 3. Studies on the Co-processing of Pyrolysis Bio-oil with Petroleum Feedstocks via Catalytic Cracking
feedstock
biomass componentpetroleumcomponent
percent biomass in the feed mixture(wt %) catalyst reactor reference
HDO VGO 20 equilibrium catalyst (E-CAT) fixed bed 22HDO long residue 20, 100 E-CAT microactivity test (MAT) unit 64flash pyrolysis liquid LCO 15 ReUSY MAT unit 58
Table 4. Types of Vegetable Oils Used in FCC Studies27−30
vegetable oil main source edibility
canola Canada yescoconut Philippines yescottonseed Greece/Turkey nopalm southeast Asia yesrapeseed China/Europe yessoybean U.S.A. yessunflower Europe yes
Table 5. Typical Fatty Acid Composition of VegetableOils32,33
canola/rapeseed cottonseed palm soybean sunflower
unsaturated fattyacids
93 73 49 85 88
oleic acid(C18:1)
61 17 39 23 16
linoleic acid(C18:2)
21 55 10 54 71
α-linolenicacid (C18:3)
11 <1 <1 8 1
saturated fatty acids 7 27 51 15 12palmitic acid(C16:0)
4 23 45 11 7
stearic acid(C18:0)
2 2 4 4 5
other 1 2 1 0 0
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725356

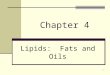
unsaturated fatty acids, such as oleic and linoleic acids, the structuresof which are presented in Figure 1. The presence of olefins in FCC
feedstocks can significantly affect the product distribution, as thesespecies are often involved in hydrogen-transfer reactions and otherreactions that lead to the formation of aromatics.31
Several studies in the literature have been dedicated to investigatethe catalytic cracking of different types of pure vegetable oils, includingrapeseed, palm, soybean, cottonseed, and waste cooking oils. Otherwork has focused on the cracking of blends of petroleum feedstockswith these vegetable oils. These studies as well as those performedwith animal fats and model compounds are summarized in Tables 6and 7.The catalytic cracking of rapeseed oil (RSO) or canola oil, which is
a form of RSO having low levels of erucic acid in its oil and low levelsof glucosinolates in its meal, has been investigated extensively.However, most studies examined RSO as a co-processing feed
component during FCC. The catalytic cracking of pure palm oil hasbeen studies by several groups, although, in comparison to the co-processing of rapeseed oil or bio-oil with petroleum fractions, the co-processing of palm oil is much less studied and the number ofpublished papers is very limited. Other types of vegetable oils that havebeen investigated to some degree include soybean oil (SBO) andcottonseed oil (CSO). Although the use of waste cooking oil (WCO)has a number of advantages from an environmental perspective,catalytic cracking of WCO has also been explored minimally inpublished studies.
2.3. Animal Fats. Animal fats have not been examined asextensively as bio-oils and vegetable oils as potential feedstocks forFCC, as observed in Tables 6 and 7. These fats are usually obtained asbyproducts from meat rendering and processing. Of animal-sourcedsubstances, chicken fat contains a high level of linoleic acid, rangingbetween 17.9 and 22.8%.35 Beef tallow, on the other hand, contains asignificant amount of oleic acid (between 47 and 50%) and also has amoderate combination of saturated fatty acids (∼40%), namely,palmitic and stearic acids.36
The processing of animal fats for the production of high-qualitybiofuels has been investigated by a few research groups. Two of themore significant works are by Tian et al.37 and Melero et al.38
3. CHEMISTRYThe FCC process is very important to modern day refineriesbecause of its flexibility to adapt to changing feedstock andproduct demand.22 The chemistry significantly depends uponthe type of feedstock, reaction conditions, and catalysts used inthe process.Catalytic cracking chemistry of biomass-derived oils involves
conventional FCC reactions, such as protolytic cracking(cleavage of carbon−carbon bonds), hydrogen transfer, andisomerization,39 as well as deoxygenation reactions, such asdehydration, decarboxylation, and decarbonylation.3 Figure 2illustrates reactions associated with the catalytic conversion ofbiomass-derived oils. It is important to note that deoxygenationof these biofeedstocks is essential because oxygen must beremoved and replaced by hydrogen to produce liquid fuels.40
Typical FCC catalysts, which consist of a mixture of an inertmatrix, an active matrix, a binder, and a Y-zeolite, are efficient inremoving oxygen from biomass-derived molecules.22,41
Dehydration reactions occur on the catalyst acid sites duringthe catalytic cracking of oxygenated compounds. This leads tothe formation of water and a dehydrated compound, which mayinclude ketones (Figure 2), aldehydes, and alcohols. Decar-boxylation and decarbonylation reactions result in theformation of CO2 and CO, respectively, as illustrated in Figure2. The generation of these gases may pose concerns for refinersbecause they are not typical products of conventionalpetroleum catalytic cracking.A simplified reaction pathway of the removal of oxygen to
form CO, CO2, or water was proposed by Fogassy et al.22
→ + +
+ +
− − − − − − −a b c
d e
C H O C H O CO H O
CO C
x y z x b d e y c z b c d2 2 2 2
(1)
Corma et al.40 proposed mechanisms for the catalytic crackingof bio-oils to describe two categories of reactions, one thatresults in the generation of hydrogen and the other that leads tothe consumption of hydrogen. In the former, hydrogen can beproduced through steam-reforming reactions, dehydrogenationof carbohydrates and hydrocarbons, water−gas shift reactions,and decarbonylation, as shown in Figure 3. The hydrogenproduced in these reactions is often consumed during hydrogentransfer, a bimolecular reaction involving two molecules that
Figure 1. Molecular structure of a triglyceride molecule consisting ofoleic and linoleic acid chains.34
Table 6. Studies on the Processing of Pure Vegetable Oils,Animals Fats, and Model Compounds via Catalytic Cracking
feedstock catalyst reactor reference
Vegetable Oilsrapeseed oil E-CAT MAT unit 75rapeseed oil E-CAT plug-flow
microriser34
rapeseed oil NaY, clinoptilotite,HZSM-5, HY, γ-Al2O3
batch 84 and104
palm oil E-CAT MAT unit 75palm oil nanozeolite beta fixed bed 79palm oil carbon, MgO/carbon batch 44soybean oil E-CAT MAT unit 75soybean oil NaY, clinoptilotite,
HZSM-5batch 104
cottonseed oil E-CAT fixed fluidizedbed
60
sunflower oil NaY, clinoptilotite,HZSM-5
batch 104
ginger oil MFI, BEA, FAU fixed bed 85waste cooking oil NaY, clinoptilotite,
HZSM-5batch 104
waste cooking oil nanozeolites (ZSM-5, Y,beta)
fixed bed 109
vegetable oil sludge ZSM-5/MCM-41 MAT unit 110Animal Fat
chicken fat USY/ZSM-5 two-stagefluidizedbed
37
Model Compoundsglycerol, sorbitol E-CAT, Al2O3, USY
zeolite, ZSM-5, SiCMAT unit 40
ketones, acids,alcohols, aldehydes
HZSM-5 fixed bed 117
phenols ZSM-5 tubular 115alcohols, phenols HZSM-5 fixed bed 57ketones HZSM-5 fixed bed 118
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725357

leads to the formation of alkanes, as shown in Figure 4.42 Theresulting hydrocarbons will then undergo traditional oligome-rization cracking chemistry of hydrocarbons.40
Adjaye and Bakhshi43 also proposed a reaction network forthe catalytic cracking of pyrolysis bio-oils, as presented inFigure 5. Unlike petroleum feedstocks and other renewablefeedstocks, such as vegetable oils and animal fats, the crackingof bio-oils using acidic zeolites can produce challenging andundesirable products, such as tar and/or char. The effects ofthese byproducts are discussed in the subsequent catalyticcracking section of this review. Figure 5 also shows thatoxygenated compounds in bio-oils can be converted to water,CO, and CO2.Reaction mechanisms for the catalytic cracking of triglyceride
molecules in vegetable oils were described by Tani et al.44
Triglycerides are first hydrolyzed to glycerine and three fattyacid molecules, which include saturated and unsaturated types,as illustrated in Figure 6. This step is followed by dehydrationof the glycerine to form water and gaseous hydrocarbons, as
shown in Figure 7. As for the fatty acids, they can undergoeither decarbonylation/dehydration reactions to form CO andwater or decarboxylation to produce CO2 and hydrocarbons,which include paraffins and olefins, as shown in Figure 8.According to Dupain et al.,34 dehydration reactions are moresignificant than the others. Tani et al.,44 however, observeddecarboxylation to be the predominant reaction. The reason forthe discrepancy could be due to the fact that Tani et al.44 usedan agitated flow system with longer reaction times (in the orderof hours) and MgO catalysts, which could promotedecarboxylation and water−gas shift reactions, whereas Dupainet al.34 used conventional FCC catalysts and a microriserreactor with more realistic FCC reaction times (in the order ofseconds). Bulushev and Ross45 proposed two reaction pathwaysfor the conversion of fatty acids present in biomass-derivedfeedstocks to hydrocarbons: decarboxylation (eq 2) anddecarboxylative ketonization (eq 3), which take place attemperatures lower than 400 °C. The latter is not common
Table 7. Studies on the Co-processing of Vegetable Oils, Animal Fats, and Model Compounds with Petroleum Feedstocks viaCatalytic Cracking
feedstock
biomass componentpetroleumcomponent
percent biomass in the feedmixture catalyst reactor reference
Vegetable Oilsrapeseed oil VGO−residue blend 7.5, 15 vol % E-CAT continuous FCC pilot plant 75rapeseed oil hydrowax 20, 40 wt % E-CAT,
E-CAT/ZSM-5microriser reactor 34
rapeseed oil VGO 20−100 mol % ReUSY/ZSM-5 continuous FCC pilot plant 102rapeseed oil VGO 20−100 wt % E-CAT continuous FCC pilot plant 88palm oil VGO 0, 30, 100 wt % E-CAT MAT unit 38palm oil VGO 50 wt % USY/ZSM-5 two-stage riser FCC unit 37palm oil 20−100 wt % E-CAT continuous FCC pilot plant 88soybean oil VGO 0, 30, 100 wt % E-CAT MAT unit 38soybean oil 20−100 wt % E-CAT continuous FCC pilot plant 88waste cooking oil VGO 0, 30, 100 wt % E-CAT MAT unit 38
Animal Fatinedible animal fat (grease) VGO 0, 30, 100 wt % E-CAT MAT unit 38chicken fat VGO 50 wt % USY/ZSM-5 two-stage riser FCC unit 37
Model Compoundsphenol, acid, ketone gas oil 6−10 vol % E-CAT/ZSM-5 advanced cracking evaluation (ACE) unit 119glycerol VGO 10−33 vol % fresh USY
zeoliteMAT unit 40
phenols n-heptane 1.2 wt % HMFI fixed bed 103phenol gas oil 1.2, 4.0 wt % E-CAT,
HZSM-5ACE unit 116
Figure 2. Reactions during the catalytic conversion of biomass-derived feedstocks.
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725358

in FCC because reaction temperatures are typically above 500°C.
→ +RCOOH RH CO2 (2)
→ + +2RCOOH RCOR H O CO2 2 (3)
The paraffin and olefin hydrocarbons produced fromdecarboxylation of fatty acids can range from C10 to C18,depending upon the type of fatty acid from which they arederived. This depends upon the type of vegetable oil used asthe feedstock. The hydrocarbon compounds can then undergotraditional FCC chemistry, which include cracking, isomer-ization, and hydrogen transfer. Leng et al.46 proposed a moredetailed reaction network associated with vegetable oil crackingthat includes the types of hydrocarbons generated in theprocess, as presented in Figure 9.
4. CATALYTIC CRACKINGThe following subsections summarize the results andobservations reported in published studies on processing
Figure 3. Hydrogen-producing reactions during the catalytic crackingof bio-oil.40
Figure 4. Hydrogen-consuming reactions during the catalytic cracking of bio-oil.40
Figure 5. Proposed reaction pathway in the catalytic cracking of bio-oilover acidic zeolite catalysts.43
Figure 6. Reaction mechanism for the catalytic cracking oftriglycerides.
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725359

