Embed Size (px)
Citation preview
8. PRECIZIA ŞI CONTROLUL FILETELOR
8.1 PRECIZIA ŞI CONTROLUL FILETELOR METRICE
8.1.1 Elementele dimensionale ale filetelor metrice
Dintre parametrii filetului metric ISO, trei sunt principali, având un rol prependerent
asupra funcţionării acestuia, Figura 8.1, [1-3], [11].
a) b)
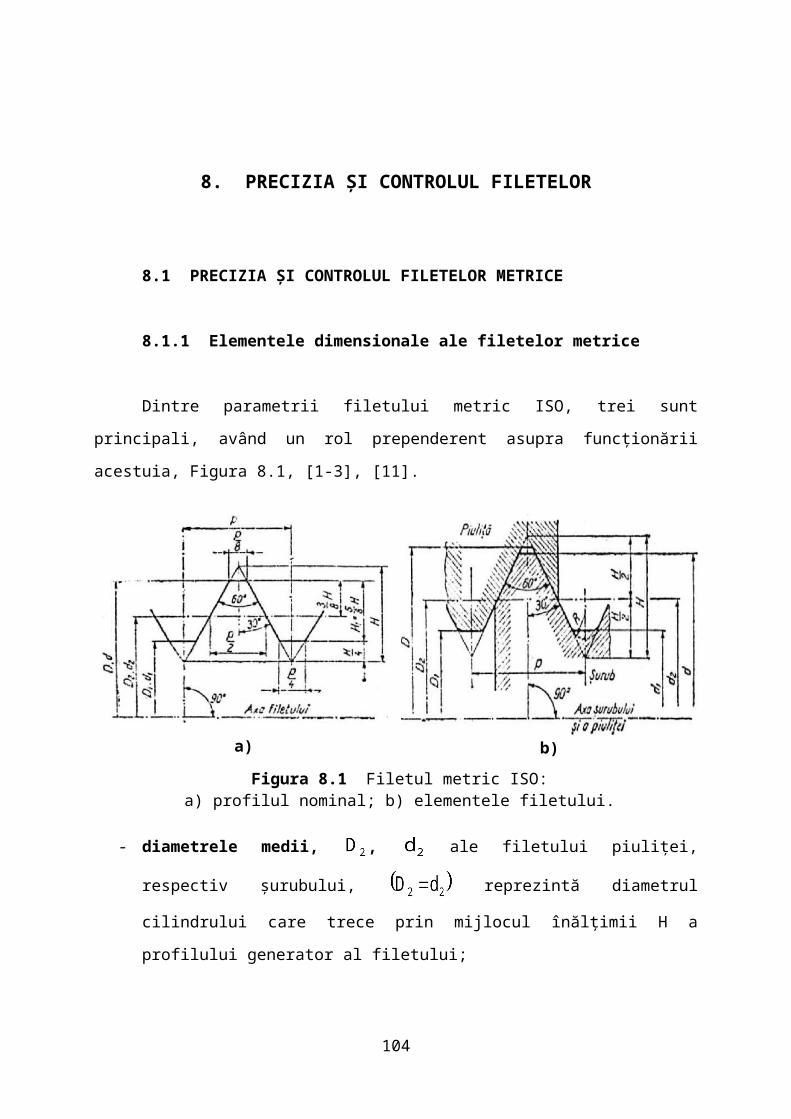
Figura 8.1 Filetul metric ISO:a) profilul nominal; b) elementele filetului.
- diametrele medii, , ale filetului piuliţei, respectiv şurubului, reprezintă
diametrul cilindrului care trece prin mijlocul înălţimii H a profilului generator al
filetului;
- pasul, p reprezintă distanţa dintre două puncte omoloage, de pe două flancuri
consecutive, măsurată într-un plan median, paralel cu axa filetului;
- unghiul filetului, α reprezintă unghiul dintre flancuri, măsurat într-un plan
care trece prin axa suprafeţei filetate; este mai indicat să se considere semiunghiul,
α/2 deoarece acesta asigură simetria flancurilor.
În cazul înşurubării corecte, filetele piuliţei şi şurubului se sprijină reciproc pe
flancuri. Este mai bine ca sprijinul să se facă pe flancuri, chiar cu joc, decât pe vârfuri,
104
deoarece în acest din urmă caz, contactul dintre filete fiind redus are loc o deteriorare a
vârfurilor.