biomass-derived oils and co-processing these oils with conven-tional petroleum-derived feedstocks using FCC technology.4.1. Pure Pyrolysis Bio-oils. As previously mentioned,
pyrolysis bio-oils from various wood sources have been studiedextensively as potential feedstocks for catalytic cracking. Thissection reviews the results of converting these bio-oils usingvarious process conditions and catalysts and their effects on theFCC process.4.1.1. Product Distribution. Upgrading of pyrolysis bio-oils
via FCC leads to the formation of a wide range of products.The main products of catalytic conversion of these oils usingconventional HZSM-5 and H−Y zeolites include a liquid oilproduct, water, coke, char, tar, and gases (predominantly CO2,some hydrocarbons, and CO).24
As with other technologies, product distributions are highlydependent upon operating conditions and catalyst type. Forinstance, it has been shown by Adjaye and Bakhshi47 that, attemperatures above 300 °C and with the HZSM-5 catalyst, the
distillate product consisted of two fractions, an organic phaseand an aqueous phase. However, at lower temperatures (<300°C), a single homogeneous distillate fraction was obtained.Horne and Williams21 found that lower than desirable
amounts of gasoline and total hydrocarbon products wereobtained using ZSM-5 zeolites in a fluidized-bed reactor atcracking temperatures below 500 °C. These authors observedthat higher temperatures (500−550 °C) were necessary tomaximize the total hydrocarbon product yield. However,operating at such conditions led to an increase in the formationof gaseous products at the expense of liquid hydrocarbons.21
Diebold and Scahill48 and Evans and Milne49 reported amaximum of 18 wt % total hydrocarbons produced usingHZSM-5 at temperatures above 400 °C. A similar low yield ofthe total hydrocarbon product was obtained during the catalyticupgrading of pyrolysis vapors using ZSM-5 at 500 °C.50,51
However, while some studies recommend reaction temper-atures above 500 °C to optimize the liquid oil yield, Adjaye andBakhshi47 suggested that the maximum distillate yield could beobtained at 370 °C with a ZSM-5 zeolite in a fixed-bedmicroreactor. At higher temperatures, a decrease in the liquidproduct yield occurs because of the conversion of bio-oil toboth gaseous and coke products. This is because, at elevatedtemperatures, secondary cracking and aromatization/polymer-ization reactions are favored. Similar results were obtained bySharma and Bakhshi52 with HZSM-5. It is important to notethat coking with bio-oil is more severe than with heavy oils andoil sand-derived feedstocks, which normally do not have cokingproblems below 400 °C.47 Vitolo et al.24 suggested 450 °C asthe optimal temperature to maximize the conversion of raw bio-oil to upgraded oil using HZSM-5 catalysts because, at thistemperature, the yields of char and coke were minimalcompared to those at other temperatures (between 410 and490 °C). However, there are advantages associated with higheroperating temperatures, which include reductions in theaqueous fraction yield and in tar formation because of a highergasification rate.21
Besides temperature, reaction time also has a substantialeffect on the product distribution. Reduction in reaction timeresults in an increase in the oil fraction yield and a decrease inthe yields of gas, coke, and char as observed by Adjaye andBakhshi47 using ZSM-5. Reduced coke formation is due tofewer condensation/polymerization reactions that take placeinside the catalyst bed, since there is not enough time toconvert bio-oil compounds into the heaviest and final productsof the thermochemical treatment.47 While decreasing theresidence time seems to have clear advantages, especially withrespect to diminishing catalyst deactivation by coke, oneobvious disadvantage is that the degree of deoxygenation of theoil will also be reduced.Aside from varying FCC process conditions, it has been
shown that the use of steam during catalytic processing can alsoenhance distillate production. In addition to the greater amountof the distillate fraction produced, a significant reduction incoke formation was observed by Adjaye and Bakhshi4 usingHZSM-5, which was attributed to the promoted adsorptionprocesses, cracking, deoxygenation, and aromatization reactionsin the presence of steam.With regard to char, it has been reported that a significant
amount of this solid carbonaceous material is produced at lowerreaction temperatures. In fact, it was observed in several studiesthat the formation of char took place mainly above the catalystbed on the inner walls of the reactor.24,47 This may be
Figure 7. Water and gaseous hydrocarbons from the dehydration ofglycerine.44
Figure 8. Conversion of fatty acids during FCC.
Figure 9. Reaction pathways during the catalytic cracking of vegetableoils.46
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725360

attributed to the lower degree of volatilization of the bio-oilbefore it contacts the catalyst bed in the reactor. As the liquidbio-oil feed is injected into the reactor, it undergoes rapidheating before contacting the catalyst, which causes theseparation of the bio-oil components into light organics,heavy organics, and char, with the latter being formed bypolymerization of some unstable components in the raw bio-oil.24 This thermal effect represents a major issue in bio-oilupgrading using liquid feeds.In comparison to gasoline produced from petroleum-derived
gas oil feedstocks, biogasoline derived from pyrolysis bio-oilhad a higher aromatic content, as reported by Guo et al.,53,54
who studied catalytic cracking of bio-oil using HZSM-5 zeolitesin a fixed-bed reactor. This is expected as a result of the lack ofavailable hydrogen in the catalytic cracking environment, sinceno hydrogen is provided externally in FCC. The main aromaticcompounds found in the gasoline fraction included toluene,ethylbenzene, xylene, and trimethylbenzenes.53,54 The amountof benzene produced, on the other hand, was negligible as aresult of the alkylation that benzene molecules frequentlyundergo on acidic zeolite catalysts.55,56 Other compoundsfound in the gasoline fraction produced depend upon thecracking temperatures. For instance, it was observed by Adjayeand Bakhshi47 that ketones, phenols, ethers, and esters werepresent in the distillates stream when bio-oil was catalyticallycracked at temperatures ranging between 290 and 300 °C. Asthe reaction temperature was increased to 370 °C and above,the distillates contained mostly aromatics and only a smallamount of phenols and ketones. The absence of mostoxygenated compounds at higher temperatures indicates theeffectiveness of the HZSM-5 catalyst, which is able to convertthese oxygenated compounds to hydrocarbons. Similar resultswere obtained when the space velocity was reduced.52
Some researchers have conducted studies to upgrade theaqueous fraction of biomass pyrolysis oils. Gayubo et al.,57 forexample, studied catalytic conversion of the aqueous fractionobtained at 450 °C using the HZSM-5 catalyst. The main non-oxygenated products were propylene, aromatics, butenes,ethylene, C5+ olefins, and C4+ paraffins. It was found that anincrease in time-on-stream caused a reduction in catalystactivity because of coke deposition as well as an increase/decrease in the concentrations of oxygenated/non-oxygenatedcompounds, respectively.4.1.2. Coking. Most published studies of catalytic cracking of
pure bio-oil have reported irreversible deactivation of thecatalyst mainly because of the high oxygen content in thefeed.24,47,58,59 This rapid deactivation was also reported whenbiomass-derived pyrolytic vapors were upgraded in a fixed bedusing ZSM-5 catalysts,48 with coke content accounting for over50 wt % in the products.21,50,51 Guo et al.53,54 also observedcoke yields of over 30 wt % during cracking bio-oil usingHZSM-5 zeolite. Even when bio-oil was processed at lowreaction temperatures (∼400 °C), the coke yield tended toremain significant, reaching about 12 wt %, as reported byAdjaye and Bakhshi.4 While coke is the main cause of reversiblecatalyst deactivation, it does not significantly contribute toirreversible deactivation. Causes for the latter, which have notbeen adequately studied in the literature especially in thecontext of bio-oils, have been suggested by Li et al.60 in theircottonseed oil catalytic cracking work. These researchersattributed the irreversible catalyst deactivation to the presenceof steam at high regeneration temperature, as steam led to thedealumination of zeolites.
4.1.3. Catalysts. Catalyst selection is important in bio-oilupgrading because the conversion of bio-oil and productdistribution are highly dependent upon the type of catalystused. As previously mentioned, the two most commonly usedand effective zeolite catalysts in FCC processes are H−Yzeolites and HZSM-5. A study by Adjaye and Bakhshi43
compared various catalysts during the catalytic conversion ofbiomass-derived pyrolysis oils, which includes the twoaforementioned catalysts as well as H−mordenite, silicate,and silica−alumina catalysts. It was found that HZSM-5 was themost effective catalyst to upgrade pyrolysis oil for theproduction of organic distillates, overall hydrocarbons, andaromatics. HZSM-5 also yielded the least amount of coke,which can be attributed to its high acidity as verified by Vitoloet al.20,24 It was also found that the silica−alumina catalyst wasthe most effective for minimizing char formation.There is some discrepancy in the literature with respect to
the role of H−Y zeolites during bio-oil catalytic cracking.Adjaye and Bakhshi43 concluded that these zeolites are themost effective for minimizing tar formation and maximizing theproduction of aliphatics, whereas Vitolo et al.20 reported hightar, char, and coke yields with a similar catalyst. The latterresearch group attributed their results to the small pore sizes inH−Y zeolites, which limit the maximal dimension of theproducts formed and, hence, led to shape-selective cokeformation reactions.61,62 It should be noted that long reactiontimes were used in the experiments conducted by Adjaye andBakhshi43 and Vitolo et al.,20 which are not representative ofcommercial FCC operation. With regard to tar, it is generallyaccepted that acidic zeolites are better at reducing tar comparedto less acidic silica−alumina and non-acidic silicalite catalysts.43
At FCC reaction temperatures above 450 °C, deactivation bydealumination of zeolites becomes quite significant, with thisdeactivation being the result of the high water content in thereaction medium. Dealumination causes irreversible deterio-ration of the total acidity, although the acid strength of theremaining sites is hardly modified.57
Gong et al.63 assessed the catalytic cracking of bio-oil usingvarious loadings of lanthanum (La) in a HZSM-5 catalyst in afixed-bed reactor at 550−650 °C to maximize the production oflight (C2−C4) olefins. While varying the amount of La added toHZSM-5 zeolite from 0 to 7 wt % did not influence the bio-oilconversion or the selectivity of CO and CO2, it did affect theselectivity of light olefins. The selectivity to the light olefins wasincreased to 60 mol % at 550 °C when 7 wt % La was added. Asthe loading of La exceeded 10 wt %, a decrease in bio-oilconversion and light olefin yield was observed.
4.1.4. Effect on Process. Pyrolysis bio-oils have been shownto present major problems during FCC operation. Theseproblems are mainly related to reactor plugging58 as a result ofthe formation of significant amounts of coke, tar, and char.24,59
The formation of char is a result of the polymerization ofunstable components present in bio-oils,24 including aromatichydrocarbons and phenols.47 Residue formation was alsoreported because of polymerization/condensation reactions ofoxygenated compounds in bio-oils, mainly ether species.47
Figure 5 shows how char, tar, and coke products are formedwithin the reaction network of bio-oil catalytic conversion, asproposed by Adjaye and Bakhshi.43
4.1.5. Summary. (1) Product yields and distributionsobtained from the catalytic cracking of pyrolysis bio-oils arehighly dependent upon operating conditions and catalyst type.(2) Biogasoline derived from pyrolysis bio-oil has higher
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725361

aromatic content than conventional gasoline. (3) Char andcoke formation is substantial, even at lower reaction temper-atures. These have been found to cause significant reactorplugging issues. (4) Bio-oil cracking leads to irreversible catalystdeactivation (dealumination) mainly because of the highoxygen content in the feed and, consequently, high water/steam content in the reaction medium. (5) HZSM-5 is aneffective catalyst to upgrade pyrolysis oil for the production oforganic distillates, overall hydrocarbons, and aromatics. HZSM-5 also yields less coke than other zeolites because of its highacidity.4.2. Co-processing of Bio-oil with Petroleum Feed-
stocks. While the catalytic cracking of pure bio-oils in a FCCunit presents major challenges, as discussed in the previoussection, co-processing such feedstocks with conventionalpetroleum-derived feedstocks might be a more practical option.However, prior to co-cracking bio-oils with petroleum feeds,they must undergo hydrotreatment to reduce the highconcentrations of heteroatoms (i.e., oxygen) to avoid rapidFCC catalyst deactivation. Hence, most published studies haveinvestigated the co-processing of hydrotreated biomass-derivedpyrolysis oils with conventional FCC feedstocks, namely,vacuum gas oil (VGO) or light cycle oil (LCO), to assess thesuitability of using hydrodeoxygenated bio-oils (HDO oils) aspotential FCC feedstocks. Moreover, it has been reported thatcatalytic cracking of HDO oils is more practical for thoseproduced at more severe hydroprocessing conditions. Themore the HDO oil is upgraded, the lower the coke and dry gasyields obtained during FCC.64 However, if co-fed withconventional VGO feedstocks in sufficient quantities, bio-oilsdo not require complete hydrodeoxygenation to eliminate thehighly reactive functional groups that lead to catalystdeactivation and unsuccessful FCC co-processing.64 In suchcases, HDO can be performed at lower temperatures and withless hydrogen.4.2.1. Conversion. The overall conversion obtained during
the co-processing of HDO oil and petroleum-based feedstocksdepends upon the type of the latter. For instance, Fogassy etal.,22 who used a fixed-bed reactor and a FCC equilibriumcatalyst containing about 15 wt % Y zeolite, noticed that higherconversions were attained during HDO oil/VGO mixtureexperiments versus those obtained using a pure VGO feed,especially at catalyst/oil ratios below 5. At higher catalyst/oilratios, the conversions obtained with the mixture and the pureVGO feeds were fairly similar. However, the opposite effect wasobserved when a bio-oil was co-processed with heavierpetroleum-based feed, such as vacuum residue. A studyinvolving the use of a petroleum feedstock with a final boilingpoint of 585 °C was performed by de Miguel Mercader et al.64
using a commercial equilibrium catalyst (E-CAT). Theseauthors observed that slightly higher catalyst/oil ratios wererequired to co-process HDO oil with the residue to obtainequivalent conversions to those attained with the pure residuefeed. In other words, using the same catalyst/oil ratios for themixture feed as those for the pure residue feed would result inlower conversions. It would be difficult to attribute thedifferences in the trends obtained from each study to thetype of the catalysts being used, because the properties of theequilibrium catalysts used in both studies were not specified.Another study on the co-cracking of a hydrotreated biomassflash pyrolysis liquid with LCO using various catalysts showedthat the conversion of this mixture was always lower than thatof the ordinary VGO, which ranged between 60 and 80 wt %.58
Thus, it can be generally concluded that the conversion ofnonconventional feedstocks is a complicated function of theirreactivity, interaction with petroleum-based compounds, andprocess conditions.It is expected that increasing the temperature results in
higher conversion of HDO oil/VGO feed mixtures. Indeed,Samolada et al.58 observed an increase in conversion of bio-oil/LCO mixtures from 18 to 32 wt %, when the temperature wasraised from 500 to 550 °C in a microactivity test (MAT) fixed-bed unit. However, they indicated that performing cracking ateven higher temperatures should be avoided to preventsecondary reactions that would lead to additional gas andcoke formation.
4.2.2. Product Properties. Co-processing bio-oils withconventional FCC feedstocks provides several disadvantageswith respect to fuel product properties. It was reported by Ikuraet al.65 that, as the concentration of HDO oil blended in dieselincreased, the cetane number decreased. Moreover, thecorrosivity of a HDO oil/diesel mixture was higher than thatof pure petroleum diesel, and the viscosity of the mixtureincreased as the fraction of HDO oil increased.66 However,blending HDO oil with petroleum fractions lowered the microcarbon residue (MCR) content.64 A low MCR content in theblend is usually an important prerequisite for co-processing butdoes not guarantee a desirable product yield structure. Otheradvantages of co-processing include an increase in thehydrogen/carbon ratio (H/C) and a reduction in reactivity ofoxygenated compounds, such as ketones and aldehydes.64
4.2.3. Product Distribution. Differences in the productdistributions obtained from the catalytic cracking of bio-oil/petroleum mixtures versus pure petroleum feeds are apparent.For example, bio-oil/VGO mixture feeds cracked in a fixed-bedreactor using an industrial FCC catalyst containing 15 wt % Yzeolite by Fogassy et al.22 provided higher low-value dry gas(H2, CO, CO2, and C1−C2) yields than a pure VGO feed, withethylene making up nearly 50% of the dry gas fraction and theCO concentration being very low. This finding was attributedto the more extensive thermal cracking of HDO oil and thedecomposition of oxygenates in the feeds. It was also reportedthat the yields of gaseous hydrocarbon compounds obtainedduring co-processing increased rapidly with conversion.22
Despite the greater amount of dry gas produced in co-processing, the hydrogen yield was lower than that in pureVGO catalytic cracking. This suggests that H2 is readilyconsumed in synergetic reactions that take place when bothbio-oil and VGO components are present in the feed. As aresult, more aromatics and coke are expected in the productpool of co-processing, which indeed has been observed inmultiple studies.58,67
There are some discrepancies in the literature with respect tothe yield of gasoline during co-processing. Fogassy et al.22
indicated that HDO oil/VGO mixtures are expected to producesimilar amounts of gasoline and LCO. Samolada et al.,58 on theother hand, reported that more gasoline than LCO by up to 5wt % was produced using the ReUSY catalyst during co-processing of hydrotreated bio-oil/LCO blends. This differencein observation can be largely attributed to the petroleumcomponent of the blends used in each study, because LCO isknown to yield less gasoline than VGO.58 With regard toliquefied petroleum gas (LPG) (C3−C4 compounds), less of itwas produced during co-processing. This fraction was reportedby Fogassy et al.22 to be rich in propylene (∼40%).
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725362

As previously mentioned, higher aromatic yields are expectedduring co-processing. This is mainly the case for the lightermonoaromatics, whereas the yields of di-, tri-, and tetra-aromatics obtained during co-processing were similar to thoseobtained during processing of pure VGO.22 With the synergeticreactions taking place during co-processing that lead toenhanced formation of aromatics via hydrogen transfer, lessolefins and more saturated compounds should be formed, asconfirmed by Lappas et al.67 Saturated compounds includenormal- and isoparaffins and saturated naphthenes. It wasobserved that the latter two types of hydrocarbons increasedduring co-processing, whereas normal-paraffins actually de-creased.58,67
4.2.4. Coke. The catalyst deactivation observed during theco-processing of HDO oil with petroleum-based fractions is notas severe or rapid as that witnessed during FCC of pure bio-oilfeedstocks but is still quite substantial, even with bio-oils thathave undergone hydrotreatment prior to the FCC step. Thisdeactivation can be attributed to the decrease in coke precursorcontent as the bio-oil is diluted by petroleum-derived feeds.64
Using this explanation, one would expect a higher coke yieldduring the co-cracking of HDO oil/VGO mixtures than withconventional FCC feeds. Indeed, Fogassy et al.22 reported thatmore coke was formed during co-processing than duringprocessing of pure VGO using an industrial FCC catalystcontaining 15 wt % Y zeolites. Samolada et al.58 reported thatthe addition of 15 wt % hydrodeoxygenated biomass flashpyrolysis liquid to LCO contributed to an increase in cokeformation by over 50%. Similar trends were observed with thecatalytic co-cracking of nonconventional hydrocarbon feedswith conventional feedstocks by Ng and Rahimi.68 Thechallenge with excessive coke is that it can block the catalystacid sites or lead to the blockage of the zeolite pores, which, inturn, leads to a decrease in the number of acid sites and causessignificant diffusional restrictions inside the catalystpores.34,69,70 Such effects would exacerbate the mass-transportlimitations, which are currently experienced with the catalyticcracking of heavier petroleum-derived feedstocks that containlarger molecules.31,71
It was also found that coke formation is not linearly relatedto the bio-oil content in the feed mixture, indicating that thereis a certain level of interaction between bio-oil and its productson one hand and petroleum feeds and their products on theother.64
4.2.5. Oxygenated Compounds. To convert biomass-derived molecules into liquid fuels, oxygen must be removedas CO, CO2, or water, with the latter requiring hydrogen.Because no external hydrogen is provided during catalyticcracking, hydrogen is made available through reactions,including steam reforming, water−gas shift, and directdehydrogenation of carbohydrates and hydrocarbons, asshown in Figure 3. These reactions lead to the formation ofcarbon oxides and coke.40 The decomposition of oxygenatedhydrocarbons occurs when either carbon−carbon bonds(decarboxylation) or carbon−oxygen bonds (decarbonylation)are broken or during water formation and hydrogenationreactions. It has been reported that decarbonylation is favoredover decarboxylation for saturated hydrocarbons, whereas thelatter is favored over the former for unsaturated hydrocarbons,such as those present in HDO oil. Therefore, when co-processing petroleum feedstocks with HDO oil, the formationof smaller oxygenated compounds, such as CO2 and CO, isexpected.72 As in the case of pure pyrolysis bio-oils, the
products obtained from catalytic cracking of HDO oil/petroleum feedstock blends contain oxygenated compounds.As expected with oxygenated feeds like HDO oil, the yields ofCO2 and H2O increase rapidly with conversion of the feedblends. Not only does operating at higher temperatures resultin a liquid oil product with a low oxygen content, but also thetransfer of organic components from the aqueous phase to theoil phase is promoted, as suggested by de Miguel Mercader etal.64 The formation of phenol and alkylphenol also increases atlow conversions but starts to decrease at higher conversions, asreported by Fogassy et al.22 This is because, at hightemperatures (>500 °C), dealkylation and dehydroxylation,which lead to the formation of benzene and alkylbenzenes, areenhanced.Carbon oxides in the gas product pool have been found to be
in minimal concentrations compared to water. This indicatesthat most oxygen is converted into water rather than carbonoxides, as confirmed by several studies.21,50,51,64
Although the co-processing of upgraded pyrolysis oils inrefineries constitutes a promising route toward the productionof greener transportation fuels, several challenges have to beaddressed before bio-oils can be co-processed in commercialFCC units. This remains as an important subject requiringfurther investigation.73
4.2.6. Effect on Process. Unlike processing pure bio-oil, nosignificantly negative effects on process operation have beenobserved during co-processing HDO oils with VGO. Forexample, while plugging was apparent during catalytic crackingof pure bio-oils, no plugging issues were encountered in co-processing experiments by de Miguel Mercader in a MAT unitusing a FCC equilibrium catalyst at 520 °C and catalyst/oilratios between 3 and 8.64 This may be due to the fact that thebio-oils were upgraded prior to being co-fed with VGO.Blending of the two feeds, however, raises potential concerns.Although there are no accounts in the literature indicatingcompatibility issues with bio-oil/VGO blending, it has beenreported that bio-oils from fast pyrolysis are insoluble inpetroleum-derived fuels due to the high water content in theformer. Thus, blending petroleum feedstocks with bio-oilsrequires the use of surfactants.65,74 This may not be a significantissue because diesel and middle-distillate fractions are productsof FCC and are not usually used as feedstocks.
4.2.7. Summary. (1) Lower catalytic cracking conversion isobtained with bio-oil/petroleum blends than with conventionalFCC feedstocks. (2) Co-processing bio-oil with petroleumfeedstocks yields more low-value dry gas than processingconventional FCC feedstocks. (3) Synergetic reactions takeplace during co-processing, leading to decreased formation ofolefins but increased formation of aromatics and saturatedcompounds via hydrogen transfer. (4) Catalyst deactivationduring co-processing of HDO oil with petroleum fractions isnot as severe as that during cracking pure bio-oil feedstocks butis still quite substantial even when bio-oils are pre-hydrotreated.(5) Coke formation is not linearly related to the bio-oil contentin the co-processed feed blend, indicating that there isinteraction between bio-oil and petroleum components/theirproducts. (6) The product from co-processing HDO oil andpetroleum feedstock blends contains oxygenated compounds,such as phenols and alkylphenols. (7) Oxygen in the feed blendis mainly converted to water.
4.3. Pure Vegetable Oils. In the study of the catalyticcracking of pure vegetable oils and the co-cracking of petroleumfeedstocks with these oils, whether edible or inedible, it is
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725363