Iată de ce, restul parametrilor filetului au o importanţă mai mică din punct de vedere al
contactului pe flancuri, având însă un rol asupra rezistenţei pieselor.
Se deosebesc, [1], [4-6], [8-9], [11], [16]:
- diametrul exterior al filetului şurubului, d;
- diametrul exterior al filetului piuliţei, D (numit şi diametru nominal);
- diametrul interior al filetului şurubului, ;
- diametrul exterior al filetului piuliţei, ;
- raza de racordare la vârfurile filetului piuliţei, R;
- un parametru derinat îl constituie unghiul de înclinare a elicei:
. (8.1)
8.1.2 Corecţiile diametrului mediu datorate abaterilor de pas şi de unghi
ale profilului
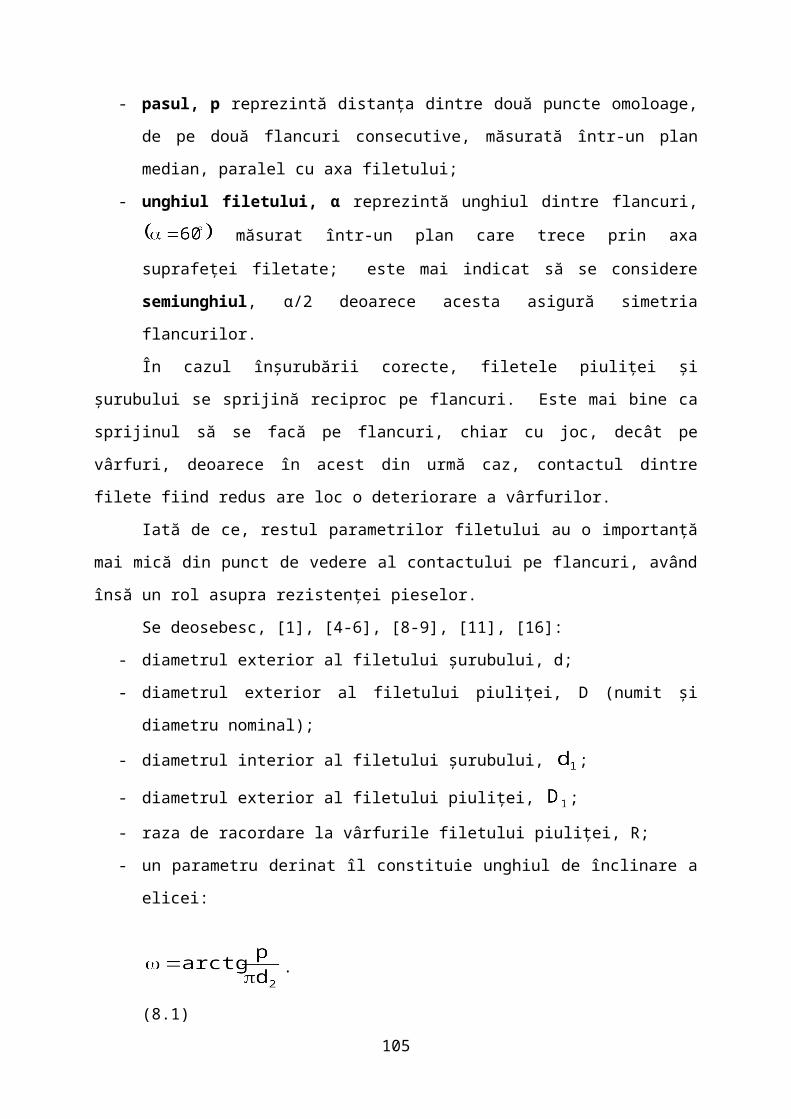
Pentru a fi posibilă înşurubarea filetului şurubului în cel al piuliţei este necesar ca
amplasarea câmpurilor de toleranţă ale acestora să fie de o parte şi de alta a profilului nominal
al filetului, considerat ca profil zero (similar aşezărilor H şi h de la ajustaje cilindrice netede),
Figura 8.2.
Figura 8.2 Câmpurile de toleranţă ale filetului de la piuliţă şi şurub
105
Şurub
Ca urmare, la orice abatere a pasului p şi semiunghiului α/2, pentru ca înşurubarea să
fie posibilă, este necesară mărirea corespunzătoare a diametrului mediu efectiv al piuliţei,
sau micşorarea diametrului mediu efectiv al şurubului, .
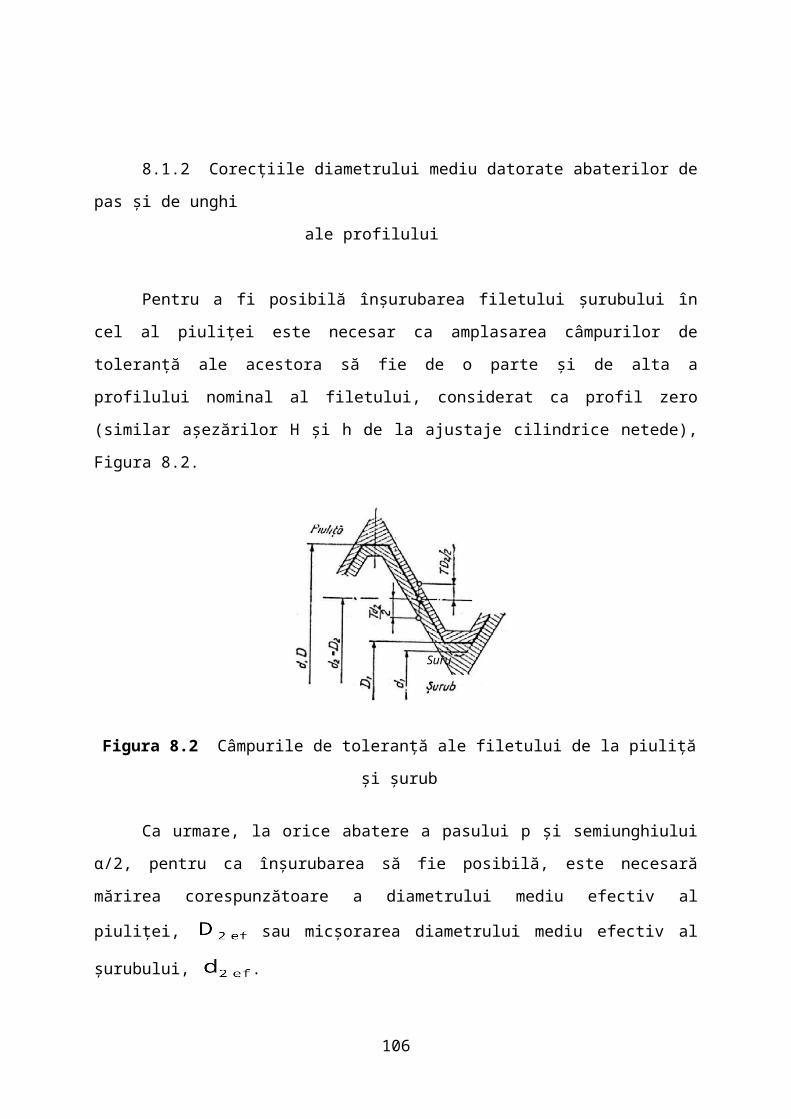
a) De exemolu, dacă pasul filetului piuliţei are o abatere , pe lungimea de înşurubare, este
necesară o corecţie a diametrului mediu al piuliţei, Figura 8.3, [1-6], [8], [11].
Figura 8.3 Corecţia diametrului mediu datorită abaterii pasului
Din triunghiurile dreptunghice şi , rezultă:
; , (8.2)
în care:
β, γ – unghiurile flancurilor;
- componentele abaterii pasului, ( ).
Rezultă:
, (8.3)
în care:
- corecţia diametrului mediu impusă de abaterea a pasului pe toată lungimea de
înşurubare.
Observaţie: S-a luat în modul deoarece abaterile pasului pot fi într-un sens sau altul,
dar indiferent de semn ele conduc fie la mărirea lui , fie la micşorarea lui .
Pentru filetul metric ISO, , deci:
106
[μm]. (8.4)
b) Dacă semiunghiurile flancurilor prezintă abateri faţă de valoarea nominală este, de
asemenea, necesară o corecţie a diametrului mediu cu valoarea , [1-5], [8], [11], [16].