important to understand the properties of the product streamsgenerated and the effect of processing on standard refineryequipment, such as FCC units.4.3.1. Conversion. Watkins et al.75 performed catalytic
cracking pilot plant runs using pure RSO and FCC equilibriumcatalysts. They found that higher conversions of RSO wereobtained compared to those attained using conventional FCCgas oil feedstocks. Similar results were achieved with pure palmoil and SBO. In fact, Dupain et al.34 reported almost completeconversion of the triglycerides after only 1 s of reaction timeand about 90% conversion of fatty acids after 5 s of reactiontime during catalytic cracking of pure RSO. These higherconversions may be attributed to the fact that free fatty acidcompounds are not diffusionally restricted in the catalyst porenetwork. Such compounds, which include C16- and C18-saturated straight-chain molecules, will therefore have relativelyhigh diffusivities compared to the large-diameter aromatics andnaphthenes that are present in conventional gas oil feeds.76
Hence, fatty acid compounds can access the acidic active sitesmore frequently.The high crackability of vegetable oils can also be attributed
to their low thermal stability. It has been shown that pure crudepalm oil undergoes thermal cracking by means of free radicalsin the preheating zone of the FCC reactor.77
4.3.2. Product Distribution. While higher conversions wereobtained in the catalytic cracking of pure vegetable oilscompared to petroleum feedstocks, similar conclusions cannotbe drawn with respect to gasoline yield, the primary product ofFCC. It has been reported that less gasoline is produced withRSO, SBO, and palm oil than with conventional feeds. Forinstance, the gasoline yield could only reach up to 40−50 wt %during catalytic cracking of palm oil using either compositemicro-/mesoporous zeolite catalysts or a commercial equili-brium catalyst, as reported by Sang et al.78 and Melero et al.,61
respectively. Taufiqurrahmi et al.79 also reported the gasolineyield of 40 wt % using nanocrystalline zeolite beta catalysts. Thegasoline yield from the catalytic cracking of conventional FCCfeedstock is nearly 60 wt % in commercial FCC riser units.80 Infact, Watkins et al.75 indicate that the gasoline yield tended tobe higher than the LCO yield when catalytically crackingvegetable oils, as shown in Table 8.Despite the lower amount of gasoline produced, it has been
reported that vegetable-oil-derived gasoline has higher researchand motor octane numbers (RON and MON, respectively)than conventional gasoline, because of the presence of more
aromatics in the product pool.81 In fact, Adjaye et al.82 obtaineda liquid product containing more than 95% aromatics in thecracking of canola oil with ZSM-5. Watkins et al.,75 on theother hand, reported lower octane numbers for biogasolineproduced from RSO, SBO, and palm oil cracking.One particular advantage that vegetable-oil-derived gasoline
has over conventional gasoline is its negligible contents ofsulfur and nitrogen, as reported by Pinho et al.81 This isexpected because vegetable oils are not a significant source ofeither of these impurities.The catalytic cracking of pure palm oil gives a total liquid
product (TLP) yield of almost 80 wt % in some cases, with asignificant portion of it (about 45−55 wt %) being LPG. Thiswas achieved by Tani et al.44 with an agitated flow reactionsystem and Katikaneni et al.83 with a fixed-bed microreactorunder atmospheric pressure and 400−500 °C. It is important tonote that the experiments in these studies were conducted overexcessive contact times, which may explain the higher yields ofthe lighter LPG fraction. Dupain et al.,34 on the other hand,who used short contact times in a microriser reactor, achievedover 70 wt % TLP with only 3 wt % LPG. Buzetzki et al.84
reported 85−90 wt % liquid product using a batch reactor, butthe reaction times again were extensively long, ranging from 20to 30 min. With respect to heavier products, Melero et al.38
reported fairly low LCO and decant oil yields with a MAT unit,10 and 2−3% of TLP, respectively.Hydrocarbon distribution analysis by Tani et al.44 with
catalytically cracked palm oil at 430 °C showed that C15hydrocarbons were the predominant species in the liquidproduct, which came from the acid group of the triglyceridemolecule. These results were obtained using both carbon andMgO-on-carbon catalysts. Other hydrocarbons, ranging fromC7 to C20, were observed in smaller quantities.With regard to gas yields, catalytic cracking of pure vegetable
oils produces a significant amount of gases. He et al.85 reported28−35 wt % vapor product during the cracking of ginger oilusing MFI, BEA, and FAU zeolites in a fixed-bed reactor attemperatures between 350 and 400 °C. Similar results wereachieved by Watkins et al.,75 as shown in Table 8. Whileincreasing the reaction temperature (500 °C) led to an increasein vegetable oil conversion,86,87 the amount of gaseous productsalso increased significantly. In fact, the difference in gas yieldbetween vegetable oil and petroleum cracking becomes evenlarger at such temperatures. This increase in gas productioncomes at the expense of the TLP yield, indicating that the liquidproduct is prone to overcracking at high temperatures.79 Li etal.60 performed catalytic cracking of pure CSO and observedthat increasing the process severity, whether by increasing thereaction temperature, reaction time, or catalyst/oil ratio,increased the gas yield but decreased the yield of light fueloil (<360 °C). This indicates that this product fraction is proneto overcracking into gases. As much as 30 wt % of dry gas wasformed at a temperature of 500 °C, residence time of 90 s, andcatalyst/oil ratio of 10.60 He et al.85 reported an increase in thevapor product yield, from 35 to 40 wt %, when the crackingtemperature was increased from 400 to 450 °C.With regard to the vapor product, it was reported that
vegetable oil cracking gave higher C1−C2 and propylene yieldsthan conventional petroleum feedstocks under similar con-ditions, as reported by Watkins et al.75 Bielansky et al.88
reported that more hydrocarbon gases were produced withvegetable oils, such as RSO, SBO and palm oil, than with VGO.
Table 8. Product Distribution Obtained from CatalyticCracking of Various Vegetable Oils and VGO at 538 °C andCatalyst/Oil Ratio of 275
rapeseed oil soybean oil palm oil VGO
conversion (wt %) 81 79 80 66hydrogen (wt %) 0.07 0.08 0.06 0.23C1−C2 (wt %) 2.3 2.6 2.4 1.3C3−C4 (LPG) 14.5 13.1 15.2 13.5gasoline 47.3 44.8 44.3 49.5light cycle oil 16.1 17.9 16.7 15.5heavy cycle oil 1.9 2.0 2.1 14.4bottoms 3.2 3.0 3.4 18.4coke 2.6 2.9 2.6 1.1MON 81.2 81.3 79.5 80.4RON 93.0 93.4 91.7 92.8
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725364

The main components of the gaseous product were ethene andpropene.Results from FCC pilot riser runs with pure SBO and
equilibrium FCC catalyst by Pinho et al.89 showed that crackingat extremely high temperatures of 620 °C favored the formationof ethylene, whereas cracking at conventional FCC temper-atures (580 °C) led to increased propylene production.Watkins et al.75 also observed enhanced yields of lighterhydrocarbons (C1−C3).A comparison between various vegetable oils shows that
palm oil cracking produces more LPG (most of which ispropylene) and light C2−C4 olefins than canola oil, SBO, andchicken fat. This is attributed to the higher concentrations ofpalmitic and stearic acids in palm oil.37 Dry gas yields are alsohigh, with ethylene being the predominant component (∼90%of dry gases formed).44,83 However, palm oil gives lowerhydrogen yields than other vegetable oils, as presented in Table8.75
4.3.3. Oxygenated Compounds. Water is the mainoxygenated compound produced during the catalytic crackingof vegetable oils. It was reported that the amount of waterformed during palm oil cracking using an equilibrium catalystwas about 10 wt %, almost twice that of CO and CO2combined (5 wt %).38 Similar results were obtained byMarker90 and Dupain et al.34 Tani et al.,44 on the otherhand, observed that the amount of CO2 generated was greaterthan that of water during palm oil cracking experiments, whichcould be attributed to the reaction system and the MgO-supported catalysts that promote decarboxylation of fatty acids.Water is formed via decarboxylation reactions, in which estersand fatty acids produce CO2 as the byproduct.
91 Water can alsobe formed during catalytic dehydration reactions of fatty acidsand esters.92 Carboxylic gases, usually in the ratio of 60:40 forCO/CO2, can be produced via decarbonylation reactions fromvarious oxygenated compounds, including ketones, aldehydes,fatty acids, and esters.91
4.3.4. Catalysts. The type of catalyst used in catalyticcracking of vegetable oil plays an important role with respect toconversion and overall product distribution. It has beenreported that HZSM-5 catalysts gave a very high biogasolineyield during palm oil cracking,93 because the high acidity of thismaterial greatly enhanced cracking reactions over otherreactions, such as hydrogen transfer. These acidic zeolitesalso promoted the cracking of palm oil to light olefins.94−96 Thesuperiority of HZSM-5 over other catalysts in the production ofbiofuels was confirmed by several comparative studies.Tamunaidu97 reported that HZSM-5 was more active thanmicroporous zeolite beta and produced more gasoline duringcracking of crude palm oil. It has been observed that MCM-41mesoporous materials provided favorable selectivities towardparticular liquid hydrocarbons, such as gasoline, kerosene, ordiesel. However, these catalysts gave lower conversion thanHZSM-5.98 The use of rare earth Y catalysts also promoted theformation of the organic liquid product, a significant portion ofwhich was gasoline.86 However, the conversion was also lowerthan that obtained using HZSM-5.Silica−alumina catalysts have been shown to provide high
conversions of vegetable oils, such as palm oil stearin and copraoil, and promote the formation of aromatics (∼60 wt %) andaliphatic hydrocarbons in the kerosene boiling range (∼30 wt%).99,100 Zinc chloride catalysts have been reported tocontribute to hydrogen-transfer reactions and the formationof hydrocarbons in the liquid phase. The addition of aluminum
to the catalyst also resulted in increased selectivity forbiofuels.6,101
He et al.85 compared the performance of different zeolites forcracking ginger oil at 400 °C. They reported that H-MFIzeolites provided a higher liquid product yield, includinggasoline range hydrocarbons, compared to H-FAU and H-BEAzeolites, while H-FAU produced the highest amount of gaseousproduct and coke.Spent catalysts have also been investigated during palm oil
cracking. While the main gaseous hydrocarbon products ofpalm oil cracking are C1−C3 species, spent catalysts generateless of these compounds. Instead, they tend to result in a fairlylarge amount of isobutene, suggesting that reactions on spentFCC catalysts (solid acid) are of the ionic type, while those onfresh/equilibrium catalysts are of the radical type.44
4.3.5. Effect on Process. Issues with processing vegetable oilin FCC units are not as evident as in conversion processes thatuse fixed-bed reactors. The good feed−catalyst contactestablished in FCC riser units prevents problems associatedwith the formation of large amounts of residue that are likely tooccur in fixed-bed reactors and cause plugging.77
4.3.6. Summary. (1) Higher catalytic cracking conversioncan be obtained with vegetable oils than with conventionalFCC gas oil feedstocks at the same conditions, which isattributable to the low thermal stability and high diffusion ratein catalyst pores of the fatty acids in vegetable oils. (2) Catalyticcracking of vegetable oils generates less gasoline and more gasthan conventional FCC feeds. However, vegetable-oil-derivedgasoline has higher RON/MON and lower sulfur/nitrogenthan petroleum gasoline. (3) Catalytic cracking of palm oilproduces less gasoline and hydrogen but more LPG than canolaoil, soybean oil, and chicken fat, because of the higher palmiticand stearic acid content in palm oil. (4) Water is the mainoxygenated compound produced during catalytic cracking ofvegetable oils. (5) Using HZSM-5 catalysts results in a higherbiogasoline yield than other zeolite catalysts.
4.4. Co-processing Vegetable Oils with PetroleumFeedstocks. 4.4.1. Conversion. Enhanced conversion wasobserved during catalytic cracking of blends of vegetable oil andconventional FCC feed compared to conventional feedstocksalone. This was confirmed by Watkins et al.75 during FCC pilotplant studies in which 7.5 and 15% of various vegetable oils(RSO, SBO, or palm oil) in VGO−residue were catalyticallycracked to achieve conversions 1−1.5 wt % higher than thoseobtained with the base VGO−residue feed. This increase inconversion may be attributed to the presence of triglyceridemolecules in the palm oil, which reduce the concentration ofdifficult-to-convert aromatic species.38
Watkins et al.75 also examined the effect of the catalyst/oilratio on conversion. They obtained 1−2 wt % higherconversion with 7.5 and 15% mixtures of SBO in VGO−residue than with VGO−residue alone at a catalyst/oil ratio of4. When the catalyst/oil ratio was increased to 8, the differencein conversion was decreased, while there was practically nodifference in conversion between the 7.5 and 15% SBO feedblends.75 Therefore, the effect of adding vegetable oils to thefeed diminishes as the catalyst/oil ratio increases. These resultsare illustrated in Figure 10.
4.4.2. Product Distribution. The addition of vegetable oil topetroleum feedstocks has an apparent effect on the overallproduct distribution. Bielansky et al.,102 using a ReUSY/ZXM-5catalyst at 500−600 °C, reported that, as the concentration ofRSO in the feed increased, the amount of dry gas produced
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725365

decreased, while gasoline yield remained fairly constant.However, the total fuel yield was lower by about 15 wt %compared to the yield obtained with pure VGO as a crackingfeed. Increasing the concentration of RSO in the feed blendalso increased the amount of LCO and residue produced.34,102
Similar results were achieved by Watkins et al.75 and Melero etal.,38 who observed that the product distribution was affectedconsiderably by the amount of vegetable oils in the feed. As thecontent of SBO in the feed is increased, the yields of gasoline,LCO, and decant oil tend to proportionally decrease, while theyields of dry gas, LPG, and water tend to proportionallyincrease. Melero et al.38 also reported similar trends in co-processing palm oil with VGO, especially at higher crackingtemperatures (565 °C). The triglyceride-based components ofthe feed mixture led to a reduced liquid product yield, especiallyfor the LCO and decant oil fractions.38 Watkins et al.,75 on theother hand, observed increases in propylene, gasoline, and LCOyields and a reduction in dry gas and hydrogen yields whenmore SBO, RSO, or palm oil was blended into conventionalpetroleum feedstocks.The yield response to the addition of vegetable oil into FCC
feedstocks also depends upon the properties of the base FCCfeed. It was observed that the addition of RSO into ahydrotreated VGO feed resulted in more gas and coke atsimilar conversions than when blending RSO into a non-hydrotreated feed, whereas the addition of RSO to a compositefeed produced less gas and coke at similar conversions.75 Gracaet al.103 confirmed in a model compound study that theinteraction of oxygenated compounds with hydrocarboncompounds depended upon the types of these hydrocarbons.They showed that, when catalytically cracked, phenol in n-heptane produces more coke than phenol in methycyclohexane.This conclusion may be extended to the cracking of vegetableoils with two types of petroleum feedstocks, one that is highlynaphthenic and the other that is highly paraffinic.The effect of different types of vegetable oil blends with
petroleum feedstocks on cracking product distribution wasstudied by Bielansky et al.88 using a commercial E-CAT in acontinuous FCC pilot plant. Blends of VGO with RSO, SBO,and palm oil were investigated, with these blends containing20−100% vegetable oils. It was observed that the gasoline yieldremained constant for the different feeds, ranging between 40and 43 wt %. The yield of vapor product, however, was thehighest with the palm oil/VGO blend and the lowest with theRSO/VGO blend. As for LCO and residue products, the
highest amount was produced with the SBO/VGO blend andthe lowest amount was produced with the palm oil/VGOblend. These differences in the product yields were morepronounced as the concentration of vegetable oil in the blendswas increased. Buzetzki et al.,104 on the other hand, did notobserve differences in product yields and properties whencracking RSO, SBO, sunflower oil, and jatropha oil feeds withvarious catalysts (NaY, clinoptilotite, and HZSM-5). This mightbe attributed to the fact that the cracking was performed undervery mild temperatures in a batch reactor.Process conditions also significantly affect the product
distribution obtained from the catalytic cracking of mixturesof vegetable oils and petroleum feedstocks. As the processseverity is increased, by increasing the catalyst/oil ratio forinstance, higher gas and coke yields are obtained while loweramounts of LCO and decant oil are produced.38 The maximumgasoline yield is also highly dependent upon the catalyst/oilratio. Melero et al.38 reported that processing pure palm oilprovided a maximum gasoline yield with a catalyst/oil ratio of2, whereas co-processing 30% palm oil in VGO provided amaximum gasoline yield with a catalyst/oil ratio of 3. Theseresults are different from those obtained when pure VGO iscracked, during which no maximum is observed.As in the case of catalytic cracking of conventional FCC
feeds,105 increasing the reaction time and temperature duringco-processing increases the amount of light fractions anddecreases the amount of heavy fractions produced. Dupain etal.34 reported higher dry gas and gasoline yields and lowerheavy cycle oil (HCO) and LCO yields when the crackingtemperature was increased from 465 to 525 °C using acommercial E-CAT. Furthermore, it was observed that, whiledry gases and gasoline were formed almost immediately at theonset of cracking experiments, the dry gas yield remainedconstant as the reaction time was increased. At the same time,the gasoline yield continued to increase with very limitedovercracking. The LCO yield, on the other hand, hardlychanged when the residence time was longer than 3 s.34
With regard to gasoline quality, it has been reported thatgasoline obtained from co-processing of RSO with petroleumfeedstocks was essentially oxygen-free with significantlyincreased RON and slightly increased MON as the RSOconcentration in the feed blend was increased.102 This was alsothe case when SBO was used in the blend.38 However, otherstudies suggested that the octane number of gasoline, especiallyMON, obtained from biofeed mixtures was consistently lowerthan that obtained from petroleum feeds because of the loweraromatics content in the former.75 Analysis of the paraffins,isoparaffins, olefins, naphthenes, and aromatics (PIONA)composition of gasoline produced from co-processing showedthat the contents of aromatics and unsaturated naphthenesincreased when more RSO was blended into the feed, while thecontents of saturated naphthenes, n-olefins, and isoparaffinstended to decline.102 The higher aromatics content in gasolineobtained by co-processing is due to the higher aromatizationrate of the unsaturated fatty acids because of the presence ofdouble bonds in the molecular structure. Hence, vegetable oilsthat have a significantly higher content of unsaturated fattyacids, such as RSO, produce more aromatic gasoline. In fact, asmuch as 40 wt % aromatics was obtained in gasoline and in theTLP.34 This increase in aromatics content supports theobservations made by Bielansky et al.102 with respect to thehigher octane numbers in the gasoline obtained by co-processing. Melero et al.38 also suggested that, under severe
Figure 10. Effect of the catalyst/oil ratio on conversion of RSO/VGOblends during catalytic cracking.75
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725366

experimental conditions (565 °C and 12 s reaction time),olefins had a tendency to undergo frequent cyclation,aromatization, and condensation reactions, which led to theirconversion into aromatics and coke. This observation issupported by the higher aromatic yield obtained during co-processing of palm-oil-based biofeeds. The increase inaromatics observed by Melero et al.38 mostly involved mono-and diaromatics, which ended up in the gasoline fraction andfurther enhanced the octane number. Melero et al.38 did,however, report a decrease in polyaromatics formation, which isdue to the lack of presence of these compounds in palm oil andall other vegetable oils. Hence, polymerization reactions arelimited. These observations were confirmed by catalyticcracking experiments conducted by Dupain et al.34 using pureoleic acid and saturated stearic acid. Their results suggested thatsaturated stearic acid was the main contributor to enhancedgasoline and gas yields during co-processing. Moreover, muchless aromatics and much more isoparaffins and iso-olefins wereobtained with stearic acid than with oleic acid, indicating thatoleic acid, as well as other unsaturated fatty acids, such aslinoleic and linolenic acids, are responsible for aromaticsformation.The lighter components in the gasoline fraction (C5−90 °C)
tend to increase with higher concentrations of palm oil in thefeed, whereas the heavier components (90−221 °C) tend todecrease. This is because most fatty acid molecules in palm oilare similar in length to molecules in LCO and are easilycracked. Moreover, because decant oil (C18−C30) is heavierthan LCO, its formation is mainly via polymerization reactions,which are quite rare in the case of fatty acids.38
The composition of dry gas is also affected by the presence ofbiofeed. Saturated C3−C4 hydrocarbon compounds have beenreported to decrease when the RSO concentration in the feed isincreased. All other gases, such as methane, ethane, ethylene,propylene, and butenes, tend to increase when more RSO ispresent in the feed.34,102 Moreover, it has been suggested thatthe presence of vegetable oils in the feed enhances olefinproduction compared to petroleum-derived feedstocks. This isdue to hydrogen transfer from hydrocarbon molecules to theavailable oxygen to form water.106
4.4.3. Coke. There are some discrepancies in the literature asto whether the addition of RSO into conventional feedstocksincreases or decreases the amount of coke formed. Watkins etal.75 reported that significantly less coke per unit conversionwas formed with a 7.5% RSO in VGO−residue feed than thatwith a pure VGO−residue. They also indicated that other typesof vegetable oils (such as palm and soybean) at the sameconcentrations also resulted in lower coke yields than the pureVGO−residue feed but not lower than that achieved by co-processing with RSO. Using 7.5% palm oil in the VGO−residuemixture, for instance, produced almost 1 wt % less coke thanusing conventional VGO−residues at the same conversion.Moreover, it was reported that increasing the content ofvegetable oil in VGO−residue mixture to 15% further reducedthe amount of coke formed for a given conversion.75 Work byother researchers, however, showed that coke formationincreased by as much as 6 wt % as the RSO content in themixture increased.34,102 These opposite trends in coke yieldmight be attributed to the differences in the petroleumfeedstocks used by each research group, since product yieldsin co-processing depend upon the properties of FCC feed, aspreviously discussed. The higher coke yields obtained byWatkins et al.75 are most likely due to the heavy residue in the
feed, which typically contains large aromatic molecules thatbehave as coke precursors. Adding vegetable oil to this heavyfeedstock dilutes the aromatic molecules and reduces theprobability of coking by polymerization and condensation.However, this might not be the case with the other two studiesin which only VGO was used as the petroleum component.Moreover, most of the coke is formed in the initial stage ofresidue cracking because some of the large free radicals formedby thermal cracking are not able to penetrate catalyst pores and,hence, are deposited on the catalyst external surface.107
4.4.4. Catalysts. The choice of catalyst is also a major factorinfluencing the product distribution. Dupain et al.34 inves-tigated the effect of ZSM-5 as an additive to an E-CAT. It wasfound that using E-CAT with ZSM-5 resulted in higher gasyield but lower LCO and gasoline yields compared to using E-CAT alone. The addition of ZSM-5 proved to enhance thecatalytic cracking of biomass-derived feedstocks, as previouslydiscussed.It was also reported that HZSM-5 gave the highest amounts
of organic liquid products compared to other catalysts, such asH−mordenite, H−Y, silicalite, aluminum-pillared clay, andsilica−alumina catalysts, in the catalytic conversion of canola oilto biofuels.99 However, aluminum-pillared clay gave the highestamount of olefins in the gaseous product.99
4.4.5. Oxygenated Compounds. It has been widely reportedthat water is the primary deoxygenated product when co-processing petroleum-based feedstocks with vegetable oils,especially when rapeseed or canola oil are used.94 Bielansky etal.102 observed the yield of water to be 13 times that of CO2,with such a difference increasing when larger concentrations ofRSO were used in the feed. In a separate study, Bielansky etal.88 reported that almost 20 times more water than carbondioxide was formed when mixtures of RSO, SBO, and palm oilwith VGO were cracked in a FCC pilot plant. While oxygenatesin the feed may evolve as gaseous products (i.e., carbon oxides),they may also be transformed into liquid products, such asketones, aldehydes, carboxylic acids, and furans, at lowlevels.34,38,108 Watkins et al.,75 however, did not observe anyoxygenated compounds in their liquid product.The effect of the vegetable oil concentration in co-processed
feedstocks on the amount of oxygenated compounds generatedis no different from that of any other biomass-derivedfeedstocks. Melero et al.38 observed that increasing the palmoil concentration in VGO increased the formation ofoxygenated compounds, as expected.
4.4.6. Summary. (1) Higher catalytic cracking conversioncan be obtained with vegetable oil and petroleum feedstockblends than with conventional FCC feeds. (2) Productdistribution is affected considerably by the relative amount ofvegetable oil added to co-processed blends. As the content ofvegetable oil in the feed increases, the yields of gasoline, LCO,and decant oil proportionally decrease, while those of dry gas,LPG, and water proportionally increase. (3) The product yieldsfrom co-processing also depend upon the properties of thepetroleum FCC feedstock. (4) Minor differences in productdistribution and composition are observed among variousvegetable oils blended with the same petroleum feedstock.These differences become more pronounced when the amountof vegetable oil component in the blend increases and/or whenhigher reaction temperatures are used. (5) Gasoline fromcatalytic cracking vegetable oils with a higher content ofunsaturated fatty acids, such as RSO, has a higher content ofaromatics and, consequently, a higher RON/MON than other
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725367