Pentru filetul simetric:
[μm], (8.5)
în care:
- înălţimea profilului de bază, ( ).
În afară de cele două corecţii ale diametrului mediu şi , mai apare o cerecţie ,
respectiv , a diametrului mediu egală cu abaterea propriu-zisă a acestuia, ca la orice
dimensiune.
Pentru ca înşurubarea să fie posibilă, abaterea diamtrului mediu se va considera numai
„în plus” pentru piuliţă şi numai „în minus” pentru şurub.
Ţinând cont de cele trei corecţii, rezultă o corecţie totală a diamtrului mediu:
[μm], (8.6)
Pe baza relaţiilor stabilita, literatura de specialitate dă valoarea corecţiilor şi
pentru diferite filete. La acestea se adaogă corecţiile , respectiv luate după precizia
IT9. Corecţia totală trebuie să fie mai mică, cel mult egală cu toleranţa prescrisă pentru diametrul mediu:
. (8.7)
Practica a arătat că precizia prelucrării filetelor ascuţite, pentru aceeaşi tehnologie,
depinde de pasul p şi diametrul nominal d=d. Ca urmare, dacă la ajustajele cilindrice netede
s-a luat o unitate de toleranţă funcţie de diametru, la filete aceasta va fi funcţie de pas şi
diametru, Figura 8.8, [2-5], [11]:
[μm], (8.8)
în acre:UF – unitatea de toleranţă pentru filete;
x, y – coeficienţi de pondere ai pasului, repectiv diametrului.
107
Practica arată că se poate lua C=90; x=0,4; z=0,1:
[μm], (8.9)
În funcţie de unitatea de toleranţă, se calculează toleranţa diametrelor medii ,
respectiv :
, (8.10)
în care:
a – numărul unităţilor de toleranţă.
8.1.3 Precizia filetelor metrice (ajustaje cu joc)
În sistemul ISO de toleranţe pentru filetele metrice se consideră trei clase de execuţie:
fină, mijlocie şi grosolană, [1-2], [11].
Clasa fină se utilizează numai pentru filetele de precizie, atunci când între filetul