vegetable-oil-derived gasolines. (6) The oxygen in feed blendsis mainly converted to water. However, it may be transformedinto carbon oxides or liquid compounds, such as ketones,aldehydes, carboxylic acids, and furans, at low levels.4.5. WCO. Although the use of WCO has a number of
advantages from an environmental perspective, the catalyticcracking of these oils has been explored minimally in publishedstudies. Taufiqurrahmi et al.109 conducted catalytic crackingtests using a waste cooking palm oil (WCPO) with variousnanocrystalline zeolite (ZSM-5, Y, and beta) catalysts in a fixed-bed reactor at 400−500 °C. The conversion of WCPO rangedfrom 87 to 92 wt %, with the ZSM-5 zeolite catalyst providingthe highest conversion and the beta zeolite catalyst providingthe lowest conversion. Results showed that the optimal reactiontemperature for the maximum yield of organic liquid product(OLP) was around 460 °C. At higher temperatures, the OLPyield was lower because of overcracking reactions, resulting inan increased yield of gaseous product. The yield of the gasolinefraction produced within the OLP was also the highest, rangingfrom 33 to 37 wt % at the same temperature.Melero et al.38 investigated co-processing of WCO with
VGO using a MAT unit with an industrial FCC equilibriumcatalyst. It was observed that gasoline, LCO, and decant oilyields dropped with an increasing WCO content in the feed.The gasoline yield was decreased from 47 to 40 wt %, whereasthe LCO and decant oil yields was reduced from 20 to 12 wt %and from 9 to 3 wt %, respectively, as the WCO content wasincreased from 0 to 100% in the feed. However, there was aslight increase in LPG. As the amount of TLP was decreasedwhen the amount of WCO in the feed was increased, the totalaromatics content was increased, with most of the aromaticsending up in the gasoline fraction, resulting in a higher gasolineoctane number.38
Water formation during catalytic cracking of WCO issignificant. As indicated by Melero et al.,38 almost 5 wt %water was formed in co-processing 30% WCO in VGO and 11wt % water was formed in cracking pure WCO.Nam et al.110 compared the catalytic cracking of vegetable oil
sludge to pyrolysis of the same material. This sludge, abyproduct of vegetable oil processing factories, consisted of61% triglycerides, 37% free fatty acids, and 2% impurities. Itwas concluded that the catalytic cracking of the sludge in aMAT unit with a ZSM-5/MCM-41 catalyst was more “efficient”than the pyrolysis of the sludge because significantly higherconversion (82 versus 57 wt %) and selectivities for LPG (31versus 17 wt %) and gasoline (42 versus 29 wt %) were attainedfrom catalytic cracking. It also produced much less coke (3versus 19 wt %) and dry gas (7 versus 9 wt %) thanpyrolysis.110
4.6. Animal Fats. As mentioned earlier, only a few studieshave examined the catalytic cracking of animal fats. Melero etal.38 conducted catalytic cracking tests using pure animal fat aswell as blends of it with VGO in a MAT unit with anequilibrium catalyst. Tian et al.37 tested a blend of chicken fatand VGO as cracking feedstock for a two-stage riser FCC unitcontaining Y and ZSM-5 zeolite catalysts.Conversion of animal fats tends to be exceptionally high,
reaching almost 95 wt %, with the product consisting of drygases, LPG, gasoline, diesel oil, heavy oil, and coke.37
Therefore, the higher the concentration of fat in the feed, thehigher the overall feed conversion that can be achieved.It was found that the LPG yield was increased with increasing
concentrations of animal fat in the VGO feed, while the
gasoline, LCO, and decant oil yields were decreased. Melero etal.38 observed that changes in the yield of LPG (from 18 to 23wt %), gasoline (from 47 to 39 wt %), LCO (from 20 to 10 wt%), and decant oil (from 9 to 2 wt %) took place as the animalfat concentration in the feed was increased from 30 to 100%.This trend is expected because triglyceride-based biomassfeedstocks lack aromatics and refractory compounds. Thelimited amount of aromatics in the feed reduces the yield ofliquid products, especially LCO and decant oil, and enhancesthe formation of gases. Such trends are even more pronouncedin the case of animal fats, since they consist mainly of saturatedfatty acids.38
Despite the limited amount of aromatics in animal fats, thegasoline produced from catalytic cracking of animal fatcontained a significant amount of aromatics, as confirmed byMelero et al.,38 who observed an increase in aromatics contentin gasoline (60−70 wt %) with increasing animal fatconcentrations in VGO. Consequently, a high octane numberwas achieved (RON was above 95). High concentrations ofboth C7−C9 aromatics and C5−C6 olefins in gasoline weredetected, with the total reaching almost 85 wt %.37,111 The higharomatics concentration in gasoline can be attributed to eitherthe aryl groups in the feed, which remain unchanged aftercracking, or the aromatics that are produced via hydrogen-transfer, cyclization, and aromatization reactions.37 To furtherincrease the aromatics content in the product pool, pyrolysiscatalysts should be used proportionally to conventional FCCcatalysts, since the former is known for promoting cyclizationand aromatization reactions.112
The assessment of the properties of biogasoline producedfrom catalytic cracking of animal fat revealed that the levels ofgum, sulfur, aromatics, and benzene were acceptable. However,copper strip corrosion values and the induction period becauseof the effect of residual oxygen in the gasoline were quite high.The produced biodiesel, on the other hand, had acceptableacidity, copper strip corrosion values, oxidation stability, color,solidifying point, kinematic viscosity, and distillation range.37
As expected, the amount of water formed during the catalyticcracking of animal fat is also influenced by the concentration offat in the feed. Melero et al.38 reported that the water yieldincreased from 3 to 12 wt % when the animal fat concentrationin the feed went from 30 to 100%. The amounts of water andCO2 formed during the catalytic cracking of animal fats aregreater than those formed during the processing of vegetableoils, particularly palm oil and SBO.37
4.7. Oxygenated Model Compounds. Extensive workhas been dedicated to the study of individual modelcompounds.40,57,103,113−116 These studies, which involve thedevelopment of reaction mechanisms and kinetic models aswell as parameter estimation, offer an important understandingof the fundamentals of processing actual complex biofeedstocks.However, they provide only partial information on the reactionpathways and ignore the interaction between various groups ofcompounds during processing.5 Hence, the focus of the presentreview will be limited to research performed using mixtures ofmultiple model compounds to represent actual biomass-derivedfeedstocks, because such work represents a more realisticapproach to understand the processing of these biofeedstocks.A number of studies have investigated the formation of
undesirable species during the catalytic cracking of mixtures ofmodel compounds to identify these oxygenated compoundsand eliminate them via pyrolysis before processing in FCCunits. Gayubo et al.117 performed catalytic cracking with two
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725368

mixtures of oxygenated compounds in a fixed-bed reactor usingHZSM-5 zeolites. The mixtures, which contained one modelcompound as a representative for each major class ofoxygenates, consisted of acetone, acetic acid, methanol, 2-butanol, phenol, and acetaldehyde (mixture 1) and acetone,acetic acid, 2-methoxyphenol, 2-propanol, and furfural (mixture2). The authors discovered that catalyst deactivation wasextremely rapid and, consequently, the amount of productdecreased rather quickly. Furthermore, the reactor inlet ductswere blocked by carbonaceous deposits that were formedduring the reaction by thermal degradation of either furfural ormethoxyphenol or polymerization of the two compounds. Thisshows that one cannot draw correct conclusions usingindividual model compounds, because the presence of othercompounds may affect the conversion of all species in the feed.The presence of certain ketones, such as acetone, in model
compound mixtures also results in severe and irreversiblecatalyst deactivation due to the formation of coke thatselectively blocks the most acidic sites.40,73 Carboxylic acidsand alcohols, such as acetic acid and isopropyl alcohol, may alsocause catalyst deactivation, although the deactivation might bepartly reversible.40 Moreover, glycerol solutions were alsofound to give a significantly increased amount of cokecompared to VGO during catalytic cracking.40 Because mostoxygenated compounds might contribute to the formation ofcoke,73 it would be desirable to pre-separate certaincomponents, mainly oxyphenols, furfural, ketones, and theirderivatives, before converting bio-oil into hydrocarbons onacidic catalysts.117 Pre-FCC separation of ketones was alsorecommended by Guo et al.118 after examining the role ofketone components in pyrolysis bio-oil during catalytic crackingwith mixtures of ketone model compounds. It was found thatketones with smaller molecular weights were cracked easily,while those with larger molecular weights were more difficult toconvert.The interactions between various types of oxygenated model
compounds were also investigated to determine which type ofspecies has the greatest impact on conversion and productselectivity. Conversion and reactivity of phenols have beenfound to be quite low when they are mixed with other types ofcomponents and their converted products.5,57,119 On the otherhand, some compounds may promote the conversion of otherspecies. For instance, Gayubo et al.113 reported that thepresence of acetone in the feed enhanced the conversion ofacetic acid because of the autocatalytic effect of acetone.Understanding the effects of oxygenated compounds on
conventional gas oil feedstocks during co-processing is alsoimportant. Corma et al.40 studied several mixtures of VGO withglycerol solution in a MAT unit at 500 °C using variouscatalysts, including E-CAT, Al2O3, USY zeolite, ZSM-5, andSiC. They found that increasing the concentration of glycerol inthe feed reduced the conversion. Moreover, the addition ofglycerol affected the gasoline yield negatively but increased theLCO yield slightly. The authors explained these results in termsof the dilution effect of glycerol when it was mixed with VGO.Graca et al.,119 on the other hand, observed increases in overallconversion as well as fuel gas, LPG, and gasoline yields withmixtures of standard gas oil and different oxygenatedcompounds, including acetic acid, hydroxyacetone, and phenol,using the E-CAT/ZSM-5 catalyst. It was found that theconversion of gas oil itself (within the mixture) was not alteredsignificantly by the presence of the oxygenated modelcompounds. The reason for the higher gasoline yield obtained
by Graca et al.119 than that obtained by Corma et al.40 might bedue to the presence of phenols, since these compounds tend toundergo dehydration to form benzene, a component ofgasoline. However, this increase in the gasoline yield wascompromised by the reduced gasoline quality caused bybenzene.119
As previously discussed regarding the co-processing of bio-oils and petroleum feedstocks, the hydrogen produced duringcracking is also consumed in synergetic reactions. This was alsoobserved during the catalytic cracking of glycerol−VGOmixtures, because less hydrogen was produced in comparisonto the cracking of pure VGO or pure glycerol solution.40
Moreover, Pinho et al.89 performed experiments with 20%ethanol in gas oil and concluded that blending ethanol with gasoil favored ethane production, whereas pure ethanol processingfavored ethylene production. This indicates that the intimatecontact between ethanol and gas oil interfered with thedehydration reactions and promotes hydrogen transfer from gasoil to dehydrogenation products. Furthermore, the yields forboth CO and CO2 obtained during the conversion of glycerol−VGO mixtures were lower than expected, which supports thehypothesis of the existence of a synergetic effect during the co-processing of oxygenated compounds with petroleum gas oils.40
With regard to carbon oxides, it was shown by Graca et al.119
that acetic acid and gas oil mixtures provided higher yields ofCO2 and CO than mixtures of gas oil with eitherhydroxyacetone or phenol. This suggests that carboxylic acidsare the major contributors to the formation of these gases.A strong interaction between oxygenated compounds and
FCC zeolite catalysts, such as ZSM-5, was also observed duringthe catalytic cracking of model bio-oil compound mixtures withconventional feeds. Graca et al.119 conducted catalytic crackingwith mixtures of standard gas oil and various oxygenatedcompounds in a lab-scale unit under relevant FCC conditionsusing an equilibrium catalyst with and without a ZSM-5additive. They observed that the gas oil feed was preferentiallyadsorbed on the catalyst over the oxygenated compounds priorto the addition of ZSM-5. After introducing ZSM-5, the trendwas reversed, with the oxygenates being preferentially adsorbedon the catalyst. As a result, the role of ZSM-5 became lessimportant in the presence of oxygenated compounds for theconversion of olefins in the gasoline fraction into lighterfractions.119
5. CONCLUSIONThe decline in conventional crude oil, increasing global energydemand, and current legislature mandating the minimization ofthe carbon footprint associated with fuel production havepropelled studies in evaluating the options of processingbiomass materials to produce biofuels. In fact, studies onprocessing these materials using conventional technologies havebeen expanded quite rapidly over the past decade. The currentreview summarizes research work conducted in the area of fluidcatalytic cracking of biomass-derived feedstocks to assess theviability of using existing refinery operations to generatebiofuels.Most of the literature has focused on the processing of
pyrolysis bio-oils, while some of the literature has addressed thecatalytic cracking of vegetable oils. A few studies have examinedthe cracking of waste oils and animal fats. The nature andproperties of the biomass-derived oils play an important role inthe FCC process, especially with respect to conversion, productdistribution and yields, operations, and catalyst activity. Because
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725369

of their complexity and unstable nature, pyrolysis bio-oils tendto cause severe problems during FCC operation. Co-processingpetroleum feedstocks with bio-oils leads to significantformation of undesirable products (coke, tar, char, etc.),irreversible catalyst deactivation, and reactor plugging. Hence,pyrolysis oils may require hydrotreatment prior to processingor co-processing in FCC units. Moreover, there are substantialdifferences in product distributions obtained from the catalyticcracking of bio-oil/petroleum mixtures versus pure petroleumfeeds, because the former provides more low-value dry gasesand less TLP than the latter. In addition, biogasoline generatedfrom pyrolysis oils is highly aromatic.The catalytic cracking of vegetable oils yields more total
hydrocarbon liquid product, especially gasoline, than thecracking of pyrolysis bio-oils. Therefore, vegetable oils areadvantageous over pyrolysis bio-oils from a catalytic crackingperspective.With regard to co-processing, it has been shown that
conversion, product distribution, and product quality aresignificantly affected by the presence of vegetable oils inconventional FCC feeds. Co-processing vegetable oils withpetroleum feedstocks generally produces less liquid fuelproducts (gasoline and diesel) but improves product quality(high octane and cetane numbers). The use of the HZSM-5catalyst as an additive/catalyst is effective to upgrade biomass-derived oils for enhanced production of organic distillates andfuels.Although several studies have investigated the catalytic
cracking of biomass-derived oils and their blends withconventional petroleum feedstocks, there are still importantknowledge gaps to be filled in this research area to achievecommercial application. These gaps include but are not limitedto compatibilities of different bio-oils with conventionalpetroleum feedstocks, the effects of bio-oil species oncompeting FCC reaction mechanisms, and the heterogeneouskinetic modeling of the catalytic cracking of bio-oil/petroleumfeedstock mixtures. All of these are directly related to the designand operation of commercial FCC units.Another equally important research subject is the hydro-
processing of bio-oils and their blends with conventionalpetroleum feedstocks. A separate review has been conducted bythe authors to summarize the related research progress andfindings in the last 2 decades.
■ AUTHOR INFORMATIONCorresponding Author*Telephone: 780-987-8746. Fax: 780-987-5349. E-mail:[email protected] authors declare no competing financial interest.
■ ACKNOWLEDGMENTSPartial funding for this study was provided by the CanadianInterdepartmental Program of Energy Research and Develop-ment (PERD). Technical and editorial comments/suggestionsby Dr. Craig Fairbridge and Dr. Edward Little are greatlyappreciated.
■ NOMENCLATUREACE = advanced cracking evaluationBTY = billion tons per yearCSO = cottonseed oil
E-CAT = equilibrium catalystFCC = fluid catalytic crackingGHG = greenhouse gasH/C = hydrogen/carbon ratioHCO = heavy cycle oilHDO = hydrodeoxygenationLCO = light cycle oilLPG = liquefied petroleum gasMAT = microactivity testMCR = micro carbon residueMON = motor octane numberOLP = oil liquid productPERD = Program of Energy Research and DevelopmentPIONA = paraffins, isoparaffins, olefins, naphthenes, andaromaticsRON = research octane numberRSO = rapeseed oilSBO = soybean oilTLP = total liquid productVGO = vacuum gas oilWCO = waste cooking oilWCPO = waste cooking palm oil
■ REFERENCES(1) Butler, E.; Devlin, G.; Meier, D.; McDonnell, K. RenewableSustainable Energy Rev. 2011, 15, 4171−4186.(2) Bridgwater, A. V. Biomass Bioenergy 2012, 38, 68−94.(3) Mortensen, P. M.; Grunwaldt, J. D.; Jensen, P. A.; Knudsen, K.G.; Jensen, A. D. Appl. Catal., A 2011, 407, 1−19.(4) Adjaye, J. D.; Bakhshi, N. N. Fuel Process. Technol. 1995, 45, 161−183.(5) Adjaye, J. D.; Bakhshi, N. N. Biomass Bioenergy 1995, 8, 265−277.(6) Ong, Y. K.; Bhatia, S. Energy 2010, 35, 111−119.(7) Elliott, D. C. Energy Fuels 2007, 21, 1792−1815.(8) Marsman, J. H.; Wildschut, J.; Mahfud, F.; Heeres, H. J.Chromatogr. J. 2006, 1150, 21−27.(9) Stoikos, T. Upgrading of biomass pyrolysis liquids to high valuechemicals and fuel additives. In Biomass Pyrolysis Liquids, Upgradingand Utilisation; Bridgwater, A. V., Grassi, G., Eds.; Elsevier:Amsterdam, The Netherlands, 1991.(10) Bridgwater, A. V.; Bridge, S. A. A review of biomass pyrolysisand pyrolysis technologies. In Biomass Pyrolysis Liquids, Upgrading andUtilisation; Bridgwater, A. V., Grassi, G., Eds.; Elsevier: Amsterdam,The Netherlands, 1991.(11) Baker, E. G.; Elliott, D. C. Research in thermochemical biomassconversion. In Research in Thermochemical Biomass Conversion;Bridgwater, A. V., Kuester, J. L., Eds.; Elsevier: Amsterdam, TheNetherlands, 1988; p 883.(12) Sheu, Y.; Anthony, R. G.; Soltes, E. J. Fuel Process. Technol. 1988,19, 31−50.(13) Maggi, R.; Delmon, B. Coal Sci. Technol. 1995, 24, 885.(14) Oasmaa, A.; Sipila, K. Thermochemical biomass process. Bio-oilproduction and utilization. In Proceedings of the EU−CanadianWorkshop Thermal Biomass Processing; Bridgwater, A. V., Hogan, E.H., Eds.; CPL Press: Newbury, U.K., 1996; p 175.(15) Milne, T.; Agblevor, F.; Davis, M.; Deutch, S.; Johnson, D. Areview of chemical composition of fast pyrolysis oils. In Developmentsin Thermochemical Biomass Conversion; Bridgwater, A. V., Bookok, D.G. B., Eds.; Blackie Academic and Professional: Glasgow, Scotland,U.K., 1997; p 409.(16) Oasmaa, A.; Peacocke, G. V. C. A Guide to Physical PropertyCharacterisation of Biomass Derived Fast Pyrolysis Liquids; VTTTechnical Research Centre of Finland Publication: Espoo, Finland,2001; Vol. 405.(17) Bertero, M.; de la Puente, G.; Sedran, U. Fuel 2012, 95, 263−271.
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725370