şurubului şi al piuliţei este necesar un joc mic.
Clasa mijlocie se utilizează pentru filetele de uz general.
Clasa grosolană se utilizează pentru filetele executate în condiţii tehnologice grele
(exemplu: tarodarea găurilor adânci sau înfundate, filetarea barelor laminate la cald, etc.).
Deoarece asupra înfiletării şurubului în piliţă influenţează şi lungimea de înşurubare
(toleranţele sunt determinate de lungimea de înşurubare) s-au considerat, pentru fiecare clasă
de execuţie, trei lungimi de înşurubare: scurtă (S), normală (N) şi lungă (L), [1-2], [11].
Valorile limită ale celor trei grupe de lungimi de înşurubare sunt date în STAS 8165-82, în
funcţie de diametrul nominal al filetului. Considerând trei clase de execuţie, fiecare cu câte
trei lungimi de înşurubare rezultă nouă grade de precizie. Ca urmare a suprapunerii unor
grade de precizie, (de exemplu: toleranţele de la clasa fină, lungimea L corespund cu cele de
la clasa mijlocie, lungimea S) la şuruburi rămân în total 7 grade, notate de la 3 la 9 în ordinea
descrescătoare a preciziei, iar la piuliţe, suprapunerea fiind mai mare, rămân 5 grade, notate
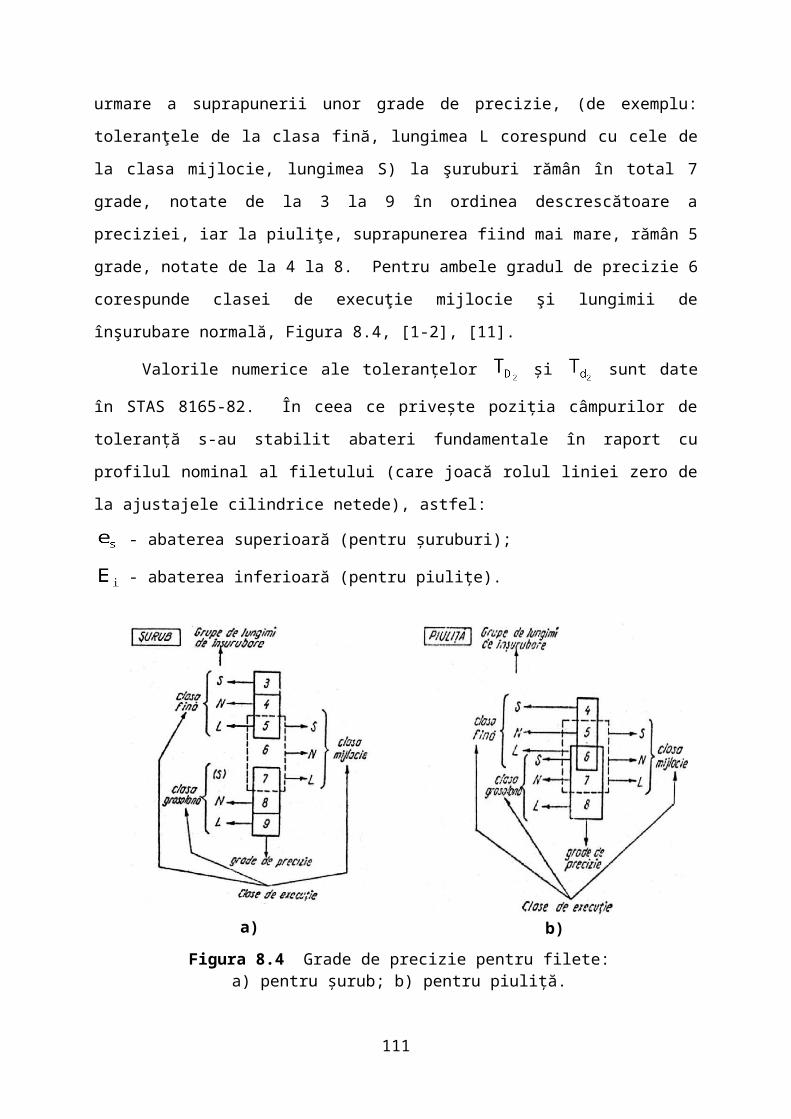
de la 4 la 8. Pentru ambele gradul de precizie 6 corespunde clasei de execuţie mijlocie şi
lungimii de înşurubare normală, Figura 8.4, [1-2], [11].
108
Valorile numerice ale toleranţelor şi sunt date în STAS 8165-82. În ceea ce
priveşte poziţia câmpurilor de toleranţă s-au stabilit abateri fundamentale în raport cu profilul
nominal al filetului (care joacă rolul liniei zero de la ajustajele cilindrice netede), astfel:
- abaterea superioară (pentru şuruburi);
- abaterea inferioară (pentru piuliţe).
a) b)
Figura 8.4 Grade de precizie pentru filete:a) pentru şurub; b) pentru piuliţă.
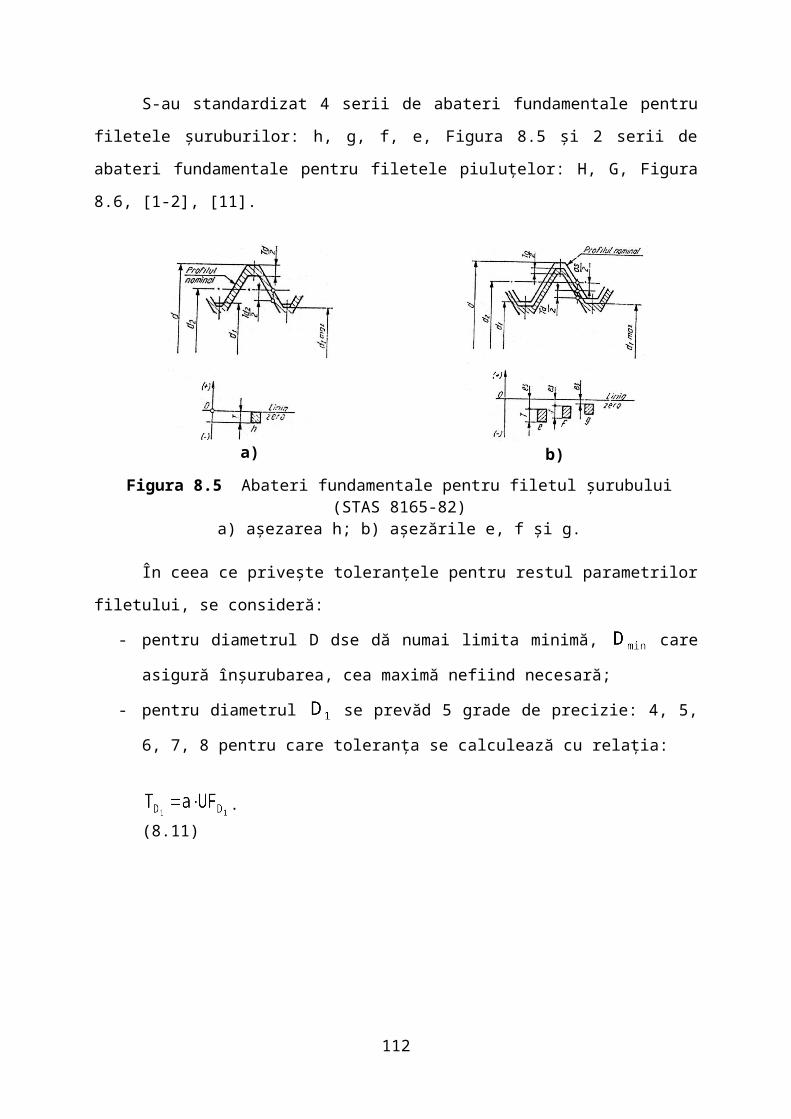
S-au standardizat 4 serii de abateri fundamentale pentru filetele şuruburilor: h, g, f, e,
Figura 8.5 şi 2 serii de abateri fundamentale pentru filetele piuluţelor: H, G, Figura 8.6, [1-2],
[11].
a) b)
Figura 8.5 Abateri fundamentale pentru filetul şurubului (STAS 8165-82)a) aşezarea h; b) aşezările e, f şi g.
109
În ceea ce priveşte toleranţele pentru restul parametrilor filetului, se consideră:
- pentru diametrul D dse dă numai limita minimă, care asigură înşurubarea, cea
maximă nefiind necesară;
- pentru diametrul se prevăd 5 grade de precizie: 4, 5, 6, 7, 8 pentru care toleranţa se
calculează cu relaţia:
. (8.11)
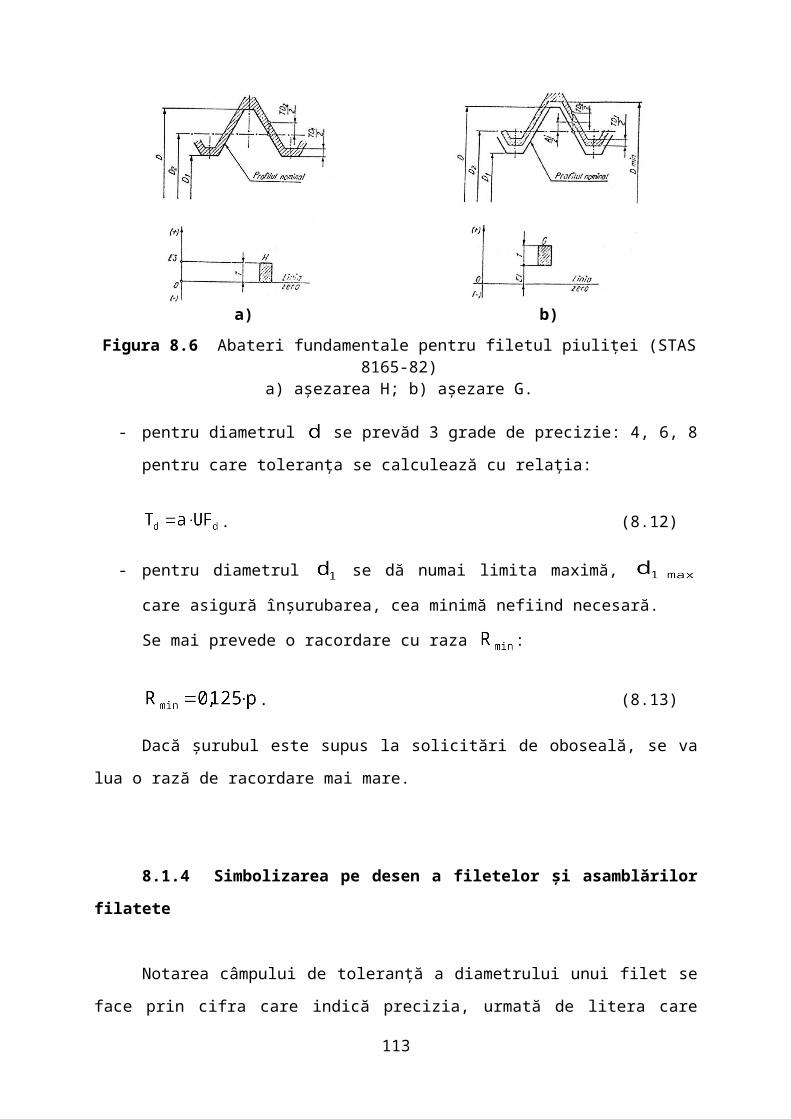
a) b)
Figura 8.6 Abateri fundamentale pentru filetul piuliţei (STAS 8165-82)a) aşezarea H; b) aşezare G.
- pentru diametrul se prevăd 3 grade de precizie: 4, 6, 8 pentru care toleranţa se
calculează cu relaţia:
. (8.12)
- pentru diametrul se dă numai limita maximă, care asigură înşurubarea, cea
minimă nefiind necesară.
Se mai prevede o racordare cu raza :
. (8.13)
Dacă şurubul este supus la solicitări de oboseală, se va lua o rază de racordare mai
mare.
8.1.4 Simbolizarea pe desen a filetelor şi asamblărilor filatete
110
Notarea câmpului de toleranţă a diametrului unui filet se face prin cifra care indică
precizia, urmată de litera care indică aşezarea câmpului de toleranţă (de exemplu: 6g, 7H), [1-
2], [11].
Simbolizarea pe desene a toleranţelor filetului se face considerând simbolul câmpului
de toleranţă al diametrului mediu, urmat de simbolul câmpului de toleranţă al diametrului