(18) Holmgren, J.; Marinageli, R.; Nair, P.; Elliott, D. C.; Bain, R.Hydrocarbon Process. 2008, 95−103.(19) Zhang, Q.; Chang, J.; Wang, T.; Xu, Y. Energy Convers. Manage.2007, 48, 87−92.(20) Vitolo, S.; Seggiani, M.; Frediani, P.; Ambrosini, G.; Politi, L.Fuel 1999, 78, 1147−1159.(21) Williams, P. T.; Horne, P. A. Biomass Bioenergy 1994, 7, 223−236.(22) Fogassy, G.; Thegarid, N.; Toussaint, G.; van Veen, A. C.;Schuurman, Y.; Mirodatos, C. Appl. Catal., B 2010, 96, 476−485.(23) Adjaye, J. D.; Sharma, R. K.; Bakhshi, N. N. Proceedings of theConference on Advances in Thermochemical Biomass Conversion; BlackieAcademic and Professional: Glasgow, Scotland, U.K., 1992; pp 1032−1046.(24) Vitolo, S.; Bresci, B.; Seggiani, M.; Gallo, M. G. Fuel 2001, 80,17−26.(25) Demirbas, A. Energy Sources, Part A 2010, 32, 628−636.(26) Sheehan, J.; Camobresco, V.; Duffield, J.; Graboski, M.;Shapouri, H. Life Cycle Inventory for Biodiesel and Petroleum Diesel forUse in an Urban Bus; U.S. Department of Agriculture and U.S.Department of Energy: Washington, D.C., May 1998.(27) No, S. Renewable Sustainable Energy Rev. 2011, 15, 131−149.(28) Singh, S. P.; Singh, D. Renewable Sustainable Energy Rev. 2010,14, 200−216.(29) Demirbas, A. Energy Convers. Manage. 2009, 50, 14−34.(30) Balat, M. Energy Sources, Part A 2006, 28, 855−864.(31) Al-Sabawi, M.; de Lasa, H. AIChE J. 2009, 55, 1538−1558.(32) Canola Council of Canada. Comparison of Dietary Fats Chart;http://www.canola-council.org/canola_resources/product45.aspx (ac-cessed March 3, 2012).(33) Sebos, I.; Matsoukas, A.; Apostolopoulos, V.; Papayannakos, N.Fuel 2009, 88, 145−149.(34) Dupain, X.; Costa, D. J.; Schaverien, C. J.; Makkee, M.; Moulijn,J. A. Appl. Catal., B 2007, 72, 44−61.(35) Nutter, M. K.; Lockhart, E. E.; Harris., R. S. J. Am. Oil Chem. Soc.1943, 20, 231−234.(36) National Research Council. Fat Content and Composition ofAnimal Products; National Academy of Science: Washington, D.C.,1976; p 203.(37) Tian, H.; Li, C.; Yang, C.; Shan, H. Chin. J. Chem. Eng. 2008, 16,394−400.(38) Melero, J. A.; Clavero, M. M.; Calleja, G.; Garcia, A.; Miravalles,R.; Galindo, T. Energy Fuels 2010, 24, 707−717.(39) Sadeghbeigi, R. Fluid Catalytic Cracking Handbook, 2nd ed.; GulfPublishing: Houston, TX, 2000.(40) Corma, A.; Huber, G. W.; Sauvanaud, L.; O’Connor, P. J. Catal.2007, 247, 307−327.(41) Cerqueira, H. S.; Caeiro, G.; Costa, L.; Ramoa Ribeiro., F. J.Mol. Catal. A: Chem. 2008, 292, 1−13.(42) Al-Sabawi, M.; de Lasa, H. Fuel 2012, 96, 511−523.(43) Adjaye, J. D.; Bakhshi, N. N. Fuel Process. Technol. 1995, 45,185−202.(44) Tani, H.; Hasegawa, T.; Shimouchi, M.; Asami, K.; Fujimoto, K.Catal. Today 2011, 164, 410−414.(45) Bulushev, D. A.; Ross, J. R. H. Catal. Today 2011, 171, 1−13.(46) Leng, T. Y.; Mohamed, A. R.; Bhatia, S. Can. J. Chem. Eng. 1999,77, 156−162.(47) Adjaye, J. D.; Bakhshi, N. N. Biomass Bioenergy 1995, 8, 131−149.(48) Diebold, J.; Scahill, J. Production of primary oils in a vortexreactor. In Pyrolysis Oils from Biomass: Producing, Analysing andUpgrading; Soltes, J., Milne, T. A., Eds.; American Chemical Society(ACS): Washington, D.C., 1988; ACS Symposium Series, Vol. 376,Chapter 4, pp 31−40.(49) Evans, R. J.; Milne, T. A. Molecular-beam, mass-spectrometricstudies of wood vapor and model compounds over an HZSM-5 catalyst, in:Soltes, J.; Milne, T.A. (Eds.), Pyrolysis oils from biomass: producing,analysing and upgrading, ACS Symposium Series 376, Washington,D.C., 1988; pp 328−341.
(50) Horne, P. A.; Williams, P. T. J. J. Anal. Appl. Pyrolysis 1995, 34,65−85.(51) Horne, P. A.; Williams, P. T. J. J. Anal. Appl. Pyrolysis 1995, 34,87−108.(52) Sharma, R. K.; Bakhshi, N. N. Energy Fuels 1993, 7, 306−314.(53) Guo, X. Y.; Yan, Y. J. Chem. React. Eng. Technol. 2005, 21, 227−233.(54) Guo, X. Y.; Yan, Y. J.; Li, T. C.; Ren, Z. W.; Yuan, C. M. Chin. J.Process Eng. 2003, 3, 91−95.(55) Milne, T. A.; Evans, R. J.; Filley, J. Molecular beam massspectrometric studies of HZSM-5 activity during wood pyrolysisproduct conversion. In Research in Thermochemical Biomass Conversion;Bridgwater, A. V., Kuester, J. L., Eds.; Elsevier: Amsterdam, TheNetherlands, 1988; p 910.(56) Chang, C. D.; Lang, W. H.; Smith, R. L. J. Catal. 1979, 56, 169−173.(57) Gayubo, A. G.; Aguayo, A. T.; Atutxa, A.; Aguado, R.; Bilbao, J.Ind. Eng. Chem. Res. 2004, 43, 2610−2618.(58) Samolada, M. C.; Baldauf, W.; Vasalos, I. A. Fuel 1998, 77,1667−1675.(59) Horne, P. A.; Williams, P. T. Fuel 1996, 75 (9), 1043−1050.(60) Li, H.; Shen, B.; Kabalu, J. C.; Nchare, M. Renewable Energy2009, 34, 1033−1039.(61) Dejaifve, P.; Vedrine, J. C.; Bolis, V.; Derouane, E. G. J. Catal.1980, 63, 331−345.(62) Rollman, L. D.; Walsh, D. E. J. Catal. 1979, 56, 139−140.(63) Gong, F.; Yang, Z.; Hong, C.; Huang, W.; Ning, S.; Zhang, Z.;Xu, Y.; Li, Q. Bioresour. Technol. 2011, 102, 9247−9254.(64) de Miguel Mercader, F.; Groeneveld, M. J.; Kersten, S. R. A.;Way, N. W. J.; Schaverien, C. J.; Hogendoorn, J. A. Appl. Catal., B2010, 96, 57−66.(65) Ikura, M.; Stanciulescu, M.; Hogan, E. Biomass Bioenergy 2003,24, 221−232.(66) Huber, G. W.; Iborra, S.; Corma, A. Chem. Rev. 2006, 106,4044−4098.(67) Lappas, A. A.; Bezergianni, S.; Vasalos, I. A. Catal. Today 2009,145, 55−62.(68) Ng, S. H.; Rahimi, P. M. Energy Fuels 1991, 5, 595−601.(69) Arandes, J. M.; Torre, I.; Azkoiti, M. J.; Erena, J.; Bilbao, J.Energy Fuels 2008, 22, 2149−2156.(70) Guisnet, M.; Magnoux, P. Appl. Catal., A 2001, 212, 83−96.(71) Al-Sabawi, M.; Atias, J. A.; de Lasa, H. Ind. Eng. Chem. Res. 2008,47, 7631−7641.(72) Osmont, A.; Catoire, L.; Gokalp, I.; Swihart, M. T. Energy Fuels2007, 21, 2027−2032.(73) Domine, M. E.; van Veen, A. C.; Schuurman, Y.; Mirodatos, C.ChemSusChem 2008, 1, 179−181.(74) Chiaramonti, D.; Bonini, M.; Fratini, E.; Tondi, G.; Gartner, K.;Bridgwater, A. V.; Grimm, H. P.; Soldaini, I.; Webster, A.; Baglioni, P.Biomass Bioenergy 2003, 25, 85.(75) Watkins, B.; Olsen, C.; Sutovich, K.; Deady, J.; Petti, N.;Wellach, S. Hydrocarbon Eng. 2009, 14 (1), 49−58.(76) Al-Khattaf, S.; Atias, J. A.; Jarosch, K.; de Lasa, H. Chem. Eng.Sci. 2002, 57, 4909−4920.(77) Twaiq, F. A.; Zabadi, N. A. M.; Bhatia, S. IIUM Eng. J. 2001, 2,13−21.(78) Sang, O. Y.; Twaiq, F.; Zakaria, R.; Mohamed, A.; Bhatia, S.Energy Sources, Part A 2003, 28, 337−342.(79) Taufiqurrahmi, N.; Mohamed, A.; Bhatia, S. Chem. Eng. J. 2010,163, 413−421.(80) McKetta, J. J. Petroleum Processing Handbook; Marcel Dekker,Inc.: New York, 1992.(81) Pinho, A.; Ramos, J. A.; Maeshiro, K.; Mendes, F. L. Proceedingsof the National Petrochemical and Refiners Association (NPRA)International Petrochemical Conference; San Diego, CA, March 9−11,2008; pp 525−533.(82) Adjaye, J. D.; Katikaneni, S. P. R.; Bakhshi, N. N. Can. J. Chem.Eng. 1995, 73, 484−497.
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725371

(83) Katikaneni, S. P. R.; Adjaye, J. D.; Idem, R. O.; Bakhshi, N. N.Ind. Eng. Chem. Res. 1996, 35, 3332−3346.(84) Buzetzki, E.; Sidorova, K.; Cvengrosova, Z.; Kaszonyi, A.;Cvengros, J. Fuel Process. Technol. 2011, 92, 1623−1631.(85) He, Y.; Barnes, S. E.; Crunkleton, D. W.; Price, G. L. Fuel 2012,96, 469−475.(86) Tamunaidu, P.; Bhatia, S. Bioresour. Technol. 2007, 98, 3593−3601.(87) Ooi, Y. S.; Bhatia, S. Microporous Mesoporous Mater. 2007, 102,310−317.(88) Bielansky, P.; Weinert, A.; Schonberger, C.; Reichhold, A. FuelProcess. Technol. 2011, 92, 2305−2311.(89) Pinho, A.; Ramos, J. A.; Maeshiro, K.; Mendes, F. L. 19th WorldPetroleum Congress: A World in Transition: Delivering Energy forSustainable Growth; Energy Institute: London, U.K., 2008; Vol. 2, pp803−808.(90) Marker, T. L. Cracking process for the production of C2−5olefins and hydrocarbons useful in gasoline fuels from bio-renewablefeedstocks such as vegetable oils. U.S. Patent Application Publication2007; CODEN: USXXCO US 2007015947 A1 20070118 Application:US 2006-432012 20060511. Priority: US 2005-682722 20050519.CAN 146:142279 AN 2007:61884.(91) Idem, R. O.; Latikaneni, S. P. R.; Bakhshi, N. N. Energy Fuels1996, 10, 3332−3346.(92) Chang, C. D.; Silvestri, A. J. J. Catal. 1977, 47, 249−259.(93) Ooi, Y. S.; Zakaria, R.; Mohamed, A. R.; Bhatia, S. Energy Fuels2004, 18, 1555−1561.(94) Yarlagadda, P. S.; Hu, Y. L.; Bakhshi, N. N. Ind. Eng. Chem. Prod.Res. Dev. 1986, 25, 251−257.(95) Ke, M.; Wang, X. Q.; Zhang, F. M. Chin. J. Chem. Eng. 2003, 11,671−676.(96) Wang, F.; Wang, W. C.; Huang, S. P.; Teng, J. W.; Xie, Z. K.Chin. J. Chem. Eng. 2007, 15, 376−386.(97) Tamunaidu, P. Biofuel production from crude palm oil and usedpalm oil in a transport riser catalytic reactor. Master’s Thesis,Universiti Sains Malaysia, Penang, Malaysia, 2006.(98) Twaiq, F. A.; Mohamed, A. R.; Bhatia, S. Fuel Process. Technol.2004, 85, 1283−1300.(99) Katikaneni, S. P. R.; Adjaye, J. D.; Bakhshi, N. N. Can. J. Chem.Eng. 1995, 73, 484−497.(100) Pioch, D.; Lozawa, M.; Rasoanatoandro, C.; Graile, S.;Geneste, P.; Guida, A. Oleagineaux 1993, 48, 289−291.(101) Ooi, Y. S.; Zakaria, R.; Mohamed, A. R.; Bhatia, S. Catal.Commun. 2004, 5, 441−445.(102) Bielansky, P.; Reichhold, A.; Schonberger, C. Chem. Eng.Process. 2010, 49, 873−880.(103) Graca, I.; Fernandes, A.; Lopes, J. M.; Ribeiro, F.; Laforge, S.;Magnoux, P.; Ramoa Ribeiro, F. Fuel 2011, 90, 467−476.(104) Buzetzki, E.; Sidorova, K.; Cvengrosova, Z.; Cvengros, J. FuelProcess. Technol. 2011, 92, 2041−2047.(105) Al-Sabawi, M.; Atias, J. A.; de Lasa, H. Ind. Eng. Chem. Res.2006, 45, 1583−1593.(106) U.S. Congress. Energy Independence and Security Act of 2007;U.S. Congress: Washington, D.C., 2007; p 1491.(107) Dupain, X.; Makkee, M.; Moulijn, J. A. Appl. Catal., A 2006,297, 198−219.(108) Couch, K. Refining biofeedstock: Innovation for renewablegasoline and olefins. Europe FCC Technology Conference; GraceDivision Refining Technologies: Rome, Italy, 2007.(109) Taufiqurrahmi, N.; Mohamed, A. R.; Bhatia, S. Bioresour.Technol. 2011, 102, 10686−10694.(110) Nam, L. T. H.; Vinh, T. Q.; Loan, N. T. T.; Tho, V. D. S.;Yang, X.-Y.; Su, B.-L. Fuel 2011, 90, 1069−1075.(111) Idem, R. O.; Katikaneni, S. P. R.; Bakhshi, N. N. Fuel Process.Technol. 1997, 51, 101−125.(112) Weisz, P. B.; Haag, W. O.; Rodewald, P. G. Science 1979, 206,57−58.(113) Gayubo, A. G.; Aguayo, A. T.; Atutxa, A.; Aguado, R.; Olazar,M.; Bilbao, J. Ind. Eng. Chem. Res. 2004, 43, 2619−2626.
(114) Chen, N. Y.; Degnan, J. T. F.; Koenig, L. R. CHEMTECH1986, 16, 506−511.(115) Chantal, P. D.; Kaliaguine, S.; Grandmaison, J. L. Appl. Catal.1985, 18, 133−145.(116) Graca, I.; Lopes, J. M.; Ribeiro, F.; Ramoa Ribeiro, F;Cerqueira, H. S.; de Almeida, M. B. B. Appl. Catal., B 2011, 101, 613−621.(117) Gayubo, A. G.; Aguayo, A. T.; Atutxa, A.; Valle, B.; Bilbao, J. J.Chem. Technol. Biotechnol. 2005, 80, 1244−1251.(118) Guo, Z.; Wang, S.; Zhu, Y.; Li, X.; Luo, Z. Proceedings of theAsia-Pacific Power and Energy Engineering Conference, APPEEC 2010;Chengdu, China, March 28−31, 2010; 5448408.(119) Graca, I.; Ribeiro, F. R.; Cerqueira, H. S.; Lam, Y. L.; deAlmeida, M. B. B. Appl. Catal., B 2009, 90, 556−563.
Energy & Fuels Review
dx.doi.org/10.1021/ef3006417 | Energy Fuels 2012, 26, 5355−53725372








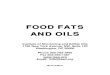




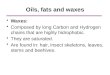



![Shakti oils-fats[1]](https://img.dokumen.tips/doc/110x75/55a0d8121a28ab59748b47a8/shakti-oils-fats1.jpg)