vârfului filetului (adică diametrul exterior al filetului şurubului, respectiv diametrul interior al
filetului piuliţei). În cazul în care câmpul de toleranţă al diametrului mediu este acelaşi cu
diametrul vârfurilor, simbolul câmpului de toleranţă se scrie o singură dată, ), [1-3], [11].
Exemple:
1) Fie un şurub cu filet metric M6x1, având pentru diametrul mediu câmpul de toleranţă
5g şi pentru diametrul exterior câmpul de toleranţă 6g. Notarea se face:
M6x1-5g6g.
2) Fie o piuliţă cu filet metric M6x1, având pentru diametrul mediu şi diametrul interior
câmpul de toleranţă 6H. Notarea se face:
M6x1-6H.
3) Simbolizarea unui ajustaj filetat se face indicând simbolul câmpului de toleranţă al
filetului piuliţei, urmat de simbolul câmpului de toleranţă al şurubului, separate printr-
o linie oblică. Notarea se face:
M6x1-6H/5g6g.
4) Dacă lungimea de înşurubare nu face parte din grupa N, atunci se indică şi aceasta:
M6x1-5g6g-30.
Observaţie: În anumite cazuri de funcţionare este necesar să se utilizeze ajustaje
intermediare sau chiar cu strângere, [1-2], [11].
8.1.5 Controlul filetelor metrice
Controlul filetelor metrice se poate face prin diferite metode, alegerea acestora
făcându-se în funcţie de parametrul considerat, mărimea seriei de fabricaţia, aparatura de
control din dotare, precizia dorită, etc. Câteva din aceste metode sunt prezentate în cadrul
laboratorului de control tehnic. Măsurarea diametrului mediu şi interior cu micrometrul pentru
111
filete, măsurarea diametrului mediu cu sârme (role) calibrate, controlul profilului cu
microscopul de atelier, folosirea calibrelor, etc., ), [1-2], [4], [7-10], [12], [16].
8.2 PRECIZIA FILETELOR DE MIŞCARE
8.2.1 Filete trapezoidale ISO
Deoarece filetul trapezoidal provine dintr-un profil triunghiular, nu intervin probleme
deosebite faţă de cele studiate la filetul metric, Figura 8.7.
Figura 8.7 Dimensiunile principale de asamblare ale filetelor trapezoidale
În ceea ce priveşte toleranţele, s-au stabilit abaterile fundamentale: H pentru filetul
interior, Figura 8.8; h, e, c pentru filetul exterior, Figura 8.9. Toleranţele pentru nu se
standardizează.
a) b) c) d)
Figura 8.8 Poziţia câmpurilor de toleranţă a filetului trapezoidal interior
112
Sunt standardizate patru trepte de precizie: 6, 7, 8, 9 în ordinea descrescătoare a
preciziei, [1-4], [11]. Treapta de precizie prevăzută pentru diametrul mediu va fi aceeaşi şi
pentru diametrul interior , ceea ce simplifică notaţia.
Sunt prevăzute două clase de execuţie: mijlocie şi grosolană şi două lungimi de
înşurubare: normală (N) şi lungă (L), [1-4], [11]. Toleranţele filetelor trapezoidale cu mai
multe începuturi sunt identice cu cele ale filetelor cu un singur început, cu excepţia celor la
diametrul mediu, care se stabilesc prin multiplicarea valorilor de la filetele cu un singur
început cu coeficienţi supraunitari daţi în STAS 2114/4-75 (excepţie de la acest STAS fac
filetele speciale: exemplu şuruburile conducătoare ale maşinilor unelte),
a) b) c) d)
Figura 8.9 Poziţia câmpurilor de toleranţă a filetului trapezoidal exterior
Notarea câmpurilor de toleranţă se face ca şi la filetele metrice ISO, [1-2], [11].
Exemple:
1) filet interior: Tr40x7-7H;
2) filet exterior: Tr40x7-7e;
3) filet exterior stânga cu două începuturi: Tr40x14(P7)LH+7e;
4) ajustaj filetat: Tr40x7-7H/7e; Tr40x14(P7)LH/7e;
în care:
P – pasul filetului;
- pasul elicei ( );
N – numărul de începuturi.
8.2.2 Filetele ferăstrău
113
La baza generării acestui tip de filete stă un triunghi asimetric având şi
şi ca urnare nu sunt prebleme deosebite faţă de cele parcurse la filetul metric, Figura 8.10, [1-
3], [5], [8], [11].
Figura 8.10 Elementele dimensionale ale filetului ferăstrău
S-au atabilit abaterile fundamentale H, pentru diametrele filetului interior, Figura 8.11
şi h, e, c, pentru cele ale filetului exterior, Figura 8.12.
Figura 8.11 Poziţia câmpurilor de toleranţă a filetului ferăstrău interior
Figura 8.12 Poziţiile câmpurilor de toleranţă ale filetului ferăstrău exterior
114
Sunt standardizate patru trepte de precizie: 7, 8, 9, şi 10. Sunt prevăzute două clase de
execuţie: mijlocie şi grosolană, şi două grupe de lungimi de înşurubare: normală (N) şi lungă
(L). Toleranţele filetelor ferăstrău cu mai multe începuturi sunt egale cu cele ale filetelor cu
un singur început, cu excepţia celor la diametrul mediu care se stabilesc prin multiplicarea
valorilor de la filetele cu un singur început cu coeficienţi supraunitari, [1-3], [11].
Notarea pe desen a filetelor ferăstrău şi a câmpurilor de toleranţă se face în felul
următor, [1-2], [11]:
1) pentru filetul interior: S40x7-7H;
2) pentru filetul exterior: S40x7-7e;
3) pentru filetul exterior stânga cu două începuturi: S40x14(P7)-7e;
4) pentru ajustajul filetat: S40x7-7H/7e; S40x14(P7)LH-7H/7e.
În ceea ce priveşte filetul pătrat, au existat mai multe standarde, în prezent anulate,
întrucât acestea prezentau o serie de inconveniente, putând fi uşor înlocuit de filetul
trapezoidal sau ferăstrău.
115





























